DTC大倾角带式输送机通用说明书
大倾角皮带机说明书
波形挡边带式输送机 Flex Wall Belt Conveyor安装操作维护手册 Installation and Maintenance Manual芜湖起重运输机器有限公司Wuhu Crane & Conveyor Co., Ltd.目录Contents. 本手册是根据客户的使用需求由以下构成This manual comprises the following based on user’s requirements◆安全注意事项Security items (2)◆警告事项Warning items (3)◆特别提示Special notice (3)1.概述General........................................................................................................51.1使用、特点、使用范围Purpose, characteristics and scope of work......52.安装、调试与试运转Mounting, Test and Commissioning...............................72.1安装前的准备工作Prepare work before Mounting..................................72.2安装调试Assembly and Test.....................................................................72.3空载试运转No load test run..................................................................1442.4负载试运转Load test run......................................................................1553.操作规程与维护、保养Operation regulation and maintenance ………………………………………………………………………..1783.1设备和正常作用Regular inspection of belt conveyor.........................1783.2操作方面注意事项Operation precautions...........................................1883.3设备定期检查Regular inspection (19)4.润滑Lubrication.............................................................................................211 5胀套的调整Adjustment of expansion sleeve..................................................222 6随机携带文件Documents provided with belt conveyor................................222波形挡边带式输送机安装操作维护手册Flex Wall Belt Conveyor Installation and MaintenanceManual◆安全注意事项 Security items▲为了安全、正确的使用本机,使用前务必认真阅读本事项,在熟记设备原理、安全信息及注意事项后使用。
大倾角带式输送机设计、计算及使用说明书
大倾角带式输送机设计、计算及使用说明书前言带式输送机是一种输送松散物料的主要设备,因其具有输送能力大、结构简单、投资费用相对较低及维护方便等特点而被广泛应用于港口、码头、冶金、热电厂、焦化厂、露天矿和煤矿井下的物料输送。
随着煤炭工业科学技术的不断进步与发展,我国的带式输送机设计研究技术及带式输送机专业制造技术都已接近了国际水平,但与世界先进工业国家比较仍存在一定差距,有待于进一步努力。
目前,普通带式输送机已经在矿山得到了普遍的应用。
但由于目前形成系列化的带式输送机运输倾角一般在18°以下,使得带式输送机在生产实际现场的应用收到一定范围的限制。
而近年来发展起来的各种大倾角带式输送机在露天、地下矿山以及其他场合的使用,都取得了较好的效果。
而且大倾角带式输送机在提升高度相同的情况下,所占地面积和空间都比使用普通带式输送机少,并且具有常规带式输送机的所有特点,投资成本低,因而在生产运输中越来越受到重视,应用前景十分广阔。
大倾角带式输送机在各行业中的广泛应用,充分显示了其优越性和经济性。
在国外矿山运输应用大倾角输送机已相当普遍,露天矿、地下矿、隧道工程竖井等均有用大倾角输送机提升和垂直提升,应用较多的是波状挡边输送机和压带式输送机,输送能力也大。
在国内,由于深槽形带式输送机具有结构简单、运行成本低的特点,使其在矿山运输、矿井提升、煤矿井下输送等场合有着广阔的应用前景。
深槽形带式输送机深槽形带式输送机的倾角一般在30°以下,国内的研制开发正处于发展阶段,生产的机种有上下运带式输送机,带宽800 ~1 200 mm,运量500 t/ h ,倾角18~28°。
主要研制单位有沈阳起重输送机械厂、煤炭科学研究总院上海分院等单位。
另外前苏联、美国、英国都在研制。
尽管目前正在应用的各种大倾角输送机都存在各自的不足之处,然而作为一种新型运输设备,在其发展和应用的初期存在一些问题,是可以想象的。
皮带输送机使用说明书【范本模板】
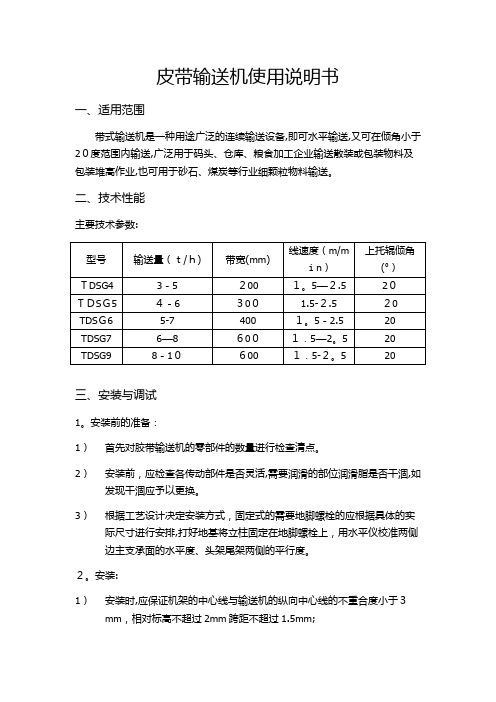
皮带输送机使用说明书一、适用范围带式输送机是一种用途广泛的连续输送设备,即可水平输送,又可在倾角小于20度范围内输送,广泛用于码头、仓库、粮食加工企业输送散装或包装物料及包装堆高作业,也可用于砂石、煤炭等行业细颗粒物料输送。
二、技术性能主要技术参数:三、安装与调试1。
安装前的准备:1)首先对胶带输送机的零部件的数量进行检查清点。
2)安装前,应检查各传动部件是否灵活,需要润滑的部位润滑脂是否干涸,如发现干涸应予以更换。
3)根据工艺设计决定安装方式,固定式的需要地脚螺栓的应根据具体的实际尺寸进行安排,打好地基将立柱固定在地脚螺栓上,用水平仪校准两侧边主支承面的水平度、头架尾架两侧的平行度。
2。
安装:1)安装时,应保证机架的中心线与输送机的纵向中心线的不重合度小于3mm,相对标高不超过2mm跨距不超过1.5mm;2)支承装置的安装,要求各组托辊(槽型支承装置,指中间托辊)表面的连线应该在同一水平面上,每米平面度误差不超过2mm支承装置的托辊轴线应与输送机的纵轴成垂直,其误差每300mm不超过1mm.托辊横向中心线与输送机的纵轴的不重合度不允许超过3mm。
3)螺旋张紧装置,往前松动行程不应小于100mm。
4)输送机的安装位置,必须便利于工人的操作管理。
装置在各类通廊中的输送机,必须按有关要求留足够的操作与维修的场地。
5)长度较长的输送机,除应配备总的启动停车开关外,应沿输送机每20M 设置一个事故停止按钮,以便操作人员在发现输送机事故时,能及时停机处理。
四、操作与使用1.空运转试验输送机各部分安装完毕后应进行空转试验.1)开车前,应清除所有遗留在输送机里的工具及杂物。
2)对各轴承传动部件及减速器,按要求加足润滑油(脂).3)全面检查输送机各个部分是否固定可靠,完好无损,电器及安全防护是否齐全,输送胶带及传动三角带松紧程度是否合适。
4)手动盘车或点动开车,确认无异常后,即可正式启动开车,进行空转试验。
5)空运转时间不得少于2小时,运行过程中,应在机头、机尾和中间各主要部位设专人观察运转情况,如发现问题及时停车排除.2。
大倾角皮带机毕业设计说明书
1 绪论1.1引言煤炭是当前我国能源的主要组成部分之一,是国民经济保持高速增长的重要物质基础。
但是目前我国的煤炭工业的发展远不能满足整个国民经济的发展需要。
因此必须以更快的速度发展煤炭工业。
然而,高速发展煤炭工业的出路在于煤炭工业的机械化。
煤炭工业的机械化是指采掘、支护、运输、提升的机械化。
其中运输包括运输和辅助运输。
带式输送机是由承载的输送带兼作牵引机构的连续运输设备,可输送矿石、煤炭等散装物料和包装好的成品物品,自1795年发明以来,经历了两个世纪,由于它输送能力大,耗电量低,运行平稳,运输途中对物料的破碎性小,连续运行容易实现自动控制,因此被广泛应用在港口、电厂以及煤矿的井上、井下运输,在矿井巷道内采用带式输送机运送煤炭、矿石等物料,对建设现代化矿井有重要作用。
1.2 概述带式输送机按其结构不同可分为多种型号,带式输送机可用于水平和倾斜运输,倾斜的角度依物料性质的不同和输送带表面形状不同而异。
带式输送机有多种类型,以适应在不同条件下使用的需要,但其基本组成部分相同,只是具体结构有所区别。
矿井也使用固定可伸缩带式输送机,它设有贮带仓架,可根据用户需要贮存一定的输送带,一般存贮100米,我们厂现生产SPJ-80 ,650等带式可伸缩带式输送机。
其中用得最多的是通用型带式输送机,国内目前采用的是《DTⅡ型固定式带式输送机》系列,该系列带式输送机由许多标准部件组成,各部件的规格也都成系列,按不同的使用条件和工况进行选型设计,组合成整台带式输送机。
1.3 输送机行业现状宝钢三号高炉上料带式输送机带宽2200mm, 机长347m, 倾角11.5度,上料能力5500t/h,装机功率4×355kw,上述技术参数均为同类产品全国之最。
山西晋城矿务局带宽1400mm,带速4m/s,单机长度7.6km 的长距离带式输送机,是目前国内单机最长的带式输送机。
元宝山露天煤矿运量7800t/h 带速5.85m/s 装机总功率6×560kw的带式输送机,运量、带速等技术参数均为全国之最。
DTC大倾角带式输送机通用

DTC系列煤矿用带式输送机使用说明书(安装、使用本产品前请仔细阅读使用说明书>中华人民共和国目录概述 ------------------------------------------------- 32.结构特征与工作原理------------------------------ 33.主要技术特征--------------------------------------- 44.安装,调试,试运行------------------------------ 75.维护与定期检查------------------------------------ 9润滑---------------------------------------------------10运输-------------------------------------------------- 108.开箱及检查------------------------------------------119.输送机附图------------------------------------------1110.输送机易损件明细表------------------------------13其它---------------------------------------------------17本产品执行标准:MT820-2006《煤矿用带式输送机技术条件》本产品型号说明:型号依据标准MT/T154.4-1995《煤矿用带式输送机型号编制方法》煤矿用带式输送机型号的组成及含义举例如下:本系列产品包括以下型号:DTC65/10/2×30S、DTC65/10/2×55S、DTC65/10/132S、DTC65/10/90S、DTC80/15/2×55S、DTC80/15/2×75S、DTC80/15/160S、DTC80/15/2×132S、DTC80/15/250S、DTC80/20/2×250S、DTC80/20/315S、DTC80/20/2×315S、DTC100/25/2×220S、DTC100/25/2×250S、DTC100/25/2×315S、DTC100/25/2×450S、DTC120/40/2×500S、DTC120/40/2×630S。
DTⅡ(A)型带式输送机设计说明书
(2011届)专科毕业设计(论文)资料题目名称: DTⅡ(A)型带式输送机系统设计学院(部):机械工程学院专业:机械设计与制造学生姓名:班级:学号指导教师姓名:职称职称最终评定成绩:湖南工业大学教务处2011届专科毕业设计(论文)资料第一部分设计说明书摘要本次毕业设计是关于DT(A)带式输送机的设计。
首先对胶带输送机作了简单的概述;接着分析了带式输送机的选型原则及计算方法;然后根据这些设计准则与计算选型方法按照给定参数要求进行选型设计;接着对所选择的输送机各主要零部件进行了校核。
普通型带式输送机由六个主要部件组成:传动装置,机尾和导回装置,中部机架,拉紧装置以及胶带。
最后简单的说明了输送机的安装与维护。
目前,胶带输送机正朝着长距离,高速度,低摩擦的方向发展,近年来出现的气垫式胶带输送机就是其中的一个。
在胶带输送机的设计、制造以及应用方面,目前我国与国外先进水平相比仍有较大差距,国内在设计制造带式输送机过程中存在着很多不足。
本次带式输送机设计代表了设计的一般过程, 对今后的选型设计工作有一定的参考价值。
关键词:带式输送机;选型设计;主要部件湖南工业大学专科毕业设计论文目录AbstractThe design is a graduation project about the belt conveyor used in coal mine. At first, it is introduction about the belt conveyor. Next, it is the principles about choose component parts of belt conveyor. After that the belt conveyor abase on the principle is designed. Then, it is checking computations about main component parts. The ordinary belt conveyor consists of six main parts: Drive Unit, Jib or Delivery End, Tail Ender Return End, Intermediate Structure, Loop Take-Up and Belt. At last, it is explanation about fix and safeguard of the belt conveyor. Today, long distance, high speed, low friction is the direction of belt conveyor’s development. Air cushion belt conveyor is one of them. At present, we still fall far short of abroad advanced technology in design, manufacture and using. There are a lot of wastes in the design of belt conveyor.Keyword: belt conveyor; Lectotype Design目录一绪论 (1)二带式输送机概述 (2)2.1 带式输送机的应用 (2)2.2 带式输送机的分类 (2)2.3 各种带式输送机的特点 (3)2.4 DTⅡ(A)固定式带式输送机的发展状况 (3)2.5 DTⅡ(A)固定式带式输送机的工作原理 (4)2.6 DTⅡ(A)固定式带式输送机的结构和布置形式 (4)2.6.1DTⅡ(A)固定式带式输送机的结构 (4)2.6.2整机布置方式 (5)三 DTⅡ(A)型带式输送机的设计计算 (7)3.1 已知原始数据及工作条件 (7)3.2 计算步骤 (7)3.2.1带宽的确定: (7)3.2.2输送带宽度的核算 (9)3.3 圆周驱动力 (9)3.3.1计算公式 (9)3.3.2主要阻力计算 (11)3.3.3主要特种阻力计算 (11)3.3.4附加特种阻力计算 (12)3.3.5倾斜阻力计算 (13)3.4传动功率计算 (13)P)计算 (13)3.4.1传动轴功率(A3.5 输送带张力计算 (13)3.5.1输送带不打滑条件校核 (13)3.5.2输送带下垂度校核 (14)3.5.3传动滚筒合力F N (15)3.5.4各特性点张力计算 (15)3.6 拉紧力计算 (16)3.7输送带的选择及强度校核计算 (16)四驱动装置的选用与设计 (18)4.1 电机的选用 (18)4.2 减速器的选用 (19)4.3 联轴器 (20)五带式输送机部件的选用 (21)5.1 输送带 (21)5.1.1输送带的分类: (21)5.1.2输送带的连接 (21)5.2 托辊 (22)5.2.1托辊的作用与类型 (22)5.2.2托辊的选型 (24)5.2.3托辊的校核 (27)结论 (28)设计的主要成果: (28)存在的主要问题: (28)进一步研究的建议: (29)致谢 (30)参考文献 (31)一绪论DTⅡ(A)固定式带式输送机是通用型系列产品,可广泛用于冶金、采矿、动力、建材等重工业部门及交通运输部门运送大量散状货物,如矿石、煤、砂等粉、块状物和包装好的成件物品。
大倾角带式输送机使用说明书

大倾角输送机使用说明书一、大倾角胶带机结构概述1、波状挡边带:在带式输送机起曳引和承载物料作用。
2、电动滚筒:是动力传动部件,输送带借其与滚筒之间的摩擦力而运行,电动滚筒具有胶面,胶面滚筒可以增加滚筒和输送带之间的附力。
3、改向滚筒、压带轮:用来改变输送带的运行方向。
4、托辊组:托辊组用于支承输送带和带上的物料,使其稳定运行,平行托辊组用于支承输送带和带上的物料;缓冲托辊装于输送机受料处,以保护输送带,延长输送带使用寿命;凸弧托辊组用于波状挡边带转弯处;挡辊组用于防止胶带跑偏。
5、螺旋拉紧装置:它的作用有:(1)使输送带具有足够的张力,保证输送和滚筒间不打滑(2)限制输送带在各支承的垂度,使输送机正常运转,6、清扫器:其作用是清扫粘附在输送带上的物料,本系列有滚振清扫器、空段清扫器两种。
7、头架、头部漏斗、头部护罩、导料槽,中间架、尾架、支腿、驱动架等在输送机中分别起支承、防尘和导料作用,各件间联接采用螺栓联接或焊接。
二、安装、试运转和调整:(一)、安装1、安装前应首先熟悉输送机图纸,根据验收规则验收组成整机的各部件。
2、熟悉执行《机械设备安装工程施工及验收规范》有关安装技术要求。
3、安装顺序:一般是:划中心线—安装机架(头架-尾架-支腿-中间架),安下托辊—安装波状挡边带—安装电动滚筒—安装改向滚筒—安装压带轮—安装上托辊组—安装拉紧装置—安装漏斗、护罩、导料槽等。
4、安装注意事项:(1)全部滚筒、托辊安装后均应转动灵活不应有卡滞现象。
(2)输送机机架中心线直线度应符合表2 的规定,并应保证在任意25m长度内的直线度为5mm。
(3) 滚筒轴线与水平面的平行度为滚筒轴线的长度的1/1000。
(4) 滚筒轴线对输送机机架中心线的垂直度为滚筒轴线长度的2/1000滚筒、托辊中心线对输送机机架中心线的对称度为3.0mm。
(5、清扫器安装后,其刮板与输送带在滚筒轴线上的接触长度不得小于85%。
(二)、试运转:1、在正式投入使用前,应进行2小时空载及8小时负载试运转,试运转前除一般检查输送机的安装是否符合安装技术要求外,尚需检查:(1)、电动滚筒内按规定加润滑油(2)、逆止器的安装方向是否与逆止方向相符。
《大倾角带式输送机设计说明书》
-3-
1
绪论
带式输送机是以胶带、钢带、钢纤维带、塑料带和化纤带作为传送物料和牵引工件的 输送机械。其特点是承载物料的输送带也是传递动力的牵引件,这与其他输送机械有着显 著的区别。承载带在托辊上运行,也可用气垫。磁垫代替托辊作为无阻力支撑承载带运行。 它在连续式输送机械中是应用最广泛的一种,且以胶带为主。 带式输送机按承载断面可分为平形、槽形、双槽形(压带式) 、波纹档边斗式、波纹档 边袋式、吊挂式圆管形、固定式和移动式圆管形等 8 大类。 1.1 带式输送机概述 1.1.1 带式输送机的特点 带式输送机自 1795 年被发明以来,经过两个多世纪的发展,已被电力、冶金、煤炭、 化工、矿山等各行各业广泛采用。特别是第二次工业革命带来了新材料、新技术的采用, 使带式输送机的发展步入了一个新纪元。当今,无论从输送量、运距、经济效益等各方面 来衡量,它已经可以同火车、汽车运输相抗衡,成为三足鼎立局面,并成为各国争先发展 的行业。它具有一下特点: (1)结构简单。带式输送机的结构由传动滚筒、改向滚筒、托辊或无辊式部件、驱动 装置、输送带等几大件组成,仅有十多种部件,能进行标准化生产,并可按需要进行组合 装配、结构十分简单。 (2)输送物料范围广泛。带式输送机的输送带具有抗磨、耐酸碱、耐油、阻燃等各种 性能,并耐高、低温,可按需要进行制造,因而能输送各种散料、块料、化学品、生熟料 和混凝土。 (3)输送量大。运量可从每小时几公斤到几千吨,而且是连续不间断运送,这是火车、 汽车运输望尘莫及的。 (4)运距长。单机长度可达十几公里一条,在国外已十分普及,中间无需任何转载点。 德国单机 60 公里一条已经出现。越野的带式输送机常使用中间摩擦驱动方式,使输送长 度不受输送带强度的限制。 (5)对线路适应性强。现在的带式输送机在越野敷设时,已从槽形发展到圆管形,它 可在水平及垂直面上转弯,打破了槽形带式输送机不能转弯的限制,因而能依山靠水,沿 地形而走,可节省大量修隧道、桥梁的基建投资。 (6)装卸料十分方便。 带式输送机可根据工艺流程需要,可在任何点上进行装、卸料, 圆管式带式输送机也是如此。还可以在回程段上装、卸料,进行方向运输。 -1-
DTC大倾角带式输送机通用说明书
一个月
改向 由油嘴 钙钠基
滚筒 油枪注 润滑脂
一个月
轴承 入
7.运输 7.1.吊装、运输的注意事项 7.1.1 输送机在装卸车过程中,一定注意吊装部位,有吊装环的,要使 用吊装环,没有吊装环的,要利用牢固可靠的部位吊装,同时注意不要 损害其他部位的外表质量。 7.1.2 要注意电机、减速机、制动器等重要部件,小心碰撞、刮擦这些 部件。 7.1.3装卸托辊、滚筒时,要轻拿轻放,不要随便乱仍乱掷,以防止损坏 轴承、密封圈等。 7.1.4 在装卸机架等铆焊件时,也要轻拿轻放,注意不要使它们因外力 作用变形,从而影响下一步安装。 8.开箱及检查 货到验收检查时,有包装箱的,要小心打开包装箱,以免损坏箱内物 品;捆扎的,要依次卸下,然后按装箱单逐项检查验收。
使用说明书
(安装使用前请阅读说明书)
产品型号 DTC / / 产品名称 带式输送机
中华人民共和国 许昌煤机制造有限公司
2008年3月10日编制 2008年3月15日印制
目录
1. 概述 ------------------------------------------------- 2 2. 结构特征与工作原理------------------------------ 3 3. 主要技术特征--------------------------------------- 4 4. 安装,调试,试运行------------------------------ 7 5. 维护与定期检查------------------------------------ 9 6. 润滑---------------------------------------------------10 7. 运输-------------------------------------------------- 11 8. 开箱及检查----------------------------------------- 11 9. 警示-------- ----------------------------------------- 11 10. 其它------------------------------------------------- 12
DTC型带式输送机说明书
DTC 型带式输送机使用保护说明书本产品履行MT820-2006 《煤矿用带式输送机技术条件》标准2014 年 4 月目录一、概括 -----------------------------------------------------------------------3二、工作原理与构造特色--------------------------------------------------3三、技术参数 -----------------------------------------------------------------4四、安装、调试 --------------------------------------------------------------5五、使用、操作 --------------------------------------------------------------6六、故障剖析与清除 -------------------------------------------------------7七、养护、维修、润滑-----------------------------------------------------7八、运输、储存 --------------------------------------------------------------8九、开箱及检查 --------------------------------------------------------------9十、质量保证 -----------------------------------------------------------------9警告语 --------------------------------------------------------------------------10附图---------------------------------------------------------------------------11一、概括1、产品特色:(1)机头、驱动装置,采纳DTⅡ型构造,机身采纳固定式。
带式输送机说明书
目录1 前言 (2)1.1 概述 (2)1.2 通用带式输送机的结构 (3)1.2.1 输送带 (3)1.2.2 驱动装置 (10)1.2.3 改向滚筒 (12)1.2.4 托辊 (13)1.2.5 机架 (16)1.2.6 拉紧装置 (17)1.2.7 制动装置 (18)1.2.8 清扫器 (19)1.2.9 受料和卸料装置 (20)2 带式输送机摩擦传动理论 (22)2.1 摩擦传动理论 (22)2.2 提高牵引力的途径 (26)3 带式输送机的设计计算选型 (26)3.1 带式输送机选型设计的依据及要求 (26)3.2带式输送机的工艺布置 (27)3.3 零部件设计计算及选择 (29)3.3.1 计算标准、符号和单位 (29)3.3.2输送能力和输送带宽度的计算 (31)3.3.3 计算圆周驱动力和传动功率计算 (32)3.3.4 张力计算 (36)3.3.5 输送带选择计算 (37)3.3.6 拉紧装置计算 (41)3.3.7 逆止力计算和逆止器的选择 (41)3.3.8 托辊的选择 (42)3.4电动机功率的计算和电动机的选择 (44)3.4.1传动滚筒轴功率的计算 (43)3.4.2电动机功率的计算 (44)3.4.3 电机的选用 (44)3.5 总图 (46)4 带式输送机的操作、维护和安装 (46)4.1 启动和停机 (46)4.2 带式输送机的维护 (47)4.3 带式输送机的安装 (50)5 结论 (52)参考文献 (53)致谢 (53)带式输送机设计1 前言1.1 概述带式输送机是连续运输机的一种,连续运输机是固定式或运移式起重运输机中主要类型之一,其运输特点是形成装载点到装载点之间的连续物料流,靠连续物料流的整体运动来完成物流从装载点到卸载点的输送。
在工业、农业、交通等各企业中,连续运输机是生产过程中组成有节奏的流水作业运输线不可缺少的组成部分。
连续运输机可分为:(1)具有挠性牵引物件的输送机,如带式输送机,板式输送机,刮板输送机,斗式输送机、自动扶梯及架空索道等;(2)不具有挠性牵引物件的输送机,如螺旋输送机、振动输送机等;(3)管道输送机(流体输送),如气力输送装置和液力输送管道。
DTII(A)型手册
1.5.4 改向滚筒
改向滚筒的直径于长度符合《GB/T988-1991带式输送机滚筒基本参数于尺寸》的规定,见表1-7.
表1-7 改向滚筒参数
带宽B
滚 筒 直 径
250
315
400
500
630
800
1000
1250
1000
500
√
√
√
9
400
650
√
√
√
16
400
800
√
√
√
24
500
1000
√
√
√
38
630
1200
√
√
√
38
630
1400
√
√
√
38
630
注:打√记号表示已有图纸。
4.绞车拉紧装置
绞车拉紧装置参数见表1-13、表1-14.
表1-13 绞车牵引力
宽 带/mm
最大拉紧力/kN
牵引速度/m.s-1
牵引力/kN
拉紧装置滚筒直径/mm
重锤型式
400
500
630
800
块式
箱式
500
8
50
√
√
√
20
60
√
√
√
650
16
60
√
√
√
25
80
√
√
√
35
100
√
√
√
40
100
√
√
√
√
大倾角带式输送机操作规程

DTC80/15/160大倾角带式输送机操作规程一、开车准备1、大倾角带式输送机操作司机必须了解并熟悉设备的名称和原理,经过专门机构培训方能操作。
2、认真检查一遍机头部分,看有无挂塞皮带及煤块矸石掉落塞阻皮带、托辊有无掉落不转现象。
3、认真检查传动装置,各部螺丝是否齐全、完整、紧固。
减速器、液力偶合器和制动器是否有渗漏现象,油位是否正常。
4、检查清扫器的磨损情况,导料溜槽是否稳固。
5、检查皮带有无跑偏、装载是否合适,挡煤板是否恰当,电缆、油管水管是否悬挂好。
二、启动操作1、起动带式输送机前,应先信号通知前方刮板输送机司机起动刮板输送机运行。
2、确认无异常后,合上照明信号综保装置手柄,按下绿色“启动”按钮,照明信号综合保护装置的电源和工作指示灯亮。
3、打开调速型液力偶合器的冷却水阀门,水量要适当。
4、按下带式输送机综合保器,保护器发出语音开车预警信号,确认没有故障显示之后,再准备启动电控屏启动带式输送机。
5、观察电控屏的液力偶合器操作低位指示灯亮,系统的近控指示灯亮,显示屏无故障显示时,按下启动按钮。
6、按下电控屏启动按钮后,扩时喇叭发出语音开车预警信号,15秒钟后,带式输送机进入自动启动程序。
7、带式输送机进入自动启动程序,先启动制动器电机,制动泵升起,电控屏上制动泵指示灯亮,制动器的制动闸打开,3秒后,主电机启动,电控屏上主电机指示灯亮,调速型液力偶合器的电动执行机开始动作,电控屏上低位指示灯熄灭,这时,调速型液力偶合器带动减速器由0位低速向100%位高速慢慢运行,当执行机构运行到高位时,带式输送机正常额定转速运行,电控屏上高位指示灯亮。
8、带式输送机进入正常运行后,显示屏上显电机的运行电流65A~163.8A和胶带运行速度2.1m/s,带式输送机综合保器显示故障为1。
9、带式输送机进入正常运行后,要注意观察液力偶合器的进油管和出油管的温度,正常温度在0~65℃,油位在显示器中上位,压力为0.2~0.3MPa。
DTII(A)型带式输送机设计说明书
DTII(A)型带式输送机设计说明书目录一、摘要-----------------------------------------------------------------------------------------1Abstract---------------------------------------------------------------------------------11.1DTII(A)型带式输送机输送机简介------------------------------------------------21.2 国内外研究概况及发展趋势-----------------------------------------------------3二、带式输送机方案的确定------------------------------------------------------52.1 工作原理----------------------------------------------------------------------------72.2 拟定方案时考虑的要求和条件-------------------------------------------------82.3输送带的设计-----------------------------------------------------------------------92.3.1带速与槽角的确定-------------------------------------------------------------92.3.2输送带强度的验算------------------------------------------------------------10三、带式输送机的设计--------------------------------------------------------103.1 电机的选择------------------------------------------------------------------------103.2减速器的设计计算----------------------------------------------------------------113.3轴的设计计算----------------------------------------------------------------------113.4轴承选择----------------------------------------------------------------------------123.5键的选择----------------------------------------------------------------------------133.6 轴的受力分析及校核------------------------------------------------------------133.7 轴承校核---------------------------------------------------------------------------183.8传动滚筒的设计计算-------------------------------------------------------------19四、机架设计----------------------------------------------------------------------------------204.1机架设计一般要求--------------------------------------------------------------204.2支撑结构--------------------------------------------------------------------------214.3机架中典型零件的受力分析--------------------------------------------------22五、结论----------------------------------------------------------------------------------------24致谢-----------------------------------------------------------------------------26参考文献----------------------------------------------------------------------------------------28摘要带式输送机式是由承载的输送带兼作牵引机构的连续运输设备,可输送矿石、煤炭等散装物料和包装好的成件物品。
DTL带式输送机设计说明书

DTL 带式输送机使用说明书执行标准:MT 820-2006公司名称2010 年1 月编制目录一、概述⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 2二、型号编制及含义说明⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 2三、技术参数⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 3四、产品特点⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 4五、工作原理和结构特点⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 5六、安装与调试⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 6七、使用和操作⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯8八、维护与修理⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯9九、警示语⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯10十、润滑表及易损件表⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯10 十一、附图⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯12带式输送机使用说明书一、概述带式输送机,利用螺栓与巷道地面紧固的连接在一起。
具有结构简便、易于安装、运行可靠等优点, 主要是用于煤矿主巷道运输。
工作条件:1.1 输送物料为散状的不规则形状煤或矸石。
1.2 工作环境空气成分符合《煤矿安全规程》(2006 年)中第一百条的规定。
1.3 工作环境允许存在淋水现象。
1.4 输送机零部件能适应在搬运和安装过程中出现的正常碰撞情况。
1.5 使用环境温度-10 ℃- +40 ℃2、执行标准:MT820-2006《煤矿用带式输送机技术条件》二、型号编制及含义说明D T L上运功率(kW)输送量× 10(t/h)带宽(cm)钢架落地通用带式输送机三、技术参数产品名称带式输送机带式输送机带式输送机及型号DTL120/180/3 ×355 DTL120/120/2×315 DTL120/150/2 ×250 带宽(mm) 1200 1200 1200输送量(t/h) 1800 1200 1500输送长度(m) 1900 1900 1600胶带速度(m/s) 4.0 3.15 3.15 倾角( °) 0 0 0~1阻燃输送带规格ST/S2000 ST/S2000 2000S传动滚筒直径(mm) φ1024 1024 φ1000改向滚筒直径(mm) φ1024/ φ824/ φ520 φ1024/ φ824/ φ520 φ1000/ φ800/ φ630 托辊直径(mm) φ133 φ133 φ133上托辊间距(m) 1.5 1.5 1.5下托辊间距(m) 3.0 3.0 3.0减速器型号H3SH12 H3SH12 B3SH11减速器速比20 25 25电机型号YB2-400S-4 YB2-355L2-4 YBK2-355M2-4 电机功率(kW) 355 315 250 电机电压660/1140 660/1140 660/1140偶合器型号无无无张紧方式液压自动张紧绞车液压自动张紧绞车液压自动张紧绞车拉紧行程18m 18m 4.8m 全机总重(kg) 291211 283998 205374产品名称带式输送机带式输送机带式输送机及型号DTC100/50/500 DTL100/63/2 ×250S DTL100/40/2 ×200S 带宽(mm) 1000 1000 1000输送量(t/h) 500 630 400输送长度(m) 550 1000 1260胶带速度(m/s) 2.5 2.0 2.0 倾角( °) 22 8 平均8阻燃输送带规格ST/S2000 ST/S1600 ST/S1600传动滚筒直径(mm) φ1030 φ1000 φ1000φ1024/ φ824/ φ630/φ1000/ φ630/ φ400 φ1000/ φ800/ φ500 改向滚筒直径(mm)φ500托辊直径(mm) φ108 φ108 φ108上托辊间距(m) 1.2 1.5 1.5下托辊间距(m) 3.0 3.0 3.0减速器型号H3SH15 ZSY-500 ZSY-500减速器速比31.5 40 40电机型号YB450M2-4 YBK2-355M2-4 YB2-315L2-4 电机功率(kW) 500 250 200 电机电压6KV 660/1140 660/1140偶合器型号YOTcx650B YOXD650 YOTcx560B 张紧方式重锤张紧液压自动张紧绞车液压自动张紧绞车拉紧行程 2.5m 9m 10m 全机总重(kg) 101896 124321 139350产品名称带式输送机带式输送机带式输送机及型号DTL100/90/2 ×160 DTL100/60/2 ×132 DTL100/50/2 ×110 带宽(mm) 1000 1000 1000输送量(t/h) 900 600 500输送长度(m) 1300 800 800胶带速度(m/s) 2.5 2.0 2.0 倾角( °) 0 3 3阻燃输送带规格1250S 800S 800S传动滚筒直径(mm) φ630 φ630 φ630改向滚筒直径(mm) φ500/ φ320/ φ200 φ500/ φ320/ φ200 φ500/ φ320/ φ200 托辊直径(mm) φ108 φ108 φ108上托辊间距(m) 1.5 1.5 1.5下托辊间距(m) 3.0 3.0 3.0减速器型号B3SH09 DCY355 DCY355 减速器速比20 25 25电机型号YB2-315L1-4 YB2-315M-4 YBK2-315S-4 电机功率(kW) 160 132 110电机电压偶合器型号660/1140 660/1140YOXD500660/1140YOXD500张紧方式回柱绞车张紧回柱绞车张紧回柱绞车张紧拉紧行程6m 6m 6m全机总重(kg) 83599 58397.6 58397.6产品名称带式输送机带式输送机带式输送机及型号DTL100/70/2 ×90 DTL100/63/2 ×75 DTL80/40/2 ×75S 带宽(mm) 1000 1000 800输送量(t/h) 700 630 400输送长度(m) 1000 1000 1000胶带速度(m/s) 2.5 2.0 2.0 倾角( °) 0 0 5阻燃输送带规格800S 680S 800S传动滚筒直径(mm) φ630 φ630 φ630改向滚筒直径(mm) φ400/ φ320/ φ200 φ400/ φ320/ φ200 φ400/ φ320/ φ200 托辊直径(mm) φ108 φ108 φ89上托辊间距(m) 1.5 1.5 1.5下托辊间距(m) 3.0 3.0 3.0减速器型号JS90 JS75 JS75减速器速比20 20 25电机型号YBS-90 YBS-75 YBS-75 电机功率(kW) 90 75 75 电机电压660/1140 660/1140 660/1140偶合器型号YOXD450 YOXD450 YOXD450张紧方式回柱绞车张紧回柱绞车张紧回柱绞车张紧拉紧行程6m 6m 6m 全机总重(kg) 58373.6 62053 47450产品名称带式输送机带式输送机带式输送机及型号DTL80/40/2 ×55 DTL80/40/2 ×40 DTL80/20/30 带宽(mm) 800 800 800输送量(t/h) 400 400 200 输送长度(m) 510 800 300胶带速度(m/s) 2.0 2.0 1.6 倾角( °) 0 0 0阻燃输送带规格800S 680S 680S传动滚筒直径(mm) φ500 φ500 φ450改向滚筒直径(mm) φ400/ φ320/ φ200 φ400/ φ320/ φ200 φ320 托辊直径(mm) φ89 φ89 φ89上托辊间距(m) 1.5 1.5 1.5下托辊间距(m) 3.0 3.0 3.0减速器型号JS75 JS40ⅡJS30Ⅰ减速器速比20 20 20电机型号DSB-55Q DSB-40 YB2-200L-4 电机功率(kW) 55 40 30 电机电压660/1140 660/1140 660/1140 偶合器型号YOXD450 YOXD400 YOXD400 张紧方式回柱绞车张紧回柱绞车张紧蜗轮蜗杆手动张紧拉紧行程6m 6m 2.6m 全机总重(kg) 25046 35050 14405产品名称带式输送机带式输送机及型号DTL65/15/2 ×37 DTL65/10/30 带宽(mm) 650 650输送量(t/h) 150 100输送长度(m) 175 300胶带速度(m/s) 2.0 1.6 倾角( °) 15~0 0阻燃输送带规格680S 680S传动滚筒直径(mm) φ450 φ450改向滚筒直径(mm) φ320 φ320托辊直径(mm) φ89 φ89上托辊间距(m) 1.5 1.5下托辊间距(m) 3.0 3.0减速器型号JS37ⅠJS30Ⅰ减速器速比17.43 20电机型号YBK2-225S-4 YB2-200L-4 电机功率(kW) 37 30 电机电压660/1140 660/1140偶合器型号YOXD400 YOXD400 张紧方式蜗轮蜗杆手动张紧蜗轮蜗杆手动张紧拉紧行程 2.6m 2.6m 全机总重(kg) 10791.3 14405四、产品特点:1、整机固定在巷道底板上,机身采用螺栓连接的落地结构。
DTC大倾角带式输送机通用说明书.

DTC系列煤矿用带式输送机使用说明书(安装、使用本产品前请仔细阅读使用说明书)中华人民共和国目录1.概述------------------------------------------------- 32.结构特征与工作原理------------------------------ 33.主要技术特征--------------------------------------- 44.安装,调试,试运行------------------------------ 75.维护与定期检查------------------------------------ 96.润滑---------------------------------------------------107.运输-------------------------------------------------- 108.开箱及检查------------------------------------------119.输送机附图------------------------------------------1110.输送机易损件明细表------------------------------1311.其它---------------------------------------------------17本产品执行标准:MT820-2006《煤矿用带式输送机技术条件》本产品型号说明:型号依据标准MT/T154.4-1995《煤矿用带式输送机型号编制方法》煤矿用带式输送机型号的组成及含义举例如下:本系列产品包括以下型号:DTC65/10/2×30S、DTC65/10/2×55S、DTC65/10/132S、DTC65/10/90S、DTC80/15/2×55S、DTC80/15/2×75S、DTC80/15/160S、DTC80/15/2×132S、DTC80/15/250S、DTC80/20/2×250S、DTC80/20/315S、DTC80/20/2×315S、DTC100/25/2×220S、DTC100/25/2×250S、DTC100/25/2×315S、DTC100/25/2×450S、DTC120/40/2×500S、DTC120/40/2×630S。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DTC系列煤矿用带式输送机使用说明书(安装、使用本产品前请仔细阅读使用说明书)中华人民共和国目录1.概述------------------------------------------------- 32.结构特征与工作原理------------------------------ 33.主要技术特征--------------------------------------- 44.安装,调试,试运行------------------------------ 75.维护与定期检查------------------------------------ 96.润滑---------------------------------------------------107.运输-------------------------------------------------- 108.开箱及检查------------------------------------------119.输送机附图------------------------------------------1110.输送机易损件明细表------------------------------1311.其它---------------------------------------------------17本产品执行标准:MT820-2006《煤矿用带式输送机技术条件》本产品型号说明:型号依据标准MT/T154.4-1995《煤矿用带式输送机型号编制方法》煤矿用带式输送机型号的组成及含义举例如下:本系列产品包括以下型号:DTC65/10/2×30S、DTC65/10/2×55S、DTC65/10/132S、DTC65/10/90S、DTC80/15/2×55S、DTC80/15/2×75S、DTC80/15/160S、DTC80/15/2×132S、DTC80/15/250S、DTC80/20/2×250S、DTC80/20/315S、DTC80/20/2×315S、DTC100/25/2×220S、DTC100/25/2×250S、DTC100/25/2×315S、DTC100/25/2×450S、DTC120/40/2×500S、DTC120/40/2×630S。
1.概述DTC带式输送机是指布置倾角为20°~30°的带式输送机,适用于输送容重为0.4 ~ 2.5吨/米³的散状物料或成件物品,既可用于向上运输,也可用于向下运输 ;向下运输时,其允许最大倾角为向上输送允许最大倾角的80%。
本机型采用单电机单滚筒或单电机双滚筒或双电机双滚筒驱动,采用深槽托棍组,根据所运物料的粒度,湿度和角度配花纹输送带或者普通输送带,减速机配逆止器,并配备有制动装置。
2.结构特征与工作原理本输送机由驱动装置,机身,机尾和清扫装置等组成。
驱动装置由驱动部,传动机架,传动滚筒等组成。
驱动部由电机,减速机,偶合器,逆止器,制动器,驱动装置架等组成。
驱动装置通过齿销联轴装置传递扭矩给传动滚筒,从而带动整个输送机转动起来,完成输送工作。
机身为螺栓连接的钢架落地结构,主要由上托辊,下托辊,中间架,中间架支腿等组成,主要作用是承载输送带和所运物料。
本机型的拉紧装置一般情况下设在机尾,有手动蜗轮张紧装置机尾和重载车式拉紧机尾两种形式,分别由机尾滚筒和机尾架组成。
清扫装置分为头部和尾部清扫装置,头部清扫装置根据所用输送带不同,采用毛刷清扫器(花纹输送带)和刮板清扫器,其作用是清扫胶带外表面的附着物。
尾部一般采用空段清扫器,它的作用和普通输送机上的一样,清扫回空段胶带内表面的附着物。
3.主要技术特征各型号输送机主要技术参数见下表:4.安装,调试,运行4.1 安装首先确定输送机的安装中心线及各部分的安装位置。
清理巷道底板,按照图纸要求做出平坑,并打好地基。
按照从后到前的顺序将输送机各部件运至要求位置,按照从前到后的顺序安装各部件。
各部件安装均达到要求后,固定地脚螺栓并拧紧各连接螺栓。
安装后应保证各托辊与胶带接触良好。
各连接螺栓应牢固可靠。
4.2 调整4.2.1输送带跑偏调整带式输送机经常会遇到输送带跑偏问题,输送带跑偏有以下几种原因:4.2.1.1 安装中心线不直4.2.1.2 输送带本身弯曲不直或接头不直。
皮带扣钉歪或是输送带切口与输送带纵向不垂直,使输送带受的拉力不均匀,运转时,当接头运转到那里,哪里就发生跑偏,处理这种情况,可将输送带切开重新订扣或硫化。
4.2.1.3 滚筒中心线同输送机中心线不垂直。
出现这种情况主要是机架安装不正,虽然可调滚筒的前后位置,但移动距离有限,必须把装歪的机架返工重装。
输送带在滚筒上往哪边跑偏就收紧那边,使输送带跑偏的一边拉力加大,输送带就往拉力小的一边移动。
4.2.1.4安装时托辊组轴线同输送带中心线不垂直而引起跑偏。
当输送带往哪边跑偏,就将那边的托辊向输送带运行方向移动。
一般移动几个托辊组就能纠正。
4.2.1.5 滚筒不水平引起输送带跑偏,如是安装误差,应停机调整。
4.2.1.6 滚筒表面粘结物料,使滚筒成了圆锥面,会使输送带向一侧偏离,因此必须经常检查清扫器和人工打扫。
4.2.1.7 输送带一经加上负载就跑偏,是由于物料没有加在输送带中间,应该动进料口处挡板的位置或结构。
4.2.1.8 机架两侧不平使输送带相对机架中心不对称,运行时输送带荷重向低的一边移动,导致输送带跑偏,此时可将可将托辊组加垫调平。
4.2.1.9 输送带无载时发生空车跑偏,而加上物料就能得到纠正,这种情况是初张力太大造成的,应适当调整输送带的初张力。
4.3 试运转4.3.1 试运转前应全面检查安装质量,各运转部件应运转灵活。
4.3.2 检查各润滑部位是否按规定注油。
4.3.3 沿线检查输送机,不得有影响设备运转的任何障碍。
4.3.4 检查电器系统。
4.3.5 如果有一套备用传动装置时,将备用柱销联轴装置内柱销取出,拔出外齿圈至减速机一侧,以不影响传动滚筒旋转,并将取出的柱销装入要使用的柱销联轴器装置内。
4.3.6 先点动“启动”电机,观察传动滚筒运转方向是否正确,然后空载运行,观察各部件是否运转正常。
4.3.7 重复(5)(6)过程,试运转另一套驱动装置。
警示:(1). 必须装设驱动滚筒防滑保护、堆煤保护和防跑偏装置。
(2). 应装设温度保护、烟雾保护和自动洒水装置。
(3). 在主要运输巷道内安设的带式输送机还必须装设:输送带张紧力下降保护装置和防撕裂保护装置,在机头和机尾防止人员与驱动滚筒和导向滚筒相接触的防护栏。
(4). 配备带式输送机保护装置符合MT872-2000《煤矿用带式输送机保护装置技术条件》的要求。
(5). 限矩型液力偶合器严禁充油,只能充水或难燃液。
5.维护与定期检查5.1 维护保持好输送机周围清洁,及时清理输送机周围的煤粉杂物,以免影响输送机正常工作,传动不灵活的滚筒和托辊应及时更换和维修,传动滚筒要保持清洁,及时清除粘在滚筒表面的物料,在卸载处严禁大块物料直接砸在胶带上。
经常检查清扫器,并及时调整或更换易损件。
5.2 定期检查5.2.1 日检5.2.1.1 检查通过传动装置的胶带运行是否正常,有无卡阻跑偏等不正常现象。
5.2.1.2 减速器,偶合器,电机及所有滚筒的轴承的温度是否正常。
5.2.1.3 输送带空载张力是否合适,否则要调整。
5.2.1.4 所有滚筒的油封及轴承的磨损程度。
5.2.1.5 所有托辊是否转动灵活,有无缺辊现象,否则更换。
5.2.2 周检:执行日检项目,另外附加。
5.2.2.1 检查减速机的油位,若需要可充加规定等级的油。
5.2.2.2 检查张紧装置的动作是否灵活,清除导轨上的赃物。
5.2.3 月检执行日检,周检项目5.2.4 半年检查:执行日检,周检项目,另外附加:5.2.4.1 给所有滚筒轴承加油,并清理滚筒上的污物。
5.2.4.2 清理减速器,换油并分析下次换油时间。
5.2.4.3 检查偶合器的液体,油封,轴承情况。
6. 润滑减速机出厂前不带油,第一次换油在运转150小时后进行,其后的换油在运转六个月以后,或更早一点,具体时间根据具体情况而定。
皮带机主要部位润滑见下表。
7.运输7.1.吊装、运输的注意事项7.1.1 输送机在装卸车过程中,一定注意吊装部位,有吊装环的,要使用吊装环,没有吊装环的,要利用牢固可靠的部位吊装,同时注意不要损害其他部位的外表质量。
7.1.2 要注意电机、减速机、制动器等重要部件,小心碰撞、刮擦这些部件。
7.1.3装卸托辊、滚筒时,要轻拿轻放,不要随便乱仍乱掷,以防止损坏轴承、密封圈等。
7.1.4 在装卸机架等铆焊件时,也要轻拿轻放,注意不要使它们因外力作用变形,从而影响下一步安装。
8.开箱及检查货到验收检查时,有包装箱的,要小心打开包装箱,以免损坏箱内物品;捆扎的,要依次卸下,然后按装箱单逐项检查验收。
9. 输送机附图(见各输送机总图)10.输送机易损件明细表11. 其它我厂提供的设备功能完整、技术先进,并能满足人身安全和劳动保护条件。
所有设备均正确设计和制造,在正常工况下均能安全、持续运行,没有过度的应力、振动、温升、磨损、老化等其他问题,我们欢迎广大用户提出更加先进、成熟的意见和建议,以便在我们今后的开发和生产中更加成熟完善。
我们的质量方针是“精心制造,优化设计,管理科学,质量第一”。
我们竭诚为广大用户提供优质的售前、售中、售后服务。