紧固件机械性能及材料要求
紧固件机械性能标准
紧固件机械性能标准紧固件是机械装置中起着连接、固定作用的零部件,其机械性能的好坏直接关系到整个机械设备的安全可靠性。
因此,对于紧固件的机械性能标准制定具有重要意义。
本文将围绕紧固件的机械性能标准展开讨论。
首先,紧固件的机械性能标准应包括材料的选择和性能要求。
紧固件通常采用的材料有碳钢、合金钢、不锈钢等,不同的材料具有不同的强度、硬度和耐腐蚀性能。
在制定机械性能标准时,应明确不同材料的使用范围和性能要求,以保证紧固件在各种工况下都能够发挥应有的作用。
其次,紧固件的机械性能标准还应包括强度和可靠性要求。
紧固件在工作过程中承受着不同方向的受力,因此其强度是至关重要的。
机械性能标准应规定紧固件在不同工作条件下的承载能力、抗拉强度、抗剪强度等指标,并对其进行相应的检测和验证。
同时,紧固件的可靠性也是机械性能标准需要考虑的重要因素,应规定紧固件在使用寿命内的可靠性指标和寿命预测方法,以确保其在长期使用过程中不会出现失效。
此外,紧固件的机械性能标准还应包括使用环境和工作条件下的要求。
不同的使用环境和工作条件对紧固件的要求也不同,例如在高温、低温、潮湿、腐蚀等特殊环境下,紧固件的性能要求会有所不同。
因此,机械性能标准应对不同环境和工况下的紧固件性能进行分类和规定,以保证其在各种特殊环境下都能够正常工作。
最后,紧固件的机械性能标准还应包括生产和质量控制的要求。
生产过程中的工艺控制和质量控制对于保证紧固件的性能至关重要,机械性能标准应规定生产过程中的各项工艺要求和质量控制标准,确保生产出的紧固件符合标准要求。
总之,紧固件的机械性能标准对于保证机械设备的安全可靠性具有重要意义。
制定完善的机械性能标准,不仅可以提高紧固件的质量和可靠性,也可以为机械设备的设计和选型提供参考依据。
希望本文的内容能够对紧固件的机械性能标准制定提供一定的参考和帮助。
常用紧固件材料与机械性能标准

第四章常用紧固件材料与机械性能标准一、紧固件常用材料分类:目前市场上标准件主要有碳钢、不锈钢、黄铜、铝合金四种材料。
1.碳钢。
我们以碳钢料中碳的含量区分低碳钢,中碳钢和高碳钢以及合金钢。
1.1低碳钢C%≤0.25% 国内通常称为A3钢。
国外基本称为1008,1015,1018,1022等。
主要用于4.8级螺栓及4级螺母、小螺丝等无硬度要求的产品。
(注:钻尾钉主要用1022材料。
)1.2中碳钢0.25%<C%≤0.60% 国内通常称为35号、45号钢,国外基本称为1035,CH38F,1039等。
主要用于8级螺母、8.8级螺栓及8.8级内六角产品。
1.3高碳钢C%>0.60%。
目前市场上基本没使用1.4合金钢:在普碳钢中加入合金元素,增加钢材的一些特殊性能:如35、40铬钼、SCM435,10B38。
芳生12.9级螺丝主要使用SCM435铬鉬合金钢,主要成分有C、Si、Mn、P、S、Cr、Mo。
2.不锈钢。
性能等级:45,50,60,70,80主要分奥氏体(18%Cr、8%Ni)耐热性好,耐腐蚀性好,可焊性好。
A1,A2,A4马氏体(13%Cr)耐腐蚀性较差,强度高,耐磨性好。
C1,C2,C4铁素体不锈钢。
18%Cr镦锻性较好,耐腐蚀性强于马氏体。
目前市场上进口材料主要是日本产品。
按级别主要分SUS302、SUS304、SUS316。
3.铜。
常用材料为黄铜、锌铜合金。
市场上主要用H62、H65、H68铜做标准件。
4.铝合金密度低,但强度比较高,接近或超过优质钢,塑性好,可加工成各种型材,具有优良的导电性、导热性和抗蚀性,工业上广泛使用,使用量仅次于钢。
5.合金钢(也狭义指铬钼合金钢,如SCM435等)二、紧固件常用的材料(一)碳钢、合金钢、特种钢类1、螺栓、螺钉、螺柱3.6级、4.6级、4.8级、5.6级、5.8级、6.8级一般选用碳钢,不需热处理;8.8级、9.8级一般选用低碳合金钢或中碳钢,淬火并回火;10.9级一般选用低、中碳合金钢或合金钢,淬火并回火;12.9级一般选用合金钢,淬火并回火。
紧固件产品等级和机械性能1

紧固件产品等级和机械性能1. 引言紧固件是一种用于连接或固定两个或多个物体的机械元件。
它们广泛应用于各个领域的机械设备和构造中。
在选择紧固件时,产品等级和机械性能是两个关键的考虑因素。
本文将介绍紧固件产品等级和机械性能方面的重要内容。
2. 紧固件产品等级紧固件产品等级是根据其制造工艺、材料、强度和使用寿命等特性进行分类的。
常见的紧固件等级有以下几种:2.1. 一般紧固件一般紧固件是最常见的紧固件等级,广泛应用于一般机械设备和结构中。
它们通常由普通材料制成,具有适度的强度和使用寿命。
2.2. 精密紧固件精密紧固件是一种具有较高精度和质量要求的紧固件等级。
它们通常由高强度材料制成,并经过精密加工和热处理等工艺。
精密紧固件在高精度仪器和设备中应用广泛。
2.3. 特殊紧固件特殊紧固件是根据特殊要求而设计和制造的紧固件。
它们可以根据特定的工艺、材料和性能要求进行定制。
特殊紧固件常用于一些特殊设备和特定行业中。
3. 紧固件机械性能紧固件的机械性能是指其在受力情况下的表现。
以下是紧固件的一些重要机械性能:3.1. 抗拉强度紧固件的抗拉强度是指其在受拉应力下的最大承载能力。
这是紧固件最重要的机械性能之一,通常以材料的屈服强度来表示。
3.2. 抗剪强度紧固件的抗剪强度是指其在受剪应力下的最大承载能力。
这是紧固件在剪切应力情况下的重要性能指标。
3.3. 硬度紧固件的硬度是指其抗外力作用而发生塑性形变的能力。
硬度越高,紧固件越不容易变形或损坏。
3.4. 耐疲劳性能紧固件的耐疲劳性能是指其在反复加载下长期使用的能力。
这是紧固件在高负荷和长期运行的条件下的重要性能指标。
3.5. 耐腐蚀性能紧固件的耐腐蚀性能是指其在不同腐蚀介质中的表现。
这是决定紧固件使用寿命的重要因素之一。
4. 紧固件产品等级标识为了方便用户选择和使用紧固件,各个国家和地区制定了相应的标准和等级标识。
标准和等级标识通常会包含以下信息:•产品等级标识:用于表示紧固件的等级,例如一般紧固件标识为“C”级,精密紧固件标识为“P”级等。
SAE J429-1999 中文版 外螺纹紧固件机械性能和材料要求
35
58.6
C33
C39
1 2 3 4
請降請牙參服看條強表考或附割度8 註溝是量、應具2。十力長發字度生針。穴0.等2%頭的型永的久產變品形不的適量用具。長度計算所得的應力。
5 保證荷重測試:這些級數要求僅適用於應力消除之產品。
6
7 8
降級級產服數數品點應25 應級級使以螺材用降栓料級伏和於數強螺組1度絲裝級尺硬的0.寸化2要%華求1補/司4。正~前取3熱/4代處僅。理適是用被於允長許度的小方於式6。in.的產品,牙條則無限制。螺栓、螺絲長度大於
SAE J429:1999
AL
4行要同.4級級級級應意42熱數數數數力,7處℃消淬1455.理(火除級級級180級:時;、和和0℉的溫2S85E級..)主度12。M的級級要最S螺的螺成少螺栓牙栓分為絲、條、不必46螺是螺可須8絲℃絲先使熱無(和加用處87須牙工水理5熱℉條材。(完處)必料。全(理須後沃如。熱再私果級處成田在數理為鐵機牙(1完化械級條全)性,、的沃質淬2,私級上火所田的有後以鐵冷任回製化鍛何火造),頭影,後以型響回無油的時火須或馬,溫再水車應度熱淬和先最處火其徵少理則他得要。由頭買3製4部方3造℃較確者(薄認6決5的)0。定℉螺,)栓。回、然火螺而溫絲除度必非最須買少執方 級級無數數論在88..任12 級級何的的情螺螺況栓栓之、、下螺螺,絲絲熱和必處牙須理條熱或處必覆理須碳熱(絕完處不全理能沃(在私完氮全田化鐵沃合化私物田),如鐵以碳化油氮),或化以水合油淬物火淬或後回氰回火化火,物,回存回火在火溫的溫度情度最況少最下少為完為3成440。2℃7℃(65(800℉0℉)。)。
的 6in.
外螺紋扣件機械性質和材料要求
Mechanical and Material Requirements for Externally Thread Fasteners
2 紧固件机械性能及材料要求 机械性能检测

螺母:9.1螺母保证载荷试验:(未规定锥形保载试验)
5h6g螺母,保载至少15s,卸载后手指旋出后适用工具松不超过半圈后手指旋出。试验工具45~50HRC.
9.7螺栓拉伸试验:
延伸率:杆长L≥6do + 2r + d (5倍试棒); 面缩率:杆长L≥4do + 2r + d (3倍试棒); 试棒 do-试棒直径;r-过渡圆弧半径≥4;d-螺纹直径; 抗拉试验 中心取样,do≥75%*d.
夹具之上暴露6牙以上供检测,保载10s。
3.2.3方法1即长度测量法(仲裁试验法)与ISO898.1一样;超长产品长度可以切到8±0.125"(200±3mm)进行
检测。
3.2.4方法2即屈服应力法
3.2.5方法3即硬度均匀性检测法,横截面上半径中点和中心处硬度差异≤3HRC,读数都在规范要求内,方法
内。
-
渗 金相法
碳 /
-
脱 显微
碳 硬度法
冲击 吸收功
Charpy缺口冲击试验:(吸收冲击能量;剪切端口面积百分数;断后于缺口背面检测侧向膨胀量) 长度:52.5±2.5;高度:±0.075;宽度:10±0.075;7.5±0.075;6.7±0.075;5±0.075;3.3± 0.075;2.5±0.075; 缺口:角度45±1°;槽深度2±0.025;根部圆弧半径0.25±0.025;中心到长度中点距离1.0mm. 试验条件:缺口中心不得偏离砧座中心点;指定试验温度,并在实验温度保温至少5分钟(液体降温)或30 分钟(气体降温),转移时间不得超过5S。
硬 度 硬度
渗 金相法 碳 / 脱 显微 碳 硬度法
冲击 吸收功
EN 10269:冲击试验温度@20°C。 冲击试样取样位置:d≤25,轴中心;25<d≤160,中心距离表面12.5mm(圆形截面工件:V型缺口朝向侧面 即不是朝向中心或最近的外表面;矩形截面工件:V型缺口朝向最近侧面) ISO 377: 冲击试样取样位置:d≤25,轴中心;25<d≤50,中心距离表面12.5mm或靠近表面的边最近处距离表面 2mm;d>50,半径中点(圆形截面工件:V型缺口朝向侧面即不是朝向中心或最近的外表面;矩形截面工件: V型缺口朝向最近侧面)
紧固件产品等级和机械性能

紧固件产品等级和机械性能一、紧固件的分类:B大螺丝S小螺丝N螺帽E其它扣件二、紧固件参照的标准:ISO、ASTM、DIN、JIS、ANSI/ASME、GB。
三、碳钢中各类元素对钢性质的影响:1、碳(C)、提高钢件强度,尤其热处理性能;但随含碳量的增加塑性和韧性下降,会影响到钢件的冷镦性能和焊接性能。
2、锰(Mn)、提高钢件强度,并在一定程度上提高可淬性,即在淬火时增加了淬硬渗入的强度,锰还能改进表面质量,但是太多的锰对延展性和可焊性不利同时会影响电镀时对镀层的控制。
3、镍(Ni)、提高钢件强度,改善低温下的韧性,提高耐大气腐蚀能力,并可保证稳定的热处理效果,减小氢脆的作用。
4、铬(Cr)、提高可淬性,改善耐磨性,提高耐腐蚀能力,并有利于高温下保持强度。
5、钼(Mo)、能帮助控制可淬性,降低钢对回火脆性的敏感性,提高高温下的抗拉强度有很大影响。
6、硼(B)、能提高可淬性,并且有助于使低碳钢对热处理产生预期的反应。
7、矾(V)、细化奥氏体晶粒,改善韧性。
8、硅(Si)、保证钢件强度,适当的含量可以改善钢件塑性和韧性。
四、钢的种类和在紧固件行业的运用:普通钢:含磷量不大于0.045%,含硫量不大于0.055%。
优质钢:含磷量不大于0.04%,含硫量不大于0.045%。
工具钢:磷、硫含量不大于0.04%。
高优质钢:磷、硫含量不大于0.03%。
含碳量小于0.25%的低碳钢,强度低、塑性、可焊性较好;含碳量在0.25-0.45%间叫做中碳钢,较高强度、塑性、可焊性较差,若经过热处理,则强度和硬度有显著提高,含碳量大于0.45%的钢叫高碳钢,塑性和可焊较差,热处理后有很高的强度和硬度。
08、10、15、20、25等号钢含碳量较低,强度小而塑性好。
可用于制造各种容器,或用来制造冲压件,焊接结构件及螺钉、螺母、垫圈和需要渗碳的零件。
30、35、40、45、50等号钢含碳量中等,强度较高、韧性和加工性较好,通常要经过淬火,回火等处理,可用来制造轴类、齿轮、丝杆、连杆、套筒等。
紧固件机械性能检验标准2

紧固件机械性能检验标准2紧固件机械性能检验标准随着工业化进程的不断推进,紧固件在机械设备中的作用越发重要。
为了保证机械设备的正常运行和安全性,对紧固件的机械性能进行检验是必不可少的。
本文将介绍紧固件机械性能检验的标准。
一、引言紧固件是指用于连接和固定构件的各种螺栓、螺母、螺钉、垫圈等。
在机械设备中,紧固件的稳固性和耐久性对设备的正常运行至关重要。
因此,为了保证机械设备的质量和安全性,对紧固件的机械性能进行全面的检验是非常必要的。
二、紧固件机械性能的检验项目1. 抗拉强度测试抗拉强度是指紧固件在受到拉力作用时能够承受的最大力量。
通常使用拉伸试验机进行测试,将样品加装在试验机上,以不断施加拉力,测量紧固件在拉力下的变形和断裂情况。
根据不同的紧固件类型,抗拉强度的标准也有所不同。
2. 剪切强度测试剪切强度是指紧固件在受到剪切力作用时能够承受的最大力量。
剪切强度测试通常使用剪切试验机进行,将待测样品加载在试验机上,施加剪切力,观察紧固件的变形和破坏情况。
剪切强度的标准也因紧固件类型而异。
3. 硬度测试硬度是指材料抵抗外力作用下的变形能力。
通过硬度测试可以了解紧固件的硬度特点,判断其材料的强度和耐磨性能。
硬度测试一般使用洛氏硬度计或布氏硬度计进行,将紧固件表面压入一定深度,通过测量压痕的直径或者深度来得到硬度值。
4. 冲击性能测试冲击性能是指紧固件在受到冲击载荷作用时的抵抗力。
冲击性能测试常使用冲击试验机进行,将冲击载荷施加到已安装的样品上,观察其变形情况和是否破坏。
冲击性能标准通常要求紧固件具备较高的冲击韧性和韧度。
5. 疲劳性能测试疲劳性能是指在长时间循环负载的情况下,紧固件能否承受循环载荷而不发生破坏。
疲劳性能测试是对紧固件质量和耐久性的重要检验项目。
通过施加循环载荷并观察紧固件在多个循环周期后的变形情况来评估其疲劳性能。
三、紧固件机械性能检验标准的制定为了确保紧固件机械性能的可靠性和一致性,国际上制定了一系列的标准。
紧固件ss304标准
紧固件ss304标准
紧固件ss304标准是指在制造紧固件时所遵循的SS304不锈钢材料的标准。
这种不锈钢材料具有优良的耐腐蚀性和良好的机械性能,广泛应用于各种工业和建筑领域。
在紧固件制造中,SS304标准规定了材料的化学成分、机械性能、耐腐蚀性能等方面的要求。
具体来说,标准规定了SS304不锈钢的化学成分范围,
包括铁、铬、镍等元素的含量要求。
同时,标准还规定了SS304不锈钢的
机械性能要求,如抗拉强度、屈服强度、延伸率等。
此外,标准还要求
SS304不锈钢必须具备良好的耐腐蚀性能,能够承受各种腐蚀介质的作用。
在紧固件制造过程中,必须遵循SS304标准的要求,以确保产品的质量和
可靠性。
同时,制造过程中还需要注意材料的加工性能和焊接性能等方面的问题,以确保制造出的紧固件能够满足实际应用的需求。
总之,紧固件SS304标准是制造高质量紧固件的重要依据,对于保证产品
的质量和可靠性具有重要意义。
螺栓紧固件材料性能表

紧固件幕墙构件是由面板、铝合金建筑型材拼合连接成基本构件后, 运到工地通过安装形成幕墙体系。
因此, 在幕墙制作、安装过程中连接占有重要地位, 任何幕墙结构都会遇到连接问题。
幕墙构件连接, 除隐框幕墙结构装配组件玻璃与铝框的连接采用硅酮密封胶胶接外, 通常用紧固件连接。
紧固件把两个以上的金属或非金属构件连接在一起, 连接方法分不可拆卸连接和可拆卸连接两类。
铆合属于不可拆卸连接, 螺纹连接属于可拆卸连接, 使用这类连接的构件可以自由拆卸, 使用方便。
紧固件有普通螺栓、螺钉、螺柱和螺母, 不锈钢螺栓、螺钉、螺柱和螺母以及抽芯铆钉。
(一) GB/T3098.1—2000《紧固件机械性能、螺栓、螺钉和螺柱》规定了碳钢或合金钢制造的螺栓、螺钉和螺柱的机械性能1螺栓、螺钉和螺柱各性能等级的钢种和回火温度见表2-57。
表2-572.螺栓、螺钉和螺柱的机械物理性能见表2-58。
表2-58 螺栓、螺钉和螺柱的机械和物理性能1.螺纹紧固件应力截面积值GB/T16823.1—1997《螺纹紧固件应力截面积和承载面积》对螺纹紧固件应力截面积值作了规定见表2-59。
表2-59注: 应力截面积As 用于螺栓抗拉、抗剪强度验算;内径d1 用于拉杆抗拉强度验算。
GB/T3098.2—2000《紧固件机械性能螺母粗牙螺纹》规定了螺母的材料和机械性能。
1.材料的化学成分应符合表2-60的规定。
表2-602.螺母的机械性能应符合表2-61的规定。
表2-61 机械性能GB/T3098.4—2000《紧固件机械性能螺母细牙螺纹》规定了螺母的机械性能。
1. 材料见表2-57。
2. 螺母的机械性能应符合表2-62的规定表2-62 机械性能(二)GB/T3098.6—2000《紧固件机械性能不锈钢螺栓螺钉和螺柱》规定了由奥氏体、马氏体和铁索体耐腐蚀不锈钢制造的螺栓、螺钉和螺柱的机械性能。
1.不锈钢组别与化学成份见表2-63。
表2-63 不锈钢的组别与化学成份2.螺栓、螺钉和螺柱的不锈钢组别和性能标记。
紧固件检测要求
紧固件检测要求一、外观方面。
1. 表面得光滑,就像小姑娘的脸蛋儿似的,不能有那种疙疙瘩瘩的东西,什么毛刺啊、裂纹啊,这些统统不行。
要是有个小刺儿,就跟扎手的小针似的,那可容易伤人,而且看着也不专业啊。
2. 颜色得均匀。
不能一块深一块浅的,要是紧固件长得跟个花脸猫似的,肯定是有问题的。
就好比你穿衣服,一块红一块绿的,多不协调啊。
二、尺寸规格。
1. 长度可不能差太多。
规定多长就得差不多是多长,就像我们买鞋一样,尺码不对穿着肯定难受。
要是短了或者长了,在安装的时候就会不合适,要么拧不进去,要么松松垮垮的。
2. 直径也是,要符合标准。
大一点小一点都可能惹大麻烦。
好比一个小圈要塞进一个孔里,圈太大了塞不进去,太小了又晃荡,这紧固件的直径就是这个道理。
三、机械性能。
1. 强度得够。
你想啊,这紧固件是要把东西紧紧固定住的,如果它自己软趴趴的,那怎么能行呢?就像一个瘦弱的小胳膊想抱住一个大胖子,肯定抱不住啊。
所以得检测它能承受多大的拉力、压力之类的,要达标才行。
2. 硬度也得合适。
不能太硬了,太硬容易脆,就像玻璃似的,一敲就碎,那在使用过程中可能突然就断了。
也不能太软,太软就没力气固定东西了。
四、其他方面。
1. 螺纹得清晰完整。
要是螺纹都乱了或者有缺损,那就跟齿轮缺了牙一样,根本没法好好工作。
拧的时候不是拧不进去,就是容易滑丝,那可就糟透了。
2. 防锈性能也很重要。
要是紧固件一沾水或者一遇点潮气就生锈,那就跟人没穿衣服在雨里淋着一样,很快就坏掉了。
所以要检测一下它是不是能抵抗生锈。
SAE J429-2013中文
外螺纹紧固件机械性能和材料要求
原则性阐述
几个 ISO 898.1 与 SAE J429 的材料等级相当。本标准中表 2 的化学元素与 ISO 898.1 一致,像 8 级的允许用非合金钢。值得关注的一个显著的差异就是 ISO 898.1(2009)与 SAE J429(2012)用来生产 8 级的合金钢和碳钢的含碳量比 10.9 级的含碳量高。另外一个修订就是发现 2011 版的少量错误和不一致的地方。
回火
铬、锰)
5 组 合 4#~
5.1
螺钉 5/8
低碳或 淬火 0.15 0.30 0.025 0.025
中碳钢 回火
0.003 340℃
螺栓
低碳硼 淬火
5.2
1/4~1
螺钉
钢6
0.15 0.25 0.025 0.025 0.0005 0.003 425℃ 回火
8
碳钢(添
9
淬火
4
加硼 、
0.25 0.55 0.025 0.025
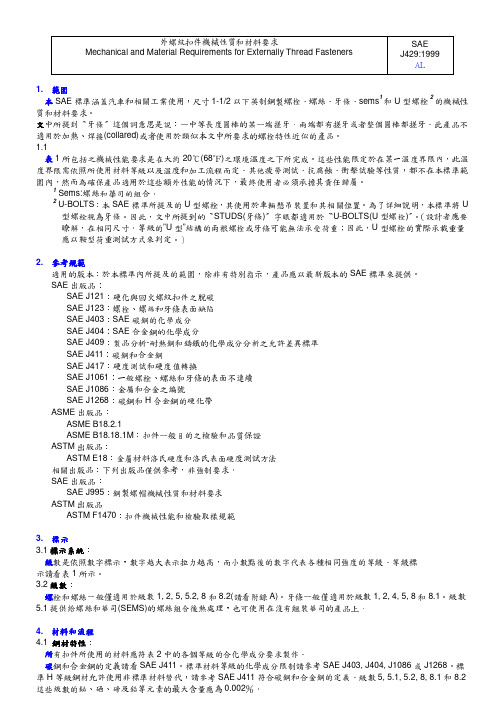
U-BOLT:本 SAE 标准所提及的 U 型螺栓,其使用于车辆悬吊装置和其相关位 置。为了详细说明,本标准将 U 型螺栓视为螺柱。因此,文中所提及到的 STUDS (螺柱)字眼都适用于 U-BOLT(U 型螺栓)。(设计者应要了解,在想同尺寸、等 级的 U 型结构的两根螺栓和螺柱可能无法承受荷重;因此,U 型螺栓的实际承载 重量应以鞍型荷重测试方法来判定。)
表 1 包括之机械性能要求是在大约 20℃(68F)之环境温度之下所完成。这 些性能限定于在某一温度界限内,此温度界限需依照所使用材料等级以及温度和 加工流程而定。其它疲劳测试、抗腐蚀、冲击试验等性质,都不在本标准范围内, 然而为确保产品适用于这些额外性能的情况下,最终使用必须承担责任归属。
隔爆紧固件件要求
隔爆紧固件件要求
隔爆紧固件通常用于在爆炸危险环境中安装设备或构件,其设计和要求需要符合严格的安全标准,以确保设备的安全性和可靠性。
以下是隔爆紧固件的一般要求:
1.防爆标准符合:隔爆紧固件必须符合国际、行业或地方的防爆标准,如欧洲的ATEX标准、美国的NEC和UL标准等。
这些标准规定了紧固件在爆炸危险环境中的使用条件和要求。
2.防爆等级:隔爆紧固件的防爆等级应与所安装设备所处的爆炸危险区域相匹配。
通常,防爆等级由区域分类和爆炸性质决定。
3.材料选择:隔爆紧固件的材料应具有良好的防腐蚀性能和耐高温性能,常见的材料包括不锈钢、钛合金等。
4.密封性能:隔爆紧固件应具有良好的密封性能,以防止外部可燃气体或液体进入设备内部并引发爆炸。
5.机械性能:隔爆紧固件的机械性能必须符合标准要求,包括抗拉强度、扭转强度、抗冲击性等。
6.接地要求:在某些情况下,隔爆紧固件可能需要具有良好的接地性能,以防止静电积聚和电火花引发爆炸。
7.生产质量控制:生产隔爆紧固件的厂家必须建立严格的质量控制体系,确保产品的一致性和可靠性。
8.认证和检验:隔爆紧固件通常需要通过第三方机构的认证和检验,以验证其符合相应的防爆标准和要求。
总的来说,隔爆紧固件的设计和要求应综合考虑环境条件、安全标准、材料特性等因素,以确保设备在爆炸危险环境中的安全运
行。
常用紧固件技术指标和材料选择
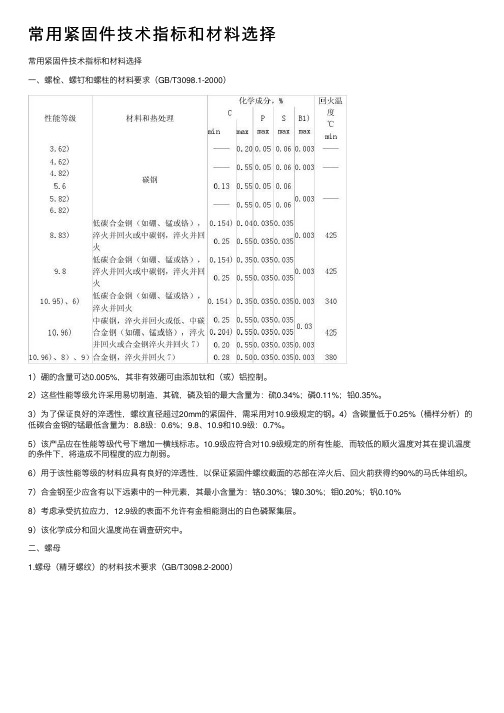
常⽤紧固件技术指标和材料选择常⽤紧固件技术指标和材料选择⼀、螺栓、螺钉和螺柱的材料要求(GB/T3098.1-2000)1)硼的含量可达0.005%,其⾮有效硼可由添加钛和(或)铝控制。
2)这些性能等级允许采⽤易切制造,其硫,磷及铅的最⼤含量为:硫0.34%;磷0.11%;铅0.35%。
3)为了保证良好的淬透性,螺纹直径超过20mm的紧固件,需采⽤对10.9级规定的钢。
4)含碳量低于0.25%(桶样分析)的低碳合⾦钢的锰最低含量为:8.8级:0.6%;9.8、10.9和10.9级:0.7%。
5)该产品应在性能等级代号下增加⼀横线标志。
10.9级应符合对10.9级规定的所有性能,⽽较低的顺⽕温度对其在提讥温度的条件下,将造成不同程度的应⼒削弱。
6)⽤于该性能等级的材料应具有良好的淬透性,以保证紧固件螺纹截⾯的芯部在淬⽕后、回⽕前获得约90%的马⽒体组织。
7)合⾦钢⾄少应含有以下远素中的⼀种元素,其最⼩含量为:铬0.30%;镍0.30%;钼0.20%;钒0.10%8)考虑承受抗拉应⼒,12.9级的表⾯不允许有⾦相能测出的⽩⾊磷聚集层。
9)该化学成分和回⽕温度尚在调查研究中。
⼆、螺母1.螺母(精⽛螺纹)的材料技术要求(GB/T3098.2-2000)性能等级为05、8(>M16的l型螺母)、10和12级螺母应进⾏淬⽕并回⽕处理。
2.螺母(细⽛螺纹)的材料技术要求(GB/T3098.4-2000)性能等级为05、8(l 型螺母)、10和12级螺母应进⾏淬⽕并回⽕处理。
3.铆螺母的材料(GB/T17880.6-1999)4.有效⼒矩型钢六⾓锁紧螺母的材料技术要求(GB3098.9-93)制造螺母体的材料应与螺母(粗⽛螺纹)的材料相同。
制造⾦属或⾮⾦属嵌件的材料由制造者确定。
三、紧定螺钉的材料技术要求(GB/T3098.3-2000)注:性能等级45H的紧定螺钉在能满⾜GB/T3098.3-2000标准中第6.3条规定的保证扭矩要求时,亦可采⽤其他材料制造。
紧固件强度等级和机械性能
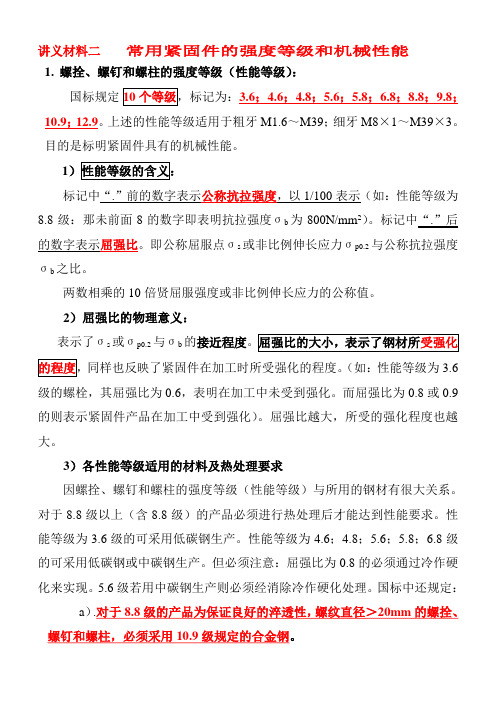
讲义材料二常用紧固件的强度等级和机械性能1.螺拴、螺钉和螺柱的强度等级(性能等级):国标规定,标记为:3.6;4.6;4.8;5.6;5.8;6.8;8.8;9.8;10.9;12.9。
上述的性能等级适用于粗牙M1.6~M39;细牙M8×1~M39×3。
目的是标明紧固件具有的机械性能。
1标记中“.”前的数字表示公称抗拉强度,以1/100表示(如:性能等级为8.8级:那未前面8的数字即表明抗拉强度σb为800N/mm2)。
标记中“.”后的数字表示屈强比。
即公称屈服点σs或非比例伸长应力σp0.2与公称抗拉强度σb之比。
两数相乘的10倍贤屈服强度或非比例伸长应力的公称值。
2)屈强比的物理意义:表示了σs或σp0.2与σb的接近程度同样也反映了紧固件在加工时所受强化的程度。
(如:性能等级为3.6级的螺栓,其屈强比为0.6,表明在加工中未受到强化。
而屈强比为0.8或0.9的则表示紧固件产品在加工中受到强化)。
屈强比越大,所受的强化程度也越大。
3)各性能等级适用的材料及热处理要求因螺拴、螺钉和螺柱的强度等级(性能等级)与所用的钢材有很大关系。
对于8.8级以上(含8.8级)的产品必须进行热处理后才能达到性能要求。
性能等级为3.6级的可采用低碳钢生产。
性能等级为4.6;4.8;5.6;5.8;6.8级的可采用低碳钢或中碳钢生产。
但必须注意:屈强比为0.8的必须通过冷作硬化来实现。
5.6级若用中碳钢生产则必须经消除冷作硬化处理。
国标中还规定:a).对于8.8级的产品为保证良好的淬透性,螺纹直径>20mm的螺拴、螺钉和螺柱,必须采用10.9级规定的合金钢。
b).对性能等级为10.9和12.9级时,应采用具有良好淬透性能的材料,以保证螺纹截面的芯部在淬火后、回火前得到约90%的马氏体组织。
2.螺拴、螺钉和螺柱的机械性能指标2)最小抗拉强度适用于公称长度L≥2.5d的产品;最低硬度适用于长度L<2.5以及其他不能进行拉力试验(如头部结构的影响)的产品。
紧固件产品等级和机械性能
紧固件产品等级和机械性能1. 简介紧固件是指用于连接和固定机械设备的各种螺母、螺栓、螺钉、垫圈等产品。
在机械工程领域中,紧固件是非常重要的组成部分,其性能直接影响到机械设备的安全性和可靠性。
本文将介绍紧固件产品的等级分类以及与机械性能相关的参数。
2. 紧固件产品等级紧固件产品等级主要根据其材料、强度和使用环境等因素确定。
常见的紧固件产品等级包括:•碳钢级别:碳钢级别是指紧固件产品的材料为碳钢,如4.8级、8.8级、10.9级等。
这些等级代表了紧固件的强度等级,其中数字表示最小拉伸强度的倍数。
例如,4.8级螺栓的最小拉伸强度为4倍材料的屈服强度,8.8级螺栓的最小拉伸强度为8倍材料的屈服强度。
•不锈钢级别:不锈钢级别是指紧固件产品的材料为不锈钢,如A2-70、A4-80等。
其中,A2表示材料为AISI 304不锈钢,A4表示材料为AISI 316不锈钢。
70和80表示紧固件的拉伸强度,以螺纹材料的屈服点来衡量。
•高强度级别:高强度级别是指紧固件产品的强度等级高于常规级别,如12.9级、14.9级等。
这些级别通常用于对紧固件具有更高强度要求的场合,如汽车、机械设备等领域。
3. 紧固件产品的机械性能紧固件产品的机械性能是指其在受力和工作环境中的表现。
以下是与机械性能相关的参数:•抗拉强度(Tensile Strength):紧固件产品在拉伸条件下所能承受的最大荷载,以N/mm²为单位进行表示。
抗拉强度决定了紧固件的最大承载能力。
•屈服点(Yield Point):紧固件产品在拉伸条件下开始发生可见塑性变形的应力值。
屈服点决定了紧固件开始发生永久变形的阈值。
•延伸率(Elongation):紧固件产品在拉伸条件下能够拉长的百分比。
延伸率可以反映紧固件的塑性变形能力,通常以百分比表示。
•硬度(Hardness):紧固件产品的硬度是指其抵抗外界物体对其表面压入的能力。
硬度常用HRC(洛氏硬度)或HB(布氏硬度)进行表示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
C40~48 试棒抗拉180,屈服140
C28~38 试棒抗拉135,屈服105
ASTM A193-10
C26 max C35 max C35 max C35 max B99 max B99max C35 max C35 max C35 max
冲击温度 及吸收功
标识F593P 标识F593R 标识F593S 标识F593T 标识F593U
1 B5 2 B6 3 B6X 4 5 B7 6 7
B7M 8 9 10 B16 11
12
CL1,1 D
13 CL1A
14
CL1B, 1D
15
CL1C, 1D
16
CL1C, 1D
规格பைடு நூலகம்围
1/4~1 1/2 1/4~1 1/2 1/4~1 1/2 1/4~1 1/2 1/4~1 1/2
~4 ~4 ~4 <=2 1/2 >2 1/2~4 >4~7 <=4 >4~7 <=2 1/2 >2 1/2~4 >4~7
1/4~5/8 3/4~1 1/2 1/4~5/8
3/4~1 1 1/8~1 1/4 1 3/8~1 1/2 1/4~1 1/2 1/4~1 1/2
1/4~5/8 3/4~1 1/2
抗拉强度 屈服强
Mpa
度
65~85 20 75~100 30 100~150 65 85~140 45 120~160 95 110~150 75 100~140 60 95~130 45 65~85 20 75~100 30 100~150 65 85~140 45 120~160 95 110~150 75 100~140 60 95~130 45 65~85 20 75~100 30 100~150 65 85~140 45 120~160 95 110~150 75 100~140 60 95~130 45 55~75 30 55~75 30 60~105 40 55~100 30
B80~C32 试棒抗拉80,屈服40
C24~36 试棒抗拉115,屈服90
C20~32 试棒抗拉105,屈服70
B95~C30 试棒抗拉95,屈服55
B90~C28 试棒抗拉90,屈服40
B85 max 试棒抗拉60,屈服20
B65~95 试棒抗拉70,屈服30
B95~C32 试棒抗拉95,屈服60
保证应 力
延伸率 面缩率
%
%
40 30 20 25 12 15 20 28 40 30 20 25 12 15 20 28 40 30 20 25 12 15 20 28
硬度
表面 硬度
ASTM F593-08
B85 max 试棒抗拉60,屈服20
B65~95 试棒抗拉70,屈服30
B95~C32 试棒抗拉95,屈服60
0.6d
0.4d
0.3d
0.2d
V155~220
0.2d
C20~34
0.2d
C36~45
0.2d
C21~35
0.2d
V155~220
0.2d
C20~34
0.2d
V135~220
0.2d
V180~285
材料要求
0.55C max 0.13~0.55C 0.55C max 0.15~0.55C 0.15~0.55C 0.15C min 0.15C min 0.15C min
5 CL1
所有
515 205
6 CL1A 所有
515 205
保证应 延伸率 面缩率
力
%
%
12 35
15 35
20 35
28 45 15 45 20 45 25 45
30 45 25 40 30 40
30 40
30 60 30 60
16 50
16 50 18 50 16 50 30 50 30 50
硬度
>2 1/2~3 (>M4~M72)
550
380
20 CL2C ~2(M48)
585
450
>2~(>M48) 585 415
1 L7 ~2 1/2(M65) 860 725
2 L43 ~4(M100) 860 725
3 L7M ~2 1/2(M65) 690 550
4 L1 ~1(M25) 860 725
CL1C,1D:B8S CL1C:B8SA
紧固件机械性能及材料
3/15
常用标准的螺栓/螺柱机械性能要求
序 性能 号 等级
规格范围
抗拉强度 屈服强
Mpa
度
~3/4(M20) 860 690
7/8~1(M22~24) 7954 550
17 CL2
1 1/8~1 1/4 (M27~30)
725
450
1 3/8~1 1/2 (M32~M36)
B65~95 试棒抗拉50,屈服25
冲击温度 及吸收功
标识F594A 标识F594B 标识F594C 标识F594D 标识F594A 标识F594B 标识F594C 标识F594D 标识F594E 标识F594F 标识F594G 标识F594H 标识F594E 标识F594F 标识F594G 标识F594H 标识F594J 标识F594K 标识F594L 标识F594M 标识F594J 标识F594K 标识F594L 标识F594M 标识F593X 标识F593N 标识F593V 标识F593W
<=M39
<=M39
<=M39 <=M39 <=M39 <=M39 <=M39 <=M39 <=M39 <=M39 <=M39
500 210
700 450
800 600 500 250 700 410 1100 820 800 640 500 250 700 410 450 250 600 410
保证应 力
常用标准的螺栓/螺柱机械性能要求
序 性能 号 等级
规格范围
抗拉强度 屈服强
Mpa
度
1 4.6 2 4.8 3 5.6 4 5.8 5 6.8 6 8.8 7 8 9.8 9 10.9 10 12.9 11 12.9
<=M39 <=M39 <=M39 <=M39 <=M39 <=M16 >M16~M39 <=M39 <=M39 <=M39 <=M39
表面 硬度
QT T275ºC min
QT QT
紧固件机械性能及材料
1/15
常用标准的螺栓/螺柱机械性能要求
序 性能 号 等级
规格范围
1 1-AF 2 1-A 3 1-CW1 4 1-CW2 5 1-SH1 6 1-SH2 7 1-SH3 8 1-SH4 9 2-AF 10 2-A 11 2-CW1 12 2-CW2 13 2-SH1 14 2-SH2 15 2-SH3 16 2-SH4 17 3-AF 18 3-A 19 3-CW1 20 3-CW2 21 3-SH1 22 3-SH2 23 3-SH3 24 3-SH4 25 4-AF 26 4-A 27 4-CW1 28 4-CW2
T275ºC min QT
T275ºC min 固溶+时效
0.10C min,Cr5Mo T593ºC min
.08~.15C
T593ºC min T593ºC min
T593ºC min
.37~.49C,.65~1.1Mn, .75~1.2Cr
T593ºC min
T593ºC min
T620ºC min
C23~34 (芯部+30)HV0.3 max
C28~37 (芯部+30)HV0.3 max
C32~39 V390HV0.3 max
C39~44 V435HV0.3 max
C39~44 V435HV0.3 max
GB3098.6(ISO3506.1-09)
冲击温度 及吸收功
Akv-20ºc>=27J
0.2C min 0.3C min 0.28C min
A1 含Mn,Cu A2 可含Cu A3 加Ti或Nb,Ta A4含Mo,可含Cu
A5加Ti
1Cr13
1Cr17Ni2
Y1Cr13
1Cr17
热处理 工艺要求
T425ºC min T425ºC min T425ºC min T425ºC min T425ºC min T380ºC min
B7
T620ºC min
T650ºC min
.36~.47C,.45~.7Mn, .8~1.1Cr, .25~.35Mo
T650ºC min
T650ºC min
CL1,1D:B8,B8MB8P ,B8LN,B8MLN CL1:B8C,B8T
B8N,B8MN, B8MLCuN
CL1C,1D:B8R CL1C:B8RA
225 310 280 380 440 580 600 650 830 970 970
延伸率 面缩率
%
%
22
20
12 52 12 52 10 48 9 48 8 44 8 44
硬度
表面 硬度
GB3098.1-10
B67~95
B71~95
B79~95
B82~95
B89~99.5
C22~32 (芯部+30)HV0.3 max
690
345
~3/4(M20) 760 655
7/8~1(M22~24) 690 550
18 CL2 1 1/8~1 1/4 (M27~30)