镇海炼化100kt/a硫磺回收装置标定考核及技术分析
硫磺回收装置优化运行技术策略
入 一级 、 二级 反 应 器通 过 克 劳 斯 催化 反 应 生 成硫 磺 , 入硫 磺成 型系统 。 进
主 要反应 过程 如下 :
2 S O 一 2 , + / S ( 反应 ) H,+ 。 H O 2 总 x
气 体 中 S 质量 浓 度 不得 超 过 9 0mgm 为 了 O, 6 / 。 实 现 S , 标 排 放 、 护 环 境 , 内 7 % 以 上 的 O达 保 国 0
石 油艨 制 与记 二
i 工 § ◆l 加 _ =
PTOEMPOES GADPTOHMCL ERLU RCSI N ERCEI S N A 唧 攀 1 卷第 期
硫磺 回收装置优化运行 技术策 略
肖生科 , 廖忠陶, 强 刘
( 中国石油天然 气股份有限公 司玉门油 田分 公司炼油化工总厂 , 玉门 7 5 0 ) 3 2 0
3 优 化运 行技 术策 略
31 原 料控 制 .
制 硫 和 尾 气加 氢 工 艺 处理 酸 性 气 体 , 后 残 余 的 最
少量 s 有机硫 和单 质硫 通过高 温焚 烧后 排放到 、 大气 中。这种 工艺不仅 充分利 用 了硫 资源 , 同时又 解决 了大 气污 染 的 问题 。本文 介绍 硫磺 回收 的工
目前 国 际原 油产 量 日趋 减 少 , 采 成 本 和 难 开 度逐 年加 大 , 原油 性 质 向着重 质化 、 含硫 化 方 向 高 发展 口 ] 。在加 工重 质 、 含硫 原油 时 必然副 产 大量 高
S气体 , 如果不 能采取有效 的工艺技术进 行处理 ,
酸 性 气 中烃 类完 全燃 烧 , 中 1 其 / 3的硫化 氢燃 烧生
化 率 。制硫 炉温 度高 达 11 0~ 1 0 0 0℃ , 此条 4 在
四川石化100 kt/a硫磺回收及尾气处理装置运行总结

四川石化100 kt/a硫磺回收及尾气处理装置运行总结王会强【摘要】This paper introduced theprinciple ,process ,characteristics ,problems occurring during the startup stage and countermeasures of the 100 × 103 t/a sulfur recovery unit of PetroChina Sichuan Petrochemical Company .It also introduced the characteristics ,loading and application of CT series catalyst .One year’s operating experiences indicated that the mass concentration of SO2 in exhaust gas is less than 400 mg/m3 ,which is far lower than 960 mg/m3 specified by the national standard GB 16297-1996 Integrated Emission Standard of Air Pollutants ,and meet the requirements of the na‐tional standand GB 31570-2015 Emission Standard of Pollutants for Petroleum Refining Industry .%介绍了中国石油四川石化100 k t/a硫磺回收装置的原理、工艺流程、装置特点、开工过程中遇到的问题和采取的措施,以及装置使用的CT 系列催化剂特点、装填和投用情况等。
硫磺回收装置经过1年的运转,排放尾气中SO2质量浓度小于400 mg/m3,远低于GB 16297-1996《大气污染物综合排放标准》中规定的960 mg/m3,同时满足GB 31570-2015《石油炼制工业污染物排放标准》中规定的400 mg/m3的要求,取得了良好的经济和环保效益。
硫磺回收装置长周期运行存在的问题分析李明贺
硫磺回收装置长周期运行存在的问题分析李明贺发布时间:2021-10-28T07:39:13.765Z 来源:《基层建设》2021年第22期作者:李明贺[导读] 随着可持续发展观的盛行,环境保护工作深入人心,且逐渐引起各企业重视中国石油哈尔滨石化分公司黑龙江省哈尔滨市 150000摘要:随着可持续发展观的盛行,环境保护工作深入人心,且逐渐引起各企业重视,由此,文章就硫磺回收装置长周期运行中的问题展开分析,并提出相应解决措施,希望能提升硫磺回收效率,减少尾气排放。
关键词:硫磺回收;长周期;问题前言:硫磺回收装置处理含氨酸性气与清洁酸性气,控制尾气排放符合环保要求。
硫磺回收装置作为厂区主要环保装置,保证其稳定、安全与长期运行十分必要。
硫磺回收装置长周期运行影响因素多样、复杂,文章联合装置运行现状,对其影响因素展开分析,便于解决装置长周期运行问题。
1 影响硫磺回收装置长周期运行问题1.1催化剂因素硫磺回收装置多使用高掺阀帮助提升入反应器温度。
这种方法可将氧气带到催化剂床中,提高脱氧催化剂负荷,从而使得含氧量超标,危及有机硫水解。
现阶段,国内硫磺催化剂研究已经取得一定进步。
这种催化剂性能目前已接近国外水平,有些技术性能甚至已经超越国外催化剂。
石化硫磺装置催化剂借助研究院研制的CT系列催化剂。
这种催化剂性能十分可靠,多应用在工况复杂与长周期运行炼厂中。
该装置可连续运行40个月,这里一级转化器床温度升高到80℃左右,二级转化床温度上高到18℃左右。
催化剂床温度上升较为平稳,表层催化剂十分稳定,且能有效满足不同工况需求。
通过连续监测,回收装置硫效率超过97%,与硫磺装置长周期运行要求相符。
但因其经常会受到其他因素影响,硫磺装置停工吹硫期间,很容易导致催化床飞温和尾气排放不达标的情况出现。
整体看来,使用延时停工吹硫法获得的效果较好。
1.2设备因素硫磺装置运行检修期间,我们会发现2套硫磺装置阀芯腐蚀情况十分严重。
这种掺和阀材质是高温合金与表面抗硫工艺研制而成。
镇海炼化涤纶低弹丝油剂销量超100kt

第4期龚柳柳等•化学纤维含油率实验方法研究661966(12):26-26.[2]于景超,龚迎秋•化学纤维含油率的测试方法探析[].合成纤维,2618,47(2):26-42.3]张叶兴,黄猛富,陈洁秋,等•几种化学纤维含油率测试方法的比较分析3]•中国纤检,2612(1):59-41.3]河北省纺织科学研究所物理室•关于进口涤纶加工丝油分和回潮率测定方法的深衬[J]纤维检验通讯,1936(6):5-6.3]朱晓晖•核磁共振法测定涤纶长丝含油率[].合成纤维工业,2065,28(5):65-65.Study on test met/od of ob content of chemicai UberGONG Liulix1,MENG Haohai1,LI Houpio2,HE Rug1,LU Yuglioiy5,QIAO Xiujing1,LI Houghua1 (7SINOPEC Yizheng Chemicai Fibei Co.,Ltd.,Yizheng21904;2.Shanghai Textile C xi O ils I vo Technolooa Supervision Institute,Shanghat200036; 3.Jiangyin Fibei Inspection Institute,Jiangyin614404)Abstract:Aiming at the revision U GB/T2544一2203Test Methoh for Oil Contest U Chemical Fibers,the opWmizaWon U Ws-Wng steps were studied.The e/ects of the qua/ty smbiUty of dis/l/fon flash,the selection of extractant and extraction condiOons on oil contest of chemical Ubers were discussed.The results showed that W was more scientific and reasonable to caPu/te the oil content of chemical Uber by the weight mass of the dried extracted Ubers than by intohucing water content test results descUXeP in GB/C2544一2203;the dis/l/Won flash、with a velume of44mL were preferaUle;ether was the suWaPP extractant for nylon 2,and the opWmum extraction condiOons were a re/ux speed of6-3Wmes/6and re/ux Wme of6h;and for the chemical Ubers with known finish oil,the light refraction methoh can shorten the test time and improve the test efficiency.Key words:chemical fiber;oil contest;test;na/onai smfdarU;revision;extractionV国内外动态A镇海炼化涤纶低弹丝油剂销量超120kt截至2012年2月底,镇海炼化新产品涤纶低弹丝油剂投放市场一年,累计销量超104kt°作为涤纶高速纺的添加剂,该产品具有广阔市场前景。
硫磺回收烟气超低排放工艺技术比较

46能源环保与安全笔者参与了镇海炼化分公司目15万吨/年钠法脱硫硫磺回收装置、中科3×13万吨/年氨法脱硫硫磺回收装置、茂名石化15万吨/年SO2回收硫磺回收联合装置的设计工作,对钠法脱硫、氨法脱硫、SO2回收工艺的有一定的了解,情况介绍如下:一、尾气达标的必要性2015年4月16日颁布的《石油炼制工业污染物排放标准》GB31570-2015要求环境敏感地区新建硫磺回收装置的烟气中SO2排放浓度执行≯100mg/Nm3的特别排放限值。
《燃煤电厂超低排放烟气治理工程技术规范》HJ2053-2018中规定在基准氧含量6%条件下,燃煤电厂标态干烟气中颗粒物、SO2、NOX排放质量浓度分别不高于10mg/m3、35mg/m3、50mg/m3。
目前,常规采用二级Claus+加氢还原吸收焚烧的硫磺回收装置很难长期、稳定维持在SO2排放浓度≯100mg/Nm3。
因此,需要对硫磺回收工艺进行改进,满足环保排放指标要求。
二、硫磺回收装置不同净化工艺概述普通二级Claus过程总硫回收率一般在95%左右,需要增加尾气净化工艺,以满足硫磺回收尾气达标排放的要求。
1.二级Claus工艺简介酸性气进入主烧嘴内进行燃烧反应,生成的过程气发生4.0MPa蒸汽后进入第一硫冷凝器发0.3MPa蒸汽后分离硫磺。
分离硫磺后的过程气进入第一再热器加热后进入一级Claus反应器,反应后的过程气进入第二硫冷凝器发0.3MPa蒸汽后分离硫磺。
分离硫磺后的过程气进入第二再热器加热后进入二级Claus反应器,反应后的过程气进入第三硫冷凝器发0.3MPa蒸汽后分离硫磺,分离硫磺后的过程气至尾气净化单元。
Claus工艺简图见图2.1。
图2.1 Claus工艺简图2.加氢还原吸收焚烧工艺简介目前硫磺回收的尾气净化工艺普遍采用加氢还原吸收焚烧工艺。
自Claus单元经分离硫磺后的尾气经过再热和加入还原气体后进入加氢还原反应器,尾气中的各种硫化物水解、加氢还原为H2S,加氢尾气进入蒸汽发生器回收热量后进入急冷塔冷却,急冷后尾气进入吸收塔,尾气中的H2S被溶剂吸收。
硫磺回收装置运行分析和优化措施
20
2016 年 10 月
设备运维
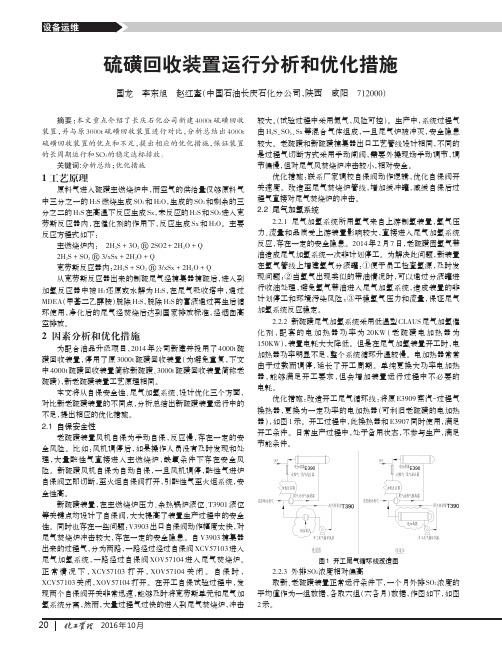
图 2 新老硫磺外排二氧化硫浓度曲线
从图中可以看出新硫磺 SO2外排浓度虽然满足国家标准, 然而浓度相对偏高,需要优化处理。
优化措施:①对装置各关键点,进行数据标定,查找问题根 源,优化装置操作;②老硫磺尾气吸收塔 T3802 经过多次技术改 造后,吸收能力较好。现在处于停工备用状态,建议在大检修 期间,将从新硫磺尾气吸收塔 T3902 出来的过程尾气,引入 T3802 进行二次吸收。 2.3 设计因素
主燃烧炉内: 2H2S + 3O2 ® 2SO2 + 2H2O + Q 2H2S + SO2 ® 3/xSx + 2H2O + Q 克劳斯反应器内:2H2S + SO2 ® 3/xSx + 2H2O + Q 从克劳斯反应பைடு நூலகம்出来的制硫尾气经捕集器捕硫后,进入到 加氢反应器中被 H2 还原或水解为 H2S,在尾气吸收塔中,通过 MDEA(甲基二乙醇胺)脱除 H2S,脱除 H2S 的富液通过再生后循 环使用,净化后的尾气经焚烧后达到国家排放标准,经烟囱高 空排放。
新硫磺装置,在主燃烧炉压力、余热锅炉液位、T3901 液位 等关键点均设计了自保阀,大大提高了装置生产过程中的安全 性。同时也存在一些问题:V3903 出口自保阀动作幅度太快,对 尾气焚烧炉冲击较大,存在一定的安全隐患。自 V3903 捕集器 出来的过程气,分为两路,一路经过经过自保阀 XCV57103 进入 尾气加氢系统,一路经过自保阀 XOV57104 进入尾气焚烧炉。 正 常 情 况 下 ,XCV57103 打 开 ,XOV57104 关 闭 。 自 保 时 , XCV57103 关闭,XOV57104 打开。在开工自保试验过程中,发 现两个自保阀开关非常迅速,能够及时将克劳斯单元和尾气加 氢系统分离,然而,大量过程气过快的进入到尾气焚烧炉,冲击
海炼化100kt/a硫磺回收装置

镇海炼化 1 0 0k t / a 硫磺回收装置 标定考核及技术分析
师彦俊
( 中国石化 镇海炼化分公司, 浙江 宁波 3 1 5 2 0 7 )
摘 要:介绍了采用 Z H S R工艺技术的镇海炼化 1 0 0 k t / a 硫磺回收装置工艺技术特点及连续运行 4 8 h 的性能标定考核、 工艺 B / T 计算和技术分析情况。该装置满负荷运行工况良好, 关键操作数据与设计数据基本一致, 设备运行正常, 硫磺产品质量达到 G 2 4 4 9 —2 0 0 6标准优等品指标, 烟道气 S O B1 6 2 9 7 —1 9 9 6标准限值, 排放烟气 ρ ( S O 小于 5 0 0 m g / 2 排放浓度与排放速率都远低于 G 2
项 目 酸性气流量 / - 1 ( k g ·h ) ( H S ) , % φ 2 ( N H ) , % φ 3 ( C O ) , % φ 2 烃( ) , % φ 设计值 ( 设计范围) 1 8 4 1 3 7 0 ( 4 5~ 8 5 ) 5 ( 5~ 8 ) 3 0 ( 0~ 3 0 ) 标定期间实测值 最高 最低 平均
- 1 过程气总流量 / ( t ·h ) - 1 重沸器蒸汽流量 / ( t ·h ) - 1 - 1
0 6- 2 7 T 9 ∶ 0 0 0 6- 2 7 T 2 1 ∶ 0 0 0 6- 2 8 T 9 ∶ 0 0 0 6- 2 8 T 2 1 ∶ 0 0 0 6- 2 9 T 9 ∶ 0 0 1 2 6 4 5 9 4 1 1 3 3 3 7 3 6 0 1 2 8 9 2 3 4 3 3 1 1 6 2 0 8 5 2 3 1 0 2 7 9 4 3 1 3 9 4 3 9 3 4 7 3 1 5 6 1 6 9 0 2 3 1 6 7 0 0 2 7 1 3 4 2 5 9 9 6 1 1 7 4 2 0 4 0 1 3 3 8 7 2 3 5 0 3 0 9 3 2 1 0 2 2 3 0 3 2 8 0 2 3 0 6 1 4 1 5 3 8 3 9 1 8 5 5 6 9 9 4 3 4 6 7 0 0 2 7 1 2 9 2 9 9 7 2 7 6 4 0 6 8 0 1 3 2 1 1 2 3 5 3 3 0 8 0 2 0 9 5 2 2 9 3 2 8 0 3 2 9 8 6 3 5 7 3 7 2 1 1 9 2 3 7 0 3 6 3 4 0 1 0 0 2 7 1 2 7 4 0 9 6 1 1 0 3 4 1 8 0 0 1 3 5 5 5 2 3 6 1 3 0 6 9 2 1 0 4 2 2 9 7 2 8 0 3 3 0 7 6 4 7 9 3 6 1 3 2 0 7 0 7 0 1 4 3 2 0 3 0 0 2 6 1 3 5 0 7 1 0 0 5 1 0 4 4 1 3 5 0 1 3 0 4 5 2 3 4 9 3 1 0 8 2 0 9 7 2 3 0 1 2 7 9 7 3 0 3 6 4 1 2 3 7 2 7 1 9 8 3 7 0 3 1 3 4 4 1 0 0 2 7
硫磺回收装置钠法烟气脱硫常见问题及优化方案

硫磺回收装置钠法烟气脱硫常见问题及优化方案宗晓东(镇海石化工程股份有限公司,浙江宁波315042)[摘要]随着环保要求不断升级,国家和地方政府对硫磺回收装置烟气SO2控制要求越来越严格。
为了控制硫磺回收装置烟气SO2浓度,部分装置增设钠法脱硫设施。
该工艺脱硫效果可靠,运行稳定,但也存在一些问题。
主要有以下几点:(1)排放口SO2浓度检测不准。
(2)烟气脱硫单元与硫磺回收装置负荷不匹配。
(3)外排废水COD不达标。
[关键词]硫磺回收;烟气脱硫;SO2浓度检测;开停工;COD[中图分类号]TQ [文献标识码]A [文章编号]1007-1865(2020)18-0264-03Common Problems and Optimization Scheme of Sodium Flue Gas Desulfurizationin Sulfur Recovery UnitZong Xiaodong(Zhenhai Petrochemical Engineering Co., Ltd., Ningbo 315042, China)Abstract: With the continuous upgrading of environmental protection requirements, the national and local governments have more and more strict requirements on SO2 control in sulfur recovery unit. In order to control the SO2 concentration in flue gas of sulfur recovery unit, sodium desulfurization facilities are added in some units. The desulfurization effect of the process is reliable and stable, but there are some problems. The main points are as follows: (1) the detection of SO2 concentration at the outlet is not accurate. (2) The load of FGD unit and sulfur recovery unit does not match. (3) The COD of discharged wastewater is not up to standard.Keywords: sulfur recovery;FGD;SO2 concentration;detection start stop;cod随着环保要求不断升级,国家和地方政府对硫磺回收装置烟气SO2控制要求越来越严格。
炼油厂硫磺回收装置过程气全分析
炼油厂硫磺回收装置过程气全分析发布时间:2023-01-04T03:27:31.447Z 来源:《新型城镇化》2022年23期作者:孙桂庆赵亮杨炬波[导读] 硫磺回收装置最为主要的目的就是将在炼油过程中的含硫化氢的酸性气体进行相应的回收以实现清洁生产。
为此,论文首先对硫磺回收装置中的中毒危害因素着手展开了认真的分析,同时对其火灾及爆炸的危险性做好详细说明,最后提出了几点硫磺回收装置危害的安全控制措施,以供借鉴。
河北省任丘市华北石化公司五联合运行部 062552摘要:硫磺回收装置最为主要的目的就是将在炼油过程中的含硫化氢的酸性气体进行相应的回收以实现清洁生产。
为此,论文首先对硫磺回收装置中的中毒危害因素着手展开了认真的分析,同时对其火灾及爆炸的危险性做好详细说明,最后提出了几点硫磺回收装置危害的安全控制措施,以供借鉴。
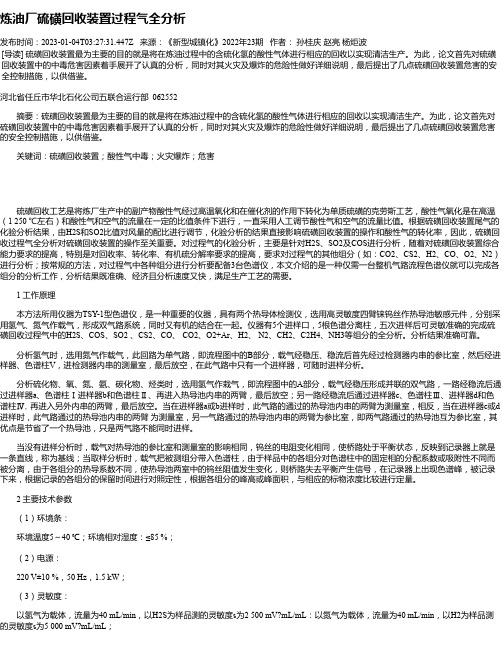
关键词:硫磺回收装置;酸性气中毒;火灾爆炸;危害硫磺回收工艺是将炼厂生产中的副产物酸性气经过高温氧化和在催化剂的作用下转化为单质硫磺的克劳斯工艺,酸性气氧化是在高温(1 250 ℃左右)和酸性气和空气的流量在一定的比值条件下进行,一直采用人工调节酸性气和空气的流量比值。
根据硫磺回收装置尾气的化验分析结果,由H2S和SO2比值对风量的配比进行调节,化验分析的结果直接影响硫磺回收装置的操作和酸性气的转化率,因此,硫磺回收过程气全分析对硫磺回收装置的操作至关重要。
对过程气的化验分析,主要是针对H2S、SO2及COS进行分析,随着对硫磺回收装置综合能力要求的提高,特别是对回收率、转化率、有机硫分解率要求的提高,要求对过程气的其他组分(如:CO2、CS2、H2、CO、O2、N2)进行分析;按常规的方法,对过程气中各种组分进行分析要配备3台色谱仪,本文介绍的是一种仅需一台整机气路流程色谱仪就可以完成各组分的分析工作,分析结果既准确、经济且分析速度又快,满足生产工艺的需要。
1 工作原理本方法所用仪器为TSY-1型色谱仪,是一种重要的仪器,具有两个热导体检测仪,选用高灵敏度四臂铼钨丝作热导池敏感元件,分别采用氢气、氮气作载气,形成双气路系统,同时又有机的结合在一起。
硫磺回收装置开工系列问题分析

硫磺回收装置开工系列问题分析摘要:本文针对某国外炼油升级项目硫磺回收装置开工时遇到的难点问题进行分析,提出有效的解决办法,并对硫磺装置开工要点进行总结。
关键词:硫磺回收;低负荷;开工问题;联锁;急冷水带硫;热负荷不足1、装置概况某国外炼厂升级项目硫磺回收装置设计规模为1.1万吨/年,该装置由制硫单元、尾气还原净化单元、液硫脱气以及硫磺成型单元组成。
该硫磺回收装置的工艺特点为制硫单元一级转化器入口温度采用高温掺和控制技术;二级转化器入口温度采用气气耦合换热器控制方案;尾气处理单元加氢转化器采用低温催化剂,入口温度由尾气焚烧炉后加热器通过分程控制来实现。
2、装置开工中遇到的问题由于上游柴油加氢装置开工期间负荷低并且运行不稳定,导致溶剂再生装置处理的富胺液中硫化氢含量低,硫磺回收装置处于低负荷状态。
在这种状况下,装置首次开工初期出现了一系列问题如下:(1)公用工程系统不稳定,包括锅炉水出现中断一次;燃料气压力波动频繁,多次出现压力大幅下降情况;电力不稳定,多次出现晃电、短时停电情况;上游氢气中断一次;低压蒸汽多次出现压力大幅下降情况;循环冷水结垢严重。
(2)设计问题,包括尾气焚烧炉废热锅炉热量恒算存在问题;硫冷凝器无破沫网;捕集器设计操作温度160摄氏度,温度较高。
(3)预硫化循环风机因设计原因导致在预硫化期间轴封系统存在泄漏硫化氢介质的隐患。
(4)电气、仪表问题,包括UPS跳电;仪表专业进行在线系统下装,导致下装的燃料气控制阀全关,酸性气燃烧炉熄火后联锁停炉;尾气焚烧炉燃料气控制阀阀芯卡入杂物,尾气焚烧炉断燃料气熄火后联锁停车;酸性气燃烧炉风量、燃料气量不准,烘炉低温段配风难;风机断路器故障,使风机突然失电后联锁停机。
针对以上问题结合装置实际情况,采取了切实可行的措施,以保证装置顺利开工。
3、开工问题分析及解决措施3.1公用工程问题分析及解决措施3.1.1锅炉水中断开工中期出现一次锅炉水短时中断,尾气焚烧炉汽包液位下降至35%,如长时间中断,将直接导致汽包液位低低联锁停炉;高温掺和阀需要锅炉水对阀芯进行降温,水量不小于300L/h,高温段不允许中断,短时中断也可能对掺和阀造成损伤,影响使用寿命。
硫磺回收装置操作工考试四
硫磺回收装置操作工考试四1、问答题反应炉停酸性气步骤?正确答案:①引瓦斯:初始条件满足,启动程序,状态跟踪,按下XS-5006反应炉瓦斯阀开按钮,瓦斯切断阀开,瓦斯电磁阀YZ-5042供(江南博哥)电,瓦斯流量调节阀程序跟踪断开,操作人员手动调节瓦斯流量调节器FIC-5007的输出,调节进应炉瓦斯流量合适。
②停酸性气:通过减少手操器HIIC-5003的设定值,逐步减少入反应炉酸性气流量,并保持酸性气流量大于最低允许值3350Kg/h。
③按XS-5007酸性气停按钮,酸性气切断阀YV-5010关,电磁阀YZ-5009断电,手操器HIC-5003输出最小,酸性气停进反应炉,酸性气脱液罐高液位联锁LZHH-5001/5002退出。
反应炉改瓦斯燃烧。
2、判断题硫封罐作用是通过液硫的高度形成一定的静压,使气体在正常时不走短路,而按系统道走。
正确答案:对3、填空题石油能发生荧光是因为它含有()。
(KHD:工艺基本知识,th=139)正确答案:多环芳烃4、问答题氢气的重要理化性质?正确答案:氢气分子式为H2,分子量2.016,密度0.0898Kg/m,自燃点510℃,爆炸极限4.1~74.2%(V)。
氢气在空气中和氧气反应生成水并放出大量的热。
5、填空题在线比例调节仪是用来对配风量的调整,它占总风量的()。
正确答案:5%6、问答题为什么硫冷凝器安装时要求有坡度?正确答案:硫冷凝器管程为含硫过程气,该过程气经过硫冷凝器时被冷却产生液体硫磺,液硫具有较大的粘度,流动速度较慢,若硫冷凝器安装时有坡度,可以加快液硫的流速,减小过程气的压降。
另外硫冷凝器有坡度液硫不易在设备内积累,当过程气氧含量较高时,也不会造成液硫燃烧而损坏设备。
7、填空题加氢后尾气经急冷后用选择性MDEA溶剂吸收气体中的()。
正确答案:H2S/硫化氢8、问答题硫磺的危害?正确答案:硫磺毒性很低,生产中不致引起急性中毒。
硫在胃内无变化,但在肠内大约有10%转化为硫化氢而被吸收。
硫磺回收装置开工达标排放的研究与实践

1.1 方案提出
在装置开工初期投料时,按照事先计算的理论 配风比并结合经验调整配风,在引入酸性气后,及时 把制硫尾气并入加氢系统,保证开车过程中制硫反 应系统与尾气加氢系统的无缝对接,可以实现开工 全程尾气 SO2 排放达标的目标。
1.2 方案实施
首先做好条件准备,确保开工过程中系统酸性 气的流量基本稳定可控。其次制硫系统处于热备状 态,制硫炉炉膛温度达到 1000℃以上,所有冷换设 备液位控制在 50%,急冷吸收系统建立循环,一、二 转及加氢反应器升温至 220℃等待进料开工。由于 本装置为两头一尾的装置,此次开工为其中一头一 尾正常开工的状态下对另外一头进行开工,无尾气 加氢反应器预硫化的过程。最后按开工方案,统筹 安排引酸性气的操作过程,确保步骤准确到位。引 入酸性气前,事先根据分析计算,估算出 H2S/SO2=2 时酸性气与风量的大致配比,确定 40% 负荷酸性气 量需求的风量,并结合制硫燃烧炉燃料气当前的操 作数据,调整风量至所需量。在确定尾气加氢系统 各设备运转正常、工艺参数正常后,按照 SIS 程序, 由 专 人 负 责 引 入 清 洁 酸 性 气,并 按 事 先 计 算 出 的 H2S/SO2=2 时的经验数据进行气风的配比,并逐步快 速关闭瓦斯阀门;同时由专人负责,引入酸性气 5s 时,把制硫尾气由直接排至焚烧炉切换至并入尾气 加氢系统;逐渐平稳酸性气入炉量和风量,调整各参 数至正常,保证系统各反应正常,最终实现全程尾气 SO2 排放达标。 1.3 操作注意事项
期开度要小,建议每次阀门增量为 2%,以防止酸性 开工的目标。
气量突然增加过大,造成配风不及时导致尾气排放 超标;
开工投料初期 SO2 的排放趋势图见图 1,开工 投料初期装置的运行参数见表 1。由表 1定要配合到 出,硫磺回收装置开工投料初期运行正常,制硫反应
硫磺装置技能鉴定题库分析
硫磺回收装置技能鉴定题库一、填空题1. 硫磺的用途很广,世界上每年消耗大量的硫磺,用于制造:________,________,________等。
答:农药、硫酸、火药2.燃烧的三要素是:________,________,________。
答:温度、空气(助燃物)、可燃物。
3. 在装置区内硫化氢最高允许浓度为:_______。
答:10PPm4. 溶液的酸性越高,PH值越______,碱性越高,PH______值,当溶液呈中性时,PH值为______。
答:越小越大 75.炼油厂的单元操作一般分为:_______,_______,_______三大类。
答:流体输送、传热、传质6.润滑油五定为:______,______,______,______,______对润答:定点、定时、定质、定量、定期。
7. 板式换热器的使用特点有:________,________,________。
答:传热效果好,结构紧凑,但操作压力低。
8、风机启动前除进行外部检查、内部检查、电气仪表检查外,还必须检查_________系统、_________系统是否投用,和检查_________状况是否灵活。
答:润滑油、循环水、盘车9、第一次投用风机必须加油到_________液位,且_________小时后必须换油,以后每_____个月换一次油。
答:最大允许、200、610、本装置原料酸性气中的NH3主要是来自 ________。
答:非加氢污水汽提11.硫磺装置大体上可以分为:_________,_________,_________,_________和_________。
答:克劳斯、尾气净化、尾气焚烧、液硫脱气和公用工程五部分12. 酸性气制硫分为:_________,_________和_________三种方法。
答:部分燃烧法、分硫法、直接氧化法13. 制硫采用烧氨的CLAUS工艺,要求反应炉温必需大于度。
答:125014.配制溶剂或系统补溶剂时要用_________和_________答:除盐水蒸汽冷凝水15.硫磺装置生成硫磺最多的部位是答:反应炉16. 本装置废热锅炉排放分为:排污,排污。
硫磺回收装置烧氨过程分析及条件优化

气 的酸性 气 进 行 燃 烧 , 高 温 燃 烧 和热 分 解 成 氮 经 气 和水后 , 再进 入加 氢 还 原 吸收 和 尾气 焚 烧 部 分 , 最 后排人 大气 。排放 的烟 气 中 S 质量 浓度 约 为 O
石
加 工 工 艺
油
炼
制
与
化
工
21 0 2年 5月
P ETROL EUM PROCES I S NG AND ETR0CHEM I P CAL S
第4 3卷 第 5期
硫 磺 回收 装 置 烧 氨 过程 分 析 及 条 件 优 化
马恒 亮 ,唐 战胜 ,耿 庆 光
( 国石 化 洛 阳分 公 司 ,河 南 洛 阳 4 1 1 ) 中 7 0 2
解 。三个 氨分解 机理 的主要 反应 如下 : 2 NH3 /0 一 +32 2
2 H N
次采 用烧 氨 技 术 以来 , 陆续 有 多 家 炼 化 企 业 使 用
该技 术 , 置规 模 2 ~1 0k/ 不 等l 。本研究 对 装 o 0 t a _ 3 ]
中国石化 洛 阳分公 司 ( 称 洛 阳分公 司) 磺 回收 简 硫
关键词 : 性气 酸 氨 Ca s 工 艺 l e u 烧 氨 工艺 硫 磺 回收
2 O世 纪 6 O年代 , 国率 先 开展 了含氨 酸性 气 美 焚烧 制硫 技 术 的研 究 并 很 快 在 工 业 装 置 上 应 用 。 随后 日本和 欧洲 以及 加拿 大 等 发达 国家 在燃 烧 炉 的结构 、 嘴形式 、 作条 件 及 控 制方 案 等 方 面做 火 操 了大量 的工 作 口 。经 过 几 十 年 的发 展 , 磺 回收 j 硫 装 置处 理 含 氨 酸 性 气 技 术 在 国外 已得 到 广 泛 应
近年来硫黄回收装置生产中的问题浅析

近年来硫黄回收装置生产中的问题浅析摘要:天津石化炼油部联合八车间2#硫黄回收装置处理能力为200kt/a,自2009年首次开工以来,已经历过2012年、2016年两次检修,本文将结合2#硫黄装置运行10年左右装置存在的问题进行分析,并及时总结原因,精细操作,以保证装置平稳高效的运行。
关键词:硫黄回收尾气排放腐蚀问题一、工艺流程简介天津石化20万吨/年硫磺回收由硫磺回收部分(双系列,分别为硫磺回收I、硫磺回收II)、尾气处理部分、溶剂再生部分和公用工程共4 个部分组成,硫磺回收装置公称能力为年产硫磺 20 万吨,年开工时数为8400小时,操作弹性30% ~110%。
酸性气燃烧炉采用双区燃烧炉技术烧氨,即全部汽提酸性气和部分再生酸性气和全部配风进入第一燃烧区,该区由于处在氧气相对富裕的状态下,可以较容易的达到将NH3完全燃烧所需的较高温度,剩余部分的再生酸性气进入第二燃烧区继续进行CLAUS反应;酸性气燃烧炉废热锅炉产生4.4MPa中压蒸汽;催化反应采用二级转化Claus制硫工艺,过程气采用自产4.4MPa中压蒸汽加热方式;三级冷凝器独立设置,发生低低压蒸汽,蒸汽经空冷冷却后,凝结水循环使用;仪表控制采用DCS控制系统和高可靠性的安全仪表系统(SIS);设置尾气在线分析控制系统,连续分析尾气的组成,在线控制进酸性气燃烧炉空气量,尽量保证过程气H2S/SO2为2/1,提高总硫转化率。
尾气处理采用RAR还原-吸收工艺,Claus尾气采用管式加热炉加热升温,并设置外补氢气源,保持尾气加氢反应所需的氢气浓度;尾气加氢反应器出口设置废热锅炉,产生0.45MPa低压蒸汽;尾气采用热焚烧后经100米烟囱排空,尾气焚烧炉出口设置蒸汽过热器,对酸性气燃烧炉废热锅炉和尾气焚烧炉废热锅炉产生的中压蒸汽进行过热。
克劳斯硫磺回收基本原理方程式如式(1)、(2)、(3):热反应H2S+3/2 O2→SO2+ H2O(1)2H2S+SO2→ 3/2S2+2H2O(2)催化反应2H2S+SO2→3/XSx+2H2O(3)从基本原理式式(1)(2)(3)不难看出:反应物硫化氢与二氧化硫的摩尔比为2:1,即2摩尔硫化氢与1摩尔二氧化硫发生反应,生成单质硫。
硫磺装置2016年5月标定资料报告材料

炼化有限责任公司管理体系文件GBHLH-T4.21.07.013.2016 运行一部硫磺装置标定报告炼化有限责任公司硫磺装置标定报告前言炼化有限责任公司硫磺装置,于2010年3月3日开工建设,2011年9月完工,2012年1月1日正式投产。
该联合装置由溶剂再生、硫磺回收、酸性水汽提三部分组成。
其中溶剂再生原设计规模为处理富溶剂300吨/小时;硫磺回收原设计规模为年产硫磺6万吨,制硫部分为2×3万吨/年双系列、尾气处理部分单系列;酸性水汽提设计规模为处理酸性水110吨/小时。
该装置于2015年11月25日至2016年1月23日进行了装置停工大修及产品质量升级改造,更换了I、II列反应炉废热锅炉、尾气焚烧炉废热锅炉、中压蒸汽过热器,扩大了部分过程气管线,两列反应炉和尾气焚烧炉分别增加非净化风进炉管线,辅助配风;产品精制尾气和汽油加氢尾气、碱渣尾气一起进酸性气反应炉分解,进炉前增加洗涤、分离系统去除尾气中携带的碱液对装置造成的影响;尾气净化单元在原吸收塔前串联一台吸收塔,增加吸收效果减少去焚烧炉尾气中H2S的含量。
检修改造完成后溶剂再生能力达到处理富溶剂400吨/小时;硫磺生产能力达到8.5万吨/年。
为了考察装置整体性能,于2016年5月24日、25日对装置进行了扩能后的全面标定。
1 标定目的对装置的整体性能进行考察,摸清装置的生产处理能力、能耗水平,找出制约装置的瓶颈,暴露工艺、设备、仪表等方面存在的问题,为装置增产、节能、降耗和技术改造提供依据2 标定时间装置标定时间为2016年5月24日6:00至2016年5月26日6:00连续2天,共48小时。
3 标定原料溶剂集中再生以来自产品精制、柴油加氢、汽油加氢的富液为原料,富液量平均为409t/h。
硫磺装置以溶剂集中再生装置的高浓度清洁酸性气和酸性水汽提装置的含氨酸性气为标定原料,24日I列反应炉的酸性气量6012m3/h,25日II列反应炉的酸性气量6035m3/h,两天的酸性气总量平均为9123 m3/h。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
溶 液作 为 脱 硫 剂 , 运 用 了 Z S 两 级 吸 收 、 并 H R“ 两 段再 生 ” 技 术 , 使 净 化 后 尾 气 ( : )≤ 新 可 HS 0 05 , .0 % 同时能 耗较 低 。
脱 硫 ・硫 回 收
硫酸工业, 09 6 : ~4 2 () 9 3 0 2
S lh r c I d sr u ui A i n ut p c d y
镇海炼化 10k a 0 t 硫磺 回收装 置 / 标 定 考核 及 技 术 分 析
师 彦俊
( 国石化 镇海炼化 分公 司, 中 浙江 宁波 3 5 0 ) 127
jnrc 16 cm。 u zc@ 2 .o
・
3 0・
硫 酸 工 业
20 0 9年第 6期
始进行 4 定考 核 。 8h标
2 1 原料情 况 .
催 化剂 。C 6— B制 硫催 化 剂 、T T 2 C 6—4 B脱 氧 保 护 催化剂 和 C 6—5 T B尾 气 加 氢 还 原 催 化 剂 的 主
中国石化 镇海 炼 化 分 公 司 ( 以下 简 称 镇 海 炼
的 S C S C :S 等 还 原所 需 氢 气 由在 线 加热 O 、O 、 S、 炉通 过 燃 料 气 的次 化 学 计 量 燃 烧 反 应 产 生 。 吸
收 、 生部 分采 用 质量 分数 3 % 以上 的 MD A水 再 0 E
单元 四部 分组 成 。
Ca s lu 单元 采 用 了 直 接 注 入 式 烧 氨 技 术 处 理
来 自 10th低 压 污 水 汽 提 装 置 的含 氨 酸 性 气 。 2 /
主反 应 炉采 用 D i l0 uc 4 0高 强 度 专 用 烧 氨 烧 嘴 , k
2 标 定 考 核 情 况
摘
要 :介绍 了采用 Z S H R工艺技术 的镇海炼 化 10k a 磺 回收装置工 艺技 术特点及连续运行 4 0 t 硫 / 8h的性能
标定 考核 、 工艺计算 和技术 分析情况。该装置满 负荷运行工况 良好 , 关键操作数 据与设计 数据 基本一致 , 设备运 行 正常, 硫磺产 品质量 达到 G / 4 9 2 0 B T24 - 06标准优等 品指标 , 烟道气 S 排放浓度 与排 放速率都远低于G 6 9— O Bl2 7
为 了考查 10k/ 0 ta硫磺 回收 装 置 大负 荷 ( 装
以保 证 酸性 气 中氨 和其 它 烃 类 杂 质 完 全 燃 烧 ; 制 硫 反应 器采 用在 线 加 热 炉 再 热 工 艺 , 作 控 制 简 操 单 , 有较 大 的操作 灵活 性 , 具 易于 催化 剂再 生 。 尾 气加 氢还 原 吸收 单元 的开 停 工采 用蒸 汽抽 射器 , 比循 环 风机 操 作 简 单 、 护 方便 , 维 同时 也方 便 加 氢催化 剂 的预 硫化 和钝 化操 作 ,lu 尾 气 中 Cas
水 泥结构 , 用 保温 和抗 腐 蚀 性 能 良好 的保 温 层 , 采 内置 蒸汽加 热盘管 。槽 内设有 专用脱 气设施 , 可将 溶 解在 液 硫 中的 H s脱 至 W( : ).0 % 以下 。 HS001
1 工 艺 技 术 特 点
1 0k/ 0 ta硫磺 回收装 置 由两 级 Ca s 元 、 lu 单 尾 气加 氢 还原 吸 收单 元 、 液硫 脱气 单 元 和尾 气 焚烧
为了使尾气 中的 H s充分燃烧生成 s :必 : O,
须 控 制一 定 的焚 烧 炉 温 度 和 尾 气 氧 含 量 , 同时 为 了最 大 限 度 地 减 少 空 气 和 燃 料 气 的 消 耗 及 N O 生成 , 烧炉 采 用 了 三 级 配 风 的 交叉 限位 控 制 方 焚 案 , 有 较好 的节 能 、 具 环保 效 果 。
ቤተ መጻሕፍቲ ባይዱ
化 )0 la 10k 硫磺 回收装 置是 目前 国内最 大的单 /
系列 烧氨 硫磺 回收 装 置 , 用 了镇 海 石 化 工 程 有 采 限责 任公 司 自主 开 发 的 Z R工 艺 技 术 , 由其 HS 并
E C总承 包设 计 。装 置 于 2 0 P 0 5年 8月开 工 建设 ,
19 9 6标准 限值 , 排放烟气 P S 小 于 5 0mgm 。 (O ) 0 , /
关键词 :硫磺 回收 ; 烧氨 ; 标定考核 ; 技术分析 中图分类号 :T I5 1 6 Q 2 . 1 文献标识 码 :B 文章编号 :10 0 2—10 ( 09 o 0 2 o 57 2 0 ) 6— 0 9一 6
置负 荷 以硫磺 产 量 计 , 同 ) 行 情 况 , 入 了解 下 运 深
装置 薄 弱环 节 , 置 于 2 0 装 0 7年 6月 2 7日9:0开 0
收 稿 日期 :2 0 0 9—0 7一o 。 7 作者简 介 :师彦俊 ,男 ,中国石化 镇海 炼化 分公 司
副主任工 程师 ,负责炼 油二 部硫磺 、汽提 装置工 艺 技术管理 。电话 :07 5 4—8 A. 4 ,E m i hyn 6.n 6 — a :si — A. 2 l a
气开 工 ,6 3 1 :0产 出合格 液硫 产 品 , 6月 1 1日并 入 10th低 压 污水 汽提 装置 的含 氨 酸性 气 , 2 / 6月 1 2 日尾 气净 化 单 元 引尾 气 开 工 ,0 ta硫 磺 回收 10k/
装置 投料 试 车一 次成 功 。
液硫脱气单元采用地下液硫储槽 , 储槽主体为
要 技术指 标见 表 2 。
10k/ 硫磺 回收装 置 标定 期 间酸 性 气 流 量 0 ta 为 1 4 1 1 gh平均流量 为 1 35 gh 2 5— 3 7k/ , 6 8 3 9. / , 2 k
酸 性气 ( 2 ) H S 平均 为 9 . 6 , O 4 4 % C 2和烃 的 浓度