地下卷取机侧导板的控制系统
卷取机侧导板控制策略优化分析与改进
卷取机侧导板控制策略优化分析与改进赵磊;刘宁;李文;王克柱【摘要】Based on the analysis of the side guide control system of 1 700 mm hot strip rolling mill in Jinan Steel, through the arc transition optimization of the parallel side guide, the reasonable setting of front side guide and the transforming of the side guide ruler parallelism of the coiler, the steel block accident was avoided and the stability of the production was improved. By increasing 25 mm on the side guide secondary short stroke while the thickness of the strip steel below 3.5 mm, the head of the strip steel and the head telescoping are well control, the defective products due to telescoping decreases eighty percent. By implementation of ladder pressure control while the thickness of the strip steel below 6.0 mm, the consumption of the side guide plate is greatly reduced, and the cost of the production reduces one million Yuan each year.%基于对济钢1700热轧带钢生产线卷取机侧导板控制系统的分析,通过对侧导板平行段进行圆弧过渡优化和前台卷取机侧导板开口度的合理设定以及平行度的调整,避免了卡钢事故,提高了生产稳定性;对3.5 mm厚度以下规格带钢侧导板2次短行程增大25 mm,头部塔形控制良好,因塔形问题产生的次品量减少了80%;对6.0 mm 厚度以下规格带钢卷取过程实施阶梯压力控制,大大降低了侧导板衬板消耗,年降低生产成本百万元。
一种热轧卷取机的侧导板的控制方法[发明专利]
![一种热轧卷取机的侧导板的控制方法[发明专利]](https://img.taocdn.com/s3/m/6445d36ebf23482fb4daa58da0116c175f0e1e80.png)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910563577.6(22)申请日 2019.06.26(71)申请人 宝山钢铁股份有限公司地址 201900 上海市宝山区富锦路885号(72)发明人 幸利军 (74)专利代理机构 北京金信知识产权代理有限公司 11225代理人 刘锋 张晓丹(51)Int.Cl.B21B 37/68(2006.01)(54)发明名称一种热轧卷取机的侧导板的控制方法(57)摘要本发明公开了一种热轧卷取机的侧导板的控制方法,该方法包括:第一、穿带阶段:调节侧导板的开度至第一开度S 1;第二、头部卷取阶段:调节侧导板的开度至第二开度S 2;第三、中部卷取阶段:调节侧导板的开度逐级减小,并通过视频监测单元对所述侧导板与带钢进行监测,当监测到所述侧导板与带钢边部摩擦产生火星时,控制单元控制侧导板开度调节机构停止减小侧导板的开度,记录此时侧导板的开度为寻边开度S 4,然后再调节侧导板的开度至第三开度S 3;第四、尾部卷取阶段:调节侧导板的开度至所述寻边开度S 4。
本发明的热轧卷取机的侧导板的控制方法,确保了卷形质量,减少了侧导板磨损、减少了更换频次、提高了作业效率。
权利要求书1页 说明书4页 附图1页CN 112139258 A 2020.12.29C N 112139258A1.一种热轧卷取机的侧导板的控制方法,其特征在于,包括:第一、穿带阶段:控制单元控制侧导板开度调节机构调节侧导板的开度至第一开度S 1,S 1=B+W+B 1,其中B为带钢宽度,W为侧导板短行程开度,B 1为待机附加值;第二、头部卷取阶段:控制单元控制侧导板开度调节机构调节侧导板的开度至第二开度S 2,S 2=B+B 2,其中B 2为头部附加值;第三、中部卷取阶段:控制单元控制侧导板开度调节机构调节侧导板的开度逐级减小,并通过视频监测单元对所述侧导板与带钢进行监测,当监测到所述侧导板与带钢边部摩擦产生火星时,控制单元控制侧导板开度调节机构停止减小侧导板的开度,记录此时侧导板的开度为寻边开度S 4,然后再调节侧导板的开度至第三开度S 3,S 3=S 4+B 3,其中B 3为中部附加值;第四、尾部卷取阶段:所述控制单元控制侧导板开度调节机构调节侧导板的开度至所述寻边开度S 4。
地下卷取生产中的侧导板的控制

地下卷取生产中的侧导板的控制摘要:本文主要介绍攀钢热轧厂中地下卷取机中的侧导板的控制原理、短行程控制、本体调节以及控制过程。
关键词:侧导板短行程本体调节控制1 侧导板自动控制原理侧导板每边由一个液压缸通过伺服阀单独控制,两个位置传感器用于侧导板开口度控制,四个压力传感器用于其压力调节,每种控制方式必须在hmi上进行选择,选择不同方式可进行许多种组合完成所需要的功能。
2 侧导板的短行程控制(1)头部和尾部方式。
地下卷取系统准备卷取时,侧导板按带钢宽度再在每边增加50mm的宽度打开;当带钢头部进入到侧导板一半时,侧导板的宽度每边减少25mm;当带钢头部在夹送辊中检测到时,侧导板的宽度再每边减少10mm;最后,卷筒建立起负载时,侧导板的宽度也减少至带钢宽度加20mm,这时侧导板进入本体调节方式。
当带钢尾部接近侧导板时,侧导板的宽度每边增加25mm,防止尾部呈喇叭型展开,撞坏侧导板。
(2)仅有头部方式。
这种方式基本与头部和尾部方式相似,只是当带钢尾部接近侧导板时,侧导板的宽度不增加,这种方式主要是操作工根据尾部是否呈喇叭型展开选择,如果无喇叭型展开可选择该方式。
(3)无短行程方式。
这种方式无自动短行程控制,主要是操作工选择,如果头部能安全进入卷取机,操作工在hmi上可手动关闭侧导板宽度。
短行程控制,或者如果下一带钢为弧型时操作工通常选择该方式。
3 侧导板的本体调节该种方式在hmi上操作工可进行三种选择,即恒压力调节方式、恒开口度调节方式和振荡控制方式。
3.1 恒压力调节方式当卷筒建立负载时,侧导板宽度位置控制切换到压力控制。
这时,判断操作侧或传动侧哪侧为主调节,选择为主调节那侧为压力调节,另一侧为辅助位置调节,(1)首先根据带钢的宽度、厚度、卷取温度和带钢材质计算出侧导板的压力给定值,其计算如下:y=127486+196·(650-t)(n/mm2) (1)y——杨氏模数;t——卷取温度;f=(π2·y·h2·l)/(12·w)2(n)(2)f——侧导板对带钢的压力;h——带钢厚度;l——侧面导板长度;w——带钢宽度。
卷取机编程简介
5.2 卷取机卷筒张力给定计算:
Tm=Tf+Tb+Tg+Tt+Th 式中:Tm: 卷筒电机输出力矩
Tf:卷筒张力力矩 Tb:卷筒弯曲补偿力矩 Tg:惯性补偿力矩 Tt:机械损失力矩 Th:厚度补偿
• Tf:卷筒张力力矩计算 Tf=Ut*W*H*(D/2)[kg*m]
式中:W: 带钢宽度(mm); H: 带钢厚度(mm); D: 钢卷直径(m); Ut: 卷取机单位张力;
3.1 带钢头部计算
带钢头部出精轧机末机架开始,对输出辊道 上的钢头部就开始跟踪,直到卷取机卷上 带止。跟踪距离通过带钢速度计算出来, 就能知带钢在辊道上的位置。卷取部分的 热金属测器(HMD)、夹送辊压头对带钢 头部跟正作用。公式为:
带钢头部长度=精轧机末机架速度X时间
3.2带钢尾部计算
带钢尾部离开精轧机末机架开始,对输辊道的带 钢尾部就开始跟踪,跟踪距离通过带钢速度计算 出来,就能知道带钢尾部在辊道上的位置。相应 的辊道在带钢尾部离后就完成了本块钢的运输过 程,为下一块的运输作准备。卷取部分的热金属 (HMD)、夹送辊压头对带钢头部跟踪有修正作 用。公式为:
• Tb:卷筒弯曲补偿力矩计算 Tb=W*H^2*σ÷4[kg*m]
式中:σ:屈服应力[kg/mm ] 2 W: 带钢宽度(mm); H: 带钢厚度(mm);
• Tg:惯性补偿力矩 Tg=(GD2/375)×(dN/dt)=(GD2/375)÷
(π×D)×(dV/dt) GD×21=0G-3[Dkg02/m+m(2π] ÷8)×ρ×W×(D4-D04) 式中:ρ:带钢比重(7.8×103Kg/m3);
B方式(卷取圈数计数方式,F6 off) 采用卷取圈数计数方式计算卷径的基本公式
卷取机侧导板系统优化
侧 导板 长度 约 :1 0 60 0 mm
收 稿 日期 :2 0 O 2 0 8一 4— 5 38
维普资讯
河北 冶金
20 0 8年 第 3期
得 更好 的控 制精 度 。
( )用 带尾 跟 踪来 初 始化 侧导 板 ,当带 尾 离开 3
导 板短 行程 :6 0mm ( 单侧 ) 导 板移 动速 度 :0~10mr/ 5 n s 导 板对 轧 制 中 心 线 的对 称 度 ( 称 对 中 度 ) 简 :
±1mm
侧 液压 管路相 连 ,液压 管路 上装 有 压 力传 感 器 ,液
压缸 的 活塞侧 同样相 连并 装有 压力 传 感器 ,以便 获
导板开 口度 :6 0~ 0 8 23 0mm
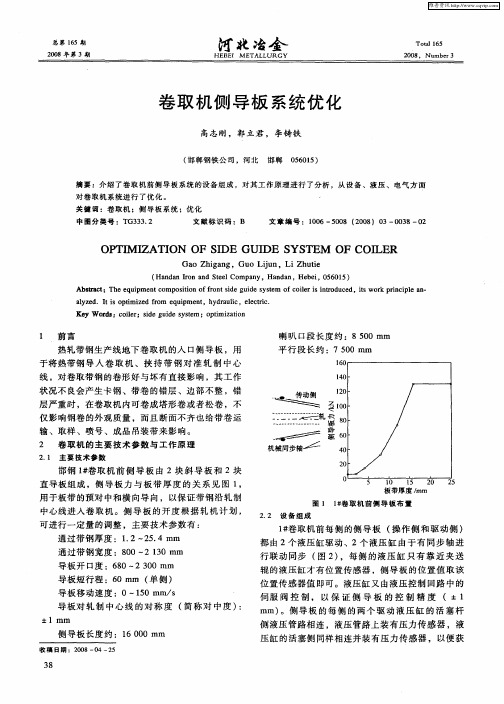
图 1 1 卷 取 机 前 侧 导 板 布 置 舟
2 2 设 备 组 成 .
1 卷 取机 前 每侧 的侧 导板 ( 作 侧 和 驱 动侧 ) # 操
都 由 2个 液压 缸 驱动 、2个 液压 缸 由 于有 同步 轴 进
行 联 动 同步 ( 2 ,每侧 的 液压 缸 只 有 靠 近 夹 送 图 )
OPr M I 】 ZATI ON I OF S DE GUI DE SYS 删
Ga hg n , oLjn i h t oZ ia g Gu i ,L ui u Z e
OF CoⅡ甩 R
( n a o n t l o a y Ha d n H b i 0 6 1 ) Ha d n I n a dS e mp n , n a , e e , 5 0 5 r eC
( 郸 钢铁 公 司 ,河 北 邯 邯郸 06 1) 5 05
摘 要 :介绍 了卷 取 机 前 侧 导 板 系 统 的设 备 组 成 ,对 其 工 作 原 理 进 行 了分 析 ,从 设 备 、液 压 、电 气 方 面 对卷取机系统进行了优化 。 关 键 词 :卷 取 机 ;侧 导 板 系 统 ;优 化 中 图 分 类 号 :T 3 3 2 G 3 . 文献 标 识 码 :B 文 章 编 号 :10 50 【0 8 3— 0 8—0 06— 0 8 2 0 )0 0 3 2
对卷取机侧导板控制的优化
1卷取机侧导板在生产中的作用 侧导 板的 功能是将 输 出辊 道上 偏离辊 道 中心的 带钢 头
部平稳 的引导到卷取机 中心线,送入卷取机,在 轧制 过程 中 继续对带钢进行平稳 的引导对 中。 侧导板在 引导带钢过程 中,频繁的与带钢边部接触 ,磨 损严重 ,形成沟槽 。为了降低 成本 消耗,我 们将侧 导板进 行 周期性 的更换 ,线下对更换下来的侧 导板衬 板用 保护焊进行 补焊 。若补焊次数太 多,或者变形严重就需要更换衬板 。 在带钢头部进入卷取机 ,侧 导板实现压力控 制后磨损 即 开始 ,带钢越薄 ,与侧导板的接触面越小 ,同等压力状态下 侧导板衬板越容 易磨损 ,衬板消耗量就越大 ,降低衬板消耗 对 降低生产成本影 响重大 。
宽而浅 。 2 . 3侧导板 的磨损 分布
从测量值看 ,一号卷取机侧导板磨损较严重 区域为平行 段传动侧入 口区域 和操作侧 出 口区域 ,二号卷取机是传动侧 入 口区域 与操作侧 出 口区域 ;从现场 的磨损数据来看 ,整个 侧 导板只有一半的衬板磨损较严重,侧导板整体上和带钢接 触 并不完全, 受力也不均匀 , 根 据检 修后放置标定块后测量 , 两个侧 导板均不再平行于轧制中心线 ,尤其 四号侧导板较为 突 出, 操作侧入 口侧距 离轧制 中心线比出 口侧大 1 5 am 传 动 r 侧入 口侧 比出口侧小 1 2 ar t o _ 。 通过 以上分析 ,侧 导板 安装不平 行于轧制 中心线 ,压力 控制模式 、压力执行不到位是造成侧导 导板 执行压力标 定 针对压力数值问题,我们先测量侧 导板运 行阻力,再进
行压力标定。 3 . 2 . I测定侧导板行进阻力 多次测量侧 导板运行阻力 。将侧导板从最 小值匀速 往外 开至最大值,记录其液压缸有杆腔和 无杆腔 的压力偏差,取 其平均值,根据作 用力 与反 作用 力原 理,可 以认为 其就是侧
唐钢UTSP1810生产线卷取侧导板自动控制
唐钢UTSP1810生产线卷取侧导板自动控制作者:贺龙来源:《数字化用户》2013年第04期【摘要】本文简单介绍卷取侧导板的功能、特点及控制原理,并对控制系统优化改造加以阐述,整合位置控制方式和压力控制方式完善侧导板的控制功能,实现全程自动控制。
【关键词】侧导板位置控制压力控制热轧带钢生产线卷取侧导板与其下的输送辊道起限制板带运动、对中轧制中心线、将带钢导向卷取机的基本作用;通过精准的开度控制保障带钢成卷;通过设计实现压力控制提高成卷端面质量。
一、设备概况1810线卷取机进口侧导板安装在卷取机进口辊道上,分立于两侧,其间隙为生产材料通道;其设备结构为液压缸带平行机构型侧导板,伺服阀控制液压缸驱动设备动作,靠齿条带动平行机构保证侧导板动作轨迹为平移,两侧同步控制动作实现对中;液压缸内置直线型磁尺检测行程用于侧导板的位置控制;在阀台增加压力检测用于侧导板的压力控制。
二、控制方式改善后侧导板的控制方式有2种:CPC(恒定位置控制)、PMC(压力监测控制)(一)恒定位置控制(CPC)控制系统回路如下图CPC是通过比较侧导板液压缸的实测位置和设定位置来进行侧导板的位置控制。
液压缸的实际位置由液压缸内置的位置传感器进行检测,CPC单元计算此实测值和设定值的偏差,将差值乘以控制增益,其结果作为伺服阀的开度值输出到伺服阀。
(二)压力监测控制(PMC)。
PMC是一种控制侧导板夹紧力的控制方法,通过调节侧导板的位置来改变两侧侧导板之间的夹紧力。
在侧导板伺服阀阀台的有杆侧和无杆侧分别安装液压压力传感器,用来监测液压缸活塞两侧的压力,将测量得到的液压缸内的压力通过计算转换为侧导板对带钢的夹持力,监测夹紧力的实际值,把实际值和设定值进行比较,得到两者的差值,将差值转换为位置信号用于控制液压缸的开闭。
三、控制过程控制程序根据生产时的实时信号,产生压力控制模式介入/转回的时序,位置控制与压力控制结合,分阶段实现全自动控制生产。
卷取区控制

卷取区控制卷取区控制概述卷取区设备完成带钢的成卷、运输。
卷取设备包括热输出辊道、侧导板、夹送辊、助卷辊、卷筒、卸卷小车、翻钢机等。
一般卷取区有2—3台卷取机,正常情况下,卷取机交替使用,以保证整个轧线轧钢的速度。
卷取机的控制包括张力控制、速度控制、辊缝(位置)控制、压力控制及顺序控制。
下面就各设备的功能及控制分别描述。
一、辊道控制热输出辊道自精轧出口到卷取机夹送辊为止。
全部辊道共365 个辊子,分为6段,其中1~3段为第一组,4~6段和2#卷取机桥辊道为第二组。
每组有一个SOURCE(整流源)提供直流电源,通过每段的逆变柜给该段提供三相交流电源。
每台卷取机前有4个机前辊道,机前辊道的电机安放在传动侧,卷取机前还有一个转向辊,这个辊子的作用是:当带钢到达卷取机前往操作侧侧导板移动,便于钢卷单边对齐。
热输出辊道把精轧输出带钢运送到卷取机卷取,同时通过设在辊道上的层流冷却装置把带钢的温度降到卷取温度。
辊道速度的基准值来自过程机,通过EGD送入卷取机控制器(CSPD)中。
一般来讲,辊道的速度基准值以精轧末机架速度为准。
在控制器中,根据超前/滞后率计算产生一个速度附加值,通过IsBUS分别送入传动装置。
在传动装置中,这两个速度叠加到一起来控制辊道的运转。
在带钢没有进卷筒时,辊道以一定的超前速度(一般为0~20%,这个数值一般是通过操作员设定)运转,在辊道和带钢之间建立一定的张力。
当精轧机架与卷筒之间建立张力时,辊道以同步速度运转。
带钢尾部出F6后,辊道速度切换为滞后速度(0~20%),使在辊道上的钢产生一定的后张力,这个后张力可以使带尾部平整地躺在辊道上而不至于起套。
在自动控制程序中,头部跟踪和尾部跟踪是判断带钢头部或尾部所在的依据。
头部跟踪的计算公式如下:MAXHEAD=∫sdt s为精轧末机架速度。
起始时间从精轧末机架咬钢开始,卷筒有载信号到结束。
尾部跟踪的计算公式如下:MAXTAIL=∫sdt s为下夹送辊速度反馈值。
唐钢1810mm侧导板的位置控制
了侧导板的恒定位置控制 和 自动位置控制 。 关键词: 侧导板 ; 位置 ; 自动控制
唐 钢 11m 8 0 m热连 轧生产线卷取 区侧 导板采用 日本 I — H 技术工艺 , 导板 的控制方 式主要为位置控 制。通过侧 I 侧 导板 的精确控制有利 于夹送辊 咬钢 以及板带 的卷 型控制 , 为稳定 的板带生产提 供技术保证 。
程控制 ; 二次短行程控制; 动态控制; 短打开行程控制。当第 二架精轧机咬钢 , 而且侧导 板前面 的 R T 输 出辊 道) O( 上没 有板 带时 , 侧导板首先进行初始化设定控制 , 设定值为板带 宽度 + 一次短行程设定值 + 二次短行 程设定值 +一定 的
余量 值 。 当 S G前 H D 热 金 属 探 测器 ) 测 到 板 带 头 部 时 , M( 检 经过 一 定 延 时 , 发 一 次 短 行 程 控 制 和 二 次 短 行 程 控 制 ( 触 见
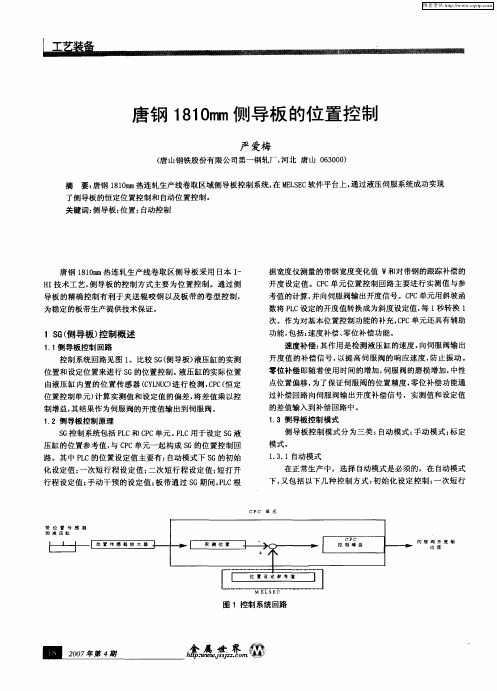
1S ( G 侧导板 ) 制概 述 控
11 . 侧导板控制回路 控制 系统 回路见 图 1 。比较 S ( G 侧导板) 液压缸 的实测
功能, 包括: 速度补偿 、 零位补偿功 能。
速度补偿 : 其作用是检测液压缸 的速度 , 向伺服 阀输 出
开度值 的补偿信 号 , 以提高伺 服阀 的响应速 度 , 防止振动 。 零位补偿 即随着 使用时间 的增加 , 服阀的磨损增加 , 伺 中性 点位置偏移 , 为了保证伺服 阀的位置精度 , 零位补偿功能通 过补偿 回路 向伺 服阀输出开度补偿信号 ,实测值和设定值 的差值输入到补偿 回路 中。 13侧导板控制模式 .
图2。 )
NoO G . S
I
/
u
\
l
矿产
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
矿产
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
地下卷取机侧导板的控制系统
摘要:地下卷取机侧导板每边由一个液压缸通过伺服阀单独控制,两个位置传感器用于侧导板开口度控制,四个压力传感器用于其压力调节,每种控制方式必须在HMI上进行选择,选择不同方式可进行许多种组合完成所需要的功能。
本文主要探讨地下卷取机侧导板的控制系统。
关键词:地下卷取机侧导板控制系统
由于输出辊道的距离很长,尤其是高速轧制薄规格带钢时,带钢的前端在辊道上会显著地飘起,使带钢运行的稳定性变坏。
最近,为了防止在输出辊道上的运输故障和保证精轧温度,有些工厂在输出辊道之间也设置了卷取机,这种卷取机被称为近卷取机。
从带钢的前端通过精轧机到卷在卷筒上的这段时间,张力辊、助卷辊和卷筒相对于带钢采取适当的超前速度。
1 地下卷取机的结构分析
卷取机类型按抱紧辊(助卷辊)数量来区分,有二辊穴、三辊式和四辊式等。
二辊式适于卷取厚度1~2mm薄带钢,对卷取10mm以上的带钢,则不能卷紧。
三辊式卷取机可卷取厚带和薄带,且其结构与维修又较四辊式简易,故得到广泛采用。
输出辊道的速度必须考虑到钢头部刚出末架精轧机架时,能将带钢“扯直”,仗辊道速度应稍高于带钢终轧速度(10%~15%);当带钢卷入卷取机2~3圈后,辊道应与轧机、卷
取机同步升速,以防止划伤带的表面;在带钢尾部出轧机前,应以轧机同步降速,以减少带钢尾部高速抛出时的冲击:在带钢尾部离开轧机后,辊道速度应略低于卷取速度(15%~20%),以减少带钢尾部的跳动。
同时,考虑到前一根带钢还未完全进入卷取机,而后一根带钢已轧出精轧机组的可能性,输出辊道的速度也应分段控制[1]。
卷取机的卷取速度应与精轧最终机座的轧制速度相配合,最大速度一般较最终机座的轧制速度高7%~15%。
卷取机咬入速度为8~10m/s,咬入后与轧机同步加速。
卷取后的板卷经卸卷小车、翻卷机和运输链运往仓库,作为热轧成品,或作为冷轧原料,或继续进行精整加工。
2 地下卷取机侧导板控制方案
除了轧制线式地下卷取机之外,通常都把张力辊的上下两个辊子偏置15%~20%左右,带钢被张力辊咬入之后便向下弯曲,经过上导板进入1号助卷辊和卷筒之间。
带钢头部在助卷辊和成型导板作用下沿着卷筒弯曲,并借助于助卷辊的压力和超前速度紧密地卷到卷筒上。
带钢的前端被卷取后,各个辊子皆取消超前速度而与精轧速度同步运转。
为了对带钢卷进行恒张力卷取,对卷筒要实行恒电流控制。
卷取开始时的张力,由带钢与精轧机之间所形成的拉力来得到,带钢的尾端脱离精轧机之后,由张力辊的反电势来保持张力,使整个带钢的全长都能保证卷取紧密。
卷取终了的带钢卷,在卷筒缩径后由卸卷小车托起移出卷筒之外,也有用推压带钢卷端面的方式卸卷的。
带钢卷经翻卷机翻转立起之后,用运卷小车送到运输链。
3 方案实施及改进效果
侧导板为电传动装置,同时通过丝杆丝母传动装置调节侧导板开口度,而且侧导板在快速气缸的作用下快速打开或关闭。
侧导板的作用是把带钢对准轧制中心线送人夹送辊,并在带钢进入卷取机时夹持带钢对中,因原侧导板机械部分较单薄、定位精度较差等原因,不能满足生产工艺要求,需对侧导板进行改造。
卷取机侧导板的作用有以下两个方面:(1)引导板带在层流辊道上以水平方向进行卷取。
(2)用于将带钢中心线调整为对中到的卷取机和夹送辊的中心线。
侧导板位于层流冷却装置之后,在卷取机的夹送辊之前,输出辊道的上方。
侧导板的操作侧(简称OS)只有位置控制,没有压力控制;而传动侧(简称DS)既有位置控制又有压力控制[2]。
在带钢轧制和卷取过程中,两侧导板的共同作用,完成整个带钢卷取过程。
整个控制过程由以下三步组成,详细描述如下。
第一步:将最后一架的轧机咬钢以前,卷取机侧导板处于位置控制等待状态。
侧导板控制的系统从主令控制器中,是通过处理器间通讯,接收到位置控制的给定值,通过位置控制器实现闭环控制。
这个位置给定值由4个字段组成。
字段1是带钢宽度的一半;字段2是短行程操作给定值;字段3是一个适应补偿值;这个补偿值保证导板能够接触到带钢边缘,所以当更换侧导板或使用一段时间后,这个值必须进行修正。
字段4偏差余量
值。
在卷取机就绪待钢状态下,侧导板处于等待位控状态。
第一步的位置给定值为字段1、字段3和字段4之和。
第二步:带钢进入头部跟踪阶段。
当带钢进入侧导板,带头进入夹送辊瞬间,夹送辊压力峰值引发卷取机加载启动,两侧导板按照短行程值快速移动到位。
卷取带钢的卷形好与坏有直接影响,以前的侧导板存在诸多弊病,如机构故障多,检修周期短,定位精度不高,抵抗外载能力低。
侧导板工作的前由操作员设定开口度值,然而过程计算机PLC自动加入两导板,同时将力控制器始终保持激活状态并受限于它的上限值,这个上限值是用根据带钢的厚度计算出来,而且,这个值也可以由操作人员手动干预的,人为增加和减小[3]。
第三步:带尾跟踪结束后,完成侧导板初始化。
当实际板带尾部离开的夹送辊后,两侧导板切换回位置的控制,给定值状态也切换回第一步,而等待下一卷带钢的到来。
带钢头部进行助卷辊的段差间隙控制,以及一定的压力压紧控制并反复进行,来防止头部擦伤或划痕,同时将带钢卷得更紧。
在提高侧导板响应速度前,为控制头塔,采取了调整L1、L3设定值,将一次、二次短行程控制启动提前的措施,结果侧导板区域极易发生堆钢事故。
地下卷取机的设备精度对跳步控制和钢卷的形状有很大影响,所以卷取机的机架用于高刚性的固定式。
同时,地下卷取机的入口侧导板,采用将热带钢导入卷取机、挟持带钢对准轧制中心线,并提供一定后张力的重要设备,对卷取带钢的卷形好与坏有直接影响。
为消除压力异常波动的不利影响,除了保持硬件设备的使用状况良好外,在程序中对压力控制策略进行了优化。
4 结论
侧导板开口度控制四个压力传感器用于其压力调节,每种控制方式必须在HMI上进行选择,选择不同方式可进行许多种组合完成所需要的功能。
总之,本文在进行侧导板控制原理介绍的同时,针对错层控制策略问题,提出了自己的见解,通过多起错层现场记录情况和相关监视数据的认真研究和分析,对相关侧导板控制系统进行必要的优化和改进,错层问题就会得到一定程度的改善。
参考文献
[1]于千,杨健,余威,等.热轧带钢卷取塔形产生原因及防范措施[J].轧钢,2007,24(3):59-60.
[2]刘东辉,孙文彬,付志刚.邯钢CSP线卷形缺陷分析[J].轧钢,2007,24(4):63-65.
[3]张智,李鑫.热轧精轧侧导板控制方法的改进[J].新疆钢铁,2010,3.。