张力控制系统分析
张力控制系统类型与原理

张力控制系统类型与原理1.张力控制系统的类型:(1)张力控制系统可以分为闭环控制和开环控制两类。
闭环控制是通过测量张力信号,并根据信号与给定值之间的差异进行反馈调整,从而实现张力的精确控制。
闭环控制系统可以进一步分为单点调节和多点调节两类。
单点调节是指在整个张力控制系统中,只对一个点进行测量和调节。
多点调节是指对多个点进行张力测量和调节,从而更精确地控制张力的分布。
开环控制是根据张力的经验数值进行控制,缺乏对实际张力的测量和反馈,因此控制精度较低。
(2)在闭环控制中,根据传感器的位置和张力调节位置的不同,可分为两种控制方式:①高速控制方式:传感器安装在张力调节位置之前,这样可以使系统对速度的变化更加敏感,适用于对速度较高的工艺,例如纺织品的绕线操作。
②低速控制方式:传感器安装在张力调节位置之后,这样可以更精确地调节张力,适用于对速度较低的工艺,例如纸张的抄造过程。
2.张力控制系统的原理:(1)传感器测量张力信号:根据不同的控制方式,传感器可以安装在张力调节位置的前后。
传感器通过测量物体所受到的张力大小,将其转换为电信号输出,并传送给控制器。
(2)控制器对信号进行处理:控制器接收传感器输出的电信号,通过放大、滤波等处理,得到一个与实际张力相关的数字信号。
(3)张力调节装置:根据控制器输出的信号,调节张力装置以实现需要的张力。
张力调节装置通常包括电机或气缸等控制元件,并通过调整传送装置的速度或张力装置的力来改变张力。
(4)闭环控制:如果采用闭环控制方式,控制器会将实际测量到的张力信号与设定值进行比较,计算出误差,并根据误差调整控制信号,以实现张力的精确控制。
闭环控制系统通常具有较高的控制精度,能够适应不同工艺的要求。
总结:张力控制系统通过传感器对物体的张力进行测量,并根据测量结果调整张力装置,以实现张力的控制。
控制系统可以分为闭环控制和开环控制两类,闭环控制通常具有较高的控制精度,能够适应不同工艺的要求。
涂布机张力的工作原理

涂布机张力的工作原理涂布机是一种用于对材料进行涂布的设备,其涂布效果直接受到张力的影响。
张力是指涂布机在涂布过程中对涂布材料施加的拉力,它的大小和稳定性对涂布质量起着至关重要的作用。
那么,涂布机张力的工作原理是怎样的呢?首先,我们需要了解张力的来源。
涂布机的张力主要来自于张力控制系统和张力传感器。
张力控制系统通过调节涂布机的传动系统,使得张力能够得到有效地控制和调节。
而张力传感器则能够实时监测涂布材料的张力情况,将监测到的数据反馈给张力控制系统,从而实现对张力的精准控制。
其次,涂布机张力的工作原理与涂布材料的性质有着密切的关系。
不同的涂布材料具有不同的张力特性,因此在涂布过程中需要根据涂布材料的性质来调节张力,以确保涂布效果的稳定和均匀。
一般来说,涂布材料的张力特性可以通过张力试验仪进行测试,然后根据测试结果来确定涂布机的张力控制参数。
此外,涂布机张力的工作原理还与涂布速度和涂布厚度有关。
在涂布过程中,涂布速度的变化会直接影响到张力的大小,因此需要根据涂布速度的变化来调节张力控制系统,以保持张力的稳定性。
而涂布厚度的不同也会对张力产生影响,因此需要根据涂布厚度的变化来调节张力控制系统,以确保涂布质量的一致性。
总的来说,涂布机张力的工作原理是通过张力控制系统和张力传感器实现对涂布材料张力的精准控制,同时需要根据涂布材料的性质、涂布速度和涂布厚度的变化来调节张力,以确保涂布效果的稳定和均匀。
只有在实际操作中充分理解和掌握涂布机张力的工作原理,才能够更好地应用涂布机进行生产,提高涂布质量,降低涂布成本,提高生产效率。
张力控制系统
张力控制系统MAGPOWR(美塞斯MC01/400/830/1898)往往是张力传感器和张力控制器的一种系统集成,目前主要应用于冶金,造纸,薄膜,染整,织布,塑胶,线材等设备上,是一种实现恒张力或者锥度张力控制的自动控制系统,其作用主要是实现辊间的同步,收卷和放卷的均匀控制。
工作原理这种控制对机器的任何运行速度都必须保持有效,包括机器的加速、减速和匀速。
即使在紧急停车情况下,也应有能力保证被分切物不破损。
张力控制的稳定与否直接关系到分切产品的质量。
若张力不足,原料在运行中产生漂移,会出现分切复卷后成品纸起皱现象;若张力过大,原料又易被拉断,使分切复卷后成品纸断头增多。
一套典型的张力控制系统主要由张力控制器,张力读出器,张力检测器,制动器和离合器构成。
根据环路可分为开环,闭环或自由环张力控制系统;根据对不同卷材的监测方式又可分为超声波式,浮辊式,跟踪臂式等,下图为一个典型的闭环张力控制系统。
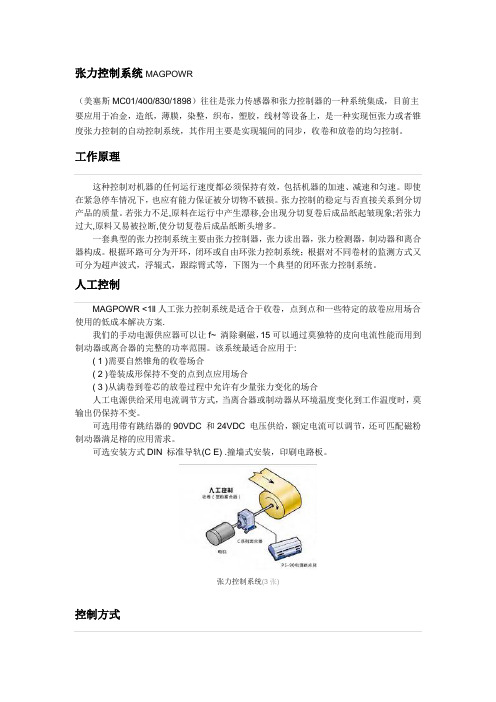
人工控制MAGPOWR <1ll人工张力控制系统是适合于收卷,点到点和一些特定的放卷应用场合使用的低成本解决方案.我们的手动电源供应器可以让f~ 淌除剩磁,15可以通过莫独特的皮向电流性能而用到制动器或离合器的完整的功率范围。
该系统最适合应用于:( 1 )需要自然锥角的收卷场合( 2 )卷装成形保持不变的点到点应用场合( 3 )从满卷到卷芯的放卷过程中允许有少量张力变化的场合人工电源供给采用电流调节方式,当离合器或制动器从环境温度变化到工作温度时,莫输出仍保持不变。
可选用带有跳结器的90VDC 和24VDC 电压供给,额定电流可以调节,还可匹配磁粉制动器满足榕的应用需求。
可选安装方式DIN 标准导轨(C E) .撞墙式安装,印刷电路板。
张力控制系统(3张)控制方式1、手动控制,在收料、放料或过程中不断调整离合器或制动器的扭矩,从而获得所需的张力,这就要求用户必须随时检查被控材料的张力,随时调节输出力矩,若用气动制动器或离合器时,手动控制器可直接选用精密调压阀,可使用户节约一定的设备成本,但仅适用于一些低速的复合机、挤出机、纺织机械等张力控制要求不高的场合。
张力控制系统

目录1. 毕业实习的目的、意义、要求...................................2. 总体介绍.....................................................3.张力控制系统..................................................3.1组成.....................................................3.2原理.....................................................3.3分类.....................................................3.4调试.....................................................4.编码器........................................................4.1工作原理.................................................5.对社会可持续发展等的影响......................................6.总结..........................................................7.参考文献......................................................1. 毕业实习的目的、意义、要求目的:1、熟悉张力控制系统的组成及工作原理。
2、了解张力检测装置、熟悉编码器的种类。
3、初步掌握S7-300PLC和G120变频器的应用。
4、了解张力控制系统的调试步骤和方法。
意义:在工业生产的诸多行业,经常会遇到卷绕控制问题。
控制工程基础_课后答案
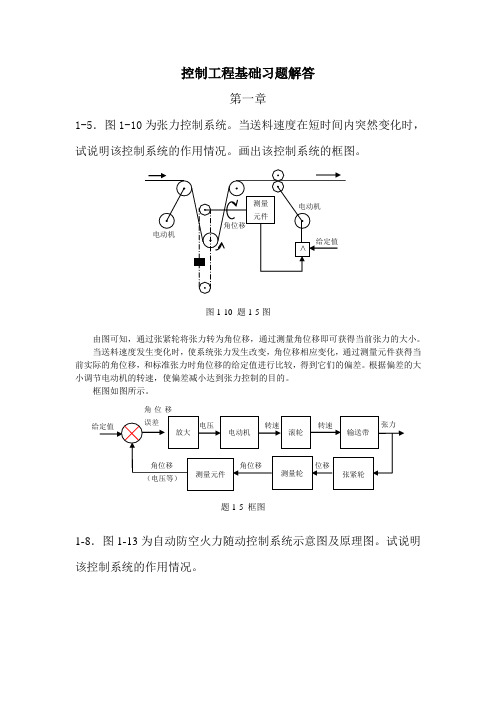
控制工程基础习题解答第一章1-5.图1-10为张力控制系统。
当送料速度在短时间内突然变化时,试说明该控制系统的作用情况。
画出该控制系统的框图。
由图可知,通过张紧轮将张力转为角位移,通过测量角位移即可获得当前张力的大小。
当送料速度发生变化时,使系统张力发生改变,角位移相应变化,通过测量元件获得当前实际的角位移,和标准张力时角位移的给定值进行比较,得到它们的偏差。
根据偏差的大小调节电动机的转速,使偏差减小达到张力控制的目的。
框图如图所示。
1-8.图1-13为自动防空火力随动控制系统示意图及原理图。
试说明该控制系统的作用情况。
题1-5 框图电动机给定值角位移误差张力-转速位移张紧轮滚轮输送带转速测量轮测量元件角位移角位移(电压等)放大电压测量 元件>电动机角位移给定值电动机图1-10 题1-5图该系统由两个自动控制系统串联而成:跟踪控制系统和瞄准控制系统,由跟踪控制系统获得目标的方位角和仰角,经过计算机进行弹道计算后给出火炮瞄准命令作为瞄准系统的给定值,瞄准系统控制火炮的水平旋转和垂直旋转实现瞄准。
跟踪控制系统根据敏感元件的输出获得对目标的跟踪误差,由此调整视线方向,保持敏感元件的最大输出,使视线始终对准目标,实现自动跟踪的功能。
瞄准系统分别由仰角伺服控制系统和方向角伺服控制系统并联组成,根据计算机给出的火炮瞄准命令,和仰角测量装置或水平方向角测量装置获得的火炮实际方位角比较,获得瞄准误差,通过定位伺服机构调整火炮瞄准的角度,实现火炮自动瞄准的功能。
控制工程基础习题解答第二章2-2.试求下列函数的拉氏变换,假定当t<0时,f(t)=0。
(3). ()t et f t10cos 5.0-=解:()[][]()1005.05.010cos 25.0+++==-s s t e L t f L t(5). ()⎪⎭⎫⎝⎛+=35sin πt t f 图1-13 题1-8图敏感 元件定位伺服机构 (方位和仰角)计算机指挥仪目标 方向跟踪环路跟踪 误差瞄准环路火炮方向火炮瞄准命令--视线瞄准 误差伺服机构(控制绕垂直轴转动)伺服机构(控制仰角)视线敏感元件计算机指挥仪解:()[]()252355cos 235sin 2135sin 2++=⎥⎦⎤⎢⎣⎡+=⎥⎦⎤⎢⎣⎡⎪⎭⎫ ⎝⎛+=s s t t L t L t f L π2-6.试求下列函数的拉氏反变换。
张力系统的原理及应用
张力系统的原理及应用1. 引言张力系统是一种通过施加拉力或压力来保持物体的平衡或稳定的系统。
在各个行业中,张力系统被广泛应用于维持物体形状、控制运动和传输力量等关键任务中。
本文将介绍张力系统的基本原理和常见应用领域。
2. 张力系统的原理张力系统的工作原理基于平衡力的原理。
当物体受到外部力或负荷作用时,张力系统通过调节拉力或压力来实现平衡。
以下是张力系统的基本原理:2.1 张力的定义张力是指绳线或其他类似结构中作用于某一截面上的拉力。
根据牛顿第三定律,张力在相反方向同时作用于相邻的两个截面上,使得整个结构保持平衡。
2.2 张力系统的要素张力系统包括以下要素: - 张力元件:通常是绳、链或带状物等。
- 支撑点:用于支撑、固定张力元件的点。
- 外部力:通过张力元件传输给物体的力。
- 物体负荷:施加在物体上的外力。
2.3 平衡条件张力系统的平衡取决于以下条件: - 任何两个支撑点之间的张力力量相等。
-外部力和物体负荷的合力为零。
- 张力元件维持恒定的长度。
2.4 张力系统的调节当外部力或物体负荷发生变化时,张力系统会通过自身的调节机制来保持平衡。
该调节机制可以通过改变张力元件的长度或调整支撑点的位置来实现。
3. 张力系统的应用张力系统在许多领域中发挥着重要作用。
以下是一些常见的应用领域:3.1 材料加工张力系统在材料加工中起到了关键作用。
例如在纺织业中,张力系统通过维持纱线的张力来保持纱线的平稳传输和控制织物的质量。
类似地,在印刷业中也广泛使用张力系统来保持纸张和印刷带的稳定性。
3.2 运动控制张力系统在运动控制中也有广泛应用。
例如,在旗帜或帆布悬挂中,张力系统通过调整绳索的张力来控制旗帜或帆布的展开和收束。
此外,在工业自动化领域,张力系统在输送带和绳索传动系统中也起到了重要作用。
3.3 航空航天在航空和航天领域,张力系统被广泛用于控制和平衡飞行器的运动。
例如,在卫星部署和空中加油中,张力系统被用来控制绳索和油管的张力,确保操作的安全性和稳定性。
张力控制原理介绍
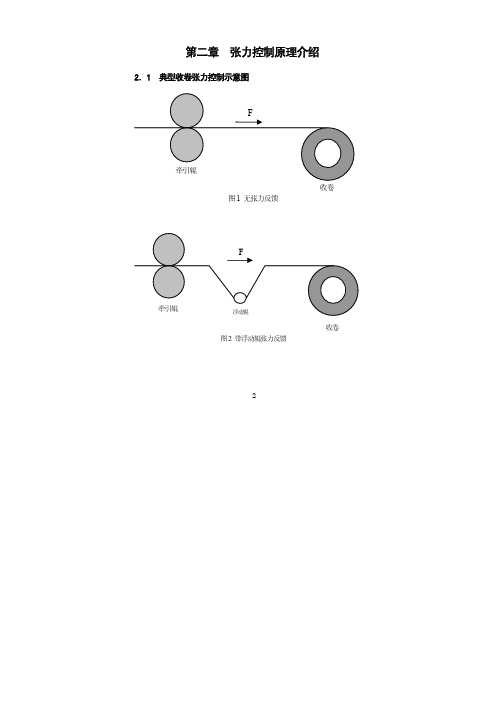
第二章 张力控制原理介绍 2.1 典型收卷张力控制示意图22.2 张力控制方案介绍对张力的控制有两个途径,一是可控制电机的输出转矩,二是控制电机转速,对应这两个途径,MD330设计了两种张力控制模式。
1、开环转矩控制模式开环是指没有张力反馈信号,变频器仅靠控制输出频率或转矩即可达到控制目的,与开环矢量或闭环矢量无关。
转矩控制模式是指变频器控制的是电机的转矩,而不是频率,输出频率是跟随材料的速度自动变化。
根据公式F=T/R(其中F为材料张力,T为收卷轴的扭矩,R为收卷的半径),可看出,如果能根据卷径的变化调整收卷轴的转矩,就可以控制材料上的张力,这就是开环转矩模式控制张力的根据,其可行性还有一个原因是材料上的张力只来源于收卷轴的转矩,收卷轴的转矩主要作用于材料上。
MD系列变频器在闭环矢量(有速度传感器矢量控制)下可以准确地控制电机输出转矩,使用这种控制模式,必须加装编码器(变频器要配PG卡)。
2、与开环转矩模式有关的功能模块:1)张力设定部分:用以设定张力,实际使用中张力的设定值应与所用材料、卷曲成型的要求等实际情况相对应,需由使用者设定。
张力锥度可以控制张力随卷径增加而递减,用于改善收卷成型的效果。
2)卷径计算部分:用于计算或获得卷径信息,如果用线速度计算卷径需用到线速度输入功能部分,如果用厚度累计计算卷径需用到厚度累计计算卷径相关参数功能部分。
3)转矩补偿部分:电机的输出转矩在加减速时有一部分要用来克服收(放)卷辊的转动惯量,变频器中关于惯量补偿部分可以通过适当的参数设置自动地根据加减速速率进行转矩补偿,使系统在加减速过程中仍获得稳定的张力。
摩3擦补偿可以克服系统阻力对张力产生的影响。
3、闭环速度控制模式闭环是指需要张力(位置)检测反馈信号构成闭环调节,速度控制模式是指变频器根据反馈信号调节输出频率,而达到控制目的,速度模式变频器可工作在无速度传感器矢量控制、有速度传感器矢量控制和V/F控制三种方式中的任何一种。
冷轧开卷机张力控制系统分析

冷轧开卷机张力控制系统分析作者:游思佳于旭来源:《数字化用户》2013年第07期【摘要】冷轧是带钢生产中一个最重要的工序,而开卷机是冷轧生产的关键设备,简单论述了首钢京唐1700酸轧开卷机张力控制系统的原理。
同时对开卷机张力断带保护及卷径记忆测量等内容进行了分析,从而达到为技术人员更好地控制开卷机,便于日后维护优化工作目标,以满足高质量产品的需求。
【关键词】开卷机张力控制卷径一、前言在冷轧薄板生产中,为了得到高质量的带钢产品,必须在入口张力辊与开卷机机之间建立足够的带钢张力,能抵抗各种干扰并保持张力恒定。
如果张力波动,对带钢开卷时会产生时紧时松的现象,造成钢卷层间窜动和推拉,很容易堆钢,甚至断带,无法进行生产。
因此,酸洗入口的开卷机张力控制十分重要。
二、张力控制系统原理首钢京唐1700酸轧开卷机的张力控制通过PLC计算出电流调节器的给定值来对开卷机的电动机进行控制,以达到保持张力恒定的目的。
电流计算方式如下:(1)式中:为张力电流给定值;为电机张力电流;为电机加减速电流;为机械损耗电流。
(一)张力电流计算电机的力矩公式是:(2)带钢对开卷机产生的张力力矩:(3)为了保持带钢张力T的恒定,电机应该提供与钢卷卷径D成正比的张力力矩,即(2)式应该等于(3)式,得到(4)式中:T为带钢张力;I为电枢电流;D为钢卷直径;为交流电机力矩常数;为电机力矩;g为重力加速度;为开卷机力矩。
从(4)式中可以看出,为了保持带钢张力T的恒定,就要保持电机电枢电流I 与不断在减小的钢卷直径D成正比的关系。
(二)动态补偿开卷机、电动机和带钢均有运动惯性,在加减速时电动机将要消耗动态力矩,如不加以补偿将使带钢张力发生波动,必须对电枢电流进行补偿,才可以克服加减速对带钢张力的影响。
根据公式:转矩=转动惯量*角加速度,得到:(5)式中:为升降速时的动态转矩;J为转矩惯量,,将上述关系代入(5)式得到:(6)式中:为飞轮惯量;N为电机转速;t为加速/减速时间。
张力控制系统及常见故障排除
5 2 2014/05 印刷技术·包装装潢
敬请关注本刊官网 www.ke yinprintech. cn
50-55经验交流.indd 52
2014-4-30 14:56:11
放卷
张力 传感 器
磁粉 制动 器
张力 控制 器
图1 放卷张力控制系统示意图
牵引 辊
转轴
低摩 擦气 缸
电位 器
摆辊 图2 牵引张力控制系统示意图
故障一:印刷套印不准 故障现象:在印刷设备正常运行 过程中,摆辊发生不规则摆动,且摆 动幅度较大,进而造成套印不准。 故障排除:张力控制系统的结构 较为复杂,因此该故障产生的原因较 多,对此,笔者进行了归纳总结,主 要有以下几个方面。 (1) 摆辊 气 缸 的气 控 回路 元 器 件容 易发生损坏,从而导致活塞漏气,摆 辊气缸加载气压不稳定。对此,可考
这种控制方式是目前的主流方式。 间接张力控制又称补偿控制,其
可以对影响张力稳定的参数进行调节 补偿,以避免将要出现的张力变化, 间接地保持张力稳定。相比直接张力 控制,间接张力控制的随机性较差, 且控制精度较低。
构成与工作原理
安 装于 凹 印机 、 涂布 机 、 复合 机、分切机等设备上的张力控制系统 主要由放卷张力控制系统、牵引张力 控制系统和收卷张力控制系统三部分 组 成, 通过 张 力传 感器 、张 力 控制 器、变频控制器、磁粉制动器等元器 件实现卷筒材料的恒张力控制。
故障二:张力不稳定 故障现象:在收卷过程中,当卷 径较大时,收卷张力显示值往往会随 卷径的增大而不断减小,此时驱动器 的输出电流会不断增加,当输出电流 超过电机的额定电流后,便会引起驱 动器过流保护,发出故障报警。 故 障排 除 :笔 者 首先 检 查 驱动 器的负载和电机测速编码器,二者均 正常。通过对收卷张力控制器进行校 准,发现其中一个张力传感器发生了 故障,从而使得检测到的收卷张力信 号值是实际收卷张力值的一半,随着
涂布机张力控制系统的研究

涂布机张力控制系统的研究郑轩韩佳吟韩蕾乐凯胶片股份有限公司河北保定071054;2.河北大学工商学院河北保定071000摘要:分析了目前涂布机的两种基本的张力控制方式和原理,并结合实际生产中设备出现的故障,根据张力系统的原理进行故障的排查和维修从而解决实际问题。
在现有两种控制方式的基础上,对系统的执行部分提出进行改造的设想,使用力矩电机进行替代,做到优化结构,提高控制精度的目的。
关键词:涂布机张力控制系统力矩电机中图分类号:TM3文献标识码:A1前言涂布机是一种专用的机械设备,它将涂布液均匀的涂布到运动着的支持体上,使其具备一些新的用途或达到一些特殊的性能,并能使涂覆产品的涂层厚度、涂层均匀度、涂层与支持体的粘接牢度等性能以及产品涂布的速度达到设计要求。
涂布机的主要结构是通过支持体或者称之为基材在多个导辊上缠绕形成一定的片路,并由设备产生一定的张力将基材张紧来运行的。
涂布装备主要是指涂布机及其相应的辅助系统,具体包括涂布机、干燥系统、供收卷等辅助系统三大部分。
涂布机:涂布头是其重要部件,它的不同构造或形式决定了不同的涂布方式。
干燥装置:涂布工艺与干燥工艺是涂布工程先后连续进行的两个工艺过程。
这也组成了涂布设备的两大部分,涂布速度的快慢往往受干燥能力的限制,而干燥能力的大小又以涂布机的最高车速为设计依据。
当前主要采用空气干燥,即以经过处理的干空气为介质进行干燥的形式。
辅助设备:主要包括供料系统、拖动系统、张力调节装置、静电消除装置、调偏装置等。
在涂布机中使基材运动的源头是设备产生的张力以及张力控制系统,这是涂布设备能够正常生产和生产出合格产品的主要因素之一。
对张力系统的研究越深入,越能保证设备的良好使用。
2张力控制系统原理与分析2.1张力概述张力是通过机器设备的动力,它适用于在机器相邻区域二者之间的支持体,这个力的作用是趋向于拉伸支持体的。
多数的支持体被传输通过机器设备是利用张力值来达到的,那个张力值高的足够允许支持体完全通过机器而且使支持体断片低到最小化。
2023-2024学年高中通用技术必修《技术与设计2》综合检测卷(1)

《技术与设计》综合检测卷一、选择题1.如图所示是某夹持结构,当施加如图所示的力F时,下列说法正确的是()A.物块被夹紧,拉杆受拉、连杆受弯曲,夹持杆受弯曲B.物块被夹紧,拉杆、连杆受压,夹持杆受压C.物块被放松,拉杆、连杆受拉,夹持杆受弯曲D.物块被放松,拉杆受拉、连杆受弯曲,夹持杆受弯曲2.如图所示的家用炒菜锅,锅的手柄和锅体的连接方式是()A.胶连接B.钉连接C.铆连接D.榫连接3.如图所示是某卷材的印刷工序中采用的卷材张力控制系统示意图。
一般在材料放卷和收卷时,卷材的卷径会不断发生变化,而卷材的张力则随着卷径的变化而不断变化。
如不对卷材张力加以控制,严重时,卷材将有可能发生断裂。
图中,张力检出器检测卷材的实时张力信号传递给控制器A TC600经过PID处理后输出010V控制信号,经由功率放大后供给磁粉离合器或制动器以调整其输出力矩,以达到稳定的张力控制。
下列关于卷材张力控制系统分析中错误..的是()A.执行器是电动机、减速机B.被控对象是卷材C.该系统属于闭环控制系统D.控制量是磁粉制动器、离合器的输出力矩4.如图所示是某卷材的印刷工序中采用的卷材张力控制系统示意图。
一般在材料放卷和收卷时,卷材的卷径会不断发生变化,而卷材的张力则随着卷径的变化而不断变化。
如不对卷材张力加以控制,严重时,卷材将有可能发生断裂。
图中,张力检出器检测卷材的实时张力信号传递给控制器A TC600经过PID处理后输出010V控制信号,经由功率放大后供给磁粉离合器或制动器以调整其输出力矩,以达到稳定的张力控制。
从系统的角度分析,下列说法中不恰当...的是()A.具有自动对卷材进行张力控制的功能,体现了系统的目的性B.张力检出器的检测精度是该系统优化的影响因素C.该卷材张力控制系统由磁粉制动器(离合器)、张力控制器、张力传感器、马达、卷材等设备组成D.该系统通过材料线速度与实际卷径计算出一个匹配频率设定值使收(放)卷的线速度与材料线速度基本匹配,体现了系统分析的科学性原则5.如图所示的连杆机构,在液压装置的作用下,该机构各连杆处于运动状态。
张力控制系统原理

张力控制系统原理
张力控制系统原理指的是通过对物体施加合适的张力,实现对物体运动过程中张力的准确控制的一种系统机制。
该机制经常应用于各种需要保持物体线形平稳、防止松弛或过紧的应用场景,比如纺织品生产、电线电缆生产、印刷机械、包装机械等。
张力控制系统的基本原理是通过对张力的测量和反馈控制来实现。
通常,该系统由传感器、控制器和执行器组成。
传感器用于测量物体上的张力,将其转换为电信号后传送给控制器。
控制器根据测量得到的张力信号与设定的目标张力进行比较,计算出误差,并通过调节执行器实时调整张力,使其趋近于目标张力。
为了实现有效的张力控制,系统需要考虑到多种因素。
首先,它需要精确测量张力,并将其转换为电信号。
传感器选择要考虑到测量范围、精度和稳定性等因素,以保证准确性。
其次,控制器需要具备高精度和高速度的运算能力,能够根据测量值和目标值计算出误差,并迅速调整执行器以实现即时控制。
最后,执行器应具备良好的响应能力和可调整性,能够快速且准确地调整物体的张力。
在实际应用中,张力控制系统需要根据具体的应用场景进行调整和优化。
例如,在纺织品生产中,张力控制系统需要考虑到织物的材质、宽度、速度等因素,并通过调整辊筒的张力和速度来实现对织物的准确控制。
在印刷机械中,系统需要根据印刷材料的特性和印刷速度等因素,合理控制张力,以确保印刷品的质量和稳定性。
总之,张力控制系统原理是通过测量和反馈控制,准确调整物体的张力,实现对物体线形平稳、防止松弛或过紧的控制机制。
它在各种行业中有着广泛的应用,并需要根据具体场景进行定制和优化,以满足不同的需求。
张力控制系统分析
20世纪60年代,特别是80年代以来,随着电力电子技术、现代控制理论、计算机技术和微电子技术的发展,逐步形成了集多种高新技术于一身的现代电气传动技术。
高精度、高可靠性的变频调速系统,凸显了交流异步电动机结构简单、价格便宜、工作可靠和维护方便等优点,为冶金处理线的张力控制技术的发展提供了强有力的保证。
2 带钢张力的作用采用张力控制防止带钢堆拉现象发生,同时,张力在生产过程中也发挥着十分重要的作用,主要表现在以下几个方面[1]:2.1 防止带钢跑偏在实际生产过程中,由于各种因素的影响,带钢在运行过程中容易发生跑偏,而且会随着运行而越来越严重。
为了防止跑偏,可以采用纠偏辊或八字辊,但这两种方法都有一定的时滞,有一定的局限性。
而适当调节张力值,维持张力稳定,带钢可以在一定的张力作用下平稳的运行,张力反映迅速,无时滞,所以是防止带钢跑偏的有效方法。
2.2 有利于控制带钢的板形板形是衡量带钢质量的重要指标,板形良好指的就是带钢的平制度好,如边部起浪,中部浪皱等,这主要是由于变形不均匀,使带钢中的残余应力超出了稳定所允许的拉应力。
当采用微张力控制时,使带钢沿宽度方向上的拉力不超过所允许的拉应力,由此来保持带钢板形的平直。
2.3 有利于控制加热面积的控制炉区的入口段是预热炉,里面没有炉棍,是一段悬空的带钢。
两边喷嘴加热带钢。
利用张力可以调节带钢的悬垂度,保证在预热炉内的带钢充分加热。
此外,张力在煅烧过程中可以适当调节张力辊电机的负荷。
可见张力控制对于正常生产是非常重要的的保证。
而通过张力产生的原理分析,我们可以找出控制或影响张力的有关原因。
3 带钢张力控制方案以冶金处理线的控制为例,介绍具体控制方案。
图 1表示了一条简单处理线的主要传动设备,由开卷机、卷取机、活套和若干张力辊组成。
开卷机,卷取机,活套分别建立各段张力,张力辊根据工艺需要分断上下游张力。
处理段br2参与tm1(张力计)的直接张力控制,其他张力辊作为各速度区域(活套将全线分成入口、中部、尾部三段)的速度基准[2]。
带材卷绕张力控制系统设计

带材卷绕张力控制系统设计摘要张力控制系统是以卷材为材料的生产机械上最重要的控制系统,不论产品是纸张、塑料薄膜、纺织品、橡胶片或薄钢板卷材,都是在一定的张力控制下被输送到设备,且在一定的张力下被卷取。
在以数字PID为核心的张力控制系统中,在矩阵键盘以及液晶显示器的帮助下,输入需要的数据后。
张力传感器检测电路得到模拟电压信号,该信号经过放大、滤波、电压跟随后送入10位A/D转换器进行模数转换,得到数字信号,该数字信号送入AVR单片机进行PID等算法运算后,再经过12位D/A转换后得到模拟信号,该信号用于控制电机。
同时,还设计了一个以模拟PID为核心的张力控制系统。
通过给定张力与反馈张力之差,经过模拟PID调节器后输出给变频器。
变频器根据控制精度的要求,工作在闭环速度控制。
这种模式采用过程PID,直接进行张力控制,原理简单、调试方便。
还用Multisim 9仿真了模拟PID。
关键词:张力传感器检测,PID,AVR单片机注:本设计题目来源于教师的企业科研项目,项目编号为:AbstractTension control system is the most important control system, which is based on membrane materials. Whether the product is paper, plastic film, textiles, rubber sheets or thin steel sheet, they all are transferred to the device, and is under a certain tension take-up.With the help of matrix keyboard and LCD display we can input required data. So the tension sensor detection circuit can receive an analog voltage signal. The signal after amplification, filtering, voltage follower, which come into 10-bit A/D converter for analog-digital conversion. It may get digital signal. The digital signal come into MCU, which may operate by PID algorithm or more. The result through the 12-bit D/A conversion turn into analog signal. The analog signal is used to control the motor.At the same time, I also designed a tension system at the core of the PID control. Through setting tension and feedback tension,which come into analog-PID regulator.The analog-PID regulator output to the inverter. The Inverter under control accuracy requirements is working in closed loop speed control. This model uses the process PID. The direct tension control is simple and convenient debugging. It simulate the tension control system with the help of Multisim 9.Key words:Tension sensor detection, PID operation, AVR MCU目录1绪论 (1)1.1 张力控制系统概述 (1)1.2 张力控制系统的国内外发展现状及应用 (1)1.3课题的目的和意义 (2)1.4本课题的主要工作 (3)2张力控制系统总体方案设计 (4)2.1张力分析 (4)2.2张力控制系统原理 (5)2.3张力控制系统控制方式选择 (6)2.4张力控制系统控制器方案选择 (6)2.5张力控制系统需求分析 (7)3张力控制系统硬件设计 (9)3.1硬件设计需求分析 (9)3.2数字PID为核心的硬件设计 (11)3.2.1电源电路硬件设计 (11)3.2.2张力传感器检测硬件设计 (12)3.2.3信号处理硬件电路设计 (13)3.2.4A/D转换硬件电路设计 (15)3.2.5单片机系统硬件电路设计 (16)3.2.6D/A转换电路硬件设计 (19)3.2.7键盘输入硬件电路设计 (21)3.2.8显示电路硬件设计 (22)3.3模拟PID为核心的硬件设计 (23)3.3.1模拟PID调节器硬件设计 (23)3.3.2模拟PID系统仿真 (30)3.3.3变频器 (31)4张力控制系统软件设计 (33)4.1主程序及初始化子程序 (33)4.1.1主程序 (33)4.1.2初始化子程序 (33)4.2 PID算法程序 (34)4.3采样程序 (36)4.4数模输出程序 (38)4.5矩阵键盘子程序 (40)4.6显示子程序 (40)结论 (42)参考文献 (43)致谢 (44)附录A (44)附录B (46)1绪论1.1 张力控制系统概述张力控制系统往往是张力传感器和张力控制器的一种系统集成,目前主要应用于冶金、造纸、薄膜、染整、织布、塑胶等线材或带材设备上,是一种实现恒张力或者变张力控制的自动控制系统,其作用主要是实现辊间的同步,收卷和放卷的控制[9]。
张力控制系统

对中心卷取机张力控制系统修单位: 华懋纺织有限公司姓名: 管通工种: 高级维修电工对中心卷取机张力控制系统修改摘要:我们公司的中心卷取机,在改换新产品时,发现机台的速度波动大、张力控制不稳定、质量无法保证,必须对中心卷取机的控制系统进行改进。
关键词: 中心卷取机速度张力一、前言中心卷取机在电线电缆、造纸、印染和皮革生产等行业应用较为广泛的机械,它分单轴卷取同多轴卷取两种机型,该机台主要由两部分组成A:机械硬件B:同传动控制,机械硬件部份有,卷取台、卷取轴、展开轴、机械侧壁。
传动部份分:传动马达、旋臂马达和张力控制系统,中心卷取机能否正常生产使用对工厂的产能和质量有着非常紧密的关系。
二、异常情况的出现质量无法保证。
为了解决这问题,公司决定对机台改良,交于我主要负责。
三、材料卷取不良原因分析经过现场生产的仔细观察,发现公司现在生产的产品同过去所生产的产品有较大的差别;机台针对产品的设计厚度为1.8mm(可生产范围0.8mm---2.2mm),而目所生产产品反为厚度0.5mm—0.6mm,。
材料物性比较表:生产条件表:通过对两种材质物性和生产条件的比较同核对,机台目前的状态无法满足新型面料生产需要,因公司当初在设计制造中心卷取机时的最小起动张力为4-6kg,而现时产品的生产张力为4kg;在生产时如张力设大了,材料将会拉薄拉断裂;如张力设小了机器时运转时不运转,材料也会一下变宽一下变窄,因这时设定的张力没有达到机台的起动要求,这样机台肯定无法正常生产。
仔细核对原有的电器图纸,设计张力控制上是没有什么错误,关键问题出现在中心卷取机的中心卷取控制板上,此款中心卷取板是由台湾一家工控产品供货商提供的。
它的主要控制方式是,对卷取机的变频驱动器输出电流大小进行比较,卷取功能是利用变频器的高性能失量转距控制方式,在卷径、卷大或卷小时进行衰减和增益,属于速度闭环的转距方法,这种控制器价格较低,可满足一般产品卷取要求;但无法达到高精度控制张力方式,(一般张力要求±5%,精确张力要求±0.5%)。
张力控制系统
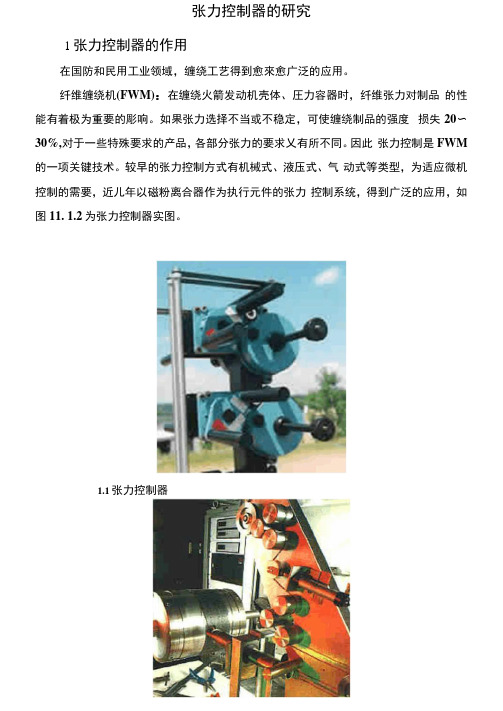
张力控制器的研究1张力控制器的作用在国防和民用工业领域,缠绕工艺得到愈來愈广泛的应用。
纤维缠绕机(FWM):在缠绕火箭发动机壳体、圧力容器时,纤维张力对制品的性能有着极为重要的彫响。
如果张力选择不当或不稳定,可使缠绕制品的强度损失20〜30%,对于一些特殊要求的产品,各部分张力的要求乂有所不同。
因此张力控制是FWM 的一项关键技术。
较早的张力控制方式有机械式、液压式、气动式等类型,为适应微机控制的需要,近儿年以磁粉离合器作为执行元件的张力控制系统,得到广泛的应用,如图11. 1.2为张力控制器实图。
1.1张力控制器1.2张力控制器1.1张力的产生在复合材料成型工艺中,为了得到满足成型工艺要求的张力,必须有摩擦力或阻力施加于缠绕材料上,摩擦或阻力的产生分为两种情况,一种情况是在缠绕过程中,在缠绕材料表面设置摩擦带或皮带,由于芯模的旋转收线,摩擦辘或皮带与缠绕材料之间必然产生摩擦力,摩擦馄与芯模之间的缠绕材料形成张力。
在这种情况中,缠绕材料张力不随卷轮或纱团半径变化而变化,整个系统结构比较简单。
但由丁摩擦银对缠绕材料表面有正压力和摩擦力,因而对有些材料不适用。
另一种张力产生办法是对开卷辗施加阻力矩,即开卷規放线时,在卷辗中心轴上设置可产生阻力的装置。
在这种类型中,如阻力矩保持不变,缠绕材料张力就会随卷報半径变化而变化,这种现象使张力变得更为复杂,但这种方式使用较为广泛,数控纤维缠绕机的张力控制系统大多采用这种方式。
1.2张力控制方法的选择张力的控制方法按照不同的工艺要求,可以分为间接张力控制和直接张力控制两种。
间接张力控制是通过控制维持张力恒定的传动系统的电参数(往往是速度调节器的输出限幅)实现张力控制,一般采用最大力矩控制或恒功率控制等方式,适用于一般要求不高的场合,可简单实现一般张力控制要求。
克接张力控制系统采用张力传感器并构成张力闭环调节,视传感器结构不同, 可分为位置式张力控制和反馈式张力控制。
金属压力加工张力控制问题及解决措施分析
二、应对措施
2.1选择恰当合理的金属材料
根据以上的信息油门已经论述过,金属材料对于张力的控制也存在着至关重要要的影响,因此在解决金属压力加工过程中的张力控制问题,需要我们首先必须选择合适的金属材料,确保实际操作处理的相应加工人员对金属材料所具备的特点有着相当熟悉的了解,可以对材料进行严格筛选与把控,之后在结合金属的性能特点进行比较去全面的分析与评估,通过这些人为因素的分析与筛选,确保最后选出的金属能够有效的满足进行压力加工张力控制的严格需求,其次,加工操作人员还可以结合金属性能的特点,制定比较符合实际的张力控制对策,确保后续的操作可以实现较为精确的张力控制精确度,以及可靠性,有效的避免出现过多的问题故障。
金属压力加工张力控制问题及解决措施分析
摘要:在金属压力加工中,张力控制系统发挥着至关重要的作用,且具有一定的复杂性。因此,在实际应用过程中,必须全面考虑各个环节,不断探索金属带材压力加工中有效应用张力控制系统的方法,以提高生产效率和产品质量。然而,要想实现这一目标,就必须严格按照张力控制系统的工艺要求,并充分利用直接张力控制法或间接张力控制法。鉴于此,本文对金属压力加工张力控制问题及对策进行了分析探讨。
关键词:金属压力加工;张力控制;关键技术
浅谈涂布机张力控制系统
浅谈涂布机张力控制系统摘要:改革开放以来,印刷包装业取得了长足发展,再加上入世以后国际和国内市场的需要,都要求我国的印刷包装机械和包装工艺的质量要有明显的提高和改善。
特别是一些涂布复合设备的制造,大多数都是根据客户要求单件定做,这就不仅要求涂布设备的制造企业具有很强的机械设计实力,同时能够提供稳定的张力控制系统。
在现代制造产业中,张力控制系统已经成为包括涂布行业在内的多个行业的共性技术之一。
尤其在太阳能背板、集成电路、光学膜等精密涂布行业,高精度张力控制系统已经成为支撑性的关键技术。
关键词:涂布机;张力控制系统;光学膜引言涂布产品的需求量因为包装工业的高速发展而日益增大,因此部分厂商为提升市场竞争力,对涂布机系统进行技术升级与改造,从而对传统涂布工艺进行升级,进而提升涂布质量与产量,并且可以增加涂布的样式与花色。
此外,控制涂布机系统的张力是改造过程中的关键,并且产品的数量、质量、涂布基带的物理特性、基带的使用年限等均与涂布机系统中的张力大小有直接联系。
因此,科学、合理的控制涂布机张力大小对于提升生产厂家的经济效益有至关重要的作用。
1涂布机的组成部分涂布机主要由放料单元、储料单元、涂布头、复合单元以及收料等单元组成。
2涂布生产过程放卷辊、涂布辊、牵引辊、烘箱和收卷辊等是涂布机主要的机械结构。
完整的生产过程:在放卷辊上放置待涂的基带,通常为白纸或塑料薄膜,随后在导向辊的作用后,基带被拉到涂布辊与橡胶辊的中部,紧接着基带在压缩空气的作用下压紧与涂布辊上,并在料池中将涂布辊的下部浸入,涂料在涂布电机转动过程中会吸附在涂布辊表面,随后其与压紧的基带相接触,从而使基带中吸附涂布辊中的燃料,随后牵引电机将涂好的潮湿基带送入烘箱中完成干燥作业,涂料在出烘箱后呈现烘干状态,最后将收卷辊收成整卷,涂布过程便完成。
3张力控制系统的工作原理在涂布机的张力控制系统中,PLC是整个系统的核心部分。
工作时在触摸屏上设定工作参数,这些参数通过紫色电缆写到PLC的相应寄存器。
φ56组合锚绞机恒张力液压控制系统的设计与分析
4 ) 5 6组合 锚 绞机 恒 张 力液 压控 制 系统 的设 计 与分 析
周 忠 旺 ,赵 林 林
( 江 苏财 经职 业技 术 学院机 械 与 电子 工程 系,江 苏淮安 2 2 3 0 0 3 )
摘要 :通过分析液压组 合锚 机工作状 态 ,设计锚机 主泵控制系统和辅泵控制 系统。主泵控制 系统设计 采用手动 比例复 合阀控制马达转速 ,调节收 ( 放 )缆速度 ;采用单 向顺序 阀作平衡 阀,防止在放缆 时因转速过快而脱 缆 ;使用 3个 高压球 阀,确保左右两侧主泵正常运行 。辅 泵控 制系统设 计采用溢流阀控制缆绳 张力 ,采用补油装 置控制 马达 反转转速 ,手动二 位 四通换 向阀控制主泵和辅泵 的工作状态 ,使系统运行可靠 。
h y d r a u l i c c o mb i n e d w i n d l a s s .T h e ma i n p u mp c o n t r o l s y s t e m w a s d e s i g n e d b y a d o p t i n g a ma n u a l p r o p o r t i o n e r t o c o n t r o l mo t o r s p e e d
ZHOU Zho n g wa ng.ZHAO L i n l i n
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 引言
20世纪60年代,特别是80年代以来,随着电力电子技术、现代控制理论、计算机技术和微电子技术的发展,逐步形成了集多种高新技术于一身的现代电气传动技术。
高精度、高可靠性的变频调速系统,凸显了交流异步电动机结构简单、价格便宜、工作可靠和维护方便等优点,为冶金处理线的张力控制技术的发展提供了强有力的保证。
2 带钢张力的作用
采用张力控制防止带钢堆拉现象发生,同时,张力在生产过程中也发挥着十分重要的作用,主要表现在以下几个方面[1]:
2.1 防止带钢跑偏
在实际生产过程中,由于各种因素的影响,带钢在运行过程中容易发生跑偏,而且会随着运行而越来越严重。
为了防止跑偏,可以采用纠偏辊或八字辊,但这两种方法都有一定的时滞,有一定的局限性。
而适当调节张力值,维持张力稳定,带钢可以在一定的张力作用下平稳的运行,张力反映迅速,无时滞,所以是防止带钢跑偏的有效方法。
2.2 有利于控制带钢的板形
板形是衡量带钢质量的重要指标,板形良好指的就是带钢的平制度好,如边部起浪,中部浪皱等,这主要是由于变形不均匀,使带钢中的残余应力超出了稳定所允许的拉应力。
当采用微张力控制时,使带钢沿宽度方向上的拉力不超过所允许的拉应力,由此来保持带钢板形的平直。
2.3 有利于控制加热面积的控制
炉区的入口段是预热炉,里面没有炉棍,是一段悬空的带钢。
两边喷嘴加热带钢。
利用张力可以调节带钢的悬垂度,保证在预热炉内的带钢充分加热。
此外,张力在煅烧过程中可以适当调节张力辊电机的负荷。
可见张力控制对于正常生产是非常重要的的保证。
而通过张力产生的原理分析,我们可以找出控制或影响张力的有关原因。
3 带钢张力控制方案
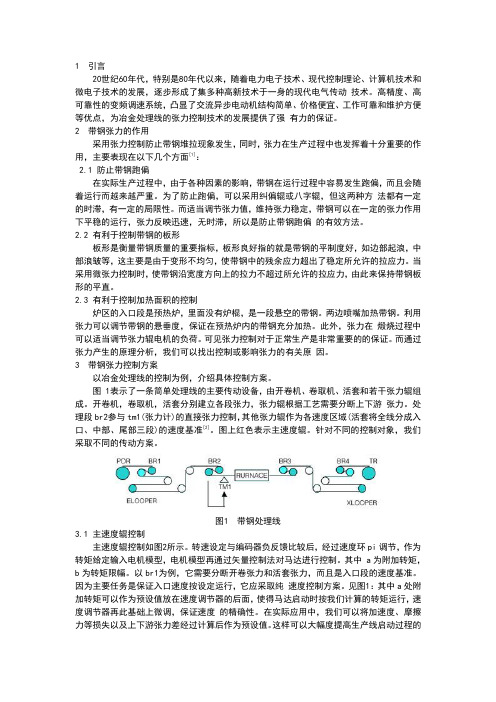
以冶金处理线的控制为例,介绍具体控制方案。
图1表示了一条简单处理线的主要传动设备,由开卷机、卷取机、活套和若干张力辊组成。
开卷机,卷取机,活套分别建立各段张力,张力辊根据工艺需要分断上下游张力。
处理段br2参与tm1(张力计)的直接张力控制,其他张力辊作为各速度区域(活套将全线分成入口、中部、尾部三段)的速度基准[2]。
图上红色表示主速度辊。
针对不同的控制对象,我们采取不同的传动方案。
图1 带钢处理线
3.1 主速度辊控制
主速度辊控制如图2所示。
转速设定与编码器负反馈比较后,经过速度环pi调节,作为转矩给定输入电机模型,电机模型再通过矢量控制法对马达进行控制。
其中a为附加转矩,b为转矩限幅。
以br1为例,它需要分断开卷张力和活套张力,而且是入口段的速度基准。
因为主要任务是保证入口速度按设定运行,它应采取纯速度控制方案。
见图1:其中a处附加转矩可以作为预设值放在速度调节器的后面,使得马达启动时按我们计算的转矩运行,速度调节器再此基础上微调,保证速度的精确性。
在实际应用中,我们可以将加速度、摩擦力等损失以及上下游张力差经过计算后作为预设值。
这样可以大幅度提高生产线启动过程的稳定性。
图2 主速度辊控制
3.2 直接张力控制
根据带钢上下游速度差产生张力,直接张力控制系统如3所示。
在基本的速度调节方案的基础上,将张力设定值与实际张力比较,经过pi调节产生速度差,附加到速度调节器上。
这样,我们就通过控制张力辊与生产线的速度差达到精确控制张力的效果。
就拿br2为例,如果tm1检测到的张力小于设定张力,br2减速,反方向扯紧带钢,以增加张力。
这样,br2与tm1就形成了闭环张力控制。
a处附加转矩的作用上文已经提到,在此做类似处理即可。
图3 直接张力控制系统
3.3 间接张力控制
间接张力控制如图4所示。
开卷机、卷取机、活套需要建立张力,而此区域并无张力计。
我们只能采用开环张力控制,即间接张力控制。
与方案2类似,将张力设定值换算成转矩,与实际转矩比较,经过pi调节产生速度差,附加到速度调节器上。
不难看出,间接张力控制的实际控制对象是转矩。
图4 间接张力控制
3.4 其它张力控制技术
除了利用速度差控制转矩,还有别的转矩控制方案吗?
直接转矩控制。
即将速度环旁通,直接把设定转矩加在速度调节器后面,马达模型会直接按给定转矩运行。
很多厂家的变频器还设计了速度环自动激活的功能,也就是在速度反馈超过限幅后,速度调节器自动激活,防止飞车。
不过,这种保护能对付飞车,却对付不了打滑。
下面介绍转矩限幅的控制方式,如图5所示。
图5 转矩限幅的控制
我们在速度设定值的基础上附加一个固定的超速,让控制对象始终与生产线的速度不符,速度调节器将处于饱和状态,我们通过改变速度调节器输出(即转矩给定)的限幅(b)来控制转矩。
如果我们需要正转矩,则让速度环处于正饱和状态,超速给正值,反之亦然。
由于速度环的p一般在20左右,超速给到10%,速度调节器就能瞬间输出200%的转矩了。
这样,我们能够得到很快的转矩相应。
在打滑的情况下,带钢限制不了控制对象的速度,传动对象的速度将按照给定速度(主速度给定加超速)运行,因为超速只有10%左右,打滑造成的摩擦不会太明显。
至于速度环达不到饱和,转矩乃至张力无法控制,光靠电气的控制,就无能为力了,因为辊子与钢带产生的摩擦力无法满足实际工艺的要求,只能从机械方面想办法了。
方案3和方案4都能满足间接张力控制的需要,各自有其优劣。
方案3中,为了实现输出转矩的稳定,速度环和附加的转矩环都要精调,而且即使这两个环调的很好,也无法保证马达的转矩和设定完全一样。
方案4中,速度环已经饱和,只要有足够的p,就能正常工作了,相比前者,调试省了很多麻烦。
但是由于速度调节器在饱和状态,它对外界速度的扰动就没有反应了。
如果控制区域的钢带很长(如
活套),钢带的弹性就可能造成速度的振荡,而饱和了的速度调节器对此近乎无视。
3.5 软化张力控制
以上介绍了生产线上的主要设备的控制方案。
一些相对较小的线上设备(如多个炉辊)要想和生产线速度保持完全同步,需采用软化张力控制。
因为哪怕很小的速度差,也会由速度调节器积分产生很大的力矩,这既容易打滑,又容易损坏电气和机械设备。
软化张力控制的特点就是让控制对象的机械特性软一点,跟着其他设备一起出点力就好。
如图6所示,软化张力控制其实和方案3差不多,只是外加的转矩环只有p。
我们的目的只是让控制对象跟大部队保持一致,消除速度差,并不一定要它精确的按我们设定的转矩跑,大概出那么多力就行。
实际应用中,c处可以设0,也可以根据需要给点力,用于损失补偿,或拉紧带钢。
图6 软化张力控制
4 结束语
在工业生产的很多行业,诸如造纸、印刷印染、包装、电线电缆、纺织、皮革、金属箔加工、纤维、橡胶、冶金等行业都要进行精确的张力控制,保持张力恒定,以保证产品的质量。
以plc结合变频器组成的各种张力控制系统得到广泛应用。
本文以粗线条的形式讨论的冶金处理线中应用到的几种典型的传动方案,希望能给读者在实战中慢慢体会各种方案的特点,找到最优的控制思路提供帮助。
作者简介
李祥(1981-) 男助理工程师/工程硕士,冶金自动化系统集成方向。
参考文献
[1] 冷轧带钢张力及其控制工艺探讨. 特钢技术,2001年第3期
[2] 肖白. 我国冷轧板带生产技术进步20年及展望[j]. 轧钢,2004,21(6):15-1。