日星定型机电气基础原理图
机床电气控制基本电路-识图基础资料
(2)电路中开关元件受激状态为“1”状态,常态为“0”状态。
(3)基本逻辑关系:和,乘,非;线圈状态即逻辑运算结果。 特点:各电气元件之间的联系和制约关系在逻辑式中一目了然, 运算时一般不会看错电路控制功能,有助于故障分析和计算机分析, 但复杂电路逻辑关系表达式很繁琐,不如查线读图法直观。
各部分的功能及全电路的工作原理。
图区的编号一般写在图的下部
符号位置的索引
由于接触器、继电器的线圈和触头在电气原理图中 不画在一起,其触头也分布在图中所需的各个图区,为 中栏 便于阅读,在接触器、继电器线圈的下方画出其触头的 辅助常开触头所 右栏 索引表,阅读时可以通过索引很快地在相应的图区找到 在图区号 辅助常闭触头所 其触头。 左栏 在图区号 主触头所在图区号 对于继电器,索引表中各栏含义为: 对于接触器, 左栏 索引表中各栏含义为: 常开触头所在图区号 右栏
理时容易出错,对分析者经验水平要求较高。
3
继电器-接触器控制系统
3.1 机床电气控制原理图识图基础
4.电气控制原理图的阅读和分析方法 逻辑代数法
逻辑代数法是通过电路逻辑表达式的运算关系来分析控制电路
工作原理的。
主要内容:(1)接触器等的文字符号表示常开触头,如KM;文 字符号加上划线表示常闭触头,如KM。
3
继电器-接触器控制系统
3.1 机床电气控制原理图识图基础
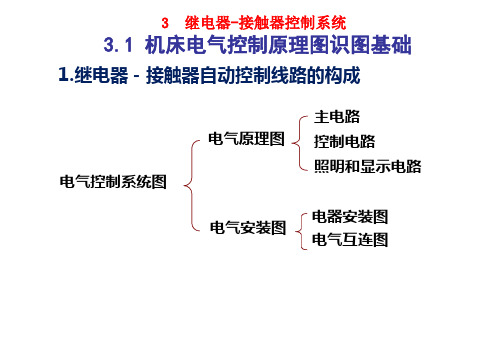
1.继电器-接触器自动控制线路的构成
主电路 电气原理图 电气控制系统图 电气安装图 控制电路 照明和显示电路
电器安装图
电气互连图
CW6132型车床电气设备安装布置图
电气原理图示例
CW6132型车床电气原理图
电器安装图示例
CW6132型车床控制盘电器布置图
定型机的主要组成部份及机械结构简介

定型机的主要组成部份及机械结构简介进出布架及打卷装置一、入布张紧装置功能:张紧装置可以根据需要任意调整角度,因此通过对织物的磨擦,可以在织物上得到需要的径向张力。
操作: 增加织物的径向张力:转动手轮4,从而织物的包角增加。
降低织物的径向张力:转动手轮4,从而织物的包角减小。
维修保养:辊轴、手柄调整装置、传动齿轮进行目视检查——检查牵引辊 1 是否有明显的损坏,磨损及轴承座是否完好。
清洁——用合适的清洁设备清洁牵引辊,不能使用比较锋利或坚硬的工具清洁辊表面。
轴承:润滑油——轴承 2 为免润滑轴承。
转动——轴承必须转动灵活,有问题的需要及时更换。
二、制动辊筒(刹车)功能:不制动时,制动辊筒被织物驱动,激励气动制动闸,使辊筒运行放慢,从而增加织物张力。
操作:增加织物的径向张力:通过压力还原阀1,增加制动辊的压力,织物张力增加。
,降低制动辊的压力,织物张力降低。
1降低织物的径:通过压力还原阀三、拖布辊:功能在设备选型和配置时,一般在入布处会配置一条牵引辊。
该装置是由马达带变速箱传动,在出布处也有一条牵引辊。
功能:牵引织物运行。
四、压辊功能:为了提高牵引辊导向作用,织物是在压辊和牵引辊之间的,压辊靠自身的重量和气缸的压力压在牵引辊上。
.五、积布机构功能:在出入布都有积布机构,它对湿布和干布都适用。
积布机构是由一个储存箱构成,根据布匹的重量,可以存放300M—500M。
维修保养:积布箱:目视检查—检查积布箱1有无显著故障,各个部分是否正常。
积布箱的表面放置织物的地方,不能有尖锐损坏。
六、旋转张力器功能:旋转张力器用来给织物施加纵向张力。
可以通过气缸调节旋转张力器,其原理是与杆产生摩擦力从而在织物上产生相应的纵向张力。
.七、冷却驱动辊功能:冷却辊是控制织物的温度。
冷却水通过电磁阀控制从冷却辊进水管进入辊筒内部,把辊筒筒表面温度降低,热水溢流出辊筒,从溢流水管排走。
维修保养:1、目视检查——检查冷却辊是否有明显的故障,表面是否有划伤等。
什么是拉幅定型机及定型机的原理(共10张PPT)

另外有化料系统及油炉加热系统。 原理:布在料槽浸上化工料,被轧辊均匀压榨后,进入烘箱。
员将布幅两端挂接在针板上,针板两端随机械 另外有化料系统及油炉加热系统。
针/链条及轨道:以针板输送布匹进入烘箱烘干。 定型机的结构特点和各个单元的作用
第7页,共10页。
• 2、纬纱器。 • 现定型机上所配置的纬纱调整器,最大调
整幅度为正负500mm(滚轮两端行程差) • 纬纱右边斜向前时,将调整般右边向前旋
转,加大右侧行程,至出布轮与纬纱平行 止,纬纱左边斜向前时,则动作相反。
第8页,共10页。
• 链条部分。
• 定型机上布的拉幅由链条产生。定型机的 链条由靠近落布处的大功率电机传动,链
到稳定尺寸的作用。 因此,布所带上的化工料非常均匀,这是获得高质量定型布的先决条件。
• 定型机出布装置摆布 目的:通过浸轧各种染化料进行柔软、硬挺、拉幅及树脂等整理,来改善织物的手感、颜色、幅宽、强力、外观等,对非纯棉品种,还可以起
到稳定尺寸的作用。
第3页,共10页。
定型机的目的
• 定型机的目的原理 • 目的:通过浸轧各种染化料进行柔软、硬
• 切布边及中剖刀:边切刀可切除不必要上 空气在循环风扇的鼓吹作用下,不断由圆形的喷气架上的细孔喷在布面上。
定型机主要有五部分组成,包括上料部分、纬纱器、链条、烘箱体及落布装置。 监视器:配合出布区之摄影机,可随时监视出布之情况及品质。
布边,并将之吸除 目的:通过浸轧各种染化料进行柔软、硬挺、拉幅及树脂等整理,来改善织物的手感、颜色、幅宽、强力、外观等,对非纯棉品种,还可以起
电气设备原理图纸(共12张)

定型机报告

定型机报告定型机调试报告本文就定型机机调试过程进行一个综述,并就调试过程出现的一些问题进行总结,并结合定型机机的电气原理图对预缩机一些电气原理进行简单的分析,并就机器的一些原理及器件出现的故障进行分析。
其中,本文对机器具体控制线路并没有具体给出,此方面可具体参考定型机电气图纸,在此不再累赘。
其中涉及到的一些开关、继电器、操作面板上的元件与仪器等,由于这些元件可以在原理图上轻易找到,并可以和电柜与操作面板上的图示一一对应,故本文对这部分并不做详细介绍。
一、定型机简单处理织物原理定型是指纤织物在一定张力下指通过某种物理或者化学的处理消除纺织品中积存的应力、应变,使其在状态、尺寸或者结构上获得某种需要的形式,并达到一定的稳定性。
其意义是①尺寸定形:尺寸热稳定性提高,缩水率下降②平整定形:消除皱痕,提高抗皱性③改善服用性能:弹性、起毛球现象得到改善④染色性能改变。
故定型机主要是根据工艺要求,把稀硝酸和渗透剂按照一定的比例进行混合,通过对织物进行药液的浸泡,然后对织物进行高温处理,使织物发生物理、化学应从而使织物定型。
织物定型工艺大略如下:进布(超喂2~4%)→针铗拉幅→进加热区(130~150℃)→冷却→落布(T<50℃)二、定型机核心控制系统定型机的核心控制系统为由PC+PLC+PROFIBUS组成的总线控制系统。
系统采用PC机作为上位机,PLC作为中心控制器,其主要功能为发送控制信息、设定运行参数以及读取运行状态。
其中系统的传动部分根据各传送到处理器的反馈信号,按照设定的控制策略进行运算后,由总线通过LENZE变频器控制各电机转速(由于LENZE变频器内部内置CAN总线接口,故LENZE变频器之间通过CANBUS连接,硬件由PRIFIBUS与CANBUS信号转换器、CAN card实现);其中在织物处理过程中,其热风定型设备和工艺,烘箱定型部分要求进行门幅调节,其设备为链条针板,既可定形,也可拉幅,本部分的控制也是通过PROFIBUS实现,同时,根据热定形工艺条件,温度是最主要的因素,通过CANBUS和温度控制器实现烘箱的温度自动调节。
SINOMA-NCDRI电气原理图ES220.pdf图纸目录

49 ES220-48
金属探测器 metal dector
50 ES220-49
金属除铁器 metal separator
51 ES220-50
变频皮带控制箱 frequency changer control box of belt conveyer
52 ES220-51
皮带输送机软起动器控制箱 soft starter control box of belt conveyer
4 ES220-03
55kW及以上普通电机,热继安装于一次侧 normal motor PN>=55kW,thermal relay installed in power circuit
5 ES220-04
55kW及以上普通电机,热继安装于二次侧 normal motor PN>=55kW,thermal relay installed in control circuit
双驱动皮带提升机 belt elevator ,double motor
61 ES220-60
双驱动皮带提升机软起动 belt elevator ,double motor,softstart
62 ES220-61
380/220V受电回路(双电源切换) 380/220V incoming with ATS
25 ES220-24
单线圈电磁阀(带限位) electromagenetically operated valve,single coil,with limit switch
26 ES220-25
双线圈电磁阀 electromagenetically operated valve,double coil
42 ES220-41
定型机操作步骤与 ppt课件
• 在生产中有发现问题及时反馈给主挡车及 主管
• 做烘干布种时需找干净的布车,不可有水 迹及灰尘,放在布车里不可堆放太高,只 能放三匹就要换车,推到起毛区。
• 车号在写工整,不可涂改。
定型造成品质异常状况说明及预防 措施
布面未定死
• 出布完成后,首先把张力调整均匀,不可 过松、过紧,以免导致部分幅宽有差异, 及时测量幅宽(一般布种预留3公分,尼 龙布种7公分,)
• 码布克重须在布头检测,测好克重需第一 时间通知主挡车人员,如有差异要做调整。
• 目测布面是否有异常,如:纹路歪斜、脱 针、色点、色花、勾纱、色污、毛不良、 油点、污脏、折皱、折痕等现象。
• 要查看布种工艺基准表来参考超喂。
• 起动,加速,刚开始时不要开太快,在 30Y/min要按铃通知后挡车人员接布。
• 刚出布时速度慢风量要调小点,待后挡车 剪好码布,确定码重差异不大就可安设定 标准工艺速度。
• 各种布种工艺温度设定不一样,需降温时 要把开风门,时间不可太长。
• 边浆槽里有剩余浆料必须立即倒掉,然后 用清水清洗。如果没有及时清洗会造成阀 门堵塞。
定型工作用语解释 (如何为拉码、缩码)
• 缩码是未定型之前干布码重轻,经过定型 机缩码使码重变重简称为缩码
• 拉码是未定型机之前干布码重重。经过定 型机拉码使码重变轻简称为拉码
• 拉码是看布面的,如果布面松松到第二个 毛刷地方就是缩码,在第一个毛刷牙地方 算是平走或轻拉码。
定型机工作安全注意事项
• 注意机台下方磁砖是否干净,如有污脏需 立即清洗。
• 10、机台要保持干净,各个转棍纱线要及 时清理。
主挡车操作规范
定型机工作原理及常见故障

定型机工作原理及常见故隙家庭熨烫服装,用电熨斗来完成。
操作时将服装放平整,并根据布料材质不同来调节熨烫的温度,手拿熨斗一面向下用力,一面作来回运动。
通过以上可以了解到,要想把衣服烫平,烫挺,一定要由以下几个条件.1.平整.2.温度.3.压力.4.水分.5.时间.6.干燥.TAS-100,120,150,各种系列定型机定型袜子原理和熨烫服装原理都一样,工作时也必须有以上一些条件。
1.平整:用袜板来完成.根据不同尺寸的袜子来用不同尺寸的袜板,目的:将袜子全部撑开来保正袜子平整。
2.温度,压力,水分,时间:将袜子放入同一缸体内,这一缸体称定型箱.在定型箱内通一定量的蒸汽,来满足定型箱内的温度,压力,水分,时间的需要,定型箱蒸汽量的多少是根据袜子的品种来决定的,蒸汽与压力成正比,压力越大,温度越高,蒸汽量越多。
3.干燥:用干燥箱来完成.通过定型箱定过型的袜子,再到干燥箱烘干.干燥箱效果越好,袜子越挺。
4.其它:用电来完成各种机械传动.由于蒸汽阀门是用压缩空气来完成,故还需要压缩空气,通过以上四点可了解到,要使定型机正常运行,必须要具备以下一些条件,a.蒸汽,b.压缩空气,c.电..a:蒸汽:要有一定的蒸汽量及压力.5~7公斤/平方厘米,蒸汽量:182公斤/时(1.5秒.车速)。
b:压缩空气:压力必须在4公斤/平方厘米以上.压力量:150nl/分(拔取动作时)。
c:电:来完成各种机械传动开车前,确认一下,导轨上是否有异物,打开空压机源,公司采用集中供气的,故所以打开凡尔即可.按起动按钮,袜板就沿著有规律的运行,将多块袜板编为一组,通过链条送入定型箱,(老机型通过辅助台轨上升送入定型箱)随后再将定型过的袜子送入干燥箱烘干.一直重复以上动作,将袜子定型好。
要使袜子做的好,做的挺,要具备以下几个方面:1 .袜子在定型箱内时,压力,时间,温度,要保证好.如果没有时间的保证,就等于没有压力保证,无压力温度再高,也没有用的.可想而知,用电熨斗烫服装,温度再高,没有压力,或者只有一点压力,没有时间保证将会产生啥情况.2.干燥的好坏也会影响到袜子的挺与不挺。
电机星三角启动的原理图及讲解

启动时KM接通动力电源,同时KM1封头接触器,将三相线圈星接,进行启动,正常运行后,由延时器断开KM1的接星封头,然后延时器的常开触点闭合,将KM2接入电路,将三组线圈连成角型,正常运行,
向左转|向右转
三角形接法?
电机的三角形接法是将各相绕组依次首尾相连,并将每个相连的点引出,作为三相电的三个相线。
三角形接法时电机相电压等于线电压;线电流等于根号3倍的相电流。
?
星形接法?
电机的星形接法是将各相绕组的一端都接在一点上,而它们的另一端作为引出线,分别为三个相线。
星形接时,线电压是相电压的根号3倍,而线电流等于相电流。
?
星形接法由于起输出功率小,常用于小功率,大扭矩电机,或功率较大的电机起步时候用,这样对机器损耗较小,正常工作后再换用三角形接法。
这就是常常说到的星——三角启动。
?一般3KW以下的三相电动机是星形接法,并直接启动。
3KW以上的三相电动机是用?
三角形接法。
?
附:星——三角启动接线图(供你参考)
向左转|向右转。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
500ΩR3F
VR84VR81/82/83
VR85速度设定
VR865KΩVR8
VRC3/VRC2
RCSCTO:PG。NOห้องสมุดไป่ตู้6A/4
R S T
G
9
EOCR17(17A)
R S T10008/ICOM
SC/RC SH。NO A/2
NFB9(3P60A)左9烘房
U17/V17/W17M17
7。5KM
R S T
G
8
EOCR15(17A)
R S T10007/ICOM
SC/RC SH。NO A/2
NFB8(3P60A)左8烘房
U15/V15/W15M15
7。5KM
EOCR16 10007/ICOM
SC/RC
SH。NO A/2
U16/V16/W16
R81M116
7。5KW右8烘房
R82
10007
F81TO:SH。NO A/2
5KΩVR3
VRC3/VRC2
RCSCTO:PG。NO 6A/4
R S T
G
4
EOCR6(17A)
R S T10003/ICOM
SC/RC SH。NO A/2
NFB4(3P60A)左4烘房
U7/V7/W57M7
7。5KM
EOCR7 10003/ICOM
SC/RC
SH。NO A/2
U8/V8/W8
R41M8
EOCR14 10006/ICOM
SC/RC
SH。NO A/2
U14/V14/W14
R71M14
7。5KW右7烘房
R72
10006
F71TO:SH。NO A/2
F72ICOM
500ΩR3F
VR71/72/73
VR74/75/76速度设定
5KΩVR7
VRC3/VRC2
RCSCTO:PG。NO 6A/4
METERR3FVRC1/C2/C3
VRC1
RCSCVRCIR
VRC3/VRC2
TO:PG。NO 6A/7
G
R S T
2
EOCR3(17A)
R S T10001/ICOM
SC/RC SH。NO A/1
NFB2(3P360A)U3/V3/W3左2烘房
M3
7。5KM
EOCR4 10001/ICOM
SC/RC
NFB1(3P60A)U1/U2/U3左1烘房
M1
7。5KM
EOCR2 10000/ICOM
SC/RC
SH。NO A/1
U2/V2/W2
R11M2
7。5KW右1烘房
R12
10000
F11TO:SH。NO A/1
F12ICOM
500ΩRPMR3F
BS3VR11/12/13
VR14/15/16速度设定
5KΩVR1
SH。NO A/1
U4/V4/W4
R21M4
7。5KW右2烘房
R22
10001
F21TO:SH。NO A/1
F22ICOM
500ΩR3F
VR21/22/23
VR24/25/26速度设定
5KΩVR2
VRC3/VRC2
RCSCTO:PG。NO 6A/4
R S T
G
3
EOCR5(17A)
R S T10002/ICOM
SC/RC SH。NO A/2
NFB3(3P60A)左3烘房
U5/V5/W5M5
7。5KM
EOCR6 10002/ICOM
SC/RC
SH。NO A/2
U6/V6/W6
R31M6
7。5KW右3烘房
R32
10002
F31TO:SH。NO A/1
F32ICOM
500ΩR3F
VR31/32/33
VR34/35/36速度设定
R S T
G
MICRIMASTRE 440,430基本参数设定
P100=准备1=快速调试2=变频器29=下载00
P1000=KW 50HZ1=HP 60HZ2=KW 60HZ00
P304~P313304=额定电压305=额定电流307=额定功率308=因数
309=效率310=额定频率311=速度313=极对数
7。5KW右4烘房
R42
10003
F41TO:SH。NO A/2
F42ICOM
500ΩR3F
VR41/42/43
VR44/45/46速度设定
5KΩVR4
VRC3/VRC2
RCSCTO:PG。NO 6A/4
R S T
G
5
EOCR9(17A)
R S T10004/ICOM
SC/RC SH。NO A/2
NFB5(3P60A)左5烘房
NFBC(2P20A)SCE
RC
SC
NFBF(2A)MVSMV1-2 230W
MVR巡环风扇
NFBCT(2P)10AMV3 40W
RTT控制风扇
临时电源
STTMSESE1
NFBE(2P5A)
SE2
FU2(5A)
EL1同意
FU3(5A)
EL21
EOCR1(17A)
R S T10000/ICOM
SC/RC SH。NO A/1
EOCR18 10008/ICOM
SC/RC
SH。NO A/2
U18/V18/W18
R91M118
7。5KW右9烘房
R92
10008
F91TO:SH。NO A/2
F92ICOM
500ΩR3F
VR94VR91/92/93
VR95速度设定
VR965KΩVR9
VRC3/VRC2
RCSCTO:PG。NO 6A/4
380V50HZ
R S T
NFBM(3P600A)
RO
SO
TO
NFBT1(2P5A)NFBT2(2P30A)
380V 200VR2
0V0VS2
R2S2
FL1 40W面板灯
NFBL1FL2 40W
2P5AICOM
P24V
24V控制电源
FU1(2A)PLM(灯)电源指示灯
PL1
1AA 2AA
PLC输出板电源RC
F62ICOM
500ΩR3F
VR61/62/63
VR64/65/66速度设定
5KΩVR6
VRC3/VRC2
RCSCTO:PG。NO 6A/4
R S T
G
7
EOCR13(17A)
R S T10006/ICOM
SC/RC SH。NO A/2
NFB7(3P60A)左7烘房
U13/V13/W13M13
7。5KM
U9/V9/W9M9
7。5KM
EOCR10 10004/ICOM
SC/RC
SH。NO A/2
U10/V10/W10
R51M10
7。5KW右5烘房
R52
10004
F51TO:SH。NO A/2
F52ICOM
500ΩR3F
VR51/52/53
VR54/55/56速度设定
5KΩVR5
VRC3/VRC2
RCSCTO:PG。NO 6A/4
R S T
G
6
EOCR11(17A)
R S T10005/ICOM
SC/RC SH。NO A/2
NFB6(3P60A)左6烘房
U11/V11/W11M11
7。5KM
EOCR12 10005/ICOM
SC/RC
SH。NO A/2
U12/V12/W12
R61M12
7。5KW右6烘房
R62
10005
F61TO:SH。NO A/2