连铸坯表面裂纹形成及防止(蔡开科)
连铸坯表面裂纹形成及防止(理化中心)

-
15
横裂纹产生原因
(1) 横裂纹产生于结晶器初始坯壳形成振痕的波谷处,振痕越深, 则横裂纹越严重,在波谷处,由于:一是奥氏体晶界析出沉淀物 (AlN,Nb(CN)),产生晶间断裂(如下图); 二是沿振痕波谷 S、P元素呈正偏析,降低了钢高温强度。这样,振痕波谷处,奥 氏体晶界脆性增大,为裂纹产生提供了条件。
不均匀性强,振痕深,表面易产 生凹陷或横裂纹;生产实践表明, C避开这个区间时,振痕浅了, 铸坯边部横裂减少; (2)降低钢中[N],防止氮化物沉 淀; 2. 结晶器振动特点 (1)振痕深度增加,横裂纹增加 (如图所示);
图: 振痕深度与横裂纹产生几率的关系
-
18
(2)振动频率f增加,振痕变浅,横裂纹减少(如图所示); (3)负滑脱时间增加,振痕深度增加(如图所示),方圆坯 tN=0.12~0.15s,板坯tN=0.20s。
图 铸坯表面的网状裂纹
-
23
铸坯表面星形裂纹产生原因
铸坯表面星形裂纹沿一次晶界分布,裂纹边界有脱C现象,说明是 在结晶器内高温下(1400℃)坯壳奥氏体转变之前形成的。
图 振动频率与振痕深度的关系
-
图 负滑脱与振痕深度的关系
19
Байду номын сангаас
3. 合适二冷强度
调整二冷水分布,在矫 直前铸坯温度>850℃,避 开脆性区(如图所示);
合适二冷水量并降低铸 坯横向中心与边部温度差, 避免回热温度过高。
图 矫直温度与横裂纹关系
-
20
防止横裂纹措施
(1) 采用高频率,小振幅结晶器振动负滑脱时间tN与拉速v成正比, 与频率和振幅f成反比。为防止横裂纹,就要减浅振痕,则必须降 低,要降低,则必须采用高频率(100~400min-1),小振幅 (±5mm)的结晶器振动机构。
BOF-LF-CC生产特殊钢连铸坯的质量控制-蔡开科

图7 铸坯针孔与[O]关系
硅镇静钢,不加铝脱氧,钢中酸溶铝[Al]s 几乎为零(<0.002%)。水口堵塞不是 AMln2OO3·而SiO是2S液iO态2夹夹杂杂所(致图。5)为,此应应控生制成Mn/Si: • M可n能/S性i低时形成SiO2夹杂,增加了水口堵塞 • Mn/Si高时生成典型的液态MnO. S容iO易2上(M浮nO 54.1%,SiO2 45.9%),夹杂物
图16 Mn与Si平衡关系
(3)控制Al2O3夹杂形 成
如图17所示,增加[Si]会形成 液态MnO·SiO2夹杂。但对于 高碳Si-K钢,如Si=0.2%则钢 中[Al]s>0.003%,可能有固 态Al2O3析出堵水口。为保持 [Al]s=0.003%水平,则可提 高Si含量以得到液态夹杂。 然而增加[Si]加入SiFe也多, 带入的残余Al也多,成本增 加,也降低了Mn/Si比,促进 了固态SiO2夹杂形成。
有效手段 结语
前言
特殊钢的特点: l 特殊用途。轴承、齿轮、弹簧、硬线、结构件、重轨等
l 中高碳的碳锰钢 l 大部分为棒线材的长材产品(小方坯、大方坯) l 生产流程 : BOF(EAF)—精炼(吹Ar、LF、LF+VD)—
CC。
• 我国采用BOF(EAF)—LF(VD)—CC流程。 下面仅就生产中几个问题进行讨论。
0.66~0.70 193~203 0.01~0.01 1622~1635 7.47~7.54
0.68
198
0.01
1628
7.51
0.29
130
0.04
25
1.89
2. 脱氧:用铝还是不用铝?
用Al脱氧的好处:
炼钢-精炼-连铸钢中夹杂物控制蔡开科

图 3.1 转炉冶炼终点 C-O 关系图 Ⅰ区: [C][O]=0.0027
炉龄<2500 炉 Ⅱ区: [C][O]=0.0031~0.0037
炉龄>2500 炉 处理好溅渣护炉高炉龄与复吹关系,也就是高炉龄与产品质量的矛盾,尤其 是深冲冷轧薄板质量。 (2) 终点温度
9
终点氧含量(ppm)
1800 1600 1400
炼钢-精炼-连铸钢中夹杂物控制
蔡开科 孙彦辉 倪有金 北京科技大学
冶金与生态工程学院 2008 年 9 月
1
目录
1 前言 2 洁净钢概念 3 转炉终点氧活度的控制 4 脱氧和夹杂物的控制 5 浇注过程中的二次氧化产物的控制 6 连铸坯中的夹杂物 7 炼钢生产过程中夹杂物控制对策 8 结语
2
1前 言
T[O]<20ppm 单个 D<13μm 链状 D<200μm
防薄板表面线状缺 陷
防飞边裂纹 防止图象浸蚀
防冷拔断裂 增加疲劳寿命
酸气腐蚀
断裂
5
备注:D 指夹杂物直径
钢中夹杂物对钢质量的影响:
钢的清洁度与产品制造和使用过程中所出现的众多缺陷密切相关,一些厂家 对某些高纯度钢种发生缺陷所作的调查如表 4 所示,可以看出钢中的夹杂物尤其 是大颗粒夹杂物是引起产品缺陷的主要原因。
钢包脱氧合金化后: T[O] = [O]溶+[O]夹 对于 Al-K 钢: [Al]S=0.02-0.05%,[O]溶=4-8ppm(图 4.2),如在连铸坯中测定 T[O]=20ppm, 则说明除[O]溶外,氧化物夹杂[O]夹为 12-18ppm,这说明钢中很干净了。
连铸坯表面裂纹形成及防止(蔡开科)
图2-17 结晶器锥度和钢成分对皮下内裂的影响 (断面尺寸240x240mm,拉速0.7m/min)
2 铸坯表面纵裂纹
(7) 结晶器振动
振痕浅,无角部纵裂纹; 振痕深,角部纵裂纹增加; 负滑脱时间值增大,板坯表面纵裂升高;=0.2~0.3s,纵裂降低。 (8) 结晶器钢液流动 水口对中,防止产生偏流;水口材质浸蚀,出口流股不对称,造 成偏流。 水口插入深度合适
图2-8 结晶器液面波动对纵裂纹的影响
图2-9 液面控制方式对纵裂纹的影响
2 铸坯表面纵裂纹
(5) 结晶器热流和冷却
如图2-10所示,90×1000mm 板坯结晶器弯月面以下45mm热流 与纵裂纹指数关系。 ◆低碳钢(0.05%C),结晶器热 流>60Cal/cm2· s(2.1MW/ M2), 纵裂纹增加; ◆中碳钢(0.11%C),结晶器热 流>41Cal/cm2· s(1.7MW/M2),纵裂 纹增加。
3 铸坯(1) 钢成分 C=0.10~0.15%,坯壳厚度不均 匀性强,振痕深,表面易产生凹陷 或横裂纹;生产实践表明,C= 0.15~0.18%或0.15~0.20%时, 振痕浅了,铸坯边部横裂减少; 降低钢中[N],防止氮化物沉淀; (2) 结晶器振动特点 振痕深度增加,横裂纹增加(图 3-4); 振动频率f增加,振痕变浅,横裂纹 减少(图3-5); 负滑脱时间增加,振痕深度增加 (图3-6),方坯tN=0.12~0.15s, 板坯tN=0.20s。
2 铸坯表面纵裂纹
(2) 结晶器钢水流动的合理性
液面波动±3~±5mm
浸入式水口对中,防止偏流 合理的浸入式水口设计(合适的出口直径,倾角) 合适的水口插入深度
(3) 结晶器振动
浅谈连铸板坯表面夹杂与裂纹的分析及预防措施

板坯连铸表面夹杂与表面裂纹的分析及预防措施摘 要:针对马钢板坯连铸生产过程中出现的表面夹杂与裂纹进行分析研究,提出了改进措施.关键词:连铸坯;表面夹杂;表面裂纹前 言连铸板坯表面出现夹杂与裂纹是影响铸坯质量的重要缺陷.夹杂与裂纹的出现,轻者要进行表面精整,重者会导致大宗废品的出现,既影响了铸机的生产,又影响了铸坯的质量,增加了企业的成本.本文就马钢第一炼钢厂板坯(220mmx1 300mm)生产中出现的表面夹杂和表面裂纹问题,从多角度分析研究其产生的原因,并提出减少夹杂与裂纹的措施,为板坯连铸生产提高参考.㈠ 表面夹杂缺陷1.1 夹杂来源和形成机理分析马钢第一炼钢厂板坯夹杂主要有两种类型:Ⅰ类为块状分布呈黄或白色;Ⅱ类为连续分布呈青色.通过电镜扫描分析发现:Ⅰ类夹杂是因耐火材料成块脱落而造成的,这种夹杂的结晶与上水口砖及某种耐火泥的结晶基本相同.因此,可以推断Ⅰ类夹杂的来源主要是结晶器上口与其护板之间抹的耐火泥和石英下水口成块脱落.这是因为在成分,颜色,岩相结构3方面与夹杂基本相同.在Ⅱ类夹杂的基体中有大小不等的结晶相α—A120,颗粒.而α—A12O 3有来源于脱氧产物的特征.夹杂中还有SiO 2,SiO 2为石英下水口的熔融状态.因此,可以推断Ⅱ类型夹杂的来源是石英下水口吸附A12O 3后的产物.形成机理是,A12O 3容易在石英质水口壁上附集.由于水口砖质的不均匀性及钢流冲刷的作用,A12O 3被吸附的结果会演变成凸起状颗粒.随其与基体结合面的减小,钢流冲刷及颗粒的增大,最后脱离石英水口而进入结晶器内.以A12O 3,和SiQ 2为主要组成的夹杂物因其熔点高,在保护渣中不易被熔融吸附.当它存在于结晶器四壁的钢液弯月面处时,若操作稍有不慎,这种颗粒状夹杂物就很容易被卷入铸坯表面形成表面夹杂.1.2 减少夹杂的解决办法连铸提高钢的质量控制夹杂物的办法有两类:第一类是防止夹杂物的生成和带入,第二类是去除钢液中已存在的夹杂物。
连铸坯表面质量缺陷及处理措施
连铸坯表面质量缺陷及处理措施【摘要】对于连铸板坯而言,振痕和裂纹是其主要的质量缺陷问题。
虽然这个缺陷在大多数情况下对连铸坯的质量影响不大,但是如果不及时有效的处理调还会带来很多附加的质量问题。
尤其是在生产不锈钢和高强度钢品种时,这种质量缺陷所带来的弊端更加明显。
【关键词】连铸坯;振痕;质量影响1振痕形成机理在连铸坯生产中,振痕和裂纹是两种最为常见的质量缺陷问题,主要是由于弯月面顶端溢流造成的,该缺陷形成以后会附带其他质量缺陷一并产生。
2振痕对铸坯质量的影响振痕对连铸坯的质量影响会导致后期出现列裂纹,包括横裂纹、角部横裂纹及矫直裂纹。
如果连铸坯内掺杂的杂质较多,会导致大规模网状裂纹的出现,甚至出现穿钢现象。
如果在连铸坯出现振痕的地方晶粒很大,就会产生晶间裂纹现象,在这样的情况下需要对连铸坯修磨,从而提高成材率。
3影响振痕深度的因素振动参数对振痕形状和深度有重要影响。
其中振幅、频率、负滑脱时间及振动方式最为重要;结晶器保护渣的耗量、粘度、保温性能及表面性能等有着重要影响;.钢的凝固特性对振痕有着重要影响,特别是当钢中碳含量和钢中Ni/Cr 比影响最突出。
当钢中碳含量为0.1%左右,Ni/Cr≈0.55左右,铸坯表面振痕最深。
4减少振痕深度的措施采用小振幅(s)、高频率(f)及减少负滑脱时间(tN),可以有效的减少振痕的深度;采用非正弦振动方式可以减少振痕的深度,这是因为非正弦振动其负滑脱时间tN比正弦振动短;采用渣耗量低,粘度高的保护渣,可以使振痕深度变浅。
采用保温性能好和能增加弯月面半径的保护渣可以减少振痕深度;提高不锈钢、钢液的过热度,尤其是含钛和含铝的不锈钢对减少该钢表面振痕深度是有效的。
提高结晶器进出冷却水的温差,对减少振痕深度是有利的。
5铸坯表面裂纹5.1表面纵裂纹铸坯表面纵裂纹是铸坯最主要表面缺陷,对铸坯质量影响极大,特别是板坯和圆坯最为突出,报废量和整修量很大。
5.1.1纵裂纹类型铸坯表面沟槽纵裂纹。
连铸坯表面裂纹形成及防止
h
17
3 铸坯表面横裂纹
3 铸坯表面横裂纹
3.1表面横裂纹特征
横裂纹可位于铸坯面部或棱边
横裂纹与振痕共生,深度2~4mm,可达7mm,裂纹深处生成 FeO。不易剥落,热轧板表面出现条状裂纹。振痕深,柱状晶 异常,形成元素的偏析层,轧制板上留下花纹状缺陷。
铸坯横裂纹常常被FeO覆盖,只有经过酸洗后,才能发现。
连铸坯表面裂纹 形成及防止
宋晔
h
1内容Βιβλιοθήκη 1 前言 2 铸坯表面纵裂纹 3 铸坯表面横裂纹 4 铸坯表面星形裂纹 5 结论
h
2
1.前言
连铸坯质量概念: ◆ 铸坯洁净度(夹杂物数量、类型、尺寸、 分布) ◆ 铸坯表面质量(表面裂纹、夹渣、气孔) ◆ 铸坯内部质量(内部裂纹、夹杂物,中 心疏松、缩孔、偏析) ◆ 铸坯形状缺陷(鼓肚、脱方)
h
18
3 铸坯表面横裂纹
3.2横裂纹产生原因 (1) 横裂纹产生于结晶器初始坯壳形成振痕的
波谷处,振痕越深,则横裂纹越严重,在波谷 处,由于: -奥氏体晶界析出沉淀物,产生晶间断裂 -沿振痕波谷S、P元素呈正偏析,降低了钢高 温强度。
这样,振痕波谷处,奥氏体晶界脆性增大,为裂 纹产生提供了条件。
(2) 拉速
拉速增加,纵裂纹指数增加(图2-4);
图2-4 拉速对纵h 裂纹的影响
12
2 铸坯表面纵裂纹
(3) 保护渣 液渣层厚度<10mm,纵裂纹增加(图2-5)。
图2-5 液渣层厚度h 对纵裂纹的影响
13
2 铸坯表面纵裂纹
(4) 结晶器液面波动 液面波动<±5mm,纵裂纹最少(图2-6);
15
2 铸坯表面纵裂纹
(2) 结晶器钢水流动的合理性
北京科技大学蔡开科讲座资料 连铸坯(圆坯)质量控制

同样条件下,圆坯热流比方坯高20~25%
h
20
Φ178mm圆坯结晶器热流分布
h
21
由热流分布图可知:
• 弯月面下50mm热流很低
• 弯月面下70~110mm热流升高达到 2~4MW/m2
– 钢水在结晶器形成初生坯壳 – 在二冷区接受喷水冷却,使坯壳稳定生长 – 液相穴末端的凝固坯壳加速生长
h
15
由凝固定律求得K值分别是(mm/min1/2): Ⅰ:20,Ⅱ:25,Ⅲ:27~30
h
16
由于铸坯分阶段凝固,故可以在结晶器、 二冷区和凝固末端采用不同的技术措施来 改善铸坯质量。如电磁搅拌(EMS)可以 安在结晶器、二冷区和凝固末端的不同区 域,以获得不同的冶金效果。
MI 尾坯/正常坯
47/24.6(ppm) 9.74/8.2(个
/mm2) 8.2/8.28(个 /mm2)
h
38
• 由以上三个表可以看出:头坯、连浇坯、 尾坯中的T[O]、[N]、大型夹杂、微观夹杂 都明显高于正常坯。因此,提高非稳态浇 注时铸坯的洁净度水平达到稳态浇注水平 ,对于提高整体铸坯质量的水平,保持产 品质量的稳定性是非常重要的。
热应力应变
铸坯的洁净度 夹杂物的上浮
•铸坯表面缺陷 表面纵裂纹 表面横裂纹 表面夹渣 皮下气泡 角部裂纹
•铸坯内部缺陷 偏析 铸坯内裂纹 疏松
机械应力应变
•铸坯形状缺陷 聚变 鼓肚
连铸质量控制方 法
传输现象与应力应变行h 为对铸坯质量的影响
6
2.连铸坯(圆坯)凝固的基本特点
连铸板坯角部横裂产生的原因及应对措施
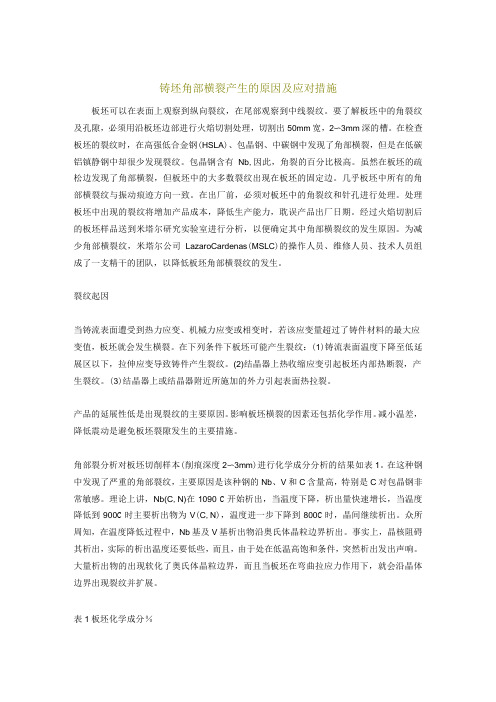
铸坯角部横裂产生的原因及应对措施板坯可以在表面上观察到纵向裂纹,在尾部观察到中线裂纹。
要了解板坯中的角裂纹及孔隙,必须用沿板坯边部进行火焰切割处理,切割出50mm宽,2〜3mm深的槽。
在检查板坯的裂纹时,在高强低合金钢(HSLA)、包晶钢、中碳钢中发现了角部横裂,但是在低碳铝镇静钢中却很少发现裂纹。
包晶钢含有Nb,因此,角裂的百分比极高。
虽然在板坯的疏松边发现了角部横裂,但板坯中的大多数裂纹出现在板坯的固定边。
几乎板坯中所有的角部横裂纹与振动痕迹方向一致。
在出厂前,必须对板坯中的角裂纹和针孔进行处理。
处理板坯中出现的裂纹将增加产品成本,降低生产能力,耽误产品出厂日期。
经过火焰切割后的板坯样品送到米塔尔研究实验室进行分析,以便确定其中角部横裂纹的发生原因。
为减少角部横裂纹,米塔尔公司LazaroCardenas(MSLC)的操作人员、维修人员、技术人员组成了一支精干的团队,以降低板坯角部横裂纹的发生。
裂纹起因当铸流表面遭受到热力应变、机械力应变或相变时,若该应变量超过了铸件材料的最大应变值,板坯就会发生横裂。
在下列条件下板坯可能产生裂纹:(1)铸流表面温度下降至低延展区以下,拉伸应变导致铸件产生裂纹。
(2)结晶器上热收缩应变引起板坯内部热断裂,产生裂纹。
(3)结晶器上或结晶器附近所施加的外力引起表面热拉裂。
产品的延展性低是出现裂纹的主要原因。
影响板坯横裂的因素还包括化学作用。
减小温差,降低震动是避免板坯裂隙发生的主要措施。
角部裂分析对板坯切削样本(削痕深度2〜3mm)进行化学成分分析的结果如表1。
在这种钢中发现了严重的角部裂纹,主要原因是该种钢的Nb、V和C含量高,特别是C对包晶钢非常敏感。
理论上讲,Nb(C,N)在1090°C开始析出,当温度下降,析出量快速增长,当温度降低到900C时主要析出物为V(C,N),温度进一步下降到800C时,晶间继续析出。
众所周知,在温度降低过程中,Nb基及V基析出物沿奥氏体晶粒边界析出。
板坯连铸坯纵裂的产生原因及控制方法

板坯连铸坯纵裂的产生原因及控制方法【摘要】针对八钢二炼钢实际生产,分析影响板坯表面纵裂的因素,发现纵裂与结晶器冷却强度、保护渣、拉坯速度、钢水过热度等因素相关,通过采取相应的措施,可降低连铸坯纵裂率。
【关键词】板坯连铸;结晶器;表面纵裂;保护渣;过热度0.前言在结晶器弯月面附近伴随着凝固初期的液-固相变,包晶反应引起的体积收缩及工艺参数引起的结晶器传热不均匀性,导致初生坯壳厚度不均匀,在坯壳薄弱处产生应力集中,当应力超过坯壳的高温强度时就产生裂纹。
微裂纹在二冷区强制冷却加以扩展,尤其在大断面铸坯的生产中更容易出现表面纵向裂纹[1]。
裂纹沿拉坯方向走向、长短不一,其深度一般为10~20mm,宽度为10~15mm,长度一般有数米,严重的会贯穿整块坯。
关于表面纵裂产生的原因,国内外很多文献中都有所报道[2~5|.本文结合八钢二炼钢板坯连铸的生产实践,从多方面分析板坯表面纵裂的成因并提出控制方法。
1.表面纵裂的成因及控制方法1.1机理分析在结晶器弯月面附近伴随着凝固初期的液-固相变,包晶反应引起的体积收缩及工艺参数引起的结晶器传热不均匀性,导致初生坯壳厚度不均匀,在坯壳薄弱处产生应力集中,当应力超过坯壳的高温强度时就产生裂纹。
微裂纹在二冷区强制冷却加以扩展,尤其在大断面铸坯的生产中更容易出现表面纵向裂纹。
1.2影响因素通过分析表面纵裂形成机理,同时结合八钢板坯连铸机的生产实践得出,表面纵裂起因于结晶器弯月面初生凝壳厚度的不均匀性.这种不均匀性与结晶器冷却强度、保护渣性能、拉坯速度、钢水过热度等因素有关。
(1)结晶器冷却强度:根据上述机理分析,弯月面铸坯初生坯壳在应力作用下产生晶间断裂,从而在结晶器内萌生裂纹,晶间断裂是产生表面纵裂的根源,特别当结晶器冷却强度不合适导致的热应力过大时,表面纵裂指数上升,另外需要指出,影响铸坯纵裂的关键因素不是二冷,而是结晶器内的冷却强度,文献[6]认为,如果坯壳出结晶器后厚度比较均匀,在二冷喷水引起的热应力作用下不会导致铸坯出现纵裂,在生产实践中发现结晶器冷却强度增大易引起表面纵裂倾向增大,表明冷却强度对铸坯纵裂起着重要作用。
连铸坯表面裂纹形成及防止

如比值太小,说明侧面铜板热流过低, 凝固坯壳厚度较薄,钢水静压力作用 使侧面鼓胀,加大了宽面坯壳变形, 在薄弱处产生微裂纹。
如比值过大,说明侧边热流过高,侧 边凝固坯壳生长过厚,当宽面鼓胀时, 侧边不能随之收缩而导致宽面坯壳薄 弱处应力集中产生微细裂纹。
侧面热流与宽面热流比值与裂纹关系
2 铸坯表面纵裂纹
矫直温度与横裂纹关系
3 铸坯表面横裂纹
3.4 防止横裂纹措施 (1) 采用高频率,小振幅结晶器振动 负滑脱时间tN与拉速v成正比,与频率和振幅f成反比。为防止横 裂纹,就要减浅振痕,则必须降低,要降低,则必须采用高频率 (100~400min-1),小振幅(±5mm)的结晶器振动机构。 (2) 合适的二次冷却水量 根据钢种不同,二冷配水量分布应使铸坯表面温度分布均匀, 应尽量减少铸坯表面和边部温度差。采用动态二冷配水模型。 (3) 合适保护渣性 保护渣用量和粘度,既要满足减浅振痕,又要防止坯壳粘结。最 少为 0.3kg/m2。
铸坯表面裂纹类型
1-横向角部裂纹 2-纵向角部裂纹 3-横裂纹 5-星形裂纹 4-宽面纵向裂纹 6-深振痕
20CrNiMoH连铸坯表面裂纹成因及防止措施
20CrNiMoH连铸坯表面裂纹成因及防止措施摘要:随着汽车领域发展越来越快,对齿轮钢的需求就变得非常大,所以齿轮钢变得越来越重要,不过齿轮钢在生产过程当中存在着很多的问题,其中较为严重的就是应力集中问题,会造成表面裂纹,所以必须采取有效的方法进行解决。
为了更有效的探究齿轮钢裂纹成因,在此以20CrNiMoH齿轮钢为例,分别利用金相显微镜、扫描电镜和能谱分析等方法对裂纹成因展开探究,分析发现连铸坯卷渣是主要因素,并提出有效的防止措施,希望给20CrNiMoH连铸坯表面裂纹防止带来有效的作用。
关键词:20CrNiMoH;连铸坯;表面裂纹成因;防止措施如今齿轮钢的需求非常大,生产规模也越来越大,但是受非金属杂质的影响,使得齿轮钢在生产时,会出现严重的应力集中情况,从而使得表面出现裂纹,一般裂纹的程度会受杂质性质、数量、形态以及分布情况等影响。
为有效解决这些问题,着重研究了20CrNiMoH,该齿轮钢的杂质较少,淬透性、可锻性、加工性、焊接性都很好,能够良好用在重型机械当中,不过利用EAF-LF-VD-CC流程进行生产时,20CrNiMoH连铸坯表面具有裂纹,为避免裂纹产生,就对连铸技术进行了改善,以防止裂纹问题,增强产品质量。
一、20CrNiMoH齿轮钢的生产过程通常20CrNiMoH齿轮钢的生产包括以下五个过程,分别为:EAF电弧炉、LF钢包精炼炉、VD真空精炼炉、连铸机以及棒材轧制。
(一)EAF电弧炉EAF电弧炉生产过程为:先精选出废钢,然后运用铁水代替部分废钢,铁水的加入时间应在第一次加料之后,并且炉料大概熔解20%时,这样是为了避免铁水发生飞溅。
在冶炼过程中应加入50%以上的铁水,这样才能有效调节稀释钢水里的残余元素。
(二)LF钢包精炼炉LF钢包精炼炉主要运用的是扩散脱氧以及造白渣技术,炉渣的碱度大于3,在脱氧过程当中,需要连续吹Ar并搅拌20min以上。
(三)VD真空精炼炉VD真空精炼炉的主要作用是净化钢水,其真空压力应为100Pa,吹氩时间大于15min。
(武钢)连铸板坯表面星状裂纹的形成与控制

1998年9月钢 铁 研 究第5期(总第104期) Sep tem ber 1998R esearch on Iron&Steel N o.5 (Sum104)连铸板坯表面星状裂纹的形成与控制袁伟霞 高文芳 马勤学 张毓俊 刘东夫 王大宝(武钢技术中心) (武钢三炼钢厂)(武钢技术部)摘 要 研究了连铸成品板坯表面的微裂纹缺陷——板坯表面星状裂纹的特征、形成机理、影响因素及解决措施。
关键词 连铸板坯 星状裂纹 镀层结晶器 表面质量FOR M AT I ON AND CONTROL OF STARSHAPED CRACK ON S LAB SURFACEYuan W eix ia Gao W enfang M aQ inxue Zhang Yu jun(T echno logy Cen tre of W ISCO) (N o.3Steel P lan t of W ISCO)L iu Dongfu W ang D abao(T echno logy D epartm en t of W ISCO)Synopsis T he characteristics of star shaped crack on the surface of slab-one of m icro2cracking defects,m echanis m of its fo rm ati on and affecting facto rs as w ell as counter m easuresare fully discussed in the paper.Keywords Continuous casting slab star shaped crack p lated mould surface quality1 前 言在板坯连铸生产中,星状裂纹是一种常见的表面缺陷,对板坯质量和后续成品板坯表面质量影响很大,时常造成大批钢板因表面缺陷而报废。
连铸坯质量控制-蔡开科

连 铸 坯 质 量 控 制
北 京 科 技 大 学 冶 金 学 院
2.连铸坯夹杂物
2.1 钢中非金属夹杂物与产品质量 2.1.1钢中夹杂物评价 • • • •
2019/4/11
金相法 电解法 硫印法 总氧T[O]法,T[O]= [O]溶+[O]夹
4
连 铸 坯 质 量 控 制
北 京 科 技 大 学 冶 金 学 院
2019/4/11
20
连 铸 坯 质 量 控 制
北 京 科 技 大 学 冶 金 学 院
2019/4/11
图2-6
FeO-MnO-SiO2三元相图
21
连 铸 坯 质 量 控 制
北 京 科 技 大 学 冶 金 学 院
2〕用Si+Mn+Al脱氧 如图2-7所示: 形成的脱氧产物可能有: · 蔷薇辉石(2MnO· 2Al2O3· 5SiO2); · 硅铝榴石(3MnO· Al2O3· 3SiO2); · 纯Al2O3(Al2O3>30%)。 要把夹杂物成分控制在相图中的阴影区,则必 须 钢 中 [Al]<=0.006 , 钢 中 [O] 溶 可 达 20ppm 而 无 Al2O3 沉淀(图 2-8 ),钢水可浇性好,不堵水口 ,铸坯又不产生皮下气孔。
• 转炉吹炼终点: [O] 夹 → 0 , [O] 溶 =600 ~ 900ppm,此时T[O]= [O]溶 • 钢包脱氧合金化: [O] 溶 很低, T[O]=[O]
夹
• 用LECO仪分析的氧为T[O]量,T[O]越高, 说明钢中氧化物夹杂就越多。如AL-K钢, 钢中酸溶铝[Al]s=0.02~0.05%,由AL- O 平衡图可知, [O] 溶 =3 ~ 7ppm. 如连铸坯 中测定T[O]=20ppm,除去[O]溶外,氧化物 夹杂中的氧[O]夹为13~17ppm,说明钢中 5
A105轧材表面裂纹形成原因分析及控制措施

[ M] . j 匕 京: 冶金 工业 出版社 。 1 9 9 8 : 2 8 - 3 5 .
[ 5 ] 崔忠圻, 刘 北兴. 金属 学与热处 理[ M] . 北 京: 机 械 工业
2 0 1 0,( 1 ) ; 5 9 - 6 0 , 7 0 .
[ 2 ] 张长利 , 马长 文. 轧 钢加 热 炉厚板 坯加 热 工 艺的数 值模
拟[ J 】 . 首钢科技 , 2 0 1 4 , ( 4 ) : 8 - 1 1 .
[ 3 J 李建新, 何宜柱. 热轧板坯加热温度场有限元模拟[ J ] .
0 . 0 3 %。控 制 [ A 1 ]×[ N] 积, 同时控 制 [ c a ] / [ A 1 ] 比, 使得钢 中的 A 1 : 0 , 夹杂能够得到较好 的变
一
性, 有利于钢 中夹杂物球化率的提高 , 利于夹杂物的 去除。 4 ) 通过连铸矫直工艺 的优化 , 严格工艺 制度 ,
l 0 l r he t S u r f a c e Cr a c k s o f As - r o i l e d P r o d u c t A1 0 5
Z h e n g Gu i y u n, Yu Xu e w e n, Wu Mi n g y a n g, L i a n g Na
出版 社 。 2 0 0 4: 1 7 9 ・ 1 8 5.
特邀 编辑 : 周
平
T n r U P r o d u c i t o n a n d D e v e l o p me n t f o E u r o p e a n S t a n d a r d¥ 2 7 5 J R S t e e l P l a t e
连铸坯表面裂纹形成及防止汇总

图2-4 拉速对纵Biblioteka 纹的影响2 铸坯表面纵裂纹
(3) 保护渣 液渣层厚度<10mm,纵裂纹增加(图2-5)。
图2-5 液渣层厚度对纵裂纹的影响
2 铸坯表面纵裂纹
(4) 结晶器液面波动 液面波动<±5mm,纵裂纹最少(图2-6);
图2-6 结晶器液面波动对纵裂纹的影响
2W (T1 T2 ) W
3 铸坯表面横裂纹
3.2横裂纹产生原因 (1) 横裂纹产生于结晶器初始坯壳形成振痕的 波谷处,振痕越深,则横裂纹越严重,在波谷 处,由于: -奥氏体晶界析出沉淀物,产生晶间断裂 -沿振痕波谷S、P元素呈正偏析,降低了钢高 温强度。 这样,振痕波谷处,奥氏体晶界脆性增大,为裂 纹产生提供了条件。
这些力的的综合作用在坯壳上,当张应力超过钢的高温允许的 强度,则就在坯壳薄弱处萌生裂纹,出结晶器后在二冷区继续扩展。
2 铸坯表面纵裂纹
在结晶器弯月面区坯壳厚度生长不均匀的主要原 因是: (1)包晶相变(L+δ→γ)收缩特征,气隙过早形成, 导致坯壳生长不均匀。 (2)工艺因素影响结晶的坯壳生长不均匀。 显然要防止产生纵裂纹,就是要使结晶的弯月面初 生坯壳厚度均匀,避免坯壳产生应力梯度。要做到这点, 对于包晶相变的收缩特征是由Fe-C相图决定的,人为 无法改变,而重要的是准确控制影响结晶的初生坯壳生 长的工艺因素,来防止产生纵裂纹。
图3-1 振痕深度与横裂纹产生几率的关系
3 铸坯表面横裂纹
图3-2 振动频率与振痕深度的关系
3 铸坯表面横裂纹
图3-3 结晶器液面波动与角裂发生率的关系
(3) 结晶器液面波动 结晶器液面波动增加,横裂纹加重(图3-3)。
3 铸坯表面横裂纹
连铸坯质量控制-蔡开科精品文档
2019/11/22
12
连铸坯质量控制
北京科技大学冶金学院
2.2.3铸坯中偶然性夹杂物。如水口堵塞物,冲 入液相穴而留在铸坯中(图2-3);
2019/11/22
图2-3(a)在线硫印夹杂物在板坯厚度方向 13 统计结果
连铸坯质量控制
北京科技大学冶金学院
图2-3(b)金相观察铸坯厚度方向上夹杂物的分布
高附加值产品对洁净度要求:
• 钢中总氧T[O] 要低(<20ppm) • 夹杂物数量少 • 夹杂物尺寸要小(<50μ m) • 夹杂物形态要合适
2019/11/22
8
连铸坯质量控制
北京科技大学冶金学院
2.2 连铸坯夹杂物分布特征 2.2.1铸坯厚度1/4处夹杂物集聚(图2-1)
图2-1a铸坯内夹杂物分布
(2)中间包控流装置
·中间包不是简单的过渡容器,而是一个冶金反应容器, 对钢水进入结晶器之前进一步进行净化;
2019/11/22
30
连铸坯质量控制
北京科技大学冶金学院
·中间包中促进夹杂物上浮的方法: 1)增加钢水在中间包平均停留时间t:
t=w/(a×b×ρ ×v) 中间包向大容量深熔池方向发展。 2)改变钢水在中间包流动路径和方向,促进夹杂物 上浮(图2-10) -挡墙+坝(Weir+Dam) -多孔挡墙(Baffle) -阻流器(Turbostop) 中间包中 钢水夹杂物不同去除机制的贡献如表 3所示:
2019/11/22
31
连铸坯质量控制
北京科技大学冶金学院
图2-10(a)中间包设置示意图
2019/11/22
图2-10 (b)中间包阻流器示意图
图2-10 中间包控流装置
连铸坯热装热送

蔡 开 科 北京科技大学冶金与生态工程学院 2004年11月
目录
1 2 3 4 前言 生产高温连铸坯技术 生产无缺陷铸坯技术 结语
前言
连铸坯热送热装工艺 主要有连铸坯直接热装轧制和连铸坯热送热装两种工艺 连铸坯直接热装轧制:典型工艺是薄板坯连铸连轧流程 (如CSP、FTSR),其优点: 液芯长度短,减轻了铸机重量,简化了铸机结构 完全凝固时间短(1min) 拉速高(4~6m/min) 冷却快,枝晶细化,铸坯质量好 板坯温度高,节能,不会产生第二相质点沉淀(AlN, Nb(CN)),减少裂纹
无缺陷铸坯生产-铸坯表面纵裂纹
(9) 结晶器变形 对于小方坯常出现角部纵裂纹(靠近角部棱边或离开角部1015mm),它是与凝固前沿热撕裂有关的。它的产生决定于: 方坯菱变; 结晶器圆角半径R(R大,纵裂沿棱角;R小,纵裂离开角部); 结晶器变形与磨损。 保持结晶器合适锥度,较大的圆角半径(R=6-8mm),准确对弧 和支承,防止结晶器磨损,均匀的冷却等可消除小方坯角部纵裂。 (10)出结晶器下口的冷却 足辊和零段二冷水过强,板坯宽面纵裂加剧,如水流密度由 110l/m2· min 降到60 l/m2 ·min,纵裂指数由纵裂指数的影响
无缺陷铸坯生产-铸坯表面纵裂纹
250×1400mm板坯,结晶的宽面平均热流与板坯纵裂指数如图2-11。 结晶的侧面热流与纵裂纹指数如图2-12。由图可知:结晶器的宽面 铜板平均热流为1.4- 1.6MW/m2 ,侧面平均热流为1.1-.3MW/ m2, 板坯表面纵裂纹发生率最小。
前言
连铸坯热送热装工艺 是传统的板坯和方坯普遍采用的。它的主要优点是: 节能。500℃热装,减少燃耗30%;800℃热装,可 降燃耗50%。 提高金属收得率2~3% 缩短生产周期(板坯→热轧卷节约1小时左右) 降低生产成本(节约生产费用8~10%)
连铸坯表面纵裂产生原因及控制

连铸坯表面纵裂产生的原因及控制一、表面纵裂的危害1、铸坯表面纵裂纹影响轧制产品质量,长300mm、深2.5mm的表面纵裂纹在轧制板材上留下1125mm分层缺陷,纵裂纹严重时会造成拉漏和废品。
2、表面纵裂经修磨后,由于修磨处铸坯厚度小于其他部位,造成轧制时压缩比偏小,板的表面质量和钢质性能不连续,降低板材的等级和钢材的收得率。
二、铸坯表面纵裂纹形成的机理:铸坯的表面纵裂纹产生于结晶器,由于热流分布不均匀,造成坯壳厚度不均匀,在坯壳薄的地方产生应力集中;结晶器壁与坯表面间的摩擦力使坯壳承受较大的负荷,在牵引坯壳向下运动时产生纵向应力,这种应力与从结晶器窄面,到宽面中心线的距离呈直线增加,最大处在板坯的中间,而钢水静压力随着坯壳往下移动呈直线增加,静压力使得坯壳往外鼓,表面裂纹得到进一步扩大。
三、钢坯表面纵裂纹形成的原因及分析:1、保护渣性能的影响,保护渣的黏度过大或过小,都会使渣膜在坯壳与结晶器壁之间,厚薄不均匀,从而影响结晶器的热流分布,导致坯壳凝固不均匀,从而影响结晶器的热流分布,导致坯凝固不均匀,保护渣的融化速率应与其消耗量平衡,熔化速度和熔点均对保护渣渣层的性能有直接关系,熔化过快或过慢均会影响渣膜的厚度及其均匀性,从而影响结晶器的热流分布。
2、结晶器内钢水行为的影响,钢水在结晶器内的流动状态,对结晶器内钢水卷渣、保护渣对夹杂物的捕捉,铸坯裂纹的形成均有一定关系。
当浸入式水口侧孔直径和角度或是水口的浸入深度和对中程度改变时,钢水流场随之改变,钢水对坯壳的冲刷程度也改变,流场不合理也会造成保护渣的铺展性不良,结晶器液面液渣层厚薄不均匀,使流入气隙的渣厚薄不均,造成热流分布不均匀,坯壳凝固不均,而出现表面纵裂纹。
当下水口外径过大时,结晶器内钢水在口区的内外弧处会出现钢水流动“死区”,造成结晶器液面“搭桥”现象,影响保护渣的熔化性,增加了铸坯中部的摩擦应力。
3、钢水过热度的影响,增加钢水过热度,保护渣熔化速度快,液渣层过厚在空隙内流失过快造成结晶器内热流分布不均匀,坯壳凝固不均匀,表面纵裂纹趋势增大。
连铸铸坯表面质量
C-Mn-Al-Nb钢高 温塑性如图14。由 图知,随Nb含量增 加,RA值降低,塑 性转变温度升高,裂 纹敏感性增强。 Nb=0,塑性转变温 度为900℃, Nb=0.005%,则 为1000℃以上。
C-Mn-Al-Ti.V.Nb钢高温塑性如图15。由图可知各钢号的第III脆性区的温 度范围(表1)。
(2)结晶器的振动
横裂纹与振痕共生的。振痕深度增加,横裂纹发生率增 加。如图11(a),面振痕深度决定振动参数:振动频 率f增加,振痕深度减小(图11b)
(a)
(b)
(2)结晶器的振动
负滑脱时间tN增加,振痕深度增加(图11c) 负滑脱时间tN增加,热轧板卷边裂增加(图11d)
(c)
④ 非正弦速度规律
如图2所示其特点: 负滑脱时间短,有利于减轻 铸坯表面振痕深度。 正脱模时间较长,可增加保 护渣消耗,有利于结晶器润 滑,减小结晶器施加在坯壳 上的摩擦力,防止拉裂。 负滑脱作用强,脱模和坯壳 拉裂愈合好,有利于提高拉 速。
图2 正弦及非正弦速度曲线
TP
(4)描述结晶器振动的基本参数
图3 铸坯振痕形成示意图
由此可知:
在负滑脱期间,弯月面初生坯壳受结晶器压力和渣圈 的挤压向钢液侧弯曲; 在正滑脱期间,初生坯壳受钢水静压力作用又贴向铜 壁,钢水溢流到凝固壳前端凝而形成振痕。 增加正滑脱时间,减少负滑脱时间,可使弯月面初生 坯壳被均匀贴向铜壁,振痕变浅。
3.铸坯表面振痕形貌特征
α波形偏斜率 ≤40%,vc拉速m/min
2. 铸坯表面振痕的形成
铸坯表面振痕形成机理:
初生坯壳断裂愈合。 二次弯月面接触焊合。 初生坯壳弯曲折叠。 弯月面初生坯壳破裂溢流冷凝。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 铸坯表面纵裂纹
2.2 表面纵裂纹产生的原因 ◆ 板坯横断面低倍检验指出,纵裂纹起源于激冷层薄弱处(约23mm)。 ◆ 结晶器的模拟试验指出,纵裂纹起源于结晶的弯月面区(几十毫 米到150mm)周边坯壳厚度薄弱处。这说明纵裂纹起源于结晶器 的弯月面区初生凝固壳厚度的不均匀性。由于受力的作用: (1)板坯凝固壳四周温度不均匀而产生的收缩力。 (2)板坯收缩由钢水静压力产生的鼓胀力。 (3)宽度收缩受侧面约束产生的弯曲应力。 这些力的的综合作用在坯壳上,当张应力超过钢的高温允许的强 度,则就在坯壳薄弱处萌生裂纹,出结晶器后在二冷区继续扩展。
2W (T1 T2 ) W 对于方坯:管式结晶器由单锥度(0.6%/m,0.75%/m) →多锥度(结晶器上部1.4~2.3%/m,结晶器下部 0.6%~0.8%/m)→ 抛物线锥度演变。 控制结晶器窄面热流与宽面热流比值为0.8~0.9, 以减少纵裂纹。 调节结晶器水量和进出水温度,控制结晶器弯月面 铜板温度为恒定值。
2 铸坯表面纵裂纹
(9) 结晶器变形
对于小方坯常出现角部纵裂纹(靠近角部棱边或离开角部1015mm),它是与凝固前沿热撕裂有关的。它的产生决定于: 方坯菱变; 结晶器圆角半径R(R大,纵裂沿棱角;R小,纵裂离开角部); 结晶器变形与磨损。 保持结晶器合适锥度,较大的圆角半径(R=6-8mm),准确对弧 和支承,防止结晶器磨损,均匀的冷却等可消除小方坯角部纵裂。
温下形成扩展的。
2 铸坯表面纵裂纹
铸坯表面裂纹与中厚板表面缺陷关系: 板坯表面裂纹1—5mm深,当压缩比4.2—6.8,产品裂 纹深度为2mm。1000块板坯轧制统计: 轧制厚度 <20mm 20—40mm >40mm 裂纹指数 0.32 2.98 11.25
2 铸坯表面纵裂纹
图2-1 板坯表面纵裂纹形貌
2 铸坯表面纵裂纹
综合分析表明纵裂纹有以下特征: (1) 产生纵裂纹的表面常伴有凹陷(depression),纵 裂纹的严重性与表面凹陷相对应。 (2) 裂纹沿树枝晶干方向扩展。 (3) 裂纹内发现有硅、钙、铝等元素的夹杂物。 (4) 在裂纹周围发现有P,S,Mn的偏析 (5) 在裂纹边缘出现有一定的脱碳层,说明裂纹是在高
●
图2-10 铸坯热流对纵裂指数的影响
2 铸坯表面纵裂纹
250×1400mm板坯,结晶的宽面平均热流与板坯纵裂指数如 图2-11。结晶的侧面热流与纵裂纹指数如图2-12。由图可知: 结晶器的宽面铜板平均热流为1.4- 1.6MW/m2 ,侧面平均热流 为1.1-1.3MW/ m2,板坯表面纵裂纹发生率最小。
图2-8 结晶器液面波动对纵裂纹的影响
图2-9 液面控制方式对纵裂纹的影响
2 铸坯表面纵裂纹
(5) 结晶器热流和冷却
如图2-10所示,90×1000mm 板坯结晶器弯月面以下45mm热流 与纵裂纹指数关系。 ◆低碳钢(0.05%C),结晶器热 流>60Cal/cm2· s(2.1MW/ M2), 纵裂纹增加; ◆中碳钢(0.11%C),结晶器热 流>41Cal/cm2· s(1.7MW/M2),纵裂 纹增加。
图2-15 侧面热流与宽面热流比值与裂纹关系
2 铸坯表面纵裂纹
结晶器弱冷,有利 于减少纵裂纹(图 2-16)。某厂板坯 结晶器水量减少 (由100%降至 87%),二冷强度 由100%降至80%, 纵裂指数由1.92降 至0.51。
图2-16 结晶器弱冷对小纵裂纹的影响
2 铸坯表面纵裂纹
(6) 结晶器的锥度 结晶器锥度对纵裂纹的影响 如图2-17; ● 锥度<0.8%/m,窄面凸出→ 角部纵裂; ● 锥度>0.8%/m,窄面凹入→ 无角部纵裂。 板坯角部纵裂纹与出结 晶器宽面鼓肚有关。宽面鼓 肚而窄面随之收缩(凹入), 则无角部纵裂纹,而窄面凸 出则有角部纵裂纹。 强化足辊宽面冷却,减 弱窄面冷却可消除角部纵裂 纹。
(10)出结晶器下口的冷却
足辊和零段二冷水过强,板坯宽面纵裂加剧,如水流密度由110 l/m2.min 降到60 l/m2.min,纵裂指数由2降到零。
2W (T1 T2 ) W
2 铸坯表面纵裂纹
2.4. 防止表面纵裂纹措施
防止纵裂纹产生的根本措施,就是使结晶器弯月面区 域坯壳生长厚度均匀。 (1) 结晶器初始坯壳均匀生长 热顶结晶器(弯月面区热流减少50~60%) 波浪结晶器(弯月面区热流减少17~25%) 结晶器弱冷 合适结晶器锥度 对于板坯:为补偿结晶器宽面凝固壳收缩, 窄面给出线性锥度如图所示,应满足:
2 铸坯表面纵裂纹
2.3 影响表面纵裂纹产生的因素 (1) 钢水成分
◆ [S]>0.015%,纵裂纹增加(图2-2);
◆ Mn/S升高,纵裂纹降低(图2-3); ◆ [C]=0.12~0.15%,纵裂纹产生严重(图2-4)
图2-2 钢中[S]与裂纹指数的关系
2 铸坯表面纵裂纹
;
图2-3 Mn/S对纵裂的影响
连铸坯表面裂纹形成及防止
蔡开科 孙彦辉
北京科技大学冶金与生态工程学院
2007.8
内容
1 2 3 4 5
前言 铸坯表面纵裂纹 铸坯表面横裂纹 铸坯表面星形裂纹 结论
1.前言
连铸坯质量概念: ◆ 铸坯洁净度(夹杂物数量、类型、尺寸、 分布) ◆ 铸坯表面质量(表面裂纹、夹渣、气孔) ◆ 铸坯内部质量(内部裂纹、夹杂物,中 心疏松、缩孔、偏析) ◆ 铸坯形状缺陷(鼓肚、脱方)
2 铸坯表面纵裂纹
(5) 出结晶器铸坯运行 结晶器与零段的支撑对弧准确 二次冷却均匀性 (6) 调整钢水成分 钢中碳含量避开包晶区,C向下线或上线控制 钢中S<0.015%,Mn/S>30 残余元素Cu、As、Zn控制<0.1%
3 铸坯表面横裂纹
3 铸坯表面横裂纹
3.1表面横裂纹特征
3 铸坯表面横裂纹
3.3影响产生横裂纹因素
(1) 钢成分 C=0.10~0.15%,坯壳厚度不均 匀性强,振痕深,表面易产生凹陷 或横裂纹;生产实践表明,C= 0.15~0.18%或0.15~0.20%时, 振痕浅了,铸坯边部横裂减少; 降低钢中[N],防止氮化物沉淀; (2) 结晶器振动特点 振痕深度增加,横裂纹增加(图 3-4); 振动频率f增加,振痕变浅,横裂纹 减少(图3-5); 负滑脱时间增加,振痕深度增加 (图3-6),方坯tN=0.12~0.15s, 板坯tN=0.20s。
2 铸坯表面纵裂纹
(3) 保护渣 液渣层厚度<10mm,纵裂纹增加(图2-7)。 高凝固温度和高结晶器温度的保护渣,减少结晶器弯月面传热可使 纵裂发生率减少50%。
图2-7 液渣层厚度对纵裂纹的影响
2 铸坯表面纵裂纹
(4) 结晶器液面波动 液面波动<±5mm,纵裂纹最少(图2-8); 液面控制方式对纵裂纹影响如图2-9。
图2-17 结晶器锥度和钢成分对皮下内裂的影响 (断面尺寸240x240mm,拉速0.7m/min)
2 铸坯表面纵裂纹
(7) 结晶器振动
振痕浅,无角部纵裂纹; 振痕深,角部纵裂纹增加; 负滑脱时间值增大,板坯表面纵裂升高;=0.2~0.3s,纵裂降低。 (8) 结晶器钢液流动 水口对中,防止产生偏流;水口材质浸蚀,出口流股不对称,造 成偏流。 水口插入深度合适
2 铸坯表面纵裂纹
在结晶器弯月面区坯壳厚度生长不均匀的主要原 因是: (1)包晶相变(L+δ→γ)收缩特征,气隙过早形成, 导致坯壳生长不均匀。 (2)工艺因素影响结晶的坯壳生长不均匀。 显然要防止产生纵裂纹,就是要使结晶的弯月面初 生坯壳厚度均匀,避免坯壳产生应力梯度。要做到这点, 对于包晶相变的收缩特征是由Fe-C相图决定的,人为 无法改变,而重要的是准确控制影响结晶的初生坯壳生 长的工艺因素,来防止产生纵裂纹。
横裂纹可位于铸坯面部或棱边 横裂纹与振痕共生,深度2~4mm,可达7mm,裂纹深处生成 FeO。不易剥落,热轧板表面出现条状裂纹。振痕深,柱状晶异常, 形成元素的偏析层,轧制板上留下花纹状缺陷。 铸坯横裂纹常常被FeO覆盖,只有经过酸洗后,才能发现。
振痕形貌-酸洗后
板坯窄面振痕
板坯宽面振痕
2 铸坯表面纵裂纹
(2) 结晶器钢水流动的合理性
液面波动±3~±5mm
浸入式水口对中,防止偏流 合理的浸入式水口设计(合适的出口直径,倾角) 合适的水口插入深度
(3) 结晶器振动
合适的负滑脱时间tN
合适的频率和振幅 防止振动偏差(纵向,横向<0.2mm )
2 铸坯表面纵裂纹
3 铸坯表面横裂纹
断裂前 断裂后 图3-2 钢在600~900℃区域内发生脆断示意图 (2) 铸坯运行过程中,受到外力 (弯曲,矫直,鼓肚,辊子不对中等) 作用时,刚好处于低温脆性区(图3- 3)的铸坯表面处于受拉伸应力作用状 态,如果坯壳所受的ε临>1.3%,在振 痕波谷处就产生裂纹。
图3-3 钢高温延性示意图
1.前言
缺陷的控制策略图
铸坯裂纹是影响连铸机产量和铸坯质量的主要缺陷。 据统计铸坯各类缺陷中的50%为裂纹。铸坯出现裂纹, 重者会导致漏钢和废品,轻者需进行精整。 带液芯的铸坯在连铸机内运行和凝固过程中为什么 会产生裂纹,这是一个复杂的问题。当外力作用于带液 芯的坯壳上,究竟是否产生裂纹决定于钢的高温力学行 为、凝固的冶金行为和铸机设备运行状态。就裂纹而言, 可分为铸坯表面裂纹和铸坯内部裂纹两类。如图1-1表 示连铸坯常见的表面裂纹类型。
F1图片
3 铸坯表面横裂纹
3.2横裂纹产生原因 (1) 横裂纹产生于结晶器初始坯壳形成振痕的波谷处, 振痕越深,则横裂纹越严重,在波谷处,由于: -奥氏体晶界析出沉淀物(AlN,Nb(CN)),产生晶间断 裂(图3-2); -沿振痕波谷S、P元素呈正偏析,降低了钢高温强度。 这样,振痕波谷处,奥氏体晶界脆性增大,为裂纹产生提 供了条件。