全自动金线焊线机
自动焊线机操作流程

自动焊线机操作流程
1. 开机准备:连接电源,启动设备,检查焊线机各项功能是否正常,确保焊锡丝、吸嘴、烙铁头等耗材充足且安装到位。
2. 编程设置:根据产品焊线需求,预先在设备控制系统中设置焊接路径、速度、温度、压力等参数,或导入已有的程序。
3. 放置物料:准确将待焊工件放入焊线机的指定位置,确保与焊头对准,必要时进行夹具定位。
4. 启动焊接:确认设置无误后,启动自动焊线程序,焊线机按照预设指令进行自动送锡、对位、焊接等动作。
5. 过程监控:在焊接过程中,密切关注设备运行状态,及时调整参数或处理异常,确保焊点质量符合标准。
6. 完工检查:焊线作业完成后,取出工件,检查焊点质量,确保无虚焊、漏焊、桥连等不良现象。
7. 设备维护:关闭焊线机电源,清理残留焊锡,定期保养维护
设备,以保持其良好工作状态。
交通运输设备制造业

交通运输设备制造业行业名称项目名称建设内容及规模总投资(亿元)地区轨道交通广东南车城际轨道交通车辆修造基地年制造城际动车组400辆,年城际动车组三级修90列、四、五级修各45列的生产能力。
40新会船舶江门市半顺船舶重工有限公司船舶项目生产成品油船、多用途工程船、其他工程船,年产总载重吨约60万吨及船舶维修。
18新会江门市南洋船舶工程有限公司年产28万载重吨散货船建造车间扩建项目包括加建船坞、码头加长、涂装厂房及分段车间改造。
2.5新会汽车及零部件广东富华重工制造有限公司载重汽车零部件项目年产载重汽车车轴60万支,驱动桥总成20万套,盘式制动器总成25力套。
20台山台山市半挂牵引车制造项目年产3万辆半挂牵引车。
100台山江门市长优实业有限公司电动汽车电池关键材料生广及报废电池回收项目30000T/a HEV专用镣氢电池正极材料生产线;20000T/a 锂离子电动汽车电池正极材料生产线;50000T/a 电动汽车报废电池再生及资源化设施。
28江海江门市芳源环境科技开发有限公司电动汽车用电源材料项目建设规模15力平方米,年产混合动力汽车用镣氢电池正极材料10000吨和纯电动汽车用锂电池正极材料5000吨的生产能力。
10新会广进铸锻有限公司汽车零件铸件项目年产12万吨汽车零件铸件 3.3新会江门市兴江转向器有限公司汽车助力转向器优化升级技术改造项目新增GX、ZJ系列动力转向器生产能力10万台,达到年产各种型号转向器30万台套的能力,新增销售收入14000 万兀/年。
0.28蓬江摩托车大长江集团HJ100T高压电子电喷射系统先行开发应用项目利用大长江集团在产品制造工艺及产品质量控制方面的优势,借助合作方的电喷系统零部件现地化生产带来的低成本优势,在双方的共同努力下,力争开发出一套能够适用于该车型的满足欧W排放法规、性能可靠且价格低廉的高压电子燃油喷射系统。
0.25蓬江江门王野摩托车制造有限公司预计年产整车摩托车30万辆,年产值8亿兀。
金丝焊接机
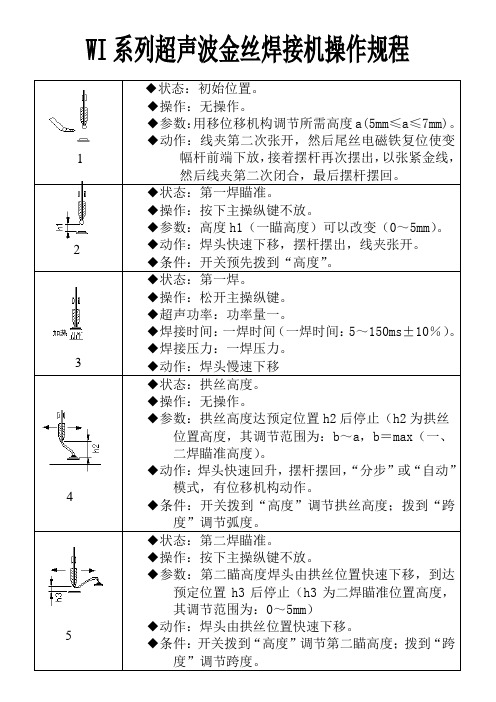
WI系列超声波金丝焊接机操作规程1◆状态:初始位置。
◆操作:无操作。
◆参数:用移位移机构调节所需高度a(5mm≤a≤7mm)。
◆动作:线夹第二次张开,然后尾丝电磁铁复位使变幅杆前端下放,接着摆杆再次摆出,以张紧金线,然后线夹第二次闭合,最后摆杆摆回。
2◆状态:第一焊瞄准。
◆操作:按下主操纵键不放。
◆参数:高度h1(一瞄高度)可以改变(0~5mm)。
◆动作:焊头快速下移,摆杆摆出,线夹张开。
◆条件:开关预先拨到“高度”。
3◆状态:第一焊。
◆操作:松开主操纵键。
◆超声功率:功率量一。
◆焊接时间:一焊时间(一焊时间:5~150ms±10%)。
◆焊接压力:一焊压力。
◆动作:焊头慢速下移4 ◆状态:拱丝高度。
◆操作:无操作。
◆参数:拱丝高度达预定位置h2后停止(h2为拱丝位置高度,其调节范围为:b~a,b=max(一、二焊瞄准高度)。
◆动作:焊头快速回升,摆杆摆回,“分步”或“自动”模式,有位移机构动作。
◆条件:开关拨到“高度”调节拱丝高度;拨到“跨度”调节弧度。
5 ◆状态:第二焊瞄准。
◆操作:按下主操纵键不放。
◆参数:第二瞄高度焊头由拱丝位置快速下移,到达预定位置h3后停止(h3为二焊瞄准位置高度,其调节范围为:0~5mm)◆动作:焊头由拱丝位置快速下移。
◆条件:开关拨到“高度”调节第二瞄高度;拨到“跨度”调节跨度。
6◆状态:第二焊。
◆操作:放开主操纵键。
◆超声功率:功率量二。
◆焊接时间:二焊时间(二焊时间:5~150m±10%)。
◆焊接压力:二焊压力。
◆动作:焊头慢速下移。
7 ◆状态:尾丝调节。
◆参数:尾丝的长短(尾丝长度调节范围为:0~1.5mm)◆动作:变幅杆前端上抬,线夹闭合,夹稳金线。
◆条件:开关拨到“尾丝”位置。
8◆状态:尾丝形成。
◆操作:开关拨离“尾丝”位置。
◆动作:焊头快速回到初始位置。
如开关没有拨到“尾丝”,二焊完成后劈刀自动归原位。
9◆状态:形成金球。
◆操作:无。
ASM EAGLE自动焊线机基本培训
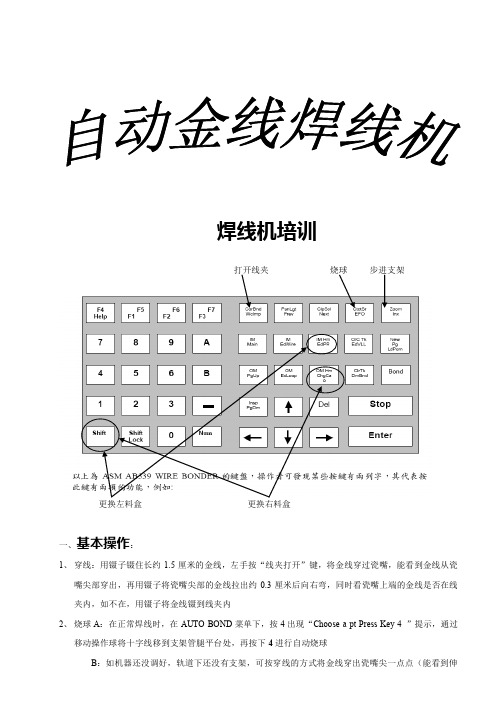
焊线机培训打开线夹烧球步进支架更换左料盒更换右料盒一、基本操作:1、穿线:用镊子镊住长约1.5厘米的金线,左手按“线夹打开”键,将金线穿过瓷嘴,能看到金线从瓷嘴尖部穿出,再用镊子将瓷嘴尖部的金线拉出约0.3厘米后向右弯,同时看瓷嘴上端的金线是否在线夹内,如不在,用镊子将金线镊到线夹内2、烧球A:在正常焊线时,在AUTO BOND菜单下,按4出现“Choose a pt Press Key 4 ”提示,通过移动操作球将十字线移到支架管腿平台处,再按下4进行自动烧球B:如机器还没调好,轨道下还没有支架,可按穿线的方式将金线穿出瓷嘴尖一点点(能看到伸出瓷嘴尖即可),按“烧球”键进行人工烧球3、步进支架:按“步进支架”键,将左料盒内的支架步进一根进入焊线区域(如按下“步进支架”键后,出现Sure to index LF提示,则需要再按下“A”键)4、步进、更换料盒:更换左右料盒,可左手按“Shift”,右手按“IM Hm”更换左边料盒,(右手按“OMHm“则是更换右料盒)。
左手按“Shift”,右手按“IM ”则是将左料盒向前移一格,左手按“Shift”,右手按“IM ”则是将左料盒向前移一格;左手按“Shift”,右手按“OM ”则是将料盒向后退一格,左手按“Shift”,右手按“OM ”则是将左料盒向后退一格二、编程:1、换压板:按不同的支架更换不同的压板(压板分2pin 、3Φ3pin 、5Φ3pin三种),一般两条腿支架用2pin压板,2009支架用5Φ3pin压板,其它三条支架用3Φ3pin压板2、调轨道高度:进6.WH Menu中,选5.Sevice 中的2.Device Offset 中的1.Adjust,对Track进行调整,确保支架碗杯底部略高于压板3、调步进:步进一根支架,进6.WH Menu中的3.Fine Adjust 中1.Adjust Indexer Offset,用上下键打开或关闭压板,左右键向左或向右移动支架,使支架腕杯底部与管腿分别压在压板的两个压爪上4、找参考点:步进调好后,步进一根支架在轨道,进入2.TEACH菜单中选将当前程焊线程序删除,然后进入4. Edit Program中的1. Teach Alignment,按提示分别选压板所压的7颗支架的第6颗支架管腿和第1颗支架管腿(从右向左数)作为管腿参考点,同时再选第1颗晶片作为晶片参考点(注意:选管腿时可将管腿移到十字线的左上、左下、右上、右下都可以,而选晶片时必须将十字线对准晶片PAD中心)5、做PR:从刚才选定参考点的菜单退出,进入1.Teach 1st PR菜单中0.Load PR Pattern,分别按提示对管腿和晶片做PR,其中管腿PR采用黑白模式(Binay),晶片PR采用灰度模式(Gray Level)6、写线:退出PR菜单,进入9.Auto Teach Wire,将4.PR Support Mode改为None,移动操纵球,将十字线对准晶片PAD中心,按“ENTER”移动操纵球,再将十字线对准管腿中心按ENTER7、修改焊线模式:退出写线菜单,进入Teach菜单中的2.Step&Repeat,将None改为HybRev(HybRev为先找一遍晶片再焊线,如改为Ahead则为边找边焊),按提示移动到支架最右边管腿,可将管腿移到十字线左上,按“ENTER”,再按提示移到右边第二个管腿(位置与第一个相同),按“ENTER”,此时机器会自动转到第七颗,移动使其与第一个管腿所对的位置相同。
全自动焊线机

全自动焊线机一、简介全自动焊线机是一种用于电子产品焊接的设备,它能够自动完成焊接工作,提高生产效率并减少人力成本。
全自动焊线机广泛应用于手机、电视、计算机等电子产品的制造过程中。
二、工作原理全自动焊线机采用先进的控制系统,通过程序控制焊线机的各个部件进行工作。
焊接过程中,首先将电子产品的焊点与焊线机上的焊针对准,然后通过高温焊接将焊线粘合在焊点上。
全自动焊线机能够根据不同的焊接需求自动调整焊接温度、焊接时间和焊接压力,确保焊接质量的稳定性和一致性。
三、特点和优势1.高效性:全自动焊线机能够连续工作,无需人工干预,大大提高了生产效率。
相比于手工焊接,全自动焊线机的工作速度更快,能够完成更多的焊接任务。
2.精确性:全自动焊线机的焊接精度更高,能够确保焊接点的位置和质量的一致性。
通过先进的控制系统,焊线机能够精确控制焊接温度和焊接压力,避免因人为操作不当导致的焊接质量问题。
3.稳定性:全自动焊线机具有良好的稳定性,能够在长时间运行中保持一致的焊接质量。
全自动焊线机通过监测焊接过程中的温度和压力等参数,及时进行调整,确保焊接过程的稳定性和可靠性。
4.节省成本:全自动焊线机能够节省人力成本,减少人工操作所需的时间和工作量。
由于焊接过程由机器自动完成,不需要额外的人工监督,降低了生产成本。
四、应用领域全自动焊线机广泛应用于电子产品制造行业。
主要应用于手机、电视、计算机等各种消费电子产品的焊接工艺中。
全自动焊线机的高效性和稳定性使其成为电子产品制造工艺中的重要设备。
五、未来发展趋势随着科技的不断进步,全自动焊线机的性能和功能将不断提升。
未来的全自动焊线机可能具有更高的工作效率和更精确的焊接控制能力。
同时,全自动焊线机可能在其他行业中得到更广泛的应用,如汽车制造、家电制造等。
六、结论全自动焊线机是电子产品制造中不可或缺的设备,它能够提高生产效率、降低生产成本,并保证焊接质量和一致性。
随着科技的进步,全自动焊线机的功能将不断提升,为电子产品制造行业带来更多便利和效益。
Semipeak鼎晶光电公司简介

产品介绍
Product
半自动COG 全自动COG 恒温热压机FOG 恒温热压机FOB 金球焊线机
F30
- 半自动 COG ACF 贴附机 IC自动对位预压机 IC本压机 预本压一体机
- 全自动 COG 全自动COG
- 恒温热压机(FOG) 恒温热压机 (双工位型)
2011’s 07月
与KAIJO合作在中国展开WIRE BONDER技术合作
10月10日 搬迁至西丽新工厂,生产和办公面积扩大4倍
- 半自动 COG ACF 贴附机 IC自动对位预压机 IC本压机 预本压一体机
- 全自动 COG 全自动COG
- 恒温热压机(FOG) 恒温热压机 (双工位型)
- 恒温热压机(FOB) 恒温热压机(返修型) 恒温热压机(旋转型) 恒温热压机(双工位型)
- 金线焊线机 金球焊线机(平面型) 金球焊线机(直插型)
半自动COG
恒温热压机FOG
产品介绍
Product
全自动COG 恒温热压机FOG 恒温热压机FOB 金球焊线机
A30
P30
M30
A30-T
P502
M502
- 半自动 COG ACF 贴附机 IC自动对位预压机 IC本压机 预本压一体机
- 全自动 COG 全自动COG
- 半自动 COG ACF 贴附机 IC自动对位预压机 IC本压机 预本压一体机
- 全自动 COG 全自动COG
- 恒温热压机(FOG) 恒温热压机 (双工位型)
- 恒温热压机(FOB) 恒温热压机(返修型) 恒温热压机(旋转型) 恒温热压机(双工位型)
- 金球焊线机 金球焊线机(平面型) 金球焊线机(直插型)
焊线机操作指导书
放线 穿线按钮 线夹开关左键 鼠标中键 、键盘功能介绍功能菜单的树型子菜单左键滚轮右键键YX)、在移动table时,速度不要过快,防止table撞到极限位置,造成损坏。
错 误 信 息 处 理1、真空错误:下图错误报警信息为真空错误,处理方法:a) :观察pcb 有无变形的现象,如有变形现象通知当班技术员处理;b) :观察pcb 背面及轨道上有没有杂物,导致pcb 板材与加热快贴合不紧;如有将其清除即可; c) :机器本身气压不足导致,通知当班技术员处理。
2、 PR 错误处理方法。
2.1、 晶片PR 错误(第一点)。
下图为:晶片悬空导致晶片PR 搜索失败处理方法:a 、参考制程不良允许范围,判定此产品是否合格;如判定为不良品按0键跳过;b 、如判定为良品,则根据屏幕提示依次对准晶片参考点即可作业。
:机器真空不足。
请检查气压。
:如图所示:晶片PR错误提示。
2.2、pcb PR错误(第二点)。
下图为:第二焊点PR搜索失败.处理方法:根据屏幕提示依次对准PCB的第一个点和第二个点即可。
注意:a)、参考点一定要根据屏幕右上角的屏幕提示对准,杜绝第二点焊偏的现象。
b)、先看清楚报警信息(是第一点PR错误还是第二点PR错误)再进行操作,避免导致漏焊。
PCB根据屏幕对准参考点第一个参考点对准后点击确第二个参考点根据屏幕提示对准参考对准后点击确认3、断线下图为:断线报警信息断线提示信息3.1、穿线步骤穿线方法:a)、准备镊子,戴好指母套;b)、将金线扯直(不能有损伤及弯曲)放在整线器口处,按下整线器真空开关将金线吸至整线器下端;将金线扯直放在整线器口处,按下整线器真空开关金线被吸至整线器下端。
按下线夹开关,将线穿过瓷嘴瓷嘴,再烧球。
将残、废金线放入金线回收盒内4、瓷嘴寿命报警当瓷嘴的使用次数达到设置寿命,此数值显示红色,需通知当班技术员更换瓷嘴。
a)、瓷嘴达到设定使用次数后Capiliay计数报警,字体显示红色;需技术员更换新的瓷嘴,并在瓷嘴使用记录表上登记使用的开始时间至更换时间;b)、瓷嘴达到寿命后不可继续作业,必须先知会技术员,只有当技术员确定ok才可以作业;c)、瓷嘴寿命计算公式:如寿命是500k线条数,那么机器Capiliay limit设定为1500k。
金线焊接详解

焊接点形状,如果没有纵方向的压力, 电极面和金线
之间虽然形成了共同的结晶,形状没有问题,强度却
达不到。
施加压力,这样球就得有一定的重量。金线焊接的压
力轻了换能器就会跳起来, 重了就会给粘接点带来影
响。这种压力的设定要根据一定的经验进行。它会因
焊接点的材料性质和US输出功率而有所不同。
金线焊接详解
一. 所谓的金线焊接
所谓的金线焊接是指端子与端子之间结合的一种方法。
与半导体有关的结合方法,真是数不胜数。但其中一种
就是金线焊接。金线焊接可以说是任意点的之间(图形
与电极)用线连接起来的作业。线材主要是金、铜、铝。
二.金线焊接的方法
通常金线焊接的方法可以分为球到压环、压环与压环、
球与球之间焊接方式。( 一部分海外工厂使用 的是压环
简而言之,超声波就是利用换能器,把电能换为势
能利用其震动进行接着粘合。
从换能器传出来的震动传到瓷嘴,其震动会使金属
和电极或支架在结合面形成共同结晶。从换能器传
出来的横方向信号向瓷嘴传送,纵方向信号向电极
和支架传送。
注意点:
a.如果换能器有脏污或有接触的异物物体,超
声波就不能正常的传递给瓷嘴。所以焊接时一
与压环方式)。球到压环的焊接方式通常是用超声波和
加热的方法进行的(球与球之间的方式是一样的。)但是压
环和压环之间的方式只用了超声波。
三.金线焊接原理
焊线机通过使用超声波摩擦金线,在压
力和一定温度的配合下, 使焊点的金线
与接触面(芯片铝垫和支架)形成共同
结晶的过程。
这时加热的目的主要是为了加速共同结
定要保持换能器清洁并确认没有异物接触。
自动焊线机操作手册
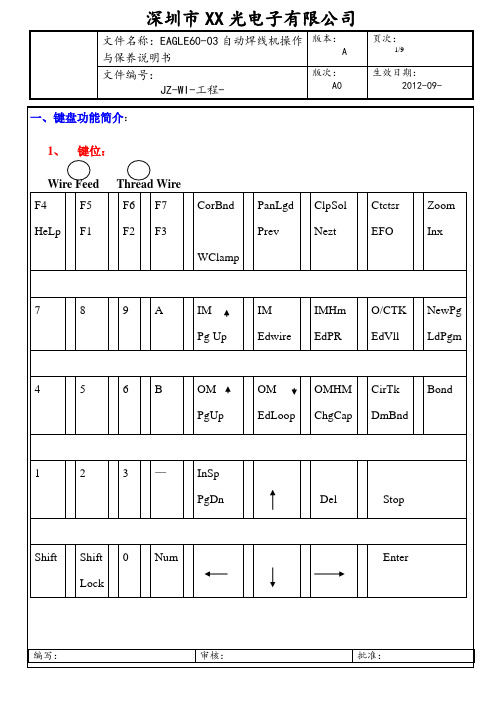
一、键盘功能简介:
1、键位:
Wire Feed Thread Wire
F4
HeLp
F5
F1
F6
F2
F7
F3
CorBnd
WClamp
PanLgd
Prev
ClpSol
Nezt
Ctctsr
EFO
Zoom
Inx
7
8
9
A
IM
Pg Up
IM
Edwire
IMHm
EdPR
O/CTK
EdVll
NewPg
LdPgm
4
5
A.TIME(时间):一般在10-20MS之间。
B.POWER(功率):第一焊点一般35-80之间。
第二焊点一般45-180之间。
C.FORCE(压力):第一焊点一般30-50之间。
第二焊点一般50-180之间。
2、焊球变形:
第二焊点是否焊上或焊接功率是否设得过大,烧球时间或线尾是否
设得过长,支架是否压紧或瓷嘴是否过旧?
2个电极——Enter。在对点设立完毕后,它会自动进入黑白对比度的画面。
2.做黑白对比度〈做PR〉:
2018中国十大焊线机品牌排行榜-焊线机品牌厂商

焊线机产品介绍&供应商目录概述:在企业发展和对产品质量、成本、交期、环保等提出更高的要求时,焊线机供应商与采购商之间合作、相互依存的关系越来越紧密,供应商之间竞争已成为整个供应链的竞争。
从而焊线机需要的成品、半成品、原材料、配件、机械等供应链产品和优质焊线机供应商已经大势所趋。
标签:焊线机厂家,焊线机图片,焊线机价格,焊线机标价来源:一呼百应平台(互联网+制造服务平台)附加说明:更新日期:2018年07月03日一呼百应平台完整版的焊线机供应商数据占用版面过大,因受限于百度文库文件上传大小、篇幅限制,仅仅只上传一部分。
需要查看更多最新完整焊线机商家信息,请登陆一呼百应网进行搜索查阅。
出师表两汉:诸葛亮先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。
然侍卫之臣不懈于内,忠志之士忘身于外者,盖追先帝之殊遇,欲报之于陛下也。
诚宜开张圣听,以光先帝遗德,恢弘志士之气,不宜妄自菲薄,引喻失义,以塞忠谏之路也。
宫中府中,俱为一体;陟罚臧否,不宜异同。
若有作奸犯科及为忠善者,宜付有司论其刑赏,以昭陛下平明之理;不宜偏私,使内外异法也。
侍中、侍郎郭攸之、费祎、董允等,此皆良实,志虑忠纯,是以先帝简拔以遗陛下:愚以为宫中之事,事无大小,悉以咨之,然后施行,必能裨补阙漏,有所广益。
将军向宠,性行淑均,晓畅军事,试用于昔日,先帝称之曰“能”,是以众议举宠为督:愚以为营中之事,悉以咨之,必能使行阵和睦,优劣得所。
亲贤臣,远小人,此先汉所以兴隆也;亲小人,远贤臣,此后汉所以倾颓也。
先帝在时,每与臣论此事,未尝不叹息痛恨于桓、灵也。
侍中、尚书、长史、参军,此悉贞良死节之臣,愿陛下亲之、信之,则汉室之隆,可计日而待也。
臣本布衣,躬耕于南阳,苟全性命于乱世,不求闻达于诸侯。
先帝不以臣卑鄙,猥自枉屈,三顾臣于草庐之中,咨臣以当世之事,由是感激,遂许先帝以驱驰。
后值倾覆,受任于败军之际,奉命于危难之间,尔来二十有一年矣。
ASM-EAGLE全自动焊线机操作规程
ASM-EAGLE全自动焊线机操作规程
1.检查数据线、电源线、气管是否连接正常
2.打开设备总电源、分电源和气泵。
3.打开测试软件,调节到合适的焊线参数。
4.设备焊线加热台预热至合适的焊线温度(一般为150℃)。
5.检查瓷嘴和焊线夹具是否正常
6.将待焊光源放入夹具中试焊,焊好后检查焊线拉力、弧度、焊点等,确认其首检情况。
7.首检通过后,将待焊光源放入聊盒,进行批量焊线。
8.在焊线过程中,每5条光源都需进行一次焊线抽检,确保焊线品质的稳定性。
9.焊线工序完成后,将焊好光源放入干燥柜中进行保存,干燥柜控制条件为温度20~25℃,湿度
40RH%~60RH%。
10.全部测试结束后,退出程序,关闭电源和气泵。
11.整理样品并清理操作台。
注意事项:
1.进行机台操作前请详细阅读ASM-EAGLE全自动焊线机使用说明书。
2.测试机台的气压控制范围为7Kg~8Kg。
3.禁止用手直接接触测试样品,作业时需照规定戴上工作手套及静电环。
4.注意光源与焊线参数的匹配性
5.注意焊线瓷嘴和金线的使用与保存。
maxumplus焊线机说明书

maxumplus焊线机说明书KS maxum plus全自动焊线机产品描述:KS maxum plus全自动焊线机主要应用于发光二极管、中小型功率三极管、集成电路及一些特殊半导体器件等内部引线的焊接,适用于SMD贴片支架:3528、5050、0603、0805、1206、等等;大功率LED、大功率LED 侧射型、DIP等;食人鱼支架:内凹系列、平头系列;普通支架:、Φ5、Φ8、10Φ、椭圆系列、草帽头系列、闪烁灯系列、双色灯系列、发射管接收管系列等LED支架的焊接。
产品优点:节省人工,一个人可同时操作4-5台。
生手一样能操作,生手熟手均可在半小时内学会。
提高产能,现有金丝球焊线机经改造后单机产量可提高30%以上。
提升品质,焊线机改造后LED焊线站的品质将大大提升。
减少材料浪费,焊线站的良品率提高后材料便可少浪费了。
员工无须在显微镜下操作,有效降低了员工的劳动强度,使员工工作时更具人性化,从而有效地降低焊线站人员的流动性。
自动化程度高:由CCD镜头摄取图像经电脑计算控制滑板运动到精确位置后打线。
适用于目前led在线加工的所有产品。
焊线准确度:+/-5.0um间距:55um焊接区域:50*65mm线径:0.8MIL - 3MIL,最大线长度:7.6mm最小循环高度:100µm引线框架的尺寸,长度: 90 - 267mm,宽度: 15.2到81mm,厚度: 0.10到0.89mm 下垫板:2.3毫米输入电压:100-240va 消耗量:2.0kva重量:590kg品牌:KS型号:maxum plus类型:金线绑定机加工定制:否工作气压:6kgMPa焊接压力:2kgf温度设置:25℃热压时间:1s热压精度:1mm产能:16kpcs/h压头尺寸:10mm电源:220V/Hz功率:2kW外形尺寸:8*8*8mm重量:550kg精度:+/-2.5um间距:35um最小循环高度:100µm 焊接区域:50*65mm线径:0.8MIL - 3MIL。
焊线机原理

焊线机原理
焊线机是一种用于连结元件和连接线的设备,一般用于电子产品生产中。
它通过加热焊锡导线并将其插入电路板,以实现连接导线和元件的目的。
在这个过程中,焊线机使用的原理是加热和冷却的原理。
焊接是一种连接金属的方法,通过将锡加热到熔点并借助通道传导到合适的位置,然后在冷却回缩的条件下形成的连接。
焊接过程其实就是将金属材料加热到一定的温度,使其处于可以被熔化的状态,然后再利用高温使接棒连接在一起的过程。
焊接技术不仅被应用在电子和电气行业,还被广泛用于汽车、建筑、化工等领域。
焊线机的原理就是通过加热和冷却的原理来完成焊接过程。
一般分为以下几个步骤:
1. 加热:焊线机会加热焊锡导线,直到其达到熔点温度并形成熔池。
熔池可以在焊锡引脚与电路板之间形成,或者焊锡直接涂覆在金属表面。
2. 分布:焊线机通过各种方式,将熔融的焊锡颗粒平均地分布到要连接的元件上。
3. 冷却:在熔融状态下将熔化的焊锡导线或焊锡涂料固定在连接的元件上后,焊线机需要将其冷却,使焊接点达到稳定的强度和耐久性。
焊线机的工作原理需要一些技能和经验,需要专业的人员来操作。
当然,现在也有一些自动化的焊线机,其功能和操作方式都更为便捷。
但无论手动还是自动化焊线机,正确的操作和维护都是必须的。
KAIJO焊线机-180
全自动金线焊线机对应FINE PITCH机型FB-180规格书第一版灵活的送料与料盒交换机型KAIJO公司焊接机械事业部2005年5月此机型适用于离散型产品或是管脚比较少的IC的金线焊接连接,易于操作;应用于FINE PITCH(超小间隙)、多种封装形式的高品质焊接;生产能力高达UPH25K注1注1:取决于焊线品种、焊接的条件及其辨识的条件。
机型使用新的相关技术:依CAE设计的低振动性由高速高精度构成的新型XY平台由VCM驱动的超轻焊头新型的EFO设计图像处理采用1/3”CCD摄像头和灰阶辨识标准双重放大镜头设计全软体控制伺服控制系统灵活的送料系统及其可程式编辑的料盒交换装置GUI操作方式(鼠标和控制球)大尺寸彩色显示功能温度、流量控制功能与显示以太网通讯功能新的打不粘检测系统可调的供电单元(可选项)CAE抗振动设计避免了高速焊接带来的振动。
线性马达、超轻量化及其高硬度焊头设计保证了高速焊接中的高品质。
标准安装前辨识功能,X/Y镜头的位置可以分别调整,实现UPH达23K的高水平。
新型稳定的EFO产生的金球超小而且稳定。
应用灰阶辨识提升了辨识率及其焊接精度,1/3”CCD摄像机捕获高品质图像,新型的镜头放宽了ϑz方向的范围。
完全由软体控制的伺服系统可自动进行校正,简化伺服调整。
当改变品种或是提升焊接精度时候可以用软盘将坐标记录下来从而减少重新编辑品种的次数。
128M的闪存可存储更多的程式。
GUI操作方式采用鼠标和控制球设计。
大尺寸彩色显示器和多种图像功能使得操作更加简单化。
程式化的料盒交换装置和送料系统缩短品种的更换时间,简单地在其他焊线机的程式上作准确度的再编辑即可。
新的打不粘侦测系统适用于更小电容量的产品,每个电极可以通过机台的自动校正功能找到最适合的侦测条件参数。
标准设备在焊接完成后焊接检查功能可以实现包括第一焊点、金球大小和金线存在等信息的检查,以及焊线曲度的测量。
3.1.主体(1)焊接方式金球超声波热压方式。
KAIJO 金线焊线机 FB-900 (平面型 LED 自动金球焊线机)

KAIJO金线焊线机FB-900(平面型LED自动金球焊线机)(LED灯专用生产设备)销售专线:158****6609、***************************性价比最好的焊线机系列,性价比最好的贴片机系列。
国产最好的回流焊系列,国产最好的波峰焊系列;国产最好的回流炉系列,国产最好的印刷机系列;国产最好的丝印机系列,性价比最好的金线焊线机系列;FB-900(LED焊线机)是日本KAIJO全自动金线焊线机最新水平类机种;速度快、适应品种广、更强的稳定性、性价比高!是目前LED封装3528、5050等产品的日本主力封装机型。
同时可应对HIPOWER、贴片SMD(0603、0805等)、sideview等其他规格LED封装。
金线机FB-900(LED焊线机)之特点(印刷机,波峰焊,回流焊,贴片机,焊线机,丝印机,回流炉,金线机,金线焊线机):(1)全自动金线机焊线速度达到48ms/线;(2)全自动金线机超音波双频标准搭配,应对不同产品;(3)全自动金线机悬挂式平台直线伺服驱动,应对高速运动,效率超高; (4)金线焊线机多种线弧控制技术,对于HI-POWER等高难度线弧应对轻松; (5)金线焊线机超宽的Y方向可焊线面积(80mm),是目前业界唯一的标准机型,轻松应对宽框架,提升效率明显;(6)金线焊线机国产的价格、进口的质量;性价比超高;本公司是KaiJo(LED焊线机)全球金线最大的代理商,交货快,售后有保障,KaiJo最新型号FB900,焊接速度快,质量可靠,稳定性好!欢迎广大客户洽谈业务!LED焊线机适用范围:LED光柱、双色LED灯、全彩LED灯、超高亮LED、食人鱼、大功率LED、普通LED灯、紫外线LED灯、表面贴装LED、数码管等。
1.设备概要:本机是通过采用实现低振动防振控制XY 操作平台及搭载有超小型无振动系统的低惯性焊头,达到提升焊线品质及高速焊线功能,提高综合产能,并便于操作且应用广泛的金线焊线机.在适应领域方面,也兼备以往机型上的双频超声波振动器和代表了KAIJO独自LOOP形成技术的FJ-LOO P技术,可应用于更广泛的品种.要实现以上功能,需采用下面的技术:采用了CAE技术的耐振设计,具备可承受焊线高速化的构造。
焊线机(超声金线)操作流程及异常情况处理

焊线机(超声金线)操作流程及异常情况处理一、原理:将电能转化为机械能二、参数设定(开机状态下操作)金线线芯的大小与时间:线径为1.0mil的芯线时间3~5格适中,线径为0.8和0.9mil的线芯时间为2~3.5格适中(一般将时间调至3.5格适用于三种不同线径的操作要求)原始数据(厂家调整的数据):注:目前操作时上表中的数据只有功率值改为38储存:参数设置完成后按两下储存键,在按一下主操作盒上的白色按钮,才能储存完成(在按白色按钮之前不能按复位键和关闭电源,否则保存不成功)焊点:一焊:有麻点弧形:光滑二焊:形状成鱼尾形(如果成金属光泽则说明功率偏大或焊点不牢固)三、焊接四要素1.时间:范围10~40(目前调整至3.5格)2.功率:范围10~40(时间和功率调大小时先都调到25,然后在25上下调)3.压力:一压:1格(目前调整至2.5格);二压:3格(目前调整至3.5格)4.温度:温度定位80℃左右(目前定在65℃左右)。
机械温度的可设定范围在0~400℃,设置后温度波动在±10℃左右,工作状态不能调整温度,以设定状态的温度为准四、调整面板:单;禁止;高度五、操作步骤1.打开电源开关(不能带电操作,尤其是拔线夹和上线夹的时候,带电操作有可能会烧坏温控器,应先将电源关闭后再操作)2.复位:按复位键3.清零线夹开关(主操作盒上的红色按钮)+复位键(线夹开关按住不放的同时按下复位键,然后同时放手),再按一下白色键(主操作键)4.检测高度(又称寻高)与调整检测高度:瓷嘴和打火板在晶圆片的上方,瓷嘴的底端与晶圆片的距离大约1厘米;调整:打火板与瓷嘴的垂直间距为0.3~0.5毫米,瓷嘴的底端与打火板的尖端上下距离为0.2毫米(调节刀片与瓷嘴调整时反方向,即调节刀片向上,瓷嘴向下),瓷嘴螺丝处呈平行5.穿线从上往下将线从相应位置穿至线夹处,按一下线夹开关,用焊线机厂家配的镊子夹住传入瓷嘴,直至瓷嘴底端可以看到线露出来(线夹开关从打开到闭合的时间为10S,穿线最好在才时间段内完成,不然还要再按线夹开关),看到露出来的线芯后按手动按钮手动打火。
LED焊线机如何选择瓷嘴金线

LED焊线机如何选择瓷嘴金线选择适合的瓷嘴金线对于LED焊线机的正常运行至关重要。
以下是您在选择瓷嘴金线时需要考虑的几个重要因素。
1.金线材质:在选择瓷嘴金线时,首先要考虑使用的金线材质。
通常情况下,LED焊线机使用的金线材料有几种选择,包括铜线、银线、金镍合金等。
铜线是一种使用最广泛的金线材质,具有良好的电导率和导热性能,适用于一般焊接应用。
银线的电导率更高,具有更好的导热性能,适用于对电阻和导热要求更高的应用。
金镍合金是一种高档的金线材料,具有优异的导电性能和耐腐蚀性能,适用于高质量的焊接应用。
2.金线直径:金线直径直接关系到焊接的效果和可靠性。
一般来说,金线直径越小,焊接的精度和可靠性就越高。
但是,过细的金线需要更高的焊接技术和更精细的设备来处理。
因此,在选择瓷嘴金线时,需要根据具体的焊接需求和设备性能来确定合适的金线直径。
3.金线涂层:金线在焊接过程中会产生氧化,对焊接质量产生影响,因此需要在金线上涂覆一层保护性涂层。
根据不同的金线材质和应用需求,涂层的选择也会有所不同。
常见的金线涂层材料有镍、锡、铝等。
镍涂层可以提供良好的抗氧化能力,适用于一般焊接应用。
锡涂层可以提高金线和焊接材料之间的连接性能,适用于需要提高焊接可靠性的应用。
铝涂层具有良好的导电性能和耐腐蚀性能,适用于高端的焊接应用。
4.瓷嘴材质和形状:瓷嘴材质和形状也会对焊接质量产生影响。
常见的瓷嘴材质有氧化铝、石英等。
氧化铝具有良好的导热性能和耐高温性能,适用于高功率的焊接应用。
石英材质具有更好的透明性和耐高温性能,适用于需要观察焊接过程的应用。
瓷嘴形状有直通型和扩散型两种,直通型适用于需求更高的焊接质量,而扩散型适用于一般焊接应用。
5.焊接环境:焊接环境也是选择瓷嘴金线的一个重要考虑因素。
例如,焊接材料的沾染和腐蚀程度会影响瓷嘴材料和金线涂层的耐用性。
在有特殊气氛的焊接环境下,如高温、高湿、腐蚀性气体等,需要选择更耐腐蚀的瓷嘴材料和金线涂层。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
认识速度(标准) 2 点对位 :约 0.12s(大约 5mm 晶片时候) 4 点对位 :约 0.20s(大约 5mm 晶片时候) ※ 如果对于认识的每个点灯光有改变将会降低认识速度。 认识率 :99%以上 ※ 样品图纹变化较大降低认识率。 :PAD(电极)1~2 个点;LEAD(支架)0~2 个点 认识点最大可以设置到 4 个点。
加热 主加热器:最大 350oC 前加热器:最大 200oC 后加热器:最大 200oC 加热块 :根据支架的宽度加热块需要进行更换调整。
(2) 料盒的交换 模式 :垂直堆栈结构 装备料盒的个数 :2~3 个(依照使用料盒的尺寸决定) 推料装置 :气缸推杆 升降机步距设定 :手动设定或是 Key 参数数值设定 升降机的步数 :Key 参数数值设定 导轨宽度设定 :自动测量设定或是 Key 参数数值设定 从焊线的中心往前后两个方向运动:10mm~45mm 适用料盒规格 :宽度:20 mm~90mm 长度:95mm~270mm 高度:100mm~175mm ※ 依赖焊点的位置和品种的形状。
(17)尺寸与重量 外形尺寸 重量 (18)颜色 主体和外壳盖 操作面板
:700mm(宽)×780mm(深度)×1730mm(高) (H:到报警灯顶部 1974mm) :大约 550Kg
:KAIJO 标准浅灰色 :KAIJO 标准浅灰色
Page 6 of 11
3.2.认识系统(图纹辨识单元)
150KHz 和 60KHz 双频 由 PLL 进行振动频率自动跟踪 钛合金 11mm 7.5mm 0.4A(最大)…(20 Ω 负载) 0~255(第一焊点和第二焊点分别设置) 0~255ms(第一焊点和第二焊点分别设置) 7 种(可选择)
交流线性马达 X72mm×Y70mm 0.1 μm
:CPU 控制 :固定式的放电棒
:最多输入 15 个字符 :生产的单元数 :以米计算使用量 :打点的数量 :小时和分钟或是分钟和秒(根据选择) :断线、触线和打不粘等 :换能器连接线松脱等 :拒认、跨度等错误
:主加热器、前加热器和后加热器 :空气张力器、供线处、冷却气
:在监视器上显示焊线的坐标 选择的焊线由特定的颜色显示 :图像显示主要的参数 :辨识错误发生时候显示原始图纹及其半自动对位点 :显示进程管理数据的图表
SECS-1 板卡
:可选择项 (KAIJO 规格协议) 参考[SECS external communication interface specification] (SECS 通讯 界面规范)具体细节。
客户构架规格
:另行协商
3.6.选项
(1) 焊接系统 真空泵 空气过滤器 (2) 其他 工具 (3) CE marking :另行协商洽谈 (4) UPS(不间断电源) :选项为 2KVA 容量(超过 2KVA 请具体协商) :从机台分离出来,使用干燥的压缩空气 :从机台分离出来
使用无铅制程生产的控制电路板更加环保。
Page 3 of 11
3. 规格
3.1.主体2)可存储品种的数量 内存中最大存储量:1 个类型 最大 3072 条焊线 最大 256 颗 Multi-Chip 注 2
注 2:Multi-Chip 指对点的数量和焊线的数量都相同的晶片。
※(焊线的数量和晶片的数量请联络我们确认。 ) 闪存中最大存储量:超过 100 个类型 (208 个管脚,4 个对位点;闪存容量超过 30M) FDD(软盘)中最大存储量:5 个类型(208 个管脚,4 个对位点) ※FDD 中存储程式的数量取决于品种程式和送料程式 的具体条件。 程式化 编辑或是参考坐标磁片 通过 SECS 以太网从电脑主机下载参考坐标。 (3)金线直径 标准为 Φ 15 μm ~ Φ 75 μm (其他尺寸金线请联络我们) 。 (4)标准焊接速度 0.054 秒/线(线弧控制、0.5mm 长、32 μm 以下金线直径) 焊线条件:超音波(US)时间 搜索高度 搜索速度 第一焊点 7ms 第二焊点 5ms
全自动金线焊线机
对应 FINE PITCH 机型
FB-880 规格书(简体中文)
第二版 灵活的送料与料盒交换机型
KAIJO 公司 焊接机械事业部 振联科技有限公司翻译
Page 1 of 11
1. 外观
机型 FB-880 提供更加友善的操作界面, 提供高质量, 对应 FINE-PITCH(超 小间距)的金线焊接,更加高速,更加高水准。 机型使用新的相关技术: 依 CAE 设计的低振动性 使用更加高速和高精度的线性马达驱动的 XY 平台 由 VCM 驱动的超轻焊头 双频超声波振动子 使用新的超音波发生系统 使用新的放电系统 新型的打不粘检知系统 图像处理采用 1/3”CCD 摄像头和灰阶辨识标准 可程序控制的聚焦镜头(选项) 全软体控制伺服控制系统 灵活的送料系统及其可程式编辑的料盒交换装置 GUI 操作方式(鼠标和控制球) 大尺寸彩色显示功能 温度、流量控制功能与显示 以太网通讯功能(标准为 HSMS) USB 记忆体界面 可调的供电单元(可选项) 无铅控制电路板
允许电压变化范围 最大耗电量 干燥压缩空气 真空
:单相 200V 50Hz/60Hz 如下单相电压可以选择有效: ( AC100V 、 110V 、 120V、210V、220V、230V、240V) :最大 ± 5% :大约 1.5KVA(标准稳定温度) :0.3~0.970Mpa(4~9.9Kg/cm2) :最小-53.32Kpa(最小 400mmHg)
Page 2 of 11
2. 特点
CAE 抗振动设计避免了高速焊接带来的振动。 线性马达、超轻量化及其高硬度焊头设计保证了高速焊接中的高品质。 标准配置双频超音波振动子。这样可以针对不同的焊点选择对应的频率,从 而提升焊接的品质减少中断的次数。 针对品种,可选择的超音波完全由软体控制。 放电系统的控制范围变宽,能够稳定形成更大或是更小的金球。同时电流控 制也使得金球更加稳定。 新的打不粘侦测系统适用于更小电容量的产品,每个电极可以通过机台的自 动校正功能找到最适合的侦测条件参数。另外针对不同的应用产品可以选择 电容模式或是高电压模式。 应用灰阶辨识提升了辨识率及其焊接精度,1/3”CCD 摄像机捕获高品质图 像,新型的镜头放宽了 ϑ z 方向的范围。 完全由软体控制的伺服系统可自动进行校正,简化伺服调整。 当改变品种或是提升焊接精度时候可以用软盘将坐标记录下来从而减少重 新编辑品种的次数。 128M 的闪存可存储更多的程式。 GUI 操作方式采用鼠标和控制球设计。 大尺寸彩色显示器和多种图像功能使得操作更加简单化。 程式化的料盒交换装置和送料系统缩短品种的更换时间,简单地在其他焊线 机的程式上作准确度的再编辑即可。 软体可以从软盘导入,轻松实现软体的升级。 可编程控制的聚焦镜头(可选项)在混晶产品的品种中可以针对高度差很大 的焊接条件进行自动聚焦。 HSMS 作为标准项目设定,SECS-1 能根据选项卡使用。当然能像使用 3.5 寸软盘一样使用 USB 记忆体。
(1) 晶片和支架检测 认识方式 图纹数量 :标准图纹与输入图纹关联处理方式 :123 个/品种
认识范围(2.6 倍镜头) 最大 :0.7mm×0.5mm (运动搜索范围 X ± 1.1mm×Y ± 0.9mm) θ ± 5o(依晶片大小及其表面图纹有所不同) ※ 搜索范围能依 9 种图纹分别设定。 认识精度 :0.7 μm (2.6 倍镜头)0.3 μm (6 倍镜头)
(12)显微镜 放大倍数 机构运动范围
:7.5~33 倍 :最大范围:X104.5mm×Y67.2mm
(13)警报功能 错误(包括不正常的温度、辨识错误和送料错误等)直接显示在监视器上。 (14)进程管理功能 监视器上显示如下的信息:
Page 5 of 11
①产品管理信息 品种的名称 已经生产的数量 使用金线的数量 瓷嘴的磨损量 工作时间/停顿时间 ②错误报警管理信息 焊接报警 焊头报警 辨识报警 送料系统报警 XYZ 马达报警 温度报警 其他报警 ③品质管理信息 热压板温度 气体流量 (15)图像显示功能 焊线的显示 参数的显示 对位点显示 进程管理显示 (16)应用条件 供电电压
:六角扳手、螺丝起子等等
注: (1)此规格书为标准机型规格。 (2)根据设备性能具体的细节有可能改变,恕不另行通知。
Page 9 of 11
【FB-180 的外观尺寸】
Page 10 of 11
【加热块的宽度表】
Page 7 of 11
3.3.传输系统
(1) 送料部 送料的行程 送料的速度 送料分解度 送料的精度 :最大 80mm(包括 5mm 的排出料的行程) :0.8sec/50mm 行程(真空吸附时) :5 μm :支架前端 ± 15 μm (决定送料的精度) 每次送料进程 ± 10 μm 送料的方向 :左 → 右;右 → 左(选项) 轨道宽度设定 :20mm~80mm 从焊线的中心往前后两个方向运动:10mm~40mm 支架标准外形 :宽度:20 mm~80mm 长度:90mm~270mm 厚度:0.1mm~0.5mm
第一焊点 100 μm 第二焊点 100 μm 第一焊点 22.5mm/s 第二焊点 32.5mm/s ※以 FAST 线弧模式为参考
注:焊线的速度依据样品的条件及其焊接的条件不同而有所不同。
(5)重复位置精度 (包括辨识系统,但是不包括自身编辑引起的变化) * ± 2.5 μm (3 δ ) (KAIJO 公司依据 6 倍镜头参考量)
注:重复性依据样品不同有差异。
(6)焊头 驱动
VCM 线性马达
Page 4 of 11
行程 精度
最大 11mm 0.3 μm
荷重 依据线性马达直接数字设定 荷重范围 3~490cN(3~500g) 自动供线 2”轴,长型双凸缘型号,顺时针旋转 (7)超音波 频率 发生器 振动子材料 适用瓷嘴长度 瓷嘴固定长度 功率范围 功率等级 功率时间 超音波开始剖面图 (8)XY Table 平台 驱动 移动范围 精度 (9)焊线范围 最大:X56mm 最大:Y70mm (10)操纵器 控制球 (11)Ball-Up EFO