第六章流水生产线组织
运营管理第六章流水生产线组织

运营管理第六章流水生产线组织第六章流水生产线组织第一节流水线概述大量生产类型与流水生产的发展在现代化社会大生产中,以汽车、家电等产品为代表的大量生产方式是一种主要的生产类型。
现代流水生产方式起源于福特制。
美国福特汽车公司创始人亨利·福特(Henry Ford)于20世纪20年代创立了汽车工业的流水生产线。
福特制的主要内容如下:7><1. 实施零件以及产品的标准化、设备以及工具的专业化和工场专业化。
2. 创造了流水作业的生产方法,建立了传送带式的流水生产线。
流水生产的基本概念流水生产是指劳动对象按照一定的工艺路线,顺序地通过各个工作地,并按照一定的生产速度(节拍)完成工艺作业的连续重复生产的一种生产组织形式。
节拍指流水线上出产相邻两件制品的时间间隔。
流水生产的基本特征工作地专业化程度高。
品种:一种或几种;工序:一道或几道。
明显的生产节奏性。
各道工序的工作地(设备)数量与各该工序单件工时的比值相一致。
设:流水线上各道工序的工作地(设备)数分别为S<1,S2,···, Si,··· ,Sm;各工序的工时定额为t<1,t2,···,ti,···tm;流水线生产节拍为r,则:封闭的工艺过程。
生产过程具有高度的连续性。
加工对象单向流水。
分类标志对象移动方式对象数目对象轮换方式连续程度节奏性机械化程度固定流水线单一对象流水线多对象流水线移动流水线不变流水线成组流水线连续流水线间断流水线强制节拍流水线粗略节拍流水线自动线流水线可变流水线机械化流水线手工流水线流水线分类分类标志对象移动方式对象数目对象轮换方式连续程度节奏性机械化程度固定流水线单一对象流水线多对象流水线移动流水线不变流水线成组流水线连续流水线间断流水线强制节拍流水线粗略节拍流水线自动线流水线可变流水线自由节拍流水线手工流水线流水线分类组织流水线生产的必要条件产品结构和工艺相对稳定;工艺过程能划分为简单工序,且能根据工序同期化的要求把某些工序适当合并与分解,各工序工时相近;产品产量足够大,单位劳动量足够大。
生产与运作管理第06章 流水生产组织

确定各工序的设备数
配备工人
选择传送装置
确定平面布置
生产与运作管理
11
算例
下图所示是加工一种电动毛绒玩具的工艺流程图, 共有5项作业。其中的每项作业是对加工过程进行细分后 的结果。根据市场预测,对这种产品的需求呈现大幅增长 的趋势,每天的订单达到900只。为此,企业准备采用流 水线生产这种产品。工作制度为两班制,每班工作8小时, 每班有20分钟的休息时间。已知生产线的废品率为2.2%。 试根据上述条件进行流水生产线的平衡。
0.2 0.0
0.3 0.5
生产与运作管理
13
第06章 设施布置
6.1 流水生产线的基本特征和形式 6.2 单一对象流水生产线的组织设计 6.3 多品种流水生产线的设计 6.4 多品种小批量生产
生产与运作管理
14
6.3 多种流水生产线的设计
可变流水生产线
代表产品法 加工劳动量比重法
生产与运作管理
15
混合流水生产线
计算生产比Xi 计算生产比倒数 确定投产顺序
生产与运作管理
16
第06章 设施布置
6.1 流水生产线的基本特征和形式 6.2 单一对象流水生产线的组织设计 6.3 多品种流水生产线的设计 6.4 多品种小批量生产
生产与运作管理
17
6.4 多品种小批量生产
多品种小批量生产的特点
生产与运作管理
2
流水生产线的特征
工作地专业化程度高,生产有明确的节奏性 工艺过程是封闭的,具有高度的连续性 各工作地的加工时间同其设备数量的比值相等
或相近
生产与运作管理
3
流水生产线的优点
整个生产过程平行连续、协调均衡 有利于机器设备和人力的充分利用 最大限度地缩短生产周期 缩短运输路线,工序间的在制品数量很少 可采用专业设备和工具,有利于提高劳动生产
第六章 流水线管理PPT课件

ei
20202 20182 20182 20122 15.5
10 18 10 15 17
18 11 15 18 12
0 2 3 4 5 6 0 13 14 15 16 17
1 10 18 10 15 17 12 9 18
7 8 9 10 11
19 20
18 21 12 0
图3 三轮童车装配线工作地重新布置方案
•
三轮童车装配路线如图1所示。三轮童
车装配作业先后顺序如图2所示。
授课:XXX
29
车架 1
右轮 2
左轮
3 前轮
4 挡泥板
5 前叉
S1
6 套管和定位落丝
7 车把
8 橡胶手柄 S2
9 车座
10
将后轮装在 车架上
A1
将前轮装在 A2 车架上
A3 将车把套在套管中 A4 将车座装在车架上
A5 完工检验
图1 童车装配工艺授示课:意X图XX
量
表产品C 定产品的
的产量 产量
50
20
100
30
125
40
25
80
25
27
75
82
125
136
50
55
300
授课:XXX
275
300
39
课堂练习
• 1、选择代表产品
品 计划产 单位 换算系数 折合为代表产
种 量 台时
品产量
A 200 5
B 200 10
C 200 2
D 200 8
授课:XXX
40
12540366713655产品计划年产台时定额折换成代表产品c的产量折换成假定产品的产量501001252520304080257512550278213655代表产品和假定产品的计算合计300275300课堂练习换算系数折合为代表产品产量200101选择代表产品品种计划产量单位台时换算系数折合为代表产品产510051002001010101200210024081008160折合代表产品的产量10020040160500品种计划产量单位台时换算系数折合为代表产品产量5512001200200101052200240025042000480851620016320折合代表产品的产量200400803201000假定产品的计算计算假定产品的台时定额
生产管理学流水线生产的组织设计
第六章 流水线生产的组织设计
工作地 顺序号
1 2 3 4 5
6
工序号
1 2
3
4 5 8
10
6 7 9
11 12 13
工序单件 作业时间
2 5
8
2 2 4
7
3 2 3
1 2 3
工作地单件 作业时间
7 8 8 7 8
6
工作地空闲
时
间
8–7=1
8–8=0
8–8=0
8–7=1
生产管理学流水线生产的组织设计
3rew
演讲完毕,谢谢听讲!
再见,see you again
2020/11/24
生产管理学流水线生产的组织设计
Ⅲ ⑥⑦⑧⑨ T3=16
生产管理学流水线生产的组织设计
第六章 流水线生产的组织设计
(三)计算设备数量和设备负荷系数 1。设备数量 Si = ti / R 其中: Si —第 i 道工序所需设备数 ti —第 i 道工序单件时间定额 2。设备负荷系数
Ki = Si / Sei
(四)计算工人人数 Pi = Sei ·g ·Wi
生产管理学流水线生产的组织设计
第六章 流水线生产的组织设计
四、单一品种流水线的设计 技术设计和组织设计
(一)确定流水线的节拍 节拍是一种重要的期量标准,是指流水线上连续出产两个相同制 品之间的时间间隔。它决定了流水线的生产能力、生产速度和效率。 确定节拍的依据是计划期的产量和有效工作时间。即:
R=T效/Q R: 节拍 T效: 计划其有效工作时间 Q: 计划期制品产量 [节奏]:如果R很小,且体积重量也很小,不适于按件传递,则 可以实行批传递。顺序出产相邻两批同样制品之间的时间间隔就称为
生产运营管理第六章流水生产组织

流水生产组织的概述流水生产组织的类型流水生产组织的工艺设计与设备配置流水生产组织的计划与控制流水生产组织的效率与效益流水生产组织的实践与发展
contents
目录
流水生产组织的概述
CATALOGUE
01
均衡性
各作业环节的生产能力保持均衡,按照一定的节拍进行生产,避免了生产过剩或不足的情况。
进度监测
通过生产报表、现场巡视等方式,实时监测各车间的生产进度,确保按计划进行。
进度调整
如发现生产进度滞后或超前,及时调整生产计划或资源配置,确保整体进度不受影响。
进度优化
通过数据分析和技术改进,不断优化生产流程和工艺,提高生产效率。
流水生产组织的效率与效益
CATALOGUE
05
工艺效率
流水生产组织能够实现工艺流程的连续性和稳定性,提高工艺效率,降低不良品率。
流水生产组织的可持续发展
随着环境保护意识的提高和资源环境压力的加大,流水生产组织需要更加注重可持续发展。未来,流水生产组织将更加注重节能减排、资源循环利用和绿色制造等方面的发展,以实现经济效益和环境效益的双重目标。
THANKS
感谢观看
流水生产组织的变革与创新
随着市场竞争的加剧和消费者需求的多样化,流水生产组织需要不断进行变革和创新,以适应市场的变化和满足消费者的需求。未来,流水生产组织将更加注重柔性化、智能化和定制化的生产方式,以提高生产效率和灵活性。
流水生产组织与信息化技术的融合
信息化技术是流水生产组织的重要支撑,通过将信息化技术与流水生产组织相结合,可以实现生产过程的数字化、可视化和智能化。未来,随着物联网、大数据和人工智能等技术的发展,流水生产组织将更加依赖于信息化技术来实现高效、智能的生产。
生产管理学--流水线生产的组织设计

流水线上采取何种运输方式主要取决于加工对象的重量和外形尺
寸、流水线的类型和实现节拍的方法。
[传送带参数确定] 1。分区单位长度或跨步(产品间隔): 连续流水线的传送带上 两相邻制品中心之间的距离(L0)。
2。工作地长度(工序间隔): 一般情况下,工作地长度Li
3.传送带速度:V = L0 / R 4.传送带工作部分的总长度:L = ∑Li + Lg ( Lg是后备长度) (七)流水线的平面布置
7
6
步骤1 列出所有可能作为第一工 1 作地的工序组合方案。
④
5
5
②⑥
⑦⑧
4
⑨
方案1-1:① ② ③, Te11=15min 方案1-2: ① ② ④, Te12=16min
第六章 流水线生产的组织设计
步骤2 求出第一工作地各编组方案对装配线所需最少工 作地数,公式为:
T--∑Teij
Sij=I+[ r
[节奏]:如果R很小,且体积重也很小,不适于按件传递,则可
以实行批传递。顺序出产相邻两批同样制品之间的时间间隔就称为节
奏。
即:Rg=R·n 其中 Rg: 节奏 n: 批量
(二)工序同期化(组织流水线的重要环节)
工序同期化是指通过各种可能的技术、组织措施来调整各工作地 的单件作业时间,使它们等于流水线的节拍或者与流水线节拍成倍比 关系。
6 7 9 11 12 13
工序单件 作业时间
2 5 8
2 2 4 7
3 2 3 1 2 3
工作地单件 作业时间
7 8 8 7 8
6
工作地空闲
时
间
8–7=1
8–8=0
8–8=0
8–7=1
流水生产线的组织
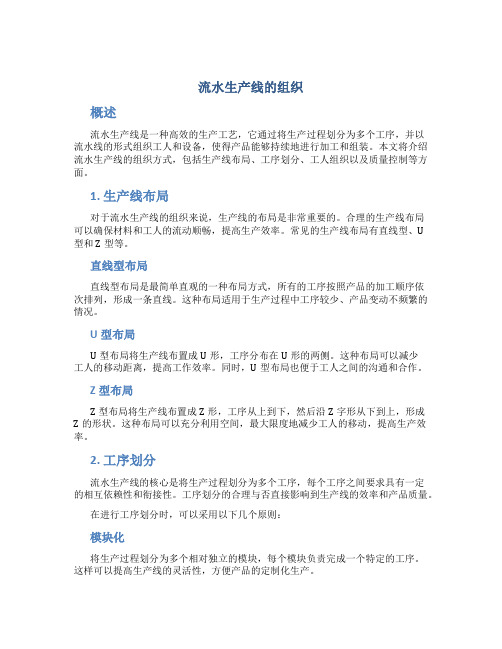
流水生产线的组织概述流水生产线是一种高效的生产工艺,它通过将生产过程划分为多个工序,并以流水线的形式组织工人和设备,使得产品能够持续地进行加工和组装。
本文将介绍流水生产线的组织方式,包括生产线布局、工序划分、工人组织以及质量控制等方面。
1. 生产线布局对于流水生产线的组织来说,生产线的布局是非常重要的。
合理的生产线布局可以确保材料和工人的流动顺畅,提高生产效率。
常见的生产线布局有直线型、U型和Z型等。
直线型布局直线型布局是最简单直观的一种布局方式,所有的工序按照产品的加工顺序依次排列,形成一条直线。
这种布局适用于生产过程中工序较少、产品变动不频繁的情况。
U型布局U型布局将生产线布置成U形,工序分布在U形的两侧。
这种布局可以减少工人的移动距离,提高工作效率。
同时,U型布局也便于工人之间的沟通和合作。
Z型布局Z型布局将生产线布置成Z形,工序从上到下,然后沿Z字形从下到上,形成Z的形状。
这种布局可以充分利用空间,最大限度地减少工人的移动,提高生产效率。
2. 工序划分流水生产线的核心是将生产过程划分为多个工序,每个工序之间要求具有一定的相互依赖性和衔接性。
工序划分的合理与否直接影响到生产线的效率和产品质量。
在进行工序划分时,可以采用以下几个原则:模块化将生产过程划分为多个相对独立的模块,每个模块负责完成一个特定的工序。
这样可以提高生产线的灵活性,方便产品的定制化生产。
专业化将具有相似工艺特点的工序划分到同一个工位上,由专门的工人负责完成。
这样可以提高工人的专业水平和工作效率。
并行化将一些相对独立的工序同时进行,以缩短生产周期。
但是需要确保各个工序之间的衔接良好,避免出现生产阻塞现象。
3. 工人组织在流水生产线的组织中,工人是核心要素之一。
合理组织工人可以最大限度地发挥其潜力,提高生产效率。
分工明确在流水生产线中,每个工人负责完成一个或多个特定的工序,并且要熟悉并掌握该工序的技术要点和操作规程。
分工明确可以提高工人的专业水平和工作效率。
生产管理学-流水线生产的组织设计6(PPT 21)

contents
目录
• 流水线生产基本概念与原理 • 流水线生产组织设计要素 • 流水线平衡与优化方法 • 流水线生产中的质量控制与改进 • 流水线生产效率提升途径 • 总结与展望
01
流水线生产基本概念与原理
流水线生产定义及特点
定义
流水线生产是一种先进的生产组织形式,它按照产品的加工顺序,将各个工艺阶段和工序合理地组织起来,通过 一定的传送装置,使产品按规定的路线和时间间隔,连续地、有节奏地通过各个工作地,并按一定的速度进行流 转和加工。
流水线生产组织设计挑战和机遇
挑战
市场需求变化快速,生产环境复杂多 变,对流水线生产的灵活性和适应性 提出更高要求。
机遇
随着工业4.0、智能制造等技术的发展, 流水线生产组织设计有更大的优化空 间,可以提高生产效率、降低成本、 提高产品质量和客户满意度。
未来发展趋势预测
个性化定制生产将成为主流,流水线生产需要更加灵活 和可重构。
提高产品质量
平衡的生产线可以减少工序间的相互干扰和等待,有利于保证产品质 量和提高产品合格率。
平衡方法:时间研究、动作分析等
时间研究
测定各工序作业时间:通过秒表测时等方法 ,对各个工序的作业时间进行准确测定。
制定标准作业时间:根据测定结果,制定各工 序的标准作业时间,为流水线平衡提供依据。
动作分析
团队建设
加强团队建设,提高员工之间的协作能力和默契 度,促进生产过程的顺畅进行。
管理创新在提升效率中作用
精益管理
引入精益管理理念和方法,通过消除浪费、 优化流程等方式,提高生产效率和资源利用 率。
信息化管理
建立生产管理信息系统,实现生产数据的实时采集 、分析和处理,提高管理决策的准确性和时效性。
第六章 流水生产线的组织ppt课件
批 量
A
对象专业化形式,大量生产
B 对象专业化形式,批量生产 C
成组生产单元
D
工艺专业化形式
品种
品种-产量组合变化与生产单位形式的关系
大量生产的基本特征
1、生产的品种和产量方面:生产批量大、品种 少。
2、生产组织方面:采用专用性强的工艺装备和 设备,分工精细,工作的专业化和标准化程度高, 工作效率高。 3、产品设计方面:产品设计变化小,设计周期 短。
流水线的设备负荷系数:
S S ei i
i
Ka
S S
i 1 i 1 m
m
ei
根据 K a 的情况确定流水线的连续程度
制 品 的 移 动 路 线
图 5.3 移 动 流 水 线(工 作 式 )
传 送 带
工作式流水线——制品在传送带上加工。
(2) 按照流水线上生产对象的数目不同,
分为单一对象流水线与多品种流水线
单一对象流水线——固定生产一种制品。
前提是产量大。 多品种流水线——生产两种以上制品。 据制品的轮换方式不同,可分为可变流 水线与混合流水线。
在同一时间内生 产多个品种 成批轮番生产 几种制品
(3) 按照流水线连续程度不同,分为连
续流水线和间断流水线
连续流水线——制品在各工序转移是
连续的
间断流水线——制品在移动中有间断。
(4) 按照流水线所达到的节奏性程度不同,
分为强制节拍流水线、自由节拍流水线 强制节拍流水线——准确按节拍生产,
各工作地的数量与加工时间比例一致
各工作地按照统一的节拍生产
流水生产的特征
• (1)工作地专业化程度高,在流水线上固定地生 产一种或几种制品,而在每个工作地上固定完成 一道或几道工序。 • (2)生产具有明显的节奏性,即按照节拍进行生 产。 • (3)各道工序的工作地(设备)数量与各该工序单 件工时的比值相一致。
第六章-流水生产线的组织设计

t4=10,求平行顺序移动方式下的加工周期?
2. 流水线概述
3. 单品种流水 线设计
4. 多品种可变 流水线设计
5. 多品种混合 流水线设计
大连理工大学经济系0501班 姜珊
9
1.4 三种移动方式的比较
[关键内容]: 1.零件在加工 过程中的移动 方式
2. 流水线概述
3. 单品种流水 线设计
4. 多品种可变 流水线设计
6
1.3 平行顺序移动
[关键内容]: 平行顺序移动:要求每道工序连续进行加工,但
1.零件在加工
过程中的移动 又要求各道工序尽可能平行的加工。
方式
2. 流水线概述
3. 单品种流水 线设计
4. 多品种可变 流水线设计
5. 多品种混合 流水线设计
特点:综合两者优点。
大连理工大学经济系0501班 姜珊
7
[关键内容]: 1.零件在加工 过程中的移动 方式
2. 流水线概述 确定流水线的生产速度——节拍
工序同期化(工序的分解,合并)
3. 单品种流水
线设计
计算设备数量和负荷系数
4. 多品种可变 计算工人人数
流水线设计
选择运输装置
5. 多品种混合
流水线设计 流水线平面设计
大连理工大学经济系0501班 姜珊
21
3.1 确定流水线的节拍
[关键内容]: 1.零件在加工
过程中的移动 流水线
方式
单品种流水线:又称不变流水线,是指流水
2. 流水线概述
线上只固定生产一种产品。要求产品的数量
3. 单品种流水 线设计
足够大,以保证流水线上的设备有足够的负 荷。
4. 多品种可变 流水线设计
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、2、5
5
9
3、5
5
6
5 1、2、6 10
4、5
5
8
5、7
5
7
3、8
7
3、9
4
5
7 66
9、10
6
10
86 10 65
65
10 6 7
4、8
5
10
10、11
5
9
11
64
第六章流水生产线组织
5、计算流水线所需配备的工人数
手工操作流水线,i 工序上所需的工人数: Pi =Sei Wi g
其中:Wi =i工序每一工作地上需同时工作的人数; g = 流水线每天工作班数;
作业
A B C D
作业时间 /min 0.2 0.4 0.2 0.4
紧后作业
B C,F
G E
作业
E F G
作业时间 /min
1.2 1.2 1.
紧后作业
G G -
请按后续作业数最多的作业优先分配的方法对该流 水线进行平衡处理。
第六章流水生产线组织
解:Leabharlann cabf
g
d
e
节拍r=[(8*60)/240]=2min
—
—
1.0
—
—
效率=作业时间总和/(节拍*实际工作地数)=4.6/(2*4)=57.5%
第六章流水生产线组织
分支界定法
分支界定法是利用分支界定并寻找最新活动节点 的原理,求出可行的作业组合方案,然后,一 方面依赖回溯检查,消除明显不良的作业组合 方案,一方面求出能使装配工序数最小的作业 组合方案。
单一品种流水线
多品种流水线
3) 按生产过程的对象转换方式
可变流水线
混合流水线(成组流水线)
4)按流程连续程度
连续式流水线
间断式流水线
5)按流水线节拍性质
强制节拍
自由节拍
第六章流水生产线组织
二、单一对象流水生产线的组织设计
流水线设计包括硬件设计和软件设计。硬件设计 是指流水线的技术设计,包括工艺设计、工艺 装备设计、专用设备设计、运输装置设计等。 软件设计包括流水线的节拍确定、设备数和工 人数的确定、工序同期化、流水线平面布置、 流水线标准计划图表。
第六章流水生产线组织
最小可能工作地数相等,取组合工序工时最大方案: 4、5;以其为分枝节点,进入第三工序组合。
n 第三组合工序:
方案1:3、8; S31=[3+(46-10-8-8)/10]=5; 方案2:7; S32=[3+(46-10-8-6)/10]=6;
取方案:3、8分枝:
n 第四组合工序:
第六章流水生产线组织
n 第一组合工序 方案1:1、2、5;S11=[1+(46-9)/10]=5; 方案2:1、2、6;S12=[1+(46-10)/10]=5;
最小工作地数相同,选组合工时最大的方案, 即(1、2、6)为第一组合工序,从该方案进行节点 分枝,列出第二组合工序的所有方案: n 第二组合工序 方案1:3、5;S21=[2+(46-10-6)/10]=5; 方案2:4、5;S22=[2+(46-10-8)/10]=5 方案3:5、7;S23=[2+(46-10-7)/10]=5
第六章流水生产线组织
2020/11/28
第六章流水生产线组织
目录
n 流水生产线的基本特征和形式 n 单一对象流水生产线的组织设计
第六章流水生产线组织
一、流水生产的基本概念、特征和形式
n 1、流水生产的概念(生产对象专业化) 流水生产方式起源于美国的福特汽车装配线。由于采 用流水生产,使汽车的装配时间从12小时28分减少为 2小时28分,汽车成本由2800多美元,降为800多美元, 从而使汽车成为大众化交通工具。 流水生产就是劳动对象按照预定的工艺顺序、统一 的速度,连续不断地通过各个工作地,完成相应加工 内容的一种生产组织形式。
最少所需工作地数= (0.2+0.4+0.2+0.4+1.2+1.2+1.0)/2=3(取整)
作业分配表如下表:
第六章流水生产线组织
工作地 待分配作业
1
A
B
D
C
2
E
3
F
4
G
剩余时间 /min
1.8 1.4 1.0 0.8
0.8
可能的后续 作业
B,D C,D,F
C —
选择的作业
B D C —
—
—
0.8
Fe= 计划期有效工作时间; F0=计划期制度工作时间; η= 时间利用有效系数(0.9~0.96); N= 计划期产量;
第六章流水生产线组织
Fe= 计划期有效工作时间; F0=计划期制度工作时间;
η= 时间利用有效系数(0.9~0.96); N= 计划期产量;
n 节奏(R ):流水线上连续出产相邻两个同种制
第六章流水生产线组织
例:某产品的生产节拍为10分钟,其装配工作可分 为11个工步,各工步的时间定额和工步顺序如下图 示:
2 2
5
6
3
1
7 4
1 5
2 6
6 7
3 8
5 9
4 11
5 10
第六章流水生产线组织
原则:
组合工序的工时不大于节拍; 组合工序内的工步符合工步顺序原则;
步骤:1)列出所有可能作为第i工序的工步组 合方案;
1)不违反作业先后顺序
原则: 2)各工作地的单件作业时间不大于生产节拍
3)使工作地数尽可能少 4)先分配后续作业数多的作业 5)先分配后续作业时间长的作业
第六章流水生产线组织
【例】作为一工程主要革新项目的一部分,工业工程部 门被要求对已修改过的流水线进行平衡,以实现每天 产量为240单位、日工作时间8小时的目标。各作业的 时间和先后顺序如下表:
方案1:7: S41=[4+(46-10-8-8-6)/10]=6; 方案2:10:S42=[4+(46-10-8-8-5)/10]=6; 最小可能工作地数相等,取组合工序工时最大方案:
7;以其为分枝节点,进入第五工序组合。
n 第五组合工序:
唯一方案:9、10;S51=[5+(46-10-8-8-610)/10]=6
n 第六组合工序:11; 至此全部工步一组合完,得到共6道工序组合方 案。
n 回溯,寻找未被分枝、可能工作地数小于6的节 点进行分枝;当满足条件的分枝有多个时,取组 合时间最大的节点:
n 按上述条件,取节点:5、7 进行分枝:最后得 到最小可能工序数为5个,结果如图示。 ;
第六章流水生产线组织
全部工步
品运输批的时间间隔。 当制品的单件加工时间短、体积小、工序之间的
距离较大时,为节省制品运输时间,而采用按 一定批量在工序间转移。
第六章流水生产线组织
3、确定流水线各工作地数
需要的最少工作地数=各项作业的作业时间总和/流水生产线的节拍
注意:若括号中的数不是整数,则 取大于该数的最小整数。
4、进行流水线平衡
第六章流水生产线组织
第六章流水生产线组织
n 2、流水生产的特征
1)工作地专业化程度高,生产有明确的节奏性; 2)工艺过程是封闭的,具有高度的连续性; 3)各工作地的加工时间同其设备数量的比值相 等或相近。
第六章流水生产线组织
n 3、流水线的形式
1)按生产对象移动与否
固定式流水线
移动式流水线
2) 按流水线上加工对象的品种数
作业 A B C D
作业时间/s 30 35 30 35
紧前作业 A A B
作业 E F G H
作业时间/s 25 65 40 25
紧前作业 C C E,F D,C
1、绘制装配图
B
D
A E
C
H G
F 装配网络图
第六章流水生产线组织
2、确定流水生产节拍(r)
节拍是指流水线上连续出产相邻两件同种制 品的时间间隔。节拍是决定流水线硬件和软件 设计的重要参数,决定了流水线的生产速度和 生产能力。用如下公式计算:
第六章流水生产线组织
单一对象流水生产线的设计过程
n 根据作业内容确定产品装配图 n 确定流水线的节拍 n 确定需要的工作地数 n 进行流水平衡 n 确定各工序的设备数,计算设备负荷系数 n 配备工人 n 选择传送设备 n 确定平面布置
第六章流水生产线组织
〔例〕假设生产一种产品需要设计一条流水生产线,该产品 生产过程由8项作业组成。该产品需要每天生产360件,生产 线计划每天运行450分钟。该产品的作业时间和顺序如下:
5)从剩余工步中列出可作为下道工序的所有工步编 组方案,并计算最小可能工序数值:
6)以上过程重复进行, 直到所有工步组合完。
第六章流水生产线组织
从最后一个节点向前回溯,寻求且可能工序 数更小的未分支的节点,进行分支。 直至找到所有节点的可能最小工序数均等于或大于 现有最小工序数。 对上例进行工步重组如下:
2)求出各编组方案后剩余时间可能组成的 最少工作地数;
Ski = 第i工序,第K编组方案的可能最少工作 地数;
第六章流水生产线组织
T = 工步时间总和;ti = 第一组合工序时间;[ ]=取 整号;
3)当工序编组方案有多个时,取min{ Ski} 方案为分 支节点;
4)当min{ Ski}有多个时,取组合工序时间最大的方 案,作为分枝节点;
整条流水线所需人数:Pα=∑ Pi
第六章流水生产线组织
6、确定运输方式和装置
强制节拍流水线—由机械装置实现节拍: 连续式工作传送带; 脉动式工作传送带; 分配式工作传送带;
自由节拍——连续式运输带;滚道、滑道、平板运输 车,这类运输装置容许工序间储存一定的在制品,用 以调节节拍的摆动; 粗略节拍——重力滑道;各种吊车、手推车、平板车 等。 当采用传送带运输时,必须确定传送带长度、速度