浮法玻璃下表面渗锡的影响因素分析
浮法玻璃表面渗锡的系统性治理
浮法玻璃表面渗锡的系统性治理摘要:浮法玻璃的成型是在熔化的锡液上进行的,由于锡槽内部环境较为复杂,因此存在着液-锡液-锡槽三相保护气体体系。
由于其特殊的成型特性,导致了钢化彩虹、沾锡、上表面滴痕、辊道锡点和雾点等锡缺陷的出现,使其在浮法过程中不可避免地出现了一些特殊的问题。
浮法玻璃在锡槽内产生的表面渗锡缺陷是制约玻璃产品应用范围以及影响玻璃光学性能的重要因素。
文章通过研究总结出浮法玻璃表面渗锡的系统性治理办法,达到降低玻璃表面渗锡拓展产品应用范围的目的。
关键词:浮法玻璃;渗锡治理;策略引言随着生活水平的不断提高,人们对建筑、家私的美观度要求也在不断提高。
越来越多的高端建筑物开始大面积使用玻璃幕墙、玻璃家私,这对浮法玻璃原片外观质量、光学性能的要求又提高到了一个新的高度。
而浮法玻璃原片渗锡缺陷的存在一方面会降低玻璃的透过率,另一方面下游厂商在热弯加工时会起雾,俗称“钢化彩虹”。
使得大部分国内浮法玻璃企业的产品无法进入高端建筑玻璃市场。
如目前应用于汽车大灯、后视镜的深弯制镜玻璃,对玻璃下表面渗锡量要求非常之高,国内仅两家企业可以生产。
1渗锡的产生及影响原片质量的机理1.1渗锡的机理玻璃液自熔窑流经流道进入锡槽,在熔融金属锡液的上方平铺摊开而成形。
在玻璃带沿锡槽前进的方向,玻璃的自身温度由进入锡槽时约1100°C,冷却至离开锡槽进入退火窑时约600°C在这样的温度范围内,不可避免地会发生玻璃表面层与锡液之间的离子交换或离子扩散。
离子交换反应的结果是玻璃表面层锡含量增加,碱金属和碱土金属含量降低,从而形成浮法玻璃的表面渗锡缺陷。
浮法玻璃表面渗锡主要是由于熔融状态的锡的氧化造成的。
为了防止锡的氧化,通常会往锡槽中充入惰性和还原性的氮氢作为保护气体。
即使是这样也不可避免地会有残余的微量氧的存在。
1.2渗锡影响原片质量的机理因玻璃表面浅表层Sn2+的存在,下游深加工厂商在对原片进行热弯时Sn2+被氧化:Sn2++[0]→Sn4+由于Sn4+离子的体积大于Sn2+离子,光线通过热弯加工后的玻璃时产生折射,从而形成“钢化彩虹”缺陷。
全氧燃烧浮法玻璃下表面渗锡的特征分析

技术交流全氧燃烧浮法玻璃下表面渗锡的特征分析赵会峰'冯秀劳2吕皓'(1.海南中航特玻科技有限公司海口市571924;2.海南中航特玻材料有限公司特种玻璃国家重点实验室海口市571924)摘要利用X射线荧光分析(XRF)、电子探针(EPMA)测试了全氧燃烧浮法玻璃及普通浮法玻璃下表面的渗锡量和渗锡深度分布。
结果表明:全氧燃烧浮法玻璃的渗锡量和渗锡深度较高。
进一步讨论了全氧燃烧浮法玻璃的渗锡量和渗锡深度高的原因:全氧燃烧浮法玻璃中含水量较高,在锡槽的脱轻基反应加剧了锡槽的污染;结构水增大了离子间距,加速了离子置换;结构水改变了玻璃的结构,锡的扩散阻力变小,增加了锡的渗入量和扩散深度。
关键词全氧燃烧渗锡量渗锡深度玻璃含水量中图分类号:TQ171文献标识码:A文章编号:1003-1987(2019)09-0017-03Characteristic Analysis of Tin Penetrationon the Lower Surface of Oxy-fuel Combustion Float GlassZHAO Huifeng1,FENG Xiulao2,LYU Hao1(1.AVIC Hainan Special Glass"Technology Co.,Ltd.,Haikou,571924;2.AVIC Hainan Special Glass Material Co.,Ltd.,National Key Laboratory ofSpecial Glass,Haikou,571924) Abstract:X-ray fluorescence analysis(XRF)and electron probe(EPMA)were used to test the penetration amount and the diffusion depth of tin on the lower surface of oxy-fuel combustion float glass and air-fuel combustion float glass.The results show that the penetration amount and the diffusion depth of tin in the oxy-fuel combustion float glass are higher.The reason is discussed:the water content in the oxycombustion float glass is high.The dehydroxylation reaction in the tin bath exacerbates the pollution of the tin bath;The structure water increases the ion spacing,thus accelerating ion exchange;Structural water changes the structure of the glass,and the diffusion resistance of tin becomes smaller,increasing the penetration amount and diffusion depth of tin.Key Words:oxy-fuel combustion,penetration amount of tin,diffusion depth of tin,water content in glass0引言玻璃熔窑一般以空气作为助燃气体,空气中氧气含量只有21%,其余约78%的氮气在玻璃熔化过程中被无效率的加热,并在高温下排出窑体,造成了很大的能源浪费,这部分热量损失占能耗的20%以上,而且凡在高温下与反应生成N O x气体,NO*气体排入大气层会造成严重的环境污染。
浮法玻璃沾锡的原因与解决方法
浮法玻璃沾锡的原因与解决方法介绍如下:
浮法玻璃沾锡的原因主要有:
第一种是在更换玻璃品种或处理锡槽尾部沿口时,或当玻璃板面上附着有大的杂物(或砖块)经过锡槽尾部沿口时,锡液可能被玻璃板带出或挤压出锡槽,由于惯性作用会到达过渡辊台第1根辊子的表面,由于辊子的高速运动从而使锡珠动态地停留在辊子的表面上,并在一定的合适温度下附着在玻璃的表面上,形成条状的沾锡。
特别是当锡槽尾部的沿口南边低北边高时,锡珠容易从南边出来,同时由于过渡辊台第1根辊子的阻拦作用,使锡珠无法到达后边的辊子处。
第二种可能是由于过渡辊台前的操作孔打开后,用手电筒观察发现在过渡辊台第1根辊子上有一小块锡珠,不仔细观察就不易被发现。
这个锡珠会随着辊子的转动而跳动,一直动态地停留在辊子的外表上,因此在一定的合适温度下会附着在玻璃的表面上,形成条状的沾锡。
针对浮法玻璃沾锡的问题,可以采取以下解决措施:
可以在过渡辊台前部操作孔打开的状态下,用木板条(前端包有玻璃布1~2层)在锡珠的位置轻轻往下压,使锡珠尽量保持在辊子的表面上,同时避免锡珠被挤压到其他位置。
最好使用长3米、宽50毫米、厚3毫米的木板条,注意木板条上不能带水,并且要求无裂纹、无断口、韧性好,以免在操作过程中裂开,造成不必要的事故。
浮法玻璃成形缺陷及解决办法

浮法玻璃成形缺陷及解决办法熔融的玻璃经流道、流槽进入锡槽,在锡槽中成形后由过渡辊台进入退火窑,在这一过程中玻璃液(板)要与闸板、唇砖、锡液、拉边机、保护气体过渡辊台等直接接触,同时与锡槽水包、顶盖砖、底砖等密切相关,很容易形成与成形相关的各种缺陷,包括锡石、锡点(顶锡)、光畸变点(脱落物)、粘锡、虹彩、雾点、气泡等,除气泡之外的可统称为锡缺陷,这些成形缺陷严重制约着玻璃的质量等级与加工性能。
本文对其成因及防止措施作些探讨,以期有助于改善浮法玻璃质量。
1锡缺陷的成因分析1.1锡与锡槽中锡化合物的性质纯净的锡的熔点是232℃,沸点为2271℃,在600~1050℃的温度范围内锡具有较低的熔点和较高的沸点,较低的饱和蒸汽压,同时还具有较大的密度和容易还原的性质,以及锡液与玻璃液之间具有较大的浸润角(175°)几乎完全不浸润等性质,锡用来作为玻璃成形的良好载体。
氧化锡SnO2,密度6.7~7.0g/cm3,熔点2000℃,高温时的蒸汽压非常小,不溶于锡液,正常生产时在锡槽的温度条件下为固体,往往以浮渣形式出现在低温区的液面上,通常浮渣都聚集在靠近出口端。
如果氧化严重,浮渣会延伸很长,容易形成玻璃板下表面划伤。
氧化亚锡SnO,熔点为1040℃,沸点为1425℃,固体为蓝黑色粉末,能溶解于锡液中,SnO的分子一般为其聚合物(SnO)x形式。
在中性气氛中SnO只有在1040℃以上才是稳定的,1040℃以下会发生分解反应。
在锡槽的还原性气氛中SnO可以存在,它往往溶解于锡液中和以蒸汽形式存在于气氛中。
硫化亚锡SnS,密度5.27g/cm3,固体为蓝色晶体,熔点为865℃,沸点为1280℃,具有较大的蒸汽压,800℃时为81.3Pa,正常生产时,在高温区易挥发进入气氛,低温区易凝聚滴落。
1.2锡槽中的硫、氧污染循环氧的污染主要来源于气氛中的微量氧和水蒸汽以及从锡槽缝隙漏入和扩散的氧。
在锡槽工况下,它们使锡氧化成SnO和SnO2浮渣,SnO溶解于锡液和挥发进入气氛,并在顶盖、水包处冷凝、聚集而落到玻璃表面。
浮法玻璃成型过程中产生的锡缺陷
浮法玻璃成型过程中产生的锡缺陷摘要:我国浮法玻璃的制作及运用在国民经济的迅速发展也取得了很好的应用价值。
作为浮法玻璃生产中的主要生产设备锡槽,在浮法玻璃成型过程中有着重要的地位,而其中锡缺陷直接影响了浮法玻璃产品的质量及生产效益,同时也阻碍了浮法玻璃在市场中的有效应用。
因此如何解决锡缺陷,给予浮法玻璃最大的质量保障成为了玻璃企业中最关注的问题。
本文中基于浮法玻璃成型过程中所产生的锡缺陷进行了详细地分析与探索。
关键词:浮法玻璃锡缺陷原因治理措施分析引言:浮法玻璃生产工艺是将熔化、澄清的玻璃液在锡槽中熔融锡液面上进行摊平、抛光成形的工艺,而相较于其他品类的玻璃来讲,浮法玻璃具有较高的平整度以及很好的抛光效果,并且这种工艺没有规模、规格、厚度(0.3-25mm)等方面的生产限制。
目前玻璃的发展领域迅速扩张,其中在电子信息、太阳能等行业的应用,对玻璃的质量缺陷要求越来越高,然而通过对浮法电子玻璃的检测,发现由于锡缺陷导致的不合格玻璃问题严重。
由于锡槽是生产浮法玻璃成型的重要设备,因此当玻璃与锡液融合时难免会产生缺陷,所以加强对浮法玻璃的锡缺陷进行严格的治理,才能生产出更多高质量的产品。
一、浮法玻璃成型过程中锡缺陷的成因在浮法玻璃生产过程中,锡槽是玻璃成型的关键环节,锡槽中熔融状态的玻璃液、锡液和保护气体结合成为了一个多相的复杂系统。
在锡槽中,其各相组分各有不同,而系统则一直处于高温状态,肯定会使各相之间产生氧化还原等作用力。
由于各相之间的反应而导致了各种锡缺陷的产生,同时也就导致了浮法玻璃出现了严重的质量问题。
纠其产生缺陷的主要原因在于都是由锡污染所造成的。
而造成锡污染的主要有害气体包括二氧化硫及氧气。
二氧化硫来源于玻璃自身和过渡辊台处通入的二氧化硫向锡槽的渗入(以电解氨产生的氢气,氨原料中可能带入杂质硫;而氧气主要源自于玻璃本身及应为锡槽密封不严所进入锡槽的氧气。
当有害气体会与锡液反应生成 SnO 2 、SnS 2 、SnO 及 SnS 等,还有锡被氧化后又被部分还原成的单质锡。
浮法玻璃渗锡问题分析及相应措施
浮法玻璃渗锡问题分析及相应措施摘要:目前,我国浮法玻璃与国外产品仍然存在着一定的差距,其中一个重要原因就是浮法玻璃下表面的渗锡问题,国内浮法玻璃下表面渗锡量较多,直接影响着国内浮法玻璃作为强化玻璃原片的使用,因此,渗锡问题是浮法玻璃行业面临的一个非常重要的问题,其严重限制了我国浮法玻璃在玻璃深加工领域中的应用和发展。
关键词:浮法玻璃;渗锡;引言浮法薄玻璃和超薄玻璃的重要用途之一是生产电子设备的显示器件,其表面质量直接影响显示器件的外观和使用性能,已成为(超)薄玻璃生产中极为重要的质量指标。
相关标准对划伤和表面污渍有严格要求:1)规格406mm×356mm的玻璃,允许宽度为0.03~0.07mm的划伤总长度不超过5mm/片,宽度大于0.07mm的划伤不允许有(实际使用时要求更为严格);2)表面污渍不允许有。
1渗锡对玻璃深加工的影响1.1热加工虹彩“虹彩”现象是浮法玻璃进行钢化或热弯等加工处理时,玻璃下表面产生白雾状层或者彩色层,并且对可见光产生干涉作用,严重时甚至可使玻璃表面粗糙发毛而不透明,在显微镜下观察是玻璃下表面产生有微皱纹,破坏了玻璃原片的均匀性,容易导致微裂纹的产生,因此,产生“虹彩”现象的玻璃其强度也低于普通钢化玻璃,严重时还会产生自爆现象。
“虹彩”现象产生的原因是在深加工处理时,浮法玻璃下表面的SnO在氧化氛围中被氧化成SnO2,使玻璃表面形成皱纹而呈现出干涉色,出现虹彩现象。
一般认为,浮法玻璃下表面存在2+4+Sn、Sn和Sn,其渗锡深度可达22+0mm以上,在玻璃浅表层,Sn所占比例最大,达到90%左右,在深加工处理的加热氧化氛围中,2+4+Sn被氧化成Sn,使玻璃表面形成皱纹出现虹彩现象,浮法玻璃下表层的渗锡是浮法玻璃产生虹彩现象的重要原因。
1.2离子强化浮法玻璃“翘曲”现象“翘曲”现象是超薄浮法玻璃进行离子强化处理后产生的弯曲变形现象,在超薄浮法玻璃中问题更显著。
浮法玻璃在离子强化过程中发生的物理化学反应主要有:①浮法玻璃表面的小半径离子与熔盐中大半径离子相互交换;②浮法玻璃下表面的2+Sn、Sn在氧化氛围的影响下,被氧化成4+Sn;这两个主要的物理化学反应使得玻璃锡面和空气面的膨胀增量不同,最终形成“翘曲”现象,其与玻璃锡面和空气面的离子交换速率及交换总量相关,更主要的是与浮法玻璃下表面的渗锡量和渗锡深度密切相关,并且有研究发现,表面渗锡量越大,翘曲变形值越大;相同化学强化条件和渗锡量条件下,渗锡深度越深,翘曲值越大。
【doc】浮法玻璃下表面渗锡分布特点成因及渗锡量测量探讨
浮法玻璃下表面渗锡分布特点成因及渗锡量测量探讨:一,j文舔:≥,.,浮法玻璃下表面渗锡分布特点成因及渗锡量测量探讨国家建材局秦皇岛玻璃研究院刘世民!竺郭兴林/71.实验及方法:测试实验仪器用AMRAY一1000B型扫描电子显微镜(SEM),TN一5400型x射线能谱仪(EDS)分析测定浮法玻璃下表面渗锡分布,采用本实验室多次分析校正建立的浮法玻璃端面斜线逐点分析方法.对国内外六种浮法玻璃和补充的部分极端条件下的实验样品进行了浮法玻璃下表面渗锡分布特征及其成因的研究采用我院研制的Fs一100型渗锡测定仪对不同工况条件下取得的浮法玻璃样品的渗锡量及浮法玻璃满板横向(与拉制方向相垂直)渗锡量进行了测定2.分析结果我们到工厂现场取样并由国家玻璃质量监督检验中心提供三种国外浮法玻璃.在现场取样时.记录了锡槽的从高温到低温区段的温度分布梯度,并测量记录了,锡槽不同贝数下的槽压为获得完整渗锡变化趋势在实验室补充了高温,低温及不同配比的保护气体(N/H)下的条件实验.国内外六种浮法玻璃下表面渗锡分析结果见表1.表1国内外六种浮法玻璃下表面渗锡分析结果0"2"l6810l12,~ci1国内l#2.702.582?io{i-86l1?77l?38ll_.9l.?65国内2#3.302.672?o1Il_94lL-681.32『1.12lo.56国内3#3.gl2.802.192.07l1.gl1.391.03f0.71国外5#2.5L2.10Ll881.75l_84L.15】0.9710.87国外2#2.202.0gl?80ll?74l?7Ll?OOlO?920?8O国外3#2.272.1L1.84lL.77J1.8ol_20l0.9410.85为全面了解渗锡情况.我们取样时截取了满板浮法玻璃断板进行分析,国内三条浮法线产品渗锡t-量(与拉制方向相垂直的方向分布)测量结某:72|在边部的渗锡量要比内部的渗锡量多些.为使结果与其它分析方法具有可比性,我们用同一组样品做了x荧光仪分析,结果经计算机拟合处理?得到关系式为一线性方程Y一64.838X一258.462(1)上式表明,渗锡测定仪与大型精密x荧光仪的测量结果具有可比性.为确定渗锡量与工况条件的关系.我们在现场改变出口闸板的高度一调整进入锡槽高低温区保护气的分配比例.用我们研制的精密数字槽压计连续测量槽压,取得不同压力下浮法玻璃样品渗锡量与槽压的关系,见表2.表2国内某厂锡槽槽压与浮法玻璃样品渗锅量的关系注tCPM值为玻璃表面单位面积每分钟Sn的特征谱线计数,用Fs一1.O型渗锡测定仪测得3.讨论3.1温度因素按照SEM—EDS分析结果,对应于国内几家浮法厂的产品及实验室的模拟条件实验分析, 可得到关于成形温度对浮法玻璃下表面的渗锡分布影响趋势,即在锡槽高温区时间长的玻璃样品中,浮法玻璃下表面的深层内部含锡量增多, 而在高温区时间相对较短的玻璃样品中.其内部含锡量相对减少,由此可见,浮法玻璃内部渗锡量决定于锡槽的高温区的工艺的参数,在4/*m 以外的最表层部分.则受锡槽收缩段后的低温区影响.并且各厂的工艺参数和工况条件不一致, 一】]一导致其产品渗锡分布有所不同.进一步的理论分析和实验都表明,如果将锡液和熔融的玻璃液视为两相,锡液扩散到玻璃中的规律.是遵循经典的自由扩散定律的.3.2锡槽压力因素在工业现场取样时,通过调整出口闸板高度和保护气体的槽内分配比例等测得渗锡分布及渗锡量结果可以看出,槽压能迅速反映锡槽内部工况条件的好坏,也即能反映出渗锡量的多少. 在槽压低时,锡槽内部工况条件恶劣,极易混入空气等杂质气体t破坏了还原气氛而致使渗锡量增多.3.3其它因素从国家建材局浮法工业试验基地获得的样品测得的渗锡分布表明,经过SO处理和没有SO处理的样品略有差异.笔者曾反复测定过此类样品,没有找出玻璃内部渗锡差异,仅是在最表层含锡量变有所不同,但因取样时工况条件不尽一致,不能完全肯定说明这种差别是SO.直接作用的结果.为了减少粘锡和渗锡,还有很多单位采取了多种方法,如测量槽内氧含量,降低保护气体露点,在锡液内填加除氧剂等,都取得了一定的效果.4结论4.1渗锡是浮法玻璃下表面本身具有的,不可避免的一种缺陷,而浮法玻璃下表面渗锡量的多少,可以表明浮法工艺的成熟程度.工艺参数和工况条件不一致,导致其产品渗锡分布将有所不同.4.2通过分析不同工艺条件下国内生产的浮法玻璃与国外产品分析的结果比较t可知目前我国浮法玻璃下表面渗锡量较多是这一产品的重要缺陷.这直接影响了国产浮法玻璃作为制镜和钢化玻璃原片的使用t因此有必要投入力量解决这一问题.4.3我国浮法玻璃表层渗锡量远高于国外同类产品,而加工玻璃中产生虹彩现象的主要作用区正是表层部分.所以,应探索国内几条生产线的差异,找出最佳工艺参数是可能的.4.4结合渗锡量这一直接反映产品内在品质的参数t来调整工况条件,达到保证在现有条件下获得渗锡量最少的浮法玻璃产品是可行的.实验研究表明,槽压能迅速映出锡槽内部工况条件(特别是保护气体)的好坏t应通过进一步的实验,建立起渗锡量测量方法;为此t我们已研制出渗锡测定仪和便携式数字槽压计,为工厂提供技术服务采用变频器控制玻璃流液道温度通辽玻璃厂周维玉韩丽平浮法玻璃生产中,流液道温度是稳定生产的一项重要工艺指标.如果流液道玻璃液温度波动大,玻璃液流量相对也会波动,锡槽高温区温度则变化?甚至造成玻璃板摆动,拉边机脱边等现象?使生产难以稳定如何使流液道玻璃液温度稳定.给生产创造好的条件,是生产控制人员研究的课题.国内过去对浮法玻璃液温度没有控制,而是采用调整末l2对小炉的温度,从而达到控制冷却部温度而满足锡槽要求的温度,并且结合穿水包的办法来调整锡槽抛光区的温度.这种办法是靠人工调整,难以达到理想的工艺要求,给生产操作带来了难度.通辽玻璃厂1992年技改引进美国托利多熔窑技术,冷却部采用了稀释风控制,使冷却部温度达到能够控制的目的.但投产初期运行证明尚存在一些问题需要改进.原因之一是风机出口采用摆叶窗结构,易出故障,并由于采用封闭结构检修起来困难原因之二是:摆叶窗的控制机构是采用DJK510电动执行器安装在风机罩子上,易振动,故障率高,难以调整,调整好了使用时间也短,而且不能采用串级控制.自埘节级开黄为了彻底解决这一问题,经调查研究当前变频器技术已过关,价格也适合,调整速度风量完全可以跟上变化,并且可直接与计算机(4—20 mA)控制输出信号相连.控制方案如图所示.流聩道温度稀释风渡量取流液道玻璃液温度信号,并经史密斯(SMITH)和(APID)预测器算法输出(4—20mA)信号给变频器系统采用串级方式;既可取温度信号,也可取稀释风流量信号,分别进行手动/自动/串级操作.变频器输出斜率由用户自行设定.通过18个月的实际运行证明:采用变频器控制能使流道玻璃液温度在土1C范围内变化, 并且调整十分方便,为我国浮法玻璃行业流道温度的控制带了个好头.___一稀释风温度另外.从节能的角度来讲效果也十分明显.原稀释风电机功率为22kW,电流为l7A,平均使用功率9.5kW,年耗电8.33万度改用变频器后原22kW电机不变,电流仅为1.3A,使用功变为0.72kW,年耗电0.64万度.与之相比节电7.69万度.从上述观点来看,流道玻璃液采用变频器控制释风流量,既能达到温度控制的目的,又能节省能源.此项控制系统的采用,今后是必会在各玻璃厂家得到广范应用。
关于浮法玻璃表面锡类颗粒物分析
关于浮法玻璃表面锡类颗粒物分析摘要:本文主要结合现有文献资料,从浮法玻璃的上表面锡类的颗粒物分布情况、浮法玻璃的下表面颗粒物分布情况两个方面入手,对浮法玻璃的表面位置锡类的颗粒物状况进行归纳总结及探讨。
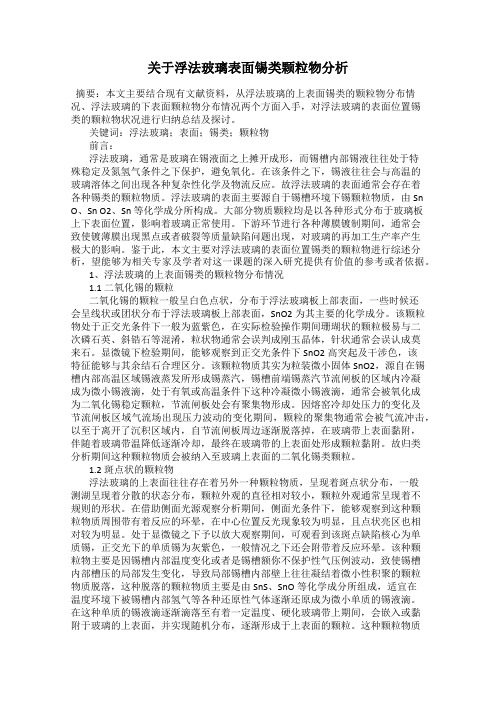
关键词:浮法玻璃;表面;锡类;颗粒物前言:浮法玻璃,通常是玻璃在锡液面之上摊开成形,而锡槽内部锡液往往处于特殊稳定及氮氢气条件之下保护,避免氧化。
在该条件之下,锡液往往会与高温的玻璃溶体之间出现各种复杂性化学及物流反应。
故浮法玻璃的表面通常会存在着各种锡类的颗粒物质。
浮法玻璃的表面主要源自于锡槽环境下锡颗粒物质,由Sn O、Sn O2、Sn 等化学成分所构成。
大部分物质颗粒均是以各种形式分布于玻璃板上下表面位置,影响着玻璃正常使用。
下游环节进行各种薄膜镀制期间,通常会致使镀薄膜出现黑点或者破裂等质量缺陷问题出现,对玻璃的再加工生产率产生极大的影响。
鉴于此,本文主要对浮法玻璃的表面位置锡类的颗粒物进行综述分析,望能够为相关专家及学者对这一课题的深入研究提供有价值的参考或者依据。
1、浮法玻璃的上表面锡类的颗粒物分布情况1.1 二氧化锡的颗粒二氧化锡的颗粒一般呈白色点状,分布于浮法玻璃板上部表面,一些时候还会呈线状或团状分布于浮法玻璃板上部表面,SnO2为其主要的化学成分。
该颗粒物处于正交光条件下一般为蓝紫色,在实际检验操作期间珊瑚状的颗粒极易与二次磷石英、斜锆石等混淆,粒状物通常会误判成刚玉晶体,针状通常会误认成莫来石。
显微镜下检验期间,能够观察到正交光条件下SnO2高突起及干涉色,该特征能够与其余结石合理区分。
该颗粒物质其实为粒装微小固体SnO2,源自在锡槽内部高温区域锡液蒸发所形成锡蒸汽,锡槽前端锡蒸汽节流闸板的区域内冷凝成为微小锡液滴,处于有氧或高温条件下这种冷凝微小锡液滴,通常会被氧化成为二氧化锡稳定颗粒,节流闸板处会有聚集物形成。
因熔窑冷却处压力的变化及节流闸板区域气流场出现压力波动的变化期间,颗粒的聚集物通常会被气流冲击,以至于离开了沉积区域内,自节流闸板周边逐渐脱落掉,在玻璃带上表面黏附,伴随着玻璃带温降低逐渐冷却,最终在玻璃带的上表面处形成颗粒黏附。
关于浮法玻璃锡缺陷产生的原因及治理措施分析
关于浮法玻璃锡缺陷产生的原因及治理措施分析作者:张宝民李文峰来源:《电力与能源系统学报·下旬刊》2020年第02期摘要:浮法玻璃生产中,锡槽作为重要设备,对玻璃质量产生重要的影响。
如果锡缺陷出现,必然会造成一系列的不良后果。
本文将进行分析,以供参考。
关键词:浮法玻璃;影响;锡缺陷;对策1.前言当前,我国对玻璃的需求量在不断提升,加之各种新技术的应用,有效提高了玻璃生产的质量。
2.波纹度影响因素波纹度是影响超薄浮法玻璃质量和性能的重要因素。
需要识别极端波纹样品的来源,并调整工艺参数以快速识别超薄浮法玻璃中的微波纹。
但是在浮法玻璃生产中,超薄玻璃板波纹度的影响因素有很多,如锡槽的设计、锡槽内的温度制度、锡液流场、锡槽内的拉边机、锡沟、挡坎等。
2.1锡槽设计从微观质量控制的角度,例如玻璃表面的微观起伏,超薄浮法玻璃比镜面浮法玻璃具有更高的要求,这是超薄玻璃生产线中锡槽设计的新要求。
王晓红指出,设计超薄浮法玻璃的薄化区长度要比普通厚度浮法玻璃长。
超薄浮法玻璃的生产需要13-20对拉丝机和锡槽,具体取决于质量和稀释率。
它足够长,可以满足拉丝机的布局,锡槽的大小,电加热的分布,保护气体的配置及锡沟、挡坎的布置等对超薄浮法玻璃的微观波纹度均有一定的影响。
2.2锡槽温度制度熔融玻璃经过扩散,减薄,模制等过程后,从熔化炉的入口端流入锡槽,然后从出口端离开锡槽,熔融玻璃是具有特定厚度和宽度的超薄玻璃板。
为了获得具有高表面质量的超薄玻璃板,需要适当的温度系统。
入口侧温度系统,出口侧温度系统,玻璃带成型温度系统,锡液温度系统,罐底部的冷却空气温度系统等。
超薄玻璃的生产非常重要。
与传统的浮法相比,在生产超薄玻璃时,必须适当提高熔融玻璃的温度和锡槽前的热区,以降低熔融玻璃的粘度。
这对于表面波衰减是有益的。
出口温度是确保成型,退火指标不合理,直接影响表面平整度,使波纹度突高。
锡槽中玻璃带处于拉薄成型区间时,玻璃液黏度对温度极其敏感,玻璃液的温度每下降1℃,其黏度就上升4%,若锡槽横向温差或者纵向温度不合理,就会造成玻璃液黏度不均,使玻璃液流产生运动速差,引起玻璃液拉伸不均,使表面产生波纹,造成波纹度过高。
有关浮法玻璃下表面渗锡的影响因素
有关浮法玻璃下表面渗锡的影响因素1简述浮法玻璃生产过程主要是在锡槽中完成的,完成的必要条件是锡槽中必须要有保护气体(N2和H2)的通过。
浮法玻璃的生产过程是在池槽中放入熔融锡液,并且不断加入玻璃液,由于玻璃液相对于熔融锡液的密度较小,玻璃液会漂浮在熔融锡液的表面,在重力和表面压力的影响下,玻璃液会在熔融锡液表面张开和摊平,进而形成了具有一定的宽度和厚度的玻璃带,并且玻璃带的表面是平滑和整洁的,这种玻璃带是可以和机械打磨的玻璃相媲美的,而且这种玻璃带无论从机械性能还是从化学稳定性等方面来说,都比机械打磨的玻璃更好。
但是由于锡液的极易氧化性,造成了一系列的锡缺陷。
锡氧化是浮法玻璃下表面渗锡发生的主要原因,对进行渗锡之后的玻璃进行加热时,玻璃的表面会形成彩状,情况严重时会使玻璃表面变得不平和不透明,严重影响了玻璃的成品率和深加工,使玻璃的应用领域大大降低了,这也是我国的玻璃制品不能往精细方向发展的主要原因之一。
目前关于浮法玻璃下表面渗锡的影响因素的研究已经有很多了,但是随着现代生产技术的完善和提升,玻璃表面的渗锡也出现了新的发展,给专家很多新的研究方向。
2浮法玻璃下表面渗锡的影响因素 2. 1温度的影响根据实验研究表明,在同等生产条件下,渗锡量和锡槽的温度成正比,随着锡槽的温度增加,渗锡量就会增加。
这是因为锡槽的温度增加使玻璃液的黏度减少,锡离子的活性增加,离子变化和交换速度也加快了,在一定时间内,渗入到玻璃内的锡量增加,并且渗入的深度也会加深。
2. 2厚度的影响在渗入的过程中,玻璃带和锡液渗入的时间是由玻璃的厚度决定,随着玻璃的变厚,玻璃带在锡槽中停留的时间就会变长,离子变化和交换反应的时间也会加长,并且渗入在玻璃内的锡离子的数量也会增加。
根据实验表明,随着玻璃的加厚,锡离子的数量会增加,但是对深度的扩散是没有影响的。
2. 3 N2和H2的纯度和配比的影响锡液极易发生氧化,造成一定程度的锡缺陷,为了防止锡氧化的出现,采用的办法是在锡槽中通入N2和H2保护气体。
浮法玻璃表面渗锡
浮法玻璃表面渗锡浮法玻璃液自熔窑流经流道进入锡槽,在熔融金属锡液的上方平铺摊开而成形。
在玻璃带沿锡槽前进的方向,玻璃的自身温度由进入锡槽时的~ 1100℃,冷却至离开锡槽进入退火窑时的~600℃。
在这样的温度范围内,不可避免地会发生玻璃表面层与锡液之间的离子交换或离子扩散。
离子交换反应的结果是玻璃表面层锡含量增加,碱金属和碱土金属含量降低。
由化学分析得知,玻璃下表面的锡含量远高于上表面,致使上下表面之间的物理性质出现差异,如下表面的折射率和密度均高于上表面,而且下表面的渗锡量对深加工产品也会造成一定的影响。
所以人们只是对玻璃下表面锡含量及其渗锡分布感兴趣,玻璃上表面的渗锡机理与下表面类似,只是渗锡量的不同而已。
玻璃下表面渗锡的深度一般为20~40 um。
在玻璃的浅表层,Sn“的比例大于sn 的比例。
然而在相对深的玻璃表面层上sn 的比例却大于sn 。
另外,由玻璃的渗锡分布曲线可知,在距玻璃下表面大约几个微米处,有一富锡层,即渗锡量出现一个峰值,通常称之为驼峰或卫星峰。
在深度小于这个富锡层的薄层内,二价锡的比例大约占了60%。
在深度大于该富锡层的玻璃内部,四价锡的比例大约占了80%。
浮法玻璃表面渗锡原因浮法玻璃表面渗锡主要是由于熔融状态的锡的氧化造成的。
为了防止锡的氧化,通常会往锡槽中充入惰性加还原性的氮氢保护气体。
即使是这样也不可避免地会有残余的微量氧的存在。
在1023。
K(750℃ )时,氧气在液态锡中的溶解度为0。
0049%。
这些微量氧与锡发生下列化学反应,将锡氧化为高价态:Sn+【0】一Sn (n=2,4) (1)产生的锡离子中主要是Sn ,这是由于锡槽中主要是还原性气氛所决定的。
所产生的四价锡可能又被保护气体中的氢还原为二价:Sn4++【H】_÷Sn (2)Sn 在玻璃带中的扩散速度远大于Sn 和Sn。
,这是因为Sn 与玻璃中的碱金属或碱土金属离子(M )发生离子交换反应:Sn2+(锡液)+Mx+【玻璃表面层)_÷Sn 【玻璃表面层)+M 【锡液) (3)由于离子交换反应的结果,使锡扩散进入了玻璃带的表面层。
浮法玻璃表面渗锡与渗锡量测定 培训
浮法玻璃表面渗锡与渗锡量测定王德宪(秦皇岛玻璃工业研究设计院066004)1引言浮法玻璃液自熔窑流经流道进入锡槽,在熔融金属锡液的上方平铺摊开而成型。
在玻璃带沿锡槽前进的方向,玻璃的自身温度由进入锡槽时的~1100o C ,冷却至离开锡槽进入退火窑时的~600o C。
在这样的温度范围内,不可避免地会发生玻璃表面层与锡液之间的离子交换或离子扩散。
离子交换反应的结果是玻璃表面层锡含量增加,碱金属和碱土金属含量降低。
由化学分析得知,玻璃下表面的锡含量远高于上表面,致使上下表面之间的物理性质出现差异,如下表面的折射率和密度均高于上表面,而且下表面的渗锡量对深加工产品也会造成一定的影响。
所以人们只是对玻璃下表面锡含量及其渗锡分布感兴趣,玻璃上表面的渗锡机理与下表面类似,只是渗锡量的不同而已。
玻璃下表面渗锡的深度约在20~40微米左右。
在玻璃的浅表层,二价锡离子的比例大于四价锡离子的比例。
然而在相对深的玻璃表面层上四价锡离子的比例却大于二价锡离子。
另外,由玻璃的渗锡分布曲线可知,在距玻璃下表面大约几个微米处,有一富锡层,即渗锡量出现一个峰值,通常称之为驼峰或卫星峰。
在深度小于这个富锡层的薄层内,二价锡的比例大约占了60%。
在深度大于该富锡层的玻璃内部,四价锡的比例大约占了80% 。
2浮法玻璃表面渗锡原因分析2.1浮法玻璃表面渗锡原因浮法玻璃表面渗锡主要是由于熔融状态的锡的氧化造成的。
为了防止锡的氧化,通常会往锡槽中充入惰性加还原性的氮-氢保护气体。
即使是这样也不可避免地会有残余的微量氧的存在。
在1023o K(750o C)时,氧气在液态锡中的溶解度为0.0049% 。
这些微量氧与锡发生下列化学反应,将锡氧化为高价态:Sn + [O] →Sn n+( n=2,4) (1)产生的锡离子中主要是Sn2+,这是由于锡槽中主要是还原性气氛所决定的。
所产生的四价锡可能又被保护气体中的氢还原为二价:Sn4+ + [H] →Sn2+(2)Sn2+在玻璃带中的扩散速度远大于Sn4+和Sn0,这是因为Sn2+与玻璃中的碱金属或碱土金属离子(M x+ )发生离子交换反应:Sn2+(锡液)+ M x+(玻璃表面层)→Sn2+(玻璃表面层)+ M x+(锡液)(3)由于离子交换反应的结果,使锡扩散进入了玻璃带的表面层。
浮法玻璃表面渗锡量的快速测定方法及应用
第46卷第5期2018年10月玻璃与搪瓷GLASS &E N A M E LV d. 46 N i5〇;.2018浮法玻璃表面渗锡量的快速测定方法及应用周莉!!1,2,胡铁石2,李晓桂2(1.海南中航特玻科技有限公司,海南澄迈571924;2.特种玻璃国家重点实验室,海南澄迈571924)摘要:分析了浮法玫璃生产中玫璃表面渗锡的原因,介绍使用X-荧光光谱法快速测试浮法玫璃表面渗锡量的方法及注意事项,讨论了玫璃厚度及玫璃中氧化铁含量对渗锡量的影响。
关键词:浮法工艺;表面渗锡;渗锡量;测试方法中图分类号:171.6794 文献标志码:B文章编号=1000-2871(2018)05-0026-04D O I:10.19588/ki.g.e.1000-2871.2018.05.006Rapid Determination Metliod and Applicationto Measurement of Tin Content onFloating Glass SurfaceZHOULi1’2,HUTieshi2,LI Xiaogui2* 1. A V IC ( Hainan) Specical Glass Technology Co. ’ Ltd.,Chengmai 571924’China;2.Stats Key Laboratory of Special Glass,Chengmai 571924’China]Abstract;In the present paper the causes of t i n penetration into f l o a t glass the rapid determination of t i n content on the surface of f l o a t glass by X-ray fluoresc and some notices were introduced.The eff ect of tliicknes of glass and the content on the t i n content was also discussed.Key words;f l o a t process;t i n penetration into surface;t i n content;measuring method〇引言浮法玻璃的生产是将熔融的玻璃液从熔窑通过流道区域进人锡槽,在金属锡液面上经过摊平、抛光,形 成厚度均匀、表面平行的玻璃带;在玻璃沿锡槽前进的方向,玻璃的自身温度进人锡槽时大约1 100 c,冷却 至离开锡槽时大约600 c;在这样的温度范围内,玻璃下表面层与锡液之间会进行离子交换或离子扩散[1];取某一浮法玻璃生产线样品进行测试对比,结果如表1所示。
浮法玻璃锡缺陷产生的原因及治理措施(论文)

浮法玻璃锡缺陷产生的原因及治理措施摘要:锡槽是浮法玻璃生产线的成型设备,在成型过程中由于浮托介质锡液和保护气氮、氢气受到污染而使玻璃产生了与锡有关的缺陷,我们俗称锡缺陷。
主要有光畸变点、锡石、虹彩和沾锡等几大类。
玻璃板在锡槽中形成的缺陷,不仅影响了产品合格率,而且限制了浮法玻璃在汽车、镀膜等深加工玻璃上的使用。
为了生产高档浮法玻璃,除了控制熔化缺陷外,还应采取措施减少与锡槽有关的缺陷。
根据生产的实际经验,对与锡槽有关的玻璃缺陷锡石、沾锡、钢化彩虹、锡滴、雾点、光畸变点的特征、来源、形成机理和防治措施进行论述。
关键词:锡缺陷预防与解决常用方法1、锡缺陷的形成机理我们把锡槽作为一个动态平衡系统来考虑,该系统是由锡槽结构(入口端、出口端和本体)锡液、保护气体、玻璃带等几个要素来构成的。
我们在设计上对每一个构成要素都有明确的要求,比如锡槽的气密性要好,锡液纯度要高,保护气纯度要达到PPM级,玻璃成分设计要合理,等等。
按理说,如果我们按上述要求做到了,就可高枕无忧了。
但实际上是锡缺陷依然存在,甚至还很严重。
这又是为什么呢?原因是我们把锡槽作为一个静态的理想系统来考虑了。
首先,即使我们达到了上述要求,污染依然存在,每时每刻都在进行,只是污染程度轻一些,速度慢一些,而随着时间的推移,累计污染也会造成缺陷的产生:更为主要的是,锡槽作为一个动态平衡系统,构成要素也在发生变化,例如水的引入、氢气的引入、硫的引入,等等。
这些后来引入的系统元素,恰恰是造成锡缺陷的主要原因。
一般由锡引起的浮法玻璃外观缺陷统称为锡缺陷,包括顶锡、滴落物、沾锡、锡结石、钢化彩虹、光畸变点等。
纯净的锡熔点为232℃,沸点为2271℃,在1093℃的条件下,蒸汽压力0.002㎜Hg。
这说明锡在玻璃成型温度下是非常稳定的。
但当有氧和硫存在时,锡极易与它们反应,以氧循环为例,当氧气进入锡槽后,虽有与氢气反应,但仍有部分溶解到锡液里,形成SnO,其蒸发后,在锡槽温度低的地方,如水包,槽顶以Sn和SnO2形式沉积。
浮法玻璃下表面渗锡分布的特点及渗锡量测量研究
浮法玻璃下表面渗锡分布的特点及渗锡量测量研究作者:李博程辉来源:《建材发展导向》2015年第03期摘要:渗锡是浮法玻璃下表面不可避免的缺陷,渗锡量的多少可以表明浮法工艺的成熟程度。
我国浮法玻璃的渗锡量远高于国外发达国家,如何减少浮法玻璃渗锡量是浮法工艺发展的重要问题。
文章通过分析浮法玻璃下表面渗锡的原因,介绍浮法玻璃下表面渗锡分布的特点,以及几种常见的,有效的渗锡测量方法。
关键词:浮法玻璃下表面;卫星峰;渗锡分布;渗锡量测量方法浮法玻璃的制备过程中,不可避免的额会发生离子交换反应,而此反应的结果是使得玻璃表面层锡含量增加,碱金属和碱土金属含量降低。
通过适当的化学分析,以及用现代光学仪器的测定,不难发现,浮法玻璃表面的锡含量成卫星峰分布,这导致玻璃表面的各种物化性质呈现一定的差异,使得玻璃上下表面产生密度和折射率的不同,对于玻璃的再加工和生产使用造成严重的影响。
本文通过分析浮法玻璃下表面的渗锡分布特点以及渗锡产生的原因,介绍几种常见的渗锡量测量方法,以此来加快渗锡控制技术的发展。
1 浮法玻璃下表面渗锡缺陷表现“彩虹”现象是渗锡缺陷的最显著特征。
所谓彩虹现象,是指浮法玻璃高温钢化时(700℃左右的温度),由于玻璃表面层中半径较大的阳离子数量增加,使得玻璃局部体积膨胀,以至于产生干涉现象,形成类似彩虹的光带,我们将其形象的称为彩虹现象。
对于这一现象的解释,可从其内部离子反应入手。
在锡槽内,一直存在着粒子扩散和离子交换,当温度升高到700℃左右时,如果锡液被污染,将会有微量的氧气,Sn 将会被氧化,变成+2价和+4价,即SnO、SnO2 等物质,随着反应得继续进行,二价Sn 会被继续氧化成四价 Sn。
由于 Sn4+比Sn2+半径大,就会产生半径大的阳离子不断增多的现象,由此导致玻璃表面会出现细小的裂纹,在阳光照射下,可发生光的干涉现象,形成彩虹带。
2 浮法玻璃下表面渗锡原因探究在生产浮法玻璃的过程中,浮法玻璃液从熔窑经流道进人锡槽,在熔融金属锡液的上方平铺摊开而成形。
浮法玻璃中的渗析问题探究讲义
???疑问: 500℃~1000°时,玻璃液和锡液之间的浸润 角θ=175°,这几乎是完全不湿润的。为什么会法身沾锡?
沾锡问题原因探究
多相界面发生复杂的物理化学变化
纯净的锡液不与玻璃相润湿。然而,浮法玻璃生产 中,玻璃液在锡液面上是液、液、气三相,情况变得不 同。
第一步:浮法生产中锡液会被氧化为锡的氧化物。
请大家批评指正
人有了知识,就会具备各种分析能力, 明辨是非的能力。 所以我们要勤恳读书,广泛阅读, 古人说“书中自有黄金屋。 ”通过阅读科技书籍,我们能丰富知识, 培养逻辑思维能力; 通过阅读文学作品,我们能提高文学鉴赏水平, 培养文学情趣; 通过阅读报刊,我们能增长见识,扩大自己的知识面。 有许多书籍还能培养我们的道德情操, 给我们巨大的精神力量, 鼓舞我们前进。
3、水蒸气的影响
水蒸气的存在不仅高温下能使锡氧化,它的浓度增大时还可以阻止保 护气体中氢组分的除氧作用。
渗锡
金属锡变为锡的氧化物,金属键变为共价键为主,与玻璃 液有很好的相溶性,渗入玻璃下表面。 其中部分氧化物以氧化亚锡形式固溶于玻璃→产生“彩 虹”。
沾锡产生的原因
玻璃表层的二价锡→离子极化→呈原子状态,结构发生改 变→沾锡。
浮法玻璃生产过程中 沾锡问题的探究
浮法玻璃生产的核心:成型工艺。区分于传统玻璃 生产方法,极大提高了玻璃的生产效率和质量。
理想状态:不与锡液发生 任何反应 现实生产:存在沾锡,渗 锡,彩虹等问题
沾锡严重影响平板玻璃的光洁度、质量来自甚至变为废品定义:沾锡就是锡牢牢的粘结在玻璃表面上的现象。 严重的损害了玻璃表面质量, 阻碍了玻璃的正常生产。
浮法玻璃表面沾锡, 很少的氧(锡液中氧含量超过50 PPm ) 也使锡氧化生成SnO 。 启示:在浮法成型的过程中不含氧,效果最好 。
浮法玻璃锡缺陷的预防与控制
浮法玻璃锡缺陷的预防与控制各位玻璃行业的小伙伴们!今天咱就来唠唠浮法玻璃那让人头疼又得重视的锡缺陷问题。
这浮法玻璃啊,在咱们生活中那可是无处不在,从家里的窗户到汽车的挡风玻璃,都有它的身影。
可要是有了锡缺陷,那这玻璃的质量可就大打折扣啦。
先说这锡缺陷是咋产生的呢?就好比一场“玻璃世界的小意外”。
在浮法玻璃的生产过程中,玻璃液是在锡槽里完成成型的,这锡就像是个温柔的“保姆”,托着玻璃液让它慢慢变成我们想要的平板玻璃。
但有时候啊,这个“保姆”也会闹点小脾气。
比如说锡液的纯度不够,里面夹杂了一些杂质,那这些杂质就可能会在玻璃上留下痕迹,就像脸上突然长了个小痘痘,特别影响美观。
还有啊,如果锡槽的温度控制不好,忽高忽低的,玻璃液就会“不知所措”,可能会出现一些应力不均匀的情况,这也容易导致锡缺陷的出现,就好比一个人一会儿在热锅里,一会儿又掉进冰窟窿里,肯定会出点状况嘛。
那咱们该怎么预防这些锡缺陷呢?首先啊,得把好锡液的质量关。
这就好比做饭得用新鲜的食材一样,锡液纯净了,玻璃的“底子”才好。
要定期对锡液进行检测和净化处理,把那些杂质都清理得干干净净,让锡液像清澈的湖水一样纯净。
温度控制也很重要哦!这就需要咱们的技术人员像个细心的管家一样,时刻关注着锡槽的温度变化。
通过先进的温控设备,让锡槽的温度保持在一个稳定的范围内,让玻璃液能舒舒服服地“成长”。
除了预防,控制锡缺陷也有不少小妙招。
一旦发现有锡缺陷的苗头,就得赶紧采取措施。
比如说,如果发现玻璃上有一些小的锡斑,就可以通过一些特殊的抛光工艺,把这些小斑点“磨平”,让玻璃恢复光滑亮丽的表面。
还有啊,咱们的操作人员也得经过严格的培训,就像战士要经过艰苦的训练才能上战场一样。
他们得熟悉整个生产流程,知道怎么操作才能避免锡缺陷的出现。
而且在生产过程中,要时刻保持警惕,一旦发现问题,马上解决,不能让小问题变成大麻烦。
熔化气氛对浮法玻璃渗锡影响的分析

熔化气氛对浮法玻璃渗锡影响的分析
代志祥;赵会峰;姜宏;朱利方;黄小叶
【期刊名称】《材料导报:纳米与新材料专辑》
【年(卷),期】2016(030)001
【摘要】对基本组分相同的全氧燃烧浮法玻璃和空气燃烧浮法玻璃进行渗锡量的测试,发现全氧燃烧浮法玻璃的渗锡量高于空气燃烧浮法玻璃。
基于此结果,对玻璃的含水量、相关物理性能进行测试,对玻璃下表面各元素含量进行了电子探针显微分析。
结果表明:全氧燃烧浮法玻璃含水量较空气燃烧浮法玻璃大,玻璃的性能发生改变;全氧燃烧浮法玻璃在成形过程中阳离子移动能力较强,更容易发生离子交换和扩散,熔化气氛会引起玻璃含水量的差异并引起玻璃结构的疏松,成形时渗锡量增加。
【总页数】4页(P395-398)
【作者】代志祥;赵会峰;姜宏;朱利方;黄小叶
【作者单位】[1]海南大学海南省特种玻璃重点实验室,海口570221;[2]海南中航特玻材料有限公司,特种玻璃国家重点实验室,澄迈571924
【正文语种】中文
【中图分类】TQ171
【相关文献】
1.浮法玻璃表面渗锡与渗锡量测定
2.浮法玻璃涉锡面的渗锡深度与渗锡损失量的近似计算
3.浮法玻璃下表面渗锡的影响因素分析
4.浮法玻璃下表面渗锡分布特点成因及渗锡量测量探讨
5.浮法玻璃下表面渗锡分布特点成因及渗锡量测量探讨
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浮法玻璃下表面渗锡的影响因素分析
作者:武延平
来源:《中国高新技术企业》2015年第11期
摘要:浮法玻璃下表面渗锡一直是我国研究浮法玻璃的关键点和难点,随着玻璃技术的不断发展和提升,例如全氧燃烧和超白玻璃的产生等技术的应用,浮法玻璃下表面渗锡的影响因素变得更加复杂和多样化。
文章分析了浮法玻璃下表面渗锡的影响因素和解决方案。
关键词:浮法玻璃;表面渗锡;影响因素;解决方案;玻璃技术文献标识码:A
中图分类号:TQ171 文章编号:1009-2374(2015)11-0084-02 DOI:10.13535/ki.11-4406/n.2015.11.042
1 简述
浮法玻璃生产过程主要是在锡槽中完成的,完成的必要条件是锡槽中必须要有保护气体(N2和H2)的通过。
浮法玻璃的生产过程是在池槽中放入熔融锡液,并且不断加入玻璃液,由于玻璃液相对于熔融锡液的密度较小,玻璃液会漂浮在熔融锡液的表面,在重力和表面压力的影响下,玻璃液会在熔融锡液表面张开和摊平,进而形成了具有一定的宽度和厚度的玻璃带,并且玻璃带的表面是平滑和整洁的,这种玻璃带是可以和机械打磨的玻璃相媲美的,而且这种玻璃带无论从机械性能还是从化学稳定性等方面来说,都比机械打磨的玻璃
更好。
但是由于锡液的极易氧化性,造成了一系列的锡缺陷。
锡氧化是浮法玻璃下表面渗锡发生的主要原因,对进行渗锡之后的玻璃进行加热时,玻璃的表面会形成彩状,情况严重时会使玻璃表面变得不平和不透明,严重影响了玻璃的成品率和深加工,使玻璃的应用领域大大降低了,这也是我国的玻璃制品不能往精细方向发展的主要原因之一。
目前关于浮法玻璃下表面渗锡的影响因素的研究已经有很多了,但是随着现代生产技术的完善和提升,玻璃表面的渗锡也出现了新的发展,给专家很多新的研究方向。
2 浮法玻璃下表面渗锡的影响因素
2.1 温度的影响
根据实验研究表明,在同等生产条件下,渗锡量和锡槽的温度成正比,随着锡槽的温度增加,渗锡量就会增加。
这是因为锡槽的温度增加使玻璃液的黏度减少,锡离子的活性增加,离子变化和交换速度也加快了,在一定时间内,渗入到玻璃内的锡量增加,并且渗入的深度也会加深。
2.2 厚度的影响
在渗入的过程中,玻璃带和锡液渗入的时间是由玻璃的厚度决定,随着玻璃的变厚,玻璃带在锡槽中停留的时间就会变长,离子变化和交换反应的时间也会加长,并且渗入在玻璃内的锡离子的数量也会增加。
根据实验表明,随着玻璃的加厚,锡离子的数量会增加,但是对深度的扩散是没有影响的。
2.3 N2和H2的纯度和配比的影响
锡液极易发生氧化,造成一定程度的锡缺陷,为了防止锡氧化的出现,采用的办法是在锡槽中通入N2和H2保护气体。
在锡槽中通入氢气是为了消耗掉锡槽中的氧,而微量氧的含量是和锡液的溶解度有关的,两者成正比,随着锡液的溶解度降低,锡槽中的微量氧也会减少。
锡槽中高、低温度区域的氧含量是不同的,高温区域的氧含量低于低温区域的氧含量,所以为了保证锡槽中、低温度区域的还原条件,就要在锡槽中加入更多的氢含量。
所以在实际生产生活中,为了生产出更高质量的玻璃,控制氢气的含量是关键。
其中,浮法玻璃下表面渗锡含量受到保护气体的纯度、含水量等因素的影响,保护气体的纯度越低,锡槽受到污染的几率就越大,渗锡的现象就会越严重。
2.4 槽压的影响
为了保持锡槽内气氛的纯净程度需要调节好锡槽槽压的大小。
为了阻止外部空气的进入和还原气氛,通常要提升锡槽和外部的压差。
当槽压降低时,外部的空气和其他杂质气体很容易进入锡槽内,破坏了锡槽内部的条件,使锡槽受到污染,造成了渗锡量的增加。
所以,为了减少浮法玻璃表面的渗锡量,增高槽压是其中最有效的手段之一。
在实际生产中,人们常常用改变保护气体的含量和调整出口的帘子高度来控制锡槽内部的
压力。
2.5 玻璃基本化学成分的影响
浮法玻璃的基本化学成分也会影响到玻璃表面的渗锡量。
其中,浮法玻璃中铁元素的含量是最主要的影响因素。
依据大量实验表明,铁元素的含量和渗锡量成反比,渗锡量会随着铁元素的增加而减少,所以,增加玻璃中的铁元素是减少渗锡量的有效方案。
2.6 微量氧和水汽等氧化性气体浓度的影响
氧化性气体的进入很容易使锡液发生氧化,但是,在玻璃的生产中阻止微量氧、水汽等氧化性气体的进入是很困难的。
渗锡现象发生的主要原因是由于锡氧化,尽管金属锡和玻璃并不会相融,但是,锡离子则会很容易地渗透到玻璃的表面中。
通过锡槽中露点的情况,可以观察出锡槽中微量氧、氢和微量水之间的关系,三者中呈现的关系是动态且平衡的,也就是说明,
通过降低锡槽内微量氧的含量来降低锡槽内的露点是可行的。
在其他条件不改变的情况下,降低露点可以有效降低渗
锡量。
2.7 全氧燃烧工艺的影响
全氧燃烧的熔窑中含有高达90%以上的氢气和50%以上的水蒸汽,玻璃液在高温的作用下会和水分子发生一系列的反应,使玻璃中含有的水含量远远高于传统浮法生产中的玻璃。
玻璃的黏度受到水分子的作用,使全氧燃烧的熔窑生产出的成品玻璃和传统浮法成品玻璃也不尽相同。
有关实验表明,全氧燃烧浮法玻璃的渗锡量要高于一般的浮法玻璃,这主要是因为全氧燃烧中的水分子含量较一般浮法玻璃要高。
3 减少浮法玻璃表面渗锡量的方案
为了提高玻璃制品的成品率和玻璃的质量,减少浮法玻璃表面渗锡量,其中,减少锡离子的扩散和保持锡溶液的洁净度是关键。
3.1 保持锡槽的洁净度
为了减少浮法玻璃表面渗锡量,就要减少锡槽的污染。
提高锡槽的封闭度、保持好保护气体的含量以及适当的槽压是保持锡槽洁净度的有效方案。
在实际生产中要严格要求工作人员按照操作流程进行,尽量不要打开锡槽的边封和避免其他气体的进入。
3.2 加铁还原
在实际生产中为了保证锡液的纯净度,通常会加入一些比锡更活泼的金属元素,例如钠、钾、铁等,锡液首先和氧、硫发生作用,使被氧化的锡元素得到了还原。
在锡液加入铁的最佳含量为0.02%~0.03%,如果加入的铁元素过高的话,就会在玻璃生产中产生很多的锡灰,尤其是在生产比较厚的玻璃时,锡会很容易在玻璃出口处出现聚集的现象,很多时候由于温度、气体、压力等条件的变化会造成沾锡,对玻璃造成一定程度的磨损。
所以,在锡槽中加入铁的时候,一定要注意对锡灰的处理和清洁。
3.3 降低低温区和锡液的温度
玻璃表面的锡离子是造成热弯彩虹的主要因素,尽管高温区的锡离子有着很强的扩散能力,但是仍有很多进入到玻璃内部很深的位置。
由于受一些铁离子等氧化性元素的影响,使玻璃表面发生了一系列的氧化反应,而且对热弯时产生的彩虹作用较小。
在实际生产中,人们经常通过降低低温区和锡液的温度来减少渗锡量。
3.4 二氧化硫氧化表层二价锡
人们往往会在出口处使用到二氧化硫来减少玻璃表面的渗锡量,这种方法有效地增强了玻璃表面的硬度和防霉能力,也有效减少了表面的沾锡和磨损的程度,但是二氧化硫流入锡槽之后,会对锡槽产生很大的影响,所以为了减轻对工况的影响,应当调节遮挡帘子的高度,并使之呈现梯形的形状。
参考文献
[1] 刘世民.浮法玻璃表面渗锡研究及电气石纳米薄膜制备与性能表征[D].燕山大学,2008.
[2] 杜娟.浮法玻璃下表面渗锡的研究[D].燕山大学,2003.
[3] 陆平,陈金树,刘清,等.降温速率对浮法硼硅酸盐玻璃下表面渗锡的影响[J].玻硅酸盐学报,2008,(4).
[4] 白晓华,杨旗风.浮法玻璃下表面渗锡的测定[J].玻璃与搪瓷,2008,(5).
作者简介:武延平(1972-),女,河北邢台人,晶牛微晶集团股份有限公司工程师,研究方向:建材工程。
(责任编辑:黄银芳)。