高钒钛矿冶炼技术要点
高铬型钒钛磁铁矿高炉冶炼关键技术研究

utilization technology is of great significance for promoting economic development and technological progress. This article introduces the research background and significance of the comprehensive utilization technology roadmap of Panzhihua vanadiumtitanium-magnetite ore, analyzes the current situation and existing problems of
在选矿过程中,需工艺参数、设备配置和选矿率等指标。通过对实际案例的 分析,优化选矿工艺流程和提高选矿效率。
钒钛磁铁矿综合利用
钒钛磁铁矿的综合利用主要包括两个方面:提取铁元素和非金属元素。其中, 铁元素的提取是综合利用的重点,可以通过直接还原、炼钢等方式实现。而非金 属元素的提取,如钛和钒,则可以通过相应的化学或物理方法实现。
钒钛磁铁矿的组成和结构
钒钛磁铁矿主要由磁铁矿、钛铁矿和钒铁矿组成,是一种具有复杂结构的多 金属矿物。其中,磁铁矿主要提供磁性,钛铁矿则具有储量高、密度大等特点, 而钒铁矿则具有高密度、高硬度等特性。这些成分共同决定了钒钛磁铁矿的物理 和化学特性,进而影响其选矿和综合利用过程。
钒钛磁铁矿选矿工艺
选矿是钒钛磁铁矿综合利用的重要环节,主要包括破碎、磨矿、选别等步骤。 在选别过程中,根据矿物之间的物理化学特性差异,采用多种选矿方法,如重选、 磁选、浮选等,以实现矿物的高效分离。
在具体的选矿工艺流程中,首先对原矿进行破碎和磨矿,以实现矿物的单体 解离。接下来,采用重选法将矿物按照密度进行分离,再使用磁选法分离出磁性 矿物。最后,采用浮选法将非磁性矿物分离出来,实现钒钛磁铁矿的高效选别。
高炉冶炼钒钛矿讲座(刘传胜)

高炉冶炼钒钛矿技术讲座第一讲攀钢高炉冶炼钒钛磁铁矿分析付卫国攀钢高炉冶炼的是高钛型钒钛磁铁矿。
这种矿石含钛高,高炉冶炼时炉渣中TiO2含量达25~30%,用常规方法冶炼会出现炉渣粘稠,渣铁不分,炉缸堆积等现象。
使正常生产难于进行。
自1958年开始,经过全国炼铁界和各大研究院、所,以及高等院校的多年紧密合作研究,陆续在小高炉上进行了试验。
1965年~1967年,在承德、西昌和北京等地进行了几次大规模工业试验,解决了用普通高炉冶炼高钛型钒钛磁铁矿的基本工艺问题,并取得了技术上的突破。
1970年7月1日,容积为1000m3的1高炉终于在攀钢投入生产。
1971年和1973年容积为1200m3的2、3高炉也相既投入生产。
在经过20年的生产后,1BF于1990年初进行了改造性扩容大修,有效容积扩大为1200m3,炉顶采用并罐式无料钟炉顶底炉;1989年容积为1350m3的4高炉在攀钢新建投产,采用皮带上料、并罐式无钟炉顶,设两个出铁场,配备4座新日铁外燃式热风炉。
我国首创的高钛型钒钛磁铁矿高炉冶炼技术,经过攀钢高炉冶炼工作者几代人的不懈努力和三十年来高炉生产的实践,不断得到改进、发展和完善。
1 不同渣中TiO2的炉渣应用高炉冶炼钒钛磁铁矿的炉渣与冶炼普通矿的炉渣其理化性能有较大差别。
普通高炉渣基本属于CaO-SiO2-Al2O3三元系,而含钛炉渣中含有TiO2,属于CaO-SiO2-Al2O3- TiO2四元系,其主要矿物为钙钛矿、钛辉石、巴依石、尖晶石等,普通炉渣中常见的黄长石随着TiO2的增加而迅速减少,当渣中TiO2超过18%时黄长石消失。
所以对冶炼钒钛磁铁矿的含钛炉渣而言,随着渣中TiO2含量的不同,炉渣的应用情况也不同。
1.1 TiO2<10%的低钛渣普通矿冶炼的高炉渣通常用作水泥混合料,而含钛炉渣随着TiO2的增加,其生产水泥的强度将受到影响。
渣中平均每增加1%的TiO2,质量系数下降1.69%,R28d值降低1.19%。
钒冶炼的前沿技术与工艺发展

高效沉淀技术
采用新型高效沉淀剂,降 低杂质元素的共沉淀,提 高钒的纯度和回收率。
萃取分离技术
利用萃取剂将钒与其他元 素分离,实现高纯度钒的 提取和回收。
降低环境污染的工艺改进
废气处理技术
采用活性炭吸附、催化燃 烧等方法处理废气中的有 害物质,降低空气污染。
钒冶炼的基本流程
矿石准备
将钒矿石破碎、磨细,以便进行后续的加工处理 。
还原熔炼
将五氧化二钒或含钒矿物还原成金属钒,通常在 电弧炉中进行。
精炼
通过电解或其他方法将金属钒提纯,以满足不同 用途的要求。
钒冶炼技术的现状与挑战
现状
目前全球钒产量主要来自中国、俄罗斯、南非等国家,中国是全球最大的钒生产 国。随着技术的不断进步,钒冶炼的效率和环保性能得到不断提高。
资源综合利用
通过资源综合利用技术,将废弃物 转化为有价值的副产品或能源,实 现资源的最大化利用。
04
钒冶炼技术的前景展望
新型技术的进一步研究与开发
新型反应器的研发
针对传统反应器存在的能耗高、效率低等问题,研究新型反应器 ,提高钒冶炼过程的反应效率和能源利用率。
新型萃取技术的探索
针对传统萃取技术中存在的萃取剂消耗大、环境污染严重等问题, 研究新型萃取技术,实现高效、环保的钒资源提取。
智能化技术的应用
将人工智能、大数据等先进技术引入钒冶炼过程 ,实现工艺过程的智能化控制和优化,提高生产 效率和产品质量。
钒资源循环利用的探索与实践
废旧钒产品的回收再利用
01
针对废旧钒产品,研究有效的回收再利用技术,实现资源的循
环利用,降低生产成本和资源消耗。
钒钛铁冶炼的技术创新

汇报人:可编辑 2024-01-06
目 录
• 钒钛铁冶炼技术概述 • 钒钛铁冶炼技术创新 • 钒钛铁冶炼技术创新案例 • 钒钛铁冶炼技术创新面临的挑战与对策 • 未来钒钛铁冶炼技术创新展望
01
钒钛铁冶炼技术概述
钒钛铁冶炼技术的定义与特点
定义
钒钛铁冶炼技术是一种将铁矿石 、钒矿石和钛矿石进行联合冶炼 的工艺,旨在同时提取和回收其 中的有价元素。
06
详细描述
通过技术改造,该企业成功提高了钒钛铁产品 的质量和附加值,增强了市场竞争力。
某科研机构研发的新型冶炼工艺
总结词:节能减排 详细描述:该科研机构研发的新型冶 炼工艺具有显著的节能减排效果,有
效降低了能耗和污染物排放。
总结词:提高生产效率
详细描述:新型冶炼工艺提高了生产 效率,缩短了生产周期,降低了生产 成本。
人才培养
加强人才培养和技术培训,提高技术人员的专业素质和技术水平,为钒钛铁冶炼技术的创新发展提供人才保障。 例如,建立完善的技术培训体系和技术交流平台。
THANKS
感谢观看
新工艺
新的工艺和技术不断涌现,为钒钛铁 冶炼提供了更多的技术手段和解决方 案。例如,采用新型熔融还原技术、 直接还原技术等,提高冶炼效率和产 品质量。
国际合作与交流
国际合作
加强国际合作与交流,引进国外先进技术和管理经验,提高我国钒钛铁冶炼的技术水平和竞争力。例如,与国外 企业合作研发、共同推广新技术和新产品。
环保领域
该技术可以实现对资源的 充分利用,减少对环境的 污染,符合当前绿色低碳 的发展趋势。
02
钒钛铁冶炼技术创新
新型冶炼工艺
熔融还原法
利用铁矿石和熔剂在高温下直接 还原得到铁的方法,具有能耗低 、污染小、生产效率高等优点。
钒钛矿中钛渣冶炼高炉操作技术进步
2672019·6摘要:由于钒钛磁铁矿的性价比较高,通过冶金工作人员的不断努力,使我国高炉冶炼钒钛矿技术得到广泛的应用,本文针对钒钛矿中钛渣冶炼高炉操作技术的强化,建立优化操作制度、推广与应用干熄焦技术、制定原料供应变化的应急方案以及完善入炉原燃料质量评价模型等,实现高炉冶炼钒钛矿中钛渣冶炼技术,实现了长寿与低耗的特点。
关键词:钒钛矿;钛渣冶炼;高炉操作技术钒钛矿是一项重要的矿产资源,高炉冶炼钒钛矿相比普通矿的差别较大,当高炉内配比不断提升是,将会导致水泥、炼钢、烧结以及炼铁等工序造成严重影响,主要表现为烧结矿强度明显降低、铁水温度下降、返矿率提高,水泥质量下降,产量显著降低等现象,由于钒钛矿性价比较高,即使在高炉冶炼过程中存在一系列的困难,但通过相关工作人员的不懈努力,使得高炉冶炼钒钛矿技术得到了进步,随着我国钢铁市场竞争的不断提升,高炉冶炼钒钛矿工作发展迅速,由早期的100m³高炉炉容增加到现在的2500m³,高级渣系逐渐向中高钛方向发展。
一、建立完善的入炉原燃料质量评价模型在进行入炉原燃料的采购时,应以性价比作为采购依据,根据测算性价比、烧结杯实验以及工业实验的流程进行原燃料的采购,按照采购需求单进行订货,使冶炼管理部门与采购部门协同合作,实现采购过程与冶炼过程衔接在一起。
二、制定原料供应变化的应急方案相关高炉冶炼部门应制定完善的物料供应与库存预警制度,避免出现原料供应紧张的现象,在烧结机操作过程中,应对原料供应紧张的情况需提前预见,确定数个成熟配料结构,以保证变料的快速响应,在变料过程中应保证质量优先的原则,初期机速厚料层烧结稳定后,通过控制料层的厚度、负压终点等合理有效的匹配,使在保证质量的前提下,提升钒钛矿的冶炼质量,在高炉操作过程中,当外界条件发生变化时,应及时控制冶炼强度,对炉内负荷、装料制度、降煤比以及鼓风动能的顺序进行调整,以保证周围条件变化时,高炉具备一定的抵抗能力,同时应加大炉前出渣组织以及稳定设备运行,实现炉内状况可以稳定的过渡。
钒钛磁铁矿冶炼技术简介

钒钛磁铁矿冶炼技术简介一前言钒钛磁铁矿属于难冶炼的矿石之一,俗称呆矿,其在冶炼过程中会对炉内操作及炉外渣铁处理产生一系列不利的影响,使冶炼难以为继,建国以后,我国特别是四川攀钢等钒钛矿丰富的地区,在党和政府的支持下组织了专家进行了一系列的攻关,取得了满意的冶炼成果,积蓄了丰富的经验.二钒钛矿的分类钒钛矿依据所含钛化物的多少分为低钛矿,中钛矿和高钛矿,通常把含TiO2≤3.5%的钒钛矿称为低钛矿,把含3.5%<TiO2≤8.0%称为中钛矿,把含TiO2>8.0%的钒钛矿称为高钛矿.通过几十年的研究和探索,目前我国已完全掌握了钒钛矿冶炼的技术,特别是四川攀钢,经过长期的系统的技术研究,申报了20余项的专利技术,形成了独特的钒钛矿高配比高强度冶炼系统技术,高炉冶炼主要技术经济指标也有了显著的提高,高炉利用系数,焦比,煤比等指标都得到了改善,实现了高钒钛矿比例下高强度冶炼的重大技术突破,使钒钛矿冶炼技术达到了国内先进水平.三钒钛矿冶炼的特点及钛渣的性质钒钛矿冶炼的特点主要是高炉中还原出来的钛,与高炉内的碳和氮结合形成高熔点的化合物碳化钛和氮化钛,使渣铁粘稠,渣铁不分,流动性差,渣铁排放困难,严重时造成高炉炉缸堆积难行.高炉冶炼钒钛磁铁矿的主要困难是由钛渣的特殊性质决定的,高钛渣的特点是脱硫能力低,熔化性温度高和高温还原变稠等特点.1) 高钛渣的脱硫性质一般来说,一定冶炼条件下,高炉渣的脱硫能力与渣中的氧化钙含量及温度成正比,与普通高炉冶炼的四元渣系相比,高钛渣因含有较高的钛化物,在相同碱度下,渣中氧化钙的质量百分比要低15%左右,这必然降低炉渣的脱硫能力,与普通渣相比,若维持1.1的炉渣碱度,普通渣的脱硫系数可达36左右,而含氧化钛20,25,30的钛渣脱硫系数仅为13.12.10,可见脱硫能力甚低.且随着氧化钛的增加而减弱.而且因为氧化钙在钛渣中的质量百分比较小,所以碱度对钛渣的脱硫能力影响较普通渣弱,在钒钛矿冶炼中,即使选用较高的炉渣碱度,也难于改变钛渣脱硫能力低的弱点.反而,随碱度的提高,炉渣的熔化性温度提高,而熔化性温度过高会给操作带来困难,所以不能靠大幅提高炉渣碱度来维持炉渣的脱硫能力.2) 含钛炉渣的熔化性温度熔化性温度高是钛渣的另一特点,高钛渣是一种结晶能力很强的短渣,从岩相来看,普通渣的主要物相是黄长石,辉石,假硅灰石等,其熔点都低于1600度,而当氧化钛参加造渣后,其物相组成全部改观,主要由钙钛矿,巴依石,钛辉石,尖晶石,碳化钛,氮化钛等组成,全部是高熔点矿物,而且其结晶能力很强,实测表明,高钛渣其熔化性温度通常要高于普通渣80-100度,一般来说在高于1.0的常用炉渣碱度范围内,炉渣的熔化性温度随着碱度的提高而提高,从有利于高炉操作的方面考虑,提高碱度使钛渣的熔化性温度提高,过高的熔化性温度使高炉难操作,但为了改善脱硫能力又需要维持一定的炉渣碱度,因此对于钛渣来说,炉渣脱硫与熔化性温度之间存在着相互制约的关系,过高过低都会引起炉缸工作失调或生铁出格.3 含钛渣的炉渣粘度钛渣熔化性温度高,结晶能力强,必然给高炉冶炼带来困难,当遇原料波动,使炉渣碱度升高或炉缸温度降低时,很容易引起流动性变差,出现高结晶相,使炉缸工作失调.另外,出铁过程中不可避免的要有温降,熔点高,结晶能力强的钛渣很容易粘附在沟壁上,造成严重的挂沟现象.增加炉前劳动强度.含钛渣变稠是由于渣中氧化钛在高温下生成碳化钛和氮化钛等高熔点化合物,这些化合物以固体状态悬浮于液体渣中,使炉渣粘度增加,另外在还原的粘渣中含有许多不能聚合的铁珠,这些铁珠周围包裹着相当数量的碳化钛和氮化钛,它们呈环状或半环状分布于铁珠周围形成一个固体壳,一方面增加了铁珠与熔渣间的摩擦力,减轻铁珠的有效重量,影响铁珠的沉降,使渣中铁损增加,同时也使炉渣粘度增加.四针对钒钛矿冶炼的措施1严格控制生铁硅钛含量,在钒钛矿冶炼中,生铁中硅钛含量不但是炉温的表征,而且是二氧化钛被还原的判据,炉温是影响炉渣变稠速率的最重要因素,即便在二氧化钛含量很低的情况下,提高炉温,仍然会引起炉缸失调,冶炼不能正常进行,因此在冶炼钒钛矿时,在保证生铁合格的情况下,应尽量压低炉温,生产中常用生铁中硅加钛含量表示炉温,硅加钛一般不高于0.5%.渣中二氧化钛含量越高,生铁中硅加钛应越低,适宜的生铁中硅加钛含量以0.15%比较适合于冶炼,并应保持稳定.2 选择适宜的炉渣碱度钒钛矿冶炼中,碱度可以引起炉渣性质的双重变化,提高碱度可以改善生铁脱硫,但也会使熔化性温度提高,适宜的碱度应兼顾两者,过低难于得到合格生铁,过高将出现风口挂渣,炉缸堆积,风量萎缩等冶炼困难.适宜的炉渣碱度与硫负荷,高炉容积,操作水平有关,我国攀钢条件下,一般控制在1.1左右,3 稳定优质的原燃料条件原燃料的波动易引起炉温的波动,而对于钒钛矿冶炼来说,炉温的波动往往是致使的因素,炉温过高或炉温过低都容易引起炉渣的流动性变差,渣铁不分.所以要求原燃料要稳定,另外由于钛渣的脱硫能力较弱,所以要求要选用优质的焦炭,生铁中的硫主要来自于焦碳,因此要求焦碳含硫要低,以降低硫负荷,一般要求硫负荷在4公斤/吨铁左右,4 操作特点的影响高炉取样研究表明,高炉内钛的还原以及碳化钛氮化钛的生成在炉腹高温区最激烈,达到最大值,在经过风口燃烧带氧化区时,又有一部分被氧化,使碳化钛氧化钛含量降低,因此在操作中要维持较高的冶炼强度,大风操作,以保证风口区的氧化作用,坚决杜绝小风量操作,为缩短炉渣在炉缸中的停留时间,减少还原时间,应多放上渣,尽量增加出铁次数, 结语:1 钒钛矿冶炼的关健是钛渣的特殊性质问题,一切应围绕着有利于改善钛钛的性能的方向去努力.2 生产中应严格控制炉温即生铁中硅加钛不应大于0.5,并保持炉温的稳定性,保证炉缸充沛的热量.炉缸温度视炉容大小应控制在1450左右.3 目前有高炉为解决出铁时钛渣的流动性问题,在出铁时在主沟中加入化渣剂,也取得了很好的效果.而且在铁水缶中加入化渣剂也很好的解决了铁水缶使用时间短的问题.对降低炉外劳动强度有积极的意义.。
《高炉炼铁技术》项目13任务13.1钒钛磁铁矿冶炼

稠。
冶金工程系
张丰红制作
16
• 操作中注意的要点:
• (1)低硅钛操作〔低炉温〕。TiO2含量大于22% 时,[Si] 要<0.15%,[Ti]要在0.20%以下,渣温保持1450~ 1470℃;
• (2)控制适宜的炉渣碱度。二元碱度1.0~1.10范围, MgO8%~9%;
• (3)炉缸喷吹压缩空气。在风口下方增设喷吹压缩空气风
冶金工程系
张丰红制作
15
• 高炉渣中含TiO2在20%~30% 范围,通常称为高钛 渣。高钛型炉渣的冶炼性能更差。
• 特点是炉渣变稠,严重时放不出渣,脱硫能力低,仅及
普通矿的1/5~1/10,渣中夹铁多,约为3%~5%,
产生泡沫渣,既浪费渣罐,又造成炉内压差升高,炉缸
炉底容易结厚。因此生产中要抑制钛的过复原和炉缸消
• 因此在冶炼时,要注意抑制炉渣变稠和消稠。
冶金工程系
张丰红制作
14
操作中注意的要点:
采用加湿 鼓风
加湿鼓风有一定消稠作用
增加风口 以活跃炉缸,减少中心堆积 鼓风动能
适当缩短钛渣 在炉内停留时间
采用合适的 以适应脱硫的需要。炉渣二元碱度可控
炉渣碱度
在1.10~1.25范围;
控制较低 炉温
防硅 制止 控 可钛 制 增渣 愈 高变 低 。稠 ; 要。 钛 求含 控 加硅 制 强控 在 原制 燃0.1在 料80中%.2和~5工%0.作2~5。0%.5,0随%T,iO随2T增iO高2,的钛增控高,
[学习任务]
复原反响、特点。 2炉渣特性及钒钛 磁铁矿冶炼特点
问题
冶金工程系
张丰红制作
1
钒钛磁铁矿的冶炼问题
低钛型钒钛磁铁矿〔炉渣中TiO2为8%~12%〕的高炉冶炼,用普通矿冶炼方法 即可解决。 高钛型钒钛磁铁矿〔炉渣中 TiO2大于16%〕高炉冶炼中出现的炉渣粘稠、渣 铁不分、炉缸堆积等特殊问题。 攀西地区矿藏属于高钛型钒钛磁铁矿,高炉渣中TiO2含量高达25%~30%。
钒钛矿的冶炼知识
钒钛矿的冶炼知识
该铁矿属于以铁、钛、钒、铬等氧化物为主的复合矿,铁在原矿中以磁铁矿、钛铁晶石(2FeO·TiO2)和钛铁矿(FeO·TiO2)三种形态存在,钒在磁铁矿中以V2O3的形态存在。
根据TiO2含量的高低,钒钛烧结矿可分为高钛型(攀钢)、中钛型(承钢)和低钛型(马钢)。
TiO2是制约钒钛磁铁矿高炉冶炼的主要因素,含量降低后有利于高炉强化冶炼,提高生产效率。
攀钢高炉炉料结构分为三个阶段:全钒钛烧结矿阶段、高碱度钒钛烧结矿配加普通块矿发展阶段(块矿比例6%~7%,并提高烧结矿碱度至1.7左右)、高碱度钒钛烧结矿配加高硅块矿强化阶段(块矿比例8%左右,高炉冶炼利用系数已达到2.5)。
与普通矿炉料结构的区别:
⑴适当的渣量来稀释炉渣中的(TiO2)含量,从而抑制TiO2过还原。
⑵普通烧结可通过发展铁酸盐低温黏结相来降低烧结矿SiO2含量,而钒钛矿则比较困难。
⑶炉渣脱硫能力低。
⑷对块矿品位和其含硅量有要求。
高碱度钒钛烧结矿配加酸性氧化球团矿必将是钒钛磁铁矿冶炼炉料的发展方向。
钒钛铁高炉冶炼工艺

钒钛铁高炉冶炼工艺钒钛铁是一种重要的铁合金产品,广泛应用于钢铁工业和其他领域。
钒钛铁的生产是通过高炉冶炼工艺实现的。
这种工艺是一种复杂的金属冶炼技术,需要多种原料和特定条件才能达到理想的生产效果。
钒钛铁高炉冶炼工艺主要包括矿石熔炼、还原和分离、精炼等步骤。
首先,矿石熔炼是指将含有钒、钛的矿石与焦炭等还原剂一起放入高炉中,通过高温下的反应使得金属矿物分解,释放出目标金属元素。
在这一步骤中,需要控制好炉温、矿石成分和燃料比例,以保证炉内反应的顺利进行。
接着是还原和分离阶段,这一步骤是钒钛铁高炉冶炼工艺中最关键的部分。
在高炉中,矿石中的氧化物会被还原成金属状态,并与其他金属元素一起混合。
这时需要根据金属间的相互溶解度和密度差异,通过物理和化学手段将钒、钛等目标元素从其他杂质中分离出来。
这一过程需要仔细控制还原剂和矿石的投入比例,确保分离效果达到预期。
最后是精炼步骤,这一步骤是为了提高钒钛铁的纯度和品质。
在高炉冶炼过程中,可能会产生一些氧化物和其他杂质,需要通过进一步的熔炼和精炼操作将其去除。
这一步骤通常在熔炼炉中进行,通过控制炉温和添加适当的脱氧剂或融化剂,将有害杂质和氧化物从金属中剔除,提高钒钛铁的品质和市场竞争力。
除了上述基本的工艺步骤之外,钒钛铁高炉冶炼工艺还需要考虑其他因素对生产过程的影响。
比如原料的选择和配比、炉温和气氛控制、炉料输送和热能回收等方面的技术都会对钒钛铁的生产效率和质量产生重要影响。
因此,科研人员和生产工程师需要在实际生产中不断优化工艺参数,提高钒钛铁的产量和质量。
总的来说,钒钛铁高炉冶炼工艺是一项复杂而重要的金属冶炼技术,涉及多个步骤和因素。
通过科学的设计和严格的控制,可以实现高效生产和优质产品的目标。
未来,随着技术的进步和需求的增长,钒钛铁高炉冶炼工艺将迎来新的发展机遇,为钢铁工业和相关领域提供更多优质的铁合金产品。
钒钛矿的开发利用
绿色矿业发展
推动绿色矿山建设 推进资源综合利用
环境治理力度
加强矿区污染治理 实施废弃矿山治理工程
循环经济体系
推广资源综合利用模式 建设循环经济示范区
总结
通过钒钛矿的开发利用,可以为我国的经济发 展提供强大支持。在追求经济效益的同时,不 能忽视环保和可持续发展的重要性。我们应该 不断探索先进技术,推动绿色矿业发展,为未 来的钒钛矿业做出更大贡献。
降低电力损耗
在电力传输过程中使用钒钛合金可以降低电力损耗,提高电力 传输效率。
提高电力设备的抗氧化性能
钒钛合金具有良好的抗氧化性能,使电力设备能够长期稳定运 行,延长使用寿命。
结语
钒钛合金作为一种重要的合金材料,在钢铁、航空 航天和电力行业中发挥着重要作用。通过对其物理 化学特性和应用领域的分析,我们可以看到其在各 个领域中的价值和潜力。随着科技的不断进步,相 信钒钛合金在未来会有更广泛的应用,为各个行业 带来更多的发展机遇。
钒钛矿可持续发展战略
钒钛矿业是我国的重要资源产业之一,为了实现绿 色可持续发展,需要制定科学的发展战略。建议加 强环境保护意识,推动绿色矿业发展,加大环境治 理力度,促进钒钛矿业更好地融入循环经济体系。 只有在环境保护和资源利用上取得平衡,才能实现 可持续发展的目标。
钒钛矿可持续发展战略
环保护意识
● 02
第2章 钒钛矿的开采
钒钛矿的开发历 史
钒钛矿开采经历了长期的发展演变,在过去的 几十年中,钒钛矿的开采方式和工艺逐步得到 改进和完善,为钒钛矿资源的合理利用奠定了 基础。
钒钛矿的开采方式
地下采矿 深度开采矿床
露天开采 表层矿床开采
钒钛矿冶炼培训资料
攀钢钒钛磁铁矿高炉冶炼基本情况姜照金王正五1.河北承德钒钛磁铁矿概况河北承德地区的大庙铁矿、黑山铁矿和马营铁矿都是钒钛磁铁矿。
到2006年底,其中大庙钒钛磁铁矿可开采资源已达到 2.45亿吨,探明钒保有资源量V2O54460万吨,TiO21535.36万吨。
近年来,在承德地区发现有一种新型的超贫钒钛磁铁矿资源,其储藏量达80亿吨以上。
与四川攀西钒钛磁铁矿矿相比,承德钒钛磁铁矿矿物具有结晶晶粒粗、矿石结构松散、硬度小的特点,选出的含钒钛精矿品位可达到60-65%。
2. 钒钛磁铁矿高炉冶炼原料的特点高炉冶炼钒钛矿的原料,实际上是钒钛烧结矿。
经磁选生产的钒钛磁铁精矿是生产烧结矿的主要含铁原料。
高钛型钒钛磁铁矿因TiO2含量高,为适于高炉冶炼,在烧结原料中配入适量的普粉,以使烧结矿中TiO2含量在适宜的范围内。
2.1钒钛烧结矿的化学成分钒钛烧结矿的化学成分,除含TiO2和V2O5有别于普通烧结矿外,其它化学成分含量亦有较大区别,见表1。
国内三个烧结厂生产的钒钛烧结矿,就其TiO2含量可分为高钛型(攀钢)、中钛型(承钢)和低钛型(马钢)。
表1 国内三个烧结厂烧结矿化学组成,%高钛型钒钛烧结矿的化学成分与普通烧结矿相比,具有“三低”、“三高”的特点。
其中“三低”是指烧结矿含铁分低、FeO含量低和SiO2低;“三高”是指烧结矿含TiO2高、MgO和Al2O3高和V2O5高,其中TiO2决定了烧结过程和高炉冶炼的特殊规律。
2.2钒钛烧结矿的冶金性能1. 钒钛烧结矿的转鼓强度钒钛烧结矿的强度一般比普通烧结矿强度低,其转鼓指数一般为81~82%,而普通烧结矿转鼓指数可达83~85%。
钒钛烧结矿冷却后的转鼓指数比冷却前提高6~7%,说明钒钛烧结矿在热状态下脆性大,强度不如普通烧结矿好。
2. 烧结矿贮存性能钒钛烧结矿有较好的贮存性能,其自然粉化率比普通烧结矿低得多。
普通烧结矿贮存一天粉化率达20%以上,五天中每天粉化率递增3%;而钒钛烧结矿自然粉化率很低,且随贮存时间增加,粉化率无明显增加,尤其是水浸后的钒钛烧结矿自然粉化率亦无明显变化,这表明钒钛烧结矿具有较好的贮存性能。
钒钛铁高炉冶炼工艺

钒钛铁高炉冶炼工艺
钒钛铁是一种重要的合金材料,在金属冶炼工业中扮演着至关重要的
角色。
而钒钛铁的生产过程中所使用的高炉冶炼工艺也是至关重要的。
通过对钒钛铁高炉冶炼工艺的深入研究,可以更好地了解其生产过程和技术原理,从而提高生产效率和产品质量。
在钒钛铁的高炉冶炼工艺中,首先需要选择适合的原料。
一般来说,
钒钛矿是最主要的原料,其含量的高低直接影响到最终产品的质量。
此外,还需要添加适量的还原剂和熔剂,以提高冶炼反应的速度和效率。
在高炉冶炼的过程中,需要控制好温度、气氛和炉料的比例,以确保反应顺利进行,并最大限度地提取出钒和钛元素。
在冶炼的过程中,应该注意防止烧结结块和结焦现象的发生。
这些现
象会影响炉料的均匀性和流动性,从而影响到冶炼的效果。
因此,需要采取适当的措施来防止结块和结焦的发生,如增加搅拌力度、控制冷却速度等。
此外,在高炉工艺中,还需要注意对煤气和废气的处理。
高炉冶炼过程中会产生大量的煤气和废气,其中含有大量的有害气体和颗粒物。
因此,必须对这些废气进行有效的处理,以保护环境和保障生产安全。
总的来说,钒钛铁高炉冶炼工艺是一个复杂而又重要的工艺过程。
通
过深入研究和不断改进,可以提高生产效率,减少能耗,提高产品质量,从
而更好地满足市场需求。
希望未来能有更多的学者和工程师投入到这一领域的研究中,共同推动钒钛铁工业的发展。
钒钛球团矿高炉冶炼总结
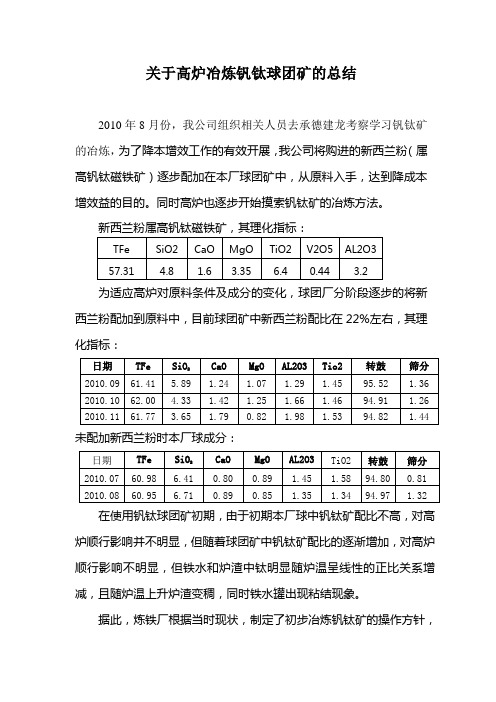
关于高炉冶炼钒钛球团矿的总结2010年8月份,我公司组织相关人员去承德建龙考察学习钒钛矿的冶炼,为了降本增效工作的有效开展,我公司将购进的新西兰粉(属高钒钛磁铁矿)逐步配加在本厂球团矿中,从原料入手,达到降成本增效益的目的。
同时高炉也逐步开始摸索钒钛矿的冶炼方法。
为适应高炉对原料条件及成分的变化,球团厂分阶段逐步的将新西兰粉配加到原料中,目前球团矿中新西兰粉配比在22%左右,其理化指标:未配加新西兰粉时本厂球成分:在使用钒钛球团矿初期,由于初期本厂球中钒钛矿配比不高,对高炉顺行影响并不明显,但随着球团矿中钒钛矿配比的逐渐增加,对高炉顺行影响不明显,但铁水和炉渣中钛明显随炉温呈线性的正比关系增减,且随炉温上升炉渣变稠,同时铁水罐出现粘结现象。
据此,炼铁厂根据当时现状,制定了初步冶炼钒钛矿的操作方针,在保证炉况顺行得情况下,主要以控制炉温为主,将生铁中【Si】和【Ti】分别控制在0.20%-0.25%之间,并要求炉温【Si】+【Ti】≤0.50%为合适炉温,并且在此基础上要求炉温稳定,相邻里两炉铁硅偏差不大于0.15,从而来抑制Ti的过还原。
对比炼铁厂1#、4#高炉9-11月份平均渣铁成分,如下:1#高炉渣铁成分:4#高炉渣铁成分:根据数据显示,生铁中【Si】和【Ti】的含量对渣中【TiO2】的正比关系。
同时也可以看出,在冶炼过程中炼铁厂在摸索钒钛铁的冶炼操作中,在保证炉况顺行前提下,炉温基本可以达到要求控制范围内。
在炉况顺行方面,冶炼钒钛铁矿,原料当中的钒钛在滴落带反应的特点是钛的氧化物和钒的氧化物被碳还原。
反应生成TiC与TiN的难溶固溶体,并进入到炉渣当中,从而导致炉渣变粘稠。
为有效控制Ti的过还原的,在保证炉况顺行的条件下,在料制上调整好煤气流分布,保证适宜的炉腹边缘煤气流,避免因炉渣粘稠,造成过分粘结炉墙,造成炉墙部分结厚,甚至结瘤。
送风制度上要求下部吹透中心,使炉缸工作均匀活跃,以此降低钛渣的黏度,同时避免和减少渣铁中高熔点的含钛化合物在炉缸内堆积和沉淀,造成炉缸堆积。
钒钛磁铁矿冶炼的关键技术研究PPT课件
行,尽13早使炉缸状况得到恢复
2/20/2020
阶段转换过程中注意铁水罐运行情况
八、资金概算及来源
预算科目 支出预算合计
1.研究费 2.设备费
资金来源合计 1、企业科研费用 2、政府财政补贴
3、其他来源
14
预算数 500万 50万元 450万元
/ 500万元
/ /
备注
2/20/2020
九、安全风险预评价
5、预期主要技术经济指标;
6、申请单位简况;
7、支撑条件、组织措施及主要实施步骤;
8、资金概算及来源;
9、2 安全风险预评价。
2/20/2020
一、项目方向性、必要性及需求分析
钒钛磁铁矿属于难冶炼矿一种矿石,俗称“呆矿”。主要是高炉冶 炼时形成的碳化钛和氮化钛属于高熔点化合物,可使渣铁粘稠,高炉 排放渣铁困难,严重时造成高炉堆积难行。 汉钢公司没有自己的矿山,加之钢铁业持续低迷,要解决汉钢公司 生存发展的问题,必须依托汉中地区丰富的钒钛磁铁矿资源,提高钒 钛磁铁矿的配加量。希望能在综合提高汉钢经济效益的同时,探索研 究铁前系统配加钒钛磁铁矿后对高炉冶炼的影响。
3、燃料比升高,造成成本升高。
15
2/20/2020
谢谢
16
2/20/2020
1、由于冶炼高钛铁,产生的高熔点碳氮化钛化合物沉积炉缸,长时间冶炼会使 炉缸堆积,造成炉况波动,必须定期对炉缸进行处理;
钒钛磁铁矿高炉冶炼的强化
钒钛磁铁矿高炉冶炼的强化钒钛磁铁矿是一种重要的铁、钢工业原料,其主要组成成分为FeO、TiO2和V2O5,其具有较高的还原性和较低的熔点,是制造发展钢铁、合金和钛金属的必需原料之一。
而高炉冶炼钒钛磁铁矿技术就是针对钒钛磁铁矿的物理特性、化学成分、反应动力学和热动力学进行专门研究开发的技术,并在不断完善中。
高炉冶炼钒钛磁铁矿的过程需要进行多环节复杂的反应,其冶炼过程主要分为三个主要步骤:烧结还原、溶解冶炼和精炼。
其中,烧结还原是制备钒钛磁铁矿还原炉料的关键步骤。
溶解冶炼则是将还原好的钒钛磁铁矿经过重度化学反应转化为液态铁,从而降低还原出的V2O5以及TiO2等有害元素的含量。
此外,随着国内及国际市场对于低温钒钢和特种钢铁要求越来越高,磁铁矿的高炉冶炼也面对着新的挑战,因此磁铁矿高炉冶炼的研究不断深入,不断完善其技术方法已成为行业的共同目标。
针对钒钛磁铁矿高炉冶炼的强化,首先就需要对磁铁矿本身及其特性进行充分的探究。
磁铁矿的组成复杂,其中铁的还原性很强,但TiO2、V2O5、CaO等的还原性却不及其重要性,因此需要采用特殊的还原剂来提供足够的还原气体。
同时,磁铁矿高炉冶炼要考虑到炉壁的衬砌和炉膛的保护,特别是在高炉冶炼过程中,炉壁及炉底往往承受着极大的压力和腐蚀,因此需要引入多种耐高温、耐腐蚀的材料来进行加固和保护。
其次,需要开发出更为先进的技术手段来减少二氧化钒和氧化钛等有毒物质的排放。
随着我国环保法规的日益加强,对高炉冶炼过程中的污染物和排放标准的控制也越来越严格,因此需要开发出新的技术来完善污染物的处理和资源化利用。
在磁铁矿高炉冶炼中,采用附加炉墙玄武岩、陶瓷堆垛等多种环保材料,增加反应时间和有利铁焦沉降、保存铁氧化还原平衡的同时,也有效减少了钛、钒、镍、锰等元素的排放,有利于环境保护。
第三,需要制订更为完善的高炉冶炼工艺流程和操作规范。
磁铁矿的高炉冶炼复杂,需要对炉内的梯度温度、物料分层、炉内氧浓度、炉内流动状态等多种因素进行综合分析和调控,因此需要制定完善的工艺流程和操作规范,特别是针对提高出铁率、钢柱率和锅炉布料性能等方面的技术问题,需要加强对高炉冶炼过程的全面理解和掌握,以便更好地进行操作规范。
钒钛矿的高炉冶炼流程

钒钛矿的高炉冶炼流程英文回答:Vanadium-Bearing Titaniferous Magnetite Blast Furnace Smelting Process.Vanadium-bearing titaniferous magnetite (VTM) is a complex and valuable ore containing iron, vanadium, and titanium. Due to its high vanadium and titanium content, VTM has attracted significant attention in recent years. Blast furnace smelting is a widely used method for extracting iron and other metals from ores. This process involves the reduction of iron oxides in the ore by using carbon (coke) in a blast furnace. The vanadium and titanium present in VTM can also be recovered during this process.The blast furnace smelting process for VTM involves the following steps:1. Ore preparation: The VTM ore is crushed and sized toa suitable size for charging into the blast furnace.2. Sintering: The crushed VTM ore is mixed with flux(e.g., limestone) and sintered to form a porous and strong sinter. Sintering helps improve the permeability and reducibility of the ore.3. Coke production: Coke is produced from coal througha high-temperature carbonization process. Coke serves as the reducing agent and fuel in the blast furnace.4. Blast furnace charging: The sintered ore, coke, and flux are charged into the blast furnace from the top.5. Ironmaking: Inside the blast furnace, the coke reacts with oxygen in the hot air blast to form carbon monoxide (CO). The CO then reduces the iron oxides in the sintered ore to form molten iron.6. Vanadium recovery: Vanadium is recovered from the molten iron during the blast furnace smelting process. The vanadium is oxidized to form vanadium oxides, which arethen dissolved in the molten slag.7. Titanium recovery: Titanium is recovered from the molten slag by adding a reducing agent (e.g., aluminum) to reduce titanium oxides to metallic titanium.8. Casting: The molten iron is tapped from the blast furnace and cast into pig iron. The molten slag is also tapped and cooled to form a solid slag.The blast furnace smelting process for VTM is a complex and energy-intensive process. However, it is a well-established technology that has been used for many years to extract iron, vanadium, and titanium from ores.中文回答:钒钛磁铁矿高炉冶炼工艺。
钒钛磁铁矿的高炉冶炼
钒钛磁铁矿的⾼炉冶炼⽤⾼炉冶炼铁、钒、钛共⽣特种矿⽯的⼯艺过程。
这种矿⽯的含铁量⼀。
般较低,要经过磁选富集,获得钒钛磁铁精矿,然后制成烧结矿或氧化球团矿作为⾼炉炼铁的主要含铁原料。
经⾼炉冶炼得出的产品是含钒钛的炼钢⽣铁和五元系(CaO—MgO⼀SiO2⼀A12O3⼀TiO2)⾼炉渣。
铁⽔中的钒可通过提钒⼯艺⽣产钒淹,作为各种钒制品的原料。
钒钛磁铁矿的资源和特点钒钛磁铁矿是铁、钒、钛共⽣的磁性铁矿,钒绝⼤部分和铁矿物呈现类质同相赋存于钛磁铁矿中。
所以钒钛磁铁矿也称钛磁铁矿。
由于成矿条件不同,世界各矿区的这种矿⽯的铁、钛和钒的含量有很⼤的区别。
还由于各矿区的钛磁铁矿的可选性不同,所⽣产的钒钛磁铁精矿,铁、钛和钒的含量也有很⼤区别。
现在,钛磁铁矿已被看作是⽣产钒的主要原料。
据资料介绍,能经济地提取钒的钛磁铁矿中⾦属钒的储量约占世界⾦属钒储量的98%。
当今世界上每年⽣产的⾦属钒的88%是从⽤钛磁铁矿⽣产钢铁的同时产出的钒渣中提取的。
世界钛磁铁矿的储量⼤概情况见表。
基本反应和冶炼过程⾼炉冶炼钒钛矿的原料,实际上是钒钛烧结矿,其矿物组成是钛⾚铁矿、钛磁铁矿、钙钛矿和含钛硅酸岩相,还有少量的铁酸钙、铁板钛矿和残存的钛铁矿。
在⾼炉内烧结矿从炉喉下降到炉腹的过程中,经过不同温度区间完成冶炼的基本反应和物相组成变化。
块状带的反应⼤致分为三个温度区间,从炉喉到炉⾝上部的650~900℃温度区间,除⼀般的Fe2O3、Fe3O4、FeO和铁酸钙的间接还原外,还有钛⾚铁矿、钛磁铁矿和铁板矿的失氧,其化学反应主要有:反应后的物相组成是钛磁铁矿、浮⽒体和少量的细⼩铁粒。
炉⾝中部的900~1150~C温度区间,是钛磁铁矿被还原,主要化学反应有反应后⽣成浮⽒体和钛铁晶⽯固溶体以及部分浮⽒体被还原⽣成⾦属铁。
炉⾝下部的i150~1250℃温度区间,是钛铁晶⽯还原分解阶段,主要化学反应有:反应后⽣成的物相组成有⾦属铁、钛铁晶⽯、少量的浮⽒体、钛铁矿、板钛矿固溶体和钙钛矿。
浅谈高炉冶炼钒钛矿时的铁损与节能

浅谈高炉冶炼钒钛矿时的铁损与节能摘要:对高炉节能降耗工作进行了总结和分析,并结合高炉自身特点,提出了一系列节能降耗措施,在高炉节能降耗方面取得了不错的成绩。
关键词:高炉;节能降耗;措施;操作1 节能降耗措施1.1 提高精料水平精料是高炉强化的物质基础,强化高炉冶炼必须将精料放在首位。
高炉想要取得更好的指标,更好的实现节能降耗的目标,需要努力提高精料水平。
(1)提高综合入炉品位烧结配料中以含铁品位相对较高的澳系粉矿(杨迪粉、纽曼粉、PB粉)为主,烧结矿品位得到逐渐升高。
块矿采用性价比相对较高的主流资源(如:纽曼块、PB块、巴西块等),品位基本控制在62.5%以上。
随着综合入炉品位的升高,渣铁比出现明显下降,热量消耗也得到降低,对降焦节能、改善料柱透气性起到促进作用。
(2)强化原燃料筛分,减少入炉粉末强化原燃料筛分管理,必须确保原燃料进入高炉矿槽之前尽量过筛。
做好原燃料的清筛工作,严格控制各种原燃料的筛分速度,在满足排料的前提下,尽量延长矿槽筛分备料时间。
采用给料机对振动筛给料,大大改善炉料分布均匀度,提高筛面利用率。
对筛分难度较大(较潮湿)的块矿进行重点筛分。
将块矿振动筛筛板由双层棒条筛改为单层棒条筛,大大提高了筛分效果。
(3)改善焦炭质量焦炭是高炉生产最重要的燃料。
随着喷煤量的增加,焦比降低,焦炭作为料柱骨架的作用越来越突出。
鉴于焦炭对高炉的重要性,稳定焦炭质量,避免其出现较大波动对高炉的节能降耗尤为重要。
1.2高风温操作风温是高炉廉价、利用率最高的能源。
每提高100℃风温约降低焦比4%~7%。
在当前能源紧张的形势下,迫切需要进一步提高风温。
高炉配备了3座顶燃旋切式热风炉,实行“两烧一送”工作制度。
为进行护炉,控制炉缸环炭温度,停止富氧,同时高炉煤气利用率一直在48%~50%,煤气发热值偏低,这两方面因素对热风炉烧炉都造成很大负面影响。
为保证风温大于1200℃,采取了以下措施:首先将热风炉废气温度由410℃提高至430℃,其次充分利用烟道废气提高预热器温度,使烧炉煤气、空气的预热温度均在200℃以上,弥补了煤气热值低的不足,实现了风温1200℃以上,为降焦节能创造了条件。
浅议钒钛矿冶炼的炉前操作
浅议钒钛矿冶炼的炉前操作近年来,铁矿石价格连年上涨,矿石资源的吃紧对钢铁企业造成很大影响。
而钒钛球团,价格低,资源丰富,受到了各钢厂的青睐。
钒钛矿冶炼的难度较高,技术不易掌握。
水钢炼铁厂于2007年开始冶炼钒钛矿公关,通过冶炼实践,逐步掌握了钒钛矿冶炼技术,并逐步增加钒钛矿的使用比例,目前已达到10%以上,获得了良好的经济技术指标,同时解决了全厂的铁烧平衡问题,确保了全厂生产原料结构的长期稳定。
冶炼钒钛矿,一方面TiO2在炉内高温还原气氛条件下,可生成TiC、TiN极其连接固溶体Ti(CN),这些钛的氮化物和碳化物在炉缸炉底生成发育和集结,与铁水及铁水中析出的石墨等凝结在离冷却壁较近的被侵蚀严重的炉缸、炉底的砖缝和内衬表面,起到保护炉缸炉底的作用;另一方面,由于高钛炉渣是一种熔化温度高、流动区间窄小的“短渣”,液相温度1395~1440℃,固相温度1070~1075℃,可操作的渣铁温度范围只有90℃左右,比冶炼普通矿的小100℃,炉渣中TiO2未还原时,其熔化温度低,流动性良好,但随着TiO2的还原,低价氧化物Ti2O3、Ti3O5等的生成和增加,并继续还原生成TiC和TiN,其熔化温度随之提高,渣中TiC和TiN熔点很高,分别为3150℃和2950℃,在炉缸温度范围内不能熔化,以固态微粒悬于渣中,使炉渣流动性恶化,TiC和TiN越多,炉渣越黏,严重时失去流动性。
冶炼钒钛矿防止钛渣变稠的两个主要因素:一是避免炉况过热。
炉内温度高,有利于钛的还原,生铁和渣中的钛含量将会增加,大大降低了渣铁的流动性,因此,从炉内操作来说,主要就是通过制度的调整和稳定的操作避免出现高炉温;二是尽量缩短渣铁在炉内停留时间。
渣铁在炉内停留时间过长,会造成TiO2的过还原,生成钛的炭、氮化合物,它们通常以几微米但具有极大比表面积的固相质点弥散在炉渣中和包裹在铁珠周围,使铁珠难以聚合,渣中带铁增多,粘度增大数十倍,造成粘渣和高铁损,因此,作为炉前来说,主要工作就是及时出净渣铁,防止渣铁变稠,为炉内的稳定操作创造条件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
热风压 顶压 压 热风压 顶 压
力
差力
压差
100
240
120 120
140
70
70 250
125 125
160
80
80 260
130 130
180
90
90 270
135 135
200
100 100 280
140 140
220
110 110 290
成本控制是承钢炼铁目前管控的重点,成本考核在各项考核中占 40%,也是各项考核中感到压力最大的一项,炼铁生产中燃料比是关注 的主要指标,燃料比钒钛矿冶炼要比常规矿冶炼高15—20kg/t。
1、 高炉操作方面,承钢高炉上部采取宝钢经验大矿角、大焦角、 多环位、矿焦同度、取消中心加焦的布料方针。下部采取缩小 进风面积,使用长风口,高鼓风动能活跃炉缸的调剂原则。针 对我厂原燃料质量不断下滑,高炉护炉生产的现状,该做法有 借鉴意义。
高钒钛矿冶炼技术要点:
1、送风制度采取小风口,保持高风速、高动能,以利于活跃炉缸, 防止炉缸堆积,造成风口频繁损坏。 2、控制铁水中[Si]+[Ti]的含量,铁水温度控制在1450度左右(莱 钢原料条件下铁温控制1480-1500),即在保证满足渣铁流动性前提选 择最低的铁温,抑制钛的还原。 3、加强出铁管理,降低除铁间隔时间,最好做到零间隔出铁,及时 排净渣铁。 4、由于冶炼高钛铁,产生的高熔点碳氮化钛化合物沉积炉缸,长时 间冶炼会使炉缸变小,因此必须定期对炉缸进行清理,采取配加锰 矿、降低碱度、减轻焦炭负荷降低煤比等措施清理炉缸。 5、选取经济合理的煤比(150kg/t),不追求较高的煤比。附承钢 冶炼经验:
1、 高炉主要操作控制参数和技术指标
日产 焦比
焦丁
煤比
燃料比
(吨) (kg/t) (kg/t) (kg/t) (kg/t)
3200 375
30
140
545
风口长 入炉品位 烧结比例 球团比例 块矿比例
度
(%)
(%)
(%)
(%)
(mm)
475
58.83
69
承钢布料矩阵: α矿36.5 34.5 32.5 30
3、 成本管控方面,成本指标分解细致,各科室车间成本指标具 体,喷煤比追求经济喷煤比,前提是不影响高炉顺行,不造成燃 料比大幅度上升,目前承钢煤比150kg/t.在此前提下目前我厂 煤比比承钢高,但是为降低成本,个别高炉应进一步提升至经 济合理的水平。
37.7
15.5 6.5
新配比(%)
38.6
38.7
6.7
16
南山混料(新料批编码2011061703)成分中值:
项目
Tfe(±0.5) SiO2(±0.3) V2O5(±0.06)
原混料成分(%)
59.8
3.0
0.57
新混料成分(%)
58.7
3.7
0.56
杂料配比
原料
中颗粒泥 机烧返矿 瓦斯灰 除尘灰 其他杂料
能在8500以上。
二、烧结配料成分及质量指标
180 m2烧结机配比:
原料
混料 杂料
煤焦 钙灰 镁灰 碱度中值(倍)
原配比(%) 77.5 9 5.5 4.8 3.2
2.3
新配比(%)
混料配比:
原料
75.5 9 5.5 6.8 3.2
2.3
高品钒粉 黑山钒粉 巴西卡粉 钢渣 低品麦克粉
原配比(%)
40.3
2、 使用钒钛矿冶炼易造成炉缸堆积的问题,承钢采取以下措施: 定期改用常规矿冶炼消化处理炉缸,以及在日常操作中严格控 制钛在铁水的含量,主要采取控制适当的炉缸热量,铁水温度 仅在1450℃左右,控制好铁水中[Si]+[Ti]的含量,对于其含量 控制要求极其严格,控制在一个较窄的范围之内,一般要求在 0.30-0.55之间,抑制钛的还原。结合我厂护炉的现状,可反其 道行之,采取提高炉缸热量,将铁水中[Si]+[Ti]的含量控制在 0.50—0.75的水平,以确保护炉的效果和安全生产,并达到一 定的技术指标。
河北钢铁承德钢铁厂有3座2500m3高炉,1座1260m3高炉,3座450m3 高炉。烧结机主要有180m2和360m2两种型号。高炉主要以配吃钒钛矿为 主,附加部分外购球团。承钢1260 m3高炉建于2006年,2009年因为6— 10层冷却壁大量破损进行大修更换。第一代高炉采用铸钢冷却壁,大修 后全部换为铸铁冷却壁。承钢高炉因为原料中富含钒钛,炉缸堆积特别 严重,炉缸耐材不会损坏,主要就是冷却壁损坏。
杂料配比(%) 31.45
5.41 17.29 37.55 8.3
杂料(编码110224—B)成分中值:项目 Biblioteka 料成分(%)烧结矿质量指标
Tfe 55.08
品位
R
CaO SiO2 Al2O3 MgO
SiO2 4.94
筛分 指数
V2O5 0.321
〈10mm 粒度
CaO 6.99
转鼓指 数
烧 56.01 9.82 4.54 2.24 2.14 2.17 5.46 结 矿
76.66
从承钢原料分析可以看出,承钢原料钒、钛含量较高,钒钛矿的特
殊性能决定承钢的渣铁特别粘稠,在承钢没有掌握钒钛矿冶炼结束以 前,承钢高炉的顺行也很难保证。后来承钢通过与国内知名冶炼专家以 及宝钢的技术合作突破了高炉顺行关,并且各项指标也有极大提高。 三、高炉操作管理制度 (一)热制度:
1、 月Si+Ti合格率每降低1%考核300元,每超计划1%奖励400元。 2、 Si+Ti>1.0%扣200元/炉,Si+Ti 在0.8~1.0%之间扣50元/炉,
1260m3高炉铁中钛高达0.10%以上,渣中钛在8.0%以上,渣铁流动 性和炉况顺行受到威胁,配吃钒钛矿后采取的主要措施是搞好炉内控制 和炉前渣铁排放两方面的工作。炉内控制主要是通过降硅和控制渣铁物 理热来达到控制铁水中钛的还原,保证铁水的流动性。用Si+Ti(0.30.55)均值合格率和Si+Ti合格率作为目标值考核。炉前主要以考核铁 口深度合格率和考核渣铁排放时间来达到排净渣铁的目的。
145 145
230
115 115 300
150 150
注:顶压上限160KPa,压差上限150KPa,调剂顶压时,压差误差按小于 3KPa(按实际顶压控制,走下限)。
上、中、下部压差占全炉压差比例:上部压差占全炉压差比例12~ 16%,中部压差占全炉压差10~12%,下部压差占全炉压差71~78%。 下部压差比例小于68%时,严禁加风,同时采取提高下部压差的措施。 (四)出铁管理规定: 1、炉况基本正常下,铁间隔+见渣时间不大于40分钟,超出40分钟, 考核炉前5元/分钟,工长挂率1元/分钟。 2、炉况正常下,按每天15炉组织生产,每炉出铁时间不大于1.5小时, 超过100分钟,考核炉前5元/分钟,工长挂率1元/分钟。 3、维护好铁口,堵口不能跑泥,因铁口原因造成跑泥,考核20元/ 次。 4、铁口深度正常是2.3~2.8米,不低于2.3米,达不到要求考核50元/ 炉。 5、每班对储铁式主沟要勤检查,沟内粘渣过多时要用氧气烧或大铁砣 压,以防过道眼不过铁。 6、不准闷炮,二次出铁必须打泥后重新开,若闷炮按事故处理,考核 100元。如果有特殊原因须经工段同意方可,每次闷炮必须记录清楚。 四、成本控制方面:
Si+Ti 在0.6~0.8%之间扣20元/炉。 3、 二元碱度控制范围1.10±0.05。炉况顺行碱度适中时,铁水中
SI/TI大致范围为0.95~1.05倍(冶炼钒钛矿时)。 (二)热负荷管理制度: 全炉软水温度差按1.5~2.0℃控制,一般软水量2500~3000,进水温度 40±1℃
1、 水量调剂原则:①既要防止渣皮频繁脱落,又要防止炉墙粘结 ②优先用水温调剂(上限45℃、下限38℃)水温调节无效的方 可调节水量,水量调节时机如全炉水温差持续大于2℃超过2小 时且无下降趋势或水温差呈急剧上升趋势,或全炉铁水温度持 续低于1.5℃,超过2小时且无上升趋势。③水量调节幅度:软 水流量一次调剂幅度不低于300m3,下限流量2200m3
31
0
α焦36.5 34.5 32.5 30 27
风温
1170 铁水温度 (℃)
1450±15
3
322
3 2 2 22
在送风制度的选择上是以吹透中心为目的,选择长风口,小风口。
风口布局是125*475的2个,115*475的12个,110*475的8个。平均风量
在2500m3,/min顶压用的较低,风压显低,风速在270m/s以上,鼓风动