浅析转炉氧枪喷头更换专用装置设计与应用
转炉氧枪装置设计
转炉氧枪装置设计摘要:通过对转炉氧枪装置设计过程介绍,分析了氧枪横移车、升降小车以及氧枪刮渣器设计中的要点,提出了针对氧枪装置在保证转炉炼钢生产过程的连续性、可靠性以及安全性和维护便利性等方面的一套全新的设计方案,使氧枪装置使用维护性能得到较大提高,所提到的新型结构氧枪已在多个转炉炼钢生产现场得到验证。
关键词:事故提升系统;防坠枪装置;快速换枪;可控力矩刮渣器氧枪装置用于向转炉内吹氧,使钢水脱碳;并加大冶炼强度,实现快速炼钢。
氧枪装置是转炉炼钢系统连续生产的重要在线设备,设置于转炉上方。
氧枪工作时需插入转炉内吹氧,处于高温、液态渣包裹之中,因此,其对设备的运行安全性、可靠性、连续性设计提出了很高要求,因而设计中需要对这些需求提出切实可行的解决办法,以满足其复杂控制需求和适应其所处的恶劣工况。
氧枪装置设计依据来自于工艺专业的任务书,设备设计首先需要明确的是运行负荷,接下来进行方案设计、结构设计、施工图设计。
运行负荷:卷扬升降负荷应考虑升降小车、氧枪、金属软管、管内积水、枪体挂渣、刮渣器的刮渣力以及氮封塞、钢绳重量;横移车运行阻力按横移运行设备重量的0.025%计算[1];横移锁紧装置的锁紧能力按运行阻力的4倍考虑;刮渣力按2~3t考虑。
横移车为一钢结构小车,分为上下两层,上层设置有升降卷扬装置及钢绳平衡器,下层设置横移传动装置,上下层之间由活动导轨和钢结构相连。
升降卷扬机设有主传动和事故传动两套传动系统,通过离合器实现转换;卷扬控制设有两台绝对型编码器(一用一备、互相比照)控制升降行程、主传动电动机尾部装有增量型编码器控制升降速度;另装有钢绳张力传感器、位置行程开关等电控元件。
钢绳平衡器吊挂在上层平台下部,既可调钢绳安装误差,又可在小车升降过程中平衡两根钢绳变形差,使两根钢绳受力始终一样。
事故传动是独立于主传动之外的事故提升系统,当出现车间停电、主电机故障、制动器电液推杆失效等事故时,可利用事故提升系统安全地将氧枪提出炉外,避免更大的事故发生。
转炉氧枪喷头的设计与应用

转炉氧枪喷头的设计与应用本文阐述了转炉氧枪喷头重要参数的设计和选取,并在实际运用过程中对转炉生产的重要工艺参数进行统计分析,从而得出合理的氧枪喷头参数设计和选取可以实现优越的转炉冶炼效果。
标签:转炉;氧枪;喷头;设计氧枪是转炉炼钢中的关键设备,氧枪喷头各个参数的设计选取、精细加工和最佳的操作控制是实现转炉炼钢高效平稳吹炼的必要条件[1]。
1 氧枪喷头的设计原则氧枪喷头的主要作用是通过喷射的氧气射流对熔池的搅拌和与熔池的反应来合理控制转炉钢液中的乳化及泡沫现象,得到合适的渣中(FeO)含量,促进石灰的快速融化,得到合适的碱度,实现转炉脱碳、升温、去磷的目的。
1.1 氧槍喷头的设计原则(1)通过氧枪喷头参数的合理设计,在转炉冶炼过程中得到合适的冲击深度和冲击面积,從而实现转炉冶炼的效果和目的。
(2)氧枪喷头不仅要有良好的冶金效果,而且要在溅渣环节体现优越的性能[2]。
(3)与氧枪喷头参数相适应的枪位设计是保证氧气与钢、渣充分且均匀反应的重要保障,同时保证更好的降低转炉冶炼过程中氧气射流对炉衬造成的损坏。
(4)要具备足够高的喷头寿命,要保证氧气射流可以顺着氧枪的轴线不还产生负压区,同时避免湍流运动剧烈引起的负面影响。
1.2 氧枪喷头的喷孔数量与夹角的选取规则2 氧枪喷头设计方案实例2.1 锻压组合式氧枪喷头[3]设计参数2.2 氧枪喷头参数设计核算氧枪喷头使用氧压在超过设计氧压一定范围的情况下,可以发挥更好的作用。
所以在喷头设计中,设计供氧流量需低于实际供氧流量,在流量调节阀调整到实际使用流量时,氧枪喷头的使用压力自然会高于设计氧压。
据实际经验,使用氧压不超过设计氧压的130%,氧枪喷头可以达到更好的效果。
260吨转炉设计供氧流量按51000Nm3/h计算。
2.2.1 理论氧压值计算根据Ma=2.05,查等熵流表:P/ P0 =0.11823,由于炉膛压力略大于大气压力,取炉膛压力P为0.1041MPa,计算得出P0=0.88Mpa。
五孔氧枪喷头在300吨转炉的应用
五孔氧枪喷头在300吨转炉的应用作者:张世伟来源:《科学与财富》2015年第22期摘要:为了降低转炉终渣TFe,提高转炉金属收得率,对马钢300吨顶底复吹转炉氧枪喷头参数进行优化。
通过氧枪喷头参数的优化,脱磷率和金属收得率有一定提高,终渣TFe有所下降。
关键词:氧枪喷头;转炉;应用随着顶底复吹转炉的发展,合理选择氧枪喷头的工艺参数是实现高效、平稳吹炼的有效途径。
马钢四炼钢装备3座300吨的顶底辅吹转炉,采用6孔拉瓦尔喷头超音速氧枪,在冶炼过程中转炉终渣TFe含量偏高,转炉终点控制存在炉渣过泡现象。
为了提高转炉终点控制水平,在氧枪设计上将原来的六孔氧枪改进YP356D型五孔氧枪,取得了一定的效果。
1.工艺试验方案为了验证YP356D型五孔氧枪的试验效果,特选定一座转炉作为试验对象,供氧制度和氧枪相关参数如表1所示。
由表1可知:YP356D 5孔喷头与6孔喷头的参数对比略有变化,考虑到5孔枪供氧强度较大,氧气流对液面的冲击力较大,氧气射流穿入熔池较深,接触面积较小,化渣及脱P效果较6孔枪应较差,实际操作时将整体枪位略有提高。
2.铁水条件进厂铁水较稳定,从生产过程中的实际数据统计得出,YP356D型五孔氧枪试验炉次与六孔氧枪的铁水条件波动不大,对比数据真实可靠。
具体铁水条件比较如表2 所示。
3.实验结果3.1转炉终点控制对比从表3可以看出,在终点温度控制相当的情况下,耗氧量降低约58标准立方,终点氧降低55ppm,终渣TFe含量降低2.5%。
3.2过程化渣和脱磷效果从图3和图4的吹炼过程声呐化渣和过程参数看,化渣过程未见明显异常,脱磷效率较6孔喷头高0.65%。
3.3 钢铁料消耗对比从表5可以看出,由于终渣Tfe的降低,总的金属料消耗水平有所下降,在辅料消耗相当的情况下,吨钢钢铁料消耗降低6.6kg/吨钢。
4.结论通过前两个5孔枪喷头的试验效果来看,平均每炉的耗氧量减少了58m3,5孔枪化渣效果与6孔枪区别不大,平均脱磷率提高0.65%,终渣TFe的统计结果较6孔枪下降2.5%,在辅料消耗相当的情况下,金属料消耗降低6.6kg/吨钢,取得了很好的效果。
氧枪
高效氧枪喷头优化设计与应用习晓峰,罗岩,李都宏(陕西龙门钢铁有限责任公司炼钢厂)摘要: 龙钢炼钢厂50t 转炉原采用Ф168的四孔氧枪喷头,在使用过程中存在马赫数高(2.05),冶炼终渣化不透,渣中带铁量高、喷溅率高、炉底上涨频繁的情况。
根据现场实际情况, 改用四孔Ф180氧枪, 并对喷头的各项参数进行了优化设计和改造, 改造取得了良好的效果,转炉化渣有了明显的改善,渣中带铁量由35%降至20%, 喷溅率由25%降至10%, 转炉炉型规则保持延长。
关键词: 转炉;氧枪;喷头;优化改造1 前言供氧制度包括确定合理的喷头结构、供氧强度、氧压和枪位控制,是控制整个吹炼过程的中心环节,直接影响吹炼效果和钢铁料消耗的高低。
供氧制度还关系到造渣速度、化渣优劣、喷溅情况、终点碳高低、温度的控制和炉衬寿命;对转炉强化冶炼、提高钢水质量也有重要的影响。
龙钢炼钢厂现有4座混铁炉,4座50t转炉,4台方坯连铸机,09年以前氧枪一直使用Ф168的4孔拉瓦尔氧枪,喉口直径Φ25.7mm,出口直径33.5mm,马赫数2.05。
从生产数据统计来看, 该枪在使用过程中,冶炼终渣化不透,渣中带铁量达35%、喷溅率在25%以上、炉底上涨频繁,使炼钢钢铁料消耗达到1094kg/t左右,直接影响成本。
另外,炉底的上涨导致炉型不规则,终点碳难于把握,对高拉碳影响较大。
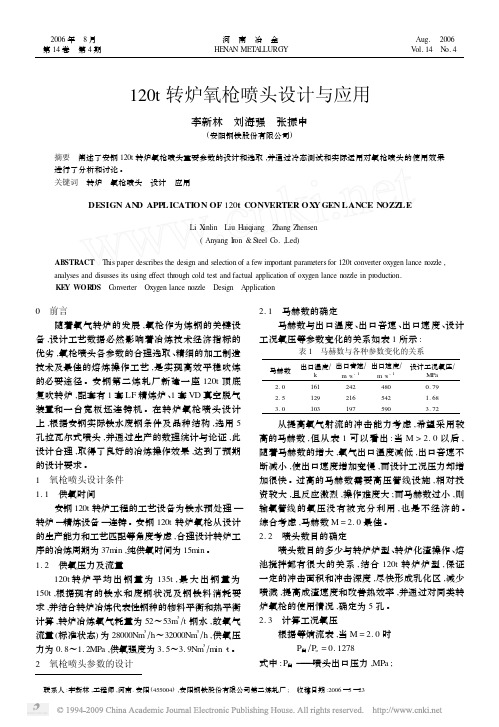
2 高效氧枪喷头优化设计2.1 马赫数的选择马赫数(M)是设计喷头的一个重要参数,M的大小决定了氧气流股的出口速度(V出)的大小,即决定了氧气流股对熔池的冲击能力的大小。
M过大,流股对熔池的冲击能力越大,会导致喷溅严重;M 过小,又会使熔池得不到良好的搅拌。
为使吹炼过程保持平稳,通过M与(P设)和(V出)三者之间(如图1)所示的关系。
从图中可以看出, M—P 设和M—V 出两条曲线都是随着M的增大而单调增大的。
但是, 两条曲线的斜率不相同。
综合考虑, 马赫数M取2.0。
2.2 喷头喉口直径及出口直径的计算2.2.1 计算工况氧压Po查等熵流表,当M为2.0时,P出/P0=0.1278,由于炉膛压力近似于大气压力,所以P出=0.102Mpa,则P0=0.8Mpa=8.14kg/cm2,故工作压力为0.80~0.85MPa2.2.2 计算氧流量QQ= 吨钢氧耗×出钢量×60÷纯供氧时间供氧强度为4.15Nm3/( t﹒min),则Q=13700Nm3/h。
1#、2#、3#炉氧枪快换装置改造

图3 介质接管示意图
对策实施
1、增加氧枪快速更换密封接头倒角的角度,由原来的倒角长度25mm 增加到35mm,缩短了快速接头和介质接管二者之间的接触面长度; 同时提高快换密封接头配合面的表面光洁度,由原来的Rz=3.2提高至 Rz=1.6;减小分离和安装时两者之间的滑动摩擦力,使之更好的脱开。 如图4。
图4
2、原设计快拆接头体与介质接管之间的配合较紧即两者之 间的间隙过小。氧气接头和接管两者之间的间隙为 0.151mm ~0.208mm;水密封接头两者之间的间隙为0. 107mm mm ~0.189mm。配合间隙过小是氧枪无法实现快 速更换的根本原因。
O型橡胶密封圈硬度与沟槽最大间隙及工作压力的关系见表1
工作压力(Mpa)
≤3.5
3.5~7
7.0~10.3
10.3~13.7
13.7~20.6
最大间隙(mm)邵氏 硬度(A)70
0.20
0.1256
0.075
0.05
0.02
最大间隙(mm)邵氏 硬度(A)90
0.35
0.30
0.25
0.20
0.125
沟槽示意见图4。
图4 为了使O型圈具有良好的密封性能和延长受用寿命,必须 使O型圈的安装沟槽和密封部位的间隙设计恰当,当间隙 过大时,O型圈在压力作用下挤压间隙,造成损伤,从而 产生泄构示意如图1
浅析转炉氧枪喷头更换专用装置设计与应用
浅析转炉氧枪喷头更换专用装置设计与应用摘要:转炉氧枪喷头工作环境极其恶劣。
在高温钢渣的冲刷和急冷急热作用下,经过一段时间的使用后,喷头逐渐地熔损变薄,出于经济方面考虑,需将喷头进行更换。
氧枪喷头重120公斤左右。
氧枪对喷头的安装及焊接精度较高,但是由于喷头头部的特殊圆弧形状及自身的重量给安装精度调整造成了很大的影响。
在安装定位过程中,由于需进行反复的敲打和撬动喷头,很容易造成喷头掉落安装位置,从而形成作业安全及施工质量隐患。
本文所研发的专用装置就是系统地将千斤顶和横向及纵向移动装置组合在一起,形成一个专用的氧枪喷头安装专用小车,将氧枪喷头直接放到小车上,只要一名操作工便对氧枪喷头进行精确定位并进行对口焊接,从而达到安全高效的特点。
通过本装置的研发与应用,使氧枪喷头的作业由以前的三人协同完成缩减至一人独立完成,氧枪喷头各层管口对中时间由120分钟缩短为20分钟,并且使氧枪的安装质量得到明显地提高,同时使操作者的施工安全得到很大程度的保证。
经实践证明,该装置应用效果显著且具有较高的推广价值。
关键词:氧枪喷头;更换;专用工具引言转炉的氧枪最主要的作用就是把氧气的压力能转换为高速的动能,从而达到吹入金属熔池的目的。
一般情况下氧枪由三部分构成:枪头、枪身、枪尾。
枪尾的作用是把氧枪固定在传动机构上,同时通入冷却水和氧气,枪身的作用是传递冷却水和氧气到枪头。
枪头的作用是给转炉里面的金属供氧,从而完成钢水的冶炼[1-3]。
氧枪喷头位于枪头的最前端,其工作环境极其恶劣,在高温钢渣的冲刷和急冷急热作用下,喷头逐渐地熔损变薄,经过一段时间的使用后,需更换旧喷头。
1 氧枪喷头在更换过程中存在如下问题1.1 倒运困难氧枪喷头自重在120公斤左右,施工人员将喷头由备件放置点移动至工作位置较麻烦,首先需要多台手拉葫芦配合倒运至焊接位置附近,倒运过程中存在歪拉斜吊等违章操作,有一定的安全隐患。
在接近焊接位置后需要三个人配合使用撬棍挪动、调节至最终位置,每次倒运、调节过程大概需要50分钟左右,倒运效率较低。
鞍钢100t转炉氧枪喷头结构优化与应用
q u i r e d b y i f r s t s l a g i s 1 . 2 mi n u t e s e a r l y , o x y g e n b l o wi n g t i me i s s h o r t e n e d b y 4 9 . 8 s e c o n d s , o x y g e n c o n s u mp t i o n i s c u t d o w n b y 1 . 8 2 mS / t a n d t h e c o n t e n t o f F e O i n s l a g d u nn g i f r s t t u r n i n g d o w n a t t h e e n d — — p o i n t o f c o n v e r t e r s t e e l ma k i n g i s r e d u c e d b y 0 . 4 5 % w h i l e t h e p a s s p e r c e n t f o r c o n t r o l l i n g t h e c o n t e n t o f P e l e me n t i n mo l t e n s t e e l i s i n c r e l s e d b y 3 . 1 1 %.
120t转炉氧枪喷头的设计和优化

100科学技术Science and technology120t 转炉氧枪喷头的设计和优化李 雷(唐钢中厚板材公司,河北 唐山 063000)摘 要:河钢唐钢中厚板公司120t 转炉主要为高品质高端品种提供钢水,在保证产能的前提下需要较高洁净度的钢水。
新型的氧枪采用周边4孔,中心5孔设计,可以有效增大吹炼面积,促进熔池化渣及脱碳反应。
氧枪喷头中间新加一孔,可以抑制氧枪正下方负压区的产生,增加钢渣界面的富氧能力,促进化渣,可以缩短吹炼时间约1.5min,同时该型氧枪可显著减少氧枪粘渣,减少更换氧枪频率,提高氧枪寿命。
关键词:120t 转炉;氧枪;喷孔设计中图分类号:TF748.2 文献标识码:A 文章编号:11-5004(2019)09-0100-2收稿日期:2019-09作者简介:李雷,男,本科,研究方向:喷孔设计。
喷头是氧枪的核心部分,就氧枪喷头的基本功能来说,它的质量决定氧枪的使用性能,实现能量转换,提供良好的动力学条件。
因此,转炉炼钢的供热、脱碳及对熔池的搅拌,都借助于氧枪所提供的氧射流来完成。
氧枪的动力搅拌效果主要是由喷头形式、参数所决定。
对喷头设计的要求主要有以下几点:①根据生产情况尽可能提高供氧强度,且能够平稳反应。
这就要求正确的设计形式、喉口和确定合理的操作氧压以及枪位高度。
②在一定操作氧压下,在合理的枪位时,使氧射流产生较大的的动能,以达到良好的动力学条件,合理的冲击深度。
这就要求氧气射流沿轴线的衰减速度应尽可能的慢。
③对于多孔喷头,要求氧气射流在熔池液面上不要汇合,形成多个冲击中心以形成多个反应区,保证熔池反应均匀。
同时要求氧气射流有适当的冲击半径,以保证熔池搅拌均匀和炉衬侵蚀均匀。
④氧枪喷头寿命长。
这就要求射流沿氧枪轴线不出现负压区域和强的湍流运动,以减少“吃鼻子”现象。
要获得具有上述性能的氧射流,满足转炉炼钢的要求,最终归结为合理地确定喷头的主要设计参数,如喷孔的马赫数,喉口直径,喷孔夹角和喷孔形状等。
转炉氧枪“一键移枪”的设计与应用
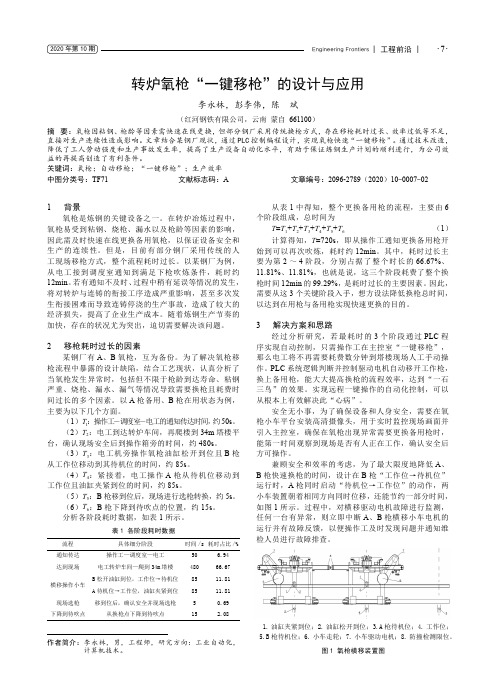
Engineering Frontiers | 工程前沿 |·7·2020年第10期转炉氧枪“一键移枪”的设计与应用李永林,彭李伟,陈 斌(红河钢铁有限公司,云南 蒙自 661100)摘 要:氧枪因粘钢、枪龄等因素需快速在线更换,但部分钢厂采用传统换枪方式,存在移枪耗时过长、效率过低等不足,直接对生产连续性造成影响。
文章结合某钢厂现状,通过PLC 控制编程设计,实现氧枪快速“一键移枪”。
通过技术改造,降低了工人劳动强度和生产事故发生率,提高了生产设备自动化水平,有助于保证炼钢生产计划的顺利进行,为公司效益的再提高创造了有利条件。
关键词:氧枪;自动移枪;“一键移枪”;生产效率中图分类号:TF71 文献标志码:A 文章编号:2096-2789(2020)10-0007-02作者简介: 李永林,男,工程师,研究方向:工业自动化,计算机技术。
1 背景氧枪是炼钢的关键设备之一。
在转炉冶炼过程中,氧枪易受到粘钢、烧枪、漏水以及枪龄等因素的影响,因此需及时快速在线更换备用氧枪,以保证设备安全和生产的连续性。
但是,目前有部分钢厂采用传统的人工现场移枪方式,整个流程耗时过长。
以某钢厂为例,从电工接到调度室通知到满足下枪吹炼条件,耗时约12min 。
若有通知不及时、过程中稍有延误等情况的发生,将对转炉与连铸的衔接工序造成严重影响,甚至多次发生衔接困难而导致连铸停浇的生产事故,造成了较大的经济损失,提高了企业生产成本。
随着炼钢生产节奏的加快,存在的状况尤为突出,迫切需要解决该问题。
2 移枪耗时过长的因素某钢厂有A 、B 氧枪,互为备份。
为了解决氧枪移枪流程中暴露的设计缺陷,结合工艺现状,认真分析了当氧枪发生异常时,包括但不限于枪龄到达寿命、粘钢严重、烧枪、漏水、漏气等情况导致需要换枪且耗费时间过长的多个因素。
以A 枪备用、B 枪在用状态为例,主要为以下几个方面。
(1)T 1:操作工—调度室—电工的通知传达时间,约50s 。
梅钢250吨转炉氧枪喷头优化与应用
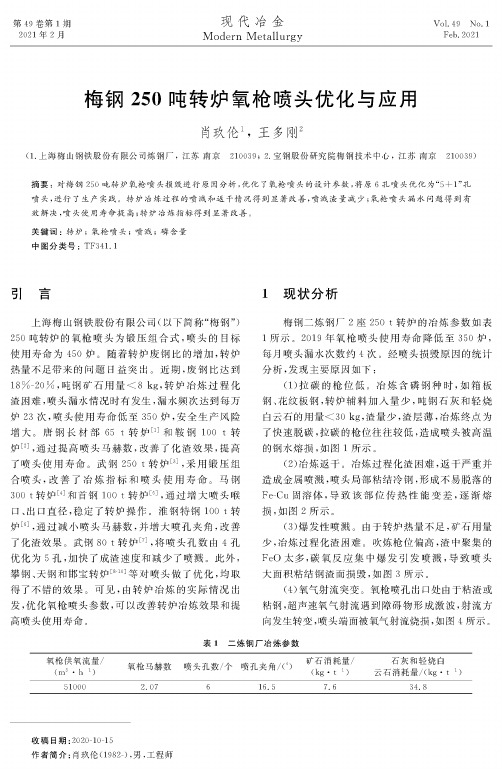
现代冶金Modern Metallurgy第49卷第1期2021年2月Vol. 49 No. 1Feb. 2021梅钢250吨转炉氧枪喷头优化与应用肖玖伦#,王多刚2(1.上海梅山钢铁股份有限公司炼钢厂,江苏南京210039; 2.宝钢股份研究院梅钢技术中心,江苏南京210039)摘要:对梅钢250吨转炉氧枪喷头损毁进行原因分析,优化了氧枪喷头的设计参数,将原6孔喷头优化为“5 + 1”孔喷头,进行了生产实践%转炉冶炼过程的喷溅和返干情况得到显著改善,喷溅渣量减少;氧枪喷头漏水问题得到有 效解决,喷头使用寿命提高;转炉冶炼指标得到显著改善%关键词:转炉;氧枪喷头;喷溅;磷含量中图分类号:TF341. 1引言上海梅山钢铁股份有限公司(以下简称“梅钢”)250吨转炉的氧枪喷头为锻压组合式,喷头的目标使用寿命为450炉。
随着转炉废钢比的增加,转炉 热量不足带来的问题日益突出。
近期,废钢比达到18=20%,吨钢矿石用量<8 kg,转炉冶炼过程化渣困难,喷头漏水情况时有发生,漏水频次达到每万 炉23次,喷头使用寿命低至350炉,安全生产风险 增大。
唐钢长材部65 t 转炉⑴和鞍钢100 t 转炉閃,通过提高喷头马赫数,改善了化渣效果,提高了喷头使用寿命。
武钢250 t 转炉采用锻压组 合喷头,改善了冶炼指标和喷头使用寿命。
马钢300 t 转炉4和首钢100 t 转炉5 ,通过增大喷头喉口、出口直径,稳定了转炉操作。
淮钢特钢100 t 转 炉⑷,通过减小喷头马赫数,并增大喷孔夹角,改善了化渣效果。
武钢80 t 转炉@,将喷头孔数由4孔 优化为5孔,加快了成渣速度和减少了喷溅。
此外,攀钢、天钢和邯宝转炉(10)等对喷头做了优化,均取 得了不错的效果。
可见,由转炉冶炼的实际情况出 发,优化氧枪喷头参数,可以改善转炉冶炼效果和提 高喷头使用寿命。
1现状分析梅钢二炼钢厂2座250 t 转炉的冶炼参数如表1所示。
2019年氧枪喷头使用寿命降低至350炉,每月喷头漏水次数约4次。
240吨转炉氧枪快换装置优化改造攻关

240吨转炉氧枪快换装置优化改造一、攻关项目的目的和背景转炉氧枪属于转炉冶炼的重要设备,随着转炉生产节奏的提高,对设备的可开动率提出了更高的要求,转炉氧枪采用“一工一备”配置,要求不能因为“无枪可用”而影响转炉的生产。
我厂氧枪更换方式采用目前比较先进的快速更换,但是在设备投产之后,发现在更换氧枪的过程中不仅没有实现快速更换,反而更加浪费时间,快拆接头拆装非常困难,一般情况需要6-8小时才能将一支氧枪更换完成,极大的浪费了劳动力降低了工作效率,也给检修工人带来了一定的安全隐患。
为了能够实现原设计所要达到的预期效果,需要对快换装置进行优化,以实现转炉氧枪的快速更换。
二、国内外现状及发展方向目前,国内外大型钢厂氧枪更换都采用快速更换装置,快速更换装置由一个氧气密封接头与氧气接管配合,两个水密封接头与两个冷却水接管配合组成,采用拆入式配合。
氧枪快速更换的优点有:1、降低工人劳动强度,节约氧枪更换时间。
2、能够实现工作枪吹炼备用枪在线快速更换。
而包钢稀土钢板材公司炼钢作业部的氧枪快速更换装置属于包钢首例,氧枪快速更换的成功使用对包钢炼钢系统有着重要的意义。
三、攻关方法与相关措施:攻关方法:针对氧枪快拆接头拆装困难的问题,核算接头设计尺寸,查阅相关设计资料,发现氧枪快拆接头装配尺寸存在一些问题,其中装配间隙太小是造成氧枪快拆接头拆装困难的主要原因。
因此,依据设计规范适当减小氧气密封接头体尺寸和水密封接头体尺寸,在保证接头体密封良好的情况下增大了配合间隙就能解决氧枪快速更换存在的问题。
攻关措施:1、核算图纸设计数据,氧气密封接头体主要的装配尺寸φ345f7,而对应的氧气接管内孔尺寸φ345H8,接头体与接管的配合属于间隙配合,通过查阅公差与配合表可以得到氧气密封接头体的上偏差-0.062,下偏差-0.119。
接管内孔上偏差+0.089,下偏差0。
2、水密封接头体主要的装配尺寸φ292f7,而对应的水密封接管内孔尺寸φ292H8,也属于间隙配合,接头体上偏差-0.056,下偏差-0.108。
150t转炉5孔氧枪喷头的设计与应用

断减小 , 3 出1速度增幅变缓 , 而设计工况压力却增
加较 快 。过 高 的马 赫数 需 要 高 压 管 线设 施 , 对 相 投 资较 大 , 且反 应 激烈 , 作 难度 大 ; 操 而马 赫数 过
2 5 扩张 段长 度 . 理论 的气 体膨 胀 角为 4 一8 , 张 段 的 张角 。 。扩 也 应设计 成 4 。一8 。小 扩 张 角 具 有 控 制 膨 胀 作 。 用 , 而出 口流股会 有轻微 膨胀 , 因 氧流 贴近孔 壁 流
1 氧枪 喷头设计 条件 1 1 供 氧时 间 .
2 氧枪 喷头参数 的设 计 2 1 马赫 数 的确 定 .
马赫 数与 出 口温 度 、 口音 速 、 口速 度 、 出 出 设 计 工况氧 压等参 数变 化 的关 系 如表 l 示 。 所
表 1 马 赫 数 与 各 种 参 数 变 化 的 关 系
的马 赫数 , 从 表 1可 以看 出 , M >2 0时 , 但 当 . 随
根 据等 熵 流表 , M出= . : 在 2 0时
出/ A喉 : 1 6 7 5 . 8
着 马赫数 的增大 , 氧气 出 口温 度减低 , 口音速 不 出
A出 =A喉 X 1 6 7 5= l8 6 mm . 8 8
安 钢 第二 炼轧 厂 的工 艺 路线 为 : 铁水 预 处 理
一
转炉 一精 炼一 连铸 。从设 计 的生产 能力 和工艺
匹配等 角度 考 虑 , 合理 设 计 转 炉工 序 的冶炼 周 期
第 4期
金灿中等: 0t 1 转炉5 5 孔氧枪喷头的设计与应用
’ 7・ 3
从 提高 氧气射 流 的冲击 能 力考 虑应采 用较 高
100t转炉氧枪喷头的设计与优化

Ke wo d c n e tro g n ln e o t z gl n e n z 1 i d sr x e e c y r s o v r x e c pi i c 0 z e y a mi n a e n u ta ep r n e i l i
用氧枪参数和存在问题的分析 , 发现原氧枪喷头
的设计不 尽合理 ,于是 在此 基础 之上 ,对氧枪 喷 头 进行 了重新设 计与优 化 。 11 马赫 数 的确定 . 喷 头 出 口射流 马赫数 的大小决 定 了喷嘴 氧气,
出口速度 ,即决定 了氧气射 流对熔 池的冲击 能 力 。射流马赫数过大 ,则会出现喷溅 ,热损失增 大,增大了渣料消耗及铁损 ,而且容易损坏转炉
De i n a ptmi a i n fo y e a e no ze i 1 0tc n e t r s g nd o i z t o o x g n l nc z l n 0 o v r e
WagL i n c
Zh n u Ro g
Li h i u Fu a
W e n a iXi y n
L u Ga g i n
l d Ya g Ch n to Au Lie n a ga
( . n esyo i c n eh o g e ig 1 U i r t f ce ea dT c n l yB i , v i S n o j n
p a to h ia g,t es c u e o x g n l c o z B e in d a d o t i e n ea an,wh c ln S ug f n h  ̄ t r fo y e a e n z l W Sd sg e p m z o c g i n e n i d ih me t e n e so e lp o u t n a d t h oo y n坨 r s l h w t a t e rw tra o s mp o est e d r a r d ci h f o n c e n lg . eut so t h s h a mae il n u t n c i a d t o y e u py d c e s sa d h v n d a tg n met g sa d r d cn e p o p o u n me o x g n s p l e r a e a i g a v n a e i l n lg a e u i gt h s h r s i f n i n h
180t转炉氧枪喷头的设计和优化

Ma t e r i a l I n d e x 1 8 0 t C o n v e r t e r , O x y g e n L a n c e , N o z z l e A n l g e , N u m e r i c a l S i mu l a t i o n , O p t i mi z a t i o n
力和较大 的有效 冲击 面积。 关键词 1 8 0 t 转炉 氧枪 喷孔夹角 数值模拟 优化
De s i g n a n d Op t i mi z a t i o n o f 1 8 0 t Co n v e r t e r Ox y g e n La n c e No z z l e
第3 6卷第 3期
2ห้องสมุดไป่ตู้0 1 5年 6月
特 殊钢
S PECI AL S TEEL
Vo 1 . 36. No . 3
J u n e 2 0 1 5
・2 3・
1 8 0 t 转 炉 氧 枪 喷 头 的 设 计 和 优 化
梁 慧坤 冯 亮花 张安 坤 刘广 龙
( 辽 宁科 技 大学 材料 和 冶 金 学 院 , 鞍山 1 1 4 0 5 1 )
口直 径 , 喉 口直径 , 出 口直 径 , 收缩段 长度 , 扩 张段 长
喷头结 构直 接 影 响转 炉 氧枪 氧 气 射 流 特 性 , 最 终影 响转 炉 的 吹 炼 效 果 ¨ 。本 文 采 用 的 B . N . 巴 普基 兹 [ 曼] 斯 基 的设计 方 法 J , 基 于 拉 法尔 管 的基 本设 计 计算 , 确定 马赫 数 , 选 择 喷孔 数 , 计 算 得 到 入
120t转炉氧枪喷头设计与应用
120t转炉氧枪喷头设计与应用李新林 刘海强 张振申(安阳钢铁股份有限公司)摘要 阐述了安钢120t转炉氧枪喷头重要参数的设计和选取,并通过冷态测试和实际运用对氧枪喷头的使用效果进行了分析和讨论。
关键词 转炉 氧枪喷头 设计 应用DESIGN AN D APP LICATION OF120t CONVERTER OX Y GEN LANCE N OZZ LE Li X inlin Liu Haiqiang Zhang Zhensen(Anyang Iron&S teel C o.,Led)ABSTRACT This paper describes the design and selection of a few im portant parameters for120t converter oxygen lance nozzle, analyses and disusses its using effect through cold test and factual application of oxygen lance nozzle in production.KE Y WOR DS C onverter Oxygen lance nozzle Design Application0 前言随着氧气转炉的发展,氧枪作为炼钢的关键设备,设计工艺数据必然影响着冶炼技术经济指标的优劣,氧枪喷头各参数的合理选取、精细的加工制造技术及最佳的熔炼操作工艺,是实现高效平稳吹炼的必要途径。
安钢第二炼轧厂新建一座120t顶底复吹转炉,配套有1套LF精炼炉、1套VD真空脱气装置和一台宽板坯连铸机。
在转炉氧枪喷头设计上,根据安钢实际铁水废钢条件及品种结构,选用5孔拉瓦尔式喷头,并通过生产的数理统计与论证,此设计合理,取得了良好的冶炼操作效果,达到了预期的设计要求。
1 氧枪喷头设计条件1.1 供氧时间安钢120t转炉工程的工艺设备为铁水预处理—转炉—精炼设备—连铸。
95t转炉氧枪喷头设计与应用 吴耀光
例较高 , 取耗氧量(在标准状态下)为50 .4m3 / t 装 入量 。
转炉实际公称容量 100 t , 设计供氧时间 14 min 。 故氧气流量(在标准状态下)为 :2 .16 ×104 m3 /h(即 360m3 / min)。
1 .2 喷头参数的设计 1 .2 .1 马赫数
根据气体动力学的知识可知 , 喷头 M出在2 .0 左右 , 既节省能量 , 又可获得稳定的操作压力 ;若 M出 <2 .0 , 则操作不太稳 定 , 这时操 作压力稍有 波动 , 影响射流特性比较大 ;若 M出 >2 .0 , 操作虽 更加稳定 , 但需付出 更大的压力 能 , 例 如 M出 = 2 .5 , 则要求喉口前压力 P0 =1 .708 M Pa , 根据我 厂输氧管道压力的实际情况 , 我们选用喷孔出口
A*
=
q TO 17 .64CD P
O
=11 .29 cm 2
d喉 =37 .9 mm , 取 38 mm
(2)出口直径 d出
据等熵流表 , M出 =2 .0时 , A出 / A喉 =1 .687 5
A喉
=π 4
×d 2喉
=1
133 .5 m m2
A出 =1 912 .78 mm2
d出 =49 .36 m m , 取 49 m m
H高 =1 382 mm
1 .2 .7 冲击深度计算
据弗林公式 :h =346 .7PO d喉/ H高 +3 .81 式中 , PO 取 0 .85 M P a(正 常 吹炼 氧压 下); h =82 .4 cm ;H熔池 =1 450 mm ;h/ H熔池 =824/1 450 =0 .57 。 不同枪位及压力下的冲击深度如表 1 所示 :
转炉氧枪提升装置设计(含全套CAD图纸)

CAD图纸 QQ 36296518转炉氧枪提升装置设计摘要在炼钢生产中,氧枪提升机构是转炉炼钢过程中非常重要的部分,提升机构是利用卷筒来控制小车进而来控制氧枪的升降。
本文在结合生产需要,参考了鞍山热工仪表厂的氧枪提升设备的基础上,设计出转炉氧枪提升机构。
本设计根据最大的生产率原则,选择了三相异步电机、滑轮、制动器、联轴器以及钢丝绳驱动装置等部件,并且设计了卷筒装置、防坠落装置等主要零部件.文中阐述了系统整体构成和设计思路,重点讲述了卷扬装置的相关设计,最后对全文做了概括总结。
为了确保升降系统足够安全,中间增加了防坠落装置,同时,对键等零部件进行了校核,对减速器进行选择。
最后对氧枪提升装置的安装、使用、维护等方面做了相应的介绍。
本次设计出的提升装置结构合理、成本低廉、且便于安装和维护。
关键词:提升机构,氧枪,卷筒The Design of the Promoting Equipment ofoxygen lanceAbstractIn steel-making production,the promoting equipment have became an important part in the BOF steeling process .They use the drum to control the cart which can carry the oxygen lance rise or fall . In this paper, combining with the production require ,after referencing to the production of AnShan hest power engineer meter company and a number of mechanical design information, designing out the promoting equipment .Based on the maximum productivity, making choice of the synchronous motor, irdler wheel ,arrester as well as steel wire rope, and then designing out the drum , anti-sink equipment and other major components. Besides ,the article elaborated on the composition and overall system design, focusing on the design of elevating equipment finally to have done a summary of the full text. In order to make the system safe enough, increasing an anti-sink equipment .A t the same time ,I also checking of the keys, choosing the reducer and other important part . Finally, having done a considerable introductions on the installation, use, maintenance, etc .This type promoting equipment with a rational structure , low-cost and easy to install and maintain.Keywords: promoting equipment, oxygen lance ,drum目录摘要 (I)Abstract (II)1 绪论 (1)1.1选题背景和目的 (1)1.1.1选题背景 (1)1.1.2毕业设计目的 (1)1.2转炉氧枪系统介绍 (2)1.2.1我国氧气转炉炼钢的现状 (2)1.2.2 氧气转炉炼钢技术展望 (2)1.2.3氧枪系统的简介 (4)1.3 氧枪系统存在的问题及改造方案和措施 (4)1.3.1 氧枪小车 (4)1.3.2 小车变形 (5)1.3.3 升降小车导轮脱落 (5)1.3.4 氧枪枪体 (5)1.4 氧枪系统的优化 (6)2.整体方案评述 (7)2.1.系统方案比较 (7)2.2.传动系统 (7)2.2.1电机 (8)2.2.2联轴器 (9)3 氧枪提升机构参数计算 (11)3.1 原始数据 (11)3.2 提升拉力的计算 (11)4.钢丝绳滑轮及电动机的选择 (14)4.1 钢丝绳的选择 (14)4.2 确定滑轮主要尺寸 (14)4.3电动机的选择与校核 (15)4.3.1电机选择 (15)4.3.2.电动机发热校核 (16)5. 传动系统重要装置的选择与设计 (17)5.1 标准减速器的选择 (17)5.1.1 选用减速器的额定功率 (17)5.1.2 校核热平衡许用应力 (17)5.2 卷筒的设计 (18)5.2.1卷筒参数计算 (18)5.2.2卷筒强度计算 (20)5.3键的选择与校核 (22)5.4联轴器的选择 (22)5.4.1联轴器载荷计算 (22)5.4.2联轴器型号选择 (23)5.5制动器的选择 (23)6钢绳拉力传感装置和防坠落装置 (25)6.1拉力传感装置 (25)6.2 防坠落装置 (26)6.2.1工作原理 (26)6.2.2 楔块式瞬时安全钳装置 (27)7传动系统的润滑 (29)7.1润滑方法 (29)7.2润滑系统的选择原则 (29)7.3润滑方式的选择 (30)7.3.1减速器的润滑 (30)7.3.2轴承的润滑 (30)8经济性与可靠性分析 (31)8.1设备的经济性分析 (31)8.2 设备的可靠性 (31)8.3 设备的有效度 (31)结束语 (33)致谢 (34)参考文献 (35)·全套设计QQ 36296518图纸1 绪论1.1选题背景和目的1.1.1选题背景近年来,随着国民经济的发展,各行业对钢铁的需求量不断加大,对于钢铁质量的要求也越来越高,制造新型的高炉生产设备是必须的。
南钢150t转炉氧枪喷头的优化与设计
值模拟和分析 ,并且针对南钢的实际生产条件重
新 设计 了新 的 氧枪 喷 头 。 1 南钢 转炉 氧枪 喷头 工艺 参数 转炉 冶 炼 工 艺条 件 :氧 气 流 量 300 / , 50 m。h
根据 气 体 等 熵 流 表 ,当 Ma=2时 ,P
=
0 17 . 2 8,P取 0 13 MP ,得 P = .0 M a .03 a o 0 88 P 。
t eo 5 t O nen z eW d s nd h xgn e eo dae ds e a iua u f 0 Fl c oz a r ei e .T eoye t fr a f r e ei dW s l - r 1 B a l s e g j b en t r n g s m
td b ot a e f e t T e r s l s o st a e rd s n d n z l h w b iu d a tg n w r ig e y s f r u n . h u t h w h t h e i e o z es o s o vo sa v a e i o k n w l e t e g n
l e pa h n r v me ta d s l n me r d c o . i ,s l ig i o e n me t g t u t n f s mp n i i e i Ke wo d BOF l n e n zl n me c lsmu ai n y rs a c o ze u r a i l t i o
O p i ia o n e in o e 1 0 O F l c o ze o n a g t z t n a d d sg ft tB m i h 5 a e n z l fNa g n n
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。