利程胜创电镀夹具评估报告
电镀厂安全评价报告_学位论文
前言Xx电镀厂位于xxxx,是一家集体所有制企业,主要从事五金电镀加工。
生产过程中有使用及储存剧毒化学品氰化钠、氰化钾,为剧毒化学品的使用企业。
根据《危险化学品安全管理条例》第十七条的规定,应当对以上剧毒品的使用、储存装置每年进行一次安全评价。
Xxxx公司受广州市xx电镀厂的委托,依照《中华人民共和国安全生产法》和《危险化学品安全管理条例》(国务院令第344号)及《广东省剧毒化学品管理办法》(粤安监管〔2003〕242号)等的有关要求,对该厂剧毒化学品的储存状况和管理状况进行了安全现状评价。
本安全评价报告,运用安全系统工程原理常用的评价方法对广州市xx 电镀厂剧毒化学品的储存等方面的安全状况进行评价,找出其存在的安全隐患以及安全管理上的不足,使xx电镀厂了解本企业储存剧毒化学品的安全现状及受控程度,采取针对性的措施,预防事故的发生,减少损失,为企业的健康发展提供必要的安全保障,努力实现生产过程本质安全化的目标;同时为地方政府安全监督管理部门进行危险化学品储存安全备案提供客观、公正的依据。
本报告的格式和内容依据《安全评价通则》(AQ8001-2007)编制而成。
目录1 概述 (4)1.1安全评价目的、依据、评价范围及评价工作程序 (4)1.2安全评价报告摘要 (9)2 被评价单位概况 (10)2.1被评价单位简介 (10)2.2储存场所周边情况与库区总平面布置 (11)2.3剧毒化学品储存情况 (12)2.4购买、领用剧毒化学品的情况简述 (13)2.5公用工程和辅助工程 (14)2.6安全管理机构设置与人员培训情况 (14)2.7安全管理制度和事故应急救援预案 (14)3 危险、有害因素识别 (15)3.1本项目剧毒化学品的危险有害因素辨识 (15)3.2库房安全设施设备符合性识别 (20)3.3储运和装卸过程中的危险性分析 (20)3.4重大危险源辨识 (22)4评价单元的划分和评价方法的选择 (24)4.1安全评价单元的划分 (24)4.2评价方法的选择 (24)5 定性、定量评价和分析 (27)5.1安全检查表(SCL)评价 (27)5.2作业条件危险性评价 (44)6 安全对策措施及建议 (46)7 整改情况复查 (47)7.1被评价单位存在的问题 (47)7.2整改情况复查 (47)8 安全评价结论 (48)8.1评价对象安全状况的综述 (48)8.2安全评价结论 (50)9 附件 (50)1 概述1.1 安全评价目的、依据、评价范围及评价工作程序1.1.1 安全评价目的为了贯彻落实《中华人民共和国安全生产法》和《危险化学品安全管理条例》,提高企业的安全生产管理水平,防范事故发生,确保职工健康安全和企业财产安全,对企业进行安全现状评价。
电镀件、丝印、喷漆检验标准
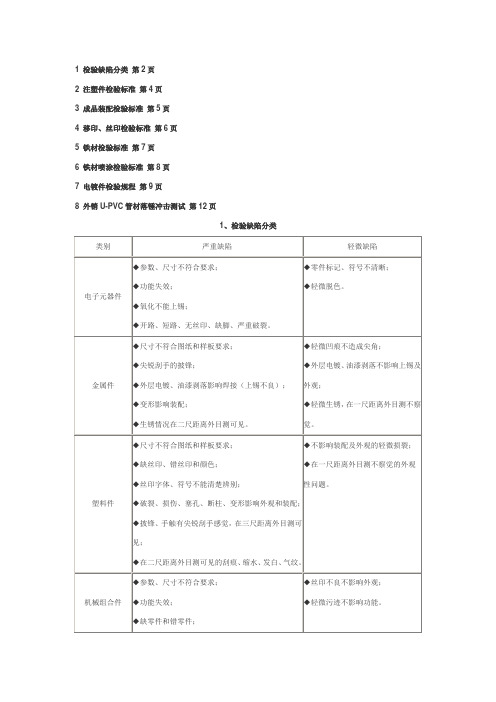
1 检验缺陷分类第2页2 注塑件检验标准第4页3 成品装配检验标准第5页4 移印、丝印检验标准第6页5 铁材检验标准第7页6 铁材喷涂检验标准第8页7 电镀件检验规程第9页8 外销U-PVC管材落锤冲击测试第12页1、检验缺陷分类页码:P2/2 2、注塑件检验标准页码:P1/13、成品装配检验标准页码:P1/14、移印、丝印检验标准页码:P1/15、铁材检验标准页码:P1/16、铁材喷涂检验标准页码:P1/17、电镀件检验规程1目的制定本标准以有效地控制电镀产品的质量。
2范围本标准适用于公司产品的零部件镀锌层的质量验收。
3术语3.1表面缺陷镀层表面缺陷是指镀层表面上特别是镀件的主要表面上的各种针孔、麻点、起皮、起泡、削落、阴阳面、斑点、烧焦、雾状、树状各海绵状沉积层,以及应当镀覆的部位等。
3.1.1针孔从镀层表面贯穿到镀层底部或基本金属的微小孔道。
3.1.2麻点在电镀过程中由于种种原因而在电镀表面形成的小坑。
3.1.3起皮镀层呈片状脱落基体现象。
3.1.4起泡在电镀中由电镀层与底金属之间失去结合力而引起一种凸起状缺陷。
3.1.5削落由于某些原因(例如不均匀的热膨胀或收缩)引起的镀层表面的破裂或脱落。
3.1.6阴阳面指镀层表面局部亮度不一或色泽不均匀缺陷,多数情况下在同类产品中表现出一定的规律。
3.1.7斑点指镀层表面的类似色斑、暗斑等缺陷。
它是由于电镀过程中沉淀不良、异物粘附或钝化液清洗不干净造成。
3.1.8烧焦镀层在过高电流的情况下形成的黑暗色、粗糙松散、质量差的沉积物,其中含有氧化物或钝化液清洗不干净造成。
3.1.9雾状指镀层表面存在程度不同的云雾状覆盖物,多数产生于光亮镀层表面。
页码:P1/33.1.10树枝状结晶电镀时在阴极上(特别是边缘和其他高电流密度区)形面的粗糙、松散的树状或不规则突起的沉积物。
3.1.11海绵状镀层现基体材料结合不牢固疏松多孔的沉积物。
3.2镀层厚度的术语3.2.1主要表面制件上某些已处理或待处理覆盖的表面,在该表面上覆盖层对制作的外观和(或)使用性能是重要的。
电镀工艺评审报告模板

电镀工艺评审报告模板1. 评审背景本次电镀工艺评审是针对某家公司申请采用新的电镀工艺进行生产的要求而进行的。
评审小组成员包括技术员、工程师、操作员等,共计5人。
评审的主要目的是评估公司申请的新电镀工艺是否可行,是否符合环保要求,以及是否能够提高产品质量和生产效率。
本次评审历时两天,评审的相关内容如下:2. 评审内容2.1 电镀工艺流程公司申请的新电镀工艺流程如下:•液体预处理•电镀前处理•电镀•后处理•染色(可选)其中,液体预处理包括去油、去污、去氧化层等处理;电镀前处理包括镀前清洗、激活、化学镀等处理;电镀主要包括电镀、电解和无电镀等处理;后处理包括水洗、中和、涂层等处理。
2.2 设备和工具根据公司申请的电镀工艺,评审小组对设备和工具进行了评估。
评审小组认为,公司正在使用的设备和工具能够满足新工艺的要求,同时考虑到生产效率的提高,公司需要购买新的设备和工具来替换部分老旧设备。
2.3 材料选择根据公司申请的电镀工艺,评审小组对材料进行了评估。
评审小组建议,在选择材料时需要考虑到材料的稳定性、成本、耐腐蚀性等因素,同时需要与电镀液有好的相容性。
2.4 环保考虑根据公司申请的电镀工艺,评审小组对环保问题进行了评估。
评审小组认为,公司申请的新电镀工艺能够满足国家的环保要求,但是还需要进一步完善废水排放等方面的处理措施,以确保不对环境造成负面影响。
2.5 质量保证根据公司申请的电镀工艺,评审小组对质量保证进行了评估。
评审小组建议,在生产过程中需要严格控制各个环节的质量,确保产品质量稳定。
3. 评审意见根据对公司申请的新电镀工艺的评估,评审小组提出以下意见:1.公司申请的新电镀工艺在技术方面比较成熟,能够满足生产要求;2.公司需要根据评审小组意见,进一步完善废水排放等方面的处理措施,以确保不对环境造成负面影响;3.公司需要购买一部分新设备和工具,替换旧的设备,以提高生产效率;4.公司需要进一步完善质量保证环节,加强各个环节的质量控制,确保产品质量稳定。
环境影响评价报告公示:五金制品及塑料电镀加工建设项目环评报告

第 章 程 析......................................................................................................24
2.1 原 评 程概 ..............................................................................................................24
I
5.2 风险识别........................................................................................................................171 5.3 源 析........................................................................................................................178 5.4 境风险 析................................................................................................................179 5.5 风险 故 措施........................................................................................................182 5.6 急预案........................................................................................................................188 5.7 小结................................................................................................................................190
电镀设备购买评估报告模板
电镀设备购买评估报告模板1. 引言本评估报告旨在对电镀设备进行评估,并为购买者提供决策参考。
本报告将依次分析电镀设备的性能、品质、价格以及售后服务等关键因素。
2. 设备性能评估2.1 工艺适应性分析电镀设备是否能够满足公司的工艺需求,包括工作温度、电流密度、电镀层厚度等方面的要求。
特别关注设备是否支持多种镀层材料的处理,以及是否能够满足公司未来的扩展需求。
2.2 能源效率评估设备的能源消耗情况,例如电力消耗、水资源消耗等。
较低的能源消耗将有利于公司降低运营成本,并符合环保要求。
2.3 工作效率考察设备的工作效率,包括镀层速度、产量以及稳定性等方面。
高效的设备将有助于提高生产效率,减少不必要的停机时间。
3. 设备品质评估3.1 设备材质分析设备所采用的材质以及相关配件的质量。
优质的材料和配件将确保设备的稳定性和使用寿命。
3.2 制造工艺调查设备制造商的制造工艺和质量管理体系,确保设备在制造过程中存在较低的缺陷率,以及设备在长期使用过程中不易出现故障。
3.3 安全性能评估设备的安全性能,包括是否符合相关的安全标准和法规,以及是否配备有安全设施和保护装置。
确保购买的设备符合公司的安全要求,以保障员工的人身安全和设备的正常运行。
4. 设备价格评估4.1 性价比比较比较不同品牌和型号的电镀设备之间的价格差异,并综合考虑设备的性能和品质。
确保所购买的设备具有较高的性价比,即在合理的价格范围内能提供较好的性能和品质。
4.2 附加费用考虑除了设备本身的价格外,还需要考虑与设备相关的附加费用,例如维护保养费、配件更换费以及电力和水费等。
充分估算这些附加费用,确保购买设备后的运营成本可控。
5. 售后服务评估5.1 售后支持调查设备供应商提供的售后支持服务,包括设备安装、调试、培训以及日常维护等方面。
确保设备供应商具有完善的售后服务体系,能够及时响应和解决设备使用中的问题。
5.2 保修政策了解设备的保修政策,包括保修期限、保修范围以及需要满足的条件等。
专业电镀评估报告模板范文

专业电镀评估报告模板范文【电镀评估报告模板范文】一、评估目的及背景本电镀评估报告旨在评估某公司电镀加工过程的质量和环境风险,并提供改善建议,以确保公司的电镀工艺达到国家标准并符合环境法规。
二、评估范围和方法2.1 评估范围本次评估将主要关注以下方面:电镀工艺步骤和参数设置、电镀液使用情况、废水处理及排放、废气处理及排放、职业健康及安全等。
2.2 评估方法本次评估将采用以下方法进行:2.2.1 实地考察:对电镀车间进行实地考察,了解生产流程和设备设置情况;2.2.2 检测分析:对电镀液、废水、废气等进行采样并送至实验室进行分析;2.2.3 文件审查:仔细审查相关文件,如电镀工艺标准、废水处理方案等;2.2.4 采访调研:与相关人员进行访谈,了解电镀过程中的操作方法和安全措施。
三、评估结果与分析3.1 电镀工艺步骤和参数设置经实地考察和文件审查,发现该公司电镀工艺步骤和参数设置较为规范。
电镀过程中,操作人员严格按照操作规程进行操作,且定期检查和校准设备,确保工艺的稳定性和一致性。
然而,在一些操作流程的细节方面,还存在改善空间,如处理表面污染物的步骤可以更加详细地说明,以提高电镀质量。
3.2 电镀液使用情况通过对电镀液的检测分析,发现电镀液的主要指标均符合国家标准,满足电镀质量要求。
然而,也发现在一些指标上存在超过标准的情况,如重金属浓度超标,需采取针对性的措施来降低其浓度,以符合环境法规。
3.3 废水处理及排放对废水进行采样并进行分析,发现废水的COD和重金属浓度均超过国家排放标准。
该公司已建立废水处理系统,但处理效果不理想。
建议该公司加强废水处理设备的维护保养和操作管理,或者考虑引入更有效的废水处理技术,以合规排放。
3.4 废气处理及排放对废气进行采样并进行分析,发现废气中的有机物浓度超过国家排放标准。
虽然该公司安装了废气处理设备,但处理效果不理想。
建议该公司改进废气处理设备,确保废气排放符合环境法规要求。
电镀添加剂公司资产评估报告

电镀添加剂公司资产评估报告电镀添加剂公司资产评估报告1. 背景介绍•公司名称:电镀添加剂公司•行业:化工•成立时间:20XX年•经营范围:电镀添加剂研发、生产和销售2. 资产概述固定资产•设备:包括生产设备、实验设备等•厂房:用于生产和仓储的厂房•土地使用权•其他固定资产无形资产•知识产权:具有核心竞争力的专利和商标•软件和技术秘密:用于研发和生产的软件和技术秘密存货•原材料:用于生产电镀添加剂的原材料•在制品:生产过程中的半成品•成品:已经生产完成的电镀添加剂产品应收账款•与客户签订的销售合同产生的应收账款其他资产(待定)3. 资产评估方法固定资产评估方法•市场价值法:通过比较类似资产在市场上的交易价格,评估固定资产的市场价值•成本法:根据固定资产的原始购置成本减去累计折旧计算资产净值无形资产评估方法•根据知识产权的专利、商标等相关权益申报机关或专业评估机构的评估结果,确定其价值•对软件和技术秘密进行评估,考虑其研发成本、市场需求和竞争力等因素存货评估方法•根据实际购置成本或最近采购价格,评估存货价值应收账款评估方法•根据应收账款的账龄、回收率、坏账率等因素,进行评估其他资产评估方法(待定)4. 资产评估结果固定资产评估结果•设备市场价值:XXX万元•厂房市场价值:XXX万元•土地使用权市场价值:XXX万元•其他固定资产市场价值:XXX万元无形资产评估结果•知识产权价值:XXX万元•软件和技术秘密价值:XXX万元存货评估结果•原材料价值:XXX万元•在制品价值:XXX万元•成品价值:XXX万元应收账款评估结果•应收账款净值:XXX万元其他资产评估结果(待定)5. 总结与建议•电镀添加剂公司的资产评估结果显示,公司的固定资产、无形资产、存货和应收账款等资产总价值为XXX万元。
•建议公司根据资产评估结果,合理规划和管理资产,提高公司财务状况和盈利能力。
资产优化及管理建议•对于固定资产,公司可以进行定期维护和保养,确保设备和厂房的正常运行,并定期更新和升级设备,提高生产效率和品质。
电镀质量分析报告

电镀质量分析报告电镀质量分析报告一、背景介绍电镀是一种通过电化学方法使金属或非金属物体表面镀上一层金属的工艺。
电镀可以提高物体的外观光洁度、耐腐蚀性以及导电性。
本报告对电镀质量进行了分析和评估,旨在提供有关电镀质量的详细信息。
二、测试方法为了评估电镀质量,我们采用了以下测试方法:1. 外观检查:通过目视观察电镀物体的外观,包括光洁度、镀膜均匀性和无瑕疵等方面的评估。
2. 厚度测试:使用厚度计测量电镀层的厚度,以确定镀层的均匀性。
3. 腐蚀测试:将电镀物体暴露在腐蚀性液体中,观察镀层的耐蚀性能。
4. 附着力测试:使用划格仪测试电镀层与基材之间的附着力。
三、测试结果与分析根据以上测试方法,我们得到了以下测试结果和分析:1. 外观检查:电镀物体的外观整体良好,镀层光洁度高,颜色均匀,无明显瑕疵。
这表明电镀质量良好,符合基本要求。
2. 厚度测试:测量结果显示电镀层的厚度在正常范围内,并且各个部位的厚度相对均匀。
这表明电镀层的镀膜均匀性良好。
3. 腐蚀测试:将电镀物体暴露在腐蚀液中一段时间后,观察到镀层未出现腐蚀现象。
这表明电镀层具有较好的耐腐蚀性能。
4. 附着力测试:通过划格仪测试,电镀层与基材之间的附着力评级为4级,表明电镀层与基材之间的附着力良好。
四、问题诊断与改进建议经过对测试结果的分析,我们得到了以下问题诊断和改进建议:1. 在外观检查中,发现镀层表面存在细微的气泡。
推测可能是电镀过程中不完全除去了基材表面的杂质所致。
建议在电镀前对基材进行更严格的清洗和处理,以提高镀层的质量。
2. 在腐蚀测试中,虽然镀层未出现腐蚀现象,但可以观察到局部区域的镀层稍有剥落。
推测这可能是由于电镀层的厚度过薄所导致的。
建议在电镀过程中控制好电镀液的配方和镀层的厚度,以提高镀层的附着力和耐腐蚀性。
3. 在附着力测试中,虽然附着力评级为4级,但对于某些要求更高的应用场景可能仍然存在潜在问题。
建议进一步优化电镀工艺和选用合适的底材,以提高电镀层与基材之间的附着力。
电镀企业可行行报告书

电镀企业可行行报告书1.引言1.1 概述概述:本报告旨在对电镀企业的可行性进行深入分析,以评估其在当前市场环境下的发展前景和潜在风险。
通过对电镀工艺和技术的介绍,以及对电镀企业背景和现状的分析,我们将全面评估电镀企业的可行性,为相关政府部门、投资者和企业经营者提供建议和参考,帮助他们更好地了解电镀企业的经营状况,并制定合理的发展策略。
同时,通过对电镀企业未来的展望,我们也将探讨其在技术创新和市场拓展方面的发展潜力,为电镀企业的可持续发展提供参考意见。
1.2 文章结构文章结构部分的内容可以包括对整篇报告书的组织和内容进行简要介绍,以便读者了解本文的构成和要点。
包括各个章节的主要内容概览,以及各章节之间的逻辑关系和衔接部分。
可以简要说明每个章节的重要性和与整篇报告书的关联性,帮助读者更好地把握整篇报告书的主题和论述线索。
1.3 目的目的: 本报告旨在对电镀企业的可行性进行深入分析,评估电镀企业在当前市场环境下的发展潜力和可持续性。
通过对电镀工艺和技术的研究,以及对电镀企业的背景和现状进行全面了解,以便为投资者和决策者提供可靠的参考意见。
同时,通过对电镀企业的可行性分析,为该行业未来的发展提供战略性的建议,促进电镀企业在竞争激烈的市场中取得持续的竞争优势。
2.正文2.1 电镀企业的背景和现状电镀是一种利用电化学原理在金属表面镀上一层金属或其他材料的工艺,电镀行业是现代制造业中不可或缺的环节之一。
随着工业化的快速发展和全球化的进程,电镀产业也逐渐成为各个国家经济中的重要支柱产业。
电镀行业的现状可以从以下几个方面进行描述:首先,电镀企业在全球范围内始终保持着较高的市场需求。
这主要得益于电镀产品在汽车、航空航天、军工等领域中的广泛应用,而这些领域的快速发展也为电镀行业提供了持续的市场需求。
其次,电镀企业在生产工艺和技术方面不断创新和进步。
随着科技的不断发展,电镀工艺和设备得到了大幅改进,产品质量和生产效率得到了显著提升,这为企业持续发展提供了有力支撑。
电镀夹膜品质改善
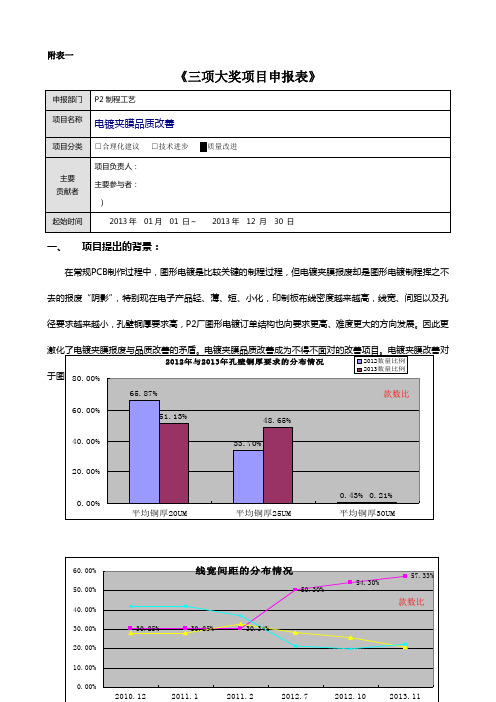
附表一《三项大奖项目申报表》在常规PCB制作过程中,图形电镀是比较关键的制程过程,但电镀夹膜报废却是图形电镀制程挥之不去的报废“阴影”,特别现在电子产品轻、薄、短、小化,印制板布线密度越来越高,线宽、间距以及孔径要求越来越小,孔壁铜厚要求高,P2厂图形电镀订单结构也向要求更高、难度更大的方向发展。
因此更激化了电镀夹膜报废与品质改善的矛盾。
电镀夹膜品质改善成为不得不面对的改善项目。
电镀夹膜改善对于图形电镀整体报废的改善也起到至关重要的比重。
一、项目价值点及实际成果:[注]1、“增加税前利润”的计算方法:✧期间:一个完整的会计年度;✧计算公式=增量收入-相关的成本费用支出;以上计算数据须以财务部核准的数据为基本依据,并经财务经理签字确认后报送。
二、达成项目成果的关键因素分析要求:关键因素的选取建议从人员、设备、材料、方法、环境等多角度考虑,尽量详尽并用数据说明。
建立AOI、等离子记录统计机制,SES线退膜后增加夹膜检查要求,夹膜板(等离子)数据考核电镀员工;AOI夹膜修理数据考核SES线漏检率,每天在工序现场公布数据,建立电流的测量监控、震荡的测量监控、喷管与侧喷流量的监控与维护、铜球的定《常见短路缺陷的分类》AOI培训教材三、经验教训总结及后续改进计划:1、经验教训总结:(一)管理方面A、改善对策或规则制定后,定期的检查不足,报废出现反弹;B、措施的提出,其系统性不足,需要继续加强;C、各部门间协调配合,步调一致性需要进一步提高,否则对项目的效果影响较大;D、通过工序内部数据统计,并及时公布于现场,提高了工序对本身缺陷的监控能力与控制能力。
(二)产品设计端A、客户端图形设计比较孤立的订单,工程预审前端沟通、优化不足;B、对于IPC三级铜厚以上的铜厚要求,生产经验不足,没有好的处理方法;2、后续改进计划:1、管理方面:按“人、机、物、设计、测”等方面分析改善方向,坚持持续执行,使夹膜报废率稳定并降低。
电镀件分析报告

电镀件分析报告1. 引言本报告对某公司生产的电镀件进行了分析,主要包括材料成分、表面质量、耐腐蚀性能等方面的评估。
通过对电镀件的分析,以提供相关的数据和建议,帮助该公司提升产品质量和生产效率。
2. 材料成分分析电镀件的材料成分是影响其性能和质量的重要因素之一。
在本次分析中,我们选择了五个不同批次的电镀件进行了材料成分分析。
通过对样本进行化学成分分析,我们得到了以下结果:批次成分1(%) 成分2(%) 成分3(%) 成分4(%) 成分5(%)1 75 10 5 5 52 70 15 5 5 53 80 5 5 5 54 85 3 3 3 65 65 20 5 5 5从上表可以看出,不同批次的电镀件在成分上存在一定的差异。
其中批次4的电镀件成分较为均匀,而其他批次的电镀件成分在某些元素上有所波动。
因此,建议在生产过程中对原材料进行更严格的控制,以确保电镀件的成分符合要求。
3. 表面质量评估电镀件的表面质量对其使用寿命和外观效果有着重要的影响。
在本次分析中,我们使用了光学显微镜和扫描电子显微镜(SEM)对电镀件的表面进行了评估。
通过光学显微镜观察,我们发现电镀件表面存在以下问题:•部分区域有气孔和裂纹出现;•可见一些细小的颗粒和杂质。
SEM观察进一步证实了这些问题,并显示了细节信息。
在样本中,我们发现气孔和裂纹的分布不均匀,并且与材料成分存在一定的关联性。
从表面质量分析的结果来看,存在一些制造工艺上的问题,导致电镀件表面出现了一些缺陷。
建议在生产过程中加强工艺控制,以减少气孔、裂纹和杂质的出现,提高电镀件的表面质量。
4. 耐腐蚀性能评估电镀件通常需要具备良好的耐腐蚀性能,以确保其在特定环境中的稳定性。
在本次分析中,我们通过盐雾试验对电镀件的耐腐蚀性能进行了评估。
在盐雾试验中,我们将不同批次的电镀件暴露在一定浓度的盐水中,并观察其在不同时间内的腐蚀情况。
通过比较不同批次的电镀件在试验结束后的腐蚀程度,我们得到以下结果:批次24小时腐蚀(%) 48小时腐蚀(%) 72小时腐蚀(%)1 10 20 302 15 25 353 5 10 154 8 12 165 12 18 24从上表可以看出,不同批次的电镀件在盐雾试验中表现出不同的腐蚀程度。
电镀工艺评测报告模板

电镀工艺评测报告模板1. 概述本电镀工艺评测报告旨在对电镀工艺进行科学、系统、客观地评测,以便更好地了解工艺的优缺点,从而进一步提高电镀工艺的质量和效率。
2. 评测目标和指标2.1 评测目标本文档所评测的电镀工艺旨在用于制造各种电器元件、汽车零部件、装饰品及其他工业用品等。
2.2 评测指标本电镀工艺评测采用以下指标进行:•电镀层厚度•电镀层组织结构•电镀层粘附力•电镀层耐腐蚀性•电镀层的光泽度•电镀过程的可控性3. 评测方法3.1 样品制备在评测过程中,我们将采用两种不同的材料样品进行测试:•冷轧板材:作为正常的评测样品;•自制合金钢样品:作为异常情况下的评测样品,以模拟电镀过程中不同的材质情况。
3.2 参数设置在进行电镀工艺评测时,我们需要将以下参数进行设置:•镀液稳定性;•镀液pH值;•镀液电流密度;•镀液温度;•镀液搅拌性。
3.3 评测过程在进行电镀评测时,我们将分为以下步骤:•准备试样:首先需要进行必要的样品准备,如严格控制试样形状、清洗样品表面等;•镀液制备:根据实际情况制备镀液,并对镀液参数进行优化;•电镀过程:将试样放置在镀槽进行电镀,通过设置不同的镀液参数,对不同的样品进行测试;•清洗:将试样从镀槽中取出,并用水进行清洗;•测试样品:对样品进行质量评定,如测量镀层厚度、检查样品表面质量等。
4. 评测结果与分析4.1 电镀层厚度通过对试样进行测量,我们得到了镀层的厚度数据,如下表所示:样品镀层厚度(μm)样品1 3.7样品2 4.2样品3 2.9样品4 3.9样品5 4.1平均值 3.964.2 电镀层组织结构对着5个样品进行金相测试,发现5个样品的电镀层组织结构都非常好、紧密、均匀,并且没有出现异物和气孔的缺陷。
4.3 电镀层粘附力电镀层的粘附力检验采用划格法,结果显示所有的样品的电镀层粘附力都达到了Gt0紧密级别。
4.4 电镀层耐腐蚀性我们对样品的耐腐蚀性进行了盐雾试验,结果发现所有样品的电镀层都没有出现腐蚀现象。
电镀设备购买评估报告模板

电镀设备购买评估报告模板1. 概述该购买评估报告模板用于评估电镀设备是否符合购买要求,主要包括设备操作、性能、配置、质量、价格等方面。
2. 设备操作设备操作是电镀设备购买评估的重要内容之一,其主要考察设备的操作便利性、可靠性等方面。
2.1 操作便利性操作便利性指设备是否易于操作,如设备按钮、控制面板等是否人性化,是否有中文操作界面等。
2.2 可靠性可靠性主要指设备的硬件结构是否牢固,设备运行时是否出现抖动、噪音等不稳定情况。
3. 设备性能设备性能是电镀设备购买评估的另一个重要内容,其主要考察设备的工作效率、工作精度等方面。
3.1 工作效率工作效率是指设备处理单位面积所需的时间,如设备的处理速度是否快、处理效果是否稳定等。
3.2 工作精度工作精度是指设备能够完成的工作的精度,如设备的处理厚度是否均匀、处理质量是否精细等。
4. 设备配置设备配置是电镀设备购买评估的又一个重要内容,其主要考察设备是否具有必要的功能配置和配置是否完整。
4.1 功能配置功能配置是指设备的处理功能是否满足购买者的需求,如设备能否完成镀铜、镀镍等处理工艺。
4.2 配置完整性配置完整性是指设备的配置是否齐全,如设备是否配有废水处理、防腐防爆等配套设备。
5. 设备质量设备质量是电镀设备购买评估的重要基础,其主要考察设备的耐用性、质检等方面。
5.1 耐用性耐用性是指设备使用寿命、故障率等方面,如设备使用寿命是否长、故障率是否低等。
5.2 质检质检是指设备出厂前和售后服务的质量检查工作,如设备的质检工作是否到位、售后服务是否及时等。
6. 设备价格设备价格是电镀设备购买评估的最后一个考察内容,主要考察设备价格是否合理。
7. 总结电镀设备购买评估是购买电镀设备的一个重要步骤,通过对设备操作、性能、配置、质量、价格等方面进行评估,可以帮助购买者选择到性价比较高的设备,为企业发展提供支持。
夹具供应商技术评估报告
1. Equipment (computers, software, etc.)
装备(计算机,软件等)
2. Math Data Understanding / Capabilities/Process Analysis
数模理解能力/接受力/焊接件工艺分析能力
3. Understanding our Requirements: JIG Standard.GD&T Understanding/Knowledge
全面的管理能力:(1)质量体系论证,(2)业务流程完整性,(3)管理层参与和重视程度,(4)顾客满意度
2. Customer Base: (1)Which Kind Jig Did, (2)Which ASM. Plant or Supplier Provided
顾客基础: (1)做过哪类夹具,(2)为哪些主机厂或供应商提供夹具(单套还是成套)
1. Process Flow:(1)Selfmade Parts,(2)Outsourcing Parts
工艺流程:(1)自制件,(2)外购件
2. Equipment & Equipment Maintains:(1)Equipment Precision,(2)Equipment Condition Intact,(3)Spare Parts,(4)Equipment Prevent Maintenace Plan
机加工设备及设备维修:(1)设备精度,(2)设备完好性,(3)设备备件,(4)设备预防维护性计划
Hale Waihona Puke 3. Man Power人员资源
4. Interface Capabilities
相互沟通能力(设计与制造之间)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一.評估時間:2011/07/26~2011/9/22二.評估人: 朱會
三.評估主旨:評估新電鍍新型夾具。
四.評估目的:尋找新的供應商,方便現場作業,降低成本。
五.評估內容:
5.1評估項目: 5.2.1使用狀況評估:
5.2.1.1快速夾具與目前夾頭對比。
5.1.1使用狀況評估。
5.1.2使用壽命評估。
5.1.3使用成本評估。
5.2 評估具體內容:利程機械電鍍快速夾具評估報告
b.快速夾頭為推拉式使用,現場使用時可以降低勞動強度。
5.2.1.1.2 作業品質比較:
快速夾頭觸點與普通夾頭觸點直徑均為5mm,在板子掉槽改善方面,兩者沒有區別。
小結:a.以上結果顯示,上下料時間快速夾頭較普通夾頭節省約45.29s,節約時間48%.
47.86s
項目
目前廠內使用夾具
快速夾具
快速夾頭普通夾頭
快速夾頭
上下料時間93.15s 整體壽命:6年(保固一年) 廠商確認壽命:
5.2.2 使用壽命評估: 包膠壽命:8個月(保固8個月)。
實際使用狀況:
5.2.3 使用成本評估:
小結:
成本節約計算:
平均每年每
個使用成本
(元)15.90
23.21
總成本(個/
元),按照使用壽命6年,每8個月包膠一次
計算20+70+30+7/8=1
5.9
130+23+15+17.6
8/8=23.21
若一銅全部導入快速夾頭使用:每年成本28*45*(23.21/8*12=34.815)=43866.9元
二銅全部導入快速夾頭使用:每年成本44*45*(23.21/8*12=34.815)=68933.7元
通過稱重法量測:當電流10ASF,鍍銅時間38min時,普通夾頭一銅上銅量為0.28g/個;電流20ASF,鍍銅時間43min時,普通夾頭二銅上銅量為0.6328g/個,若使用快速夾頭,節約成本計算:
由於目前使用的夾頭未包膠,電鍍時會上銅,而此掛架採用全部包膠,上銅量可以忽略,如下圖:
快速夾具
項目
包膠成本(元)
7(视情况)
15(保固8個
月,因為整體完全包膠,價格較高)
安裝成本
(元)
30(含挂具)
購買成本(元
/個)每條線需增加一組氣缸,成本
35000,若
以二銅線計
算,相當與
每個夾具安裝時成本增加17.68元
20
130(保固一年)維修成本(元)
70(含挂架一
起)
23(保固期间免费,人为除外) 廠商對電鍍一、二銅各提供一各飛靶的夾具供評估使用(各45個,總計90個),使用時間2個月,使用後統計一、二銅各損壞一個,損壞比例2.2%,損壞原因均為人为操作不当导致碰撞弹簧出現異常,包膠未損壞,異常圖片如下:
普通夾頭彈簧
一銅:二銅:合計:六、總結
6.1.1上下料時間快速夾頭較普通夾頭節省約45.29s,節省時間48%. 6.1.3快速夾頭觸點與普通夾頭觸點直徑均為5mm,在板子掉槽改善方面,兩者沒有區別.扣除夾頭成本後每年節約:31095
7.9-68933.7=242024.2元
一銅與二銅各一條線每年約節約成本93725.1+242024.2=335749.3元6.4總上:此快速夾頭使用狀況OK,能較大減輕現場勞動強度,成本節約,可以導入。
6.3成本比較:按照使用壽命6年,每8個月包膠一次計算快速夾具是普通夾頭成本的2倍,但每年銅球節約成本為335749.3元(一銅加二銅)。
6.2使用壽命評估:使用2個月夾具損壞比例2.2%,包膠無損壞。
6.1使用狀況評估
每年節省銅量為520*45*0.6328(二銅電流密度 Avg20ASF,時間43min)*350=5182.6Kg,節約成本
5182.6*60=310957.9元
每天制作520掛板,每掛45個夾頭,每年節省銅量為520*45*0.28*350=2293.2Kg,銅球價格按60元/kg計算,
每年節約成本2293.2*60=137592元。
扣除夾頭成本後每年節約:137592-43866.9=93725.1元
6.1.2快速夾頭為推拉式使用,現場使用時可以降低勞動強度。