镀层高硅铝合金的钎焊性能试验研究
6061铝合金真空钎焊工艺研究
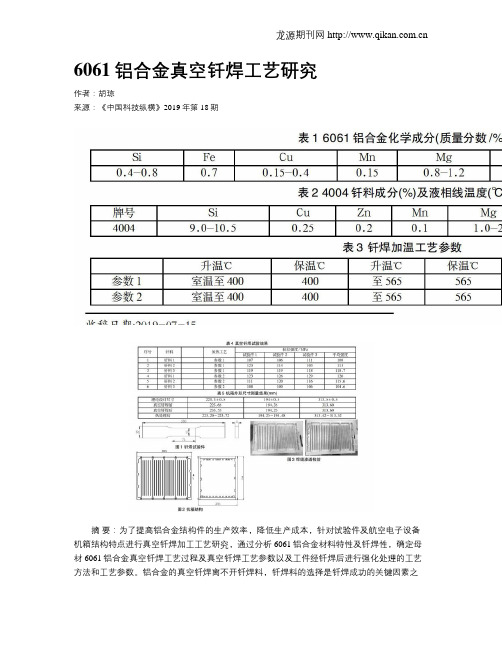
6061铝合金真空钎焊工艺研究作者:胡琼来源:《中国科技纵横》2019年第18期摘要:为了提高铝合金结构件的生产效率,降低生产成本,针对试验件及航空电子设备机箱结构特点进行真空钎焊加工工艺研究,通过分析6061铝合金材料特性及钎焊性,确定母材6061铝合金真空钎焊工艺过程及真空钎焊工艺参数以及工件经钎焊后进行强化处理的工艺方法和工艺参数。
铝合金的真空钎焊离不开钎焊料,钎焊料的选择是钎焊成功的关键因素之一,由于目前市场所能提供的钎焊料品种不多,根据目前市场常见的几种钎焊料,如纯钎料:箔材4004、4047,单面及双面复合钎料其基材为3003,压覆层为4004。
通过对比试验确定钎焊6061母材的焊料为4004相对合适。
关键词:6061铝合金;真空钎焊;焊接工艺;4004钎焊料中图分类号:TG425 文献标识码:A 文章编号:1671-2064(2019)18-0080-020 引言真空钎焊是在真空环境下,不需要使用钎剂,利用毛细作用将钎料填满于母材间隙之间的高质量焊接方式。
其具有焊接变形小,外观质量高、结构简单、加工效率高、环保等优点[1],广泛应用于航天、航空等行业,是航空电子系统机载设备铝合金机箱的常用加工方式。
上世纪70年代,国外已经开始研究铝合金的真空钎焊。
现阶段,美、英、日已经处于高质量批量生产的阶段[2],而我国真空钎焊起步晚,主要用于火箭发动机和航空发动机等不锈钢及高温合金的钎焊,随着航空电子设备轻量化需求,铝合金越来越多的用于机载设备机箱。
6061鋁合金属于可热处理强化合金,具有较好的可成形性、可焊接性及可切削性能,耐腐蚀和中等强度,广泛应用于机载设备[3]。
现阶段对机箱类产品主要采用线切割方式加工机箱腔体,该加工方式不但效率低而且还浪费材料,因此需要对6061铝合金真空钎焊加工工艺进行研究,改进机箱产品加工效率[4]。
1 6061铝合金焊接性能分析铝合金6061属铝镁硅系合金,主要元素为Mg和Si,其强化相为Mg2Si。
采用Al-Cu-Si-Ni钎料钎焊5A06合金接头组织与性能

采用A l -C u -S i -N i钎料钎焊5A06合金接头组织与性能元琳琳1唐超2黄晓猛2金凯1(!北京有色金属与稀土应用研究所,北京100012; 2.北京市电子信息用新型钎焊材料工程技术研究中心,北京100012)摘要采用Al -Cu -8-G 钎料在不同钎焊工艺参数下对5A 06铝合金进行真空钎焊试验,研究钎焊温度与保温时间对接头微观组织与力学性能的影响。
利用扫描电镜(SEM )和能谱仪(EDS )对接头的微观结构和 行分析, 室温拉伸试验及显微硬度测试 接头力学性能的演变。
结果表明,接头 结合 形成多种金合物,如Mg 2S :i ,C U Al 2等。
550丈钎焊时,接头剪切强度明显高于540 i 焊的接头,且随着钎焊保温时间的延 ,接头剪切强度逐步提高。
在550 i 焊30 mm 时接头剪切强度可达74 M P +。
钎料合金 [10]。
文中采用自制A l -Cu -Si -N i 钎料对5A 06合金进行焊以获得高强度5A 06铝合金接头。
为焊工艺参数,对不同钎焊条件下的接头微观组织演变 及力学性能进行研究。
1试验材料及试验方法试验采用A l -30S i 合金、A l -50C u 合金、99. 99% (质 量分数)高 及纯镍作为原料在 制备A l -Cu -Si -N i 钎料合金,前行去 膜,熔炼时高纯度氩气,金。
为使钎料合金成分均勻,合金需 3次。
为300 mmX 200 mmX 30 m m 的铸键经多道次轧制为0. 1 m m 厚。
冷轧态5A 06铝合金母材与A l -Cu -Si -N i 钎料合金成分 见表1及表2。
利用差热分析法确定A l -Cu -Si -N i 钎料 的固液相温度,结果见表3。
表1 5A 06铝合金化学成分(质量分数,%)S i C u Mn M g Zn Ti B e F e Al!0.4!0. 10.5 -0.8 5.8 -6.8!0.20.02 -0. 10!0.005!0.4余量关键词:铝合金钎焊微观结构力学性能 中图分类号:TG 4540 前言镁合金不可热 合金,度和高,兼具良好的、导电、可加工性及焊接性,因此用、、电子、船舶、汽车等行业[1_3]。
高强韧铝硅合金性能研究
高强韧铝硅合金的组织研究摘要铸造铝合金具有较高的强度、良好的铸造性能和耐腐蚀性能,广泛应用于机械、汽车、航空航天等领域。
其中铝硅合金主要用于制造活塞、缸体、缸盖和曲轴箱等铸件。
对于轻量化的要求,就要提高铝硅合金的力学性能。
本课题做了两组对比性试验,第一组是在精炼浇注结束后对于试棒进行金相组织微观观察,第二组是在T6处理结束后对于试棒进行了金相组织微观观察,观察两组试验的金相组织。
在本次是实验中,从第一组的精炼试验中发现,铸型的预热和浇注温度的提高,都能明显的改善铸件的性能。
精炼结束后浇注的第一组中,没有进行精炼,所以铸造缺陷明显。
即未精炼的试样发生了较明显的铸造缺陷缩孔,铸造缺陷严重。
其余四组当中,缺陷较少,有Al2Si、CuAl2等相。
T6处理过程中炉温过高,导致了试样的过烧,晶界复熔。
过烧试样的金相组织照片显示符合过烧机理。
关键词:铸造铝硅合金T6处理复熔Micro-structure analysis of high strength Al-Si alloyAbstractCast aluminum alloy has many advantages,such as low prices、organization isotropic can get a special organization、easy to produce parts of complex shaped.can be small batch and mass production ,and because of its high specific strength、good casting properties and corrosionresistance,widely used in machinery、automotive、aerospace and other fields,Al-Si alloy is mainly used in the manufacture of piston、cylinder、cylinder head and crankcase castings. With the automobile industry improve the product lightweight and hight-intensive1requirements,improve the mechanical properties of Al-Si alloy has become an urgent problem to be solved.This paper presents two experiments, the first group is in temperature and analysis the microscopic metallographic1structur e of the specimen,the second group is on the basis of the first that are carry through heat-treatment and analsing1the microscopic metallographic1structure of the specimen,with a view to observe the similarites1 and difference among two experiment.Because of the high temperature heat treatment process of this experiment, leads to the burning of the sample, the grain boundary melting. The first group of samples without heat treatment, the sample is unrefined had obvious shrinkage of casting defects, serious casting defects. The microstructure1 of overburnt1specimen photos show compliance with burning mechanism.Keywords: Cast Al-Si alloy microstructure1 heat treatment目录1、绪论 (2)1.1 高强韧铝硅合金国内外的研究现状 (2)1.2课题研究的背景、目的和研究内容 (3)1.2.1选题背景和目的 (3)1.2.2课题的研究内容 (3)1.3 合金元素对于组织的影响 (3)2、实验设备及过程 (4)2.1实验设备 (4)2.2配料 (4)2.3炉前准备 (5)2.4熔炼过程 (5)2.4.1加料顺序 (5)2.4.2浇注过程 (5)2.5试样成品制样 (6)3、实验结果分析 (6)3.1未精炼的显微组织特征 (6)3.2精炼后在不同的浇注温度下的金相组织特征 (7)3.3 T6处理后的金相组织照片 (8)3.3.1固溶强化处理 (8)3.3.2本次T6处理后的金相组织照片 (10)4、结论 (11)参考文献结束语1绪论材料、信息、能源被称为现代科学的三大支柱,而材料又是一切技术发展的物质基础,任何新技术的发展,莫不依赖于各种相互匹配的新材料,而新型材料中金属材料又是一个重要的方面。
铝及铝合金钎焊用硬钎料的研究现状与展望

铝及铝合金钎焊用硬钎料的研究现状与展望牛志伟;黄继华;许方钊;刘凯凯;陈树海;赵兴科【摘要】铝及铝合金以其优良的特性,在当代工业材料中占有越来越重要的地位.钎焊作为一种可靠连接铝及铝合金结构件的连接方法而被广泛应用.铝及铝合金钎焊用硬钎料的开发一直是国内外学者争相研究的热点,然而,钎料合金熔化温度高、加工成形性差、钎焊接头强度低等因素严重制约着钎料合金的开发应用,实现商业化的钎料甚少.添加合金元素能够降低钎料熔化温度,改善钎料显微组织和性能,这对铝钎焊用硬钎料的发展是一个行之有效的方法.结合国内外对铝及铝合金钎焊用硬钎料的最新研究成果,全面阐述合金元素的添加对钎料熔化温度、加工成形性及钎焊接头组织性能的影响,指明铝及其合金钎焊用硬钎料目前研究中存在的问题及今后的研究方向.【期刊名称】《中国有色金属学报》【年(卷),期】2016(026)001【总页数】11页(P77-87)【关键词】铝合金;硬钎料;加工成形;钎焊接头【作者】牛志伟;黄继华;许方钊;刘凯凯;陈树海;赵兴科【作者单位】北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083【正文语种】中文【中图分类】TG425+.2铝及铝合金具有密度小、强度高和耐腐蚀等优点,因而广泛应用于汽车、高速铁路车辆、航空航天和军事工业[1-4]。
不同牌号的铝合金及其过烧温度如图1所示。
对于铝合金的焊接,传统的方法主要以熔化焊接为主,设备复杂,且对焊工的技术要求比较严格[5-7]。
钎焊作为铝合金连接的重要方法,具有钎焊件变形小、尺寸精度高等优点,近年来,在国内外得到广泛的应用[8-10]。
铝及铝合金的软钎焊是不常应用的方法,由于铝及铝合金软钎料主要采用以低熔点金属如锡、锌等为基,使得软钎料的成分、组织及电极电位与铝及铝合金母材相差很大,钎焊接头易引起严重的电化学腐蚀[11-12]。
喷射成形60Si40Al电子封装材料的钎焊性能研究
产学研合作项目(20051003651)和教育部博士学科点专 项科研基金资助项目(20050008016) 作者简介:白晓婧(1982-),女,河北张家口人,硕士研究生,研究 方向:新一代电子封装材料的研究和开发应用; 电话:010-62332244;E-mail:maobai1000@163.com
60 ̄80
5 ̄10
表 2 浸锌液配方及工艺参数
溶液配方
温度 / ℃
NaOH 140 g/ L,ZnO 14 ̄20 g/ L, NiCl2 1.5 g/ L, 乳酸 75 g/ L, NaNO3 2 g/ L,HF 5 ml/ L
20 ̄25
时间 / s
第一次 40 ̄70 第二次 20 ̄50
1.2 焊接 选择铜板为对焊材料,焊前表面打磨,使其平
Key wor ds: reheat crack;15CrMoG;welding
某船厂承接的某外轮改装业务,按船方要求 对其锅炉吹灰管路按旧样全部换新,选用直径 48 mm、壁厚 5 mm 的 15CrMoG 无缝钢管,要求把钢 管先对接焊好后再弯制成直径为 2.5 m的圆弧型 管。采用的焊接工艺为:使用 ZXG-300 型硅整流 式直流弧焊机,反接法,选用 J427!3.2 低氢钠型 焊条,开 V 型坡口,把开好坡口的两条钢管的管 道轴线对正,按图 1 所示焊接四点定位,分两半从 定位焊点引弧,分三层焊完,根部焊接电流为 120
采用喷射沉积成形方法制备的 Si-Al(wSi=50%  ̄70%)电子封装材料,因其组织均匀、Si 相颗粒细 小[1 ̄4],具有低的热膨胀系数和密度,高的热导率[5] 和刚度,以及良好的热机械稳定性,使之在航空航 天电子封装领域有着广阔的应用前景。然而,研究 中发现,Si-Al 系合金中由于大量硅的存在,使其 与焊料(如 Sn-3.0Ag-0.5Cu)的润湿性很差,与对 焊材料(如 Cu 等)的焊接性不良。通常,在电子封 装行业中对基板材料进行电镀是为了改善其与半 导体元器件之间的焊接性能以便提高其电导率和 便于引线键合[6]。由于 Si-Al 合金中的 Al 与 Si 之 间不形成化合物,合金表面的 Al 易与 O2 反应生 成 Al2O3,因此正式电镀前需进行化学预处理以去 除其表面的 Al2O3 膜。考虑到 Al 的电极电位很 低,电镀过程中易与许多金属离子发生置换反应, 置换后的产物还应容易除去,以活化 Si-Al 合金 的表面状态,因此,本文选择在 Si-Al 合金基体上
铝硅镀层22MnB5高强钢高温拉伸性能及本构模型
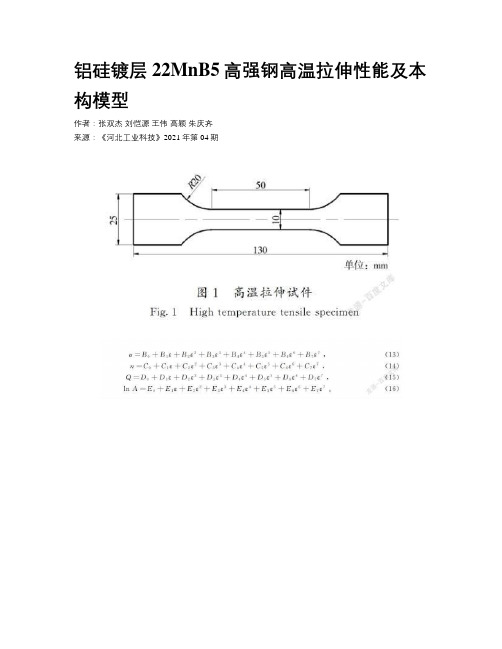
铝硅镀层22MnB5高强钢高温拉伸性能及本构模型作者:张双杰刘恺源王伟高颖朱庆齐来源:《河北工业科技》2021年第04期摘要:为了分析和表征热成形用的铝硅镀层22MnB5高强钢的热变形行为,采用Gleeble-3800热模拟试验机,在成形温度750~900 ℃、应变速率0.1~10 s-1试验条件下实施了铝硅镀层22MnB5高强钢的板材等温拉伸试验,采用双曲正弦型Arrhenius本构模型描述铝硅镀层22MnB5高强钢的高温流变行为,并考虑应变影响构建了模型。
结果表明:1)铝硅镀层22MnB5高强钢的真应力随成形温度的升高而降低,随应变速率的增大而升高,在高温低应变速率条件下(900 ℃,0.1 s-1),峰值应力为134.24 MPa;在低温高应变速率条件下(750 ℃,10 s-1),峰值应力为381.25 MPa;2)本构模型预测值与等温拉伸试验值线性拟合的相关系数R2为0.978,表明构建的本构模型在整个应变范围具有良好的预测精度。
研究成果能够准确表征铝硅镀层22MnB5高强钢的热变形行为,为其数值模拟提供材料模型数据支持,并为其热加工工艺研究提供了参考。
关键词:材料力学;铝硅镀层;22MnB5;高强钢;高温拉伸性能;本构模型中图分类号:TG115;TG142文献标识码:ADOI: 10.7535/hbgykj.2021yx04001Elevated temperature tensile properties and constitutive model ofAl-Si coated 22MnB5 high-strength steelZHANG Shuangjie1,2,3, LIU Kaiyuan1, WANG Wei1,2, GAO Ying1,2,4, ZHU Qingqi5(1. School of Materials Science and Engineering, Hebei University of Science and Technology, Shijiazhuang,Hebei 050018, China; 2. Hebei Key Laboratory of Material Near-net Forming Technology, Shijiazhuang, Hebei 050018, China; 3. Hebei Engineering Technology Research Center of Precision Punching Process and Die, Cangzhou, Hebei 061500, China; 4. Hebei Industrial Technology Research Institute of Mechanical and Electrical Parts, Cangzhou,Hebei 061500, China; 5. Baoding Exquisite Auto Mould Technology Company Limited,Baoding, Hebei 071000, China.)Abstract:In order to analyze and characterize the hot deformation behavior of Al-Si coated22MnB5 high strength steel for hot forming, Gleeble-3800 thermal simulation machine was used to conduct isothermal tensile tests of Al-Si coated 22MnB5 high strength steel under the test conditions of forming temperature 750~900 ℃ and strain rate 0.1~10 s-1. The Arrhenius constitutive model with hyperbolic sinusoidal form was used to describe the elevated temperature rheological behavior of Al-Si coated 22MnB5 high strength steel. In addition, the model considering the influence of strain was constructed. The results indicate that:1) the true stress of Al-Si coated 22MnB5 high strength steel decreases with the increase of forming temperature and increases with the increase of strain rate. At high temperature and low strain rate (900 ℃, 0.1 s-1), the peak stress is 134.24 MPa. At low temperature and high strain rate (750 ℃, 10 s-1), the peak stress is 381.25 MPa; 2)the correlation coefficient R2 of the linear fitting between the predicted values of the constitutive model and the experimental values of isothermal tensile is 0.978, which indicates that the constructed constitutive model has good prediction accuracy in the whole strain range. The results can accurately characterize the thermal deformation behavior of Al-Si coated 22MnB5 high strength steel, provide material model data support for the numerical simulation and a reference for the further study of the hot processing technology of this kind of material.Keywords:mechanics of materials; Al-Si coating; 22MnB5; high-strength steel; elevated temperature tensile properties; constitutive model近年来,为满足汽车轻量化和安全性的双重要求,热成形高强度钢被广泛用于制造车身的结构件[1-2],如A/B柱、防撞梁和各纵梁等。
高强韧铝硅合金组织性能的研究
高强韧铝硅合金组织性能的研究(抗拉强度≥450MPA)内容摘要:本实验是通过加入合金元素和一定的热处理方法获得高强韧铝硅合金,其抗拉强度要达到450MPA,加入合金元素的种类和含量通过查阅相关资料获得;另外,热处理的目的是增强强度和塑性。
实验最终结果是获得要求抗拉强度的试棒,并且得到相应的晶相照片,铸件的外部力学性能是由于内部组织决定的。
实验目的:1、掌握各种元素及其含量对铝合金性能的影响;2、掌握热处理工艺对铝合金性能的作用;3、了解相关试验设备,学会使用各种试验设备;4、熟悉铸造性能合格的铸件的完整过程。
试验设备:锯,砂纸,混沙机,砂箱,定位销,电熔炉,坩埚,固溶处理炉,抛光机,腐蚀液,扫描电镜。
实验步骤:1、查资料功能材料概论1).铝合金的强化:固态铝无同素异构转变,因此不能像钢一样借助于热处理相变强化。
合金元素对铝的强化作用主要表现为固溶强化、沉淀强化、和细化组织强化。
I.固溶强化:合金元素加入纯铝之后,形成铝基固溶体,导致晶格发生畸变,增加了位错运动的阻力,由此提高了铝的强度。
合金元素的固溶强化效果同本身的性质和固溶度有关。
其中Zn、Mg、Ag的溶解度较大,超过10%;其次是Cu、Li、Mg、Si等,溶解度大于1%。
通常,对同一元素而言,在铝中的固溶度越高,获得的固溶强化效果就高。
II.沉淀强化:单纯的固溶强化效果毕竟是有限的,因此铝合金想要获得较高的强度,还得配合其他强化手段,沉淀强化便是其中的主要方法。
这种通过热处理实现的强化方式也称时效强化。
利用合金元素在铝中具有较大的固溶度,且固溶度随温度的降低而急剧减小的特点,将铝合金加热到某一温度后急冷,得到过饱和固溶体,再将这种过饱和铝基固溶体放置在室温或加热到某一温度,基体中可沉淀出弥散强化相,使铝合金强度和硬度随时间延长而增高。
时效过程中,铝合金轻度和硬度增加的沉淀强化效果与许多因素有关,其中最重要的是强化相的结构和特征,因此要求合金元素在铝中要不仅应有较高的极限溶解度和明显的温度关系,而且在沉淀过程中还能形成均匀、弥散的共格或半共格过渡强化相,这类强化相在基体中可造成较强烈的应变场,增加对位错运动的阻力。
最新高强高韧铝硅合金(A357)及工艺的研究可行性研究报告
高强高韧铝硅合金(A357)及工艺研究可行性研究报告一、选题的必要性1.产业政策及项目的意义产业政策:本项目所处技术领域为新材料新工艺。
研究开发新材料新工艺,有利于促进我国制造业科技进步,增强企业竞争实力,符合我国产业政策,是国家大力扶持的技术领域。
随着国民经济快速发展,部件轻量化和环保要求日益高涨,铸件越来越薄,这要求合金力学性能越来越高。
为此,开发高强高韧合金材料是国内外重点发展方向。
项目意义:高强高韧铝硅合金A357具优良的铸造性能和力学性能而广泛用于航空、航天、军事、机械等工业领域。
随着制造业对铸件高强韧要求越来越高, A357用量越来越大。
国内外通常要求该合金的抗拉强度σ≥320MPa,延伸率δ>5%,但b目前我国绝大多数企业,如我省洪都飞机集团,由于合金材料及工艺的落后,生产的铝硅合金抗拉强度仅能达到290MPa,延伸率为3%.远不能满足航空、航天等行业的需求.长期以来,省内洪都集团不得不出高价外购A357优质合金铸件,但仍不能满足企业的产量与质量要求.为此,洪都集团等企业急需解决此技术问题。
2.国内外发展现状A357铸造铝硅合金由美国在20世纪50年代末研制而成。
目前我国高强高韧铸造铝硅合金ZL114A沿用了该合金的成分标准,合金化学成分为:6.5-7.5%Si、0.45-0.75%Mg、0.08-0.25%Ti、0.07%Be、0.2%Fe、0.1%Cu、余为Al.由于此合金的化学成分范围较宽,根据此成分,国内企业难于生产高性能、且质量稳定的合金铸件。
基于这种现状,国内哈尔滨工业大学、北京航空航天材料所等近年致力于A357合金的成分优化,初步确定了能满足性能要求的主要元素Si、Mg最佳含量分别为6.5-7.0%、0.55-0.6%,但对整个合金的化学成分构造、元素间的相互作用及其它强化元素的添加等缺乏系统的研究,尚不能满足于工业生产。
A357合金的铸态显微组织为初晶α-Al+共晶(α-Al+Si).就生产工艺而言,国内普遍采用四元钠盐或锶变质共晶Si相,钛细化初晶α-Al晶粒,以提高合金的性能。
Al-Si-Ge-Zn钎料钎焊6061铝合金接头组织与性能分析
第38卷第9期焊接学报9: 38 No. 9 201 7 年 9 月TRANSACTIONS OF THE CHINAWELDINGINSTITUTI0N S ep tem b er2017Al-Si-Ge-Z n钎料钎焊6061铝合金接头组织与性能分析牛志伟,黄继华,刘凯凯,许方钊(北京科技大学材料科学与工程学院,北京100083)摘要:采用新型A l-S-G e-Zn钎料钎焊6061铝合金,对钎料及钎焊接头的组织和性能进行了分析,并与A l-S-Zn 和A l-S-Ge钎料进行了对比.结果表明,A l-S-Ge钎料熔点较低,但高的Ge元素含量促使钎缝中形成粗大的脆性 初生G=i相,恶化了钎焊接头组织和性能;A l-S i-Zn钎料由于Zn元素含量较高,引起钎缝中Si元素偏析聚集为大 片状,严重影响钎焊接头的力学性能;向A1-S共晶中添加适量的Ge和Zn元素,维持了较低的钎料熔化温度,同时细化了钎料合金的显微组织,脆性初生GeS相和片状硅相消失,细小分散的锗,硅固溶体相均匀分布在#A1基体 中.采用A l-S-G e-Zn钎料钎焊6061铝合金,钎焊接头抗剪强度最大.关键词:6061铝合金;A l-i-G e-Zn钎料;抗剪强度;显微组织中图分类号:TG425 +.2 文献标识码:A doi:10.12073/j.h jx b.201511190010序 言6061铝合金[1-2]作为一种Al- M g- S i系变形 铝合金,比重轻,具有良好的强度及耐腐蚀性,广泛 应用于制造汽车管路件及阀件.目前在该类零部件 组装生产过程中,主要采用钎焊连接,但由于6061 铝合金熔点较低(固相线温度582 ~595 °C),用传统 的Al-S钎料[3]极易出现过烧,所以该类零部件的钎 焊一直比较困难.Al-Si-Cu系钎料合金[4-7]的出现大大推进了6061铝合金的钎焊.Chuang等人[8—9]开发了 Al - 10. 8Si- 10C u和 Al - 9. 6Si - 20C u 钎料合金,两种 钎料合金熔化温度范围分别为522. 3 ~ 570. 0 C和 522.9 ~ 535. 2 C,采用 Al-10. 8Si-10C u 钎料钎焊 6061铝合金可以获得完整的钎焊接头,钎焊接头抗 剪强度可达67 MPa;采用Al-9.6Si-20Cu钎料钎焊 6061铝合金,钎焊接头强度仅为40 M Pa.Al-9.6Si-20Cu钎料合金虽然钎焊温度大大降低,然而合金中 存在大量的AlCu金属间化合物和Al-Si-Cu共晶组 织,导致钎料合金脆性很大,极难加工成薄片,同时 钎焊接头中也存在大量的A lC u金属间化合物,导 致钎焊接头强度较低.Al-S-Ge钎料具有较低的熔 化温度,并且钎焊工艺性能极佳.日本研究的Al-35Ge-Si钎料[10],可用于6061铝合金及复合材料在 550 C以下钎焊;但由于Ge元素含量较高,钎料合收稿日期:2015-11-19基金项目:广东省科技计划资助项目(2010A080402014)金具有较大的脆性,极难加工,从而限制了此类钎料 合金的使用.Suzuki等人[11]研制的Al-Si-Zn钎料熔 点为535 C,具有优异的热加工性能,可以方便地制 成钎料丝或带;但由于Al-Si-Zn钎料中Zn元素含量 过高,钎焊时极易引起母材的溶蚀,同时钎焊接头中 存在粗大的块状初晶硅,严重影响了钎焊接头的力 学性能.中采用 制 的 Al-Si-Ge-Zn料对 6061 铝 合金进行钎焊,对钎焊接头的显微组织及性能进行 了分析,并与传统的Al-Si-Zn和Al-Si-Ge钎料进行 对比分析.1试验方法采用纯度大于为99. 9V的Al,Si,Ge和Zn元 素的原材料,在井式坩埚炉中进行熔炼,先熔炼不同 Si元素含量的Al-Si中间合金,然后分别添加Zn和 Ge元素,熔化后进行充分搅拌,以尽量减少Ge,Z n 元素在金属液中的比重偏析,具体成分如表1所示. 采用微量型差热分析仪(DTA)测定钎料合金的熔化 温度.采用扫描电子显微镜(SEM)和能谱分析表1钎料合金成分(质量分数% %&Table!C h e m ic a l c o m p o sitio n s o f f i l l e r m e ta ls 编号钎料Si Ge Zn A l1A l-S i-Z n 5.1-40.2余量2A l-S i-G e5.625.2-余量3A l-S i-G e-Z n9.51015量98焊接学报第38卷(EDS)制备合金及钎焊接头的显微组织,采用X:(XRD)对料合金的相组成进行分析.钎焊试验在箱 阻炉中进行,钎焊570 °C,钎焊时 2 m in.采用的 进的A IF3-K F-C S F ,腐蚀钎剂,熔化 510〜530 °C.试验母材为6061铝合金,具体成分见表2$ 搭接试样规格为60 m m X20m m X2mm,如图1所 .对钎焊接头进行 ,为保证 的准确,每 料成分钎焊五组试样,取平,对焊接头显微组织进行.表2 6061铝合金化学成分(质量分数,%)和熔化温度(°C)T a b le2C h e m ic a l co m p o sitio n s a n d m e lt in g te m p e r a tu r e o f6061 a lu m in u m a llo yFe Mg Si Zn Ti Cu C b Mn Al固相线温度R液相线温度R 0.71.100.610.250.150.250.120.01余量592654图1钎焊试验示意图(m m)F ig. 1S c h e m a tic o f b r a i z i n g e x p e r im e n t 2试验结果及分析2=钎料的熔化特性料合金的DTA曲线如图2所示.由图2s可 得,Al-5. 1Si-40. 2Zn合金的熔化温度范围为500〜555 C,熔化 55 C $图 2b Al-5.6Si-25.2Ge钎料合金的DTA曲线,两 的吸热峰,其中541.3 C与Al-Si-Ge三元共晶454〜572 C对应的,而在440.2 C出现的吸热峰与A;G e:晶的共晶点温度相对应的,熔化为 113. 1C $图2c为 Al-9.5Si-10Ge-15Zn合金的熔图2钎料合金的DTA曲线F ig.2 D T A c u r v e s o f f i l l e r m e ta ls化 曲线,图中一晶热峰,表明合金的组成接 晶成分,熔化 505. 2〜545.1 C ,熔化 39.9 C.对 料 金,晶型合金熔化 ,流 好,凝固后成集中 ,金 ,有利于提高焊缝的质量.2.2钎料的显微组织图3 料金的显微组织.从图3a 可 出Al-5. 1Si-40. 2Zn钎料合金主 深灰色的#A1固溶 ,针状和大块状的硅 及灰白色的相组成;图3b可,灰白色相主要包含大量的锌和一定量的铝,为&Zn相,&Zn相的中心部 位 量亮白色的+Zn相,与熔炼过程中钎料 金冷却速度太快,&Zn转变 $图3c Al-5.6Si-25. 2Ge钎料合金的显微组织,合金主要 深灰色的#A1固溶 ,亮白色的针状固溶,白色的针状硅固溶 和粗大的初生G e S i 组成.:,粗大的GeSi相和针状的锗、硅固溶 硬度高、脆大,严重恶化钎料合金的加工&12'.对图 3c,d 发现,Al-5.6Si-25.2G e 料组织中锗,硅固溶 达,呈针片状、骨骼状,具有一定的方向性$Al-9.5Si-10Ge-15Zn钎料合第9期牛志伟,等"Al -Si -Ge -Zn 钎料钎焊6061铝合金接头组织与性能分析99金中的锗,硅固溶 加细小分散,同时在其过程中 好的协调脆性锗,硅固溶体相的变形,析出大量的+Z n 相, 的 +Zn 加工变 裂纹的 &13-14].图3钎料合金的显微组织F ig . 3 M ic r o s tr u c tu r e o f f i l l e r m e ta ls为进一步分析确定 Al -5. 1SiM 0. $Zn ,Al -5. 6Si - 25. $Ge 和Al -9. 5Si -10Ge -15Zn 钎料合金的相组成, 对钎料合金进行X : 分析,图4料合金的XR D 分析 •证实了 Al_5. 1Si -40. $Zn 钎料金主#A 1相,硅和锌固溶体相组成;Al -5. 6Si -$5. 2Ge 钎料合金主要是由#A 1,硅和锗相组成;Al -9. 5Si -10Ge -15Zn 钎料合金主 #A 1相,硅相,锗相和+Z n 相组成,XRD 分析与SEM 分析一致.图4钎料合金的XRD 分析结果F ig . 4 X R D r e s u lts o f f i l l e r m e tals100焊接学报第38卷2.3钎焊接头显微组织焊试验 ,首先对 料合金在6061铝合金上的铺展润湿性进行 ,分取0.05 g不同成分的钎料合金,配 A1F!-KF-C s F .腐蚀钎,570 °C下 2 min,不同钎料合金的铺展面积,A1-5. 1SiM0.2Zn合金的铺展面积为105. 4 m m2$A1-5.6Si-25. 2Ge合金的铺展面积 为 138. 6m m2$Al-9.5Si-10Ge-15Zn 合金的铺展面 积为 152. 0 m m2.结果表明,Al-9.5Si-10Ge-15Z n钎 料合金具有更佳的铺展润湿能力,这除了与较低的熔化 ,更与钎料合金具 的熔化$,料金具有细小分散的组织也促进钎料合金的润湿 [15].铝合金钎焊接头的显微组织如图5 .为确定不同成分钎料合金钎焊接头的相组成,对焊接头不同区域进行了成分分析, 3 .+-5.1SiM0.2Zn钎料焊6061铝金,钎焊接头的界处形成一条 的,主包含+和Zn元素,由+-Zn金图可知,其不 成金属化物,而是形成铝基固溶体,由于Zn原 ,图5钎焊接头的显微组织F ig.5 M ic r o s t r u c t u r e o f b ra z e d jo in t s表3 EDS分析结果(质量分数,%)T a b le1E D Sresults i n b ra z e d jo in t s编号Al Si Ge Zn可能相a83.97——16.03# - AlB22.54——77.46& - Zn c—100.00——SiD95.30— 4.70—# - AlE 2.1336.6361.24—锗固溶体f 1.0551.4047.55—硅固溶体G92.12——07.88# - AlH12.0303.5105.2079.26+ - Zn I—10.4487.20 2.36锗固溶体J 5.4777.6512.10 4.78硅固溶体料中的Zn原向母材进行了用 成 了固溶体,充分合金化的 ,料与母材之间形成了较为优良的冶金结合;+-5. 1Si-40. 2Zn钎料焊接头组织与 料组织接近,同样 状和大块状的硅相;,于+-5. 1SiM0.2Zn钎料焊接头中大量锌向6061铝合 金界面处扩散,导 焊接头中锌固溶少.Al-5.6Si-25.2Ge钎料合金与6061母材界面处,料与母材嵌 一起$+-5.6Si-25. 2Ge钎料钎焊接头组织同样保留了 料的组织形态,主要为片状、状的锗,硅固溶 . +-9.5Si-10Ge-15Zn钎料焊接头一条的,EDS分析 主要成分为+,Zn等素,同样为#+固溶体.2.4钎焊接头力学性能对焊后6061搭接接头进行拉伸试验,不同钎料 钎焊6061接头抗剪 图6.+-5. 6Si-25. 2Ge钎料合金钎焊6061铝合金 接头抗剪强度值最小为 87. 68MPa,Al-9.5Si-10Ge-15Zn钎料钎 焊接头强度最大为138. 5 MPa,+-5. 1SiM0.2Zn钎 焊接头 于两者之间为104. 67 M P a.三种钎料图D钎焊接头抗剪强度F ig.6S h e a r s tr e n g th o f jo in ts第9期牛志伟,等:Al-Si-Ge-Zn钎料钎焊6061 g合金接头组织与性能分析101合金钎焊接头均断裂于钎缝处,Al-5. 1Si-40. 2Zn钎焊接头钎缝中存在的粗大块状硅割裂了基体,恶化了钎焊接头的力学性能;Al-5.6Si-25. 2Ge钎料合金与母材无明显扩散反应层,接头中存在大片状的脆性锗,硅固溶体相,使得钎焊接头强度较低;Al-9.5Si-10Ge-15Zn钎料钎焊接头中细小分散的锗,硅固溶体相以及塑性+Zn相的存在是6061铝合金钎焊接头强度显著提高的关键.3结 论(1) Al-Si-Ge-Zn钎料合金的熔化温度间隔为 39. 9 °C,比Al-Si-Zn和Al-Si-Ge钎料具有更窄的熔化区间,更有利于提高钎料合金的铺展润湿性.(2) Al-Si- G=Zn钎料合金的物相为-A1相,锗固溶体相、硅固溶体相和+Zn相,无金属间化合物生成;相比Al-Si-Ge钎料,Al-Si-G=Zn钎料合金中的锗,硅固溶体相更加细小分散.(3)由于Al-Si-Ge-Zn钎料钎焊接头中形成细 小分散的Ge,S i固溶体相和塑性+Zn相,使得Al-Si-Ge-Zn钎料钎焊接头抗剪强度值最大,为138. 5M Pa.参考文献:[1]戴玮,薛松柏,蒋士芹,等.6061铝合金中温钎焊接头组织与性能[J].焊接学报,2012, 33(6): 105 -108.Dai W e i, X u e S on gb a i,Jiang S h iq in,et al.M icrostructure andm echanical properties o f 6061A1 joints brazed with a low-m eltingpoint filler [ J ].Transactions o f the C hina W eldin g Institution,2012, 33(6):105 -108.[2]Chen Y S,Chen T J,Zhang S C,e al. Effects o f processin g parameters on microstructiare and m echanical properties o f pow der-thixoforged 6061 alum inum a llo y[ J] •Transactions o f N onferrousM etals S ociety o f C h in a,2015,25(3):699-712.[3]张启运,庄鸿寿.钎焊手册[M]•北京:机械工业出版社,2008.[4]Tsao L C,Tsai T C,W u C S,et a+B razeability o f tlie 6061-T6alum inum alloy with A l-S i-20C u-b a se d filler metals [ J] •Journalo f M aterials E ngineering and P erform a n ce,2001,10(6):705-709.[5]Zhang G W,Bao Y F,Jiang Y F,et a+Microstriactiare and m ech an ical properties o f 6063alum inum a i o y brazed joints witli A l-S i-C u-N i-R E filler metal [ J ].Journal o f M aterials Engineeringand P erform an ce,2011,20(8):1451 -1456.[6]Tsao L C,W en g W P,C heng M D,et a+Brazeability o f a 3003alum inum alloy with A l-S i-C u-b a sed filler metals [ J ] •Journal o fMaterials E ngineering and P erform a n ce,2002,11 (4):360-364.[7]俞伟元,陈学定,路文江.快速凝固A l-S-C u基钎料的性能[J]•焊接学报,2004, 25(2):69 -72.Y u W e iy u a n,Chen X u e d in g,Lu W enjiang. Property o f rapidlysolidified brazing alloy o f A l-S i-C u based a llo y[ J] •Transactionso f the C hina W eldin g Institution,2004,25(2):69-72.[8]Chang S Y,Tsao L C,Li T Y,et al. Joining 6061 alum inum alloy withi Al-^Si-Cu filler metals [ J ].Journal o f A lloys and C omp o u n d s,2009, 488(1):174 -180.[9]Chuang T H,Tsao L C,Tsai T C,et a+D evelopm ent o f a low-m elting-point filler metal for brazing alum inum a lloy s[ J] •M etallurgical and M aterials T ransachons A,2000,31 (9):2239-2245.[10]Kayam oto T,K im J H,Saito S,et a l. Brazing o f A l-M g alloy andA l-M g-S i alloy with A l-G e based filler m etals[ J] •P roceedin gs o fW orkshop o f the Japanese W eldin g S o cie ty,1994,12(4):495-501.[11]Suzuki K,Kagayam a M,T akeuch i Y. E utectic phase equilbriumo f Al-^Si-Zn system and its applicability for louver temperatiare bra-zin g[ J]. Light M eta l,1993, 43(10):533 -538.[12]Zhang Y,G ao T,Liu X. Influen ce o f G e content on the m icrostructure ,phase form ation and m icrohardness o f hypereutectic A l-Si a lloy s[ J]. Journal o f A lloys and C om p ou n d s,2014,585 :442-447.[13]莫文剑,王志法,王海山,等.A u-A g-S i钎料合金的初步研究[J].贵金属.2004 , 25(4):45-51.Mo W enjian, Wang Z h i a,W ang Hmshian, et al.A primary stiady o fthe A u-A g-S i s o ld e r[J]‘ Precious M etal, 2004,25(4):45 -51. [14]张帅,薛松柏,杨金龙,等.P元素对A l-S i-Z n钎料显微组织及性能的影响[J]•焊接学报,2013,34(5):103 -107.Zhang S huai, X u e S on gb a i, Y an g Jinlong, et al. E ffect o f P e lement on m icrostructure and properties o f A l-S i-Z n filler metal[J]. Transactions o f the C hina W eldin g Institution,2013,34(5):103 -107.[15]Shi Y W, Y u Y, Li Y P,et a l. Study on the m icrostructure andw ettability o f an A l-C u-S i braze containing small amounts o f rareearth erb iu m[ J] •Journal o f M aterials E ngineering and Performa n ce, 2009, 18(3):278-281.作者简介:牛志伟,男,1986年出生,博士研究生.主要从事铝及 铝合金钎焊研究工作.发表论文12篇.E m a il:z h w n u s tb@163.c o m:黄继华,男,教授•Em ail :j+hhuan g62@s in a. com。
高硅铝的焊接方法
高硅铝的焊接方法能够连接高硅铝的焊接方法有:熔化焊、钎焊和固相焊接三大类。
熔化焊接的接头性能差,一般采用快速热循环和低热输入的高能量密度焊,包括电子束焊和激光焊,有助于减少熔化焊所引发的缺陷,因此近年来在这方面开展的研究较多。
钎焊方法是在母材金属不熔化情况下,通过钎料熔化后填满间隙,并与母材金属之间发生溶解、扩散等冶金作用的金属焊接方法。
固态焊接技术是指对焊件表面清理后,施加静态或动态压力,加热或不加热,在母材不熔化情况下使两种材料发生固相结合的焊接方法。
摩擦焊、扩散焊、爆炸焊、超声波焊等均属此类。
高硅铝合金可用的压焊方法有:摩擦焊、真空扩散焊等。
激光焊接已有研究表明,高硅铝材料需要采用功率较低的熔焊方法连接,由于合金中的Si元素含量较高,焊缝金属组织中会形成针状共晶硅和粗大板状多角形的初生硅,严重割裂基体;近缝区的金属易产生过热、晶粒长大的现象,导致焊接力学性能显著降低而失去使用价值。
而激光焊接具有功率密度大、焊缝深宽比例大、热影响区小、工件收缩和变形较小、焊接速度快等优点,这种焊接方法适合高硅铝的焊接。
张伟华等人研究了ZL109硅铝合金CO2激光焊接接头的组织和性能,获得了焊接组织致密、晶粒细小的接头,焊接的热输入对接头力学性能有显著的影响,热输入增大,接头抗拉强度和断后伸长率均先增加后降低,当热输入为44J/mm抗拉强度和断后伸长率达到最大值,分别为121.2MPa和4.3%。
电子束焊接电子束焊接时利用高电场产生的高速电子,经聚焦后形成电子流,撞击被焊金属的焊接部位,将其动力转化为热能,使被焊金属熔合的一种焊接方法。
电子束流具有能量密度高、穿透能力强、焊缝深宽比大、焊接速度快、输入能量较小,因此热影响区小、焊接变形小。
所以,电子束焊接质量好,焊缝力学性能高。
石磊等人将AlSi12CuMgNi铝合金挤压铸造的活塞顶圈和锻造的活塞裙进行真空电子束焊接,对优化工艺条件下焊接接头的微观组织和力学性能进行了研究。
Al_Si_Cu_Zn钎料性能研究

焊接技术第36卷第1期2007年2月铝及铝合金以其优良的物理、化学性能,良好的加工、表面处理和耐蚀性能,在当代工业材料中占有很重要的地位,被广泛应用于航天航空、建筑、电器、汽车和船舶等部门[1,2]。
又由于其比强度高、耐腐蚀性好等优点,是代替钢材等作为结构材料的理想材料,同时也是当今所需要的绿色环保、节能材料。
而纯铝、铝合金的连接及其加工工艺在其中起着非常重要的作用[3]。
在众多的连接方法中,钎焊作为一种能够可靠地连接铝及其合金结构件的连接方法而被广泛应用。
但铝及其合金具有硬度低、焊接时表面氧化膜难去除等缺点,与之匹配的中温钎料、钎剂研究不成熟,而使得铝及铝合金的更广泛的应用受到了限制。
传统的Al-12Si钎料(共晶点温度577℃)可以钎焊某些铝合金而得到可靠的接头,但是和这些铝合金的熔化温度相比,钎焊温度又过高,经常会发生铝合金母材过烧及元器件损坏现象,因此只能钎焊纯铝和少数几种熔点较高的铝合金,如6063,3A21等。
而像7A04,7A05等铝合金由于固相线温度低于Al-Si钎料熔点,故不能用该钎料来钎焊。
为了解决这些问题,许多研究人员都在研究一种能够钎焊绝大多数铝合金而又具有满意连接强度的低熔点钎料。
Kayamoto等人研究了一系列可用于焊接6061铝合金且具有低熔点和足够接头强度的Al-Ge-Si-Mg钎料。
然而,Ge的价格使得这种钎料过于昂贵。
Humpston和Jacobson等人报道了一种熔化区间在518 ̄538℃之间的Al-5Si-20Cu-2Ni钎料。
Suzuki等人也曾研究过一系列三元共晶的Al-Si-Zn钎料[4]。
而笔者主要是研究了一系列Al-Si-Cu-Zn系钎料,该系列由于Cu,Zn元素的加入,不仅使得该系钎料熔点降低(大约在500~577℃),而且具有良好的流动性、润湿性。
1试验材料及设备本试验所用母材为1060纯铝和6063铝合金,母材有关的性质[2]见表1。
钎料为自制的Al-Si-Cu-Zn钎料,其成分见表2。
矿产
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
矿产
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。