紧固件机械性能常用术语介绍
紧固件机械性能常用术语介绍
紧固件机械性能常用术语扭矩( Torque )扭矩是一种产生旋转的力量 . 下面是一些最普通的扭矩的事例1.给表上弦2. 旋开瓶盖3. 旋转门把手4. 拧入螺丝 . 扭矩在大多数的应用场合都需要着重考虑 . 下面四种扭矩有着些微小的差别 .1.驱动扭矩 ( Driving Torque )2.锁紧扭矩 ( Seating Torque )3.松动扭矩 ( Break away Torque )4.预置扭矩 ( Prevailing Torque ) 所有这些扭矩在实际应用中都会遇到 , 但不同的使用状况其重要性不相同 .1.驱动扭矩—使机件组合在一起必须的施予之旋转力量 .2.锁紧扭矩—使机件组合达到预先设定的松紧程度所需要的力量3.松动扭矩—使组合在一起的机件分离所必需要的施予之旋转力量.4.预置扭矩—在紧固件上设置的一种特性 , 使紧固件在一锁入配合螺纹工件即因磨擦力产生阻力以达成防松的目的 , 克服该磨擦力矩所需要的驱动旋转力矩即称为预置扭矩 .驱动力矩 : 驱动扭矩在螺丝切削 , 螺丝滚制和自锁机件应用中是主要考虑的问题 . 作为旋转机件必须的最大力 , 要求是必须的 . 过高的驱动扭矩会使旋转失效和旋转失败 , 所有这些将增加紧固件的成本 , 所以尽可能地降低驱动扭矩是十分必要的 . 这需求就引导出另一个工程要求”驱动-拉脱比”. 它是驱动紧固件需要的扭矩值与抗脱或破坏所配合的内螺纹所需扭矩值的关系 , 此值范围越大 , 越有利于减少装配不良 , 重复装配和降低相应的成本 , 紧固件便越适用 .对于螺纹滚制自攻螺丝而言 , 其要求的驱动 -拉脱比 ( Drive to Strip Ratio )为 1 : 3, 即有一个单位的驱动扭矩 , 就需要有三个单位的抗拉脱强度的配合螺纹强度 .锁紧扭矩 : 锁紧扭矩是将紧固件旋至所要求的松紧程度或扭力-拉力值的力量 . 它以一个最大值表示 . 这就是说在小于规定的最大扭矩作用于应该得到指定的松紧度或夹紧力 , 这在任何情况下都是十分重要的 . 因为紧固件应该能够适当锁紧以保证正常的装配 , 但这不应该过度增加扭矩 . 过度的扭矩要求会造成驱动系统的失效 , 增加劳动强度 , 配合的失败 , 所有这些都会造成紧固件费用的增加 .松动扭矩 : 松动扭矩是指将紧固件由锁紧状态松开时的旋转力量这在紧固件容易松动的状况下最具实际意义 . 松动扭矩一般和自锁紧固件相关 ( 不仅是自锁紧固件 , 防松用紧固件都在内 ), 它以一个最小值来表达 , 就是说紧固件不能以小于松动扭矩的力矩脱离组装件.预置扭矩 : 从技术上来讲 , 预置扭矩是一种对旋转力矩的的反力矩( Resistance to Rotation ). 它通常是指将以固锁但尚未锁紧的紧固件旋出时的力矩 . 像松动扭矩一样 , 预置扭矩用于容易松动的场合 , 它的规定值亦为最小值 . 在小于规定扭矩的作用下紧固件必须固锁 ( 但不一定锁紧 ) 而不能转动 , 每一个紧固件都要求有一定的扭矩来驱动 , 这是预置扭矩的”驱动扭矩”,每一个预置扭矩紧固件都要求有更大的扭矩来锁紧 , 以确保适当的固锁状态 , 这是”锁紧扭矩”. 每一个紧固件都需要有一定的扭矩将它从固锁状态松开 , 这就是”松动扭矩”.每一紧固件都需一定扭矩将它从未锁紧但尚固锁的状态下取出, 这就是预置扭矩 . 扭矩的测试单位是磅 -英寸( in pounds ) 或磅-英尺( foot pounds ). 1 磅-英寸就是一磅的力作用在垂直于旋转中心 1 英寸距离处产生的力量 . 2 磅-英寸就是 2磅的力作用在垂直于旋转轴心 1 英寸距离或 1 磅的力作用于 2 英寸处所产生的力量 . 由此 , 可得出力矩 = 轴心到扭力的垂直距离 x 力磅-英寸除以 12 便得到磅 -英尺, 反之, 磅-英寸乘以 12 即为磅 - 英尺, 单位的选择要根据数值的大小 . 例如 , 我们通常会用 100 磅-英尺, 而不用1200磅-英寸 .注 : 磅 -英寸和磅 -英尺均是技术上所用的正确单位 . 但我们经常会写成英寸-磅和英尺 -磅. 扭矩是产生转动所必须的力 . 它是作用在臂末端使物体产生旋转的力量 .回答问题 (不要翻看前面的内容 ) :1.什么是扭矩 ?2.四种不同的扭矩为何 ?3.扭矩的单位是什么 ?查看前述材料来检查你的答案 , 若有任何遗漏将正确答案写下来抗拉强度 ( Tensile Strength )抗拉强度是指材料在外力拉伸下抵抗破断的能力 . 你是否有过将橡胶条拉断的经验呢 ? 如果有 , 那么你就是在测试橡胶条的抗拉强度 . 紧固件的抗拉强度也是一样的 , 它是紧固件能够承受的施加在其上而不会使其破断的抗拉值 .抗拉强度是紧固件最普通的一种物理性质 . 它是紧固件的极限强度( Ultimate Strength ). 也是紧固件在应用时考虑的其承载荷重能力( Load Bearing Ability ) 的基本指标 .抗拉强度用磅 /英寸2表示( PSI ). 它是指平均分配在紧固件最小径截面积上 ( Cross-Sectional of minor Diameter ) 可施予紧固件承受的力量 . 例如, 紧固件的破断拉力为 100,000 磅, 它的最小径断面积为 1 平方英寸 , 那么此紧固件的抗拉强度是 100, 000PSI. 意即 :抗拉强度 = 力/面积 = 100,000磅/ 1平方英寸 = 100,000PSI 抗拉强度是紧固件抵抗轴向拉力 ( Axial Tensile ) 的能力. 它表明了紧固件承受轴向拉伸负荷的能力 . 抗拉强度通常是指极限抗拉强度 ( Ultimate Tensile Strength, UTS ). 因为紧固件的降伏强度 ( Yield Strength )和保证荷重( Proof Load )与它的抗拉强度有关 , 所以我们会在后面加以讨论 .回答问题 (不要翻看前面的内容 ) :1.什么是抗拉强度 ?2.抗拉强度的单位是什么 ?查看前述材料来检查你的答案 , 若有任何遗漏将正确答案写下来降伏强度 ( Yield Strength )理论上, 每一个轴向拉力都将使紧固件产生不同程度的伸长 . 因为既有的金属均有其弹性模数 ( Degree of Elasticity, 或称为杨氏模数 Young' sMoulde )存在 , 通常将负荷去除 , 紧固件就会恢复到原来的长度 . 当紧固件无法恢复其原长时的负荷值即为其降伏点( Yield Point ). 降伏点是紧固件承受轴向负荷时开始产生塑性变形的那一点. 八、、-在紧固件行业 , 我们真的希望它能在其弹性极限范围内使用 , 以确保联接的安全性 , 而不希望将它拉伸到降伏点来使用 . 因为这会降低紧固件的有效性 . 当紧固件被拉伸到其降伏点后便无法收缩回到原的长度 . 这种收缩提供了紧固件连接时的有效锁紧力 . 我们可以清楚看到紧固件是如何锁紧及如何发挥功效的 . 假想一个紧固件就如一个一圈圈缠紧的弹簧 . 想象一个用弹簧拉紧的门 , 当弹簧没有超过其降伏点时 , 它可以有效地将门闭紧 . 但当弹簧被过度拉伸而无法恢复到原来的长度时 , 弹簧将会失效而无法将门闭紧 . 但当弹簧被过度拉伸时 , 便会到达其降伏点 , 此时弹簧将会失效而无法将门拉紧 . 弹簧便失去了其原有的拉力 . 紧固件也是如此 , 一但被过度拉伸 , 便会失去原有的拉力 .一般而言 , 降服强度等于于极限抗拉强度的 25%. 紧固件的降伏点是指它承受轴向负荷产生永久伸长的那一点 .回答问题(不要翻看前面的内容):1.什么是紧固件的降伏强度 ?2.紧固件的抗拉强度与降伏强度有何关系 ? 查看前述材料来检查你的答案 , 若有任何遗漏将正确答案写下来 .译注 : 降伏强度与抗拉强度的关系并非一成不变的 25%, 一般而言 , 同一种材料的抗拉强度越高(不管是加工硬化或是热处理造成), 降伏强度与抗拉强度的比值会升高 , 延展性则降低 , 比如4.6级的螺栓 , 由于冷锻后延展性无法达到 30%要求 , 因此必需退火 , 此时降伏强度与抗拉强度均降低 , 降伏强度与抗拉强度大约为 45-50%, 冷锻后 5.6级螺栓冷锻后不作任何处理, 降伏强度与抗拉强度大约为 35-40%,至于 8.8 级螺栓冷锻后作调质热处理 , 降伏强度与抗拉强度大约为20-25%, 10.9 级及 12.9 级螺栓冷锻后作调质热处理 , 降伏强度与抗拉强度大约为 10-20%.保证荷重 ( Proof Load )保证荷重是紧固件不产生永久伸长的所能承受的最大轴向拉力 , 我们再以弹簧为例 , 假设紧固件为一根弹簧 , 我们可以想象将弹簧拉到不使它产生永久伸长的最大长度 , 就是说到去除负荷后紧固件可以恢复到它原来的长度 .这就表明了紧固件的降伏点和保证荷重的关系十分密切 . 理论上讲 , 就像在一个范围内有两个相邻的点 , 一个比另一个小一点点 , 那么这个比较小的值就是保证荷重 , 另一个比较大的就是降伏点 . 因为两点相距太近 , 在实际应用上我们将它们视为等同 . 碳钢类紧固件的保证荷重是其最大抗拉强度的75%. 例如 , 碳钢类紧固件的抗拉强度是 100,000PSI, 那么它的保证荷重即为其降伏点 , 是 75,000PSI.保证荷重的知识和意义对于业务人员很重要 , 因为有时他会被要求提供紧固件在实际应用时可承受的拉力和荷重 . 记住一般的原则是 : 施加保证荷重的 75% 的力, 可以获得最佳功效 . 这是紧固件在使用时关于其拉力的通用原则 . 比如我们刚才提到的紧固件 , 其抗拉强度是 100, 000PSI, 因为保证荷重为抗拉强度的 75%, 故其保证荷重为 75, 000PSI, 若客户问你”这支螺栓可以承受多大的拉力使用”时, 你应该回答”保证荷重的 75%或(25,000*75%)56, 250PSI. 保证荷重是紧固件不产生塑性变形所能承受的最大的力 . 记住下列三个重要的原则 :1.碳钢的保证荷重是其抗拉强度的 75%.2.将紧固件锁紧到其保证荷重的 75% 将发挥其最大功效 .3.一般须将紧固件锁紧至其抗拉荷重的 50%-60%, 以保证其功效 .译注 : 保证荷重依规定依照公称尺寸及产品级数为一个固定值 , 紧固件在承受荷重到此一规定值时不可产生任何可能造成组装失败的变形 . 同样的 , 保证荷重与抗拉强度的关系并非一成不变的 25%, 与上一段的批注相同 .回答问题 (不要翻看前面的内容 ):1.什么是保证荷重 ?2.保证荷重和抗拉强度有何关系 ?3.紧固件一般应锁紧到保证荷重的百分之多少 ?4.一个强度为100, OOOPSI的紧固件,你会将它锁紧到多大拉力使用(写出计算公式)?查看前述材料来检查你的答案 , 若有任何遗漏将正确答案写下来.扭矩与伸长( Torque-Tension)扭矩与伸长的关系 : 扭矩与伸长的关系是指当施加扭矩于紧固件时会产生伸长及抵抗力 . 扭矩与抗力的关系在应用上非常重要 , 如前所述 , 业务人员通常会建议客户以保证荷重的 75%的拉力锁紧紧固件. 客户接下来就会问”要达到这一拉力需要多大的扭矩 ? ”,在回答问题之前你必须清楚为什么一些客户提出的这个问题是合理的. 在使用紧固件时我们首先考虑的是施加适当的拉力 . 既然如此 , 客户为什么还会问到扭矩呢 ? 因为紧固件在使用时是施加扭矩将其锁紧的, 因此测定扭矩比测定其实际的拉力值要方便 .现在你知道为什么这是一个很有意义的问题了吧 ? 你可以考虑答案了 , 首先扭矩和抗力有不同的关系 . 下面是会影响其相互关系的一些状况 :1.紧固件的表面状况(本色或电镀)2.螺纹配合的表面状况3.承面状况4.螺纹等级5.螺纹类型6.紧固件的强度7.与之配合的材料强度8.润滑状况所有上述这些差异都将影响在实际使用过程中扭矩与抗力的关系.业务人员应注意千万不能为客户推测扭矩与抗力的关系 . 友汇已采购了专门用于确定扭矩与抗力关系的装置(译注:扭矩-拉伸计 , 扭矩与摩擦力测试及扭矩与夹紧负荷测试). 显然, 业务人员很难解决这样一个复杂的问题 . 业务人员的职责是了解紧固件的实际使用状况 , 并反馈回来以便我们能够最好地解决客户的问题 . 如果遇到有关扭矩的问题 , 你应该了解 :1.紧固件如何使用 .2.紧固件用什么材料制成 .3.你将使用何种类型的紧固件 .4.你需要多大的拉力(夹紧力).5.使用什么样的表面被覆 .6.你计划使用何种润滑 .7.其它你认为比较重要的使用状况 .可能的话 , 尽量取得所使用的紧固件装配的样品 . 对扭矩拉力的一般性的了解是很重要的 . 扭矩拉力是指施加扭矩于紧固件上时会产生拉力 . 扭矩拉力的另一个相关的概念是夹紧力 . 这将在后面加以讨论.回答问题(不要翻看前面的内容): 1. 扭矩拉力的关系是什么 ?2.业务人员应该提供客户在其特定的使用状况下扭矩与拉力有什么样的关系?查看前述材料来检查你的答案 , 若有任何遗漏将正确答案写下来锁紧力( Clamp Force )锁紧力是紧固件锁紧物体时作用于被锁紧面(即承面)的力 . 在应用中 , 作用于被锁紧面的力的大小完全与紧固件所受拉力相等; 事实上 , 配件中扭矩锁紧力的关系与紧固件的扭矩应力关系比率完全相同 .扭力在大多数应用中非常重要 , 是因为紧固件中适当的拉力能确保正确装配 ; 记住 : 制定扭矩 - 应力关系图并非销售人员的职责但绝不是说销售人员可以逃避这些问题 , 而是应该由销售人员收集必要信息交给相关部门 , 以便提供最好可能答案 .剪切强度 ( Shear Strength )剪切强度是当紧固件在垂直于轴向负荷而产生的阻止变形的能力.您也许曾在击高尔夫球时将球头折断或至少看到别人这样过 . 您也许注意到球杆碰击球时 , 当球飞出的同时球头也落地情况 , 大家说 : 球头被球杆剪落 . 事实上 , 您无意中做了球头剪切强度测试 , 您可以看到球头是否可承受球杆作用于垂直于其轴线方向的力 . 高尔夫球头制造时因此要使剪切强度小到不能影响击球 .当紧固件应用于受垂直于轴向载荷时 , 务必考虑其剪切强度 . 不同于高尔夫球头的是紧固件必须要能承受这些载荷以完成工作 .剪切强度通常估计为抗拉强度 2/3 大小, 因此如紧固件抗拉强度为180,000 PSI, 剪切强度则为 120,000 PSI; 换句话说 , 紧固件应能承受120,000 PSI 的垂直于其轴向的载荷 .通常剪切力发生在 : 紧固件垂直钉在两块重迭的平行材料上 , 同时两块材料所受力方向相反时 .只有当紧固件剪切强度大于这个力时紧固件不会失效 .疲劳强度 ( Fatigue Strength ) 疲劳强度是紧固件在循环震动应力 ( Cyclic Variations in Stress ) 作用下抵抗疲劳失效的能力 . 换言之 , 它是紧固件承受在因某种原因下产生的变负载的能力 .一般来说 , 疲劳强度大大低于它的最大抗拉强度 . 疲劳有若干种类 , 但震动是最普遍的类型 .典型的”震动”疲劳的例子是所有应用于柴油机上的”Head-bolt 当活塞沿活塞缸下冲时 , Head-bolt 不受力 ; 但当活塞再次上升时活塞缸内压力渐渐增加直至再次下冲时变为零 . 整个过程载荷的变化及周期与电机的速度相关 .为克服并确保震动变应力的疲劳失效 , 紧固件应能承受大于可能碰到的循环中的最大应力 .疲劳失效是受剪或拉的紧固件需要考虑的一个因素 .延展性 ( Ductility )延展性是材料在不开裂情况下永久变形的能力 .延展性在紧固件行业中多个不同的地方均有提及 , 但其概念相同的. 首先 , 延展性是对将要用于紧固件成型的材质而言 , 材质延展性越好 , 它在不开裂情况下变形能力越好 . 我们用黏土来做例子说明延展性 , 尽管它并非紧固件材料 .您可用一个球形黏土捏成扁平形状 , 并且其表面绝对不会有开裂或断裂 ; 这即为延展性 , 相反 , 用石头做同样的试验 , 即使是极轻微的变形也会导致开裂及脆断 . 以上两个极端情况的例子 , 而材料有相同性质 . 一些材料 , 比如铝是一种延展性很好可以变形很大而不裂开的材料 , 而另一些材料 , 如硬度大的钢 , 稍微变形即会开裂 ; 材质延展性是产品成型工艺的决定因素 .用来成型螺纹的材料延展性也需要考虑 , 因螺纹成型是紧固件四周的材料变形而成 , 而非切削掉多余材料 ; 再来 , 如果在黏土与石头的材料辗制螺纹 ; 首先 , 在两种材料上各打一个相同大小孔 , 然后插入螺丝旋入 , 可以看到 , 黏土四周材料会移动或变形但并未有切削作用 ; 但是当您用同样一只螺丝插入石块中 , 石块材料会开裂 . 这便是材料的脆性 . 当然 , 绝不会有人用螺丝旋入黏土或石头中 , 但用来制造螺丝的材料应有相似的延展性 . 即材料能够变形而不致开裂或断裂才可以 .紧固件延展性要求最后与其应用场合有关 . 有些场合紧固件会受到冲击或大力锤击 . 一般来说 , 这些紧固件应在断裂前变形 , 这很重要 . 如果紧固件容易碎裂 , 则受冲击会开裂 ; 如延展性好 , 则只会变形 , 不会断裂 .再想一想黏土与石头 . 如果您有两个大小形状相似的圆柱 , 一个为黏土 , 另一个为石头 ; 施以同样垂直于其轴线的冲击 , 则黏土会弯曲 , 石头则会开裂 . 紧固件材质有相似状况 . 它们的延展性程度大小不同.只有定下紧固件应用的所有要求 , 友汇及顾客才能一起开发出最适合每一种特殊场合的紧固件 .延展性是材料永久变形而不裂开的能力 . 紧固件应考虑延展性三要素 :1. 紧固件本身材质延展性 .2. 成型处材质延展性 .3.特殊场合紧固件延展性要求 .硬度 ( Hardness )硬度是材料抵抗摩擦 , 凹陷 , 弯曲的一种指标 .紧固件硬度最重要的意义是抵抗组装时的摩擦及 /或在机械应用场合中的作用 . 对螺纹成型及螺纹切削自攻螺丝而言 , 由于它使用来自配合孔中挤出或攻钻出配合的内螺纹 , 因此很显然的 , 它的硬度必须比配合的组装件硬度要高 . 如果不是这样的话 , 那在组装时自攻螺纹会变形或损坏 , 而导致旋不进去 . 两种不同硬度的材料可以很清楚的被分出来 , 比如说黏土和钢 , 如果您想将钢制的螺纹成型自攻螺丝旋入黏土中 , 因为黏土软且易于变形 , 当然很轻易的就旋进去了 . 接下来 , 如果您想把黏土做的螺纹成型自攻螺丝旋入钢中 , xxx 咧怎么会弄不进去 . 因此 , 螺纹成型自攻螺丝必须比配合的工件硬 .在某些作业场合下紧固件也会使用到承受面 . 尤其是一些具有肩部的螺丝 , 硬度仅在于几个重要的承受部位起作用但却非常重要 . 这些承受面必须有足够的硬度来承担组装时快速增加且会累积的多余的摩擦以保证组装后的功能并减少维护量 . 在一次我们拿黏土和钢作例子 , 因为钢比黏土硬 , 所以作为移动用的紧固件钢会比黏土使用的好且久 .另一个重要性则是材料的硬度直接与材料的抗拉强度 , 剪断强度及延展性相关 . 当硬度增加时 :1. 抗拉强度增加 .2. 剪断强度增加 .3.延展性减少 .业务人员应该了解客户在每一种强度等级及延展性要求应用场合下 , 如何去决定相关联的硬度值 . 仔细询问这些问题并转给技术部门以便友汇可以建议客户使用何种紧固件 .硬化紧固件有两种基本方法 :1. 冷加工或加工硬化 .2. 热处理 .当紧固件在室温之下变形我们称之曰冷间加工 . 冷间加工在变形的材料上施加应力使之变形并会残留应力使材料变硬 . 这种现象在冷打头 ( Cold Heading ) 及挤制 ( Extrusion ) 均会发生 .材料在经过数种不同的热处理后其硬度也会增加 . 这些方法在热处理一章中将专题处理 .紧固件的硬化依其使用场合之不同可以分为三种不同的方式 :1. 全硬化 ( Through Hardened ).2. 表面硬化 ( Case Hardened ).3.选择性硬化 ( Selectively Hardened ).这三种名称是根据硬度在材料上状况的不同来命名 , 全硬化紧固件全部的部位都多经过硬化 . 其心部与表面均予以硬化 . 表面硬化紧固件在材料表面很浅的部位进行硬化处理 . 在紧固件上 , 表面将会比心部要坚硬很多 . 选择性硬化则是仅在紧固件选择某些部位进行硬化处理, 通常是在尾部 . 经选择性硬化处理过的部位也比其它未经硬化的部位要坚硬很多 .紧固件经过全硬化处理后可增加其强度级数 , 紧固件如螺栓经全硬化处理后可以使螺栓抵抗更大的拉力而不致破断 .紧固件经过表面硬化处理后主要可以增加其在组装时之耐磨性 , 大多数的螺纹成型及螺纹切削自攻螺丝系使用表面硬化处理 , 这是因为这些自攻螺丝必须在所配合的工件上攻出配合内螺纹 . 如果这些螺丝使用全硬化到表面硬化的水平时 , 紧固件会断裂 , 因此在大多数场合下并不实用 .当紧固件实施全硬化或表面硬化具有危险性时 , 可以使用选择性硬化处理 , 选择性硬化处理主要是用在螺纹成型自攻螺丝 , 某些螺纹成型自攻螺丝因为其特殊使用场合而希望可以保存全硬化的强度等级及延展性 , 而又必须有足够的尾部及螺纹硬度来成型配合内螺纹, 因此使用选择性硬化处理 . 处理时先将紧固件全硬化到希望强度等级, 再对尾部及紧固件末端曰 4-5 个螺纹进行表面硬化处理以维持自攻功能 .选择性硬化处理成本远高于全硬化处理或表面硬化处理 . 但如果使用场合必须要如此处理时 , 它还是非常具有价值 .至于热处理的实施方法可以参照本手册热处理章 . 硬度是材料抵抗摩擦 , 凹陷 , 弯曲的一种指标 . 硬度影响紧固件组装时的摩擦 .硬度测试应该在一种可以以特定荷重压入材料并测量其深度的机械上实施 . 最常用的洛式硬度计和勃氏硬度计 ( 或维克式硬度计 ) 且具有多种尺度用以度量不同状况下的硬度值 .硬度与强度和延展性质相关 , 且透过加工硬化或热处理硬化获得.。
紧固件机械性能说明
1)紧固件的含义商品紧固件材料不用材料钢号,而用性能等级表达。
①碳钢:a) 碳钢螺栓、螺柱和螺钉在GB/《紧固件机械性能螺栓、螺钉和螺柱》中的性能等级的标代号由“·”隔开的两部分数字组成:第一部分数字(“·”前)表示抗拉强度(σb)的1/100;第二部分数字(“·”后)表示公称屈服点(σs)或公称规定非比例伸长应力(σ)与公称抗拉强度(σb)比值(屈强比)(σs/σb)的10倍。
这两部分数字的乘积为公称屈服点(σs)或公称规定非比例伸长应力(σ)的10倍。
性能系列为:,,,,,,,,,。
例如:“级”即为公称抗拉强度σb=800MPa,公称屈服点σs=640MPa。
b)螺母在GB/《紧固件机械性能螺母粗牙螺纹》中性能等级的标记,当公称高度大于时,用公称抗拉强度σb的1/100来表示性能等级,性能等级系列为:4,5,6,8,10,12;当公称高度大于或等于且小于时(即扁螺母),用“0”及一个数字标记,其中数字表示用淬硬心棒测出的保证应力的1/100,而“0”表示这种螺母组合件的实际承载能力比数字表示的承载能力低,例如:级即公称保证应力400MPa,实际保证应力380MPa。
c)紧定螺钉在GB/《紧固件机械性能紧定螺钉》中的性能等级标记代号由数字和字母组成,数字部分表示最低维氏硬度值的1/10,字母H表示硬度,性能等级系列为:14H,22H,33H,45H。
例如22H即维氏硬度220。
d)平垫圈的性能等级标记代号由数字和字母组成,数字部分表示最低的维氏硬度值,字母HV表示硬度,性能等级系列为:100HV,140HV,200HV,300HV。
例如:140HV即维氏硬度140。
②不锈钢。
不锈钢螺栓、螺柱、螺钉和螺母在GB/《紧固件机械性能不锈钢螺栓、螺钉和螺柱》中的性能等级的标记由材料组别和性能等级两部分组成:第一部分由字母和数字组成在“-”前表示钢的组别,标记由字母和一个数字组成,字母表示钢的类别,数字表示该类钢的化学成分范围。
紧固件专业英语词汇
紧固件专业英语词汇螺纹大径:Major Diam螺纹中径:Pitch diam螺纹底径:Minor diam通止规:Go/No go gage机械性能:mechanical and physical propertiesunified thread 统一英制螺纹Lustrate hydrogen after galvanizing to avoid hydrogen embrittlement 镀后去氢,防止氢脆Case carburization 表面渗碳With across flats 对边With across corners 对角Radius of fillet:头下圆角Transition thread length 过度螺纹Wrenching height 扳拧高度Rockwell 铬氏硬度Vickers 维氏硬度Brinell 布氏硬度Metallography microscope 金相显微镜Salt spray device 盐雾试验箱Tensile testing machine 拉力试验机Cold forming 冷打Hot forging 红镦P C 8 = property class 8 机械性能8级原材料:Raw material球化退火:Annealing冷拔:Drawing冷镦:Forming机加工:Machining螺纹成型:Roll Threading热处理:heat-treatment表面处理:finish去氢:Lustrating hydrogen检验:Inspection包装:Packing入库:Stocking车床:lathe磨制:grinding红打:hot forging冲压:punchingDiameter 直径Length 长度1 标准GB (国标)ISO(国际标准) DIN (德制)JIS (日标)ANSI /ASME (美标)BA (英制)2 螺纹M. MF (公制牙)UNC.UNF (美制牙)BSW.BSF (英制牙)3 海关编码螺栓螺帽垫圈BO=black oxide 氧化发黑IHH=ind hex head 锯六角头PH=phillips 十字槽sw/fw=split washer/flatwasher 弹垫平垫kep nut 锁紧螺母cementation 渗碳acorn nut 盖形螺母螺丝头型Pan 圆头(盘头)Oval 半沉头H.W.H.. 六角小法兰H.W.F. 六角大法兰CSK 沙拉头(沉头)Large wafer 大扁平头Bugle 喇叭头Truss 盘头带垫Pozi 米制槽Phill 十字槽Serra-tion 垫下带花Flower Head 开花头6-bobes recess 内梅花Piston bolt 活塞螺钉Winding bolt 线圈螺钉Hexagon head bolts-full thread 六角头螺栓全螺纹Carriage bolt 马车螺栓Square head bolt-product grade C 方头螺栓C级Flat counter sunk square neck bolts 沉头方颈螺栓Flat counter sunk nib bolts 沉头带榫螺栓Cup head square neck bolts 半圆头方螺栓Cup head nib bolts 半圆头带榫螺栓Cup head square neck bolts with large head –product grade C大半圆头方颈螺栓C级Hexagon head bolts-product grade C六角头螺栓C级Hexagon head bolts-full thread –product grade C 六角头螺栓全螺纹C级Hexagon head bolts 六角头螺栓Hexagon head bolts –full thread 六角头螺栓全螺纹Hexagon head bolts-reduced shank-product grade B六角头螺栓细杆菌B级Hexagon head bolts with fine pitch thread 六角头螺栓细牙Hexagon head bolts with fine pitch thread full thread六角头螺栓细牙全螺纹Hexagon flange bolts –heavy series-product grade B 六角法兰面螺栓加大系列车员B级Cross recessed pan head tapping screws 十字槽盘头自攻螺钉Hexagon flange drilling screw with tapping screw thread 六角法兰面自钻自攻螺钉合金鋼線材盤元alloy steel wire rod球狀化線材annealing wire and rod黑鐵絲black wire黃銅棒線brass wire and rod磨光棒鋼bright steel bar(hex/round/square)銅合金線copper alloy wire線切割線 e.d.m cutting wire快削鋼線材盤元free cutting steel wire rod線材iron or steel wire線材盤元iron or steel wire rod洋白銅線 nickel silver wire磷青銅線phosphate bronze wire不鏽鋼條棒stainless steel bar(round/hex/square)不鏽鋼冷鍛線材stainless steel cold heading wire不鏽鋼線(抽線後) stainless steel draw wire不鏽鋼線材stainless steel wire不鏽鋼線材及盤元stainless steel wire and rod棒鋼steel bar(hex/round/square)轉回90度碾線頭機 90訌evolving wire twisting machine氣動拉釘機air riveter各式螺絲類產品自動包裝automatic packaging for all kinds of packaging 自動包裝機automatic packing machine螺絲製造搓牙機械automatic thread rolling machine螺絲割尾加工機械automatic thread slotting machine螺絲製造成型機械automatic trimming machine拉釘打頭機blind rivet heading machine螺絲、螺帽成型機bolt formers,nuts formers,headers螺絲、螺帽熱處理bolt nut and screws heat treatment螺絲、螺帽熱處理爐bolt nut and screws heat treatment furnaces球狀化電器燉爐carburizing furnace vacuum and bell type furnace超防銹復合瓷膜ceramic coating連續式光輝滲碳淬火爐continuous bright carburizing quenching furnace連續式光輝?#123;質淬火爐continuous bright hardening quenching furnace 中、高熱鍍鋅光輝連續爐continuous bright heat treat furnace連續式光輝熱處理爐continuous type bright heat treatment furnace螺絲割尾及特殊割遘加工machine screw shank slotting螺絲鑽孔加工screw shank drilling雞眼上下模eyelets dies一般線材、盤元、退火爐general wire,wire rod,annealing furnace倒立式滑落型伸線機handstand type wire drawing machine十字沖模header punches in various drives成型沖模header punches in various drives螺絲打頭機heading machine螺絲製造高速搓牙機械high speed automatic thread rolling machine高中低周波感應加熱爐high,medium,low frequency induction heater空心打頭機hollow heading machine熱浸鍍鋅螺絲、螺帽hot dip galvanizing bolts and nuts機械鍍鋅mechanical galvanized迷你成型機mini-formers成品自動收線機 non-stop coiler精抽自動收線機 non-stop coiler(skinpass)螺帽模 nut forming dies螺帽成型模 nuts formers特殊零件成型機parts forming maching沖模punch dies沖子punch pins羅拉成型機rollers formers機(踏)車用螺絲成型機screw for motorcycle or bicycle heading machine 止付螺絲成型機set screws formers套高成型機sockets formers一般線材、盤元、螺絲合金燉爐spheroidizing bright annealing furnace 球狀化熱處理爐spheroidizing heat treatment furnace攻牙機tapping machine螺絲攻、車刀、模具taps dies and tools搓牙機鐵屑分離裝置thread chip separator滾牙輪thread rolling dies牙板thread rolling dies plates精密油壓滾牙機hydraulic thread rolling machines模具tools六角整頭模trimming dies hexagan碳化鎢模具tungsten carbide die鍍鈦處理(tin)專業加工服務tin hard coating for cutting tools and punch by pvd 電鍍化學原料various electroplating chemicals環規校正calibration for ring gage環規、牙規、三線規校正calibration for ring gage, athread gage, 3 wire gage 螺絲、螺帽品檢量測儀器fasteners inspection and measurement instruments螺絲、螺帽成型攻牙專用油forming and tapping oils for bolts and nuts formers 螺絲、螺帽五金等檢驗insptection services for fasteners and hardware德國schatz扭力機代理representative of schatz torque machiniso品質保證系統iso quality assurance system生產管理系統production control system物料管理系統material control system齒輪gears不銹鋼牙條棒stainless steel hread rod馬達軸承軸心組件bearing shaft(motor)軸承軸心bearing shaft開口鉚釘blind rivets長形拉帽blind rivet nuts拉帽blind nuts拉釘blind rivets實心梢clevis pins and straight pins彈片clips卷釘coil nails冷鍛零件cold forming part開口銷cotter pinse型環e-rings膨脹螺栓expansion anchor bolts雞眼釘eyelets rivetsr型銷snap pins閘、鎖latches and keeper assembleds其它特殊鉚釘other specil rivets銷pins格式管夾、管束pipe hanger鉚釘rivets螺旋鋦及螺旋圈screw hook and screw rings 中空釘semi-tubular rivet開叉釘split drive anchors彈簧華司spring washers彈簧蝴蝶夾spring wings不銹鋼華司stainlesssteel washers鋼鐵釘steel and iron nails搓牙鐵釘thread nails鈦合金鉚釘titaium alloy rivets管形鉚釘tubular rivets華司washers真空熱處理vacuum heat treatment螺絲、螺帽、五金、diy扣件fasteners合金鋼工具alloy steel tools螺栓模bolt heading dies手動拉釘鉗hand riveter船舶鏈anchor chain腳踏車鏈鎖bicycle chain locks螺絲起子bit羅拉chain roller特殊鉚合扣件collars(a blindfastener for huck intl)裝飾鏈decorative chains自攻螺紋襯套ensat threaded inserts六角扳手hexagon(heksəɡən)keys超音螺紋壓入式螺紋自動鎖扣threaded inserts for plastic injection mouldeings 汽車特殊桿接件special auto-mobile fastener as your needs螺紋護套recoil inserts鏈條用滾子roller for roller chain金屬板鑲嵌組件及自動夾扣組件sheet metal fasteners工具套筒組件socket wrench sets不銹鋼鏈stainless steel chains軛子t-yoke輪胎鏈tire chains狗鏈dog chains喇叭頭軛鐵u-yoke,t-yoke for speaker不銹鋼輸送帶輪用軌道stainless wheels rack for transporter工業用鏈industrial steel link chains拖鏈安全鏈tow chains and safety chains機車離合器零件manufacture of motorcycles cvt parts牙條棒thread rod1:铸造性(可铸性):指金属材料能用铸造的方法获得合格铸件的性能。
紧固件机械性能说明
1)紧固件的含意之阳早格格创做商品紧固件资料没有必资料钢号,而用本能等第表白.①碳钢:a) 碳钢螺栓、螺柱战螺钉正在《紧固件板滞本能螺栓、螺钉战螺柱》中的本能等第的标代号由“·”隔启的二部分数字组成:第一部分数字(“·”前)表示抗推强度(σb)的1/100;第二部分数字(“·”后)表示公称伸服面(σs)大概公称确定非比率伸少应力(σ)与公称抗推强度(σb)比值(伸强比)(σs/σ)的10倍.b那二部分数字的乘积为公称伸服面(σs)大概公称确定非比率伸少应力(σ)的10倍.本能系列为:,,,,,,,,,.比圆:“级”即为公称抗推强度σb=800MPa,公称伸服面σ=640MPa.sb)螺母正在《紧固件板滞本能螺母细牙螺纹》中本能等第的标记表记标帜,当公称下度大于时,用公称抗推强度σb的1/100去表示本能等第,本能等第系列为:4,5,6,8,10,12;当公称下度大于大概等于且小于时(即扁螺母),用“0”及一个数字标记表记标帜,其中数字表示用淬硬心棒测出的包管应力的1/100,而“0”表示那种螺母推拢件的本量装载本领比数字表示的装载本领矮,比圆:级即公称包管应力400MPa,本量包管应力380MPa.c)紧定螺钉正在《紧固件板滞本能紧定螺钉》中的本能等第标记表记标帜代号由数字战字母组成,数字部分表示最矮维氏硬度值的1/10,字母H表示硬度,本能等第系列为:14H,22H,33H,45H.比圆22H即维氏硬度220.d)仄垫圈的本能等第标记表记标帜代号由数字战字母组成,数字部分表示最矮的维氏硬度值,字母HV表示硬度,本能等第系列为:100HV,140HV,200HV,300HV.比圆:140HV即维氏硬度140.②没有锈钢.没有锈钢螺栓、螺柱、螺钉战螺母正在《紧固件板滞本能没有锈钢螺栓、螺钉战螺柱》中的本能等第的标记表记标帜由资料组别战本能等第二部分组成:第一部分由字母战数字组成正在“-”前表示钢的组别,标记表记标帜由字母战一个数字组成,字母表示钢的类型,数字表示该类钢的化教身分范畴.第二部分数字正在“-”之后表示产品的本能等第,其数字为公称抗推强度(σb)的1/10.本能系列为:A1-50,A2-50,A3-50,A4-50,A5-50,A1-70,A2-70,A3-70,A4-70,A5-70,A1-80,A2-80,A3-80,A4-80,A5-80,C1-50,C1-70,C1-110,C3-80,C4-70,F1-45,F1-60.比圆:“A4”为00Cr17Ni14Mo2;“A2”为0Cr18Ni9.A2-50与A2-70虽然不妨是共样的资料,但是通过热做硬化可使σb改变.仄垫圈本能等第的标记表记标帜代号由字母战数字组成,字母表示资料类型,数字部分表示最矮的维氏硬度值.本能等第系列为:A140,A200,A350.比圆:A140即奥氏体没有锈钢维氏硬度大于大概等于140.没有锈钢资料的类型、组别、参照资料牌号2)商品紧固件正在管法兰中的使用节制条件.下温、剧烈循环场合大概PN≥的下压条件下应采用齐螺纹螺柱.a)商品级六角螺栓正在下列情况节制使用:PN>;剧烈循环场合;半金属大概金属垫片场合;易焚、易爆及毒性妨害程度较大.b)商品级单头螺柱及螺母正在下列情况下节制使用:PN>;剧烈循环场合;半金属大概金属垫片场合.3)螺栓(柱)的硬度(布氏硬度HB)应比螺母下20~30,相共强度级别的资料不妨通太过歧热处理状态真止.4)下温下支配时连交用的螺栓,法兰应采与耐热钢大概抗蠕变钢.5)对付于奥氏体钢法兰的连交螺栓(柱)、螺母资料,当处事温度t ≤100℃时,普遍允许采与碳钢制制,当处事温度100℃<t<300℃时,其资料由验算决定.当处事温度t≥300℃时,法兰连交螺栓(柱)、螺母必须采与与法兰线伸展系数相近的资料.6)矮温压力容器用螺栓(柱)等紧固件没有得采与普遍的铁素体商品紧固件.切合矮温矮应力工况的压力容器,当其安排后的安排温度等于大概下于-20℃时,可没有受此节制.7)紧固件用配套螺母允许使用普遍的商品螺母,但是使用温度应没有矮于-40℃.8)安排温度没有矮于-100℃的铁素体钢容器,应采与铁素体钢紧固件.安排温度矮于-100℃的奥氏体钢容器,应采与奥氏体钢紧固件.9)切合《紧固件板滞本能—没有锈钢螺栓、螺钉、螺柱战螺母》A2级的奥氏体钢商品紧固件可使用至没有矮于-40℃的矮温压力容器.10)商品级紧固件没有宜使用于介量毒性程度为非常、下度妨害及三类容器.11)螺柱用钢材使用温度矮于大概等于-20℃时,应举履止用温度下的矮温冲打考查.12)用于使用温度矮于大概等于0℃至大于-20℃的螺栓及螺母资料40MnB、40MnVB应举履止用温度下的冲打考查,冲打功最矮值A KV ≥27J.维氏硬度代号:HV单位:kgf/mm2简介:维氏硬度英文词汇条名:Vickers-hardness 表示资料硬度的一种尺度.由英国科教家维克斯最先提出.以的背荷,将相对付里夹角为136°的圆锥形金刚刚石压进器压资料表面,脆持确定时间后,用丈量压痕对付角线少度,再按公式去估计硬度的大小.它适用于较大工件战较深表面层的硬度测定.维氏硬度尚有小背荷维氏硬度,考查背荷,它适用于较薄工件、工具表面大概镀层的硬度测定;隐微维氏硬度,考查背荷,适用于金属箔、极薄表面层的硬度测定.HV-适用于隐微镜分解.维氏硬度(HV) 以120kg以内的载荷战顶角为136°的金刚刚石圆形锥压进器压进资料表面,用资料压痕凸坑的表面积除以载荷值,即为维氏硬度值(HV).估计公式为:维氏硬度估计公式P为载荷,如10kg. d为压痕对付角线少度(mm). HV10维氏硬度计丈量范畴宽大,不妨丈量暂时工业上所用到的险些局部金属资料,从很硬的资料(几个维氏硬度单位)到很硬的资料(3000个维氏硬度单位)皆可丈量.尝试样图:陶瓷扔光样品压痕光教隐微镜照片(对付角线d)布氏硬度(Brinell Hardness)布氏硬度范畴:范畴为8~650HBW布氏硬度的测定本理是用一定大小的考查力F(N),把曲径为D (mm)的淬火钢球大概硬量合金球压进被测金属的表面(图1),脆持确定时间后卸除考查力,用读数隐微镜测出压痕仄衡曲径d (mm),而后按公式供出布氏硬度HB值,大概者根据d 从已备佳的布氏硬度表中查出HB值.那里公式过失,该当再乘以2,h=括号内的1/2.由于金属资料有硬有硬,被测工件有薄有薄,有大有小,如果只采与一种尺度的考查力F战压头曲径D,便会出现对付某些工件战资料的没有切合的局里.果此,正在死产中举止布氏硬度考查时,央供能使用分歧大小的考查力战压头曲径,对付于共一种资料采与分歧的F战D举止考查时,是可得到共一的布氏硬度值,闭键正在于压痕几许形状的相似,即可修坐F战D的某种选配闭系,以包管布氏硬度的没有变性.国家尺度(GB231-84)确定布氏硬度考查时,时常使用的0.102F/D的比率为30、10、2.5三种,根据金属资料的种类、试样硬度范畴战薄度的分歧,按下表(布氏硬度考查典型)采用考查压头(钢头)的曲径D、考查力F及脆持时间.布氏硬度考查典型GB/T95-2002仄垫圈C级硬度等第为100HV 适用于本能等第至6.8级、产品等第为C级的六角头螺栓战螺钉;本能等第至6级、产品等第为C级的六角螺母;表面淬硬的自挤螺钉.当用于夹紧硬资料整件大概者工件上大的螺栓通孔时,使用者应校验本典型垫圈的适用性.GB/T96.1-2002大垫圈A级硬度等第为200HV战300HV 切合本尺度的垫圈适用于夹紧硬资料整件大概者工件上大的螺栓通孔.硬度等第为200HV级的垫圈适用于本能等第至8.8级、产品等第为A级战B级的六角头螺栓战螺钉;本能等第至8级、产品等第为A战B级的六角螺母;没有锈钢及类似化教身分的六角头螺栓、螺钉战六角螺母;表面淬硬的自挤螺钉.硬度等第为300HV级的垫圈适用于:本能等第至10.9级、产品等第为A战B级的六角头螺栓战螺钉;本能等第至10级、产品等第为A战B级的六角螺母.GB/T96.2-2002大垫圈C级硬度等第为100HV产品等第为C级切合本尺度的面群适用于夹紧硬资料整件大概者工件上大的螺栓通孔.但是对付后者应校验垫圈薄度的适用性.硬度等第为100HV的垫圈适用于本能等第至6.8级、产品等第为C级的六角头螺栓战螺钉;本能等第至6级、产品等第为C级的六角螺母;表面淬硬的自挤螺钉.GB/T97.1-2002仄垫圈A级硬度等第为200HV战300HV级、产品等第为A级当用于夹紧硬资料整件大概者工件上大的螺栓通孔时,使用者应校验那类垫圈的适用性.硬度等第为200HV级的垫圈适用于:本能等第至8.8级、产品等第为A战B级的六角头螺栓战螺钉;本能等第至8级、产品等第为A战B级的六角螺母;没有锈钢及类似化教身分的六角头螺栓、螺钉战六角螺母;表面淬硬的自挤螺钉.硬度等第为300HV级的垫圈适用于:本能等第至10.9级、产品等第为A战B级的六角头螺栓战螺钉;本能等第至10级、产品等第为A战B级的六角螺母.。
紧固件产品等级和机械性能1

紧固件产品等级和机械性能1. 引言紧固件是一种用于连接或固定两个或多个物体的机械元件。
它们广泛应用于各个领域的机械设备和构造中。
在选择紧固件时,产品等级和机械性能是两个关键的考虑因素。
本文将介绍紧固件产品等级和机械性能方面的重要内容。
2. 紧固件产品等级紧固件产品等级是根据其制造工艺、材料、强度和使用寿命等特性进行分类的。
常见的紧固件等级有以下几种:2.1. 一般紧固件一般紧固件是最常见的紧固件等级,广泛应用于一般机械设备和结构中。
它们通常由普通材料制成,具有适度的强度和使用寿命。
2.2. 精密紧固件精密紧固件是一种具有较高精度和质量要求的紧固件等级。
它们通常由高强度材料制成,并经过精密加工和热处理等工艺。
精密紧固件在高精度仪器和设备中应用广泛。
2.3. 特殊紧固件特殊紧固件是根据特殊要求而设计和制造的紧固件。
它们可以根据特定的工艺、材料和性能要求进行定制。
特殊紧固件常用于一些特殊设备和特定行业中。
3. 紧固件机械性能紧固件的机械性能是指其在受力情况下的表现。
以下是紧固件的一些重要机械性能:3.1. 抗拉强度紧固件的抗拉强度是指其在受拉应力下的最大承载能力。
这是紧固件最重要的机械性能之一,通常以材料的屈服强度来表示。
3.2. 抗剪强度紧固件的抗剪强度是指其在受剪应力下的最大承载能力。
这是紧固件在剪切应力情况下的重要性能指标。
3.3. 硬度紧固件的硬度是指其抗外力作用而发生塑性形变的能力。
硬度越高,紧固件越不容易变形或损坏。
3.4. 耐疲劳性能紧固件的耐疲劳性能是指其在反复加载下长期使用的能力。
这是紧固件在高负荷和长期运行的条件下的重要性能指标。
3.5. 耐腐蚀性能紧固件的耐腐蚀性能是指其在不同腐蚀介质中的表现。
这是决定紧固件使用寿命的重要因素之一。
4. 紧固件产品等级标识为了方便用户选择和使用紧固件,各个国家和地区制定了相应的标准和等级标识。
标准和等级标识通常会包含以下信息:•产品等级标识:用于表示紧固件的等级,例如一般紧固件标识为“C”级,精密紧固件标识为“P”级等。
常用紧固件机械性能
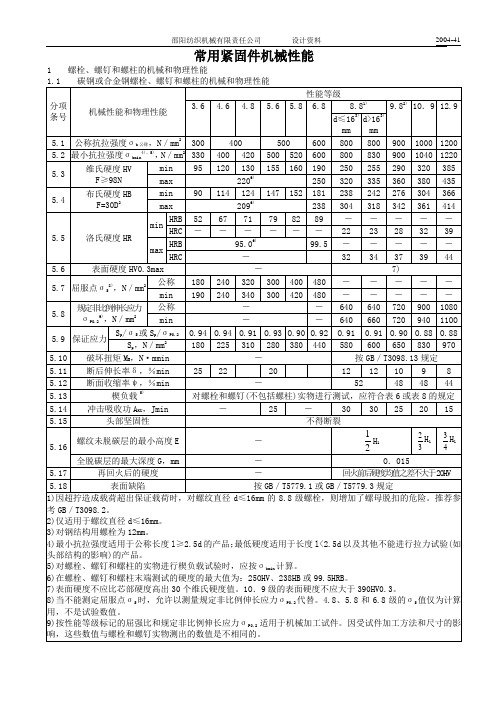
8)当不能测定屈服点σS时,允许以测量规定非比例伸长应力σP0.2代替。4.8、5.8和6.8级的σS值仅为计算用,不是试验数值。
9)按性能等级标记的屈强比和规定非比例伸长应力σP0.2适用于机械加工试件。因受试件加工方法和尺寸的影响,这些数值与螺栓和螺钉实物测出的数值是不相同的。
1.2奥氏体钢螺栓、螺钉和螺柱机械性能
类别
组别
性能等级
螺纹直径
抗拉强度σb1)
min
N/mm2
规定非比例伸长应力σP0.21)
min
N/mm2
断后伸长量δ2)
min
mm
奥氏体
A1、A2、
A3、A4、
A5
50
≤M39
500
210
O.6d
70
≤M243)
700
450
O.4d
80
≤M243)
800
600
O.3d
5.4
布氏硬度HB
F=30D2
min
90
114
124
147
152
181
238
242
276
304
366
max
2096)
238
304
318
342
361
414
5.5
洛氏硬度HR
min
HRB
52
67
71
79
82
89
-
-
-
-
-
HRC
-
-
-
-
-
-
22
紧固件行业基本术语

13. 惠氏螺纹:
是英国英寸规格紧固件用普通螺纹。它的螺纹角度是55°。惠氏螺纹的规格,习惯用公称直径(单位为in)及每英寸牙数表示,尺寸单位采用符号 〞 。例如:1/4〞-20表示公称直径为1/4〞的粗牙惠氏螺纹,20代表一英寸的牙数。
14. 统一标准螺纹:
是美国英寸规格紧固件用普通螺纹。它的螺纹角度是60°。它的规格用号码(公称直径<1/4〞或公称直径的英寸分数(≥1/4〞),每英寸牙数和代号(UNC-粗牙,UNF-细牙)表示。
例如:1/2〞-13UNC,表示公称直径为1/2〞,每英寸13牙粗牙统一标准螺纹。
15. 抗拉强度:
指外力是拉力时的强度极限。芳生12.9级螺丝的抗拉强度≥1220N/mm2。
16. 洛氏硬度(HRC):
适用于调质钢、淬火钢等较硬材料的硬度测定。芳生螺丝的硬度是39-44之间。
17. 低碳钢:
3. 螺柱:
没有头部,仅有两端均带外螺纹的一类紧固件。
4. 螺钉:
由头部和螺杆两部分构成的一类紧固件,按用途可分为-机器螺钉、紧定螺钉和特殊用途螺钉。
5. 螺母:
带有内螺纹孔,形状一般呈扁六角柱形,也有呈扁方柱形,配合螺栓、螺柱、机器螺钉使用。
6. 自攻螺钉:
与机中。
19. 高碳钢:
C%>0.45%。目前市场上基本没使用
20. 合金钢:
在普碳钢中加入合金元素,增加钢材的一些特殊性能:如35、40铬钼、SCM435,10B38。芳生螺丝主要使用SCM435铬鉬合金钢,主要成分有C、Si、Mn、P、S、Cr、Mo
21. 盘元:
紧固件常用术语
紧固件机械性能常用术语抗拉强度( Tensile Strength )抗拉强度是指材料在外力拉伸下抵抗破断的能力. 你是否有过将橡胶条拉断的经验呢? 如果有, 那么你就是在测试橡胶条的抗拉强度. 紧固件的抗拉强度也是一样的, 它是紧固件能够承受的施加在其上而不会使其破断的抗拉值.抗拉强度是紧固件最普通的一种物理性质. 它是紧固件的极限强度( Ultimate Strength ). 也是紧固件在应用时考虑的其承载载荷能力( Load Bearing Ability )的基本指标.抗拉强度用N/mm2表示. 它是指平均分配在紧固件最小径截面积上( Cross-Sectional of minor Diameter )可施予紧固件承受的力量.意即:抗拉强度= 力/面积= N/mm2抗拉强度是紧固件抵抗轴向拉力( Axial Tensile )的能力. 它表明了紧固件承受轴向拉伸负荷的能力. 抗拉强度通常是指极限抗拉强度( Ultimate Tensile Strength, UTS ). 因为紧固件的屈服强度( Yield Strength )和保证载荷( Proof Load )与它的抗拉强度有关, 所以我们会在后面加以讨论.屈服强度( Yield Strength )理论上, 每一个轴向拉力都将使紧固件产生不同程度的伸长. 因为既有的金属均有其弹性模数( Degree of Elasticity, 或称为杨氏模数Young’s Moulde )存在, 通常将负荷去除, 紧固件就会恢复到原来的长度. 当紧固件无法恢复其原长时的负荷值即为其屈服点( Yield Point ). 屈服点是紧固件承受轴向负荷时开始产生塑性变形的那一点.在紧固件行业, 我们真的希望它能在其弹性极限范围内使用, 以确保联接的安全性, 而不希望将它拉伸到屈服点来使用. 因为这会降低紧固件的有效性. 当紧固件被拉伸到其屈服点后便无法收缩回到原的长度. 这种收缩提供了紧固件连接时的有效锁紧力. 我们可以清楚看到紧固件是如何锁紧及如何发挥功效的. 假想一个紧固件就如一个一圈圈缠紧的弹簧. 想象一个用弹簧拉紧的门, 当弹簧没有超过其屈服点时, 它可以有效地将门闭紧. 但当弹簧被过度拉伸而无法恢复到原来的长度时, 弹簧将会失效而无法将门闭紧. 但当弹簧被过度拉伸时, 便会到达其屈服点, 此时弹簧将会失效而无法将门拉紧. 弹簧便失去了其原有的拉力. 紧固件也是如此, 一但被过度拉伸, 便会失去原有的拉力.一般而言, 降服强度等于于极限抗拉强度的25%. 紧固件的屈服点是指它承受轴向负荷产生永久伸长的那一点.译注: 屈服强度与抗拉强度的关系并非一成不变的25%, 一般而言, 同一种材料的抗拉强度越高( 不管是加工硬化或是热处理造成), 屈服强度与抗拉强度的比值会升高, 延展性则降低,至于8.8级螺栓冷锻后作调质热处理, 屈服强度与抗拉强度大约为20-25%, 10.9级及12.9级螺栓冷锻后作调质热处理, 屈服强度与抗拉强度大约为10-20%.保证载荷( Proof Load )保证载荷是紧固件不产生永久伸长的所能承受的最大轴向拉力, 我们再以弹簧为例, 假设紧固件为一根弹簧, 我们可以想象将弹簧拉到不使它产生永久伸长的最大长度, 就是说到去除负荷后紧固件可以恢复到它原来的长度.这就表明了紧固件的屈服点和保证载荷的关系十分密切. 理论上讲, 就像在一个范围内有两个相邻的点, 一个比另一个小一点点, 那么这个比较小的值就是保证载荷, 另一个比较大的就是屈服点. 因为两点相距太近, 在实际应用上我们将它们视为等同. 碳钢类紧固件的保证载荷是其最大抗拉强度的75%. 例如, 碳钢类紧固件的抗拉强度是100,000PSI, 那么它的保证载荷即为其屈服点, 是75,000PSI.保证载荷的知识和意义对于业务人员很重要, 因为有时他会被要求提供紧固件在实际应用时可承受的拉力和载荷. 记住一般的原则是: 施加保证载荷的75%的力, 可以获得最佳功效. 这是紧固件在使用时关于其拉力的通用原则. 比如我们刚才提到的紧固件, 其抗拉强度是100, 000PSI, 因为保证载荷为抗拉强度的75%, 故其保证载荷为75, 000PSI, 若客户问你”这支螺栓可以承受多大的拉力使用”时, 你应该回答”保证载荷的75%或(25, 000*75%)56, 250PSI. 保证载荷是紧固件不产生塑性变形所能承受的最大的力. 记住下列三个重要的原则:1.碳钢的保证载荷是其抗拉强度的75%.2.将紧固件锁紧到其保证载荷的75%将发挥其最大功效.3.一般须将紧固件锁紧至其抗拉载荷的50%-60%, 以保证其功效. 译注: 保证载荷依规定依照公称尺寸及产品级数为一个固定值, 紧固件在承受载荷到此一规定值时不可产生任何可能造成组装失败的变形. 同样的, 保证载荷与抗拉强度的关系并非一成不变的25%, 与上一段的批注相同.扭矩与伸长( Torque-Tension)扭矩与伸长的关系: 扭矩与伸长的关系是指当施加扭矩于紧固件时会产生伸长及抵抗力. 扭矩与抗力的关系在应用上非常重要, 如前所述, 业务人员通常会建议客户以保证载荷的75%的拉力锁紧紧固件. 客户接下来就会问”要达到这一拉力需要多大的扭矩? ”, 在回答问题之前你必须清楚为什么一些客户提出的这个问题是合理的. 在使用紧固件时我们首先考虑的是施加适当的拉力. 既然如此, 客户为什么还会问到扭矩呢? 因为紧固件在使用时是施加扭矩将其锁紧的, 因此测定扭矩比测定其实际的拉力值要方便.现在你知道为什么这是一个很有意义的问题了吧? 你可以考虑答案了, 首先扭矩和抗力有不同的关系. 下面是会影响其相互关系的一些状况:1.紧固件的表面状况(本色或电镀)2.螺纹配合的表面状况3.承面状况4.螺纹等级5.螺纹类型6.紧固件的强度7.与之配合的材料强度8.润滑状况所有上述这些差异都将影响在实际使用过程中扭矩与抗力的关系.业务人员应注意千万不能为客户推测扭矩与抗力的关系. ( 扭矩–拉伸计, 扭矩与摩擦力测试及扭矩与夹紧负荷测试). 显然, 业务人员很难解决这样一个复杂的问题. 业务人员的职责是了解紧固件的实际使用状况, 并反馈回来以便我们能够最好地解决客户的问题. 如果遇到有关扭矩的问题, 你应该了解:1.紧固件如何使用.2.紧固件用什么材料制成.3.你将使用何种类型的紧固件.4.你需要多大的拉力(夹紧力).5.使用什么样的表面被覆.6.你计划使用何种润滑.7.其它你认为比较重要的使用状况.可能的话, 尽量取得所使用的紧固件装配的样品. 对扭矩拉力的一般性的了解是很重要的. 扭矩拉力是指施加扭矩于紧固件上时会产生拉力. 扭矩拉力的另一个相关的概念是夹紧力. 这将在后面加以讨论.锁紧力( Clamp Force )锁紧力是紧固件锁紧物体时作用于被锁紧面( 即承面)的力.在应用中, 作用于被锁紧面的力的大小完全与紧固件所受拉力相等; 事实上, 配件中扭矩锁紧力的关系与紧固件的扭矩应力关系比率完全相同.扭力在大多数应用中非常重要, 是因为紧固件中适当的拉力能确保正确装配; 记住: 制定扭矩- 应力关系图并非销售人员的职责. 但绝不是说销售人员可以逃避这些问题, 而是应该由销售人员收集必要信息交给相关部门, 以便提供最好可能答案.剪切强度( Shear Strength )剪切强度是当紧固件在垂直于轴向负荷而产生的阻止变形的能力.您也许曾在击高尔夫球时将球头折断或至少看到别人这样过. 您也许注意到球杆碰击球时, 当球飞出的同时球头也落地情况, 大家说: 球头被球杆剪落. 事实上, 您无意中做了球头剪切强度测试, 您可以看到球头是否可承受球杆作用于垂直于其轴线方向的力. 高尔夫球头制造时因此要使剪切强度小到不能影响击球.当紧固件应用于受垂直于轴向载荷时, 务必考虑其剪切强度. 不同于高尔夫球头的是紧固件必须要能承受这些载荷以完成工作.剪切强度通常估计为抗拉强度2/3大小, 因此如紧固件抗拉强度为180,000 PSI, 剪切强度则为120,000 PSI; 换句话说, 紧固件应能承受120,000 PSI的垂直于其轴向的载荷.通常剪切力发生在: 紧固件垂直钉在两块重迭的平行材料上, 同时两块材料所受力方向相反时.只有当紧固件剪切强度大于这个力时紧固件不会失效.疲劳强度( Fatigue Strength )疲劳强度是紧固件在循环震动应力( Cyclic Variations in Stress )作用下抵抗疲劳失效的能力. 换言之, 它是紧固件承受在因某种原因下产生的变负载的能力.一般来说, 疲劳强度大大低于它的最大抗拉强度.疲劳有若干种类, 但震动是最普遍的类型.典型的”震动”疲劳的例子是所有应用于柴油机上的”Head-bolt”, 当活塞沿活塞缸下冲时, Head-bolt不受力; 但当活塞再次上升时活塞缸内压力渐渐增加直至再次下冲时变为零. 整个过程载荷的变化及周期与电机的速度相关.为克服并确保震动变应力的疲劳失效, 紧固件应能承受大于可能碰到的循环中的最大应力.疲劳失效是受剪或拉的紧固件需要考虑的一个因素.延展性( Ductility )延展性是材料在不开裂情况下永久变形的能力.延展性在紧固件行业中多个不同的地方均有提及, 但其概念相同的. 首先, 延展性是对将要用于紧固件成型的材质而言, 材质延展性越好, 它在不开裂情况下变形能力越好. 我们用黏土来做例子说明延展性, 尽管它并非紧固件材料.您可用一个球形黏土捏成扁平形状, 并且其表面绝对不会有开裂或断裂; 这即为延展性, 相反, 用石头做同样的试验, 即使是极轻微的变形也会导致开裂及脆断. 以上两个极端情况的例子, 而材料有相同性质. 一些材料, 比如铝是一种延展性很好可以变形很大而不裂开的材料, 而另一些材料, 如硬度大的钢, 稍微变形即会开裂; 材质延展性是产品成型工艺的决定因素.用来成型螺纹的材料延展性也需要考虑, 因螺纹成型是紧固件四周的材料变形而成, 而非切削掉多余材料; 再来, 如果在黏土与石头的材料辗制螺纹; 首先, 在两种材料上各打一个相同大小孔, 然后插入螺丝旋入, 可以看到, 黏土四周材料会移动或变形但并未有切削作用; 但是当您用同样一只螺丝插入石块中, 石块材料会开裂. 这便是材料的脆性. 当然, 绝不会有人用螺丝旋入黏土或石头中, 但用来制造螺丝的材料应有相似的延展性. 即材料能够变形而不致开裂或断裂才可以.紧固件延展性要求最后与其应用场合有关. 有些场合紧固件会受到冲击或大力锤击. 一般来说, 这些紧固件应在断裂前变形, 这很重要. 如果紧固件容易碎裂, 则受冲击会开裂; 如延展性好, 则只会变形, 不会断裂.再想一想黏土与石头. 如果您有两个大小形状相似的圆柱, 一个为黏土, 另一个为石头; 施以同样垂直于其轴线的冲击, 则黏土会弯曲, 石头则会开裂. 紧固件材质有相似状况. 它们的延展性程度大小不同.只有定下紧固件应用的所有要求, 友汇及顾客才能一起开发出最适合每一种特殊场合的紧固件.延展性是材料永久变形而不裂开的能力.紧固件应考虑延展性三要素:1.紧固件本身材质延展性.2.成型处材质延展性.3.特殊场合紧固件延展性要求.硬度( Hardness )硬度是材料抵抗摩擦, 凹陷, 弯曲的一种指标.紧固件硬度最重要的意义是抵抗组装时的摩擦及/或在机械应用场合中的作用. 对螺纹成型及螺纹切削自攻螺丝而言, 由于它使用来自配合孔中挤出或攻钻出配合的内螺纹, 因此很显然的, 它的硬度必须比配合的组装件硬度要高. 如果不是这样的话, 那在组装时自攻螺纹会变形或损坏, 而导致旋不进去. 两种不同硬度的材料可以很清楚的被分出来, 比如说黏土和钢, 如果您想将钢制的螺纹成型自攻螺丝旋入黏土中, 因为黏土软且易于变形, 当然很轻易的就旋进去了. 接下来, 如果您想把黏土做的螺纹成型自攻螺丝旋入钢中, xxx咧怎么会弄不进去. 因此, 螺纹成型自攻螺丝必须比配合的工件硬.在某些作业场合下紧固件也会使用到承受面. 尤其是一些具有肩部的螺丝, 硬度仅在于几个重要的承受部位起作用但却非常重要. 这些承受面必须有足够的硬度来承担组装时快速增加且会累积的多余的摩擦以保证组装后的功能并减少维护量. 在一次我们拿黏土和钢作例子, 因为钢比黏土硬, 所以作为移动用的紧固件钢会比黏土使用的好且久.另一个重要性则是材料的硬度直接与材料的抗拉强度, 剪断强度及延展性相关. 当硬度增加时:1.抗拉强度增加.2.剪断强度增加.3.延展性减少.业务人员应该了解客户在每一种强度等级及延展性要求应用场合下, 如何去决定相关联的硬度值. 仔细询问这些问题并转给技术部门以便友汇可以建议客户使用何种紧固件.硬化紧固件有两种基本方法:1.冷加工或加工硬化.2.热处理.当紧固件在室温之下变形我们称之曰冷间加工. 冷间加工在变形的材料上施加应力使之变形并会残留应力使材料变硬. 这种现象在冷打头( Cold Heading )及挤制( Extrusion )均会发生.材料在经过数种不同的热处理后其硬度也会增加. 这些方法在热处理一章中将专题处理.紧固件的硬化依其使用场合之不同可以分为三种不同的方式:1.全硬化( Through Hardened ).2.表面硬化( Case Hardened ).3.选择性硬化( Selectively Hardened ).这三种名称是根据硬度在材料上状况的不同来命名, 全硬化紧固件全部的部位都多经过硬化. 其心部与表面均予以硬化. 表面硬化紧固件在材料表面很浅的部位进行硬化处理. 在紧固件上, 表面将会比心部要坚硬很多. 选择性硬化则是仅在紧固件选择某些部位进行硬化处理, 通常是在尾部. 经选择性硬化处理过的部位也比其它未经硬化的部位要坚硬很多.紧固件经过全硬化处理后可增加其强度级数, 紧固件如螺栓经全硬化处理后可以使螺栓抵抗更大的拉力而不致破断.紧固件经过表面硬化处理后主要可以增加其在组装时之耐磨性, 大多数的螺纹成型及螺纹切削自攻螺丝系使用表面硬化处理, 这是因为这些自攻螺丝必须在所配合的工件上攻出配合内螺纹. 如果这些螺丝使用全硬化到表面硬化的水平时, 紧固件会断裂, 因此在大多数场合下并不实用.当紧固件实施全硬化或表面硬化具有危险性时, 可以使用选择性硬化处理, 选择性硬化处理主要是用在螺纹成型自攻螺丝, 某些螺纹成型自攻螺丝因为其特殊使用场合而希望可以保存全硬化的强度等级及延展性, 而又必须有足够的尾部及螺纹硬度来成型配合内螺纹, 因此使用选择性硬化处理. 处理时先将紧固件全硬化到希望强度等级, 再对尾部及紧固件末端曰4-5个螺纹进行表面硬化处理以维持自攻功能.选择性硬化处理成本远高于全硬化处理或表面硬化处理. 但如果使用场合必须要如此处理时, 它还是非常具有价值.至于热处理的实施方法可以参照本手册热处理章.硬度是材料抵抗摩擦, 凹陷, 弯曲的一种指标.硬度影响紧固件组装时的摩擦.硬度测试应该在一种可以以特定载荷压入材料并测量其深度的机械上实施. 最常用的洛式硬度计和勃氏硬度计( 或维克式硬度计)且具有多种尺度用以度量不同状况下的硬度值.硬度与强度和延展性质相关, 且透过加工硬化或热处理硬化获得.Welcome To Download !!!欢迎您的下载,资料仅供参考!。
专业英语—紧固件英语
紧固件常用英语词汇螺纹大径:Major Diam中径:Pitch diam底径:Minor diam通止规:Go/No go gage机械性能:mechanical and physical propertiesunified thread 统一英制螺纹Lustrate hydrogen after galvanizing to avoid hydrogen embrittlement 镀后去氢,防止氢脆Case carburization 表面渗碳With across flats 对边With across corners 对角Radius of fillet:头下圆角Transition thread length 过度螺纹Wrenching height 扳拧高度Rockwell 铬氏硬度Vickers 维氏硬度Brinell 布氏硬度Metallography microscope 金相显微镜Salt spray device 盐雾试验箱Tensile testing machine 拉力试验机Cold forming 冷打Hot forging 红镦P C 8 = property class 8 机械性能8级原材料:Raw material球化退火:Annealing冷拔:Drawing冷镦:Forming机加工:Machining螺纹成型:Roll Threading热处理:heat-treatment表面处理:finish去氢:Lustrating hydrogen检验:Inspection包装:Packing入库:Stocking车床:lathe磨制:grinding红打:hot forging冲压:punching1 标准GB (国标)DIN (德制)JIS (日标)ANSI (美标)BA (英制)2 螺纹M. MF (公制牙)UNC.UNF (美制牙)BSW.BSF (英制牙)3 海关编码73181500 螺栓73181600 螺帽73182100 垫圈6-bobes recess 内梅花BO=black oxide 氧化发黑IHH=ind hex head 锯六角头PH=phillips 十字槽sw/fw=split washer/flatwasher 弹垫平垫kep nut 锁紧螺母cementation 渗碳acorn nut 盖形螺母螺丝头型Pan 圆头(盘头)Oval 半沉头H.W.H.. 六角小法兰H.W.F. 六角大法兰CSK 沙拉头(沉头)Large wafer 大扁平头Bugle 喇叭头Truss 盘头带垫Pozi 米制槽Phill 十字槽Serra-tion 垫下带花Flower Head 开花头。
常用紧固件行业相关术语(中英对照)简体

常用紧固件行业相关术语(中英对照)简体.txt丶︶ ̄喜欢的歌,静静的听,喜欢的人,远远的看我笑了当初你不挺傲的吗现在您这是又玩哪出呢?组装、冲压、喷漆等专业词匯Assembly line组装线Layout布置图Conveyer流水线物料板Rivet table拉钉机Rivet gun拉钉枪Screw driver起子Electric screw driver电动起子Pneumatic screw driver气动起子worktable 工作桌OOBA开箱检查fit together组装在一起fasten锁紧(螺丝)fixture 夹具(治具)pallet栈板barcode条码barcode scanner条码扫描器fuse together熔合fuse machine热熔机repair修理operator作业员QC品管supervisor 课长ME制造工程师MT制造生技cosmetic inspect外观检查inner parts inspect内部检查thumb screw大头螺丝lbs. inch镑、英寸EMI gasket导电条front plate前板rear plate后板chassis 基座bezel panel面板power button电源按键reset button重置键Hi-pot test of SPS高源高压测试Voltage switch of SPS电源电压接拉键sheet metal parts 冲件plastic parts塑胶件SOP制造作业程序material check list物料检查表work cell工作间trolley臺车carton纸箱sub-line支线left fork叉车personnel resource department人力资源部production department生產部门planning department企划部QC Section品管科stamping factory冲压厂painting factory烤漆厂molding factory成型厂common equipment常用设备uncoiler and straightener整平机punching machine 冲床robot机械手hydraulic machine油压机lathe车床planer |'plein?|刨床miller铣床grinder磨床driller??床linear cutting线切割electrical sparkle电火花welder电焊机staker=reviting machine铆合机position职务president董事长general manager总经理special assistant manager特助factory director厂长department director部长deputy manager | =vice manager副理section supervisor课长deputy section supervisor =vice section superisor副课长group leader/supervisor组长line supervisor线长assistant manager助理to move, to carry, to handle搬运be put in storage入库pack packing包装to apply oil擦油to file burr 銼毛刺final inspection终检to connect material接料to reverse material 翻料wet station沾湿臺Tiana天那水cleaning cloth抹布to load material上料to unload material卸料to return material/stock to退料scraped |'skr?pid|报废scrape ..v.刮;削deficient purchase来料不良manufacture procedure制程deficient manufacturing procedure制程不良oxidation |' ksi'dei?n|氧化scratch刮伤dents压痕defective upsiding down抽芽不良defective to staking铆合不良embedded lump镶块feeding is not in place送料不到位stamping-missing漏冲production capacity生產力education and training教育与训练proposal improvement提案改善spare parts=buffer备件forklift叉车trailer=long vehicle拖板车compound die合模die locker锁模器pressure plate=plate pinch压板bolt螺栓name of a department部门名称administration/general affairs dept总务部automatic screwdriver电动啟子thickness gauge厚薄规gauge(or jig)治具power wire电源线buzzle蜂鸣器defective product label不良标签identifying sheet list标示单screwdriver holder起子插座pedal踩踏板stopper阻挡器flow board流水板hydraulic handjack油压板车forklift叉车pallet栈板glove(s)手套glove(s) with exposed fingers割手套thumb大拇指forefinger食指midfinger中指ring finger无名指little finger小指band-aid创可贴iudustrial alcohol工业酒精alcohol container沾湿臺head of screwdriver起子头sweeper扫把mop拖把vaccum cleaner吸尘器rag 抹布garbage container灰箕garbage can垃圾箱garbage bag垃圾袋chain链条jack升降机production line流水线chain链条槽magnetizer加磁器lamp holder灯架to mop the floor拖地to clean the floor扫地to clean a table擦桌子air pipe 气管packaging tool打包机packaging打包missing part漏件wrong part错件excessive defects过多的缺陷critical defect极严重缺陷major defect主要缺陷minor defect次要缺陷not up to standard不合规格dimension/size is a little bigger尺寸偏大(小) cosmetic defect外观不良slipped screwhead/slippery screw head螺丝滑头slipped screwhead/shippery screw thread滑手speckle斑点mildewed=moldy=mouldy发霉rust生銹deformation变形burr(金属)flash(塑件)毛边poor staking铆合不良excesssive gap间隙过大grease/oil stains油污inclusion杂质painting peel off臟污shrinking/shrinkage缩水mixed color杂色scratch划伤poor processing 制程不良poor incoming part事件不良fold of pakaging belt打包带折皱painting make-up补漆discoloration羿色water spots水渍polishing/surface processing表面处理exposed metal/bare metal金属裸露lack of painting烤漆不到位safety安全quality品质delivery deadline交货期cost成本engineering工程die repair模修enterprise plan = enterprise expansion projects企划QC品管die worker模工production, to produce生產equipment设备to start a press开机stop/switch off a press关机classification整理regulation整顿cleanness清扫conservation清洁culture教养qualified products, up-to-grade products良品defective products, not up-to-grade products不良品waste废料board看板feeder送料机sliding rack滑料架defective product box不良品箱die change 换模to fix a die装模to take apart a die拆模to repair a die修模packing material包材basket蝴蝶竺plastic basket胶筐isolating plate baffle plate; barricade隔板carton box纸箱to pull and stretch拉深to put material in place, to cut material, to input落料to impose lines压线to compress, compressing压缩character die字模to feed, feeding送料transportation运输(be)qualfied, up to grade合格not up to grade, not qualified不合格material change, stock change材料变更feature change 特性变更evaluation评估prepare for, make preparations for 準备parameters参数rotating speed, revolution转速manufacture management制造管理abnormal handling异常处理production unit生產单位lots of production生產批量steel plate钢板roll material卷料manufacture procedure制程operation procedure作业流程to revise, modify修订to switch over to, switch---to throw--over switching over切换engineering, project difficulty工程瓶颈stage die工程模automation自动化to stake, staking, reviting铆合add lubricating oil加润滑油shut die架模shut height of a die架模高度analog-mode device类模器die lifter举模器argon welding氬焊vocabulary for stamping冲压常词匯stamping, press冲压punch press, dieing out press冲床uncoiler & strainghtener整平机feeder送料机rack, shelf, stack料架cylinder油缸robot机械手taker取料机conveyer belt输送带transmission rack输送架top stop上死点bottom stop下死点one stroke一行程inch寸动to continue, cont.连动to grip(material)吸料location lump, locating piece, block stop 定位块reset復位smoothly顺利dent压痕scratch刮伤deformation变形filings铁削to draw holes抽孔inquiry, search for查寻to stock, storage, in stock库存receive领取approval examine and verify审核processing, to process加工delivery, to deliver 交货to return delivenry to.to send delinery backto retrn of goods退货registration登记registration card登记卡to control管制to put forward and hand in提报safe stock安全库存acceptance = receive验收to notice通知application form for purchase请购单consume, consumption消耗to fill in填写abrasion磨损reverse angle = chamfer倒角character die字模to collect, to gather收集failure, trouble故障statistics统计demand and supply需求career card履歷卡to take apart a die卸下模具to load a die装上模具to tight a bolt拧紧螺栓to looser a bolt拧松螺栓to move away a die plate移走模板easily damaged parts易损件standard parts标準件breaking.(be)broken,(be)cracked 断裂to lubricate润滑common vocabulary for die engineering 模具工程常用词匯die 模具figure file, chart file图档cutting die, blanking die冲裁模progressive die, follow (-on)die连续模compound die復合模punched hole冲孔panel board镶块to cutedges=side cut=side scrap切边to bending折弯to pull, to stretch拉伸Line streching, line pulling线拉伸engraving, to engrave刻印upsiding down edges翻边to stake铆合designing, to design设计design modification设计变化die block模块folded block折弯块sliding block滑块location pin定位销lifting pin顶料销die plate, front board模板padding block垫块stepping bar垫条upper die base上模座lower die base下模座upper supporting blank上承板upper padding plate blank上垫板spare dies模具备品spring 弹簧bolt螺栓document folder文件夹file folder资料夹to put file in order整理资料spare tools location手工备品仓first count初盘人first check初盘復棹人second count 復盘人second check復盘復核人equipment设备waste materials废料work in progress product在制品casing = containerazation装箱quantity of physical invetory second count 復盘点数量quantity of customs count会计师盘,点数量the first page第一联filed by accounting department for reference会计部存查end-user/using unit(department)使用单位summary of year-end physical inventory bills年终盘点截止单据匯总表bill name单据名称This sheet and physical inventory list will be sent to accounting department together (Those of NHK will be sent to financial department)本表请与盘点清册一起送会计部-(NHK厂区送财会部)Application status records of year-end physical inventory List and physical inventory card 年终盘点卡与清册使用-状况明细表blank and waste sheet NO.空白与作废单号plate电镀mold成型material for engineering mold testing工程试模材料not included in physical inventory不列入盘点sample样品incoming material to be inspected进货待验description品名steel/rolled steel钢材material statistics sheet物料统计明细表meeting minutes会议记录meeting type 会别distribution department分发单位location地点chairman主席present members出席人员subject主题conclusion结论decision items决议事项responsible department负责单位pre-fixed finishing date预定完成日approved by / checked by / prepared by核準/审核/承办PCE assembly production schedule sheetPCE组装厂生產排配表model机钟work order工令revision版次remark备注production control confirmation生產确认checked by初审approved by核準department部门stock age analysis sheet库存货龄分析表on-hand inventory现有库存available material良品可使用obsolete material良品已呆滞to be inspected or reworked待验或重工total合计cause description原因说明part number/ P/N 料号type形态item/group/class类别quality品质prepared by制表notes说明year-end physical inventory difference analysis sheet年终盘点差异分析表physical inventory盘点数量physical count quantity帐面数量difference quantity差异量cause analysis原因分析raw materials原料materials物料finished product成品semi-finished product半成品packing materials包材good product/accepted goods/ accepted parts/good parts良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库on way location在途仓oversea location海外仓spare parts physical inventory list备品盘点清单spare molds location模具备品仓skid/pallet栈板tox machine自铆机wire EDM线割EDM放电机coil stock卷料sheet stock片料tolerance工差score=groove压线cam block滑块pilot导正筒trim剪外边pierce剪内边drag form压锻差pocket for the punch head掛鉤槽slug hole废料孔feature die公母模expansion dwg展开图radius半径shim(wedge)楔子torch-flame cut火焰切割set screw止付螺丝form block折刀stop pin定位销round pierce punch=die button圆冲子shape punch=die insert异形子stock locater block定位块under cut=scrap chopper清角active plate活动板baffle plate挡块cover plate盖板male die公模female die母模groove punch压线冲子air-cushion eject-rod气垫顶桿spring-box eject-plate弹簧箱顶板bushing block衬套insert 入块club car高尔夫球车capability能力parameter参数factor系数phosphate皮膜化成viscosity涂料粘度alkalidipping脱脂main manifold主集流脉bezel斜视规blanking穿落模dejecting顶固模demagnetization去磁;消磁high-speed transmission高速传递heat dissipation热传rack上料degrease脱脂rinse水洗alkaline etch龄咬desmut剥黑膜D.I. rinse纯水次Chromate铬酸处理Anodize阳性处理seal封孔revision版次part number/P/N料号good products良品scraped products报放心品defective products不良品finished products成品disposed products处理品barcode条码flow chart流程表单assembly组装stamping冲压molding成型spare parts=buffer备品coordinate座标dismantle the die折模auxiliary fuction辅助功能poly-line多义线heater band 加热片thermocouple热电偶sand blasting喷沙grit 砂砾derusting machine除銹机degate打浇口dryer烘干机induction感应induction light感应光response=reaction=interaction感应ram连桿edge finder巡边器concave凸convex凹short射料不足nick缺口speck瑕??shine亮班splay 银纹gas mark焦痕delamination起鳞cold slug冷块blush 导色gouge沟槽;凿槽satin texture段面咬花witness line证示线patent专利grit沙砾granule=peuet=grain细粒grit maker抽粒机cushion缓冲magnalium镁铝合金magnesium镁金metal plate鈑金lathe车mill銼plane刨grind磨drill铝boring鏜blinster气泡fillet镶;嵌边through-hole form通孔形式voller pin formality滚针形式cam driver铡楔shank摸柄crank shaft曲柄轴augular offset角度偏差velocity速度production tempo生產进度现状torque扭矩spline=the multiple keys花键quenching淬火tempering回火annealing退火carbonization碳化alloy合金tungsten high speed steel钨高速的moly high speed steel鉬高速的organic solvent有机溶剂bracket小磁导liaison联络单volatile挥发性resistance电阻ion离子titrator滴定仪beacon警示灯coolant冷却液crusher破碎机模具工程类plain die简易模pierce die冲孔模forming die成型模progressive die连续模gang dies復合模shearing die剪边模riveting die铆合模pierce冲孔forming成型(抽凸,冲凸)draw hole抽孔bending折弯trim切边emboss凸点dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线blanking下料stamp letter冲字(料号) shearing剪断tick-mark nearside正面压印tick-mark farside反面压印冲压名称类extension dwg展开图procedure dwg工程图die structure dwg模具结构图material材质material thickness料片厚度factor系数upward向上downward向下press specification冲床规格die height range适用模高die height闭模高度burr毛边gap间隙weight重量total wt.总重量punch wt.上模重量五金零件类inner guiding post内导柱inner hexagon screw内六角螺钉dowel pin固定销coil spring弹簧lifter pin顶料销eq-height sleeves=spool等高套筒pin销lifter guide pin浮升导料销guide pin导正销wire spring圆线弹簧outer guiding post外导柱stop screw止付螺丝located pin定位销outer bush外导套模板类top plate上托板(顶板)top block上垫脚punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板male die公模(凸模)feature die公母模female die母模(凹模)upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板(底板) stripping plate内外打(脱料板) outer stripper外脱料板inner stripper内脱料板lower stripper下脱料板零件类punch冲头insert入块(嵌入件)deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location 定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶桿trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块sliding dowel block滑块固定块active plate活动板lower sliding plate下滑块板upper holder block上压块upper mid plate上中间板spring box弹簧箱spring-box eject-rod弹簧箱顶桿spring-box eject-plate弹簧箱顶板bushing bolck衬套cover plate盖板guide pad导料块塑件&模具相关英文compre sion molding压缩成型flash mold溢流式模具plsitive mold挤压式模具split mold分割式模具cavity型控母模core模心公模taper锥拔leather cloak仿皮革shiver饰纹flow mark流痕welding mark溶合痕post screw insert螺纹套筒埋值self tapping screw自攻螺丝striper plate脱料板piston活塞cylinder汽缸套chip细碎物handle mold手持式模具移转成型用模具encapsulation molding低压封装成型射出成型用模具two plate两极式(模具)well type蓄料井insulated runner绝缘浇道方式hot runner热浇道runner plat浇道模块valve gate阀门浇口band heater环带状的电热器spindle阀针spear head刨尖头slag well冷料井cold slag冷料渣air vent排气道h=0.02~0.05mmw=3.2mmL=3~5mmwelding line熔合痕eject pin顶出针knock pin顶出销return pin回位销反顶针sleave套筒stripper plate脱料板insert core放置入子runner stripper plate浇道脱料板guide pin导销eject rod (bar)(成型机)顶业捧subzero深冷处理three plate三极式模具runner system浇道系统stress crack应力电裂orientation定向sprue gate射料浇口,直浇口nozzle射嘴sprue lock pin料头鉤销(拉料桿) slag well冷料井side gate侧浇口edge gate侧缘浇口tab gate搭接浇口film gate薄膜浇口flash gate闸门浇口slit gate缝隙浇口fan gate扇形浇口dish gate因盘形浇口H=F=1/2t~1/5tT=2.5~3.5mmdiaphragm gate隔膜浇口ring gate环形浇口subarine gate潜入式浇口tunnel gate隧道式浇口pin gate针点浇口Φ0.8~1.0mmRunner less无浇道(sprue less)无射料管方式long nozzle延长喷嘴方式sprue浇口;溶渣品质人员名称类QC quality control 品质管理人员FQC final quality control 终点品质管制人员IPQC in process quality control 制程中的品质管制人员OQC output quality control 最终出货品质管制人员IQC incoming quality control 进料品质管制人员TQC total quality control 全面质量管理POC passage quality control 段检人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 品质工程人员品质保证类FAI first article inspection 新品首件检查FAA first article assurance 首件确认TVR tool verification report 模具确认报告3B 3B 模具正式投產前确认CP capability index 能力指数CPK capability index of process 模具制程能力参数SSQA standardized supplier quality 合格供应商品质评估OOBA out of box audit 开箱检查QFD quality function deployment 品质机能展开FMEA failure model effectiveness analysis 失效模式分析8 disciplines 8项回復内容FA final audit 最后一次稽核CAR corrective action request 改正行动要求corrective action report 改正行动报告FQC运作类AQL Acceptable Quality Level 运作类允收品质水準S/S Sample size 抽样检验样本大小ACC Accept 允收REE Reject 拒收CR Critical 极严重的MAJ Major 主要的MIN Minor 轻微的AOQ Average Output Quality 平均出厂品质AOQL Average Output Quality Level 平均出厂品质Q/R/S Quality/Reliability/Service 品质/可靠度服务MIL-STD Military-Standard 军用标準S I-S IV Special I-Special IV 特殊抽样水準等级P/N Part Number 料号L/N Lot Number 特采AOD Accept On Deviation 特采UAI Use As It 首件检查报告FPIR First Piece Inspection Report 百万分之一PPM Percent Per Million 批号制程统计品管专类SPC Statistical Process Control 统计制程管制SQC Statistical Quality Control 统计品质管制R Range 全距AR Averary Range 全距平均值UCL Upper Central Limit 管制上限LCL Lower Central Limit 管制下限MAX Maximum 最大值MIN Minimum 最小值GRR Gauge Reproducibility&Repeatability 量具之再制性及重测性判断量可靠与否DIM Dimension 尺寸DIA Diameter 直径FREQ Frequency 频率N Number 样品数其它品质术语类QCC Quality Control Circle 品质圈QIT Quality Improvement Team 品质改善小组PDCA Plan Do Check Action 计划执行检查总结ZD Zero Defect 零缺点QI Quality Improvement 品质改善QP Quality Policy 目标方针TQM Total Quality Management 全面品质管理MRB Material Reject Bill 退货单LQL Limiting Quality Level 最低品质水準RMA Return Material Audit 退料认可QAN Quality Amelionrate Notice 品质改善活动ADM Absolute Dimension Measuremat 全尺寸测量QT Quality Target 品质目标7QCTools 7 Quality Controll Tools 品管七大手法通用之件类ECN Engineering Change Notes 工程变更通知(供应商)ECO Engineering Change Order 工程改动要求(客户)PCN Process Change Notice 工序改动通知PMP Product Management Plan 生產管制计划SIP Specification In Process 制程检验规格SOP Standard Operation Procedure 制造作业规范IS Inspection Specification 成品检验规范BOM Bill Of Material 物料清单PS Package Specification 包装规范SPEC Specification 规格DWG Drawing 图面系统文件类QC Quality System 品质系统ES Engineering Standarization 工程标準CGOO China General PCE龙华厂文件H Huston (美国)休斯敦C Compaq (美国)康伯公司C China 中国大陆A Assembly 组装(厂)S Stamping 冲压(厂)P Painting 烤漆(厂)I Intel 英特尔公司T TAIWAN 臺湾IWS International Workman Standard 工艺标準ISO International Standard Organization 国际标準化组织GS General Specification 一般规格CMCS C-China M-Manufact C-Compaq S-Stamping Compaq產品在龙华冲压厂制造作业规范CQCA Q-Quality A-Assembly Compaq產品在龙华组装厂品管作业规范CQCP P-Painting Compaq產品在龙华烤漆厂品管作业规范部类PMC Production & Material Control 生產和物料控制PPC Production Plan Control 生產计划控制MC Material Control 物料控制ME Manafacture Engineering 制造工程部PE Project Engineering 產品工程部A/C Accountant Dept 会计部P/A Personal & Administration 人事行政部DC Document Center 资料中心QE Quality Engineering 品质工程(部)QA Quality Assurance 品质保证(处)QC Quality Control 品质管制(课)PD Product Department 生產部LAB Labratry 实验室IE Industrial Engineering 工业工程R&D Research & Design 设计开发部P Painting 烤漆(厂)A Asssembly 组装(厂)S Stamping 冲压(厂)生產类PCS Pieces 个(根,块等)PRS Pairs 双(对等)CTN Carton 卡通箱PAL Pallet/skid 栈板PO Purchasing Order 采购订单MO Manufacture Order 生產单D/C Date Code 生產日期码ID/C Identification Code (供应商)识别码SWR Special Work Request 特殊工作需求L/N Lot Number 批号P/N Part Number 料号其它OEM Original Equipment Manufacture 原设备制造PCE Personal Computer Enclosure 个人电脑外设PC Personal Computer 个人电脑CPU Central Processing Unit 中央处理器SECC SECC` 电解片SGCC SGCC 热浸镀锌材料NHK North of Hongkong 中国大陆PRC People's Republic of China 中国大陆U.S.A the United States of America 美国A.S.A.P As Soon As Possible 尽可能快的E-MAIL Electrical-Mail 电子邮件N/A Not Applicable 不适用QTY Quantity 数量VS 以及REV Revision 版本JIT Just In Time 零库存I/O Input/Output 输入/输出OK Ok 好NG Not Good 不行,不合格C=0 Critical=0 极严重不允许ESD Electry-static Discharge 静电排放5S 希腊语整理,整顿,清扫,清洁,教养ATIN Attention 知会CC Carbon Copy 副本復印相关人员APP Approve 核準,认可,承认CHK Check 确认AM Ante Meridian 上午PM Post Meridian 下午CD Compact Disk 光碟CD-ROM Compact Disk Read-Only Memory 只读光碟FDD Floppy Disk Drive 软碟机HDD Hard Disk Drive 碟碟机REF Reference 仅供参考CONN Connector 连接器CAV Cavity 模穴CAD Computer Aid Design 计算机辅助设计ASS'Y Assembly 装配,组装MAT'S Material 材料IC Integrated Circuit 集成电路T/P True Position 真位度TYP Type 类型WDR Weekly Delivery Requitement 周出货需求C?T Cycle Time 制程周期L/T Lead Time 前置时间(生產前準备时间)S/T Standard Time 标準时间P/M Product Market 產品市场3C Computer,Commumcation,Consumer electronic's 消费性电子5WIH When,Where,Who,What,Why,How to5M Man,Machine,Material,Method,Measurement4MIH Man,Materia,Money,Method,Time 人力,物力,财务,技术,时间(资源) SQA Strategy Quality Assurance 策略品质保证DQA Desigh Quality Assurance 设计品质保证MQA Manufacture Quality Assurance 制造品质保证SSQA Sales and service Quality Assurance 销售及服务品质保证LRR Lot Rejeet Rate 批退率BS Brain storming 脑力激荡EMI Electronic Magnetion Inspect 高磁测试FMI Frequency Modulatim Inspect 高频测试B/M Boar/Molding(flat cable)C/P Connector of PCA/P AssemblySPS Switching power supply 电源箱DT Desk Top 卧式(机箱)MT Mini-Tower 立式(机箱)DVD Digital Vedio DiskVCD Vdeio Compact DiskLCD Liquid Crystal DisplayCAD Computer AID DesignCAM Computer AID ManufacturingCAE Computer AID EngineeringABIOS Achanced Basic in put/output system 先进的基本输入/输出系统CMOS Complemeruary Metoll Oxide Semiconductor 互补金属氧化物半导体PDA Personal Digital Assistant 个人数字助理IC Integrated Circuit 集成电路ISA Industry Standard Architecture 工业标準体制结构MCA Micro Channel Architecture 微通道结构EISA Extended Industry Standard Architecture 扩充的工业标準结构SIMM Single in-line memory module 单项导通匯流组件DIMM Dual in-line Memory Module 双项导通匯流组件LED Light-Emitting Diode 发光二级管FMEA Failure Mode Effectivenes 失效模式分析W/H Wire Harness 金属线绪束集组件F/C Flat Calle 排线PCB Printed Circuit Board 印刷电路板CAR Correction Action Report 改善报告NG Not Good 不良WPR Weekly Delivery Requirement 周出货要求PPM Parts Per Million 百万分之一TPM Total Production Maintenance 全面生產保养MRP Material Requiremcnt Planning 物料需计划OC Operation System 作业系统TBA To Be Design 待定,定缺D/C Drawing ChangeP/P Plans & ProceduneEMI Electrical-Music Industry 电子音乐工业RFI Read Frequency Input 读频输入MMC Maximum Material ConditionMMS Maximum Material SizeLMC Least Material ConditionLMS Least Material Size模具技术用语各种模具常用成形方式accurate die casting 精密压铸 powder forming 粉末成形calendaring molding 压延成形 powder metal forging 粉末锻造cold chamber die casting 冷式压铸 precision forging 精密锻造cold forging 冷锻 press forging 冲锻compacting molding 粉末压出成形 rocking die forging 摇动锻造compound molding 復合成形 rotary forging 回转锻造compression molding 压缩成形 rotational molding 离心成形dip mold 浸渍成形 rubber molding 橡胶成形encapsulation molding 注入成形 sand mold casting 砂模铸造extrusion molding 挤出成形 shell casting 壳模铸造foam forming ?泡成形 sinter forging 烧结锻造forging roll 轧锻 six sides forging 六面锻造gravity casting 重力铸造 slush molding 凝塑成形hollow(blow) molding 中空(吹出)成形 squeeze casting 高压铸造hot chamber die casting 热室压铸 swaging 挤锻hot forging 热锻 transfer molding 转送成形injection molding 射出成形 warm forging 温锻investment casting 精密铸造 matched die method 对模成形法laminating method 被覆淋膜成形 low pressure casting 低压铸造lost wax casting 脱蜡铸造 matched mould thermal forming 对模热成形模各式模具分类用语bismuth mold 鉍铸模 landed plunger mold 有肩柱塞式模具burnishing die 挤光模 landed positive mold 有肩全压式模具button die 镶入式圆形凹模 loading shoe mold 料套式模具center-gated mold 中心浇口式模具 loose detail mold 活零件模具chill mold 冷硬用铸模 loose mold 活动式模具clod hobbing 冷挤压制模 louvering die 百叶窗冲切模composite dies 復合模具 manifold die 分歧管模具counter punch 反凸模 modular mold 组合式模具double stack mold 双层模具 multi-cavity mold 多模穴模具electroformed mold 电铸成形模 multi-gate mold 復式浇口模具expander die 扩径模 offswt bending die 双折冷弯模具extrusion die 挤出模 palletizing die 叠层模family mold 反套制品模具 plaster mold 石膏模blank through dies 漏件式落料模 porous mold 通气性模具duplicated cavity plate 復板模 positive mold 全压式模具fantail die 扇尾形模具 pressure die 压紧模fishtail die 鱼尾形模具 profile die 轮廓模flash mold 溢料式模具 progressive die 顺序模gypsum mold 石膏铸模 protable mold 手提式模具hot-runner mold 热流道模具 prototype mold 雏形试验模具ingot mold 钢锭模 punching die 落料模lancing die 切口模 raising(embossing) 压花起伏成形re-entrant mold 倒角式模具 sectional die 拼合模runless injection mold 无流道冷料模具 sectional die 对合模具segment mold 组合模 semi-positive mold 半全压式模具shaper 定型模套 single cavity mold 单腔模具solid forging die 整体锻模 split forging die 拼合锻模split mold 双并式模具 sprueless mold 无注道残料模具squeezing die 挤压模 stretch form die 拉伸成形模sweeping mold 平刮铸模 swing die 振动模具three plates mold 三片式模具 trimming die 切边模unit mold 单元式模具 universal mold 通用模具unscrewing mold 退扣式模具 yoke type die 軛型模模具厂常用之标準零配件air vent vale 通气阀 anchor pin 锚梢angular pin 角梢 baffle 调节阻板angular pin 倾斜梢 baffle plate 折流档板ball button 球塞套 ball plunger 定位球塞ball slider 球塞滑块 binder plate 压板blank holder 防皱压板 blanking die 落料冲头bolster 上下模板 bottom board 浇注底板bolster 垫板 bottom plate 下固定板bracket 托架 bumper block 缓冲块buster 堵口 casting ladle 浇注包casting lug 铸耳 cavity 模穴(模仁)cavity retainer plate 模穴托板 center pin 中心梢clamping block 锁定块 coil spring 螺旋弹簧cold punched nut 冷冲螺母 cooling spiral 螺旋冷却栓core 心型 core pin 心型梢cotter 开口梢 cross 十字接头cushion pin 缓冲梢 diaphragm gate 盘形浇口die approach 模头料道 die bed 型底die block 块形模体 die body 铸模座die bush 合模衬套 die button 冲模母模die clamper 夹模器 die fastener 模具固定用零件die holder 母模固定板 die lip 模唇die plate 冲模板 die set 冲压模座direct gate 直接浇口 dog chuck 爪牙夹头dowel 定位梢 dowel hole 导套孔dowel pin 合模梢 dozzle 辅助浇口dowel pin 定位梢 draft 拔模锥度draw bead 张力调整桿 drive bearing 传动轴承ejection pad 顶出衬垫 ejector 脱模器ejector guide pin 顶出导梢 ejector leader busher 顶出导梢衬套ejector pad 顶出垫 ejector pin 顶出梢ejector plate 顶出板 ejector rod 顶出桿ejector sleeve 顶出衬套 ejector valve 顶出阀eye bolt 环首螺栓 filling core 椿入蕊film gate 薄膜形浇口 finger pin 指形梢finish machined plate 角形模板 finish machined round plate 圆形模板fixed bolster plate 固定侧模板 flanged pin 带凸缘?flash gate 毛边形浇口 flask 上箱floating punch 浮动冲头 gate 浇口gate land 浇口面 gib 凹形拉紧?goose neck 鹅颈管 guide bushing 引导衬套guide pin 导梢 guide post 引导柱guide plate 导板 guide rail 导轨head punch 顶?冲头 headless punch 直柄冲头heavily tapered solid 整体模蕊盒 hose nippler 管接头impact damper 缓冲器 injection ram 压射柱塞inlay busher 嵌入衬套 inner plunger 内柱塞inner punch 内冲头 insert 嵌件insert pin 嵌件梢 king pin 转向梢king pin bush 主梢衬套 knockout bar 脱模杵land 合模平坦面 land area 合模面leader busher 导梢衬套 lifting pin 起模顶?lining 内衬 locating center punch 定位中心冲头locating pilot pin 定位导梢 locating ring 定位环lock block 压块 locking block 定位块locking plate 定位板 loose bush 活动衬套making die 打印冲子 manifold block 歧管档块master plate 靠模样板 match plate 分型板mold base 塑胶模座 mold clamp 铸模紧固夹mold platen 模用板 moving bolster 换模保持装置moving bolster plate 可动侧模板 one piece casting 整体铸件parallel block 平行垫块 paring line 分模线parting lock set 合模定位器 pass guide 穴型导板peened head punch 镶入式冲头 pilot pin 导?pin gate 针尖浇口 plate 衬板pre extrusion punch 顶挤冲头 punch 冲头puncher 推桿 pusher pin 衬套梢rack 机架 rapping rod 起模桿re-entrant mold 凹入模 retainer pin 嵌件梢retainer plate 托料板 return pin 回位梢riding stripper 浮动脱模器 ring gate 环型浇口roller 滚筒 runner 流道runner ejector set 流道顶出器 runner lock pin 流道拉梢screw plug 头塞 set screw 固定螺丝shedder 脱模装置 shim 分隔片shoe 模座之上下模板 shoot 流道shoulder bolt 肩部螺丝 skeleton 骨架slag riser 冒渣口 slide(slide core) 滑块slip joint 滑配接头 spacer block 间隔块spacer ring 间隔环 spider 模蕊支架spindle 主轴 sprue 注道sprue bushing 注道衬套 sprue bushing guide 注道导套sprue lock bushing 注道定位衬套 sprue puller 注道拉料? spue line 合模线 square key 方键square nut 方螺帽 square thread 方螺纹stop collar 限位套 stop pin 止动梢stop ring 止动环 stopper 定位停止梢straight pin 圆柱? stripper bolt 脱料螺栓stripper bushing 脱模衬套 stripper plate 剥料板stroke end block 行程止梢 submarine gate 潜入式浇口support pillar 支撑支柱/顶出支柱 support pin 支撑梢supporting plate 托板 sweep templete 造模刮板tab gate 辅助浇口 taper key 推拔键。
常用紧固件英语汇总
常用紧固件英语汇总螺纹大径:Major Diam中径:Pitch diam底径:Minor diam通止规:Go/No go gage机械性能:mechanical and physical propertiesunified thread 统一英制螺纹Lustrate hydrogen after galvanizing to avoid hydrogen embrittlement 镀后去氢,防止氢脆Case carburization 表面渗碳With across flats 对边With across corners 对角Radius of fillet:头下圆角Transition thread length 过度螺纹Wrenching height 扳拧高度Rockwell 铬氏硬度Vickers 维氏硬度Brinell 布氏硬度Metallography microscope 金相显微镜Salt spray device 盐雾试验箱Tensile testing machine 拉力试验机Cold forming 冷打Hot forging 红镦P C 8 = property class 8 机械性能8级原材料:Raw material球化退火:Annealing冷拔:Drawing冷镦:Forming机加工:Machining螺纹成型:Roll Threading热处理:heat-treatment表面处理:finish去氢:Lustrating hydrogen检验:Inspection包装:Packing入库:Stocking车床:lathe磨制:grinding红打:hot forging冲压:punching1 标准GB (国标)DIN (德制)JIS (日标)ANSI (美标)BA (英制)2 螺纹M. MF (公制牙)UNC.UNF (美制牙)BSW.BSF (英制牙)3 海关编码73181500 螺栓73181600 螺帽73182100 垫圈6-bobes recess 内梅花BO=black oxide 氧化发黑IHH=ind hex head 锯六角头PH=phillips 十字槽sw/fw=split washer/flatwasher 弹垫平垫kep nut 锁紧螺母cementation 渗碳acorn nut 盖形螺母螺丝头型Pan 圆头(盘头)Oval 半沉头H.W.H.. 六角小法兰H.W.F. 六角大法兰CSK 沙拉头(沉头)Large wafer 大扁平头Bugle 喇叭头Truss 盘头带垫Pozi 米制槽Phill 十字槽Serra-tion 垫下带花Flower Head 开花头欧洲标准EN国际标准化组织国际标准化组织标准ISO 国际电工委员会国际电工委员会标准IEC 国际国际电信联盟标准ITU欧共体欧洲电子元器件协会标准CECC 德国德国标准DIN英国英国标准BS美国美国国家标准ANSI美国美国材料与试验协会标准ASTM美国美国机械工程师协会标准ASME美国美国电子工业协会标准EIA美国美国连接电子学工业协会标准IPC美国美国焊接协会标准AWS美国美国石油协会标准API美国美国国家公路与运输商协会标准AASHTO美国美国加热制冷与空调工程师协会标准ASHRAE 美国美国电气制造商协会标准NEMA美国美国给水工程协会标准AWWA美国美国仪器、系统与自动化协会标准ISA美国美国保险商实验室标准UL美国电气与电子工程师协会标准IEEE美国美国机动工程师协会标准SAE美国美国腐蚀工程师协会标准NACE美国美国纺织化学师与印染师协会标准AATCC美国美国钢结构油漆标准SSPC美国美国铝协会标准AA美国美国卫生工程协会标准ASSE美国美国煤气协会标准AGA美国美国阀门及配件工业协会标准MSS美国美国音频工程协会标准AES美国美国建筑小五金制造商协会标准BHMA美国美国国家卫生基金会标准NSF美国美国标准NISO,PFI,RWMA美国美国信息与图像管理协会标准AIIM美国美国空调与制冷学会标准ARI美国美国军用标准MIL美国美国防火协会标准NFPA美国美国航空无线电设备标准ARINC美国美国齿轮协会标准AGMA加拿大加拿大标准协会标准CSA加拿大加拿大通用标准局标准CGSB澳大利亚澳大利亚国家标准AS德国德国工程师协会标准VDI欧共体欧洲电信标准ETSI法国法国标准NF日本日本工业标准JIS。
常用紧固件行业相关术语(中英对照)简体
常用紧固件行业相关术语(中英对照)简体.txt丶︶ ̄喜欢的歌,静静的听,喜欢的人,远远的看我笑了当初你不挺傲的吗现在您这是又玩哪出呢?组装、冲压、喷漆等专业词匯Assembly line组装线Layout布置图Conveyer流水线物料板Rivet table拉钉机Rivet gun拉钉枪Screw driver起子Electric screw driver电动起子Pneumatic screw driver气动起子worktable 工作桌OOBA开箱检查fit together组装在一起fasten锁紧(螺丝)fixture 夹具(治具)pallet栈板barcode条码barcode scanner条码扫描器fuse together熔合fuse machine热熔机repair修理operator作业员QC品管supervisor 课长ME制造工程师MT制造生技cosmetic inspect外观检查inner parts inspect内部检查thumb screw大头螺丝lbs. inch镑、英寸EMI gasket导电条front plate前板rear plate后板chassis 基座bezel panel面板power button电源按键reset button重置键Hi-pot test of SPS高源高压测试Voltage switch of SPS电源电压接拉键sheet metal parts 冲件plastic parts塑胶件SOP制造作业程序material check list物料检查表work cell工作间trolley臺车carton纸箱sub-line支线left fork叉车personnel resource department人力资源部production department生產部门planning department企划部QC Section品管科stamping factory冲压厂painting factory烤漆厂molding factory成型厂common equipment常用设备uncoiler and straightener整平机punching machine 冲床robot机械手hydraulic machine油压机lathe车床planer |'plein?|刨床miller铣床grinder磨床driller??床linear cutting线切割electrical sparkle电火花welder电焊机staker=reviting machine铆合机position职务president董事长general manager总经理special assistant manager特助factory director厂长department director部长deputy manager | =vice manager副理section supervisor课长deputy section supervisor =vice section superisor副课长group leader/supervisor组长line supervisor线长assistant manager助理to move, to carry, to handle搬运be put in storage入库pack packing包装to apply oil擦油to file burr 銼毛刺final inspection终检to connect material接料to reverse material 翻料wet station沾湿臺Tiana天那水cleaning cloth抹布to load material上料to unload material卸料to return material/stock to退料scraped |'skr?pid|报废scrape ..v.刮;削deficient purchase来料不良manufacture procedure制程deficient manufacturing procedure制程不良oxidation |' ksi'dei?n|氧化scratch刮伤dents压痕defective upsiding down抽芽不良defective to staking铆合不良embedded lump镶块feeding is not in place送料不到位stamping-missing漏冲production capacity生產力education and training教育与训练proposal improvement提案改善spare parts=buffer备件forklift叉车trailer=long vehicle拖板车compound die合模die locker锁模器pressure plate=plate pinch压板bolt螺栓name of a department部门名称administration/general affairs dept总务部automatic screwdriver电动啟子thickness gauge厚薄规gauge(or jig)治具power wire电源线buzzle蜂鸣器defective product label不良标签identifying sheet list标示单screwdriver holder起子插座pedal踩踏板stopper阻挡器flow board流水板hydraulic handjack油压板车forklift叉车pallet栈板glove(s)手套glove(s) with exposed fingers割手套thumb大拇指forefinger食指midfinger中指ring finger无名指little finger小指band-aid创可贴iudustrial alcohol工业酒精alcohol container沾湿臺head of screwdriver起子头sweeper扫把mop拖把vaccum cleaner吸尘器rag 抹布garbage container灰箕garbage can垃圾箱garbage bag垃圾袋chain链条jack升降机production line流水线chain链条槽magnetizer加磁器lamp holder灯架to mop the floor拖地to clean the floor扫地to clean a table擦桌子air pipe 气管packaging tool打包机packaging打包missing part漏件wrong part错件excessive defects过多的缺陷critical defect极严重缺陷major defect主要缺陷minor defect次要缺陷not up to standard不合规格dimension/size is a little bigger尺寸偏大(小) cosmetic defect外观不良slipped screwhead/slippery screw head螺丝滑头slipped screwhead/shippery screw thread滑手speckle斑点mildewed=moldy=mouldy发霉rust生銹deformation变形burr(金属)flash(塑件)毛边poor staking铆合不良excesssive gap间隙过大grease/oil stains油污inclusion杂质painting peel off臟污shrinking/shrinkage缩水mixed color杂色scratch划伤poor processing 制程不良poor incoming part事件不良fold of pakaging belt打包带折皱painting make-up补漆discoloration羿色water spots水渍polishing/surface processing表面处理exposed metal/bare metal金属裸露lack of painting烤漆不到位safety安全quality品质delivery deadline交货期cost成本engineering工程die repair模修enterprise plan = enterprise expansion projects企划QC品管die worker模工production, to produce生產equipment设备to start a press开机stop/switch off a press关机classification整理regulation整顿cleanness清扫conservation清洁culture教养qualified products, up-to-grade products良品defective products, not up-to-grade products不良品waste废料board看板feeder送料机sliding rack滑料架defective product box不良品箱die change 换模to fix a die装模to take apart a die拆模to repair a die修模packing material包材basket蝴蝶竺plastic basket胶筐isolating plate baffle plate; barricade隔板carton box纸箱to pull and stretch拉深to put material in place, to cut material, to input落料to impose lines压线to compress, compressing压缩character die字模to feed, feeding送料transportation运输(be)qualfied, up to grade合格not up to grade, not qualified不合格material change, stock change材料变更feature change 特性变更evaluation评估prepare for, make preparations for 準备parameters参数rotating speed, revolution转速manufacture management制造管理abnormal handling异常处理production unit生產单位lots of production生產批量steel plate钢板roll material卷料manufacture procedure制程operation procedure作业流程to revise, modify修订to switch over to, switch---to throw--over switching over切换engineering, project difficulty工程瓶颈stage die工程模automation自动化to stake, staking, reviting铆合add lubricating oil加润滑油shut die架模shut height of a die架模高度analog-mode device类模器die lifter举模器argon welding氬焊vocabulary for stamping冲压常词匯stamping, press冲压punch press, dieing out press冲床uncoiler & strainghtener整平机feeder送料机rack, shelf, stack料架cylinder油缸robot机械手taker取料机conveyer belt输送带transmission rack输送架top stop上死点bottom stop下死点one stroke一行程inch寸动to continue, cont.连动to grip(material)吸料location lump, locating piece, block stop 定位块reset復位smoothly顺利dent压痕scratch刮伤deformation变形filings铁削to draw holes抽孔inquiry, search for查寻to stock, storage, in stock库存receive领取approval examine and verify审核processing, to process加工delivery, to deliver 交货to return delivenry to.to send delinery backto retrn of goods退货registration登记registration card登记卡to control管制to put forward and hand in提报safe stock安全库存acceptance = receive验收to notice通知application form for purchase请购单consume, consumption消耗to fill in填写abrasion磨损reverse angle = chamfer倒角character die字模to collect, to gather收集failure, trouble故障statistics统计demand and supply需求career card履歷卡to take apart a die卸下模具to load a die装上模具to tight a bolt拧紧螺栓to looser a bolt拧松螺栓to move away a die plate移走模板easily damaged parts易损件standard parts标準件breaking.(be)broken,(be)cracked 断裂to lubricate润滑common vocabulary for die engineering 模具工程常用词匯die 模具figure file, chart file图档cutting die, blanking die冲裁模progressive die, follow (-on)die连续模compound die復合模punched hole冲孔panel board镶块to cutedges=side cut=side scrap切边to bending折弯to pull, to stretch拉伸Line streching, line pulling线拉伸engraving, to engrave刻印upsiding down edges翻边to stake铆合designing, to design设计design modification设计变化die block模块folded block折弯块sliding block滑块location pin定位销lifting pin顶料销die plate, front board模板padding block垫块stepping bar垫条upper die base上模座lower die base下模座upper supporting blank上承板upper padding plate blank上垫板spare dies模具备品spring 弹簧bolt螺栓document folder文件夹file folder资料夹to put file in order整理资料spare tools location手工备品仓first count初盘人first check初盘復棹人second count 復盘人second check復盘復核人equipment设备waste materials废料work in progress product在制品casing = containerazation装箱quantity of physical invetory second count 復盘点数量quantity of customs count会计师盘,点数量the first page第一联filed by accounting department for reference会计部存查end-user/using unit(department)使用单位summary of year-end physical inventory bills年终盘点截止单据匯总表bill name单据名称This sheet and physical inventory list will be sent to accounting department together (Those of NHK will be sent to financial department)本表请与盘点清册一起送会计部-(NHK厂区送财会部)Application status records of year-end physical inventory List and physical inventory card 年终盘点卡与清册使用-状况明细表blank and waste sheet NO.空白与作废单号plate电镀mold成型material for engineering mold testing工程试模材料not included in physical inventory不列入盘点sample样品incoming material to be inspected进货待验description品名steel/rolled steel钢材material statistics sheet物料统计明细表meeting minutes会议记录meeting type 会别distribution department分发单位location地点chairman主席present members出席人员subject主题conclusion结论decision items决议事项responsible department负责单位pre-fixed finishing date预定完成日approved by / checked by / prepared by核準/审核/承办PCE assembly production schedule sheetPCE组装厂生產排配表model机钟work order工令revision版次remark备注production control confirmation生產确认checked by初审approved by核準department部门stock age analysis sheet库存货龄分析表on-hand inventory现有库存available material良品可使用obsolete material良品已呆滞to be inspected or reworked待验或重工total合计cause description原因说明part number/ P/N 料号type形态item/group/class类别quality品质prepared by制表notes说明year-end physical inventory difference analysis sheet年终盘点差异分析表physical inventory盘点数量physical count quantity帐面数量difference quantity差异量cause analysis原因分析raw materials原料materials物料finished product成品semi-finished product半成品packing materials包材good product/accepted goods/ accepted parts/good parts良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库on way location在途仓oversea location海外仓spare parts physical inventory list备品盘点清单spare molds location模具备品仓skid/pallet栈板tox machine自铆机wire EDM线割EDM放电机coil stock卷料sheet stock片料tolerance工差score=groove压线cam block滑块pilot导正筒trim剪外边pierce剪内边drag form压锻差pocket for the punch head掛鉤槽slug hole废料孔feature die公母模expansion dwg展开图radius半径shim(wedge)楔子torch-flame cut火焰切割set screw止付螺丝form block折刀stop pin定位销round pierce punch=die button圆冲子shape punch=die insert异形子stock locater block定位块under cut=scrap chopper清角active plate活动板baffle plate挡块cover plate盖板male die公模female die母模groove punch压线冲子air-cushion eject-rod气垫顶桿spring-box eject-plate弹簧箱顶板bushing block衬套insert 入块club car高尔夫球车capability能力parameter参数factor系数phosphate皮膜化成viscosity涂料粘度alkalidipping脱脂main manifold主集流脉bezel斜视规blanking穿落模dejecting顶固模demagnetization去磁;消磁high-speed transmission高速传递heat dissipation热传rack上料degrease脱脂rinse水洗alkaline etch龄咬desmut剥黑膜D.I. rinse纯水次Chromate铬酸处理Anodize阳性处理seal封孔revision版次part number/P/N料号good products良品scraped products报放心品defective products不良品finished products成品disposed products处理品barcode条码flow chart流程表单assembly组装stamping冲压molding成型spare parts=buffer备品coordinate座标dismantle the die折模auxiliary fuction辅助功能poly-line多义线heater band 加热片thermocouple热电偶sand blasting喷沙grit 砂砾derusting machine除銹机degate打浇口dryer烘干机induction感应induction light感应光response=reaction=interaction感应ram连桿edge finder巡边器concave凸convex凹short射料不足nick缺口speck瑕??shine亮班splay 银纹gas mark焦痕delamination起鳞cold slug冷块blush 导色gouge沟槽;凿槽satin texture段面咬花witness line证示线patent专利grit沙砾granule=peuet=grain细粒grit maker抽粒机cushion缓冲magnalium镁铝合金magnesium镁金metal plate鈑金lathe车mill銼plane刨grind磨drill铝boring鏜blinster气泡fillet镶;嵌边through-hole form通孔形式voller pin formality滚针形式cam driver铡楔shank摸柄crank shaft曲柄轴augular offset角度偏差velocity速度production tempo生產进度现状torque扭矩spline=the multiple keys花键quenching淬火tempering回火annealing退火carbonization碳化alloy合金tungsten high speed steel钨高速的moly high speed steel鉬高速的organic solvent有机溶剂bracket小磁导liaison联络单volatile挥发性resistance电阻ion离子titrator滴定仪beacon警示灯coolant冷却液crusher破碎机模具工程类plain die简易模pierce die冲孔模forming die成型模progressive die连续模gang dies復合模shearing die剪边模riveting die铆合模pierce冲孔forming成型(抽凸,冲凸)draw hole抽孔bending折弯trim切边emboss凸点dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线blanking下料stamp letter冲字(料号) shearing剪断tick-mark nearside正面压印tick-mark farside反面压印冲压名称类extension dwg展开图procedure dwg工程图die structure dwg模具结构图material材质material thickness料片厚度factor系数upward向上downward向下press specification冲床规格die height range适用模高die height闭模高度burr毛边gap间隙weight重量total wt.总重量punch wt.上模重量五金零件类inner guiding post内导柱inner hexagon screw内六角螺钉dowel pin固定销coil spring弹簧lifter pin顶料销eq-height sleeves=spool等高套筒pin销lifter guide pin浮升导料销guide pin导正销wire spring圆线弹簧outer guiding post外导柱stop screw止付螺丝located pin定位销outer bush外导套模板类top plate上托板(顶板)top block上垫脚punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板male die公模(凸模)feature die公母模female die母模(凹模)upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板(底板) stripping plate内外打(脱料板) outer stripper外脱料板inner stripper内脱料板lower stripper下脱料板零件类punch冲头insert入块(嵌入件)deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location 定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶桿trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块sliding dowel block滑块固定块active plate活动板lower sliding plate下滑块板upper holder block上压块upper mid plate上中间板spring box弹簧箱spring-box eject-rod弹簧箱顶桿spring-box eject-plate弹簧箱顶板bushing bolck衬套cover plate盖板guide pad导料块塑件&模具相关英文compre sion molding压缩成型flash mold溢流式模具plsitive mold挤压式模具split mold分割式模具cavity型控母模core模心公模taper锥拔leather cloak仿皮革shiver饰纹flow mark流痕welding mark溶合痕post screw insert螺纹套筒埋值self tapping screw自攻螺丝striper plate脱料板piston活塞cylinder汽缸套chip细碎物handle mold手持式模具移转成型用模具encapsulation molding低压封装成型射出成型用模具two plate两极式(模具)well type蓄料井insulated runner绝缘浇道方式hot runner热浇道runner plat浇道模块valve gate阀门浇口band heater环带状的电热器spindle阀针spear head刨尖头slag well冷料井cold slag冷料渣air vent排气道h=0.02~0.05mmw=3.2mmL=3~5mmwelding line熔合痕eject pin顶出针knock pin顶出销return pin回位销反顶针sleave套筒stripper plate脱料板insert core放置入子runner stripper plate浇道脱料板guide pin导销eject rod (bar)(成型机)顶业捧subzero深冷处理three plate三极式模具runner system浇道系统stress crack应力电裂orientation定向sprue gate射料浇口,直浇口nozzle射嘴sprue lock pin料头鉤销(拉料桿) slag well冷料井side gate侧浇口edge gate侧缘浇口tab gate搭接浇口film gate薄膜浇口flash gate闸门浇口slit gate缝隙浇口fan gate扇形浇口dish gate因盘形浇口H=F=1/2t~1/5tT=2.5~3.5mmdiaphragm gate隔膜浇口ring gate环形浇口subarine gate潜入式浇口tunnel gate隧道式浇口pin gate针点浇口Φ0.8~1.0mmRunner less无浇道(sprue less)无射料管方式long nozzle延长喷嘴方式sprue浇口;溶渣品质人员名称类QC quality control 品质管理人员FQC final quality control 终点品质管制人员IPQC in process quality control 制程中的品质管制人员OQC output quality control 最终出货品质管制人员IQC incoming quality control 进料品质管制人员TQC total quality control 全面质量管理POC passage quality control 段检人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 品质工程人员品质保证类FAI first article inspection 新品首件检查FAA first article assurance 首件确认TVR tool verification report 模具确认报告3B 3B 模具正式投產前确认CP capability index 能力指数CPK capability index of process 模具制程能力参数SSQA standardized supplier quality 合格供应商品质评估OOBA out of box audit 开箱检查QFD quality function deployment 品质机能展开FMEA failure model effectiveness analysis 失效模式分析8 disciplines 8项回復内容FA final audit 最后一次稽核CAR corrective action request 改正行动要求corrective action report 改正行动报告FQC运作类AQL Acceptable Quality Level 运作类允收品质水準S/S Sample size 抽样检验样本大小ACC Accept 允收REE Reject 拒收CR Critical 极严重的MAJ Major 主要的MIN Minor 轻微的AOQ Average Output Quality 平均出厂品质AOQL Average Output Quality Level 平均出厂品质Q/R/S Quality/Reliability/Service 品质/可靠度服务MIL-STD Military-Standard 军用标準S I-S IV Special I-Special IV 特殊抽样水準等级P/N Part Number 料号L/N Lot Number 特采AOD Accept On Deviation 特采UAI Use As It 首件检查报告FPIR First Piece Inspection Report 百万分之一PPM Percent Per Million 批号制程统计品管专类SPC Statistical Process Control 统计制程管制SQC Statistical Quality Control 统计品质管制R Range 全距AR Averary Range 全距平均值UCL Upper Central Limit 管制上限LCL Lower Central Limit 管制下限MAX Maximum 最大值MIN Minimum 最小值GRR Gauge Reproducibility&Repeatability 量具之再制性及重测性判断量可靠与否DIM Dimension 尺寸DIA Diameter 直径FREQ Frequency 频率N Number 样品数其它品质术语类QCC Quality Control Circle 品质圈QIT Quality Improvement Team 品质改善小组PDCA Plan Do Check Action 计划执行检查总结ZD Zero Defect 零缺点QI Quality Improvement 品质改善QP Quality Policy 目标方针TQM Total Quality Management 全面品质管理MRB Material Reject Bill 退货单LQL Limiting Quality Level 最低品质水準RMA Return Material Audit 退料认可QAN Quality Amelionrate Notice 品质改善活动ADM Absolute Dimension Measuremat 全尺寸测量QT Quality Target 品质目标7QCTools 7 Quality Controll Tools 品管七大手法通用之件类ECN Engineering Change Notes 工程变更通知(供应商)ECO Engineering Change Order 工程改动要求(客户)PCN Process Change Notice 工序改动通知PMP Product Management Plan 生產管制计划SIP Specification In Process 制程检验规格SOP Standard Operation Procedure 制造作业规范IS Inspection Specification 成品检验规范BOM Bill Of Material 物料清单PS Package Specification 包装规范SPEC Specification 规格DWG Drawing 图面系统文件类QC Quality System 品质系统ES Engineering Standarization 工程标準CGOO China General PCE龙华厂文件H Huston (美国)休斯敦C Compaq (美国)康伯公司C China 中国大陆A Assembly 组装(厂)S Stamping 冲压(厂)P Painting 烤漆(厂)I Intel 英特尔公司T TAIWAN 臺湾IWS International Workman Standard 工艺标準ISO International Standard Organization 国际标準化组织GS General Specification 一般规格CMCS C-China M-Manufact C-Compaq S-Stamping Compaq產品在龙华冲压厂制造作业规范CQCA Q-Quality A-Assembly Compaq產品在龙华组装厂品管作业规范CQCP P-Painting Compaq產品在龙华烤漆厂品管作业规范部类PMC Production & Material Control 生產和物料控制PPC Production Plan Control 生產计划控制MC Material Control 物料控制ME Manafacture Engineering 制造工程部PE Project Engineering 產品工程部A/C Accountant Dept 会计部P/A Personal & Administration 人事行政部DC Document Center 资料中心QE Quality Engineering 品质工程(部)QA Quality Assurance 品质保证(处)QC Quality Control 品质管制(课)PD Product Department 生產部LAB Labratry 实验室IE Industrial Engineering 工业工程R&D Research & Design 设计开发部P Painting 烤漆(厂)A Asssembly 组装(厂)S Stamping 冲压(厂)生產类PCS Pieces 个(根,块等)PRS Pairs 双(对等)CTN Carton 卡通箱PAL Pallet/skid 栈板PO Purchasing Order 采购订单MO Manufacture Order 生產单D/C Date Code 生產日期码ID/C Identification Code (供应商)识别码SWR Special Work Request 特殊工作需求L/N Lot Number 批号P/N Part Number 料号其它OEM Original Equipment Manufacture 原设备制造PCE Personal Computer Enclosure 个人电脑外设PC Personal Computer 个人电脑CPU Central Processing Unit 中央处理器SECC SECC` 电解片SGCC SGCC 热浸镀锌材料NHK North of Hongkong 中国大陆PRC People's Republic of China 中国大陆U.S.A the United States of America 美国A.S.A.P As Soon As Possible 尽可能快的E-MAIL Electrical-Mail 电子邮件N/A Not Applicable 不适用QTY Quantity 数量VS 以及REV Revision 版本JIT Just In Time 零库存I/O Input/Output 输入/输出OK Ok 好NG Not Good 不行,不合格C=0 Critical=0 极严重不允许ESD Electry-static Discharge 静电排放5S 希腊语整理,整顿,清扫,清洁,教养ATIN Attention 知会CC Carbon Copy 副本復印相关人员APP Approve 核準,认可,承认CHK Check 确认AM Ante Meridian 上午PM Post Meridian 下午CD Compact Disk 光碟CD-ROM Compact Disk Read-Only Memory 只读光碟FDD Floppy Disk Drive 软碟机HDD Hard Disk Drive 碟碟机REF Reference 仅供参考CONN Connector 连接器CAV Cavity 模穴CAD Computer Aid Design 计算机辅助设计ASS'Y Assembly 装配,组装MAT'S Material 材料IC Integrated Circuit 集成电路T/P True Position 真位度TYP Type 类型WDR Weekly Delivery Requitement 周出货需求C?T Cycle Time 制程周期L/T Lead Time 前置时间(生產前準备时间)S/T Standard Time 标準时间P/M Product Market 產品市场3C Computer,Commumcation,Consumer electronic's 消费性电子5WIH When,Where,Who,What,Why,How to5M Man,Machine,Material,Method,Measurement4MIH Man,Materia,Money,Method,Time 人力,物力,财务,技术,时间(资源) SQA Strategy Quality Assurance 策略品质保证DQA Desigh Quality Assurance 设计品质保证MQA Manufacture Quality Assurance 制造品质保证SSQA Sales and service Quality Assurance 销售及服务品质保证LRR Lot Rejeet Rate 批退率BS Brain storming 脑力激荡EMI Electronic Magnetion Inspect 高磁测试FMI Frequency Modulatim Inspect 高频测试B/M Boar/Molding(flat cable)C/P Connector of PCA/P AssemblySPS Switching power supply 电源箱DT Desk Top 卧式(机箱)MT Mini-Tower 立式(机箱)DVD Digital Vedio DiskVCD Vdeio Compact DiskLCD Liquid Crystal DisplayCAD Computer AID DesignCAM Computer AID ManufacturingCAE Computer AID EngineeringABIOS Achanced Basic in put/output system 先进的基本输入/输出系统CMOS Complemeruary Metoll Oxide Semiconductor 互补金属氧化物半导体PDA Personal Digital Assistant 个人数字助理IC Integrated Circuit 集成电路ISA Industry Standard Architecture 工业标準体制结构MCA Micro Channel Architecture 微通道结构EISA Extended Industry Standard Architecture 扩充的工业标準结构SIMM Single in-line memory module 单项导通匯流组件DIMM Dual in-line Memory Module 双项导通匯流组件LED Light-Emitting Diode 发光二级管FMEA Failure Mode Effectivenes 失效模式分析W/H Wire Harness 金属线绪束集组件F/C Flat Calle 排线PCB Printed Circuit Board 印刷电路板CAR Correction Action Report 改善报告NG Not Good 不良WPR Weekly Delivery Requirement 周出货要求PPM Parts Per Million 百万分之一TPM Total Production Maintenance 全面生產保养MRP Material Requiremcnt Planning 物料需计划OC Operation System 作业系统TBA To Be Design 待定,定缺D/C Drawing ChangeP/P Plans & ProceduneEMI Electrical-Music Industry 电子音乐工业RFI Read Frequency Input 读频输入MMC Maximum Material ConditionMMS Maximum Material SizeLMC Least Material ConditionLMS Least Material Size模具技术用语各种模具常用成形方式accurate die casting 精密压铸 powder forming 粉末成形calendaring molding 压延成形 powder metal forging 粉末锻造cold chamber die casting 冷式压铸 precision forging 精密锻造cold forging 冷锻 press forging 冲锻compacting molding 粉末压出成形 rocking die forging 摇动锻造compound molding 復合成形 rotary forging 回转锻造compression molding 压缩成形 rotational molding 离心成形dip mold 浸渍成形 rubber molding 橡胶成形encapsulation molding 注入成形 sand mold casting 砂模铸造extrusion molding 挤出成形 shell casting 壳模铸造foam forming ?泡成形 sinter forging 烧结锻造forging roll 轧锻 six sides forging 六面锻造gravity casting 重力铸造 slush molding 凝塑成形hollow(blow) molding 中空(吹出)成形 squeeze casting 高压铸造hot chamber die casting 热室压铸 swaging 挤锻hot forging 热锻 transfer molding 转送成形injection molding 射出成形 warm forging 温锻investment casting 精密铸造 matched die method 对模成形法laminating method 被覆淋膜成形 low pressure casting 低压铸造lost wax casting 脱蜡铸造 matched mould thermal forming 对模热成形模各式模具分类用语bismuth mold 鉍铸模 landed plunger mold 有肩柱塞式模具burnishing die 挤光模 landed positive mold 有肩全压式模具button die 镶入式圆形凹模 loading shoe mold 料套式模具center-gated mold 中心浇口式模具 loose detail mold 活零件模具chill mold 冷硬用铸模 loose mold 活动式模具clod hobbing 冷挤压制模 louvering die 百叶窗冲切模composite dies 復合模具 manifold die 分歧管模具counter punch 反凸模 modular mold 组合式模具double stack mold 双层模具 multi-cavity mold 多模穴模具electroformed mold 电铸成形模 multi-gate mold 復式浇口模具expander die 扩径模 offswt bending die 双折冷弯模具extrusion die 挤出模 palletizing die 叠层模family mold 反套制品模具 plaster mold 石膏模blank through dies 漏件式落料模 porous mold 通气性模具duplicated cavity plate 復板模 positive mold 全压式模具fantail die 扇尾形模具 pressure die 压紧模fishtail die 鱼尾形模具 profile die 轮廓模flash mold 溢料式模具 progressive die 顺序模gypsum mold 石膏铸模 protable mold 手提式模具hot-runner mold 热流道模具 prototype mold 雏形试验模具ingot mold 钢锭模 punching die 落料模lancing die 切口模 raising(embossing) 压花起伏成形re-entrant mold 倒角式模具 sectional die 拼合模runless injection mold 无流道冷料模具 sectional die 对合模具segment mold 组合模 semi-positive mold 半全压式模具shaper 定型模套 single cavity mold 单腔模具solid forging die 整体锻模 split forging die 拼合锻模split mold 双并式模具 sprueless mold 无注道残料模具squeezing die 挤压模 stretch form die 拉伸成形模sweeping mold 平刮铸模 swing die 振动模具three plates mold 三片式模具 trimming die 切边模unit mold 单元式模具 universal mold 通用模具unscrewing mold 退扣式模具 yoke type die 軛型模模具厂常用之标準零配件air vent vale 通气阀 anchor pin 锚梢angular pin 角梢 baffle 调节阻板angular pin 倾斜梢 baffle plate 折流档板ball button 球塞套 ball plunger 定位球塞ball slider 球塞滑块 binder plate 压板blank holder 防皱压板 blanking die 落料冲头bolster 上下模板 bottom board 浇注底板bolster 垫板 bottom plate 下固定板bracket 托架 bumper block 缓冲块buster 堵口 casting ladle 浇注包casting lug 铸耳 cavity 模穴(模仁)cavity retainer plate 模穴托板 center pin 中心梢clamping block 锁定块 coil spring 螺旋弹簧cold punched nut 冷冲螺母 cooling spiral 螺旋冷却栓core 心型 core pin 心型梢cotter 开口梢 cross 十字接头cushion pin 缓冲梢 diaphragm gate 盘形浇口die approach 模头料道 die bed 型底die block 块形模体 die body 铸模座die bush 合模衬套 die button 冲模母模die clamper 夹模器 die fastener 模具固定用零件die holder 母模固定板 die lip 模唇die plate 冲模板 die set 冲压模座direct gate 直接浇口 dog chuck 爪牙夹头dowel 定位梢 dowel hole 导套孔dowel pin 合模梢 dozzle 辅助浇口dowel pin 定位梢 draft 拔模锥度draw bead 张力调整桿 drive bearing 传动轴承ejection pad 顶出衬垫 ejector 脱模器ejector guide pin 顶出导梢 ejector leader busher 顶出导梢衬套ejector pad 顶出垫 ejector pin 顶出梢ejector plate 顶出板 ejector rod 顶出桿ejector sleeve 顶出衬套 ejector valve 顶出阀eye bolt 环首螺栓 filling core 椿入蕊film gate 薄膜形浇口 finger pin 指形梢finish machined plate 角形模板 finish machined round plate 圆形模板fixed bolster plate 固定侧模板 flanged pin 带凸缘?flash gate 毛边形浇口 flask 上箱floating punch 浮动冲头 gate 浇口gate land 浇口面 gib 凹形拉紧?goose neck 鹅颈管 guide bushing 引导衬套guide pin 导梢 guide post 引导柱guide plate 导板 guide rail 导轨head punch 顶?冲头 headless punch 直柄冲头heavily tapered solid 整体模蕊盒 hose nippler 管接头impact damper 缓冲器 injection ram 压射柱塞inlay busher 嵌入衬套 inner plunger 内柱塞inner punch 内冲头 insert 嵌件insert pin 嵌件梢 king pin 转向梢king pin bush 主梢衬套 knockout bar 脱模杵land 合模平坦面 land area 合模面leader busher 导梢衬套 lifting pin 起模顶?lining 内衬 locating center punch 定位中心冲头locating pilot pin 定位导梢 locating ring 定位环lock block 压块 locking block 定位块locking plate 定位板 loose bush 活动衬套making die 打印冲子 manifold block 歧管档块master plate 靠模样板 match plate 分型板mold base 塑胶模座 mold clamp 铸模紧固夹mold platen 模用板 moving bolster 换模保持装置moving bolster plate 可动侧模板 one piece casting 整体铸件parallel block 平行垫块 paring line 分模线parting lock set 合模定位器 pass guide 穴型导板peened head punch 镶入式冲头 pilot pin 导?pin gate 针尖浇口 plate 衬板pre extrusion punch 顶挤冲头 punch 冲头puncher 推桿 pusher pin 衬套梢rack 机架 rapping rod 起模桿re-entrant mold 凹入模 retainer pin 嵌件梢retainer plate 托料板 return pin 回位梢riding stripper 浮动脱模器 ring gate 环型浇口roller 滚筒 runner 流道runner ejector set 流道顶出器 runner lock pin 流道拉梢screw plug 头塞 set screw 固定螺丝shedder 脱模装置 shim 分隔片shoe 模座之上下模板 shoot 流道shoulder bolt 肩部螺丝 skeleton 骨架slag riser 冒渣口 slide(slide core) 滑块slip joint 滑配接头 spacer block 间隔块spacer ring 间隔环 spider 模蕊支架spindle 主轴 sprue 注道sprue bushing 注道衬套 sprue bushing guide 注道导套sprue lock bushing 注道定位衬套 sprue puller 注道拉料? spue line 合模线 square key 方键square nut 方螺帽 square thread 方螺纹stop collar 限位套 stop pin 止动梢stop ring 止动环 stopper 定位停止梢straight pin 圆柱? stripper bolt 脱料螺栓stripper bushing 脱模衬套 stripper plate 剥料板stroke end block 行程止梢 submarine gate 潜入式浇口support pillar 支撑支柱/顶出支柱 support pin 支撑梢supporting plate 托板 sweep templete 造模刮板tab gate 辅助浇口 taper key 推拔键。
紧固件专业英语词汇
1 标准(接触的比较常用的就是德标和美标)GB (国标)ISO(国际标准)DIN (德制)JIS (日标)ANSI /ASME (American National Standards Institute –ANSI;American Society Of Mechanical Engineers – ASME)(美标)BS (英制)IFI =Industrial Fastener Institute是美国工业紧固件协会的标准2 螺纹M. MF (公制牙)UNC.(美制粗牙)UNF (美制细牙)UNEF (美制超细牙)B.S.W. 标准惠氏粗牙系列,一般用途圆柱螺纹B.S.F. 标准惠氏细牙系列,一般用途圆柱螺纹fine pitch thread 细牙full thread 全螺纹3 螺丝头型IHH=ind hex head 锯六角头PH=phillips 十字槽Pan 圆头(盘头)Oval 半沉头H.W.H.. 六角小法兰H.W.F. 六角大法兰CSK 沙拉头(沉头)Large wafer 大扁平头Bugle 喇叭头Truss 盘头带垫Pozi 米制槽Serra-tion 垫下带花Flower Head 开花头6-bobes recess 内梅花Cup head杯头4 常见紧固件名称split washer弹簧垫片(一般厂家会管washer叫“华司”)flat washer平垫片Self tapping screw自攻螺丝Self drilling screw自钻螺丝drywall screw 干墙螺丝/干壁螺丝/墙用螺丝high low screw高低牙螺丝collated screw链带螺丝Concrete screw 水泥螺丝Tri-lobular thread screw三角螺丝kep nut 锁紧螺母acorn nut 盖形螺母wing washer 翼型垫片eye bolt 吊环螺栓(也叫环首螺栓,其实这个叫法很多,大概是不同地区的缘故)Piston bolt 活塞螺钉Winding bolt 线圈螺钉Hexagon head bolts 六角头螺栓Hexagon flange bolts 六角法兰螺栓Carriage bolt 马车螺栓Square head bolt方头螺栓Flat counter sunk square neck bolts 沉头方颈螺栓Flat counter sunk nib bolts 沉头带榫螺栓Cross recessed pan head tapping screws 十字槽盘头自攻螺钉(如果在图纸上看到标注# 2或# 20等,是指该螺丝的头部适合2号或者20号的螺丝起子)5 表面处理方式BO=black oxide 氧化发黑(如果仅仅标注black,是指做染黑处理)Zinc plated 镀锌cementation 渗碳nylon patch耐落(刚看到的时候是直接按照字面翻译的“尼龙片”,拿给经理看的时候经理对照图纸看了半天跟我说你你去查下耐落的英文,果然---)6 其它图纸上可能出现的标注螺纹大径:Major Diam螺纹中径:Pitch diam螺纹底径:Minor diam内径ID= inner diameter外径OD= outside diameter通止规:Go/No go gage机械性能:mechanical and physical properties统一英制螺纹unified thread镀后去氢,防止氢脆Lustrate hydrogen after galvanizing to avoid hydrogen embrittlement 表面渗碳Case carburization对边With across flats对角With across corners头下圆角Radius of fillet过度螺纹Transition thread length扳拧高度Wrenching height洛氏硬度Rockwell维氏硬度Vickers布氏硬度Brinell机械性能8级P C 8 = property class 8机加工:Machining螺纹成型:Roll Threading热处理:heat treatment表面处理:finish(不过有时候也会标注成surface treatment)去氢:Lustrating hydrogen。
紧固件强度等级和机械性能
讲义材料二常用紧固件的强度等级和机械性能1.螺拴、螺钉和螺柱的强度等级(性能等级):国标规定,标记为:3.6;4.6;4.8;5.6;5.8;6.8;8.8;9.8;10.9;12.9。
上述的性能等级适用于粗牙M1.6~M39;细牙M8×1~M39×3。
目的是标明紧固件具有的机械性能。
1标记中“.”前的数字表示公称抗拉强度,以1/100表示(如:性能等级为8.8级:那未前面8的数字即表明抗拉强度σb为800N/mm2)。
标记中“.”后的数字表示屈强比。
即公称屈服点σs或非比例伸长应力σp0.2与公称抗拉强度σb之比。
两数相乘的10倍贤屈服强度或非比例伸长应力的公称值。
2)屈强比的物理意义:表示了σs或σp0.2与σb的接近程度同样也反映了紧固件在加工时所受强化的程度。
(如:性能等级为3.6级的螺栓,其屈强比为0.6,表明在加工中未受到强化。
而屈强比为0.8或0.9的则表示紧固件产品在加工中受到强化)。
屈强比越大,所受的强化程度也越大。
3)各性能等级适用的材料及热处理要求因螺拴、螺钉和螺柱的强度等级(性能等级)与所用的钢材有很大关系。
对于8.8级以上(含8.8级)的产品必须进行热处理后才能达到性能要求。
性能等级为3.6级的可采用低碳钢生产。
性能等级为4.6;4.8;5.6;5.8;6.8级的可采用低碳钢或中碳钢生产。
但必须注意:屈强比为0.8的必须通过冷作硬化来实现。
5.6级若用中碳钢生产则必须经消除冷作硬化处理。
国标中还规定:a).对于8.8级的产品为保证良好的淬透性,螺纹直径>20mm的螺拴、螺钉和螺柱,必须采用10.9级规定的合金钢。
b).对性能等级为10.9和12.9级时,应采用具有良好淬透性能的材料,以保证螺纹截面的芯部在淬火后、回火前得到约90%的马氏体组织。
2.螺拴、螺钉和螺柱的机械性能指标2)最小抗拉强度适用于公称长度L≥2.5d的产品;最低硬度适用于长度L<2.5以及其他不能进行拉力试验(如头部结构的影响)的产品。
紧固件产品等级和机械性能(A)
紧固件产品等级和机械性能一、紧固件的分类:B大螺丝S小螺丝N螺帽E其它扣件二、紧固件参照的标准:ISO、ASTM、DIN、JIS、ANSI/ASME、GB。
三、碳钢中各类元素对钢性质的影响:1、碳(C)、提高钢件强度,尤其热处理性能;但随含碳量的增加塑性和韧性下降,会影响到钢件的冷镦性能和焊接性能。
2、锰(Mn)、提高钢件强度,并在一定程度上提高可淬性,即在淬火时增加了淬硬渗入的强度,锰还能改进表面质量,但是太多的锰对延展性和可焊性不利同时会影响电镀时对镀层的控制。
3、镍(Ni)、提高钢件强度,改善低温下的韧性,提高耐大气腐蚀能力,并可保证稳定的热处理效果,减小氢脆的作用。
4、铬(Cr)、提高可淬性,改善耐磨性,提高耐腐蚀能力,并有利于高温下保持强度。
5、钼(Mo)、能帮助控制可淬性,降低钢对回火脆性的敏感性,提高高温下的抗拉强度有很大影响。
6、硼(B)、能提高可淬性,并且有助于使低碳钢对热处理产生预期的反应。
7、矾(V)、细化奥氏体晶粒,改善韧性。
8、硅(Si)、保证钢件强度,适当的含量可以改善钢件塑性和韧性。
四、钢的种类和在紧固件行业的运用:普通钢:含磷量不大于0.045%,含硫量不大于0.055%。
优质钢:含磷量不大于0.04%,含硫量不大于0.045%。
工具钢:磷、硫含量不大于0.04%。
高优质钢:磷、硫含量不大于0.03%。
含碳量小于0.25%的低碳钢,强度低、塑性、可焊性较好;含碳量在0.25-0.45%间叫做中碳钢,较高强度、塑性、可焊性较差,若经过热处理,则强度和硬度有显著提高,含碳量大于0.45%的钢叫高碳钢,塑性和可焊较差,热处理后有很高的强度和硬度。
08、10、15、20、25等号钢含碳量较低,强度小而塑性好。
可用于制造各种容器,或用来制造冲压件,焊接结构件及螺钉、螺母、垫圈和需要渗碳的零件。
30、35、40、45、50等号钢含碳量中等,强度较高、韧性和加工性较好,通常要经过淬火,回火等处理,可用来制造轴类、齿轮、丝杆、连杆、套筒等。
(机械制造行业)紧固件产品等级和机械性能
(机械制造行业)紧固件产品等级和机械性能紧固件产品等级和机械性能一、紧固件的分类:B大螺丝S小螺丝N螺帽E其它扣件二、紧固件参照的标准:ISO、ASTM、DIN、JIS、ANSI/ASME、GB。
三、碳钢中各类元素对钢性质的影响:1、碳(C)、提高钢件强度,尤其热处理性能;但随含碳量的增加塑性和韧性下降,会影响到钢件的冷镦性能和焊接性能。
2、锰(Mn)、提高钢件强度,并在一定程度上提高可淬性,即在淬火时增加了淬硬渗入的强度,锰还能改进表面质量,但是太多的锰对延展性和可焊性不利同时会影响电镀时对镀层的控制。
3、镍(Ni)、提高钢件强度,改善低温下的韧性,提高耐大气腐蚀能力,并可保证稳定的热处理效果,减小氢脆的作用。
4、铬(Cr)、提高可淬性,改善耐磨性,提高耐腐蚀能力,并有利于高温下保持强度。
5、钼(Mo)、能帮助控制可淬性,降低钢对回火脆性的敏感性,提高高温下的抗拉强度有很大影响。
6、硼(B)、能提高可淬性,并且有助于使低碳钢对热处理产生预期的反应。
7、矾(V)、细化奥氏体晶粒,改善韧性。
8、硅(Si)、保证钢件强度,适当的含量可以改善钢件塑性和韧性。
四、钢的种类和在紧固件行业的运用:普通钢:含磷量不大于0.045%,含硫量不大于0.055%。
优质钢:含磷量不大于0.04%,含硫量不大于0.045%。
工具钢:磷、硫含量不大于0.04%。
高优质钢:磷、硫含量不大于0.03%。
含碳量小于0.25%的低碳钢,强度低、塑性、可焊性较好;含碳量在0.25-0.45%间叫做中碳钢,较高强度、塑性、可焊性较差,若经过热处理,则强度和硬度有显著提高,含碳量大于0.45%的钢叫高碳钢,塑性和可焊较差,热处理后有很高的强度和硬度。
08、10、15、20、25等号钢含碳量较低,强度小而塑性好。
可用于制造各种容器,或用来制造冲压件,焊接结构件及螺钉、螺母、垫圈和需要渗碳的零件。
30、35、40、45、50等号钢含碳量中等,强度较高、韧性和加工性较好,通常要经过淬火,回火等处理,可用来制造轴类、齿轮、丝杆、连杆、套筒等。
紧固件机械性能

3
表面处理技术如渗碳、渗氮等也可以提高紧固件 的耐磨性能。
06 紧固件机械性能的测试与 检验
拉伸试验
目的
测定紧固件的抗拉强度、屈服点和延伸率等机械性能指标,确保紧固件在使用 过程中能够承受足够的拉力而不发生断裂。
方法
将紧固件拉伸至断裂或屈服点,记录拉伸过程中的力-位移曲线,并根据曲线计 算相关机械性能指标。
02
常见的耐候性材料有铝合金、铜合金等,这些材料具有良好的
耐候性能,能够适应各种气候条件。
表面处理技术如喷塑、喷漆等也可以提高紧固件的耐候性能。
03
耐磨性
1
紧固件在使用过程中应具有良好的耐磨性能,以 延长其使用寿命。
2
耐磨材料如碳化钨、碳化铬等具有较高的硬度和 耐磨性能,适用于需要承受高摩擦和高磨损的紧 固件。
无损检测
目的
在不破坏紧固件的情况下,检测其表面和内部是否存在裂纹、气孔、夹杂物等缺陷,确 保紧固件的质量和可靠性。
方法
利用超声波、射线、磁粉等无损检测技术对紧固件进行检测,通过分析检测信号判断紧 固件是否存在缺陷。
THANKS FOR WATCHING
感谢您的观看
测试方法
通过拉伸试验机对紧固件进行拉伸, 测量其伸长量和横截面积的变化, 计算出伸长率和截面收缩率。
影响因素
伸长率和截面收缩率与紧固件 的材质、晶粒大小、热处理工
艺等因素有关。
硬度
定义
硬度是指紧固件抵抗表面 压入的能力,通常用洛氏 硬度、布氏硬度等表示。
测试方法
通过硬度计对紧固件的表 面或截面进行压入试验, 测量所需的压力或压入深 度,计算出硬度值。
03 紧固件的力学性能Fra bibliotek拉强度01
紧固件产品等级和机械性能
紧固件产品等级和机械性能1. 简介紧固件是指用于连接和固定机械设备的各种螺母、螺栓、螺钉、垫圈等产品。
在机械工程领域中,紧固件是非常重要的组成部分,其性能直接影响到机械设备的安全性和可靠性。
本文将介绍紧固件产品的等级分类以及与机械性能相关的参数。
2. 紧固件产品等级紧固件产品等级主要根据其材料、强度和使用环境等因素确定。
常见的紧固件产品等级包括:•碳钢级别:碳钢级别是指紧固件产品的材料为碳钢,如4.8级、8.8级、10.9级等。
这些等级代表了紧固件的强度等级,其中数字表示最小拉伸强度的倍数。
例如,4.8级螺栓的最小拉伸强度为4倍材料的屈服强度,8.8级螺栓的最小拉伸强度为8倍材料的屈服强度。
•不锈钢级别:不锈钢级别是指紧固件产品的材料为不锈钢,如A2-70、A4-80等。
其中,A2表示材料为AISI 304不锈钢,A4表示材料为AISI 316不锈钢。
70和80表示紧固件的拉伸强度,以螺纹材料的屈服点来衡量。
•高强度级别:高强度级别是指紧固件产品的强度等级高于常规级别,如12.9级、14.9级等。
这些级别通常用于对紧固件具有更高强度要求的场合,如汽车、机械设备等领域。
3. 紧固件产品的机械性能紧固件产品的机械性能是指其在受力和工作环境中的表现。
以下是与机械性能相关的参数:•抗拉强度(Tensile Strength):紧固件产品在拉伸条件下所能承受的最大荷载,以N/mm²为单位进行表示。
抗拉强度决定了紧固件的最大承载能力。
•屈服点(Yield Point):紧固件产品在拉伸条件下开始发生可见塑性变形的应力值。
屈服点决定了紧固件开始发生永久变形的阈值。
•延伸率(Elongation):紧固件产品在拉伸条件下能够拉长的百分比。
延伸率可以反映紧固件的塑性变形能力,通常以百分比表示。
•硬度(Hardness):紧固件产品的硬度是指其抵抗外界物体对其表面压入的能力。
硬度常用HRC(洛氏硬度)或HB(布氏硬度)进行表示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
紧固件机械性能常用术语扭矩( Torque )扭矩是一种产生旋转的力量. 下面是一些最普通的扭矩的事例: 1.给表上弦2. 旋开瓶盖3. 旋转门把手4. 拧入螺丝.扭矩在大多数的应用场合都需要着重考虑.下面四种扭矩有着些微小的差别.1.驱动扭矩( Driving Torque )2.锁紧扭矩( Seating Torque )3.松动扭矩( Break away Torque )4.预置扭矩( Prevailing Torque )所有这些扭矩在实际应用中都会遇到, 但不同的使用状况其重要性不相同.1.驱动扭矩—使机件组合在一起必须的施予之旋转力量.2.锁紧扭矩—使机件组合达到预先设定的松紧程度所需要的力量.3.松动扭矩—使组合在一起的机件分离所必需要的施予之旋转力量.4.预置扭矩—在紧固件上设置的一种特性, 使紧固件在一锁入配合螺纹工件即因磨擦力产生阻力以达成防松的目的, 克服该磨擦力矩所需要的驱动旋转力矩即称为预置扭矩.驱动力矩: 驱动扭矩在螺丝切削, 螺丝滚制和自锁机件应用中是主要考虑的问题. 作为旋转机件必须的最大力, 要求是必须的. 过高的驱动扭矩会使旋转失效和旋转失败, 所有这些将增加紧固件的成本, 所以尽可能地降低驱动扭矩是十分必要的. 这需求就引导出另一个工程要求”驱动-拉脱比”. 它是驱动紧固件需要的扭矩值与抗脱或破坏所配合的内螺纹所需扭矩值的关系, 此值范围越大, 越有利于减少装配不良, 重复装配和降低相应的成本, 紧固件便越适用.对于螺纹滚制自攻螺丝而言, 其要求的驱动-拉脱比( Drive to Strip Ratio )为1 : 3, 即有一个单位的驱动扭矩, 就需要有三个单位的抗拉脱强度的配合螺纹强度.锁紧扭矩: 锁紧扭矩是将紧固件旋至所要求的松紧程度或扭力-拉力值的力量. 它以一个最大值表示. 这就是说在小于规定的最大扭矩作用于应该得到指定的松紧度或夹紧力, 这在任何情况下都是十分重要的. 因为紧固件应该能够适当锁紧以保证正常的装配, 但这不应该过度增加扭矩. 过度的扭矩要求会造成驱动系统的失效, 增加劳动强度, 配合的失败, 所有这些都会造成紧固件费用的增加.松动扭矩: 松动扭矩是指将紧固件由锁紧状态松开时的旋转力量. 这在紧固件容易松动的状况下最具实际意义. 松动扭矩一般和自锁紧固件相关( 不仅是自锁紧固件, 防松用紧固件都在内), 它以一个最小值来表达, 就是说紧固件不能以小于松动扭矩的力矩脱离组装件.预置扭矩: 从技术上来讲, 预置扭矩是一种对旋转力矩的的反力矩( Resistance to Rotation ). 它通常是指将以固锁但尚未锁紧的紧固件旋出时的力矩. 像松动扭矩一样, 预置扭矩用于容易松动的场合, 它的规定值亦为最小值. 在小于规定扭矩的作用下紧固件必须固锁( 但不一定锁紧)而不能转动, 每一个紧固件都要求有一定的扭矩来驱动, 这是预置扭矩的”驱动扭矩”, 每一个预置扭矩紧固件都要求有更大的扭矩来锁紧, 以确保适当的固锁状态, 这是”锁紧扭矩”. 每一个紧固件都需要有一定的扭矩将它从固锁状态松开, 这就是”松动扭矩”. 每一紧固件都需一定扭矩将它从未锁紧但尚固锁的状态下取出, 这就是预置扭矩. 扭矩的测试单位是磅-英寸( in pounds )或磅-英尺( foot pounds ). 1磅-英寸就是一磅的力作用在垂直于旋转中心1英寸距离处产生的力量. 2磅-英寸就是2磅的力作用在垂直于旋转轴心1英寸距离或1磅的力作用于2英寸处所产生的力量. 由此, 可得出力矩= 轴心到扭力的垂直距离x 力磅-英寸除以12便得到磅-英尺, 反之, 磅-英寸乘以12即为磅-英尺, 单位的选择要根据数值的大小. 例如, 我们通常会用100磅-英尺, 而不用1200磅-英寸.注: 磅-英寸和磅-英尺均是技术上所用的正确单位. 但我们经常会写成英寸-磅和英尺-磅. 扭矩是产生转动所必须的力. 它是作用在臂末端使物体产生旋转的力量.回答问题(不要翻看前面的内容) :1.什么是扭矩?2.四种不同的扭矩为何?3.扭矩的单位是什么?查看前述材料来检查你的答案, 若有任何遗漏将正确答案写下来.抗拉强度( Tensile Strength )抗拉强度是指材料在外力拉伸下抵抗破断的能力. 你是否有过将橡胶条拉断的经验呢? 如果有, 那么你就是在测试橡胶条的抗拉强度. 紧固件的抗拉强度也是一样的, 它是紧固件能够承受的施加在其上而不会使其破断的抗拉值.抗拉强度是紧固件最普通的一种物理性质. 它是紧固件的极限强度( Ultimate Strength ). 也是紧固件在应用时考虑的其承载荷重能力( Load Bearing Ability )的基本指标.抗拉强度用磅/英寸2表示( PSI ). 它是指平均分配在紧固件最小径截面积上( Cross-Sectional of minor Diameter )可施予紧固件承受的力量. 例如, 紧固件的破断拉力为100,000磅, 它的最小径断面积为1平方英寸, 那么此紧固件的抗拉强度是100, 000PSI. 意即:抗拉强度= 力/面积= 100,000磅/ 1平方英寸= 100,000PSI抗拉强度是紧固件抵抗轴向拉力( Axial Tensile )的能力. 它表明了紧固件承受轴向拉伸负荷的能力. 抗拉强度通常是指极限抗拉强度( Ultimate Tensile Strength, UTS ). 因为紧固件的降伏强度( Yield Strength )和保证荷重( Proof Load )与它的抗拉强度有关, 所以我们会在后面加以讨论.回答问题(不要翻看前面的内容) :1.什么是抗拉强度?2.抗拉强度的单位是什么?查看前述材料来检查你的答案, 若有任何遗漏将正确答案写下来.降伏强度( Yield Strength )理论上, 每一个轴向拉力都将使紧固件产生不同程度的伸长. 因为既有的金属均有其弹性模数( Degree of Elasticity, 或称为杨氏模数Young’s Moulde )存在, 通常将负荷去除, 紧固件就会恢复到原来的长度. 当紧固件无法恢复其原长时的负荷值即为其降伏点( Yield Point ). 降伏点是紧固件承受轴向负荷时开始产生塑性变形的那一点.在紧固件行业, 我们真的希望它能在其弹性极限范围内使用, 以确保联接的安全性, 而不希望将它拉伸到降伏点来使用. 因为这会降低紧固件的有效性. 当紧固件被拉伸到其降伏点后便无法收缩回到原的长度. 这种收缩提供了紧固件连接时的有效锁紧力. 我们可以清楚看到紧固件是如何锁紧及如何发挥功效的. 假想一个紧固件就如一个一圈圈缠紧的弹簧. 想象一个用弹簧拉紧的门, 当弹簧没有超过其降伏点时, 它可以有效地将门闭紧. 但当弹簧被过度拉伸而无法恢复到原来的长度时, 弹簧将会失效而无法将门闭紧. 但当弹簧被过度拉伸时, 便会到达其降伏点, 此时弹簧将会失效而无法将门拉紧. 弹簧便失去了其原有的拉力. 紧固件也是如此, 一但被过度拉伸, 便会失去原有的拉力.一般而言, 降服强度等于于极限抗拉强度的25%. 紧固件的降伏点是指它承受轴向负荷产生永久伸长的那一点.回答问题(不要翻看前面的内容):1.什么是紧固件的降伏强度?2.紧固件的抗拉强度与降伏强度有何关系?查看前述材料来检查你的答案, 若有任何遗漏将正确答案写下来.译注: 降伏强度与抗拉强度的关系并非一成不变的25%, 一般而言, 同一种材料的抗拉强度越高( 不管是加工硬化或是热处理造成), 降伏强度与抗拉强度的比值会升高, 延展性则降低, 比如4.6级的螺栓, 由于冷锻后延展性无法达到30%要求, 因此必需退火, 此时降伏强度与抗拉强度均降低, 降伏强度与抗拉强度大约为45-50%, 冷锻后5.6级螺栓冷锻后不作任何处理, 降伏强度与抗拉强度大约为35-40%, 至于8.8级螺栓冷锻后作调质热处理, 降伏强度与抗拉强度大约为20-25%,10.9级及12.9级螺栓冷锻后作调质热处理, 降伏强度与抗拉强度大约为10-20%.保证荷重( Proof Load )保证荷重是紧固件不产生永久伸长的所能承受的最大轴向拉力, 我们再以弹簧为例, 假设紧固件为一根弹簧, 我们可以想象将弹簧拉到不使它产生永久伸长的最大长度, 就是说到去除负荷后紧固件可以恢复到它原来的长度.这就表明了紧固件的降伏点和保证荷重的关系十分密切. 理论上讲, 就像在一个范围内有两个相邻的点, 一个比另一个小一点点, 那么这个比较小的值就是保证荷重, 另一个比较大的就是降伏点. 因为两点相距太近, 在实际应用上我们将它们视为等同. 碳钢类紧固件的保证荷重是其最大抗拉强度的75%. 例如, 碳钢类紧固件的抗拉强度是100,000PSI, 那么它的保证荷重即为其降伏点, 是75,000PSI.保证荷重的知识和意义对于业务人员很重要, 因为有时他会被要求提供紧固件在实际应用时可承受的拉力和荷重. 记住一般的原则是: 施加保证荷重的75%的力, 可以获得最佳功效. 这是紧固件在使用时关于其拉力的通用原则. 比如我们刚才提到的紧固件, 其抗拉强度是100, 000PSI, 因为保证荷重为抗拉强度的75%, 故其保证荷重为75, 000PSI, 若客户问你”这支螺栓可以承受多大的拉力使用”时, 你应该回答”保证荷重的75%或(25, 000*75%)56, 250PSI. 保证荷重是紧固件不产生塑性变形所能承受的最大的力. 记住下列三个重要的原则:1.碳钢的保证荷重是其抗拉强度的75%.2.将紧固件锁紧到其保证荷重的75%将发挥其最大功效.3.一般须将紧固件锁紧至其抗拉荷重的50%-60%, 以保证其功效.译注: 保证荷重依规定依照公称尺寸及产品级数为一个固定值, 紧固件在承受荷重到此一规定值时不可产生任何可能造成组装失败的变形. 同样的, 保证荷重与抗拉强度的关系并非一成不变的25%, 与上一段的批注相同.回答问题(不要翻看前面的内容):1.什么是保证荷重?2.保证荷重和抗拉强度有何关系?3.紧固件一般应锁紧到保证荷重的百分之多少?4.一个强度为100, 000PSI的紧固件, 你会将它锁紧到多大拉力使用(写出计算公式)?查看前述材料来检查你的答案, 若有任何遗漏将正确答案写下来.扭矩与伸长( Torque-Tension)扭矩与伸长的关系: 扭矩与伸长的关系是指当施加扭矩于紧固件时会产生伸长及抵抗力. 扭矩与抗力的关系在应用上非常重要, 如前所述, 业务人员通常会建议客户以保证荷重的75%的拉力锁紧紧固件. 客户接下来就会问”要达到这一拉力需要多大的扭矩? ”, 在回答问题之前你必须清楚为什么一些客户提出的这个问题是合理的. 在使用紧固件时我们首先考虑的是施加适当的拉力. 既然如此, 客户为什么还会问到扭矩呢? 因为紧固件在使用时是施加扭矩将其锁紧的, 因此测定扭矩比测定其实际的拉力值要方便.现在你知道为什么这是一个很有意义的问题了吧? 你可以考虑答案了, 首先扭矩和抗力有不同的关系. 下面是会影响其相互关系的一些状况:1.紧固件的表面状况(本色或电镀)2.螺纹配合的表面状况3.承面状况4.螺纹等级5.螺纹类型6.紧固件的强度7.与之配合的材料强度8.润滑状况所有上述这些差异都将影响在实际使用过程中扭矩与抗力的关系.业务人员应注意千万不能为客户推测扭矩与抗力的关系. 友汇已采购了专门用于确定扭矩与抗力关系的装置( 译注: 扭矩–拉伸计, 扭矩与摩擦力测试及扭矩与夹紧负荷测试). 显然, 业务人员很难解决这样一个复杂的问题. 业务人员的职责是了解紧固件的实际使用状况, 并反馈回来以便我们能够最好地解决客户的问题. 如果遇到有关扭矩的问题, 你应该了解:1.紧固件如何使用.2.紧固件用什么材料制成.3.你将使用何种类型的紧固件.4.你需要多大的拉力(夹紧力).5.使用什么样的表面被覆.6.你计划使用何种润滑.7.其它你认为比较重要的使用状况.可能的话, 尽量取得所使用的紧固件装配的样品. 对扭矩拉力的一般性的了解是很重要的. 扭矩拉力是指施加扭矩于紧固件上时会产生拉力. 扭矩拉力的另一个相关的概念是夹紧力. 这将在后面加以讨论.回答问题(不要翻看前面的内容):1.扭矩拉力的关系是什么?2.业务人员应该提供客户在其特定的使用状况下扭矩与拉力有什么样的关系?查看前述材料来检查你的答案, 若有任何遗漏将正确答案写下来.锁紧力( Clamp Force )锁紧力是紧固件锁紧物体时作用于被锁紧面( 即承面)的力.在应用中, 作用于被锁紧面的力的大小完全与紧固件所受拉力相等; 事实上, 配件中扭矩锁紧力的关系与紧固件的扭矩应力关系比率完全相同.扭力在大多数应用中非常重要, 是因为紧固件中适当的拉力能确保正确装配; 记住: 制定扭矩- 应力关系图并非销售人员的职责. 但绝不是说销售人员可以逃避这些问题, 而是应该由销售人员收集必要信息交给相关部门, 以便提供最好可能答案.剪切强度( Shear Strength )剪切强度是当紧固件在垂直于轴向负荷而产生的阻止变形的能力.您也许曾在击高尔夫球时将球头折断或至少看到别人这样过. 您也许注意到球杆碰击球时, 当球飞出的同时球头也落地情况, 大家说: 球头被球杆剪落. 事实上, 您无意中做了球头剪切强度测试, 您可以看到球头是否可承受球杆作用于垂直于其轴线方向的力. 高尔夫球头制造时因此要使剪切强度小到不能影响击球.当紧固件应用于受垂直于轴向载荷时, 务必考虑其剪切强度. 不同于高尔夫球头的是紧固件必须要能承受这些载荷以完成工作.剪切强度通常估计为抗拉强度2/3大小, 因此如紧固件抗拉强度为180,000 PSI, 剪切强度则为120,000 PSI; 换句话说, 紧固件应能承受120,000 PSI的垂直于其轴向的载荷.通常剪切力发生在: 紧固件垂直钉在两块重迭的平行材料上, 同时两块材料所受力方向相反时.只有当紧固件剪切强度大于这个力时紧固件不会失效.疲劳强度( Fatigue Strength )疲劳强度是紧固件在循环震动应力( Cyclic Variations in Stress )作用下抵抗疲劳失效的能力. 换言之, 它是紧固件承受在因某种原因下产生的变负载的能力.一般来说, 疲劳强度大大低于它的最大抗拉强度.疲劳有若干种类, 但震动是最普遍的类型.典型的”震动”疲劳的例子是所有应用于柴油机上的”Head-bolt”, 当活塞沿活塞缸下冲时, Head-bolt不受力; 但当活塞再次上升时活塞缸内压力渐渐增加直至再次下冲时变为零. 整个过程载荷的变化及周期与电机的速度相关.为克服并确保震动变应力的疲劳失效, 紧固件应能承受大于可能碰到的循环中的最大应力.疲劳失效是受剪或拉的紧固件需要考虑的一个因素.延展性( Ductility )延展性是材料在不开裂情况下永久变形的能力.延展性在紧固件行业中多个不同的地方均有提及, 但其概念相同的. 首先, 延展性是对将要用于紧固件成型的材质而言, 材质延展性越好, 它在不开裂情况下变形能力越好. 我们用黏土来做例子说明延展性, 尽管它并非紧固件材料.您可用一个球形黏土捏成扁平形状, 并且其表面绝对不会有开裂或断裂; 这即为延展性, 相反, 用石头做同样的试验, 即使是极轻微的变形也会导致开裂及脆断. 以上两个极端情况的例子, 而材料有相同性质. 一些材料, 比如铝是一种延展性很好可以变形很大而不裂开的材料, 而另一些材料, 如硬度大的钢, 稍微变形即会开裂; 材质延展性是产品成型工艺的决定因素.用来成型螺纹的材料延展性也需要考虑, 因螺纹成型是紧固件四周的材料变形而成, 而非切削掉多余材料; 再来, 如果在黏土与石头的材料辗制螺纹; 首先, 在两种材料上各打一个相同大小孔, 然后插入螺丝旋入, 可以看到, 黏土四周材料会移动或变形但并未有切削作用; 但是当您用同样一只螺丝插入石块中, 石块材料会开裂. 这便是材料的脆性. 当然, 绝不会有人用螺丝旋入黏土或石头中, 但用来制造螺丝的材料应有相似的延展性. 即材料能够变形而不致开裂或断裂才可以.紧固件延展性要求最后与其应用场合有关. 有些场合紧固件会受到冲击或大力锤击. 一般来说, 这些紧固件应在断裂前变形, 这很重要. 如果紧固件容易碎裂, 则受冲击会开裂; 如延展性好, 则只会变形, 不会断裂.再想一想黏土与石头. 如果您有两个大小形状相似的圆柱, 一个为黏土, 另一个为石头; 施以同样垂直于其轴线的冲击, 则黏土会弯曲, 石头则会开裂. 紧固件材质有相似状况. 它们的延展性程度大小不同.只有定下紧固件应用的所有要求, 友汇及顾客才能一起开发出最适合每一种特殊场合的紧固件.延展性是材料永久变形而不裂开的能力.紧固件应考虑延展性三要素:1.紧固件本身材质延展性.2.成型处材质延展性.3.特殊场合紧固件延展性要求.硬度( Hardness )硬度是材料抵抗摩擦, 凹陷, 弯曲的一种指标.紧固件硬度最重要的意义是抵抗组装时的摩擦及/或在机械应用场合中的作用. 对螺纹成型及螺纹切削自攻螺丝而言, 由于它使用来自配合孔中挤出或攻钻出配合的内螺纹, 因此很显然的, 它的硬度必须比配合的组装件硬度要高. 如果不是这样的话, 那在组装时自攻螺纹会变形或损坏, 而导致旋不进去. 两种不同硬度的材料可以很清楚的被分出来, 比如说黏土和钢, 如果您想将钢制的螺纹成型自攻螺丝旋入黏土中, 因为黏土软且易于变形, 当然很轻易的就旋进去了. 接下来, 如果您想把黏土做的螺纹成型自攻螺丝旋入钢中, xxx咧怎么会弄不进去. 因此, 螺纹成型自攻螺丝必须比配合的工件硬.在某些作业场合下紧固件也会使用到承受面. 尤其是一些具有肩部的螺丝, 硬度仅在于几个重要的承受部位起作用但却非常重要. 这些承受面必须有足够的硬度来承担组装时快速增加且会累积的多余的摩擦以保证组装后的功能并减少维护量. 在一次我们拿黏土和钢作例子, 因为钢比黏土硬, 所以作为移动用的紧固件钢会比黏土使用的好且久.另一个重要性则是材料的硬度直接与材料的抗拉强度, 剪断强度及延展性相关. 当硬度增加时:1.抗拉强度增加.2.剪断强度增加.3.延展性减少.业务人员应该了解客户在每一种强度等级及延展性要求应用场合下, 如何去决定相关联的硬度值. 仔细询问这些问题并转给技术部门以便友汇可以建议客户使用何种紧固件.硬化紧固件有两种基本方法:1.冷加工或加工硬化.2.热处理.当紧固件在室温之下变形我们称之曰冷间加工. 冷间加工在变形的材料上施加应力使之变形并会残留应力使材料变硬. 这种现象在冷打头( Cold Heading )及挤制( Extrusion )均会发生.材料在经过数种不同的热处理后其硬度也会增加. 这些方法在热处理一章中将专题处理.紧固件的硬化依其使用场合之不同可以分为三种不同的方式:1.全硬化( Through Hardened ).2.表面硬化( Case Hardened ).3.选择性硬化( Selectively Hardened ).这三种名称是根据硬度在材料上状况的不同来命名, 全硬化紧固件全部的部位都多经过硬化. 其心部与表面均予以硬化. 表面硬化紧固件在材料表面很浅的部位进行硬化处理. 在紧固件上, 表面将会比心部要坚硬很多. 选择性硬化则是仅在紧固件选择某些部位进行硬化处理, 通常是在尾部. 经选择性硬化处理过的部位也比其它未经硬化的部位要坚硬很多.紧固件经过全硬化处理后可增加其强度级数, 紧固件如螺栓经全硬化处理后可以使螺栓抵抗更大的拉力而不致破断.紧固件经过表面硬化处理后主要可以增加其在组装时之耐磨性, 大多数的螺纹成型及螺纹切削自攻螺丝系使用表面硬化处理, 这是因为这些自攻螺丝必须在所配合的工件上攻出配合内螺纹. 如果这些螺丝使用全硬化到表面硬化的水平时, 紧固件会断裂, 因此在大多数场合下并不实用.当紧固件实施全硬化或表面硬化具有危险性时, 可以使用选择性硬化处理, 选择性硬化处理主要是用在螺纹成型自攻螺丝, 某些螺纹成型自攻螺丝因为其特殊使用场合而希望可以保存全硬化的强度等级及延展性, 而又必须有足够的尾部及螺纹硬度来成型配合内螺纹, 因此使用选择性硬化处理. 处理时先将紧固件全硬化到希望强度等级, 再对尾部及紧固件末端曰4-5个螺纹进行表面硬化处理以维持自攻功能.选择性硬化处理成本远高于全硬化处理或表面硬化处理. 但如果使用场合必须要如此处理时, 它还是非常具有价值.至于热处理的实施方法可以参照本手册热处理章.硬度是材料抵抗摩擦, 凹陷, 弯曲的一种指标.硬度影响紧固件组装时的摩擦.硬度测试应该在一种可以以特定荷重压入材料并测量其深度的机械上实施. 最常用的洛式硬度计和勃氏硬度计( 或维克式硬度计)且具有多种尺度用以度量不同状况下的硬度值.硬度与强度和延展性质相关, 且透过加工硬化或热处理硬化获得.。