XX机械制造公司编码规则(附图)
机床行业编码方案范例

1.6.2.5 顾客特殊订货的电气图纸编号规则如下(11 位编号方式):
325
T
□□□ □□□
0
机型代码
变更号
特注电气图纸 识别码
图纸序号: 编号范围:001~ 999
特注顺序号: 编号范围:001~ 999
-机型代码:同单元分组明细中的定义。 -特注电气图纸识别码:“T”; -特注顺序号:三位数字,编号范围:001~ 999; -图纸序号:三位数字,编号范围:001~ 999;
7
机床行业编码方案范例
1.6.3 工艺文件的编号规则
1.6.3.1 工艺图纸的编号 粗加工图:零件号(11 位)+“C” 去碳层图纸:零件号(11 位)+“T” 粗磨图纸:零件号(11 位)+“M” 工艺孔加工图:零件号(11 位)+“G” 锻件图:零件号(11 位)+“D”
1.6.3.2 工艺卡的编号 机加工艺卡: “PC”+零件号(11 位) 装配工艺卡编号:“AS”+单元分组明细(11 位) 板金装配工艺卡编号:“D”+零件号(11 位)
-机型代码:同单元分组明细中的定义。 -单元号:同单元分组明细中的定义。 -图纸序号:为 4 位字符。
第一位:对于我公司自行绘制的标准图纸为“L”,顾客特殊订货的图 纸为“T”,“0”表示 MAZAK,此外其他字符表示其他工厂制 作的图纸。
机械加工行业编码规则知识分享
例如:03.001.001.001.01代表【半成品】-【压力罐】-【430066-0005】-【外罐】-【一序】
助记码:430066-0005-1,可简化编写。
5、产成品编码
产成品编码八位阿拉伯数字组成三级编码。
产成品第一级二位代表【产成品】;第二级三位代表【产品类别】;第三级三位代表具体产品【图号】。
例如:03.001.001代表【产成品】-【压力罐】-【430066-0005】
助记码:430066-0005
查询时,可简单输入,输入其中任意字段即可。
5、办公用品编码
办公用品编码八位阿拉伯数字组成三级编码。
办公用品第一级二位代表【办公用品】;第二级三位代表【产品类别】;第三级三位代表具体产品【顺序号】。
…..
11
一车间
12
二车间
二、职员编码原则
职员编码由三位阿拉伯数字组成。
具体职员
编码
姓名
001
XXX
002
XXX
….
….
三、客户编码原则
客户编码由七位阿拉伯数字组成,共三级。第一级两位代表地区省级编码;第二级两位代表市级编码,第三级三位代表单位顺序号。
顺序号
市
省(直辖市忽略)
编码
客户名称
21.06.001
辽宁丹东宽甸XXXX有限公司
XXX
XXX
…..
…..
注:地区编码规则详见行政区划代码/tjbz/xzqhdm/
四、供应商编码原则
供应商编码由七位阿拉伯数字组成,共三级。第一级两位代表地区省级编码;第二级两位代表市级编码,第三级三位代表单位顺序号。
顺序号
xx公司合同编码规则(2017-7)
Xxxx有限公司合同文书编制规范(试
行)
一、编制原则
为规范公司档案管理,增强公司档案的实用性和有效性,根据xxxxxx有限公司《关于印发公司档案系统全宗号编制
规则的通知》的相关规定,特制定本办法。
二、编码结构
根据保理业务实际操作的需要,对于在业务开展活动中应当签署的协议编码,按照以下规则统一编撰:
K00407YYYYXXX-ZZ
K00407——根据xxxx公司的文件规定采用,表示“xxxx 公司”;
YYYY——表示年份;
XXX——表示顺序号;
ZZ——从合同顺序号。
三、资料的收集与整理
公司的归档资料实行“项目归档”制度,档案移交由业务人员发起,档案管理人员组织。
发起人将自己经办的资料移交给档案管理人员,档案管理人员组织验收、核对、归档。
档案资料移交时,需经档案移交人、档案管理人员及监交人核实无误后,在移交清单上签字确认完成档案移交。
业务人员在业务完成后15日内,完成经办项目的资料整理,填写《档案移交清单》,于每笔业务完成后的15日内,将档案移交至综合财务部。
本制度自发布之日起实施,请遵照执行。
公司
二O一七年七月七日。
公司资料编码规则
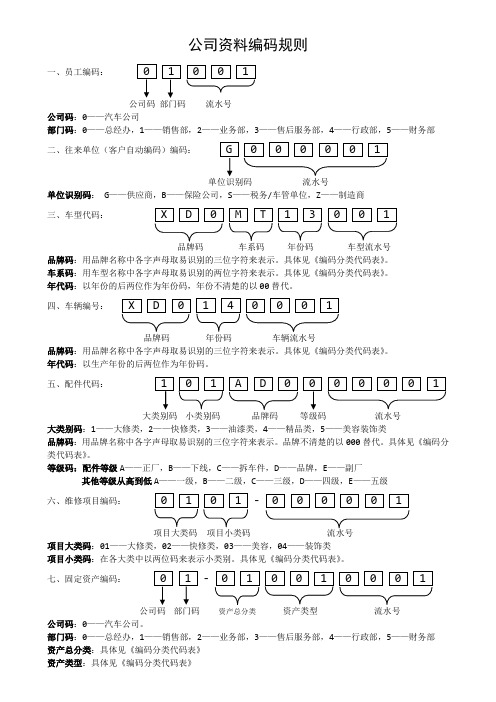
公司资料编码规则一、员工编码:公司码部门码流水号公司码:0——汽车公司部门码:0——总经办,1——销售部,2——业务部,3——售后服务部,4——行政部,5——财务部二、往来单位(客户自动编码)编码:流水号单位识别码: G——供应商,B——保险公司,S——税务/车管单位,Z——制造商三、车型代码:年份码车型流水号品牌码:用品牌名称中各字声母取易识别的三位字符来表示。
具体见《编码分类代码表》。
车系码:用车型名称中各字声母取易识别的两位字符来表示。
具体见《编码分类代码表》。
年代码:以年份的后两位作为年份码,年份不清楚的以00替代。
四、车辆编号:品牌码年份码车辆流水号品牌码:用品牌名称中各字声母取易识别的三位字符来表示。
具体见《编码分类代码表》。
年代码:以生产年份的后两位作为年份码。
五、配件代码:大类别码小类别码品牌码等级码流水号大类别码:1——大修类,2——快修类,3——油漆类,4——精品类,5——美容装饰类品牌码:用品牌名称中各字声母取易识别的三位字符来表示。
品牌不清楚的以000替代。
具体见《编码分类代码表》。
等级码:配件等级A——正厂,B——下线,C——拆车件,D——品牌,E——副厂其他等级从高到低A——一级,B——二级,C——三级,D——四级,E——五级六、维修项目编码:项目大类码流水号项目大类码:01——大修类,02——快修类,03——美容,04——装饰类项目小类码:在各大类中以两位码来表示小类别。
具体见《编码分类代码表》。
七、固定资产编码:公司码部门码资产总分类资产类型流水号公司码:0——汽车公司。
部门码:0——总经办,1——销售部,2——业务部,3——售后服务部,4——行政部,5——财务部资产总分类:具体见《编码分类代码表》资产类型:具体见《编码分类代码表》。
机械零件编码规则

机械零件编码规则第二章零件分类编码系统§2-1 概述§2-2 零件分类编码系统的功用和基本要求§2-3 零件分类编码系统结构原理§2-4 零件分类编码系统的建立§2-5 零件分类编码系统的实例介绍§2-6 评价零件分类编码系统的准则§2-1 概述零件分类编码系统已经成为成组技术原理的重要组成部分,也是有效地实施GT的重要手段,因此,在实施GT过程中,建立编码系统,已成为一项重要的任务。
零件分类编码系统就是用数字、字母或符号将机械零件图上的各种特征进行标识的一套特定的法则和规定。
这些特征包括零件的几何形状、尺寸、精度、材料、热处理等,也可描述零件有关功能以及生产管理方面的信息,诸如零件名称、功能要素、加工设备、工装、工时、生产批量等。
零件分类编码的图例2322图2–1 轴承端盖50?75材料:QT400–17分类编码结果分类编码结果01761825115材料:45图2–2轴图2–3 齿轮9040材料:40 Cr 分类编码结果4606§2-1 概述由于实施成组技术的目的、范畴和手段不同,目前已研制出多种不同的分类编码系统,其中与零件有关的分类编码系统又可分为综合、机加工、铸造、锻造、冲压、焊接、热处理等。
一、实施GT,建立零件分类编码系统的必要性二、建立零件分类编码系统的可行性从GT的发展趋势来看,零件分类编码系统的建立是必不可少的。
在GT的初期,并未采用分类编码技术,零件分类主要靠目测,而且GT应用主要局限于GT加工,当时的米特凡诺夫就是无分类编码的开拓者。
现在,由于GT应用范围的扩大,特别是计算机技术的不断深入,企业各个部门要分享公共数据库中所储存的有关产品零件的各种信息,没有分类编码系统这一统一的检索手段、则很难实现。
一、实施GT,建立零件分类编码系统的必要性成组技术的一个核心就是利用相似性原理来找出事物的共性。
世界上客观事物既存在着千差万别的个性,即异性,也存在着反映它们彼此内在联系的共性。
xx公司编码方案.doc
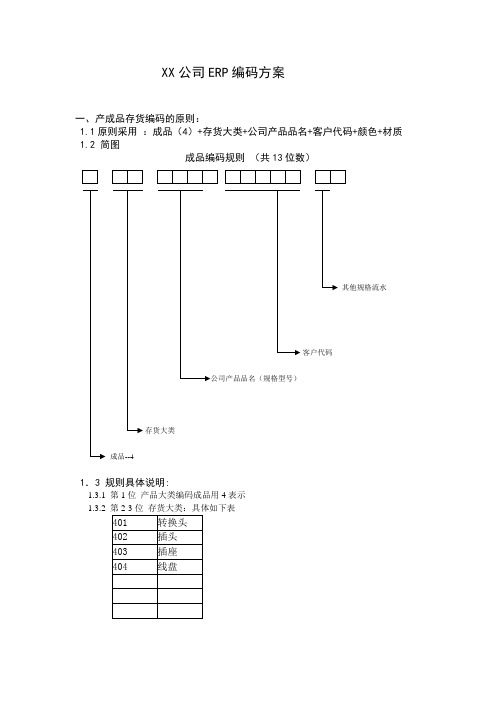
XX公司ERP编码方案一、产成品存货编码的原则:1.1原则采用:成品(4)+存货大类+公司产品品名+客户代码+颜色+材质1.2 简图成品编码规则(共13位数)其他规格流水客户代码存货大类成品--41.3 规则具体说明:1.3.1 第1位产品大类编码成品用4表示1.3.21.3.5 其他规格流水码 01-99位二、 半成品编码的原则:(1+2+4+4+1+1+2=15位)2.1 原则采用:半成品(3)+来源+小分类+规格+颜色+材质+流水 2.2 简图半成品编码的原则(共11位数)流水 材质颜色来源半成品---32.3 规则具体说明:2.3.1 第1位 半成品 用3表示 2.3.2 第2-3位 来源 具体如下表01 注塑 02 装配 03 外协 04包材2.3.5 第11位材质具体如下表三、外购配件编码的原则:(1+2+4+3)3.1原则采用:外外配件(2)+存货小分类+存货二级小分类+规格3.2 简图外购件编码规则(共10位数)存货小分类外购件--21.3 规则具体说明1.3.1 第1位外购件编码用2表示1.3.3 第4-7位存货二级小分类及规格描述具体如下表一级分类码分类名称二级分类码二级分类名称2040010 外箱0020 彩盒003 吸塑盒004 塑料袋005 纸卡006 不干胶007 说明书205 开关206 标准件001 螺丝002 弹簧207 备品备件001 劳保类002 生产辅料003 工具类004 维修配件四、塑料原料编码的原则:4.1原则采用:原料+规格流水4.2 简图原料。
机械设备公司ERP编码规则方案书

1. 目的为使物料分类、编码标准统一,使ERP管理软件的实施运用有一个必备的基础和工厂物料的信息化管理,特制定此物料编码规则。
2.适用范围适用于本公司所有原材料、半成品、成品,以及重要的辅助材料.3.定义:3.1成品: 经过组装并达到可销售状态的产品.3.2半成品:在本厂至少经过一道加工工序后需要入库的配件.3.3外购件:从厂外购买回来的配件。
3.4原材料:即直接从外厂购买且用于加工或组装的主要生产材料.4.职责:4.1技术质量科:负责物料编码规则的制定、解释以及增补修訂.4.2负责按编码规则对新物料编号并建立BOM表(物料清单).4.3其他部门:严格按技术部的物料编码管理、使用物料,并提出建设性意见.5.编码总则5.1坚持一种物料对应一个唯一的品号,在必要時不同供应商/客户也予以编码区分;5.2编码有章可循,便于查找、识別.5.3编号应留有足够的可扩充空间,5.5编码规则作修改时,应不影响以往的编号体系,避免同一物料重复编码.6、客户编码原则(共3码)流水码客户类别码1)流水码由2码组成,采用数字,从01开始依客户新增顺序累加,客户编号不重复使用。
2)客户类别码由1码组成,采用数字。
6.1 客户类别代码清单对照表6.2 举例:客户名称:炼铁厂客户编码: 1 01客户类别码:总公司内部流水码(01~~99)举例:客户名称 : 柳州高华机械有限公司 客户编码:2 01客户类别码:柳州市内 流水码(01~~99)7.公司所有产品大类代码对照表如下:8.成品编码原则 8.1 成品代码构成:□ □□□ □ □□□□□产品大类 客户: 属性码 中分类 部件码(流水号)8.1 成品代码表9.半成品编码原则9.1 半成品代码构成:□□□□□□□□□□□□产品大类客户: 属性码中分类部件码(小类)配件码(流水号)9.1 半成品代码表3 X XX X XXX规格材质小分类 (01~99)中分类 (1~9)大分类 3例: 材料名称:低合金钢板Q345A δ=6mm编码为: 3 01 02 1 001规格(6mm)材质(Q345A)小分类(低合金板)中分类 (板材)大分类(原材料)二、辅助材料3 XX XX X XXX规格材质小分类 (01~09)中分类 (01~04)大分类 4例: 材料名称:22kg/瓶的二氧化碳气体编码为: 4 01 05 0 001规格(22kg/瓶)材质()小分类(二氧化碳气)中分类 (气体)大分类(辅材)4 XX XX X XXX规格 材质小分类 (01~09) 中分类 (01~04) 大分类 4 例: 材料名称:46# 高压高清抗磨液压油 编码为: 4 02 09 0 001规格 (46#)材质 ( ) 小分类 (高压高清抗磨液压油)中分类 (油类) 大分类 (辅材)铸造辅料编码由9位数字组成,格式如下:4 XX XX X XXX规格材质小分类 (01~09)中分类 (01~04)大分类 4例: 材料名称:φ73×145 圆弧芯撑编码为: 4 03 09 0 001规格(φ73 × 145)材质()小分类(圆弧芯撑)中分类 (铸造辅料)大分类(辅材)劳保类编码由10位数字组成,格式如下:4 05 05 00 XXX规格属性码(01)小类(01)中类(劳保类—05)大类(辅助材料—4)例如一:品名:夏装长袖工作服(职工)品号:4 04 01 01 001规格属性码(00)小类(01)中类(劳保—05)大类(辅助材料—4)土杂类编码由11位数字组成,格式如下:4 06 001 00 XXX规格属性码(00)小类(001)中类(土杂类—06)大类(辅助材料—4)化工类编码由10位数字组成,格式如下:4 07 01 00 XXX规格属性码(01)小类(01)中类(化工类—07)大类(辅助材料—4)化工类编码由10位数字组成,格式如下: 4 08 01 00 XXX规格属性码(01) 小类(01)中类(建材类—09) 大类(辅助材料—4)橡胶类编码由10位数字组成,格式如下:4 09 01 00 XXX规格属性码(01)小类(01)中类(橡胶类—10)大类(辅助材料—4)吊具类编码由10位数字组成,格式如下:4 10 01 00 XXX规格属性码(01)小类(01)中类(吊具类—11)大类(辅助材料—4)砂轮类类编码由10位数字组成,格式如下:4 12 01 00 XXX规格属性码(01)小类(01)中类(砂轮类—12)大类(辅助材料—4)金属制品类编码由10位数字组成,格式如下:4 12 01 00 XXX规格属性码(01)小类(01)中类(金属制品类—13)大类(辅助材料—4)焊接材料类编码由10位数字组成,格式如下:4 13 01 00 XXX规格属性码(01)小类(01)中类(焊接材料类—14)大类(辅助材料—4)小五金类编码由10位数字组成,格式如下:4 14 01 00 XXX规格属性码(01)小类(01)中类(小五金类—15)大类(辅助材料—4)量具类编码由10位数字组成,格式如下:4 15 01 00 XXX规格属性码(00)小类(01)中类(量具类—15)大类(辅助材料—4)举例:200cm 高度游标卡尺4 15 01 00 XXX规格(200cm)属性码(高度游标卡尺—15)小类(几何量具—01)中类(量具类—15)大类(辅助材料—4)11、标准件类代码对照表如下(9位):11.1紧固件类编码由9位数字组成,格式如下:5 XX XX X XXX规格级别 (4.8级~12.9级)小分类 (01~17)中分类 01大分类 5例: 材料名称: 8.8级内六角螺栓M 6×12编码为: 5 01 02 1 001规格(M 6×12)级别(8.8级)小分类(内六角螺栓)中分类(紧固件)大分类(标准件)。
XX机械制造公司编码规则(附图)
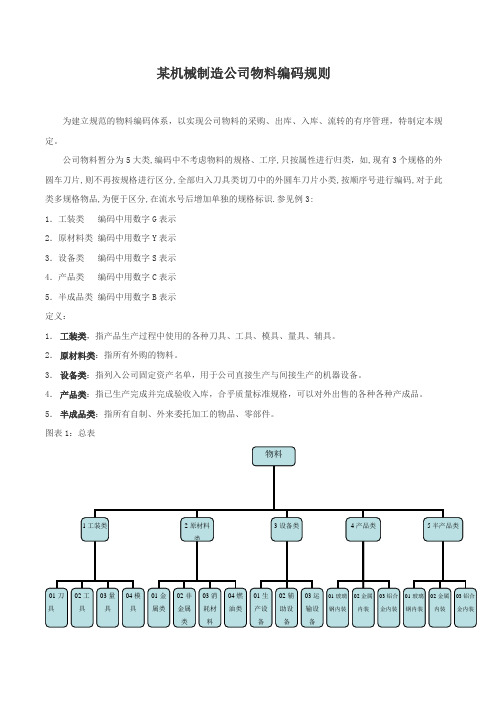
某机械制造公司物料编码规则为建立规范的物料编码体系,以实现公司物料的采购、出库、入库、流转的有序管理,特制定本规定。
公司物料暂分为5大类,编码中不考虑物料的规格、工序,只按属性进行归类,如,现有3个规格的外圆车刀片,则不再按规格进行区分,全部归入刀具类切刀中的外圆车刀片小类,按顺序号进行编码,对于此类多规格物品,为便于区分,在流水号后增加单独的规格标识.参见例3:1.工装类编码中用数字G表示2.原材料类编码中用数字Y表示3.设备类编码中用数字S表示4.产品类编码中用数字C表示5.半成品类编码中用数字B表示定义:1.工装类,指产品生产过程中使用的各种刀具、工具、模具、量具、辅具。
2.原材料类:指所有外购的物料。
3.设备类:指列入公司固定资产名单,用于公司直接生产与间接生产的机器设备。
4.产品类:指已生产完成并完成验收入库,合乎质量标准规格,可以对外出售的各种各种产成品。
5.半成品类:指所有自制、外来委托加工的物品、零部件。
图表1:总表⒈工装类编码图表2:工装类图表编码规则用5段10位数字来表示物品,具体为1.01.01.01.001其中第一段一位数字1表示工装类,第二段二位数字01表示刀具类,第三段二位数字01表示铣刀,第四段二位数字01表示圆柱型铣刀,第五段三位数字001表示顺序号为001的具体刀具。
1.01.01.01.001001的具体铣刀指圆柱型铣刀指工装类编码表(大分类代码G)代码名称说明01 刀具指设备用刀具,包括用于切削加工的刀具02 工具指用于辅助生产的各种常用工具和辅助工具03 量具加工装配中用于测量尺寸、形状、位置的器具与装置04 模具指有特定形状用于加工生产的特殊工具刀具经清点,现有粗齿板锉50支,经认定,属工装类,则一级目录为工装类,首段编码为1,二级目录为刀具类,则二段编码为01,三级目录为锉刀类,则三段编码为05,四级目录为平板类锉刀,则四段编码为01,按现有数量编制流水号为001—050,则这50把粗齿锉刀的编码为:1.01.05.01.001-1.01.05.01.050例3:现有5毫米外圆车刀片4把,8毫米外园车刀片5把,10毫米外园车刀片6把,则这些外园车刀片的编码为:1.01.02.01.001-5 表示5毫米外园车刀片第一把1.01.02.01.002-5…………1.01.02.01.001-8 表示8毫米外园车刀片第一把1.01.02.01.002-8…………..1.01.02.01.01-10表示10毫米外园车刀片第一把1.01.02.01.012-10………工具量具模具原材料类编码图表3:原材料类图表编码规则:原材料类用4段8位数字表示,例:2.01.01.001第一段一位数字2表示原材料大类,第二段2位数字01表示材料属性金属类,第三段二位数字01表示材料具体分支角钢,第四段三位数字001表示流水号为001的角钢.编码表(大分类代码Y)设备类编码图表2:设备类图表编码规则:设备类用5段9位数字表示,例:3.01.01.01.01第一段一位数字3表示设备大类,第二段二位数字01表示生产设备小类,第三段二位数字01表示机床类,第四段二位数字01表示普通机床类,第五段三位数字001表示流水号为001的普通机床.编码表(大分类代码S)名称代码说明生产设备01 用于直接生产的机器设备辅助设备02 用于辅助生产(含动力机械)的机器设备(含生产设备的附件部分)运输设备03 用于运输、装配的机器与车辆生产设备例4:现有立式升降台铣床一台,经认定,属设备类,则编码首段为3,属生产设备,则编码二段为01,属铣床,则编码三段为03,属于普通铣床,则编码四段为03,因为只有一台,则流水号为01,所以该立式升降台铣床编码为:3.01.03.02.01而尚有数控铣床一台,则该铣床编码则为:3.01.03.03.01表示设备大类下生产设备小类中铣床类下数控铣床,流水号为001而对于存在多规格的同一机器,如3台不同规格的加工中心,我们则分为3.01.01.02.001(V301)表示:设备类中的生产设备小类下机床中的数控机床的编号为001的特殊标识为V301的数控机床。
生产车间设备编码规则-范本模板
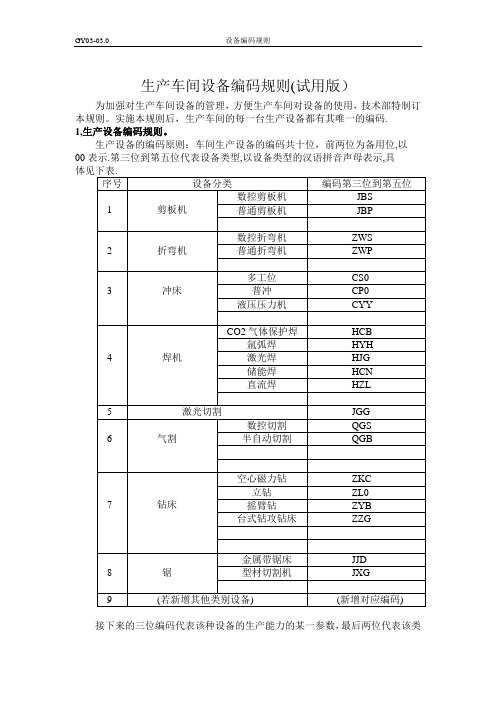
生产车间设备编码规则(试用版)为加强对生产车间设备的管理,方便生产车间对设备的使用,技术部特制订本规则。
实施本规则后,生产车间的每一台生产设备都有其唯一的编码.1,生产设备编码规则。
生产设备的编码原则:车间生产设备的编码共十位,前两位为备用位,以00表示.第三位到第五位代表设备类型,以设备类型的汉语拼音声母表示,具接下来的三位编码代表该种设备的生产能力的某一参数,最后两位代表该类别设备的序列号。
如下所示。
2,各种型号设备编码规则具体如下:2.1,剪板机编码规则:剪板机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以剪板的拼音声母大写JB开始,第五位区分剪板机是数控的还是非数控的或别的类型,若是数控的,在JB后加字母S,普通剪板机则在JB后加字母P,以后若增加其他类型的剪板机,以此位区别.再接下来的三位代表剪板机的可剪最大厚度.例如040代表剪板最大厚度为4mm,120代表剪板的最大厚度为12mm。
最后是剪板机的序列号,含两位。
因此,剪板机编码共包含10位,具体形式如下:举例1:00JBS0400100:备用位.JBS:数控剪板机。
040:剪板的最大厚度为4mm.01:剪板机的序列号,表示此剪板机在此类设备中序列号为01.2。
2,折弯机编码规则:折弯机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以折弯的拼音声母大写ZW开始,代表设备类型:折弯机,第五位区分此折弯机是数控的还是非数控的或别的类型,若是数控的,在字母ZW后加字母S.普通折弯机则在ZW后加字母P,以后若增加其他类型的折弯机,以此位区别。
第五位到第八位代表折弯机的最大公称力,以吨为单位.例如100表示此折弯机的最大公称力为100吨。
最后是折弯机的序列号,包含两位。
因此,折弯机的编码共包含10位,具体形式如下:举例:00ZWS1000100:备用位。
ZWS:数控折弯机。
100:此折弯机的最大公称力为100吨.01:折弯机的序列号,表示此折弯机在此类设备中序列号为01.2.3,冲床编码规则:冲床的编码前两位为备用位,接下来的三位代表设备类型,以冲床的冲字拼音声母大写C开始,CS0代表多工位冲床,CP0代表普冲,CYY代表液压压力机。
公司编码编置规则
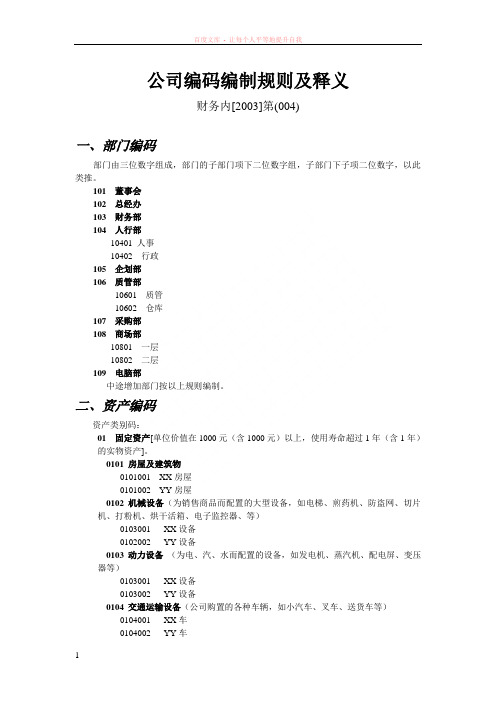
公司编码编制规则及释义财务内[2003]第(004)一、部门编码部门由三位数字组成,部门的子部门项下二位数字组,子部门下子项二位数字,以此类推。
101董事会102总经办103财务部104人行部10401 人事10402 行政105企划部106质管部10601 质管10602 仓库107采购部108商场部10801 一层10802 二层109 电脑部中途增加部门按以上规则编制。
二、资产编码资产类别码:01 固定资产[单位价值在1000元(含1000元)以上,使用寿命超过1年(含1年)的实物资产]。
0101 房屋及建筑物0101001 XX房屋0101002 YY房屋0102 机械设备(为销售商品而配置的大型设备,如电梯、煎药机、防盗网、切片机、打粉机、烘干活箱、电子监控器、等)0103001 XX设备0102002 YY设备0103 动力设备(为电、汽、水而配置的设备,如发电机、蒸汽机、配电屏、变压器等)0103001 XX设备0103002 YY设备0104 交通运输设备(公司购置的各种车辆,如小汽车、叉车、送货车等)0104001 XX车0104002 YY车0105 电脑设备(包括电脑、服务器、扫描仪、打印机、摄影机、照相机、投影仪、对讲机、程控交换机、电脑网络、电话网络、传真机、复印机、收银机等)0105001 XX电脑0105002 YY电脑0106 办公设备及器具(办公用和生活用的各种设备,包括保险柜、大班台,空调、沙发、会议桌、洗衣机、冰箱、彩电、VCD、功放等0106001 XX0106002 YY0107 货柜台及其他(专门摆设商品的柜台、货架和不属于以上的固定资产)02 低值易耗品(单位价值在1000元以下,使用寿命不超过1年的实物资产。
)0201工具(维修工具和管理工具,如钢丝钳子、罗丝刀、扳手、台秤、天平、电子秤、购物篮、购物车等)02010001 XX0202设备(为经营而添置的小设施,如封包机、封口机、打价机等)02020001 XX0203仪器仪表(各种仪器仪表,如电镀表、万用表、温湿计等)02030001 XX0204化验器具(商品质量检验器具,如温度计、试管、测量器等)02040001 XX0205管理用具(办公和管理用小型工具,如打孔机、小型保险柜、电话机、文件柜、办公桌椅、饮水机、计算器、垃圾桶、茶几、广播等)020500001 XX0206电脑耗材(包括打印机打印头、内存条、网卡、键盘、鼠标、光驱、软驱、网线、墨盒、色带等)0207 印刷品(公司印刷的各种表格、单据、宣传品等0208其他(不属于以上的低值易耗品)02060001 XX03书籍(各种工具书籍)03001 XX04无形资产(各种软件,如设计软件、财务软件、进销存软件、画图软件等04001 XX财务部签发:2003-3-5《医疗器械经营企业备案表》产品范围产品品种名称品名举例01基础外科手术器械1基础外科用刀剃毛刀、皮屑刮刀、人体解剖刀、挑刀、锋刀、柳叶刀、铲刀、皮片刀、修脚刀、疣体剥离刀、修甲刀、手术刀柄。
编码规则(附件)

广东XXXX有限公司物料编码规则物料分类规则和方法1、原材料采用九位数字码,包装材料采用十五位数字码,其余材料采用十二位数字码,由物料大类、小类、物料特征的分类及适量的顺序码等层次组成2、物料分类分三级,第一级、第三级为二位数字,第二级为一位数字,其次层次的数字位数根据物料特性的分类依据而确定。
3物料编码分类规则和方法一、原材料1、玻璃类,无划分小类,用“0”补充2、印花类:2.1颜料小类:1—国产2—进口2.2网版木架及其他配料无划分小类,用“0”补充3、燃料动力类:3.1燃料小类:1—重油2—柴油3--液化气4—煤油5—汽油3.2动力小类:1—电2--二、包材1、包装类别:1—纸类包材2—非纸类包材22.1材料类别:2.2包装类别A—彩盒B—插盒C—卡格箱D—插盒卡格箱E—散装箱F—托盘G—卡通盒H—其他3、瓶罐常备包材4、外购杂箱价格顺序码:01—1元以下02—1-1.5元03—1.5-2元04—2-2.5元05—2.5-3元5备注:5.1地台板:地台板长和宽的尺寸直接出现在规格中的六位数,顺序码为地台板的厚度区分。
例:120*100*14复合地台板编码:02 2 01 06 120 100 005.2热收缩膜:收缩膜的长度与厚度直接出现在规格的六位数,顺序码为(宽+折)的顺序流水号。
例:(1225*1090)*1700*0.14收缩膜编码:02 2 02 01 1700 14 00 5.3片膜:片膜的长与宽规格直接出现在规格的六位数中,厚度为顺序流水号。
例:1300*1100*0.05MM 片膜编码:02 2 03 01 130 110 005.4PVC 袋:PVC 袋的长与宽规格直接出现在规格的六位数中,厚度区分为顺序流水号。
例:133*430*0.025MMPVC 袋编码:02 2 04 01 133 430 00 5.4.1厚度区分代码:01—0.025MM 02—0.03MM 03—0.018MM5.5纤维板、万通板、木架、编织袋、麻袋内膜:规格六位数直接体现材料的长与宽规格。
机械行业编码规则

1、 目的:规范ERP 中编码办法,防止重复编码、编码位置格式
不规范等现象出现
2、 范围:ERP 中有关物料(原材料半成品成品等产品状态;
各种工具、刀具、设备等)、员工、班组、部门、仓库仓位、供应商、客户等相关信息
3、 机器设备:无
4、 标准配备:无
5、 作业内容:
5.1 产品原材料编码规则(如表一)
示例
:1.01.01.01.001
原材料
钢件 圆钢
45# φ20
表一
5.2 产品半成品编码规则(如表二)
表二
特别说明:半成品如需委外加工,则物料编码末尾后缀“W”标示;
如需多次委外则后缀“W1”、“W2”…标示,并产品
5.3 产品成品编码规则(见表三)
表三
5.4 刀具及其附件编码规则(见表四)
表四
5.5 工具编码规则(见表五) 表五
5.6 设备及其零部件编码规则(见表六)表六
特别说明:如设备零部件等需厂外维修保养等,编码后缀“W”表示,并部品信息相关位置做相应说明
5.7 部门编码原则(见表七)
5.8 班组编码规则(见表八)
5.9 员工编码原则(见表九)
说明:二级代码原则为“二位年度代码”+“二位月份代码”+“二位日期代码"+“二位当日进场流水号”
如“10010203”则表示为10年01月02日第03位进厂员工
5.10 仓库仓位代码说明(如表十)
5.11 客户编码原则(见表十一)
5.12 供应商编码原则(见表十二)
5.13
6、使用表格:无
7、注意事项:无。
机械图号编写规则
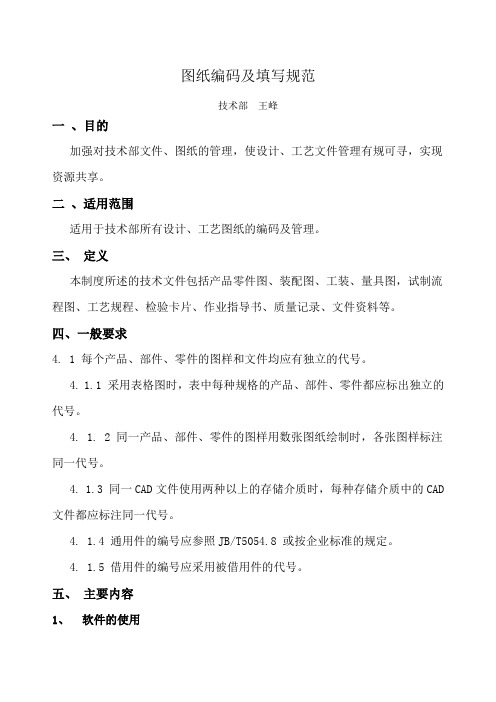
图纸编码及填写规范技术部王峰一、目的加强对技术部文件、图纸的管理,使设计、工艺文件管理有规可寻,实现资源共享。
二、适用范围适用于技术部所有设计、工艺图纸的编码及管理。
三、定义本制度所述的技术文件包括产品零件图、装配图、工装、量具图,试制流程图、工艺规程、检验卡片、作业指导书、质量记录、文件资料等。
四、一般要求4. 1 每个产品、部件、零件的图样和文件均应有独立的代号。
4. 1.1 采用表格图时,表中每种规格的产品、部件、零件都应标出独立的代号。
4. 1. 2 同一产品、部件、零件的图样用数张图纸绘制时,各张图样标注同一代号。
4. 1.3 同一CAD文件使用两种以上的存储介质时,每种存储介质中的CAD 文件都应标注同一代号。
4. 1.4 通用件的编号应参照JB/T5054.8 或按企业标准的规定。
4. 1.5 借用件的编号应采用被借用件的代号。
五、主要内容1、软件的使用技术部机械制图统一采用 AutoCAD(2D),Solidworks(3D);具体版本由技术部商讨决定。
2、图纸编号规则1)产品编号XXX·XX ·XX序号产品代号公司代号2)零件图编码规则产品编号:参照1);特征码(可增加):零件图——L;装配图——Z;装配流程图——P;工装夹具图——J;版本号:从A-Z进行编号;零件号:从01-99进行编号。
3)装配图编码规则产品编号:参照1);特征码:参照2);版本号:从A-Z进行编号;零件号:从01-99进行编号。
4)工装夹具图编码规则产品编号:参照1);特征码:参照2);版本号:从A-Z进行编号;零件号:从01-99进行编号。
5)装配流程图编码规则产品编号:参照1);特征码:参照2);图号:从01-99进行编号。
6)标准件不进行编号,但必须写明对应国标、品名及规格等参数;7)在相应的图纸标题栏内必须填写相应的版本号;从A-Z进行编写,以次类推;图纸换版是在图纸有很大改动的情况下,图纸勘误不能算换版。
单位编码规则-模板

附件:1
单位编码规则
1 范围
本规则规定了XXX 公司职能部门、分公司,全资子公司,中外合资控股子公司,中中合资控股子公司及各子公司下属的分、子公司的单位编码规则。
本规则由管理部负责提出并起草。
本规则适用于XXX 公司职能部门、分公司,全资子公司,控股子公司及各子公司的下属分、子公司。
2 编码构成
本编码的总位数是6位(区分所属关系)或3位(不区分所属关系),具体构成见图1。
□ 表示大写字母 ○ 表示数字或大写字母
图 1
3 编码规则 3.1 单位类别
456231
3.1.1单位类别由一位字母表示,具体表示见表1。
表1 单位类别
3.1.2 子公司下属单位类别由一位大写字母表示,具体表示见表2。
表2 分、子公司下属单位类别
子公司下属二级经理级职能部由所属单位自行编码。
3.2 单位序号
单位序号、子公司下属单位序号由两位数字或大写字母构成。
4 编码示例及说明
4.1 编码示例:A01 、R09、D33Z34 4.2 编码说明:见图2
集团公司办公室、党委办公室
XX 车厂
XX 有限公司综合管理部
145623
图 2
5 单位编码表(见表3)
表3 单位编码表
表3(续)
表3(续)
表3(续)
表3(续)
表3(续)
表3(续)
表3(续)。
XX公司任务单号编码规则

密级:内部
任务单号编码规则
版本:V10 2013-01-06
济南XX节能产品开发有限公司
任务单号编码规则
1目的
规范公司任务管理,便于检索和自动化管理。
通过将订单号、任务单号和采购单号相关联,实现订单的统一管理。
2范围
公司下发的各种任务。
任务分为以下两种类型:
(1)与订单直接有关的各种任务,如现场勘察、产品开发、生产、工程、售后和甲方的接待;
(2)与订单没有直接联系的任务,如人力资源管理方面的任务、日常行政方面的任务等。
3命名规则
3.1格式
图1任务单号编码规则
注:如果是与订单无直接关系的任务,不填写订单号。
3.2类型代码
3.2.1类型代码
表格1订单类型
序号类型代码备注
1 工程合同GC
2 销售合同XS
3 其他类型QT 一般不使用
3.2.2顾客代码
顾客代码以顾客简称的拼音首字母组成的4个字母组成,如河北农业大学,简称河北农大,代码为HBND。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
某机械制造公司物料编码规则
为建立规范的物料编码体系,以实现公司物料的采购、出库、入库、流转的有序管理,特制定本规定。
公司物料暂分为5大类,编码中不考虑物料的规格、工序,只按属性进行归类,如,现有3个规格的外圆车刀片,则不再按规格进行区分,全部归入刀具类切刀中的外圆车刀片小类,按顺序号进行编码,对于此类多规格物品,为便于区分,在流水号后增加单独的规格标识.参见例3:
1.工装类编码中用数字G表示
2.原材料类编码中用数字Y表示
3.设备类编码中用数字S表示
4.产品类编码中用数字C表示
5.半成品类编码中用数字B表示
定义:
1.工装类,指产品生产过程中使用的各种刀具、工具、模具、量具、辅具。
2.原材料类:指所有外购的物料。
3.设备类:指列入公司固定资产名单,用于公司直接生产与间接生产的机器设备。
4.产品类:指已生产完成并完成验收入库,合乎质量标准规格,可以对外出售的各种各种产成品。
5.半成品类:指所有自制、外来委托加工的物品、零部件。
图表1:总表
⒈工装类编码
图表2:工装类图表
编码规则
用5段10位数字来表示物品,具体为1.01.01.01.001其中第一段一位数字1表示工装类,第二段二位数字01表示刀具类,第三段二位数字01表示铣刀,第四段二位数字01表示圆柱型铣刀,第五段三位数字001表示顺序号为001的具体刀具。
1.01.01.01.001
001的具体铣刀
指圆柱型铣刀
指工装类
编码表(大分类代码G)
代码名称说明
01 刀具指设备用刀具,包括用于切削加工的刀具
02 工具指用于辅助生产的各种常用工具和辅助工具
03 量具加工装配中用于测量尺寸、形状、位置的器具与装置
04 模具指有特定形状用于加工生产的特殊工具
刀具
经清点,现有粗齿板锉50支,经认定,属工装类,则一级目录为工装类,首段编码为1,二级目录为刀具类,则二段编码为01,三级目录为锉刀类,则三段编码为05,四级目录为平板类锉刀,则四段编码为01,按现有数量编制流水号为001—050,则这50把粗齿锉刀的编码为:1.01.05.01.001-1.01.05.01.050
例3:
现有5毫米外圆车刀片4把,8毫米外园车刀片5把,10毫米外园车刀片6把,则这些外园车刀片的编码为:
1.01.0
2.01.001-5 表示5毫米外园车刀片第一把
1.01.0
2.01.002-5
…………
1.01.0
2.01.001-8 表示8毫米外园车刀片第一把
1.01.0
2.01.002-8
…………..
1.01.0
2.01.01-10表示10毫米外园车刀片第一把
1.01.0
2.01.012-10
………
工具
量具
模具
原材料类编码
图表3:原材料类图表
编码规则:
原材料类用4段8位数字表示,例:2.01.01.001第一段一位数字2表示原材料大类,第二段2位数字01表示材料属性金属类,第三段二位数字01表示材料具体分支角钢,第四段三位数字001表示流水号为001的角钢.
编码表(大分类代码Y)
设备类编码
图表2:设备类图表
编码规则:
设备类用5段9位数字表示,例:3.01.01.01.01第一段一位数字3表示设备大类,第二段二位数字01表示生产设备小类,第三段二位数字01表示机床类,第四段二位数字01表示普通机床类,第五段三位数字001
表示流水号为001的普通机床.
编码表(大分类代码S)
名称代码说明
生产设备01 用于直接生产的机器设备
辅助设备02 用于辅助生产(含动力机械)的机器设备(含生产设备的附件部分)
运输设备03 用于运输、装配的机器与车辆
生产设备
例4:
现有立式升降台铣床一台,经认定,属设备类,则编码首段为3,属生产设备,则编码二段为01,属铣床,则编码三段为03,属于普通铣床,则编码四段为03,因为只有一台,则流水号为01,所以该立式升降台铣床编码为:3.01.03.02.01
而尚有数控铣床一台,则该铣床编码则为:3.01.03.03.01表示设备大类下生产设备小类中铣床类下数控铣床,流水号为001
而对于存在多规格的同一机器,如3台不同规格的加工中心,我们则分为
3.01.01.02.001(V301)表示:设备类中的生产设备小类下机床中的数控机床的编号为001的特殊标识为V301的数控机床。
3.01.01.02.002(V401)表示:设备类中的生产设备小类下机床中的数控机床的编号为001的特殊标识为V401的数控机床
3.01.01.02.003(V501)表示:设备类中的生产设备小类下机床中的数控机床的编号为001的特殊标识为V501的数控机床。
辅助设备
运输设备
运输设备下暂分为01起重类02传送类03运输类,暂不考虑4级目录.
产品类编码 图表4:产品类图表
编码规则
设备类用4段10位数字表示
,例:4.01.01.00001第一段一位数字4表示产品大类,第二段二位数字01表
示产品生产属性,第三段二位数字01表示产品小类,第四段五位数字表示流水号。
由于产品生产完毕需要对外销售,产品类编码需要与销售部门产品编码一致。
编码表(大分类代码C)
半产品类(大分类编码C)
半产品类编码暂时采用产品类编码规则。