SRH液相循环加氢技术开发与开发与工业应用
液相循环加氢(SRH)技术在柴油加氢装置中的推广应用

液相循环加氢(SRH)技术在柴油加氢装置中的推广应用发表时间:2019-11-14T12:11:38.420Z 来源:《科学与技术》2019年第12期作者:周卫锋田端强[导读] 为满足质量升级的要求,胜利石化总厂引进中石化开发的液相循环加氢(SRH)技术在100万吨/年的柴油加氢装置推广应用。
摘要:为满足质量升级的要求,胜利石化总厂引进中石化开发的液相循环加氢(SRH)技术在100万吨/年的柴油加氢装置推广应用。
结果表明:液相循环加氢(SRH)技术后与传统柴油加氢技术相比,装置一次投资少;产品达到Ⅵ柴油标准,可生产出符合国Ⅵ标准的车用清洁柴油;节能效果明显,能耗比传统加氢装置节约3-3.5kg标油/吨原料具有明显的经济效益和社会效益。
关键词:液相循环加氢(SRH)硫含量加氢节能前言环境问题是中国21世纪面临的最严峻挑战之一,保护环境是保证经济长期稳定增长和实现可持续发展的基本国家利益。
环境问题解决得好坏关系到中国的国家安全、国际形象、广大人民群众的根本利益,以及全面小康社会的实现。
保护环境是中国长期稳定发展的根本利益和基本目标之一,实现可持续发展依然是中国面临的严峻挑战。
企业在人类社会发展进程中同时扮演着保护环境与破坏环境的双重角色,负有不可推卸的环境责任。
硫是在铅之后最值得关注的油品质量指标,因为它可能引起癌症、心血管疾病等,尤其是它衍生的颗粒污染物会对呼吸道带来非常严重的影响。
联合国环境署一项在撒哈拉以南地区的研究显示,对炼油设备每投资30亿美元改善油品质量,可以带来250亿美元的健康效益。
“对于任何一个国家来说,这都是一项很好的投资。
”车用柴油质量升级,主要是通过柴油加氢来实现。
目前柴油加氢精制脱硫率为95%左右,如果达到国四硫含量要求(50ppm), 加氢精制脱硫率需要达到99%;而要生产国五硫含量标准的车用柴油(10ppm), 加氢精制脱硫率要达到99.9%以上。
如果再考虑提高十六烷值的问题, 则需要提高加氢的反应温度, 降低空速。
加氢工艺作业考试题库-加氢生产技术与主要灾害事故预防

当两种物体接触,其间距小于25x10-8cm时,将发生电 53 子转移,并在分界面两侧出现大小相等、极性相反的
两层电荷。当两种物体迅速分离时即可能产生静电。
异常带电指在正常情况下不应当带电的生产设施或其
54 中的部分设施意外带电。异常带电容易导致人员受到
两级高速离心泵。
在加氢装置中的新鲜氢气压缩机,用以补充反应所消
33
耗的氢气。由于这种压缩机的进出口压差比较大,流 量相较小,一般都使用往复式压缩机。
在加氢装置中的循环氢压缩机,其作用是将循环氢气
34
压缩,再送回反应器系统中,以维持反应器氢分压。 相对来说其流量较大,压差较小,一般都使用离心式
压缩机。
90 气,而且反应器内操作压力高、温度高,在发生泄漏
或超温超压时,有火灾爆炸的危险性。
91
加氢装置的高压分离器,是反应物汽液分离设备,但 不是反应系统的压力控制点。
加氢装置的高压分离器,液位过高会造成循环氢带液
92
损坏循环机,液位过低会导致高压系统窜入低压系统 。因此其玻璃液位计压力表调节阀等,任何一个失误
不大于10℃为宜。
提高压力有利于加氢反应的进行。氢分压增加可提高
4 加氢脱硫、脱氮过程的反应深度,提高反应压力有利
于延缓催化剂表面积炭速度,延长催化剂使用寿命。
对于加氢装置,进料量增加时,空速增大,原料油在
5 催化剂上的停留时间短,反应深度浅,反之反应深度
深。
对于加氢装置增加氢油比可以少量地增加脱硫率,降
护作用。
以晶体管逻辑元件组成的触点式电路具有稳定可靠、
43 功能完善、维修方便等优良性能,目前已在广泛应用
柴油精制技术进展
广东化工 2012年第16期· 92 · 第39卷总第240期柴油精制技术进展尚猛,田正浩,迟元龙(中国石化齐鲁石油化工公司胜利炼油厂,山东临淄 255014)[摘要]通过分析国内外柴油加氢精制形势,介绍了国内外非加氢脱硫技术和加氢精制工艺以及催化剂的研究现状,指出今后很长一段时间,国内外还是以柴油加氢脱硫工艺为主。
同时也介绍了液相柴油加氢精制技术的现状和技术特点。
通过资料的整理总结,可以为柴油精制技术路线的选择及新技术的开发提供参考和依据。
[关键词]加氢脱硫;催化剂;非加氢脱硫;液相柴油加氢[中图分类号]TE624.6 [文献标识码]A [文章编号]1007-1865(2012)16-0092-02Technology Progress of Diesel Oil RefiningShang Meng, Tian Zhenghao, Chi Yuanlong(Shengli Refinery, QILU Petrochemical Chemical Industry Branch, Linzi 255014, China) Abstract: By analyzing the domestic and international diesel oil hydrogenation refining situation, introducing domestic and international non hydrogenation desulfurization, hydrogenation refining process and catalyst research status, for a long time in the future, appointed out mainly for diesel- oil hydrogenation and desulfurization process at home and abroad.At the same time introduced current situation of liquid phase diesel oil hydrogenation refining and technical features. Through the summary of the data collation, provided reference and basis for the diesel refining technology route selection and development of new technologies.Keywords: HDS;ctalyst;NHDS;SRH目前,世界石油总的趋势是变重变劣,硫含量、氮含量、金属含量越来越高,加工难度越来越大。
Isotherming液相循环加氢技术的工业应用-金澳 1

Isotherming®液相循环加氢技术的工业应用湖北省潜江市433100)摘要DuPont™IsoTherming®液相循环加氢技术通过循环加氢处理过的液流为反应器提供反应需要的氢气,同时也作为冷源维持反应的接近等温条件,从而避免不受控的裂化反应,降低轻组分的生成。
IsoTherming®液相加氢技术可以处理不同来源的柴油并在适宜的工艺条件下生产满足规格的清洁柴油产品。
化工有限公司1.0Mton/a柴蜡油加氢改质装置采用杜邦公司的IsoTherming®液相加氢技术,原料为直馏柴油,催化柴油,焦化柴油,焦化蜡油的混合物,在体积空速1.52 h-1,循环比3.54,反应器入口温度351.5℃的条件下,加工高硫原料时的脱硫率可以达到98%。
可以生产满足国Ⅲ柴油质量标准的清洁柴油。
同时该装置的长期稳定运行表明IsoTherming®液相循环加氢技术及其关键设备成熟可靠。
关键词:IsoTherming®;液相加氢;清洁柴油;1引言随着环保法规的日趋严格,车用柴油的硫含量标准逐年在修订。
我国普通柴油规格标准GB252-2011要求硫含量不大于2000μg/g,在2013年7月1日以后要求不大于350μg/g。
为应对满足越来越严格的排放标准,生产低硫和超低硫柴油已经成为炼油加氢装置的目标。
在传统的氢气循环加氢工艺过程中,为满足液相中反应所需要的氢,必须采用较大的氢油体积比,循环氢压缩机的投资占整个加氢装置成本的较大比例,换热系统能耗较大。
我公司经过考察采用杜邦专利的Isotherming® 液相循环加氢技术,该技术不需要设置氢气循环系统,依靠高温循环油泵循环一定比例的加氢产物至反应器顶部来携带进反应所需的溶解氢,同时高压设备数量也大大减小,占地空间也相应减小,是降低操作成本的同时实现油品质量升级的较好的技术【1】。
2装置概况该装置隶属于化工有限公司全液相柴蜡油加氢改质装置,设计能力100万吨/年,设计原料为直馏柴油,催化柴油,焦化柴油,焦化蜡油按比例的混合物,采用进口加氢精制催化剂,主要目的是为了改善公司原有催化裂化装置原料油的性质,同时对不同来源柴油原料进行加氢精制以满足本区域市场对柴油硫含量的环保要求。
液相加氢技术现状及发展前景

液相加氢技术现状及发展前景王萌;金月昶;王铁刚;李国萍【摘要】Present situation of the liquid phase hydrogenation technology was introduced. The breakthrough of Iso Therming liquid phase hydrogenation technology and SRH liquid circulation hydrogenation technology was discussed. The process flow and technical characteristics of two kinds of technology were analyzed. And they were compared with conventional hydrogenation technologies. The results show that the liquid phase hydrogenation technology has prominent advantages and brilliant development prospect in industrial production.% 简要概述了液相加氢技术的发展现状,介绍了Iso Therming液相加氢技术、SRH液相循环加氢技术在加氢技术中的突破。
对两种技术的工艺流程及技术特点进行分析,并将液相加氢技术与常规加氢技术对比,得出液相加氢技术在工业生产中的突出优势及其发展前景。
【期刊名称】《当代化工》【年(卷),期】2013(000)004【总页数】3页(P436-438)【关键词】液相加氢;柴油加氢装置;Iso Therming技术;能耗;循环泵【作者】王萌;金月昶;王铁刚;李国萍【作者单位】辽宁石油化工大学,辽宁抚顺 113001;中国寰球工程公司辽宁分公司,辽宁抚顺 113006;中国寰球工程公司辽宁分公司,辽宁抚顺 113006;中国石油抚顺石化公司石油三厂,辽宁抚顺 113001【正文语种】中文【中图分类】TE624随着环保法规日益严格,全球燃料清洁化的总趋势是汽油向低硫、低烯烃、低芳烃、低苯和低蒸汽压发展;柴油向低硫、低芳烃(主要是稠环芳烃)、低密度和高十六烷值发展。
柴油液相循环加氢技术的工业应用
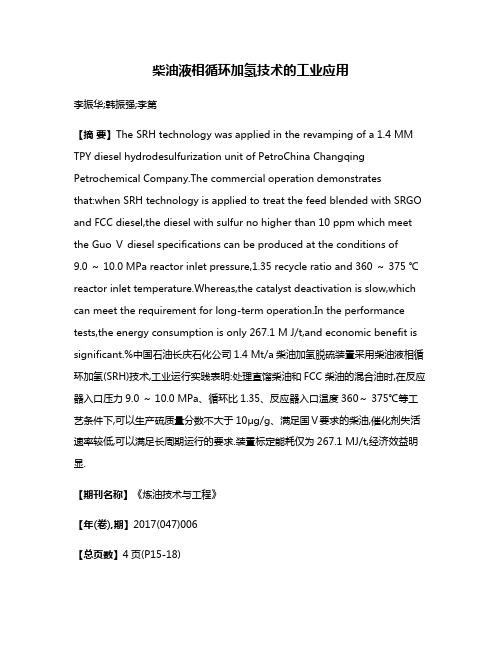
柴油液相循环加氢技术的工业应用李振华;韩振强;李第【摘要】The SRH technology was applied in the revamping of a 1.4 MM TPY diesel hydrodesulfurization unit of PetroChina Changqing Petrochemical Company.The commercial operation demonstratesthat:when SRH technology is applied to treat the feed blended with SRGO and FCC diesel,the diesel with sulfur no higher than 10 ppm which meet the Guo Ⅴ diesel specifications can be produced at the conditions of9.0 ~ 10.0 MPa reactor inlet pressure,1.35 recycle ratio and 360 ~375 ℃ reactor inlet temperature.Whereas,the catalyst deactivation is slow,which can meet the requirement for long-term operation.In the performance tests,the energy consumption is only 267.1 M J/t,and economic benefit is significant.%中国石油长庆石化公司1.4 Mt/a柴油加氢脱硫装置采用柴油液相循环加氢(SRH)技术,工业运行实践表明:处理直馏柴油和FCC柴油的混合油时,在反应器入口压力9.0 ~ 10.0 MPa、循环比1.35、反应器入口温度360~375℃等工艺条件下,可以生产硫质量分数不大于10μg/g、满足国Ⅴ要求的柴油,催化剂失活速率较低,可以满足长周期运行的要求.装置标定能耗仅为267.1 MJ/t,经济效益明显.【期刊名称】《炼油技术与工程》【年(卷),期】2017(047)006【总页数】4页(P15-18)【关键词】柴油;加氢脱硫;液相循环;国Ⅴ柴油;长周期运行【作者】李振华;韩振强;李第【作者单位】中国石油长庆石化公司,陕西省咸阳市712000;中国石油长庆石化公司,陕西省咸阳市712000;中国石油长庆石化公司,陕西省咸阳市712000【正文语种】中文随着国家对环保的日益重视,柴油质量升级的步伐也在加快,加氢装置在炼化企业发挥的作用越来越重要,常规的柴油加氢装置多采用滴流床反应器,操作时需要大量循环氢,造成装置能耗较高,催化剂利用率较低[1-2]。
柴油液相循环加氢技术的工业应用
称石 家 庄炼 化 公 司 ) 2 . 6 Mt / a柴 油 液 相 循 环 加 氢
装 置于 2 0 1 0年 1 0月 8 日开 始 施 工 , 2 0 1 1年 1 O月
氢脱硫 、 脱 氮 等 精 制 反 应 。从 反 应 器 出 来 的反 应
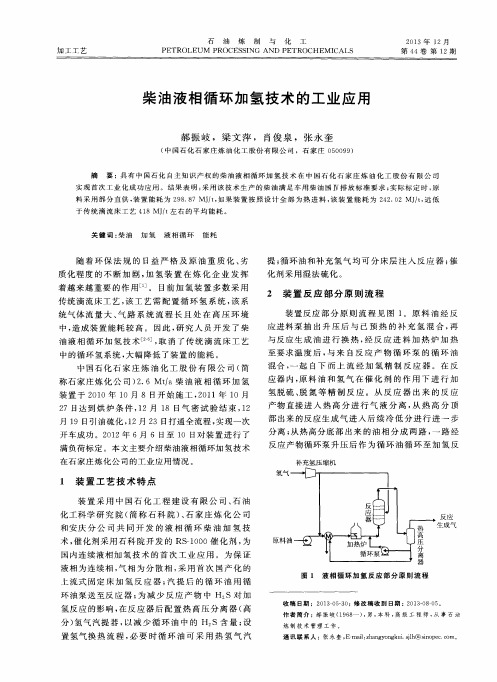
产物直 接 进 入 热 高 分 进 行 气 液 分 离 。 从 热 高 分 顶 部 出来 的反应 生成 气 进 入后 续 冷 低 分 进 行 进 一 步 分离 ; 从 热高 分底 部 出来 的油 相 分 成 两 路 , 一 路 经 反应 产物 循环 泵 升压 后 作 为循 环油 循 环 至 加 氢 反
中的循 环 氢 系统 , 大幅 降低 了装 置 的能耗 。
中 国石化 石 家 庄 炼 油 化 工 股 份 有 限公 司 ( 简
至要 求 温 度 后 , 与 来 自反 应 产 物 循 环 泵 的 循 环 油 混合 , 一 起 自下 而 上 流 经 加 氢 精 制 反 应 器 。在 反 应器内, 原 料 油 和 氢 气 在 催 化 剂 的作 用 下 进 行 加
环油 泵送 至 反 应器 ; 为减少反应产物中 H S对 加
图1 液 相 循 环 加 氢 反 应 部 分原 则 流 程
反 应 生 成 气
氢反 应 的影 响 , 在 反 应 器后 配 置 热 高 压分 离 器 ( 高
分) 氢气 汽 提器 , 以 减少 循 环 油 中的 H S含 量 ; 设 置 氢气 换 热 流 程 , 必 要 时循 环 油 可 采 用 热 氢 气 汽
补 充 氢 压 缩 机
2 7日达 到烘 炉条 件 , 1 2月 1 8日气 密试 验 结 束 , 1 2
月 1 9日引 油 硫 化 , 1 2月 2 3日打 通 全 流 程 , 实 现 一 次
液相循环加氢技术
SRH液相循环加氢技术的开发背景
➢ 液相循环加氢稀释了原料中的杂质含量 –有机氮化物是加氢催化剂的毒物,对加氢脱氮、 加氢脱硫和加氢脱芳反应有明显的抑止作用。 ➢装置取消了循环氢压缩机系统、高压换热器、 高压空冷器、高压分离器、循环氢脱硫塔,热 量损失小,大幅度降低装置能耗。同时投资费 用和操作费用均低,是低成本实现油品质量升 级的较好技术。
SRH液相循环加氢技术 开发与工业应用
中国石化抚顺石油化工研究院 2011年10月
内容提要
一、SRH液相循环加氢技术的开发背景 二、SRH液相循环加氢技术开发 三、SRH液相循环加氢技术工业应用 四、结论
SRH液相循环加氢技术的开发背景
➢ 环保法规日益严格,柴油的硫含量标准在逐年修订,发 展和使用超低硫甚至无硫柴油是当今世界范围内清洁燃 料发展的趋势[1]。例如欧盟法规规定2009年车用柴油的 硫含量在10g/g以下,美国2006年限制车用柴油的硫含 量在15g/g以下。我国轻柴油规格标准GB252-2000对柴 油硫含量的要求是不大于2000g/g,城市车用柴油国家 标准GB-T19147-2003参照欧洲Ⅱ类标准制定,其硫含量 要求小于500g/g,2011年7月1日参照欧Ⅲ标准执行硫 含量小于350g/g。北京、上海等城市已率先执行参照 欧Ⅳ制定的京标C、沪Ⅳ标准,即要求硫含量小于 50g/g。为应对新排放标准柴油的生产,开发装置投资 低、操作费用低的柴油深度加氢技术非常必要。
SRH液相循环加氢技术的开发
➢ 研究结果表明: 压力提高气体溶解度提高 温度提高利于氢气溶解 温度提高不利于硫化氢、氨等气体的溶解
H 溶解度,m% 2
H2S 溶解度,m%
0.35
3.0MPa
0.30
4.0MPa
国产循环泵在航煤液相循环加氢装置的应用

表 1 循环泵操作参数
项目 介质 流量(/ m3·h-1) 扬程/m 入口表压/MPa 入口温度/℃ 密度(/ kg·m-3)
炼油与化工
2021 年 第 3 期
REFINING AND CHEMICAL INDUSTRY
49
国产循环泵在航煤液相循环加氢装置的应用
倪晓斌,高小妮,秦广华,王应虎
(陕西延长石油(集团)有限责任公司榆林炼油厂,陕西 榆林 718500)
摘要:某炼油厂以典型液相加氢技术为基础,对技术进行了改造升级,形成了航煤液相循环加
Ni Xiaobin,Gao Xiaoni,Qin Guanghua,Wang Yinghu
(Shaanxi Yanchang Petroleum(group)Yulin Refinery,Yulin 718500,China) Abstract:Based on the typical liquid-phase hydrogenation technology, a refinery reformed and upgraded the technology, and formed the aviation kerosene liquid-phase circulating hydrogenation process technology, which provided the hydrogen needed for the hydrogenation reaction as taking fresh feedstock into the reaction system when recycling of liquid-phase products that improved the product uniformity and stability. Yulin refinery selected domestic circulating pump in aviation kerosene unit for the first time, and there was no standby circulating pump. The actual operation results showed, domestic circulating pump had reliable quality, sta⁃ ble operation, low investment cost and operation cost, which was a better technology to realize oil quality upgrading at low cost. Keywords:domestic;circulating pump;liquid-phase hydrogenation;aviation kerosene
液相循环加氢工艺在清洁柴油生产中的应用

液相循环加氢工艺在清洁柴油生产中的应用陈良【摘要】液相循环加氢(SRH)工艺以油品中的溶解氢为加氢反应的氢源,以油品中氢浓度的梯度变化为反应推动力,采用液相填充床反应器取代传统加氢反应器,取消氢气循环压缩机,减少了投资和能量消耗.某柴油液相循环加氢装置设计采用SRH工艺,并以直馏柴油为原料,采用FHUDS-2催化剂,生产硫质量分数小于50 μg/g精制柴油和部分石脑油.工业装置运行结果表明,SRH技术可生产硫质量分数小于50μg/g清洁柴油,适当提高反应温度还可以生产硫质量分数小于l0 μg/g清洁柴油.与常规柴油加氢装置相比,SRH装置投资节省30%以上,装置综合能耗降低30%左右;SRH反应器温升低,催化剂寿命长,目的产品收率高,但对原料要求较苛刻,难以处理二次加工油.精制效果和经济性的矛盾性需要在设计时统一考虑.【期刊名称】《炼油技术与工程》【年(卷),期】2015(045)010【总页数】4页(P5-8)【关键词】液相循环加氢;溶解氢;工业应用;硫含量;清洁柴油【作者】陈良【作者单位】中科(广东)炼化有限公司,广东省湛江市524002【正文语种】中文常规油品的加氢精制脱硫过程通常均采用滴流床反应器,操作时需要在催化剂床层内循环大量氢气,氢气消耗量比理论上的化学耗氢量高出10倍以上。
液相循环加氢(SRH)工艺通过改进油品基础加氢处理过程,通过混合器将氢气与油品混合后进入催化剂床层。
反应速率受到液相中氢气传质的制约,随着反应进行,氢气量随之减少,需补充足够的氢气。
通过氢气与混合进料及SRH处理后的循环液体充分溶解并使混合溶液达到饱和状态,混合进料和循环液体与反应所需的全部氢气一并进入催化剂床层。
当氢气以溶解氢的方式进入反应器时,整个反应过程受到内在反应速率(催化剂的有效因素和实际反应速率)的控制[1]。
加氢过程绝大多数为高放热反应,反应过程中产生大量的热量。
经SRH过程处理后的循环液体不仅可以向反应器释放出更多氢气,还可以作为热阱,有助于吸收反应过程产生的热量,使反应器在接近等温模式条件下进行,可减少催化剂结焦现象,延长催化剂寿命和装置运行周期。
航煤加氢精制技术研究进展

广东化工2020年第8期·94· 第47卷总第418期航煤加氢精制技术研究进展蒋丽华(中国石油化工股份有限公司长岭分公司,湖南岳阳414012)The Research Process in the Hydrofining Technology of Jet FuelJiang Lihua(SINOPEC Changling Petrochemical Co.,Ltd.,Yueyang 414012,China)Abstract:With the development of social economy,the demand of jet fuel is increasing obviously,and its special application environment puts forward strict requirements for the performance of jet fuel.The hydrofining technology of high quality jet fuel is reviewed in this paper,with the emphatically analysis on the technical characteristics including the ISO Them ing liquid phase hydrofining process,RHSS process,FITS process and SRH process .The development trend of hydrofining process is also prospected.Keywords:jet fuel ;hydrofining ;process航空煤油又称喷气燃料,是喷气式飞机发动机的重要燃料,随着社会经济和航空技术的高速发展,40年来,中国的航空煤油消费量增长了140多倍,成为我国消费经济的重要组成部分。
“高能效(SHEER)加氢成套技术开发及工业应用”通过鉴定

[ 3 ]王春花 , 华贲 , 陈梓剑 . 通过热进料对加氢装置用能优 化的研 究[ J ] . 炼 油技术与工程 , 2 0 1 0 , 4 0 ( 6 ) : 5 4 - 5 8 .
En e r g y s a v i ng i n he a t e x c h a n g e t r a i n o f h y d r o c r a c k i n g u ni t
Z h a n g J i c h a n g , X u Y a n l i , Wa n g X i n p i n g , L i n g R o n g j i a , Y a n g H u a l o n g , L i u D e p e n g
术, 2 0 0 7 , 1 4 1 ( 2 5 ) : 5 0 - 5 2 .
[ 2 ] 朱先升. 1 4 0 X 1 0 t / a 加氢裂化装置节 能增效分析 [ J ] . 中外
能源 , 2 0 0 9 , 1 4( 8 ) : 1 0 3 — 1 0 7 .
[ 7 ]蹇江海 , 孙丽丽 . 加氢裂化装置 的优 化设计探讨 [ J ] . 炼油技
Ab s t r ac t: Ba s e d u p o n t h e e n e r g y c o n s u mp t i o n a n d o p e r a t i o n o f h y d r o c r a c k i n g un i t ,t h e h e a t e x c h a n g e t r a i n o f t h e h y d r o c r a c k i n g u n i t wa s s y s t e ma t i c a l l y s t u d i e d b y u s i ng Pe t r o — S I M s i mu l a t i o n s o twa f r e t o s i mu l a t e t h e p r o c e s s l f o w o f u n i t h e a t e x c ha n g e t r a i n.Th e i n a p p r o p r i a t e p o i n t s i n h e a t e x c h a n g e t r a i n we r e l o c a t e d a n d t h e o r i e n t a t i o n o f e n e r g y s a v i n g a n d e n e r g y s a v i n g po t e n t i a l a r e d e t e r mi ne d.Af te r o p t i mi z a t i o n o f h e a t e x c h a n g — e r t r a i n s f o r s e v e r a l e lu f e n t s l i k e f e e d s t o c k a n d r e c y c l e o i l ,e t c,a n o p t i mi z e d o p e r a t i o n s c h e me wi t ho u t i n — v e s t me n t wa s r e c o mme n d e d,t he o p t i mi z e d p r o c e s s p a r a me t e r s a n d e n e r g y s a v i n g r e s u l t s we r e p r e d i c t e d wi t h t h e mo d e 1 . Ke y Wo r ds:h y d r o c r a c k i n g,he a t e x c h a n g e t r a i n,h o t f e e d s t o c k,e n e r g y s a v i ng,o p t i mi z a t i o n
柴油加氢装置反应器压降升高原因分析及解决措施

柴油加氢装置反应器压降升高原因分析及解决措施发布时间:2021-06-02T06:17:18.417Z 来源:《中国科技人才》2021年第9期作者:武小丽[导读] 某石油企业的180万吨/年柴油加氢装置,采用中石化开发的SRH液相循环加氢技术。
玉门油田炼油厂加氢车间甘肃酒泉 735200摘要:目前,柴油加氢装置经过长周期运行面临的一个重要问题,由于目前国内同类装置较少,可借鉴经验不多,本文主要讨论柴油加氢装置反应器压降升高原因,并提出一些建议措施,希望可以对柴油加氢装置长周期生产提供参考。
关键词:柴油加氢装置;反应器;压降升高1 柴油加氢装置特点某石油企业的180万吨/年柴油加氢装置,采用中石化开发的SRH液相循环加氢技术。
装置于2018年12月建成投产,产品硫质量分数小于10μg/g,符合国Ⅴ柴油标准。
本装置主要技术特点:(1)SRH技术采用独特的供氢系统,在新鲜原料进入反应器前,将所需的氢气溶解在进料中,同时循环油中含有大量的饱和氢,用于加氢处理反应,由于取消循环氢系统,装置能耗较低,装置在标定时,能耗仅为267.10MJ/t,仅相当于传统滴流床工艺能耗的一半左右,节能效果明显。
(2)催化剂完全浸泡在柴油中,脱硫脱氮等加氢过程直接在全液相床层中反应,提高了催化剂的利用效率,由于循环油的比热容比循环气大很多,因而大大地降低了反应床层的温升,并可降低裂化等副反应,反应氢耗较低。
(3)由于反应器温升较小,使反应器在更接近于等温的条件下操作,可以延长催化剂的使用寿命。
2 项目概况柴油加氢装置运行两年后,出现了故障,企业于2021年1月大检修后,2月5日、15日装置2次开工过程中,均出现反应器床层压降快速升高而被迫停工。
大检修期间,FHUDS-6精制剂和FC-20改质异构降凝催化剂进行再生,同时为解决装置冬季生产低凝柴油时加热炉负荷大的问题,在第3床层装填部分FDW-3临氢降凝催化剂。
3 压降升高情况3月5日,装置具备进料条件后开始进料,进料量为90t/h,穿透床层后在16 min内进料量提至180 t/h,反应器床层总压降由0.241MPa上升至0.59MPa,其中第1床层压降由0.121MPa上升至0.50MPa,之后,通过多次适当升温、降量调整操作,仍无法解决压降高问题,而且压降有缓慢升高趋势。
连续液相循环加氢技术(SLHT)的工业应用
目前,美国杜邦 Iso-therming、中石化 SRH 和 SLHT 等液相加氢技术分别应用于实际生产,优势各异。但是, SLHT 技术无论在理论体系方面,还是实际的应用方面, 都取得了许多重要的成果,相关企业也在该技术的适用 性方面进行了充分地论证,发现它在柴油生产方面具有 低成本、高效率、节能环保的优势,客观地说明了这项
现阶段,随着电气工程及其自动化应用范围不断扩 大,对其进行不断的完善与改进具有非常重要的作用。 因此,加强电气工程及其自动化是发展的首要任务,需 要不断强化电气工程及其自动化的节能设计、加强对电 气工程及其自动化系统的管理、加强电气工程及其自动 化系统进程及提高系统集成化水平,以此促进我国经济 的稳定增长。
王东·连续液相循环加氢技术(SLHT)的工业应用
连续液相循环加氢技术(SLHT)的 工业应用
王东 (中海油东方石化有限责任公司,海南 东方 572600)
摘 要 :连 续 液 相 循 环 加 氢 技 术 ( S LH T )在工业应用中取得了良好的生产效益,相应提高了企 业的市场竞争力, 加 快 了 产 业 和 产 品 质 量 升 级 。 该 技 术 在 工 业 设 计 中 所 需 的 高 压 设 备 较 少 , 建 设 投 资 少, 工 艺 流 程 简 单 , 对 不 同 原 料 配 比 选 择 范 围 广 , 可 操 作 性 强 且 装 置 能 耗 低。 为 了 充 分 地 发 挥 出 该 技 术 的 优 势, 技 术 人 员 需 要 对 该 技 术 的 基 本 工 艺 原 理、 关 键 参 数 控 制 、 现 场 操 作 要 点 有 着 深 入 的 了 解。 基 于 此, 本 文 将 对 连 续 液 相 循 环 加 氢 技 术 的 工 业 应 用 进 行 必 要 的 阐 述 ,以 便 为 相 关 的 研 究 工 作 开 展 提供一定的参考信息。 关 键词 :连 续 液 相 循 环 加 氢 技 术 ;高压设备 ;工艺原理 ;生产效率 ;经济效益 中 图分 类 号 :T E 6 2 4 . 5 文 献标识码 :A
优化装置汽提塔操作

优化装置汽提塔操作作者:马静慧邢利涛高柳涛来源:《科学与财富》2019年第18期胜利油田分公司石化总厂为满足油品质量升级的要求和为350万吨/年原油预处理装置配套,引进中石化开发的液相循環加氢(SRH)技术新建一套公称规模为100万吨/年的柴油加氢装置,生产国Ⅳ柴油产品,以满足柴油质量升级的要求。
本装置是SINOPEC开发的SRH液相循环加氢工艺的首次大型工业化应用。
SRH工艺属高温、高压、临氢催化工艺过程,具有反应原理新、控制方式新、关键设备新等特点,属于中石化“十条龙”攻关项目之一。
2016年4月底开始进行国V柴油质量升级,新增一台反应器(位于旧反应器上游),同时增加了精制柴油添加降凝剂的配套实施。
2016年6月8日投产,开始生产国V柴油。
新增反应器后,装置处理量达到78万t/年,但仍未达到设计处理量,受上游常减压装置处理量的限制一直处于半负荷生产状态,所以装置能耗偏高。
液相柴油加氢装置原料量和原料硫含量均较设计值偏小且差距较大,同时汽提蒸汽温度较设计值偏高30℃以上。
为了响应总厂号召节能减排,挖掘装置潜力,车间成立了QC小组,研究和探索降低SRH汽提塔汽提蒸汽用量,提高经济效益。
1原因分析QC小组采用头脑风暴法,对影响低压蒸汽消耗的因素从人、机、料、法、环五个方面进行分析,可知影响汽提塔操作的末端因素共有10个。
2 要因确认小组成员多次召开会议对上述10个末端原因逐条进行分析研究,对影响SRH汽提塔操作的主要原因进行确认,通过采取现场检查、现场验证、调查分析的方法,最终确定了影响汽提塔操作的主要原因有以下6条。
3制定对策为了优化SRH汽提塔的操作,小组成员对确定的6个要因进行认真细致的分析,并制定对策措施如下。
4对策实施实施一:减少原料切换频次从下表中我们可以看出,在四月里共改变进料23次,最频繁的一天发生在4月8日,在不足六小时了共进行了4次原料切换。
为了满足产品质量要求,进料改变的同时反应温度等参数也将随之而变,这直接导致系统处于频繁的调整中。
液相循环加氢技术的开发及工业应用
SRH液相循环加氢技术的开发及工业应用牛世坤(中国石油化工股份有限公司抚顺石油化工研究院辽宁抚顺 113001)摘要:抚顺石油化工研究院(FRIPP)近期开发的SRH柴油液相循环加氢技术是利用油品的溶解氢进行加氢反应,高压设备少,热量损失小,投资费用和操作费用均低,是很好的低成本油品质量升级技术。
该技术于2009年10月进行工业化试验,结果证明,SRH液相循环加氢技术成熟可靠,设备运行稳定,在装置建设投资和操作费用等方面具有明显竞争优势,可以在适宜工艺条件下加工处理各种柴油原料,满足低成本柴油产品质量升级的需要。
关键词:清洁柴油液相加氢工业应用1 SRH液相循环加氢技术的开发背景环保法规日益严格,柴油的硫含量标准在逐年修订,发展和使用超低硫甚至无硫柴油是当今世界范围内清洁燃料发展的趋势。
欧盟法规规定2005年欧洲车用柴油执行欧洲Ⅳ类柴油标准,限制柴油中的硫含量在50μg/g以下,2009年欧盟法规限制车用柴油的硫含量在10μg/g以下。
美国在2006年限制车用柴油的硫含量在15μg/g以下。
世界燃料委员会颁布的车用清洁柴油规范中对硫含量要求更严,同时对柴油密度、干点、芳烃及多环芳烃都有限制。
我国轻柴油规格标准GB252-2000对柴油硫含量的要求是不大于2000μg/g,城市车用柴油国家标准GB-T19147-2003参照欧洲Ⅱ类标准制定,其硫含量要求小于500μg/g,2011年7月1日将参照欧Ⅲ标准执行硫含量小于350μg/g。
北京、上海等城市已率先执行参照欧Ⅳ制定的京标C、沪Ⅳ标准,即要求硫含量小于50μg/g。
为应对新排放标准柴油的生产,开发装置投资低、操作费用低的柴油深度加氢技术非常必要。
目前,柴油深度加氢精制主要采用氢气循环的单段工艺技术和两段工艺技术。
单段工艺非常普遍,采用传统的加氢脱硫催化剂通过增加反应苛刻度如提高反应温度、氢分压或是降低反应空速等,实现柴油的深度脱硫甚至超深度脱硫,但由于在较高反应温度下操作时,会导致产品颜色变差和催化剂寿命缩短,而降低空速则意味着处理量的减少等,所以单段工艺生产低硫柴油甚至超低硫柴油,经济上不一定合适。
SRH液相循环加氢技术的开发及工业应用
SRH液相循环加氢技术的开发及工业应用摘要:抚顺石油化工研究院(FRIPP)近期开发的SRH液相循环加氢技术是利用油品的溶解氢进行加氢反应,高压设备少,热量损失小,投资费用和操作费用均低,是低成本实现油品升级很好的技术。
该技术于2009年10月进行工业化试验,取得良好试验结果。
工业试验结果证明,SRH液相循环加氢技术成熟可靠,设备运行稳定,在装置建设投资和操作费用方面具有明显竞争优势,可以在适宜工艺条件下加工处理各种柴油原料,能够满足低成本柴油产品质量升级的需要。
关键词:清洁柴油液相加氢工业应用前言环保法规日益严格,柴油的硫含量标准在逐年修订,发展和使用超低硫甚至无硫柴油是当今世界范围内清洁燃料发展的趋势。
欧盟法规规定2005年欧洲车用柴油执行欧洲Ⅳ类柴油标准,限制柴油中的硫含量在50μg/g以下,2009年欧盟法规限制车用柴油的硫含量在10μg/g以下。
美国在2006年限制车用柴油的硫含量在15μg/g以下。
我国轻柴油规格标准GB252-2000对柴油硫含量的要求是不大于2000μg/g,城市车用柴油国家标准GB/T19147-2003参照欧洲Ⅱ类标准制定,其硫含量要求小于500μg/g,2011年7月1日将执行的城市车用柴油国家标准GB/T19147-2009规定硫含量小于350μg/g。
北京、上海等城市已率先执行参照欧Ⅳ制定的京标C、沪4标准,即要求硫含量小于50μg/g。
为应对新排放标准柴油的生产,开发装置投资低、操作费用低的柴油深度加氢技术非常必要。
目前,柴油深度加氢精制主要采用氢气循环的单段工艺技术和两段工艺技术。
单段工艺非常普遍,采用传统的加氢脱硫催化剂通过增加反应苛刻度如提高反应温度、氢分压或是降低反应空速等,实现柴油的深度脱硫甚至超深度脱硫,但由于在较高反应温度下操作时,会导致产品颜色变差和催化剂寿命缩短,而降低空速则意味着处理量的减少等,所以单段工艺生产低硫柴油甚至超低硫柴油,经济上不一定合适。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2020/11/1
SRH液相循环加氢技术开发与开发与 工业应用
内容提要
一、SRH液相循环加氢技术的开发背景 二、SRH液相循环加氢技术开发 三、SRH液相循环加氢技术工业应用 四、结论
SRH液相循环加氢技术开发与开发与 工业应用
SRH液相循环加氢技术的开发背景
SRH液相循环加氢技术开发与开发与 工业应用
SRH液相循环加氢技术的开发背景
➢ 在常规氢气循环固定床加氢工艺过程中,通常采 用较大的氢油体积比。反应后富余氢气经循环氢 压缩机增压并与新氢混合后继续作为反应的氢气 进料。循环氢压缩机的投资占整个加氢装置成本 的比例较高,氢气换热系统能耗较大。
➢ FRIPP开发的SRH液相循环加氢技术,依靠液相产 品大量循环时携带进反应系统的溶解氢来提供新 鲜原料进行加氢反应所需要的氢气。
的控制系统; ➢ 在反应器上部设置特殊内构件和气体排放设施。
SRH液相循环加氢技术开发与开发与 工业应用
SRH液相循环加氢技术的开发
➢ 研究结果表明: 压力提高气体溶解度提高 温度提高利于氢气溶解 温度提高不利于硫化氢、氨等气体的溶解
图1 H2 在柴油中的饱和溶解度曲线
图2SHRH2S液在相循柴环油加中氢技的术饱开和发与溶开解发度与曲线
SRH液相循环加氢技术开发与开发与 工业应用
SRH液相循环加氢技术的开发背景
➢ FRIPP开发的SRH液相循环加氢技术的优点是可 以消除催化剂的润湿因子影响,大大提高催化 剂的利用效率。原料油浸泡整个催化剂床层, 不需要额外工艺设备来确保氢气与油混合、液 相在催化剂上获得良好分散
➢ 循环油的比热容大,从而使催化剂床层接近等 温操作,延长催化剂寿命,降低裂化等副反应, 提高产品收率。
精制油 0.7881 142~232 1088 通过
条件2 1.8 230 8.0
精制油 0.7885 148~232 1095 通过
99.7 1
1.15 -61
6.5
9.7
1
1
0.75
0.97
-60
-60
0.05
0.05
SRH液相循环加氢技术开发与开发与
工业应用
SRH液相循环加氢技术的开发
SRH液相循环加氢中试研究
➢ 环保法规日益严格,柴油的硫含量标准在逐年修订,发 展和使用超低硫甚至无硫柴油是当今世界范围内清洁燃 料发展的趋势[1]。例如欧盟法规规定2009年车用柴油的 硫含量在10g/g以下,美国2006年限制车用柴油的硫含 量在15g/g以下。我国轻柴油规格标准GB252-2000对柴 油硫含量的要求是不大于2000g/g,城市车用柴油国家 标准GB-T19147-2003参照欧洲Ⅱ类标准制定,其硫含量 要求小于500g/g,2011年7月1日参照欧Ⅲ标准执行硫 含量小于350g/g。北京、上海等城市已率先执行参照 欧Ⅳ制定的京标C、沪Ⅳ标准,即要求硫含量小于 50g/g。为应对新排放标准柴油的生产,开发装置投资 低、操作费用低的柴油深度加氢技术非常必要。
SRH液相循环加氢技术开发与开发与 工业应用
SRH液相循环加氢技术的开发背景
➢ 液相循环加氢稀释了原料中的杂质含量
–有机氮化物是加氢催化剂的毒物,对加氢脱氮、 加氢脱硫和加氢脱芳反应有明显的抑止作用。
➢装置取消了循环氢压缩机系统、高压换热器、
高压空冷器、高压分离器、循环氢脱硫塔,热
量损失小,大幅度降低装置能耗。同时投资费
原料名称
密度(20℃)/g.cm-3 馏程/℃ 初馏点/10% 30%/50% 70%/90% 95%/终馏点 硫/g.g-1 氮/g.g-g.(100mL)-1
闪点(闭口)/℃ 十六烷指数
常二柴油 0.8225
168/214 236/247 259/273 281/294
表2 直馏柴油SRH液相循环加氢试验结果
原料
工艺条件
反应压力/MPa
反应温度/℃ 体积空速(新鲜进料)/h-1
循环比
生成油性质 密度(20℃)/gcm-3 馏程(ASTMD-86)/℃ S/gg-1 N/gg-1
原料 0.8225 168-342 3500
24
直馏轻柴油
直馏重柴油
6.4
6.4
10.0
用和操作费用均低,是低成本实现油品质量升
级的较好技术。
SRH液相循环加氢技术开发与开发与 工业应用
SRH液相循环加氢技术的开发
➢ SRH液相循环加氢技术创新点 抚顺石油化工研究院经过对液相循环加氢工
艺技术的深入研究,已经申请了17件专利。 主要创新点:
➢ 开发了分两路循环的SRH液相循环加氢工艺技术; ➢ 采用反应器顶部排气和反应器出口流量控制液位
图3 NH3 在柴油中的饱和溶解度曲线
图4SCRHH液4在相循柴环油加中氢技的术饱开和发与溶开解发度与曲线
工业应用
SRH液相循环加氢技术的开发
SRH液相循环加氢中试研究
图5 SRH液相循环加氢中型试验装置流程简图 SRH液相循环加氢技术开发与开发与 工业应用
SRH液相循环加氢技术的开发
工艺条件 反应压力,MPa 反应温度,℃ 体积空速,h-1
350
350
360
3.0
4.5
1.5
1:1
1:1
2:1
生成油
原料
生成油
0.8132
5 1.0
0.8122
0.8569
0.8210
220-379
9.5
17750
30
1.0
140
1.0
SRH液相循环加氢技术开发与开发与 工业应用
SRH液相循环加氢技术的开发
SRH液相循环加氢中试研究
表3 混合柴油及单组分油品性质
工业应用
SRH液相循环加氢技术的开发
➢ 研究结果表明:
氨在柴油中的饱和溶解度随着温度提高而降低,在高温区压力对饱和溶解度影响小; 甲烷在柴油中的饱和溶解度随着温度变化影响不是很大,压力升高溶解度增大; 乙烷、丙烷及丁烷在柴油中的溶解度(图省略)远大于甲烷且随着温度提高而略降
低,压力升高溶解度增大。
油品性质 密度(20℃)/g.cm-3 馏程范围/℃ 硫/g.g-1 博士试验 硫醇硫/g.g-1 实际胶质/mg.100mL-1 溴价/gBr.100g-1 冰点/℃
化学氢耗,m%
SRH液相循环加氢中试研究
表1 直馏煤油高空速SRH加氢试验结果
常一线油 0.7886
146~233 1258
条件1 1.8 220 6.6