光滑极限量规公差速查表 内含公式
光滑极限量规设计计算表

孔,轴用光滑极限量规表 IT8 IT9 IT10 14~25 25~40 40~60 0.0028 0.004 0.0052 0.0016 0.002 0.0024 0.002 0.003 0.004 18~30 30~48 48~75 0.0036 0.0052 0.0065 0.002 0.0024 0.003 0.0026 0.004 0.005 22~36 36~58 58~90 0.0044 0.0064 0.0078 0.0024 0.0025 0.0036 0.0032 0.005 0.006 27~43 43~70 70~110 0.0054 0.0077 0.01 0.0028 0.0034 0.004 0.004 0.006 0.008 33~52 52~84 84~130 0.0064 0.009 0.0115 0.0034 0.004 0.005 0.005 0.007 0.009 39~62 62~100 100~160 0.008 0.0105 0.014 0.004 0.005 0.006 0.006 0.008 0.011 46~74 74~120 120~190 0.0107 0.0135 0.019 0.0046 0.006 0.007 0.007 0.009 0.013 54~87 87~140 140~220 0.0107 0.0135 0.019 0.0054 0.007 0.008 0.008 0.01 0.015 63~100 100~160 160~250 0.012 0.016 0.0225 0.006 0.008 0.009 0.009 0.012 0.018 72~115 115~185 185~290 0.0135 0.0185 0.025 0.007 0.009 0.01 0.01 0.014 0.02 81~130 130~210 210~320
光滑极限量规公差
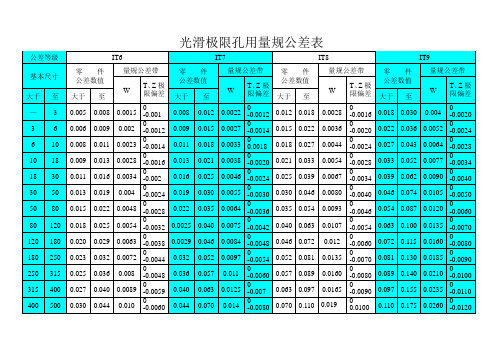
光滑极限孔用量规公差表(续表)
光滑极限孔用量规公差表(续表)
光滑极限轴用量规公差表
光滑极限轴用量规公差(续表)
光滑极限轴用量规公差(续表)
光滑极限量规公差表
2006.7
Q/PR225-83
量规极限偏差的查表计算及工作尺寸的标注举例:
例1:计算φ10H7孔用量规的工作尺寸 1) 查本表计算量规基本尺寸
a 、由国家标准《公差与配合》查得φ10H7的极限偏差为φ10015.00
+
b 、由本表查得W 为0.0033
c 、根据公差带可得:
通端(T )基本尺寸=孔的最大实体尺寸+W =10+0.0033
=10.0033mm
止端(Z )基本尺寸=孔的最小实体尺寸10.015mm
2) 由本表查出量规公差数值并标出量规制造尺寸: 通端(T ):10.003300018.0- 止端(Z )
:10.0150
0018.0- 例2:计算φ25d9轴用量规的基本尺寸 1) 查本表计算量规基本尺寸
a 、 由国家标准《公差与配合》查得φ25d9的极限偏差为φ25065
.0117.0--
b 、 由本表查得W 为0.009
c 、 根据公差带可得:
通端(T )基本尺寸=轴的最大实体尺寸-W =24.935-0.009
=24.926mm
止端(Z )基本尺寸=轴的最小实体尺寸24.883mm
2) 由本表查出量规公差数值并标出量规制造尺寸:
通端(T ):24.926004.00+
止端(Z )
:24.883004
.00+。
光滑极限量规设计计算表.xls

0.011 T 值 0.006 Z 值 0.008 工件公差 .036~.057 57~89 0.0125 大于315 (Z+T/2)值 0.0089 至500 T 值 0.0054 0.007 Z 值 0.0062 0.009 大于250 至315
(Z+T/2)值
0.008 0.0048 0.0056
0.1225 0.045 0.1 0.135 0.05 0.11
890~1400 1400~2300
塞规(止) 0 0.0032
磨损极限 109.992
卡规(止) 0.0038 0
磨损极限 166.667
基本尺寸 孔上偏差 孔下偏差 110 0.017 -0.008
(Z+T/2)值
塞规(止) 110.017
0.0054
基本尺寸 轴上偏差 轴下偏差 166.65 0.017 -0.008
(Z+T/2)值
查表T值 0.0038
查表Z值 0.0044
0.0063
卡规(通) 0.0038 166.6607 0
0.015 0.021 0.028 0.04 0.055 0.008 0.01 0.012 0.016 0.02 0.011 0.016 0.022 0.032 0.045 89~140 140~230 230~360 360~570 570~890 0.0165 0.0235 0.032 0.045 0.061 0.009 0.011 0.014 0.018 0.022 0.012 0.018 0.025 0.036 0.05 孔用量规各尺寸一览 塞规(通) 查表T值 查表Z值 0 0.0032 0.0038 109.9974 0.0032 轴用量规各尺寸一览
光滑塞规的公差等级表和计算公式

量规设计实例:
量规设计实例:
例1:设计检验Ф30+0.033/-0.00的孔用量规
一、根据被检工件的基本尺寸和公差等级,由表中可
查出相应量规的T值和Z值,公差等级为8级,与其相对应量规的Z值为0.005mm,T值为0.0034mm
二、根据量规公差带图,计算出量规的最大、最小以
及磨损尺寸(磨损尺寸略)
1.通规的计算
Tmax=MMS+Z+T/2
=D+EI+Z+T/2
=30+0+0.005+0.0034/2
=30.0067
Tmin=MMS+Z-T/2
=30.0033
由上式可知:孔用量规通规的公式为
2.止规的计算
Zmax=LMS
=D+ES
=30+0.033
=30.033
Zmin=LMS-T
=30.0296
由上式可知:孔用量规止规的公式为
例2:设计检验Ф30-0.020/-0.041的轴用量规
轴用通(止)规尺寸的计算与孔用通(止)规尺寸的计算方法类似,即:
轴用量规通规的公式为
轴用量规止规的公式为。
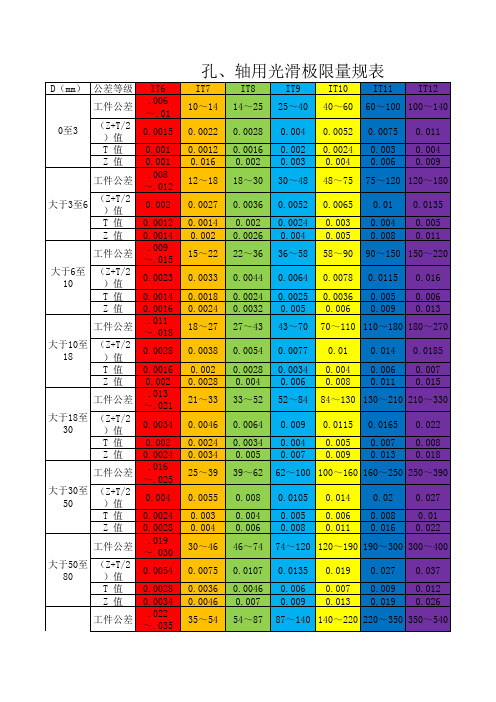
孔轴光滑极限量规表

孔、轴用光滑极限量规表孔、轴用光滑极限量规表 D (mm ) 公差等级IT6 IT7 IT8IT9IT10 IT11IT12IT13IT140至3工件公差.006~.0110~14 14~25 25~40 40~60 60~100 100~140 140~250 250~400 (Z+T/2)值 0.00150.0022 0.0028 0.004 0.0052 0.0075 0.011 0.017 0.0245 T 值 0.001 0.0012 0.0016 0.002 0.0024 0.003 0.004 0.006 0.009 Z 值 0.0010.0160.0020.0030.004 0.0060.0090.0140.02大于3至6工件公差.008~.012 12~1818~30 30~48 48~75 75~120 120~180 180~300 300~480 (Z+T/2)值 0.0020.0027 0.0036 0.0052 0.0065 0.01 0.0135 0.0195 0.0305 T 值 0.0012 0.0014 0.0020.00240.003 0.004 0.005 0.007 0.011 Z 值 0.00140.002 0.0026 0.004 0.005 0.008 0.011 0.016 0.025 大于6至10工件公差.009~.015 15~22 22~36 36~58 58~90 90~150 150~220 220~360 360~580(Z+T/2)值 0.00230.0033 0.0044 0.0064 0.0078 0.0115 0.016 0.024 0.0365 T 值 0.00140.0018 0.0024 0.0025 0.0036 0.005 0.006 0.008 0.013 Z 值 0.00160.0024 0.0032 0.005 0.006 0.009 0.013 0.02 0.03 大于10至18工件公差.011~.018 18~27 27~43 43~70 70~110 110~180 180~270 270~430 430~700(Z+T/2)值 0.00280.0038 0.0054 0.0077 0.01 0.014 0.0185 0.029 0.0425 T 值 0.0016 0.002 0.0028 0.0034 0.004 0.006 0.007 0.01 0.015 Z 值 0.0020.0028 0.0040.0060.008 0.011 0.015 0.024 0.035 大于18至30工件公差.013~.021 21~33 33~52 52~84 84~130 130~210 210~330 330~520 520~840(Z+T/2)值 0.00340.0046 0.0064 0.009 0.0115 0.0165 0.022 0.034 0.049 T 值 0.002 0.0024 0.0034 0.004 0.005 0.007 0.008 0.012 0.018 Z 值 0.00240.0034 0.005 0.007 0.009 0.013 0.018 0.028 0.04 大于30至50工件公差.016~.025 25~39 39~62 62~100 100~160 160~250 250~390 390~620 620~1000(Z+T/2)值 0.0040.0055 0.008 0.0105 0.014 0.02 0.027 0.041 0.061 T 值 0.0024 0.003 0.004 0.005 0.006 0.008 0.01 0.014 0.022 Z 值 0.00280.004 0.0060.0080.011 0.016 0.022 0.034 0.05 大于50至80工件公差.019~.030 30~46 46~74 74~120 120~190 190~300 300~400 400~740 740~1200 (Z+T/2)值 0.00540.0075 0.0107 0.0135 0.019 0.027 0.037 0.056 0.085 T 值 0.0028 0.0036 0.0046 0.006 0.007 0.009 0.012 0.016 0.026 Z 值 0.00340.0046 0.0070.0090.013 0.019 0.026 0.04 0.06 大于80至120工件公差.022~.035 35~54 54~87 87~140 140~220 220~350 350~540 540~870 870~1400 (Z+T/2)值 0.00540.0075 0.0107 0.0135 0.019 0.027 0.037 0.056 0.085 T 值 0.0032 0.0042 0.0054 0.007 0.008 0.01 0.014 0.02 0.03 Z 值 0.0038 0.0054 0.008 0.01 0.015 0.022 0.03 0.046 0.07 大于120至180工件公差.025~.04 40~63 63~100 100~160 160~250 250~400 400~630 630~1000 1000~1600(Z+T/2)值 0.00630.0084 0.012 0.016 0.0225 0.031 0.043 0.063 0.0975 T 值 0.0038 0.0048 0.006 0.008 0.009 0.012 0.016 0.022 0.035 Z 值 0.00440.006 0.0090.0120.018 0.025 0.035 0.052 0.08 大于180至250工件公差.029~.046 46~72 72~115 115~185 185~290 290~460 460~720 720~1150 1150~1850 (Z+T/2)值 0.00720.0097 0.0135 0.0185 0.025 0.036 0.049 0.073 0.11 T 值 0.0044 0.0054 0.007 0.009 0.01 0.014 0.018 0.026 0.04 Z 值 0.0050.007 0.01 0.014 0.02 0.029 0.04 0.06 0.09 大于250至315工件公差.032~.052 52~81 81~130 130~210 210~320 320~520 520~810 810~1300 1300~2100(Z+T/2)值 0.0080.011 0.015 0.021 0.028 0.04 0.055 0.08 0.1225 T 值 0.0048 0.006 0.008 0.01 0.012 0.016 0.02 0.028 0.045 Z 值 0.00560.008 0.0110.0160.022 0.032 0.045 0.066 0.1 大于315至500 工件公差.036~.057 57~89 89~140 140~230 230~360 360~570 570~890 890~1400 1400~2300 (Z+T/2)值 0.00890.0125 0.0165 0.0235 0.032 0.045 0.061 0.09 0.135 T 值 0.0054 0.007 0.009 0.011 0.014 0.018 0.022 0.032 0.05 Z 值 0.0062 0.009 0.012 0.018 0.025 0.036 0.05 0.074 0.11孔用量规各尺寸一览 基本尺寸 孔上偏差 孔下偏差 (Z+T/2)值 查表T 值 查表Z 值 塞规(通) 塞规(止) 磨损极限 20 0.1 0.05 0.08 0.0012 0.05 20.13 0 20.1 0 20.05 0.0012 0.0012轴用量规各尺寸一览 基本尺寸 轴上偏差 轴下偏差 (Z+T/2)值 查表T 值 查表Z 值 卡规(通) 卡规(止) 磨损极限 0 0 0 0 0 0 0校通-通 校通-损 校止-通 00 00 0。
光滑极限量规设计计算表

<0.006~0.01 <0.01~0.014 <0.014~0.025 <0.025~0.04
0至3
T 值 Z 值 工件公差
(Z+T/2)值
大于3 至6
T 值 Z 值 工件公差
(Z+T/2)值
大于6 至10
T 值 Z 值 工件公差
(Z+T/2)值
大于10 至18
T 值 Z 值 工件公差
(Z+T/2)值
塞规、卡规用光滑极限量规表 IT8 IT9 0.0028 0.0016 0.002 18~30 0.0036 0.002 0.0026 22~36 0.0044 0.0024 0.0032 27~43 0.0054 0.0028 0.004 33~52 0.0064 0.0034 0.005 39~62 0.008 0.004 0.006 46~74 0.0107 0.0046 0.007 54~87 0.0107 0.0054 0.008 63~100 0.012 0.006 0.009 72~115 0.0135 0.007 0.01 81~130 0.004 0.002 0.003 30~48 0.0052 0.0024 0.004 36~58 0.0064 0.0025 0.005 43~70 0.0077 0.0034 0.006 52~84 0.009 0.004 0.007 62~100 0.0105 0.005 0.008 74~120 0.0135 0.006 0.009 87~140 0.0135 0.007 0.01 100~160 0.016 0.008 0.012 115~185 0.0185 0.009 0.014 130~210
大于18 至30
T 值 Z 值 工件公差
光滑极限量规公差速查表 内含公式
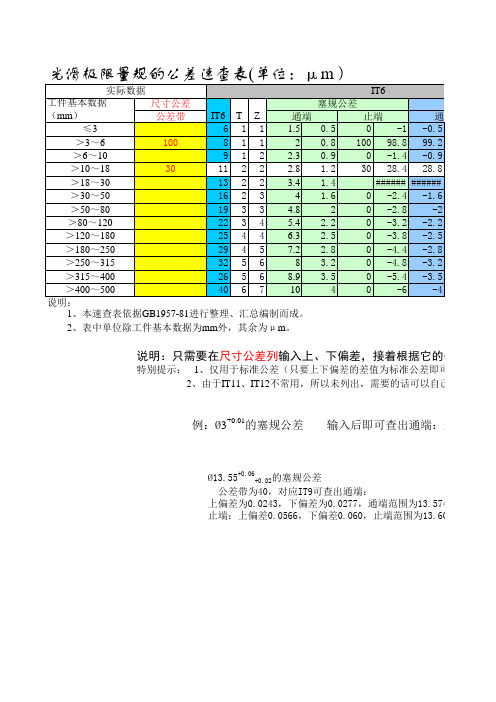
1、本速查表依据GB1957-81进行整理、汇总编制而成。
2、表中单位除工件基本数据为mm外,其余为μm。
说明:只需要在尺寸公差列输入上、下偏差,接着根据它的公差等级选
特别提示: 1、仅用于标准公差(只要上下偏差的差值为标准公差即可);
2、由于IT11、IT12不常用,所以未列出,需要的话可以自己补充。
例:Ø3+0.01的塞规公差输入后即可查出通端:上偏差为0
Ø13.55+0.06+0.02的塞规公差
公差带为40,对应IT9可查出通端:
上偏差为0.0243,下偏差为0.0277,通端范围为13.5743-13.577;
止端:上偏差0.0566,下偏差0.060,止端范围为13.6066-13.61
围为13.5743-13.577;范围为13.6066-13.61
标准公差即可);
的话可以自己补充。
出通端:上偏差为0.0022,下偏差为0.001;止端:上偏差0.01,下偏差0.0088根据它的公差等级选择相应的(已自动计算完毕)塞规公差即可。
088。
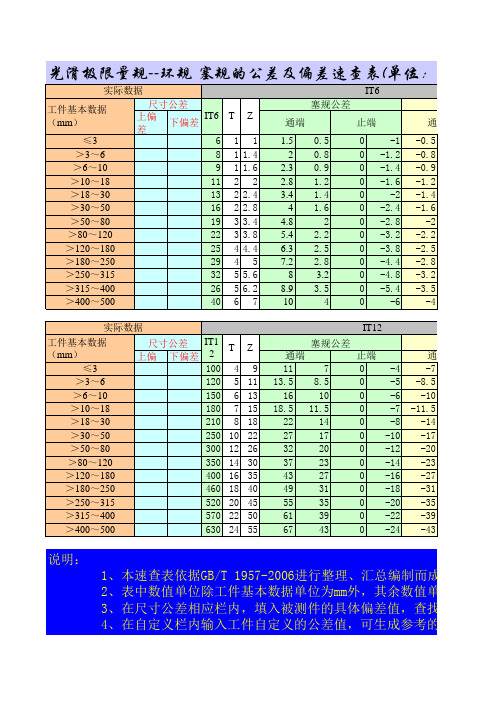
环规塞规的公差及偏差速查表
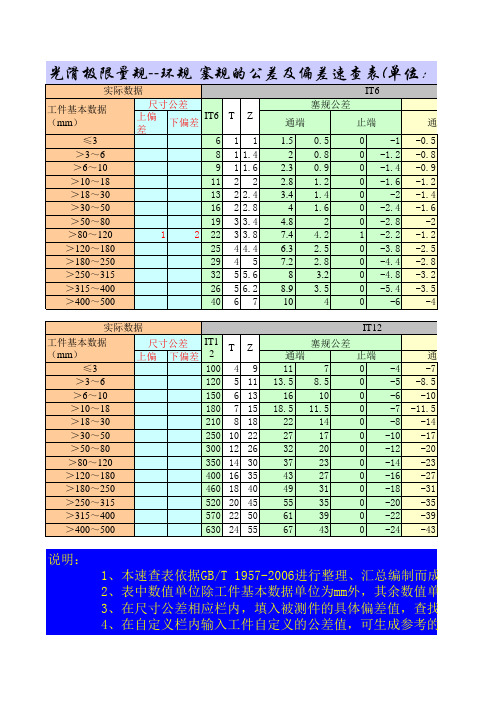
工件基本数据 (mm)
≤3 >3~6 >6~10 >10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~500
尺寸公差 IT1 上偏 下偏差 2
T
Z
100 4 9
120 5 11
150 6 13
180 7 15
IT14
塞规公差
通端
止端
24.5 15.5
0
-9
30.5 19.5
0 -11
36.5 23.5
0 -13
42.5 27.5
0 -15
49
31
0 -18
61
39
0 -22
73
47
0 -26
85
55
0 -30
97.5 62.5
0 -35
110
70
0 -40
122.5 77.5
0 -45
135
85
0 -50
编制而成。 余数值单位均为μm。 值,查找的对应栏内为检具的具体制造偏差值。 成参考的检具公差和偏差值。
环规公差
止端
1.2 1.4 1.8
2 2.4
3 3.6 6.2 4.8 5.4
6 7 8
IT8 T Z
0 14 2 2 0 18 2 3 0 22 2 3 0 27 3 4 0 33 3 5 0 39 4 6 0 46 5 7 2 54 5 8 0 63 6 9 0 72 7 10 0 81 8 11 0 89 9 12 0 97 10 14
74
46
0 -28 -46 -74
28
0
光滑极限量规表(全)内孔 外圆

塞规(止) 0 20.1 0.0012
磨损极限 20.05
基本尺寸 轴上偏差 轴下偏差
(Z+T
磨损极限 0
校通-通 0 0 0 0
0 0
0
0 0
IT12 100~140 0.011 0.004 0.009 120~180 0.0135 0.005 0.011 150~220 0.016 0.006 0.013 180~270 0.0185 0.007 0.015 210~330 0.022 0.008 0.018 250~390 0.027 0.01 0.022 300~400 0.037 0.012 0.026 350~540 0.037 0.014 0.03 400~630 0.043 0.016 0.035 460~720 0.049 0.018 0.04 520~810 0.055 0.02 0.045 570~890 0.061 0.022 0.05
孔、轴用光滑极限量规表 IT8 IT9 IT10 14~25 25~40 40~60 0.0028 0.004 0.0052 0.0016 0.002 0.0024 0.002 0.003 0.004 18~30 30~48 48~75 0.0036 0.0052 0.0065 0.002 0.0024 0.003 0.0026 0.004 0.005 22~36 36~58 58~90 0.0044 0.0064 0.0078 0.0024 0.0025 0.0036 0.0032 0.005 0.006 27~43 43~70 70~110 0.0054 0.0077 0.01 0.0028 0.0034 0.004 0.004 0.006 0.008 33~52 52~84 84~130 0.0064 0.009 0.0115 0.0034 0.004 0.005 0.005 0.007 0.009 39~62 62~100 100~160 0.008 0.0105 0.014 0.004 0.005 0.006 0.006 0.008 0.011 46~74 74~120 120~190 0.0107 0.0135 0.019 0.0046 0.006 0.007 0.007 0.009 0.013 54~87 87~140 140~220 0.0107 0.0135 0.019 0.0054 0.007 0.008 0.008 0.01 0.015 63~100 100~160 160~250 0.012 0.016 0.0225 0.006 0.008 0.009 0.009 0.012 0.018 72~115 115~185 185~290 0.0135 0.0185 0.025 0.007 0.009 0.01 0.01 0.014 0.02 81~130 130~210 210~320 0.015 0.021 0.028 0.008 0.01 0.012 0.011 0.016 0.022 89~140 140~230 230~360 0.0165 0.0235 0.032 0.009 0.011 0.014 0.012 0.018 0.025
光滑极限量规设计计算表
0.085 0.026 0.06
870~1400
0.085 0.03 0.07 0.0975 0.035 0.08 0.11 0.04 0.09 0.1225 0.045 0.1
630~1000 1000~1600
720~1150 1150~1850
810~1300 1300~2100
孔、轴用光滑极限量规表
D(mm) 公差等级 IT6 工件公差 .006~.01 (Z+T/2)值 0.0015 0至3 T 值 0.001 Z 值 0.001 .008~.012 工件公差 (Z+T/2)值 0.002 大于3至6 T 值 0.0012 Z 值 0.0014 工件公差 .009~.015 大于6至 (Z+T/2)值 0.0023 10 T 值 0.0014 Z 值 0.0016 工件公差 .011~.018 大于10至 (Z+T/2)值 0.0028 18 T 值 0.0016 Z 值 0.002 .013~.021 工件公差 大于18至 (Z+T/2)值 0.0034 30 T 值 0.002 Z 值 0.0024 工件公差 .016~.025 大于30至 (Z+T/2)值 0.004 50 T 值 0.0024 Z 值 0.0028 工件公差 .019~.030 大于50至 (Z+T/2)值 0.0054 80 T 值 0.0028 Z 值 0.0034 工件公差 .022~.035 大于80至 (Z+T/2)值 0.0054 120 T 值 0.0032 Z 值 0.0038 工件公差 .025~.04 (Z+T/2)值 0.0063 大于120 至180 T 值 0.0038 Z 值 0.0044 工件公差 .029~.046 大于180 (Z+T/2)值 0.0072 至250 T 值 0.0044 Z 值 0.005 工件公差 .032~.052 大于250 (Z+T/2)值 0.008 至315 T 值 0.0048 Z 值 0.0056 IT7 10~14 0.0022 0.0012 0.016 12~18 0.0027 0.0014 0.002 15~22 0.0033 0.0018 0.0024 18~27 0.0038 0.002 0.0028 21~33 0.0046 0.0024 0.0034 25~39 0.0055 0.003 0.004 30~46 0.0075 0.0036 0.0046 35~54 0.0075 0.0042 0.0054 40~63 0.0084 0.0048 0.006 46~72 0.0097 0.0054 0.007 52~81 0.011 0.006 0.008 IT8 IT9 IT10 IT11 14~25 25~40 40~60 60~100 0.0028 0.004 0.0052 0.0075 0.0016 0.002 0.0024 0.003 0.002 0.003 0.004 0.006 18~30 30~48 48~75 75~120 0.0036 0.0052 0.0065 0.01 0.002 0.0024 0.003 0.004 0.0026 0.004 0.005 0.008 22~36 36~58 58~90 90~150 0.0044 0.0064 0.0078 0.0115 0.0024 0.0025 0.0036 0.005 0.0032 0.005 0.006 0.009 27~43 43~70 70~110 110~180 0.0054 0.0077 0.01 0.014 0.0028 0.0034 0.004 0.006 0.004 0.006 0.008 0.011 33~52 52~84 84~130 130~210 0.0064 0.009 0.0115 0.0165 0.0034 0.004 0.005 0.007 0.005 0.007 0.009 0.013 39~62 62~100 100~160 160~250 0.008 0.0105 0.014 0.02 0.004 0.005 0.006 0.008 0.006 0.008 0.011 0.016 46~74 74~120 120~190 190~300 0.0107 0.0135 0.019 0.027 0.0046 0.006 0.007 0.009 0.007 0.009 0.013 0.019 54~87 87~140 140~220 220~350 0.0107 0.0135 0.019 0.027 0.0054 0.007 0.008 0.01 0.008 0.01 0.015 0.022 63~100 100~160 160~250 250~400 0.012 0.016 0.0225 0.031 0.006 0.008 0.009 0.012 0.009 0.012 0.018 0.025 72~115 115~185 185~290 290~460 0.0135 0.0185 0.025 0.036 0.007 0.009 0.01 0.014 0.01 0.014 0.02 0.029 81~130 130~210 210~320 320~520 0.015 0.021 0.028 0.04 0.008 0.01 0.012 0.016 0.011 0.016 0.022 0.032 IT12 100~140 0.011 0.004 0.009 120~180 0.0135 0.005 0.011 150~220 0.016 0.006 0.013 180~270 0.0185 0.007 0.015 210~330 0.022 0.008 0.018 250~390 0.027 0.01 0.022 300~400 0.037 0.012 0.026 350~540 0.037 0.014 0.03 400~630 0.043 0.016 0.035 460~720 0.049 0.018 0.04 520~810 0.055 0.02 0.045
孔、轴用光滑极限量规表

IT9 25~40 0.004 0.002 0.003 30~48 0.0052 0.0024 0.004 36~58 0.0064 0.0025 0.005 43~70 0.0077 0.0034 0.006 52~84 0.009 0.004 0.007 62~100 0.0105 0.005 0.008 74~120 0.0135 0.006 0.009 87~140 0.0135 0.007
工件公差 .011~.018
工件公差 .013~.021
工件公差 .016~.025
工件公差 .019~.030
工件公差 .022~.035
大于80至 120 Z 值 工件公差 大于120至 (Z+T/2)值 180 T 值 Z 值 大于180至 (Z+T/2)值 250 T 值 Z 值 大于250至 (Z+T/2)值 315 T 值 Z 值 大于315至 (Z+T/2)值 500 T 值 Z 值 0.0038 .025~.04 0.0063 0.0038 0.0044 0.0072 0.0044 0.005 0.008 0.0048 0.0056 0.0089 0.0054 0.0062 0.0054 40~63 0.0084 0.0048 0.006 46~72 0.0097 0.0054 0.007 52~81 0.011 0.006 0.008 57~89 0.0125 0.007 0.009 0.008 63~100 0.012 0.006 0.009 72~115 0.0135 0.007 0.01 81~130 0.015 0.008 0.011 89~140 0.0165 0.009 0.012 0.01 100~160 0.016 0.008 0.012 115~185 0.0185 0.009 0.014 130~210 0.021 0.01 0.016 140~230 0.0235 0.011 0.018 0.015 160~250 0.0225 0.009 0.018 185~290 0.025 0.01 0.02 210~320 0.028 0.012 0.022 230~360 0.032 0.014 0.025
光滑量规公差,自动计算及查询表格
-2.2 -2.7 -3.3 -3.8 -4.6 -5.5
-6.4 -7.5 -8.4 -9.7 -11 -12.5 -14
环规公差
通端
止端
-11
4
-13.5
5
-16
6
-18.5
7
-22
8
-27
10
-32
12
-37
14
-43
16
-49
18
-55
20
-61
22
-67
24
IT1 3
T
Z
0 140 6 14
0 -120
环规公差
通端
止端-30 -50 Nhomakorabea20
-37.5 -62.5
25
-45 -75
30
-57.5 -92.5
35
-70 -110
40
-85 -135
50
-100 -160
60
-115 -185
70
-140 -220
80
-155 -245
90
-170 -270 100
-195 -305 110
-220 -340 120
147.5 92.5
0 -55
环规公差
通端
止端
-15.5 -24.5
9
-19.5 -30.5
11
-23.5 -36.5
13
-27.5 -42.5
15
-31 -49
18
-39 -61
22
-47 -73
26
-55 -85
30
-62.5 -97.5
35
3-2光滑极限量规解读

为了保证产品的互换性,实际生产中不允许误收,但允许
存在一定数量的误废。 国标规定两种验收方法:
d max
(1)内缩(内缩一个安全裕度A) (2)不内缩
误废 d a1 轴 公 差 带
d min
误收
da 2
3.6.1 用通用计量器具测 量工件
1、验收极限和安全裕度
1.1 验收极限
指用于判断零件实际尺寸是否合格的尺寸极限。 1.2 安全裕度 指为了避免误收而在确定验收极限时向公差带内 用A表示,一般为被测工件尺寸公差值的十分之一。 缩的量。安全裕度
尺寸合格条件: 下验收极限≤Da≤上验收极限 下验收极限≤da≤上验收极限
对于轴:
d上验收极限=dMMS-A=dmax-A d下验收极限=dLMS+A=dmin+A
采用单边内缩
dM
A
Dmin(M)
dmin(L)
Cp≥1采用包容要求时的验收极限
A DM
轴 公 差 带
dmax(M)
上验收极限 下验收极限
注意加以区别。
对于弯曲轴,作用尺寸大于最大实际尺寸df e ≥ da
只有Df e ≥ df e,孔、轴才能自由装配(不是Da ≥ da)
4、量规的设计依据
(1)泰勒原则
对于孔 对于轴 Dfe≥Dmin 且 dfe≤ dmax 且 Da≤Dmax da ≥dmin
理论上,量规设计遵循泰勒原则,通规控制工件体 外作用尺寸使它不超出工件的最大实体尺寸,故做成 全形;止规控制工件任意位置两点间的实际尺寸使它 不超出工件的最小实体尺寸,故做成两点状。 简单讲,泰勒原则就是有配合要求的孔、轴,其局 部实际尺寸与形状误差都要控制在尺寸公差带以内。
尺寸,其验收极限应按内缩法确定; (2)当工艺能力指数Cp≥1时,不内缩;如果采用包 容要求是,在最大实体尺寸一侧内缩; (3)对于偏态分布的尺寸,其验收极限可以只对尺
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、本速查表依据GB1957-81进行整理、汇总编制而成。
2、表中单位除工件基本数据为mm外,其余为μm。
说明:只需要在尺寸公差列输入上、下偏差,接着根据它的公差等级选
特别提示: 1、仅用于标准公差(只要上下偏差的差值为标准公差即可);
2、由于IT11、IT12不常用,所以未列出,需要的话可以自己补充。
例:Ø3+0.01的塞规公差输入后即可查出通端:上偏差为0
Ø13.55+0.06+0.02的塞规公差
公差带为40,对应IT9可查出通端:
上偏差为0.0243,下偏差为0.0277,通端范围为13.5743-13.577;
止端:上偏差0.0566,下偏差0.060,止端范围为13.6066-13.61
围为13.5743-13.577;范围为13.6066-13.61
标准公差即可);
的话可以自己补充。
出通端:上偏差为0.0022,下偏差为0.001;止端:上偏差0.01,下偏差0.0088根据它的公差等级选择相应的(已自动计算完毕)塞规公差即可。
088。