4.2陶瓷注射成型技术解析
陶瓷胶态注射成型技术

陶瓷胶态注射成型技术摘要:结合注射成型和凝胶注模成型技术的优点,发明了陶瓷胶态注射成型技术,实现了水基非塑性浆料的注射成型。
经过研究表明:通过调节工艺中的各项参数和添加适当的助剂,可以实现陶瓷浆料的可控固化;加入应力缓释剂调节高分子网络结构,能有效降低坯体中的内应力,制备出大尺寸陶瓷部件;利用胶态注射成型技术与设备,不仅能实现规模化大批量生产,而且产品具有较高的可靠性,具有广阔的应用前景。
关键词:胶态注射成型;水基非塑性浆料;可控固化;内应力;应力缓释剂Colloidal Injection Molding of CeramicsAbstract:Colloidal injection molding of ceramics(CIMC) is a new ceramic forming technique,which combines the advantages of gel-casting and injection molding, to achieve a non-plastic water-based slurry injection.After the study show that;all kinds of lectors which effect solidification of slurry is studied and then we can control solidification course.Internal stress of green body is also studied and large-size ceramic component can be got by adding moderator.So high performance ceramics with complex shape is manufactured by CIMC technique with high reliability,high automation and low cost.Key words:colloidal injection molding;injection molding;controllable solidification;stress;stress release agent引言随着技术的进步,高性能陶瓷以其优异的耐高温、高强度、耐磨损、耐腐蚀等性能和优点被广泛地应用于工业、国防、机械、石油、汽车、家用电器等各个领域的候选材料。
陶瓷注射成型技术ppt课件

表1列出了试验中氧化铝陶瓷注射成型用喂料的组分.采用搅拌式混料工艺,烧结后 试样的体积密度和抗弯强度测试结果见图2.从图中可以看出,烧成后试样1(与表1中 的喂料编号相对应,下同)比其他试样的密度和强度都高.这主要是由于试样1的粉末含 量高,故生坯密度高,在混料充分均匀、脱脂完全后,坯体中氧化铝颗粒紧密堆积,内部 缺陷少,所以烧成后体积密度大,抗弯强度高.当粉末的质量分数降到70%时,由于生 坯密度较低,在烧结过程中试样收缩较大,内部易形成缺陷,烧结致密化程度降低,故烧 结试样体积密度较小,抗弯强度较低. 在采用CIM 工艺制备陶瓷材料的过程中,由于要加入大量黏结剂,故CIM 制品 烧结后的尺寸收缩远远大于模压制品,尺寸难以控制,烧结坯体中也容易产生内应力,影 响烧结体性能.为了防止因大量收缩引起的变形和精度下降,试验中在不影响成型性的条 件下,要求尽可能高的粉末含量.随着石蜡含量的减少,烧结后试样的体积密度和抗弯强 度都降低.这主要是由于降低石蜡含量将使喂料黏度增加,流动性变差,在相同的混料工 艺和时间内混料相对困难,黏结剂不能很好地均匀包裹粉末颗粒,脱脂后生坯密度不均匀 ,更易形成内部缺陷,而这在后续的烧结中是无法弥补的.
陶瓷注射成型技 术
目录
主题 关于CIM
试验材料与试验方案
试验结果与分析
结
论
关于CIM
陶瓷注射成型技术(Ceramic I njection Molding,简称CI M)是在比较成熟的聚合物注射成型技术的基础 上发展而来的.由于它能生产复杂形状制品,且 尺寸精度高,机加工量少,表面光洁,适合批量 生产,成本低,因而成为当今国际上发展最快、 应用最广的陶瓷零部件精密制造技术.这一陶瓷 制备技术在氧化铝陶瓷生产中的应用尤其广泛.
聚丙烯 硬脂酸 140℃ 均匀透 混炼5h 明的 石蜡 胶状液 体
【精品文章】一文了解陶瓷粉末注射成型

一文了解陶瓷粉末注射成型
精密陶瓷是近三十年材料科学领域中迅速发展起来的一大分支。
但陶瓷材料本身固有的高硬度、低韧性使其不能进行普通的变形加工,机械加工也很困难。
常规的粉末冶金工艺已不能满足要求,而注射成型工艺在很大程度上解决了这个问题。
陶瓷粉末注射成型(简称CIM)是近代粉末注射成型技术的一个分支,是从现代粉末注射成型技术中发展起来的一项新型成型技术,它具有一次性成型复杂形状制品、产品尺寸精度高、无需机械加工或只需微量加工、易于实现生产自动化和产品性能优异的特点,弥补了传统粉末冶金工艺的不足。
图1 陶瓷注射成型机及注射成型示意图
1. 陶瓷粉末注射成型的技术特点
从技术特点来说,陶瓷粉末注射成型和金属粉末注射成型类似,理论上任何形式的陶瓷粉末原料,如ZrO2、Al2O3、Si3N4等,都能利用CIM工艺制造形状复杂、精度高的产品。
CIM的基本工艺过程如图2所示。
图2 CIM的基本工艺过程[1]
综合国内外文献及研究生产现状和趋势,可以归纳出陶瓷粉末注射成型工艺的主要特点如下:
(1)可自由地直接制备几何形状复杂的制品。
(2)成形周期短,仅为浇注、热压成型时间的几十分之一至几百分之一,坯件的强度高,可自动化生产,生产过程中的管理和控制也很方便,适宜大批量生产。
陶瓷注塑工艺
陶瓷注塑工艺嘿,你知道吗?在陶瓷的世界里,有一种超级酷的工艺,那就是陶瓷注塑工艺。
这工艺啊,就像是一场陶瓷材料的奇妙变身秀。
我有个朋友,他是个陶瓷爱好者,叫小李。
有一次,我们在他的工作室里聊天。
他拿着一个精致的陶瓷小摆件,跟我说:“你看这小玩意儿,造型这么复杂,你猜是怎么做出来的?”我就瞎猜呗,什么手工捏制之类的。
他就大笑起来:“你可太外行了,这是用陶瓷注塑工艺做出来的。
”我当时就愣住了,陶瓷还能注塑?这就好比你告诉我木头能像塑料一样被注模成型一样神奇。
陶瓷注塑工艺,简单来说,就是把陶瓷粉末和一种特殊的粘结剂混合在一起。
这粘结剂就像是一个神奇的胶水,把那些原本松散的陶瓷粉末紧紧地团结在一起。
你想啊,陶瓷粉末就像一群散兵游勇,各自为政,而粘结剂一出现,就像一个厉害的指挥官,把它们编排得整整齐齐。
我跟着小李去参观了一个陶瓷工厂,那里正在进行陶瓷注塑的生产。
那些陶瓷粉末细得呀,就像面粉一样。
工人师傅把陶瓷粉末和粘结剂按照精确的比例混合在一个大容器里。
这个比例可重要了,就像做饭的时候盐和糖放多少是有讲究的一样。
如果粘结剂放多了,那做出来的陶瓷可能就不够坚硬;要是放少了呢,可能就没办法很好地成型。
然后啊,这个混合好的原料就被送到注塑机里。
注塑机就像一个大力士,把原料使劲地注射到模具里。
这模具就像是一个陶瓷的梦想家园,规定了陶瓷最终的形状。
模具的形状千奇百怪,有像花朵一样的,有像小动物的,还有各种复杂的几何形状。
我就问工人师傅:“这模具的精度得有多高啊?”师傅笑着说:“那可是相当高啊,差一点都不行。
要是模具精度不够,那做出来的陶瓷就会有瑕疵,就像一件漂亮衣服上有个补丁一样难看。
”在注塑完成后,就到了脱脂的阶段。
这脱脂就像是给陶瓷来一场减肥运动。
因为之前的粘结剂虽然在成型的时候起了很大的作用,但是现在它就变成了多余的东西。
这个过程得小心翼翼的,就像照顾一个娇嫩的小婴儿。
温度和时间的控制都非常关键。
如果脱脂不完全,在后面烧制的时候就会出大问题,陶瓷可能会出现裂缝或者变形。
陶瓷注浆成型技术
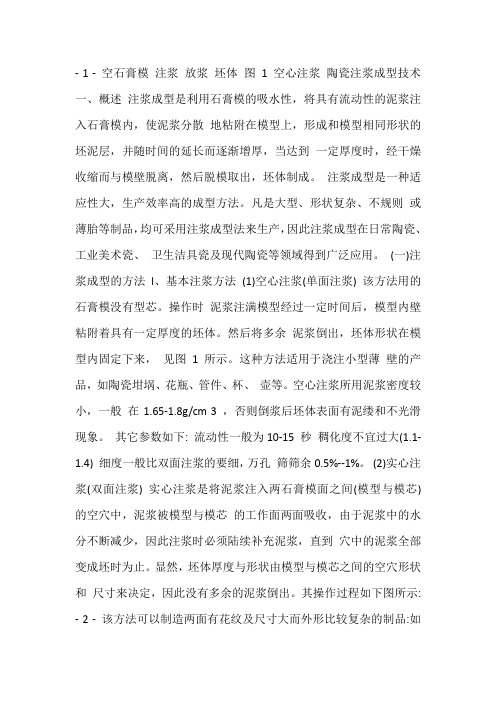
- 1 - 空石膏模注浆放浆坯体图1 空心注浆陶瓷注浆成型技术一、概述注浆成型是利用石膏模的吸水性,将具有流动性的泥浆注入石膏模内,使泥浆分散地粘附在模型上,形成和模型相同形状的坯泥层,并随时间的延长而逐渐增厚,当达到一定厚度时,经干燥收缩而与模壁脱离,然后脱模取出,坯体制成。
注浆成型是一种适应性大,生产效率高的成型方法。
凡是大型、形状复杂、不规则或薄胎等制品,均可采用注浆成型法来生产,因此注浆成型在日常陶瓷、工业美术瓷、卫生洁具瓷及现代陶瓷等领域得到广泛应用。
(一)注浆成型的方法l、基本注浆方法(1)空心注浆(单面注浆) 该方法用的石膏模没有型芯。
操作时泥浆注满模型经过一定时间后,模型内壁粘附着具有一定厚度的坯体。
然后将多余泥浆倒出,坯体形状在模型内固定下来,见图 1 所示。
这种方法适用于浇注小型薄壁的产品,如陶瓷坩埚、花瓶、管件、杯、壶等。
空心注浆所用泥浆密度较小,一般在1.65-1.8g/cm 3 ,否则倒浆后坯体表面有泥缕和不光滑现象。
其它参数如下: 流动性一般为10-15 秒稠化度不宜过大(1.1-1.4) 细度一般比双面注浆的要细,万孔筛筛余0.5%--1%。
(2)实心注浆(双面注浆) 实心注浆是将泥浆注入两石膏模面之间(模型与模芯)的空穴中,泥浆被模型与模芯的工作面两面吸收,由于泥浆中的水分不断减少,因此注浆时必须陆续补充泥浆,直到穴中的泥浆全部变成坯时为止。
显然,坯体厚度与形状由模型与模芯之间的空穴形状和尺寸来决定,因此没有多余的泥浆倒出。
其操作过程如下图所示: - 2 - 该方法可以制造两面有花纹及尺寸大而外形比较复杂的制品:如盅、鱼盘、瓷板等。
实心注浆常用较浓的泥浆,一般密度在1.8g/cm 3 以上,以缩短吸浆时间。
稠化度(1.5 -2.2),细度可粗些,万孔筛筛余1%--2%。
2、强化注浆法为缩短注浆时间,提高注件质量,在两种基本注浆方法的基础上,形成了一些新的注浆方法,这些方法统称为强化注浆。
陶瓷粉末注射成型技术

陶瓷粉末注射成型技术哎,你听说过陶瓷粉末注射成型技术吗?这玩意儿可真是高科技啊,我最近在研究这个,感觉自己都快成半个专家了。
你知道吗,这技术就是把陶瓷粉末和有机粘结剂混合在一起,然后注射到模具里成型。
听起来简单,但里面的门道可多了去了。
我记得有一次,我和老李在实验室里捣鼓这个,他一边搅拌着那些粉末,一边嘴里念叨着:“这玩意儿要是弄不好,可就全废了。
”我看着他那副认真的样子,忍不住笑出声来:“老李,你这架势,不知道的还以为你在炼丹呢!”他瞪了我一眼,说:“你小子别笑,这可比炼丹难多了。
”那天我们试了好几次,每次出来的成品都不太理想。
要么是密度不够,要么是表面有瑕疵。
老李急得直挠头,我看着他那副模样,心里也跟着着急。
后来我们决定换个思路,调整了一下粘结剂的比例,结果还真成了!看着那件完美的陶瓷制品从模具里取出来,我和老李都乐坏了,差点没抱在一起庆祝。
这技术虽然复杂,但做出来的东西可真是漂亮。
我记得有一次,我们用这技术做了一批陶瓷饰品,拿到市场上卖,结果一下子就被抢光了。
那些顾客都说,这东西既精致又耐用,比那些普通的陶瓷制品强多了。
我听了心里那个美啊,感觉自己这几个月的辛苦没白费。
不过,这技术也有它的局限性。
比如,对材料的要求特别高,稍微有点杂质就会影响成品的质量。
还有,成型后的脱脂和烧结过程也很关键,稍有不慎就可能前功尽弃。
所以,每次做实验的时候,我都特别小心,生怕出什么差错。
有一次,我和老李在实验室里忙活了一整天,结果还是没成功。
我累得瘫坐在椅子上,老李却还在那儿琢磨。
我看着他那副认真的样子,心里突然有种说不出的感动。
这老李,平时看着大大咧咧的,但做起事来还真是一丝不苟。
后来,我们终于找到了问题的关键,调整了一下工艺流程,结果一下子就成功了。
那天晚上,我和老李一起去喝了顿酒,庆祝我们的胜利。
酒桌上,老李拍着我的肩膀说:“小子,咱们这回可算是摸到门道了,以后可得好好干,别辜负了这门技术。
”我听了,心里暖洋洋的,感觉自己肩上的担子更重了。
陶瓷凝胶注模成型技术PPT课件
子符号相反的离子进入溶剂化层,同时双电层的 厚度变薄(从d变成d/、d//、…)。ζ电势下降 (从ζ变成ζ’ 、ζ”、…)。当双电层被压缩到 与溶剂化层叠合时,ζ电势降以零为极限。
ζ=4πσd/ε σ表面电荷密度 d扩散层厚度 ε分散介质的介电常数
溶胶是热力学上不稳定体系,粒子间有相互 聚结而降低其表面能的趋势,即具有具结不 稳定性。离子要聚集在一起,必须克服一定 的势垒,这是稳定的溶胶中离子不相互聚结 的原因,在这种情况下尽管布朗运动使粒子 相碰,但当粒子靠近到双电层重叠时随即发 生排斥作用又使其离开,就不会引聚结。
a) 悬浮颗粒的静电稳定机制
根据胶体化学原理,液体介质中固体微粒之间的相 互作用力主要是胶体双电层排斥力(E1ectrical duble layer repulsion)和范氏吸引力(Vander waals attraction)。根据胶体稳定的DLVO(DergsginLandsu-Vervey-Orerbeek ) 理论,胶体颗粒在介质 中的稳定性取决于它们的相互作用的总势能。在颗 粒表面无有机大分子吸附时,ET=Ea+Er。式中Ea 是半径为r的两颗粒之间的范氏吸引力的作用势能, Er则为两粒间双电层排斥能。
悬浮颗粒的静电稳定机制
双电层排斥能
吸引力能 作用势能
图 2 粒子间作用能与距离的关系
悬浮颗粒的静电稳定机制
图2知,两颗粒要聚集在一起,必须越过位能 峰定E。0。而可位见能提峰高E0位大能小峰决E定0。于,颗有粒助表于面颗的粒ξ电的位稳, 若降低颗表面的ξ电位,减少颗粒的电性,则 颗4中粒曲间线排2斥)。位当能颗减粒少表,面位ξ能电峰位E降0也为随零之时降,低位(图能 峰稳E定0也性为最零差(,图并3中立曲即线产3生),聚则沉此。时颗颗粒粒表的面聚的集ξ 电具位有值最受大介正质电的位P;H所值以影要响想。得Al到2O高3在固P相H4、.0左低右粘, 度的浆料,应远离其等电点,在其ξ电位绝对 值最大处,使颗粒表面的双电层排斥力起主导 作用。
陶瓷注射成型技术教学课件ppt
陶瓷注射成型技术的优缺点及与其他成型技术的比较 最新研究进展和未来发展趋势
02
陶瓷注射成型技术概述
陶瓷注射成型技术的定义
陶瓷注射成型技术是一种将陶瓷粉末、粘结剂、增塑剂等原 料混合,通过注射机注入模具,经干燥、烧结后获得致密陶 瓷成品的工艺方法。
陶瓷注射成型技术结合了塑料注射成型技术和传统陶瓷成型 技术的优点,具有成型复杂形状、高精度、高一致性等优势 。
注射机
将混合好的原料注射到模具中 ,形成所需形状的坯体。
模具
用于确定坯体的形状和尺寸, 通常由金属或陶瓷制成。
压机
用于将注射好的坯体进行压缩 ,以提高其密度和强度。
烧结设备
烧结炉
用于将坯体进行高温烧结,使其成为具有足够强 度的成品。
烧结助剂
为了促进烧结过程的进行,通常需要添加一些烧 结助剂。
冷却装置
高技术陶瓷领域
如电子、通讯、能源、环保等 领域的零部件制造。
精密陶瓷领域
如光学、机械、航空航天等领域 的零部件制造。
功能陶瓷领域
如压电、热敏、磁性等领域的电子 元器件制造。
03
陶瓷注射成型技术工艺流程
原料制备
原料储存
配料计算
保证原料的化学性质稳定,避免吸潮、氧化 等。
根据所需制备的陶瓷部件的尺寸和性能要求 ,计算所需原料的种类和数量。
球磨混合
干燥与除气
将原料加入球磨机中,加入适量的水或其他 溶剂,混合均匀,以保证原料的分散性。
通过干燥和除气处理,去除原料中的水分和 气泡,保证注射成型的质量。
模具设计
01
02
03
模具材料选择
根据陶瓷部件的形状和尺 寸要求,选择合适的模具 材料,如金属、塑料等。
陶瓷的注射成型技术.

陶瓷的注射成型技朮随着现代陶瓷越来越多地被应用在先进热机组件上,注射成型以其适于大批量生产复杂形状陶瓷制品而倍受重视。
现代陶瓷在高温强度和耐磨性等方面具有优异的性能,但其硬度很大,采用机械加工成本极高,而采用注射成型技朮,由于坯体的成型形状接近制品的最终形状,使得这一问题得到了解决。
尽管许多工艺都可用来制造陶瓷,但对于高尺寸精度、复杂形状陶瓷制品的大批量生产,仅可通过粉浆浇注和注射成型来实现,而后者更快。
陶瓷的注射成型技朮有着诸多优点,用它制备复杂形状陶瓷组件,不仅产品尺寸精度高、表面条件好,而且省去了后加工操作,降低了生产成本,缩短了生产周期,还具有自动化程度高,适合于大规模生产的特点。
该工艺一般包括下列步骤:陶瓷粉的选取﹔粘结剂的选取﹔陶瓷粉与粘结剂的均匀混合﹔注射成型﹔脱脂(脱粘结剂)﹔烧结。
其中,脱脂是成功的关键。
1原料1.1陶瓷粉的选取陶瓷粉的特性如颗粒形貌、粒度分布、平均粒径、比表面以及表面自由能等对整个工艺的其它环节都有很大的影响﹝6~8﹞。
理想的陶瓷粉应该具有如下特点:(1)粒度分布宽,平均粒径小,适于快速烧结。
(2)以球形(或等轴)为主,填充密度高,有足够的粒间摩擦,以避免变形。
(3)表面洁净,无团聚。
(4)无毒害,低成本。
1.2粘结剂的选取粘结剂能使粉末填充成预期形状,它对整个工艺有重要的影响。
理想的粘结剂应具备下列特点:(1)在成型温度下纯粘结剂的粘度在0.1Pa.s以下,流动时不发生与粉体的分离,冷却后有足够的强度和硬度。
(2)为惰性物质,与粉体无反应。
(3)在成型和混合温度以上才分解,分解产物无毒性、腐蚀性且残余灰分少。
(4)膨胀系数低,由热膨胀或结晶引起的残余应力低。
(5)符合环保要求,价廉,安全﹔不吸湿,无易挥发组分,贮藏寿命长。
目前使用的大多数粘结剂可分为3类:蜡基或油基粘结剂、水基粘结剂和固体聚合物溶液。
表1列出了各类粘结剂的典型成分。
表1陶瓷注射成型用粘结剂的成分蜡基粘结剂通常含3、4种组分。
陶瓷成型方法PPT课件

二、塑压成型
将可塑泥料放在模型中在常 温下压制成型的方法。 模型:蒸压型的α-半水石膏, 内部盘绕多孔性纤维管,用 以通压缩空气或抽真空。成 型压力与坯泥的含水量有关。 坯体的致密度较旋坯法、滚 压法都高。因此,需要提高 模型强度:采用多孔性树脂 模、多孔金属模。
三、旋压成形 四、其他塑性成形方法 雕塑、印坯、拉坯
成型。
§ 1 注浆成型
一 概述: 工艺过程:将制备好的坯料泥浆注入多孔性模型内,由于 多孔性模型的毛细管力吸水性,泥浆在贴近模壁的一侧被 模子吸水而形成一均匀的泥层,并随时间的延长而加厚, 当达到所需厚度时,将多余的泥浆倾出,最后该泥层继续 脱水收缩而与模型脱离,从模型取出后即为毛坯. 工艺特点: (1)适于成型各种产品,形状复杂、不规则、 薄、体积较大而且尺寸要求不严的器物,如花瓶、汤碗、 椭圆形盘、茶壶等。 (2)坯体结构均匀,但含水量大且不均匀,干燥与烧成 收缩大。
一、压制成型的模具和设备 模具可用工具钢制成。
产品外形不合理,决定了模具设 计不合理,致使影响成型质量,因 此,有时宁可对产品的外形作一些 修改,使模具设计合理。
模具设计应遵循的原则:便于粉 料填充和移动,脱模方便,结构简 单,设有透气孔,装卸方便,壁厚 均匀,材料节约等。
模具加工应注意尺寸精确,配合 精密,工作面要光滑等。施压设备 :机械压机、油压机或水压机等。
(2) 钢模温度。决定坯体冷却凝固 的速度。一般为20~30℃。
CIM陶瓷粉末注射成型技术教学课件ppt

生产设备及选择
04
生产设备的组成
包括料斗、料仓、振动筛等,用于储存和筛选原料。
原料储存设备
混炼设备
成型设备
烧成设备
如搅拌机、捏合机、三辊研磨机等,用于将原料混合并研磨成均匀的浆料。
包括注射机、模具、脱模机等,用于将浆料注射到模具中并形成制品。
如窑炉、烧成车等,用于烧成和硬化制品。
生产设备的选择原则
03
检测和检验
对烧结后的制品进行质量检测和性能检验,以确保其符合预期的技术要求和规格。
注射后的处理
01
脱模
注射成型后,将制品从模具中脱出,并对其进行必要的清理和修饰。
02
烧结
将脱模后的制品进行高温烧结,以去除其中的粘结剂等添加剂,并获得最终的制品。
关键技术
03
VS
陶瓷粉末的制备方法主要有研磨法、化学法、熔融法等。根据不同的制备方法,选择适当的工艺参数,确保粉末的粒度、纯度和分散性满足要求。
充模
成型
在一定温度和压力的作用下,使陶瓷粉末成型并形成具有一定形状和尺寸的坯体。成型方法有压制成型和等静压成型等。
成型和脱脂以及烧结
脱脂
将坯体中的粘结剂脱去,以形成具有微孔隙的素坯。脱脂过程需要在一定温度和气氛条件下进行,同时需要注意防止素坯变形和开裂。
烧结
将素坯在高温下进行烧结,使陶瓷颗粒之间形成牢固的结合。烧结温度和时间是影响烧结效果的关键因素,需要在一定范围内选择合适的工艺参数。烧结后的陶瓷制品需要进行后处理,如加工、研磨和抛光等,以满足使用性能要求。
根据生产规模和产量要求,选择具有相应生产能力的设备。
生产能力
选择能够生产出符合要求的制品的设备。
产品质量
陶瓷注射成型
陶瓷注射成型陶瓷注射成型(咱ectlon m°1ding〉技术是目前国际上发l+最快、应用最广泛的陶瓷零+,/件精密制造技术.该成型方法的工艺原理是通过在陶瓷粉料巾加入一定量的聚合物及其它添加剂组元,赋子陶瓷粉料与聚合物相似的流动性,采用压力注射的方法制成各种形状的制品,从而解决复杂形状制品的成型。
注射成型的工艺流程主要包括注射浆料的制各、压力注射、脱脂及后续加工,其巾浆料的制备和成型制品的脱脂是整个成型工艺过程的关键。
|;注射浆料的制备注射浆料的制各,即将可烧结的陶瓷粉料与合适的有机添加剂按一定配比在一定温度下均匀混炼,然后T燥、造粒,得到可用于注射成型的浆料。
有机添加剂包括热塑性树脂、石蜡等具有不闸性质和功能的有机物。
针对注射成型的工艺特点,注射浆料的基本要求包括;在满足流动性的前提下尽可能高的陶瓷固相含量,陶瓷粉料在有机载体巾稳定均匀地分散,有机添加剂在随后的脱脂工艺巾易于除去等。
制备上述注射浆料的关键是选用合适的陶瓷粉料和有机添力口齐。
注射成型对陶瓷粉料①陶瓷粉料注射成型对陶瓷粉料的要求主要包括;a较宽的粒度分布(可有效降低浆料的相对黏度);b较小的平均粒径(适于快速烧结);c以球形(或等轴)颗粒为主(填充密度高〉;d 无团聚(团聚会降低浆料的流动性);e无毒害、低成本。
②有机添加剂有机添加剂通常是指由数种有机物混合而成的黏结剂.它能使粉末填充成顸期形状,凶而对整个工艺过程有重要影响。
理想的黏结剂应具各下列特点;a在成型温度下具有较低的黏度(01Pas),流动时不发生与粉体的分离,冷却后有足够的强度和硬度;b为惰性物质,与粉体无反应;c在成型和混合温度以上才分解,分解产物无毒性、瘸蚀性且残余灰分少;d热胀系数低,由热膨胀或结晶引起的残余应力低;e环保、价廉、安全。
陶瓷注射成型技术
陶瓷注射成型刘明亮(武汉理工大学材料学院武汉市湖北省430000)摘要:陶瓷注射成型是一种近净尺寸陶瓷可塑成型方法,是当今国际上发展最快、应用最广的陶瓷零部件精密制造技术。
详细阐述了陶瓷注射成型技术的关健因素,重点介绍了粘结剂、注射成型及脱脂等关健工艺及其研究现状,并在此基础上评价和展望了该技术的发展前景。
关键词:陶瓷注射成型;粘结剂;脱脂;现状Ceramic Injection MoldingLiu mingliangAbstract: Ceramic injection molding (CIM) is a near-net-shape forming process for fabricating ceramic components, which is extensively used in fabricating parts with high precision and complex shape and received great attention now. In this paper, the key steps of CIM are detailedly reviewed. Their research status and the techno1ogies involved including binder,injection process,debinding and so on are discussed. At last, the development of injection molding technology is also evaluated.Keywords:ceramic injection molding; binder; debinding; status20世纪以来,特别是二次世界大战以后,随着原子能工业的兴起和电子工业的迅速发展,对于材料的高温、高耐磨、多功能等性能要求越来越苛刻,而先进的工程陶瓷所具有的优点基本上能满足上述的苛刻条件。
陶瓷注塑成型工艺介绍

陶瓷注塑成型工艺介绍引言:陶瓷注塑成型工艺是一种常用于制造复杂形状陶瓷制品的方法。
它结合了注塑成型和陶瓷材料的特性,能够生产出高精度、高强度的陶瓷制品。
本文将介绍陶瓷注塑成型的原理、工艺流程以及应用领域。
一、原理:陶瓷注塑成型是将陶瓷粉末与有机物质(如聚乙烯醇)混合,形成可塑性较好的糊状物料。
然后,将糊状物料注入注塑机的料斗中,通过高温高压的作用,使其在模具中形成所需的形状。
最后,通过烧结过程,将有机物质燃尽,使陶瓷粉末结合成致密的陶瓷制品。
二、工艺流程:1. 原料准备:选择适合的陶瓷粉末和有机物质,并按照一定比例混合均匀。
2. 糊化:将混合后的原料与适量的水混合,形成糊状物料。
3. 注塑成型:将糊状物料注入注塑机的料斗中,通过高温高压的作用,使其在模具中形成所需的形状。
4. 烧结:将注塑成型后的陶瓷制品放入烧结炉中,进行高温烧结,使陶瓷粉末结合成致密的陶瓷制品。
5. 表面处理:根据需要,对陶瓷制品进行抛光、喷涂等表面处理工艺。
三、应用领域:陶瓷注塑成型工艺广泛应用于以下领域:1. 电子器件:陶瓷注塑成型可以制造出高精度、高绝缘性能的电子器件,如陶瓷基板、陶瓷封装等。
2. 汽车工业:陶瓷注塑成型可以制造出高强度、高耐磨性的汽车零部件,如陶瓷刹车片、陶瓷活塞环等。
3. 医疗器械:陶瓷注塑成型可以制造出生物相容性好、耐腐蚀性能强的医疗器械,如人工关节、牙科种植体等。
4. 能源领域:陶瓷注塑成型可以制造出高温、耐腐蚀的能源设备,如陶瓷燃烧器、陶瓷热交换器等。
结论:陶瓷注塑成型工艺是一种重要的陶瓷制造方法,它能够满足复杂形状、高精度、高强度的陶瓷制品需求。
随着技术的不断进步,陶瓷注塑成型工艺在各个领域的应用将会越来越广泛。
相信在不久的将来,陶瓷注塑成型将为我们带来更多的惊喜和突破。
陶瓷注射成型技术

烧结后的尺寸收缩远远大于模压制品,尺寸难以控制,烧结坯体中也容易产生内应力,影 响烧结体性能.为了防止因大量收缩引起的变形和精度下降,试验中在不影响成型性的条 件下,要求尽可能高的粉末含量.随着石蜡含量的减少,烧结后试样的体积密度和抗弯强 度都降低.这主要是由于降低石蜡含量将使喂料黏度增加,流动性变差,在相同的混料工 艺和时间内混料相对困难,黏结剂不能很好地均匀包裹粉末颗粒,脱脂后生坯密度不均匀, 更易形成内部缺陷,而这在后续的烧结中是无法弥补的.
双辊式混炼机的主要结构是以不同速度相对回转的2个辊筒.浆料在辊 隙中由于机械力和相对速度的作用受到强烈的碾压、剪切和撕裂作用,经过多 次反复碾压剪切作用使浆料的各组分分散均匀,达到混合的目的.在混合初期, 浆料在碾压和剪切力作用下,高分子链发生断裂生成部分相对分子质量较小的 有机物并且发生形变,形成片状或带状物结构.
不同的混料工艺对氧化铝注射成型制品的脱脂质量 也有较大的影响.
图7 采用2种混料工艺的试样在脱脂后的直观图
图7为脱脂后试样的直观图,可以看出,搅拌式 混料工艺有利于脱脂的进行,脱脂后试样无裂纹、变 形、孔洞、塌陷等缺陷,而采用双辊式混料工艺的试 样在脱脂后表面出现了严重的裂纹和中心凹陷,内部 有较大孔洞.
过程中会有少量碳生成,导致浆料颜色变深,而游离碳在后续脱脂工艺中很难 完全脱除,从而严重影响试样性能.当温度控制在低于170℃时,聚丙烯不能很 好地熔化,使得浆料黏度增加,与辊筒之间的摩擦阻力增大,不利于混料的进
行.摩擦热不是一个定值,而是随着浆料体积、室内温度、通风条件等的改变 而变化,因此双辊式混料的温度不易控制.
主
题
2012.4.2
陶瓷注射成型技术

陶瓷粉末注射成型基本工艺流程图
注射成型技术对陶瓷粉末的要求
2) 粉末不结块团聚;
1) 粉末应专门配制,以求高的极限填充密度和低的成本;
3) 粉末形状主要为球形;
4) 粉末间有足够的摩擦力以避免粘结剂脱出后坯件变形
或塌陷,在大多数情况下,自然坡度角应大于55°;
5) 为利于快速烧结,应具有小的平均粒度,一般要求小 于1μm; 6) 粉末本身致密,无内孔隙; 7) 粉末的表面清洁,不会与粘结剂发生化学反应。
各种粘结剂体系的优缺点比较
体系 主要组元 优点 缺点
热塑性 石蜡、聚乙 适用性好、流动性好、易 脱脂时间长、工 体系 烯、聚丙烯 于成型、粉末装载量高、 艺较复杂 注射过程易控制 热固性 环氧树脂、 注射坯的强度高、脱脂速 注射过程不易控 体系 苯酚树脂 度快 制、适用性差、 缺陷多 有机物少、脱脂速度快 凝胶体 甲基纤维素、 生坯强度低、脱 系 脂困难 水、甘油、 硼酸 粉末装载量小 水溶性 纤维素醚、 脱脂速度快 体系 琼脂
陶瓷注射成型技术
陶瓷部件的注射成型是利用塑性材料在压 力下的注射成型原理的一种成型原理。在 成型过程中需要将热塑性材料混合在一起。
陶瓷注射成型工艺主要有三个环节构成: 第一:热塑性材料与陶瓷粉体混合成热熔体,然后注射进入相对 冷的模具中。
第二:这种混合热熔体在模具中冷凝固化。
第三:成型后的坯体制品被顶出而脱模。
CIM中几种常见的粘结剂组成
近年来国际上各种陶瓷粉末注射成型中经常用到的较典型的粘结剂,从表 中可以看出,CIM中用粘结剂体系还主要属于热塑性多组分体系。
粉末组成
Si3N4
粘结剂组成
体系
ZrO2 Al2O3 SiC/Si3N4
陶瓷注射成型工艺
陶瓷注射成型工艺我呀,就跟你唠唠这陶瓷注射成型工艺。
这东西,可有点意思。
我第一次见这陶瓷注射成型的时候,那场面,就像看到一个魔术师在变戏法。
你看那陶瓷原料,原本是干巴巴、硬邦邦的粉末,就像咱们冬天地里那些干土坷垃似的。
那些搞这个工艺的人呢,就把这陶瓷粉末和一些黏黏糊糊的东西混合在一起。
那些黏糊的东西就像是胶水一样,把陶瓷粉末紧紧地抱住。
那些工人啊,就把这些混合好的东西放进一个机器里。
那机器长得有点怪,就像一个铁盒子张大了嘴,等着吃这些原料呢。
我就凑到跟前看,旁边有个老师傅,脸黑黑的,皱纹就像老树皮一样。
他看我好奇,就跟我说:“这机器啊,可厉害着呢。
它能把这些原料变得像面团一样软乎乎的。
”我就问他:“老师傅,这咋就能变得像面团呢?”老师傅嘿嘿一笑,露出一口不太整齐的牙,说:“这机器里面有个螺杆,就像擀面杖一样,不停地搅啊搅,就把那些原料搅得均匀了,软乎了。
”然后呢,这软乎乎的原料就被注射到模具里了。
那模具也是各种各样的,有圆的,有方的,还有奇奇怪怪形状的。
就像咱们小时候玩泥巴,把泥巴放进不同形状的盒子里,就能做出不同形状的东西来。
这注射的时候啊,那原料就像听话的小虫子一样,哧溜一下就钻进模具里了。
我就又问老师傅:“这就成了吗?”老师傅摆摆手,说:“哪有那么简单啊。
”这注射完了之后,还得把这些成型的东西从模具里拿出来。
这拿出来也不容易呢,就像从一个紧巴巴的口袋里掏东西一样,得小心翼翼的,不然就容易把这刚成型的陶瓷给弄坏了。
拿出来之后啊,还得进行烧结。
这烧结就像是给陶瓷做一次大变身。
原本软乎乎、有点松垮的东西,经过高温这么一烧,就变得硬邦邦的了,就像一个柔弱的人经过锻炼变得强壮起来一样。
而且啊,这烧结之后的陶瓷,表面光滑得很,就像小姑娘的脸蛋一样,光溜溜的。
这陶瓷注射成型工艺啊,虽然看起来麻烦,但是能做出很多复杂又好看的陶瓷产品。
你看那些精致的陶瓷小摆件,说不定就是这么做出来的呢。
这工艺啊,就像是一门独特的手艺,在陶瓷的世界里,开辟出了一条不一样的路。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
的应用等 ▪ 在国内中南工业大学粉末冶金国家重点实验室开发出精密双
螺旋混练机陶瓷内衬和具有双螺纹的陶瓷喷嘴等 ;而华中科 技大学材料学院应用CIM技术成功开发出氧化锆氧传感器.
陶瓷粉末注射成型基本工艺流程图
注射成型技术对陶瓷粉末的要求
注射成型粘结剂体系
▪ 注射成型中的粘结剂有两个基本的功能。首先在注 射成型阶段能够和粉末均匀混合,加热后能够使得 粉末具有良好的流动性;其次,粘结剂能够在注射 成型后和脱脂期间起到维持坯体形状的作用。可以 说,粘结剂是粉末注射成型技术中的核心和关键, 每次注射成型工艺的提高和突破都伴随着新粘结体 系的诞生。在CIM中,由于粉末粒度比金属粉末注 射成型中的细小,粉末本身的流动性差,粉末和粘 结剂混合后粉末之间的间隙极小,造成脱脂困难, 这就对粘结剂提出了更苛刻的要求。因此,作为陶 瓷注射成型粘结剂,必须具备以下条件:
立式注射成型机ຫໍສະໝຸດ 注射成型机构组成▪ 可塑化机构(注射机构) ▪ 合模机构(包括模具) ▪ 油压机构 ▪ 电气控制机构
注射成型模具
注射成型制备氧化锆坯体
注射成型制备氧化锆坯体
注射成型过程中缺陷的控制
▪ 在注射成型过程中缺陷的控制基本可从两个方面考 虑:一方面是成型温度、压力和时间三者关系设定; 另一方面是填充时喂料在模腔中的流动。因为CIM 产品大多数是形状复杂、精度要求高的小尺寸零件, 混料在模腔的流动就牵涉到模具设计问题,包括进 料口位置、流道的长度、排气孔的位置等,都需对 混料流动性质、模腔内温度和残余应力分布等参数 有清楚了解。现行计算机充模过程动态模拟,正为 注射成型这一步提供理论指导。
系
水、甘油、
硼酸
生坯强度低、脱 脂困难
水溶性 纤维素醚、 脱脂速度快 体系 琼脂
粉末装载量小
热塑性粘结剂系统
▪ 热塑性系统是在粘结剂系统里引入了热塑性聚合物,加热时 热塑性聚合物在链长方向上以单一基团重复排列而不交叉。 其粘度可根据聚合物分子量的大小,分布以及成型温度来调 节。此类聚合物很多,常见的有:石蜡(PW)、聚乙烯 (PE)、聚丙烯(PP)、无规聚丙烯(APP)、聚苯乙烯 (PS)、聚甲基丙烯酸脂(PMMA)、乙烯醋酸乙烯脂共 聚物(EVA)、乙烯丙烯酸乙脂共聚物(EEA)。为了提高 固相装载量,一般引入增塑剂,润湿剂和表面活性剂,如邻 苯二甲酸二丁酯、邻苯二甲酸二乙酯、邻苯二甲酸二辛酯、 硬脂酸、辛酸、微晶石蜡、钛酸脂、硅烷。由于这些热塑性 系统的粘结剂流动性较好,并能选择其分子量的大小及分布 来调节其脱脂阶段的热降解性故得到广泛应用。
断裂缺陷
▪ 断裂,如图所示。一般发生 在脱模中,往往是脆断。主 要是因为模具温度太低,或 者是保压和冷却时间过长, 使得坯体温度大幅下降,引 起的收缩太大使坯体紧紧箍 在下部凸模上,在模具顶出 机构的强烈冲击下,很容易 引起脆断。通过适当升高模 温以及减少保压和冷却时间, 在脱模过程中可以避免断裂。
各种粘结剂体系的优缺点比较
体系 主要组元 优点
缺点
热塑性 石蜡、聚乙 适用性好、流动性好、易 脱脂时间长、工 体系 烯、聚丙烯 于成型、粉末装载量高、 艺较复杂
注射过程易控制
热固性 环氧树脂、 注射坯的强度高、脱脂速 注射过程不易控
体系 苯酚树脂 度快
制、适用性差、
缺陷多
凝胶体 甲基纤维素、有机物少、脱脂速度快
▪ 只有美国,欧洲和日本的PIM产业发展比较成熟,而韩国、新加坡、中国、 中国台湾地区、印度等地均建有PIM生产厂,但产值尚小,正蓄势待发。
陶瓷粉末注射成型技术应用
随着CIM技术的快速发展,其已在一些方面得到了应用 ▪ 瑞士三分之一的手表表壳采用CIM技术生产,材料是称永不
磨损的陶瓷材料氧化锆 ▪ 日本已将内孔直径为0.015mm的氧化锆光纤接头实现产业化,
▪ 练泥机转速:练泥时因螺杆转速太快而引起高的剪切力会导致喂料中陶瓷 粉末对挤出机料筒的磨损而引入杂质,转速太慢则不能产生适当的剪切力 而造成粘结剂粘度太低,使得混炼均匀变得很困难,从而引发后续的缺陷。 故需要将转速同喂料匹配,使喂料在粘度适当的条件下进行混炼。
▪ 练泥时间:时间过短则练泥混合效果不好,时间过长则练泥混合效率不高
4.2陶瓷注射成型技术
陶瓷注射成型(Ceramic Injection Molding, 简称CIM)是近代粉 末注射成型(Powder Injection Molding,简称PIM)技术的一个分 支,具有很多特殊的技术和工艺优势:可快速而自动地进行批量 生产,且对其工艺过程可以进行精确的控制;由于流动充模,使 生坯密度均匀;由于高压注射,使得混料中粉末含量大幅提高, 减少烧结产品的收缩,使产品尺寸精确可控,公差可达±0.1%~ 0.2%,性能优越;无须机械加工或只需微量加工,降低制备成本; 可成型复杂形状的,带有横孔、斜孔、凹凸面、螺纹、薄壁、难 以切削加工的陶瓷异形件,有着广泛的应用前景。
▪ 练泥温度: 必须选择合适的练泥温度,这是因为温度过低,喂料的粘度急 剧增大,导致喂料和挤出机之间的磨损而带入杂质,此外还可能导致在喂 料中夹入气体,带入注射成型生坯中产生孔隙。温度过高,会出现冒烟现 象,而且喂料表面易出现褶皱和小裂纹,因为温度太高会引起粘结剂中低 分子量成分的挥发,恶化粘结剂性能并导致粉末同粘结剂的分离。
孔洞缺陷
▪ 孔洞,指在生坯的横截面上可以发现的孔隙。 有的是一个近圆形的小孔,有的就发展为几 乎贯穿生坯坯体的中心通孔,这是常见的缺 陷.
▪ 注射成型样品不同部位产生的气孔的原因也 不一样,一般中部产生的气孔较小,原因可 能是喂料本身混合不充分并夹有气体、注射 温度太高造成粉末同粘结剂分离。相应可通 过调整喂料质量,降低模温和注射温度等措 施消除。而底部产生的气孔较大,有的甚至 是周身或半周身通孔。产生这样孔洞的原因 主要是注射时底部排气不充分而使样品夹入 气体。因为样品上部壁薄而底部壁厚,注射 过程中流动性喂料在注射压力下从上向下流 动冲模,当喂料流体到达底部时,空腔截面 面积突然变大,喂料会沿内侧经样品最底面 渐进冲模,这样一来最后被冲模的地方不是 空腔最底面,而是薄壁和厚壁的接合处。因 此模具上开在底面的排气孔并不能充分排气, 使得气体聚集,形成比较大的孔洞。
1) 粉末应专门配制,以求高的极限填充密度和低的成本; 2) 粉末不结块团聚; 3) 粉末形状主要为球形; 4) 粉末间有足够的摩擦力以避免粘结剂脱出后坯件变形
或塌陷,在大多数情况下,自然坡度角应大于55°; 5) 为利于快速烧结,应具有小的平均粒度,一般要求小
于1μm; 6) 粉末本身致密,无内孔隙; 7) 粉末的表面清洁,不会与粘结剂发生化学反应。
热塑性
PW+PP+SA
热塑性
PW+SA
热塑性
CIM混料制备
▪ 混料是粉末和粘结剂的混合物。在整个注射成型的工艺中, 粉末和聚合物粘结剂混合物的制备是最重要的步骤之一。工 艺要求混料具有良好的均匀性、良好的流变特性,以及好的 脱脂特征。只有这三个方面都照顾到的粉末注射系统才是一 个成功的体系。
▪ 对选定的混合技术,起主要作用的是混合速率、温度和时间。 但如果混合速度和温度太低,无论多长时间混料也无法均匀, 因混料将在不均匀的水平上达到平衡,即存在一临界剪切状 态。
陶瓷粉末注射成型技术概况
▪ 粉末注射成型源于20世纪20年代的一种热压铸成型技术,当时已用于生 产汽车火花塞等产品。
▪ 20世纪50年代,用环氧树脂作粘结剂试制了大量的硬质合金、难熔金属、 陶瓷等,预示着此技术在应用中的地位。但因理论欠缺,加之制粉、成 型和烧结等技术存在一系列不足,离应用的距离还比较远。
CIM中几种常见的粘结剂组成
近年来国际上各种陶瓷粉末注射成型中经常用到的较典型的粘结剂,从表
中可以看出,CIM中用粘结剂体系还主要属于热塑性多组分体系。
粉末组成
Si3N4
ZrO2 Al2O3 SiC/Si3N4
粘结剂组成
体系
PW+EVA+PP+PE+ 热塑性 SA
PW+PP+SA
PW+EVA+SA
▪ PIM的流变学问题主要就是混料粘度的评价表征问题。PIM 工艺涉及到的物料体系和状态,可能是纯粘性的,也可能是 粘弹性、粘塑性的,故变形的流动过程很复杂,可能既有瞬 时变形,也有对时间依存关系的变形(蠕变)。
CIM混料练泥机
练泥机的螺杆、料筒和料斗都采用镀铬不锈钢以增强耐磨性、 增加光洁度,防止异物的掺杂;料筒的长度要能够满足喂料 的预热,但不宜太长,以减少摩擦阻力并减少死料,增加原 料的利用率。
陶瓷注射成型粘结剂必须具备的条件
(1)好的流动特性。对注射成型粘度要适中,粘度太高,粉料不能在粘 结剂中有效分散,不仅混练困难,而且很难得到混合均匀的坯料,容易产 生成型缺陷;粘度太低,会造成陶瓷粉体和粘结剂的分层。另外粘度不能 随温度的波动太大,否则会产生缺陷。 (2)粘结剂必须能很好地润湿粉体,并对粉体有效好的粘附作用。通常 为了改善粘结剂的润湿性能,要加入一些表面活性物质,减少混合物的粘 度,增加其流动性。同时,粘结剂通过润湿颗粒以产生毛细管力吸附颗粒, 保持坯体不变形。为了保证坯料的稳定性,粉体相对于粘结剂应是惰性的。 (3)粘结剂由多组份有机物组成。单一有机粘结剂很难满足流动性要求, 且多组份中的某一组份被脱脂移出后,形成开口气孔,有利于剩余的粘结 剂的排除。实践证明,多组份比单一组成粘结剂的脱脂速度要快得多缺陷 少得多。当然多组份粘结剂的有机聚合物之间是相容的。 (4)粘结剂具有较高的导热性和较低的热膨胀系数。这样不仅避免因热 应力而产生缺陷,且可以减少坯体所受热冲击,减少缺陷。 (5)此外,粘结剂还必须具有无毒害,无污染,不挥发,不吸潮,循环 加热性能不变化等。
注射过程中的缺陷分析