钢管公司焊管机组轧辊参数
焊管轧辊生产基本理论知识概述

焊管轧辊生产基本理论知识概述一:轧制底线轧制底线也就是机组中心线与平辊喉径(最细处)靠合时,此线与工作台面的直线距离,也就是轧辊喉径与底板的距离。
轧制底线高在机组出厂时就已经确定的,比如50机组的轧制底线高为235MM,76机组的轧制底线高为265MM,89机组的轧制底线高为280MM。
厂家不同,此数据会有变化。
立辊的下辊环的上沿到底板的距离也是轧制底线高(立辊轴高低不可调的机组)。
二:起始底径与底径递增每台机组的起始(成型第一架如是W变型,底径在最粗与最细的中间)底径(平辊喉径)也是固定不变的,每架次递增0.6MM-0.8MM,递增的目的是为了让每架次比前一架次转速稍快,属于后面拉着前面走,对于管材成型有利。
三:保险垫的高度保险垫也就是放在下滑块与牌坊底梁中间的一个铸铁的垫子,受到比较大的冲击时此垫中间会被压入底部,使轴等不受损伤。
保险垫的高度也是固定的,每架次递减0.3MM-0.4MM(因轧辊每架次递增0.6MM-0.8MM,保险垫每架次递减0.3MM-0.4MM,所以轧制底线还是处在水平上)。
四:圆变方时定径轧制底线的变化在圆变方时,尤其是圆变矩形管时(平出),定径应调成中心线不变,底线则是逐渐升高。
此调整目的是使管材均匀变型,角部均等,减少对机组的冲击力。
例:50*100的矩形管(定径为五平五立,四五架次平辊孔型一样),挤压辊出来为直径94的圆,到定径第四架次时变型量为94-50=44MM(底线不变为水平时等于管材的上部压下44MM,壁厚较厚时对机组的冲击力非常大,而且下部的外R角会比上部的外R角圆),所以应采用中心线不变,即是将下平辊逐渐垫高(轧制底线逐渐升高),到定径第四架次时垫起22MM,将22MM四架平分垫起即可(此为概率算法,精确垫起的数据应为轧辊设计的变型量)。
(完整版)E1立辊轧机
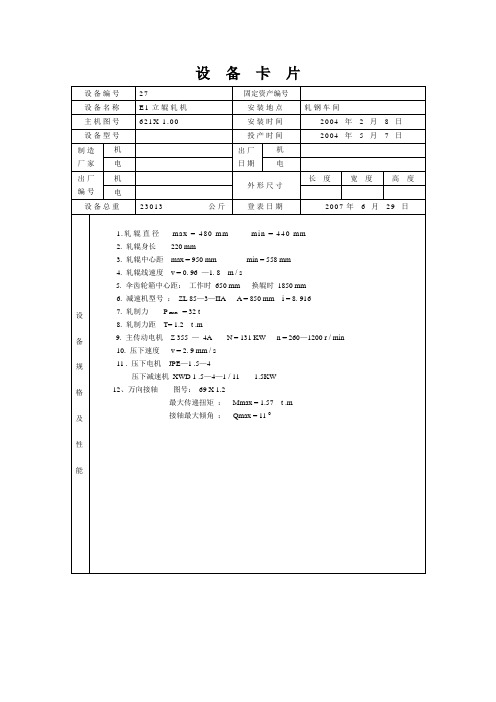
设备编号
27
固定资产编号
设备名称
E1立辊轧机
安装地点
轧钢车间
主机图号
621X 1.00
安装时间
2004年2月8日
设备型号
投产时间
2004年5月7日
制造厂家
机
出厂日期
机
电
电
出厂编号
机
外形尺寸
长度
宽度
高度
电
设备总重
23013公斤
登表日期
2007年6月29日
设
备
规
格
及
性
能
1.轧辊直径max = 480 mm min = 440 mm
2.轧辊身长220 mm
3.轧辊中心距max = 950 mm min = 558 mm
4.轧辊线速度v = 0. 96—1. 8 m / s
5.伞齿轮箱中心距:工作时650 mm换辊时1850 mm
6.减速机型号:ZL 85—3— A A = 850 mmi = 8.916
7.轧制力Pmax= 32 t
最大传递扭矩:Mmax = 1.57 t .m
接轴最大倾角:Qmax = 110
主要备件更换记录
更换日期
名称
图号
材质
更换原因(注明是在大、中、小修或抢修事故更换)
保养检修记录
检查日期
主要检修内容
记事及遗留问题
设备事故登记
单位名称:车间名处理情况
停产时间
8.轧制力距T= 1.2 t .m
9.主传动电机Z 355—4A N = 131 KW n = 260—1200 r / min
10.压下速度v = 2. 9 mm / s
二辊轧机力能参数计算-分享
二辊轧机力能参数计算-分享二、轧制压力计算根据原料尺寸、产品要求及轧制条件,轧制压力计算采用斯通公式。
详细计算按如下步骤进行。
1、轧制力计算:首先要设定如下参数作为设计计算原始数据:1、1轧制产品计算选用SPCC,SPCC常温状态屈服强度;1、2成品最大带宽,B=1000mm;1、3轧制速度,;1、4轧辊直径;;代入数据计算得则则则取初定轧辊直径:2、根据来料厚度尺寸数据,选择最典型的一组进行轧制压力计算,初步道次分配见下表:道次号原料厚度:H(mm) 成品厚度:h(mm)压力量:(mm)压下率:% 06 0 0%164、751、2520、83%24、753、75121、05%33、753 0、7520%3、轧制压力计算3、1、第1道次轧制压力计算3、1、1、咬入条件校核,即满足咬入条件3、1、2、变形区长度3、1、3、平均压下率 % 则,经第1道次轧制后材料的变形阻力:3、1、4、求解轧辊弹性压扁后的接触弧长度依次求解Y、Z,最后得出接触弧长度 a-求解诺莫图中Y ;,人工辅助咬入为无张力轧制,前后张力均为零;代入以上各项数据,得Y=0、0415 b-求解诺莫图总Z ,代入各项数据,得Z=0、105 诺莫图由以上a、b 两项根据诺莫图求交点,得X=0、34 则3、1、5、平均单位轧制压力依次得出, =395、57MPa3、1、6、轧制总压力P3、2、轧制总压P的确定依次求解第 2、3道次的轧制压力按照初步道次分配表计算出结果如下:;轧制压力呈逐步增大,轧制时难以保证轧件发生均匀变形,即压下规程设计不合理。
经过反复多次设定压下规程,得如下压下规程:原料厚度6mm,成品厚度3mm对应如下轧制规程:道次原料厚度 H(mm) 成品厚度 h(mm)压力量 (mm)压下率:% 单位轧制压力(MPa)轧制压力(吨) 06 0 0%164、751、2520、83%404、9102524、753、95 0、816、84%609、9134633、953、55 0、410、12%698、8119643、553、25 0、38、45%747、4114353、253 0、257、69%787、41130 计算后确定:轧制压力P=1400t 二辊轧机轧辊辊身强度校核: ; ; 取;代入数据得,,即轧辊本身能力满足要求。
轧辊尺寸参数及材质ppt课件

L/D与品种规格、轧制条件、轧辊材质、轧机类型有关 手册中L/D 经验参数是大量生产实践数据的总结 反映了不同的品种规格、轧制条件、轧机类型, 在一定范围内, L/D 满足咬入条件和强度条件
机动 目录 上页 下页 返回 结束9
辊身直径 D 主要根据咬入条件和轧辊强度确定 有两种方法:
根据经验参数(查手册)确定 L 再校核咬入条件和轧辊强度
最小辊径 Dmin 受轴承座间最小中心距(压下上行空间)限制 最小辊径 Dmin 还受轧辊强度和咬入条件限制 轧辊重车率主要取决于轧辊材质和表面硬度
机动 目录 上页 下页 返回 结1束3
三、 轧辊材质与制造
轧辊材质主要四类: 锻钢, 铸钢, 铸铁, 半钢 锻钢轧辊分为: 热轧锻钢轧辊 冷轧锻钢轧辊 热轧锻钢轧辊具有:高强度和高韧性 高耐热疲劳性能
梅花轴头
轴头主要有四种形式:
TY165型高频焊管技术参数

TY165型高频焊管技术参数Technical configuration of TY165 Equipment一、主要技术规格Main technical specification1、原材料(钢带)条件钢带材质:热轧或冷轧低碳钢;Raw material requestMaterial of strip:hot-rolling or cold-rolling mild steel;2、成品要求圆管直径:φ50~φ165mm壁厚:2.0~6.0mmRequirement finished productRound pipeDiameter:φ50~φ165mmWall thickness:2.0~6.0mm3、机列要求机列形式:分体式;机组生产速度:0~50m/minRequirement of layLine form:Separated typeRated speed:0~50m/min二、工艺流程开卷→剪切对焊→卧式螺旋活套→校平→轧制成型→高频焊接→刮刀→冷却→定径→矫直→飞锯切料→下料台Technology flowUncoiling->Shearing and butt welding->Horizontal type strip accumulating->Leveling->Formingunit->High-frequency welding->Deburring->cooling->Sizing unit->Straightener->Flying saw->Run-out table三、焊管线主要构成规格Main structure1、开卷机结构形式:采用(单头)液压涨缩装置,能更快更换刚卷;适应钢带内径:φ508mm钢带外径:≤φ1600mm钢带宽度:150~520mm钢带卷重:≤ 8 ton制动形式:气动、强弱制动°UncoilingConfiguration: hand rocker expanding drum, double drums;Suitable inner Diameter φ508mmOuter Diameter of coil:≤φ1600mmWidth of metal strip:150~520mmWeight of coil:≤ 8 tonBrake type:air drive, two phase brake2、(助卷)整平.直头机:主卷:由液压缸带动,可以上下摆动及伸缩,压送辊由电机带动(4KW)直头机铲头机伸出把带钢娇直引入整平机、整平机:采用2.2kw电机上下压紧、送料电机15kw,7辊整平Leveling and straightening machine:Master file: Driven by the hydraulic cylinder, can shrink bobbing, press roller dried by motor (4kw) Straightening and end-cutting machine straighten the steel strip and introduce it into leveling machine.Flatten machine: adopt 2.2kw power to compact up and down, feeding Motor (15kw), seven rollers leveling.3、剪切对焊机(液压式龙门剪)作用:1.切除钢带头尾的缺陷部分以及带卷中间的缺陷部分;2.在对焊前切头切尾,使对焊接头平直对正,利于对焊结构形式:液压剪+焊接钢带对缝形式:采用(4KW)电机驱动,前后各台电机剪切厚度:1.0~6.0mm最大剪切宽度:520mm刀片材料:T12A刀片刃数:2Shearing and butt welding machine (hydraulic pressure square shear)Function: 1. Cut off the defect parts at two ends and middle;2. Cut off the ends before welding to make connected ends flat and good for welding.Type: hydraulic pressure shear + weldingOpposite joint type for steel strip: adopt motor drive (4kw), one in front and one at backcutting thickness: 1.0~6.0mmThe maximum cutting width: 520mmBlade material: T12ABlade kets: 24、卧式螺旋活套卧式活套:由外套引入,中心出料;活套直径:6 m钢带宽度:150~520mm钢带厚度:2.0~6.0mm充料速度:≥150m/min结构形式:转向机架,夹送机构(18KW直流电机),活套主体(37KW直流电机)进出料(钢带)控制:进料为手动控制,与开卷机同用操作台;出料为无力Horizontal type strip accumulatorHorizontal type strip accumulator: introduce peripherally and feeding from centerOut diameter:6 mWidth of metal strip:150~520mmThinness of metal strip:2.0~6.0mmFeeding speed:≥150m/minConfiguration: Turning frame, Pinch machine (18KW AC motor), Main body (37KW AC motor)Feeding control: Feeding is manual control which same as uncoiler; Discharge is non-power style.3、成型定径机组Forming and sizing unit3.1进料装置导向立辊:矫平辊后一对导向立辊,通过手动调节对中开合调整;矫平辊:采用7辊矫平装置,使钢带平稳进入成型机组;矫平辊为无动力辊,下辊固定,上辊通过首轮丝杆上下调整;Feeding deviceGuiding stand-roller: a pair of guiding stand-roller after correcting flat-roller, adjust by manual;Correcting flat-roller: using 7 sets of flat-roller to let strip introduce into machine smoothly;Flat-roller is non-power, base roller is fixed while upper roller is adjusting by bolt3.2成型机架本机组采用底线水平辊式成型原理,轧辊采用双半径孔型。
螺旋焊管机组3#辊梁位置参数计算方法
焊管WELDED PIPE AND TUBE第42卷第12期2019年12月Vol.42 No.12Dec. 2019螺旋焊管机组3#辊梁位置参数计算方法胡绪波(宝鸡石油输送管有限公司,陕西宝鸡721008)摘要:为了减少螺旋焊管成型过程中,因钢带两边和中部变形量不一致而导致的蹶嘴、错边、管径超差等成型缺陷,提高成型稳定性,分析了 3#辊梁位置参数的控制对于钢带自由边边缘变形的重 要性。
结合3#辊梁构造特点及调整原则,提出了 3#辊梁位置参数的确定方法,并对该方法确定的3#辊梁位置参数进行了多次生产实践验证。
结果表明,由该计算方法得出的3#辊梁位置参数准确,与实际生产调整结果一致,且计算过程便捷,能够解决因钢带两边和中部变形量不一致而导致的蹶嘴、错边、管径超差等成型缺陷,提高了螺旋焊管成型的稳定性。
关键词:螺旋焊管;成型;边缘变形量;3#辊梁;位置参数;计算方法中图分类号:TG933.93 文献标识码:B DOI : 10.19291/ki.1001-3938.2019.12.011Calculating Method for Position Parameters of 3# Roller Beam ofSpiral Welded Pipe UnitHU Xubo(CNPC Baoji Petroleum Steel Pipe Co., Ltd., Baoji 721008, Shaanxi , China )Abstract: In order to reduce the forming defects such as angular misalignment , axial misalignment and pipe diameter out oftolerance caused by the inconsistent deformation between the two sides and the middle of the steel strip during the forming process of the spiral welded pipe , and improve the forming stability , the importance of the position parameter control of 3# rollbeam to the free edge deformation of the steel strip is analyzed. Combined with the structural characteristics and theadjustment principles of 3# roller beam, the determination method of 3# roller beam position parameters is put forward , and 3#roller beam position parameters determined by the method are verified in the production process for many times. The results show that the position parameters of 3# roller beam obtained by this method are accurate , consistent with the actual productionadjustment results , the calculation process is convenient , and the calculating method can solve the forming defects such as angular misalignment axial misalignment and pipe diameter out of tolerance caused by the inconsistent deformation betweenthe two sides and the middle of the steel strip, and improve the forming stability of the spiral welded pipe.Key words: SAWH pipe; forming; edge deformation; 3# roller beam; position parameter; calculating method0前言随着螺旋焊管朝着大直径、高钢级方向发展, 管线对于焊管的质量要求越来越高,焊管质量不仅指焊缝质量,还包含了其几何尺寸。
中钢邢机轧辊产品纲领与规格范围
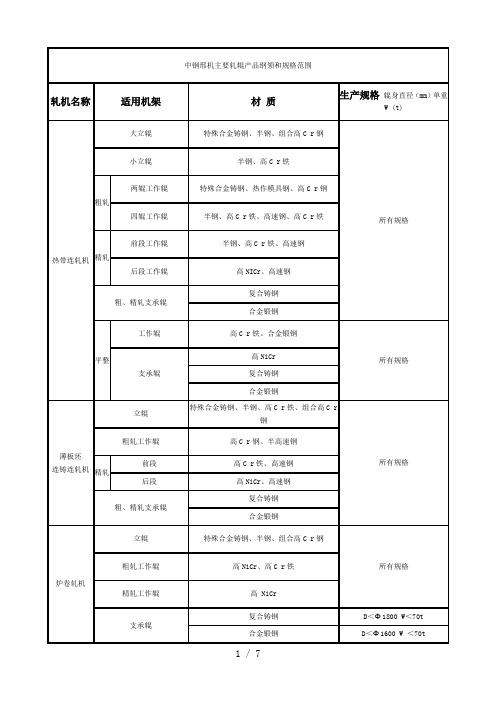
企业简介中钢集团邢台机械轧辊有限公司(简称中钢邢机)是中钢集团的全资子公司,始建于1958年,原为冶金工业部直属冶金机修企业,1999年在上海证券交易所上市。
2006年4月19日,企业正式加入中钢集团。
公司占地面积123万平方米,现有在册职工6700人,资产总额45亿元。
主要从事冶金轧辊和冶金成台(套)设备及备件的设计、制造和销售,中钢邢机轧辊产品产出规模世界排名第一。
2008年实现销售收入32.5亿元。
2009年,面对金融危机带来的影响,中钢邢机将经营目标锁定为现价产值25亿元,实现营业收入25亿元,力争30亿元。
主导产品为冶金轧辊和冶金成台(套)设备。
轧辊产品国内市场综合占有率达35%以上,其中:热轧板带轧辊国内市场占有率达65%以上;冷轧带钢轧辊国内市场占有率达70%以上;大型型钢轧机轧辊国内市场占有率达80%以上;轨梁轧机轧辊国内市场占有率达85%以上。
公司与宝钢、鞍钢、武钢、首钢等国内排名前30位的知名钢铁企业建立了长期战略合作关系,轧辊产品远销美国、英国、日本等四十多个国家和地区,并与阿赛洛-米塔尔、新日铁、浦项、塔塔钢铁集团等世界排名前10位的钢铁企业建立起密切的合作关系。
年出口产品8000万美元以上。
在冶金设备制造方面,拥有以方坯、板坯连铸机、干熄焦和焦炉护炉装置为代表的3条冶金设备生产线,研发制造了国内第一台罗可普方坯连铸机、第一台国产化干熄焦设备、第一座国产化6米和7.63米大型焦炉护炉装置,公司与日本新日铁签订了长期战略合作协议,成为新日铁公司在中国唯一的一家定点采购和技术支持的设备制造厂家。
连铸机国内市场占有率25%以上、6米以上大型焦炉护炉装置达60%、干熄焦设备达40%。
公司拥有冶炼、铸造、锻造、热处理及机械加工等各工序的先进工艺装备,现已形成了完备的铸钢、铸铁、锻钢三大系列的板带轧辊、大型型钢轧辊、线棒轧辊、异型轧辊、小冷轧辊生产线,装备能力达到国际先进水平。
轧辊年生产能力18万吨,冶金设备年生产能力8万吨。
(完整word版)辊子结构和辊道基本参数
辊子结构和辊道基本参数1.辊子结构在轧钢车间中,常用的辊道辊子结构有四种型式。
(a)实心锻造辊子(b)具有锻造轴端的空心辊子(c)具有焊接轴端的空心辊子(d)铸铁辊子(2)由厚壁钢管或铸钢制成的空心辊子这种辊子一般用在中等或轻负荷的辊道上。
例如,初轧机的延伸辊道、运输辊道;其他大部分轧机的主要工作辊道、升降台辊道、输入辊道等空心辊子的轴端可以是锻造的,也可以是焊接的。
空心辊子具有较小的飞轮力矩,适合于启动工作制辊道。
采用铸钢辊子时,辊子的壁厚要均匀。
否则,在运转时由于辊子不平衡而引起的惯性力较大,使辊子轴承、圆锥齿轮磨损严重,电动机的启动制动力矩大,功率消耗多。
(3)铸铁辊子这种辊子价格便宜,一般用在轻负荷辊道上。
例如,除初轧机外的大部分轧机的延伸辊道;除输入辊道外的薄板轧机的所有辊道等。
由于铸铁辊子不易擦伤轧件的表面,对于成品轧件的输出辊道尤为合适。
铸铁辊子的传动轴除了用键连接外,也有将铸铁辊子直接浇铸在钢轴上的。
2.辊道基本参数辊道的基本参数是辊子直径、辊身长度、辊距和辊道速度。
(1)辊子直径。
为了减少辊子重量和飞轮力矩,辊子直径尽可能小。
辊子最小直径主要决定于辊子的强度条件。
但当轧件在辊子上横向移动时,它还受轴承座和传动机构外形尺寸的限制。
(2)辊身长度。
辊身长度一般根据辊道用途来确定。
主要工作辊道辊子的辊身长度,一般等于轧辊的辊身长度。
在初轧机和一些开坯轧机上,为了设置推床导板,辊子辊身长度就比轧辊辊身长度长一些。
而型钢轧机辅助工作辊道辊子的辊身长度比轧辊辊身长度短,因为轧件只在最后几道轧制时,辅助辊道才运转。
中国冶金行业网(3)辊道速度。
辊道速度一般根据辊道用途确定。
工作辊道的工作速度通常根据轧机的轧制速度选取。
当运输长的薄轧件时,轧机后的工作辊道速度要比轧制速度大5%,以避免轧件形成折皱;冲击负荷较大的加热炉炉前辊道,应选用较低的速度,一般取1.2~1.5m/s。
加热炉炉后辊道和轧机输入辊道的速度应取得稍大些,一般取1.5~2.5m/s;为了不产生堆钢现象,轧机输出辊道的速度要取为轧件轧制速度的1~1.1倍;在轧机后装有卷取机的板带连轧机组上,当卷取机咬入轧件建立张力后,轧机输出辊道的速度应与轧件速度相同;当轧件尾部离开最后一架精轧机座后,输出辊道速度应比轧件速度低10%,以避免轧件在辊道上产生起套现象。
转关于粗轧,中轧,预精轧,精轧,

转关于粗轧,中轧,预精轧,精轧,0粗轧机组的参数包括:1)轧辊直径前4架轧机轧辊辊身直径为φ530~650mm,后3~5架为φ450~480mm(均指新辊)。
粗轧机组轧辊辊身直径一般为轧件平均高度的4~5倍。
2)轧辊辊身长度悬臂辊轧机实际上是装配式轧辊的辊环宽度,一般是最大轧件宽度的2.1~2.5倍;其他类型的轧机轧辊辊身长度均为新辊直径的1.6~1.9倍。
采用较短的轧辊辊身有利于提高轧辊的刚度,有利于保证连轧工艺的稳定。
3)轧辊的径向调整量粗轧机轧辊径向调整量较大,一般为轧辊直径的15%。
4)轧辊的轴向调整量悬臂辊轧机以辊环精确的加工和辊环固定机构准确定位而无需设置轴向调整装置。
其余型式粗轧轧机的轧辊轴向调整量为±2~3mm,这样的调整量对于在线材粗轧中无不均匀的轧辊轴向磨损的对称轧制,足以满足装配时的轧辊孔型对中调整。
5)工作机座的移动调整量用来更换扎槽的工作机座移动调整量等于其轧辊上最边缘的两个孔型的中心距。
通常高速线材轧机的轧制线是固定的,粗轧机组各机架以其中心线或其轧制线与全轧线的固定轧制线相重合,来进行垂直于轧制线的定位。
粗轧机组各机架间距应满足下列条件:(1)安装轧机工作机座及其传动装置的必要空间;(2)安装及调整轧机导卫所需的必要空间;(3)在采用直流电动机单独传动并以电流比较法进行微张力控制的情况下,当轧件已穿孔尚未建立连轧关系时,主传动电机动态速度降及其恢复过程所需时间内轧件的必要行程,动态恢复过程的时间按目前的电气水平应不小于0.5s。
在满足上列条件的前提下,机架间距越小越好。
各类粗轧机组机架中心距一般为:悬臂式轧机:轧辊辊身直径的3.6~3.8倍。
其他轧机:轧辊辊身直径的5倍。
中轧及预精轧通常平均延伸系数为1.28~1.34。
为加大减面效率通常初始4个道次的平均道次延伸率为1.32~1.35;而以后几个道次为保证轧件断面尺寸的稳定性和获得较高的断面尺寸精度,采用较小的变形量,其平均道次延伸系数为1.21~1.27.对于高速线材轧机,在中轧及预精轧阶段由于轧制速度已较高,轧件的变形热已大于轧机在轧制及运行过程中传导及辐射的热量,轧件温度在此阶段开始升高,随轧速的增加轧件温度也急剧升高。
南汉冶特钢3800轧机参数表

南汉冶特钢3800轧机参数表南汉冶特钢是一家专业生产钢材的企业,其3800轧机是其生产线中的关键设备之一。
下面将详细介绍南汉冶特钢3800轧机的参数表。
一、机械参数1.1 轧机型号:38001.2 轧制方式:三辊对称式轧制1.3 轧制压力:最大轧制压力为1200吨1.4 轧机速度:最大轧制速度为30米/分钟1.5 轧机驱动方式:电动驱动二、辊道参数2.1 辊道直径:工作辊直径为600毫米,支承辊直径为400毫米2.2 辊道材质:辊道采用优质合金钢制造,具有良好的耐磨性和耐腐蚀性2.3 辊道数量:共有三个辊道,其中两个为工作辊,一个为支承辊2.4 辊道间距:工作辊和支承辊之间的间距为150毫米三、电气参数3.1 电源电压:380V,50Hz3.2 主电机功率:主电机功率为160千瓦3.3 控制系统:采用PLC控制系统,具有较高的自动化程度和稳定性3.4 传动方式:主电机通过减速机和联轴器传动至轧机辊道四、安全保护4.1 急停按钮:设有紧急停机按钮,用于紧急情况下的快速停机4.2 防护罩:轧机设有防护罩,有效保护操作人员的安全4.3 温度监测:轧机设有温度监测装置,可监测辊道温度,避免过热导致设备损坏五、润滑系统5.1 润滑方式:采用油润滑方式,确保辊道运行时的润滑和冷却5.2 润滑油品:使用高温润滑油,具有良好的抗氧化和高温性能5.3 润滑系统控制:采用自动润滑系统,可根据工作时间和温度自动进行润滑和冷却六、维护保养6.1 清洁保养:定期对轧机进行清洁和润滑,保持设备的正常运行6.2 辊道更换:根据使用情况,及时更换磨损严重的辊道,确保轧机的正常工作6.3 系统检查:定期对轧机的电气系统和润滑系统进行检查,确保其正常运行通过以上参数表,我们可以清楚地了解到南汉冶特钢3800轧机的各项参数和特点。
该轧机具有较大的轧制压力和高速度,能够满足生产线对钢材的高效生产需求。
同时,其采用了先进的电气控制和润滑系统,具有良好的安全保护和维护保养措施。
轧辊及辊系清单
4. 轧辊及辊系清单
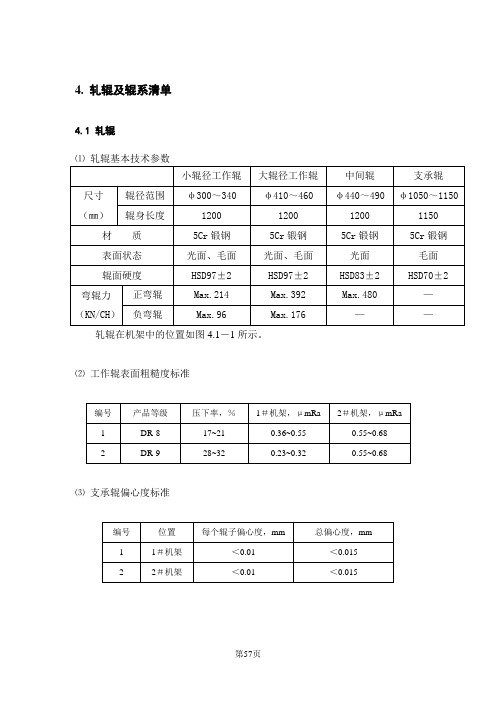
4.1 轧辊
轧辊在机架中的位置如图4.1-1所示。
⑵工作辊表面粗糙度标准
⑶支承辊偏心度标准
图4.1-1 轧辊在机架中的位置
⑷中间辊串动装置
串动装置固定在传动侧轧机牌坊柱上,串动块和中间辊由液压缸轴向串动,每个中间辊有2个串动缸,其相对位置由自动同步机指示。
串动行程约300 mm
串动力约735kN
UC-δ值应根据来料钢种、宽度、厚度、板形等情况而定,一般设定值为30~50mm。
⑸轧制线调节装置
1)轧制线标高PL.:FL.0+1500mm
2)次换支承辊、中间辊、工作辊时都必须进行轧制线调节,弥补因轧辊直径发生变化而使轧制线发生变化。
3)制时轧辊最大直径为:φ460×φ490×φ1150
最小直径为:φ300×φ440×φ1050
4)轧辊直径进行统一管理,计算机可以根据轧辊辊径通过以下方式对轧制线进行自动调节:
阶梯板:7级×40mm/每级
楔形块:40mm
图4.1-3轧制线调节断面图。
HG12焊管机组参数报价--中英文版详解
HG12高频直缝焊管机组HG12 HIGH-FREQUENCY PIPEMAKING MACHINE技术方案及报价Technical Proposal & Quotation一、机型MODEL:12二、生产能力:PRODUCE CAPACITY6制管长度Pipe length4M~12M三、带钢规格:STEEL STRIPS SPECIFICATION序号NO.项目(ITEM) 数值(WORKING RANGE) REMARK备注1钢带厚度Thickness of stripsδ0.2mm~2.0mm材质: MATERIAL低碳钢Low carbon steel2钢带宽度Width of stripsH18~50mm3钢卷外径O.D. of steel coilΦ800mm~Φ1200mm4钢卷内径I..D. of steel coilΦ300mm~Φ350mm(可定制)5最大卷重Maxi. Load weight≤800kgs四、生产线工艺流程:working flow原料(带钢卷)→开卷→储料→被动矫平→成型轧制→高频焊接→去除外毛刺→喷淋冷却→定径、整型→粗矫直→定尺切断→收管、捆扎。
Raw material (steel coil) → uncoiling →material accumulating → non-power leveling →mill-forming → h igh-frequency welding → removing burrs outside of weld seam → cooling → sizing → roughly straightening → fixed length cutting → run-out table五、机组各单元设备配置简介:machine parts details1. 手动双边开卷机:Manual uncoiler本部套的功能是将整卷带钢拆开,为成型机提供所需原料。
钢管公司焊管机组轧辊参数

HG50机组轧辊参数(北站)机组排列:一平450—二平225—立225—三平225—立160—立225—四平225—立225—五平225—立225—六平460立—接缝—挤压—磨光(平)--立225—平225—立225—平225—立225—平225—立225—平225—立225—平225—立225—平上1上2一、平辊机架:(共十二架)速比: 1.333; 1.333; 1.333; 1.333; 其余1起始底径:φ147.6mm;递增0.6mm底线高度:235下辊距底面160,牌坊架宽度220轴径:φ55;键:12;上下辊间距:110—220mm。
轴承:53509,32210 档距:前两架220mm,其余180mm;二、立辊机架:(共九架)轴径:φ35,轴承60307轴高:有效高度100mm,中心距180—270mm,轧辊下沿15mm;三、接缝导向:中心距140—150mm辊宽;B=86(φ48—φ60);B=74(≤φ48),轴径φ40;轴承7508四、挤压辊架:中心距80--240mm,轴径φ45,轴承80209,7209;轴有效高度60—100,轧辊下沿15mm五、土耳其头:轴径φ45,轴承60209,中心距170—250mm,辊宽MAX70,外径φ160mm主电机:Z4-225-31 132kw 1500/2400r/ min 减速器:ZQ75-10-V I=10高频:200 kw GP200-0.4-Hφ32/50机组轧辊参数(北站)机组排列:一平380—二平190—立190—三平190—立190—四平190—立150—立150—立190--五平190—立190—六平190—立190—七平—立—接缝—挤压—磨光—(立)190—平190—立190—平190—立190—平190—立190—平190—立190—平190—立190—平上1上2一、平辊机架:(共十三架)速比: 1.3225; 1.3225; 1.3225; 1.3225; 其余1起始底径:φ137.6mm;递增0.6mm轴径:φ45;键:14;上下辊间距:110—220mm。
D2_1轧辊尺寸参数及材质

机动
目录
上页
下页
返回
结束
厚板轧辊材质的选择
粗轧机的工作条件与初轧机相似 材质选择: 合金热轧锻钢轧辊 合金铸钢轧辊 精轧机支撑辊要求高的强度和刚性
材质选择: 合金铸钢轧辊 冷硬复合铸铁轧辊
精轧机工作辊需保证产品质量和板形 要求高硬度和耐磨性能 材质选择: 合金冷硬铸铁轧辊 无限冷硬铸铁轧辊
机动
目录
支撑辊直径主要取决于轧辊刚度和强度
L/D2标志着辊系的抗弯刚度, L 大者取较大比值 D2/D1与轧件厚度,咬入,弹性压扁,轧制方式等轧制条件有关
机动 目录 上页 下页 返回 结束
2)型钢(开坯)轧机轧辊的 D 与 L 根据咬入条件确定工作直径 Dg和D 基本方法: 再根据孔型配置和强度条件确定L 工程上, 主要是根据经验参数(查手册)确定 Dg D L 再校核咬入条件和轧辊强度 Dg D与品种规格、轧制条件、轧辊材质、轧机类型有关 工程上用名义直径 D0 代替 Dg D 进行轧辊尺寸参数确定 D0 根据品种规格和轧机类型按型钢轧机系列标准选取 L 根据孔型系统, 孔型配置和轧制方式确定
第二章 轧机
轧辊及机架强度计算 强度计算解析方法 许用应力及安全系数 机座刚度 机座刚度及弹跳曲线 机座当量刚度与厚度控制 机座横向刚度与板形控制 轧辊参数及轧辊材质
轧辊轴承及压下装置
轧机机架结构参数
轧机主传动
第一节 轧辊尺寸参数及轧辊材质
一、概述
二、轧辊尺寸参数 三、轧辊材质与制造
第二章
机动
目录
支撑辊材质: 合金冷轧锻钢轧辊 工作辊材质: 合金冷轧锻钢轧辊 高铬无限冷硬铸铁轧辊
机动 目录 上页 下页 返回 结束
轧辊制造
轧辊铸造方法 静态铸造 离心铸造 连续复合铸造
Φ159mm FQM三辊连轧管机组主要设备特点
r l n r s u e i lo r d c d wh c e s n h v ril ru d rfl o e p s O a o e h n e t e a i t f o l g p e s r sa s e u e , i h l s e s t e o e fl o n e -il ft a s S s t n a c h b l y o i h i t e mil o r l l h — l t b sa d h — e o ma i n s e lg a e . u t e mo e wih t e we le c o e a s d f c s h l t o l i twa l u e n id f r to t e r d s F rh r r , t h l n l s d p s , e e t g — l e t b — n o d n r i s e i n t d o e u e ,a d t e p e sr t h r d c n r p i g l n t f t e t b s i u e e d f l i g o n i lmi a e rr d c d n h r — t e c —e u i g c o p n e g h o h u e i k f s o n d o v n t e c o p n r c s a e e i n t d a l, e u tn n h g e i l n e t rr l n o s s h  ̄e e r e h r p i g p o e sc n b lmi a e t l r s l g i i h ry e d a d b te o l g c n i — e a i i
e n Pa g n o p Ch n d r n & S e lC . t . i c u i g t e p o e s a d t e c mp sto , e t r sa d b — d i n a g Gr u e g u I o t e o ,L d , n l d n h r c s , n h o o i n f a u e n a i
鞍山轧辊堆焊规格

鞍山轧辊堆焊规格
鞍山轧辊堆焊规格可能因具体情况而异,以下是一般的堆焊规格参数:
1. 堆焊材料:通常采用高合金铸铁、高速钢等。
2. 堆焊工艺:采用气焊、电弧焊、等离子焊等。
3. 堆焊层数:通常根据轧辊的使用环境和要求确定,一般为2-3层。
4. 堆焊层厚度:通常为3-5mm。
5. 堆焊硬度:通常要求达到HRC58以上。
6. 堆焊质量:堆焊表面应平整、无裂纹、无气孔、无夹杂物。
需要注意的是,不同类型的轧辊可能需要不同的堆焊规格,因此在进行堆焊时应根据具体情况确定合适的参数,以保证堆焊质量和轧辊的使用寿命。
1/ 1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
HG50机组轧辊参数(北站)机组排列:一平450—二平225—立225—三平225—立160—立225—四平225—立225—五平225—立225—六平460立—接缝—挤压—磨光(平)--立225—平225—立225—平225—立225—平225—立225—平225—立225—平225—立225—平上1上2一、平辊机架:(共十二架)速比: 1.333; 1.333; 1.333; 1.333; 其余1起始底径:φ147.6mm;递增0.6mm底线高度:235下辊距底面160,牌坊架宽度220轴径:φ55;键:12;上下辊间距:110—220mm。
轴承:53509,32210档距:前两架220mm,其余180mm;二、立辊机架:(共九架)轴径:φ35,轴承60307轴高:有效高度100mm,中心距180—270mm,轧辊下沿15mm;三、接缝导向:中心距140—150mm辊宽;B=86(φ48—φ60);B=74(≤φ48),轴径φ40;轴承7508四、挤压辊架:中心距80--240mm,轴径φ45,轴承80209,7209;轴有效高度60—100,轧辊下沿15mm五、土耳其头:轴径φ45,轴承60209,中心距170—250mm,辊宽MAX70,外径φ160mm成品管壁厚:0.8-3.5mm, 管径:φ20-φ60 mm, 成型速度:40-85m/min主电机:Z4-225-31 132kw 1500/2400r/ min 减速器:ZQ75-10-V I=10高频:200 kw GP200-0.4-Hφ32/50机组轧辊参数(北站)机组排列:一平380—二平190—立190—三平190—立190—四平190—立150—立150—立190--五平190—立190—六平190—立190—七平—立—接缝—挤压—磨光—(立)190—平190—立190—平190—立190—平190—立190—平190—立190—平190—立190—平上1上2一、平辊机架:(共十三架)速比: 1.3225; 1.3225; 1.3225; 1.3225; 其余1起始底径:φ137.6mm;递增0.6mm轴径:φ45;键:14;上下辊间距:110—220mm。
轴承:53507,32207档距:成型180mm;定径150mm二、立辊机架:(共十三架)轴径:φ35,轴承60307轴高:前两架有效高度115mm,中心距100—260mm,轧辊下沿15mm;其余有效高度115mm,中心距100—260mm,轧辊下沿15mm三、接缝导向:中心距140—165mm辊宽;B=70(φ45以下);B=90,轴承位深度=轴承厚度+5(φ45以上);轴承7208四、挤压辊:中心距110—250mm,轴径φ40,轴承80208,轧辊下沿15mm有效高度110mm,辊高60-110mm五、土耳其头:轴径φ35,轴承60207,中心距170—215mm,辊宽MAX60,外径φ170mm φ165/219机组轧辊参数机组排列:一平500立500二平600三平500立500四平550立500立500立550五平500立500—六平600七平755接缝595挤压1350磨光7650定立一500定平一500定立二500定平二500土耳其头一850万能一650万能二600土耳其头二750土耳其头三一、平辊机架:速比: 1.52; 2.18; 2.59; 2.76; 其余1;牌坊架宽度;起始底径:φ230mm,递增0.6mm;保险垫25-24,递减0.3;轴径:φ120,键:25;上下辊间距:250--500mm;轧辊最大厚度:成型区一、二架750mm,三、四架650;五、六、七、八、九350;十、十一310;轴承:7219;4524920;下辊轴中心距台面505二、立辊机架:轴径:80,键:22;轴承:7515;NU2311中心距:200-850(200-500);轧辊下沿25mm;最大外径420三、接缝导向:中心距200—400mm辊宽;B=270;轴径φ85,轴承7217;底径160;外径385四、挤压辊:四辊式1、左右立辊:轴径φ100,键宽20,轴有效高度165;中心距230-420,轧辊最大外径φ200;轧辊下沿30mm;轴承7218;72202、上平辊(两辊):轴径φ50,轴承60210,厚度60,外径230,轴与中心线角度80度五、磨光棍架:中心距200—400mm,轧辊宽度260,轴径φ120, 轴承2007118(7218);底径170;外径386六、土耳其头:轴径φ50,轴承60310,上下辊中心距340—560mm,辊宽MAX220,外径φ250mm;左右辊中心距340—560mm,辊宽MAX120,外径200七、万能机架:1、水平辊轴颈:φ120,键25,底径φ300mm,底线高度450;档距3102、测辊轴径:φ40,轴承60308,轧辊厚度210,轧辊外径φ200,两侧辊间距200-360石轴114机组轧辊参数(三区)机组排列:一平650二平325立325三平325立325四平325立270—立270立325五平650六平325立325七平785接缝450挤压1640磨光2980定立一325定平一325定立二325定平二325定立三325定平三325定立四325定平四325定立五325定平五1400定平六325定立六410矫直头750矫直头755定立七一、平辊机架:(共十四架)速比: 1.605; 1.774; 2.185; 2.185; 其余1起始底径:φ174mm;递增0.6mm牌坊架宽度轴径:φ90;键:24;上下辊间距:180—460mm。
轴承:30518(4624920);3518(2007118)档距:前两架440mm,其余400mm;磨光210二、立辊机架:(共九架)前两架采用单支点,立辊通过轴承固定在辊轴上,左右轴间距175—600;轴承80210;其余立辊架采用双支点,立辊通过平键固定在辊轴上,轴径φ60,键18*5,左右轴间距175—350;轴承53512(22212)轴高:有效高度mm,轧辊下沿15mm;最大外径φ245定径工作台比成型工作台低21.5 mm,定径立辊架下面加20 mm厚垫板。
三、接缝导向:中心距190—220mm辊宽;B=152,轧辊最大外径φ211;轴承7210四、挤压辊架:中心距195--360mm,轴径φ55,轴承7511,轴有效高度140,轧辊下沿15mm 五、土耳其头:轴径φ50,轴承6210,中心距238--280mm,辊宽MAX84,外径φ220mm 六、万能机架:轴径φ90;键:24;底径φ252.5;递增0.6;上下辊中心距270--460 mm 档距400,台面到下辊轴距离245 mm.。
廊坊114机组轧辊参数(三区)机组排列:一平325立325二平325—立325—三平325立325四平325—295—立295立295立325五平325立325六平325立七平325立—接缝—挤压—磨光(平)—立325平—立325平—立325平—立325平—土耳其1—土耳其2一、平辊机架:(共十二架)速比: 1.605; 1.774; 2.185; 2.185; 其余1起始底径:φ174mm;递增0.6mm;底线高度345牌坊架宽度405轴径:φ90;键:24;上下辊间距:180—460mm。
轴承:53518.,4524920 档距:前两架560mm二、立辊机架:(共九架)轴径:前两架φ55,轴承80211;轴高:有效高度mm,中心距175—600mm,轧辊下沿15mm;最大外径φ245三、接缝导向:中心距190—220mm辊宽;B=152,轧辊最大外径φ;轴承80210四、挤压辊架:中心距mm,轴径φ55,轴承7511,轴有效高度,轧辊下沿15mm 五、土耳其头:轴径φ50,轴承80210,中心距mm,辊宽MAX ,外径φ220mm 76机组轧辊参数(三区)机组排列:一平280立280二平280立280三平280立280四平280立280五平280立280六平280-立645接缝620挤压—平--280立280平280立280平280立280平280立280平280立平665土耳其头一、平辊机架:(共十二架)速比: 1.25; 1.57; 1.84; 2; 2 其余1起始底径:φ150mm;递增0.5mm底线高度:下辊距底面160,牌坊架宽度轴径:φ80;键:20;上下辊间距:mm档距:360mm;轴承53514,NU2214二、立辊机架:(共九架)轴径:φ45,轴承7609轴高:有效高度130mm,中心距mm,轧辊下沿15mm;三、接缝导向:中心距mm辊宽;B=120,轴径φ40;轴承7508四、挤压辊架:中心距mm,轴径φ55,轴承7511,轴有效高度,轧辊外径235mm 五、土耳其头:轴径φ35,轴承7207,最大中心距380 mm,辊宽MAX110HG60机组轧辊参数(三区)机组排列:成型七平八立;定径五平五立一平450二平225立225三平225立225四平225立200立200立225五平225 立225六平225立225七平410立475接缝350挤压1120磨光1860--立225平225立225平225立225平225立225平225立225平225立225平600--土500—土一、平辊机架:速比: 1.333; 1.333; 1.333; 1.333; 其余1(φ48以上上轴被动)起始底径:φ147.6mm;递增0.6mm底线高度:235下辊距底面160,牌坊架宽度220轴径:φ60;键:18;上下辊间距:160—220mm档距:前四架220mm,其余180mm;平辊轴承:22211(53511)、NU211(32211E)、8109二、立辊机架:轴径:φ40,轴承80308轴高:有效高度97mm,中心距80—270mm,轧辊下沿15mm;三、接缝导向:中心距130—200mm辊宽;B=115,轴径φ40;轴承7508四、挤压辊架:中心距110--240mm,轴径φ50,轴承80210,8106轴有效高度60—100,轧辊下沿15mm五、土耳其头:轴径φ40,轴承60308,中心距202—252mm,辊宽MAX90,外径φ200mm 平辊垫:厚度H 26.2 25.9 25.6 25.3 25 24.7 24.4 24.4 24.1 23.8数量2 2 2 2 2 2 2 2 2 2 2 2旧60机组轧辊参数(三区)机组排列:成型六平七立;定径四平二立一平225立225二平225立225三平200立160立200四平225立225五平225立225六平410立400接缝295挤压1200磨光(平)--立225平225立225平300土耳其头500平450平250土耳其头700土耳其头一、平辊机架:速比: 1.33; 1.33; 1.33; 其余1起始底径:φ147.6mm;递增0.6mm底线高度:235下辊轴中心距底面160,牌坊架宽度220轴径:φ60;键:18;上下辊间距:120—220mm档距:前两架220mm,其余180mm;平辊轴承:22211、NU211二、立辊机架:轴径:φ40,轴承80308轴高:有效高度100mm,中心距140—300mm,轧辊下沿15mm;三、接缝导向:中心距140—200mm辊宽;B=86,轴径φ45;轴承7509四、挤压辊架:中心距80--240mm,轴径φ45,轴承7509,轴有效高度60—100,轧辊下沿15mm五、土耳其头:轴径φ45,轴承60209,中心距170—250mm,辊宽MAX70,外径φ160mm平辊垫:架次1 2 3 4 5 6 7 8 9 10 11厚度H 26.2 25.9 25.6 25.3 25 24.7 24.4 24.4 24.1 23.8 23.5数量2 2 2 2 2 2 2 2 2 2 2SZ45/HG50机组轧辊参数(一区)机组排列:成型六平六立;定径五平五立一平450二平225立225三平225立160立225四平225立225五平225立225六平460立—接缝—挤压—磨光(平)--立225定平一225立225定平二225立225定平三225立225定平四225立225定平五--土耳其头500土耳其头一、平辊机架:速比: 1.33; 1.33; 1.33; 其余1起始底径:φ147.6mm;递增0.6mm底线高度:235下辊距底面160,牌坊架宽度200轴径:φ55;键:12;上下辊间距:110—220mm档距:前两架220mm,其余180mm;(石轴机组前两架180,其余150)平辊轴承:53509、NU210二、立辊机架:轴径:φ35,轴承6307轴高:有效高度100mm,中心距140—300mm,轧辊下沿15mm;三、接缝导向:中心距140—200mm辊宽;B=86,轴径φ40;轴承6208四、挤压辊架:中心距80--240mm,轴径φ45,轴承7209,轴有效高度60—100,轧辊下沿15mm五、土耳其头:轴径φ45,轴承60209,中心距170—250mm,辊宽MAX70,外径φ160mm平辊垫:架次1 2 3 4 5 6 7 8 9 10 11 12厚度H 31.2 30.9 30.6 30.3 30 29.7 29.4 29.4 29.1 28.8 28.5 28.2数量2 2 2 2 2 2 2 2 2 2 2 2扬州32机组轧辊参数(一区)机组排列:成型八平九立;定径六平六立一平180立180二平180立180三平180立180四平180立180五平180立180 六平180立180七平550接缝320挤压2420定平一180立180—定平二180立180定平三180立180定平四180立180定平五180立180定平六230土耳其头770土耳其头一、平辊机架:速比: i(1-5)= 1.5; 1.5; 1.5; 1.5; 1.5; 其余i(6-15)=1起始底径:(改φ130mm);递增0.5mm底线高度:下辊距底面,牌坊架宽度190轴径:φ45;键:14;上下辊间距:110—205mm档距:前两架150mm,其余120mm;平辊轴承:6209、NU209 (22209)二、立辊机架:轴径:φ35,轴承6207轴高:有效高度100mm,中心距110—190mm,轧辊下沿15mm;三、接缝导向:中心距mm辊宽;B=70,轴径φ30;轴承6206四、挤压辊架:中心距mm,轴径φ40,轴承6308,轴有效高度,轧辊下沿15mm 五、土耳其头:轴径φ40,轴承60206,中心距160—190mm,辊宽MAX60,外径φ160mm 形式:两辊φ13mm—φ50mm;壁厚0.6—2.0速度;成品管外径机组轧制底线标高68020—80m/min;主电机功率55KW(转速1500—3000r/min)扬州45机组轧辊参数(三区)机组排列:成型七平七立;定径六平六立一平380二平225立225—三平225立225四平225立160立225—五平225立225—六平460立—接缝—挤压—磨光(平)--立225—平230立225—平225立225平225立225平225立225平--土耳其头500土耳其头一、平辊机架:速比: 1.5; 1.5; 1.5; 1.5; 其余1起始底径:(改φ130mm);递增0.5mm底线高度:下辊距底面,牌坊架宽度190轴径:φ45;键:14;上下辊间距:110—205mm档距:前两架150mm,其余120mm;平辊轴承:22208、NU208二、立辊机架:轴径:φ35,轴承6207轴高:有效高度100mm,中心距110—190mm,轧辊下沿15mm;三、接缝导向:中心距mm辊宽;B=70,轴径φ30;轴承6206四、挤压辊架:中心距mm,轴径φ40,轴承6308,轴有效高度,轧辊下沿15mm 五、土耳其头:轴径φ40,轴承60206,中心距160—190mm,辊宽MAX60,外径φ160mm 形式:两辊φ13mm—φ50mm;壁厚0.5—2.0速度;成品管外径680机组轧制底线标高20—70m/min;主电机功率75KW(转速1500—3000r/min)HGY89/114机组轧辊参数机组排列:成型七平六立;定径四平二立一平380二平225立225—三平225立225四平225立160立225—五平225立225—六平460立—接缝—挤压—磨光(平)--立225—平230立225—平225立225平225立225平225立225平--土耳其头500土耳其头一、平辊机架:速比: 1.529; 1.8666; 2.0714; 2.0714; 其余1起始底径:(改φ160mm);递增0.6mm辊子最大厚度:成型区330,定径200下辊距底面220,牌坊架宽度370轴径:φ80;键:22;上下辊间距:180—275mm平辊轴承:二、立辊机架:轴径:φ60,键18轴高:有效高度160mm,中心距170—300mm,轧辊下沿15mm;三、接缝导向:中心距mm辊宽;B=,轴径φ40;轴承四、挤压辊架:中心距mm,轴径φ,轴承,轴有效高度,轧辊下沿15mm五、土耳其头:轴径φ50,轴承80310,中心距235—245mm,辊宽MAX ,外径φmm 形式:两辊平辊垫:数量2 2 2 2 2 2 2 2 2 2φ21mm—φ89mm;壁厚1.2—4.5速度径管外品;高线制组机轧底标850成20—65m/min带宽:65-280;方管30*30-70*70;主电机功率75KW(转速600—1600r/minφ32机组轧辊参数(钢结构)成型七平八立,定径六平六立:机组排列一平380—二平190—立190—三平190—立190—四平190—立150—立150—立190--五平190—立190—六平190—立190—七平—立8—接缝—挤压—磨光—立9 190—八平190—10立190—9平190—11立190—10平190—12立190—11平190—12立190—12平190—13立190—平13-±1-±2一、平辊机架:(共十三架)速比: 1.3225; 1.3225; 1.3225; 1.3225; 其余1起始底径:φ137.6mm;递增0.6mm轴径:φ45;键:14;上下辊间距:110—230mm水平辊档距:前四架220mm;其余150mm二、立辊机架:(共十四架)轴径:φ35,轴承80307轴高:轧辊位有效高度95mm,前四架中心距70—280mm,其余中心距70—260mm,轧辊下沿15mm;轧辊下沿15mm三、接缝导向:中心距140—155mm辊宽;B=70(φ45以下);B=90,轴承位深度=轴承厚度,轴径φ40;轴承7508E。