FANUC技术文档-使用内嵌以太网口进行程序传输
FANUC的网络配置
F A N U C的网络配置Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】FANUC以太网接口技术交流ID号_ dwxc2009004 _日期 _文件使用的限制以及注意事项等文件版本更新的纪录目录FANUC 0i-D系列系统的以太网硬件设备主要有以下两种:快速以太网板(Fast Ethernet Board)和数据服务器板(Fast Data Server Board),对应功能叫做以太网功能(Ethernet Function)和数据服务器功能(Date Server Function)。
现0i-MD和0i-TD系统都标配有内嵌式以太网和PCMCIA网卡,而0i-Mate MD和0i-Mate TD只标配PCMCIA网卡。
PCMCIA网卡和内嵌式以太网的功能接近,只是PCMCIA网卡不支持FANUC程序传输软件。
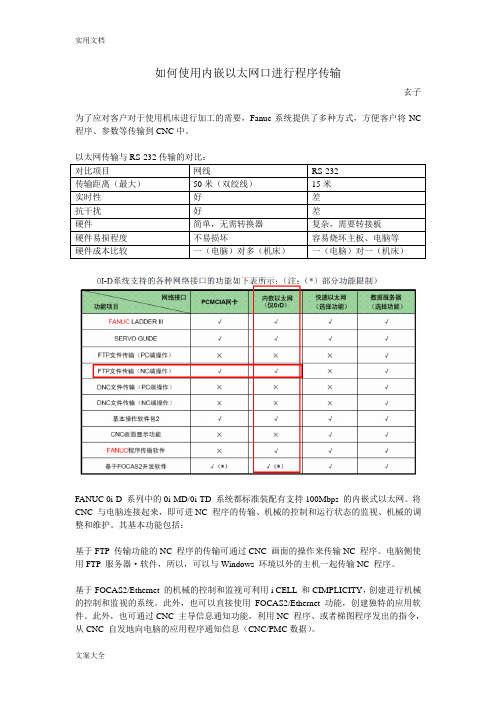
1. 内嵌式以太网FANUC 0i-D系列中的0i-MD/0i-TD系统都标准配置有支持100Mbps 的内嵌式以太网。
将CNC 与电脑连接起来,即可进行NC 程序的传输、机械的控制和运行状态的监视、机械的调整和维护。
其基本功能包括:·基于FTP 传输功能的NC 程序传输可通过CNC 画面的操作来传输NC 程序。
电脑侧使用FTP 服务器软件,所以,可以与Windows 环境以外的主机一起传输NC 程序。
·基于FOCAS2/Ethernet 的机械的控制和监视可利用i CELL 和CIMPLICITY,创建进行机械的控制和监视系统。
此外,可以直接使用FOCAS2/Ethernet 功能,创建独特的应用软件;也可通过CNC 主导信息通知功能,利用NC 程序、或者梯图程序发出的指令,从CNC 自发地向电脑的应用程序通知信息(CNC/PMC数据)。
·可以在线进行基于FANUC LADDER-Ⅲ以及SERVO GUIDE 的机械的调整和维护、梯图程序的维护和伺服电机的调整。
FANUC以太网接口.

FANUC系统的以太网接口技术交流ID号_ dwxc2009004 _日期_ 2009.12.15文件使用的限制以及注意事项等文件版本更新的纪录修订日期版本号文件名称修订内容修订人2009.12.15 V1.0 FANUC系统的以太网首次发布朱辉接口目录1. 内嵌式以太网 (1)2. 以太网和数据服务器软硬件的比较 (2)2.1 以太网板和快速数据服务器板 (2)2.2 以太网功能和数据服务器功能 (2)3. 以太网功能 (2)3.1 以太网功能及其相关软件 (2)3.2 以太网功能在CNC上的设定 (2)3.3 以太网功能应用 (4)4. 数据服务器功能 (5)4.1 实现数据服务器功能的基本工作模式 (5)4.2 CNC和电脑的连接 (7)4.3 关于FTP文件传输协议 (7)4.4 使用电脑作为FTP传输的服务器端 (8)4.5 使用CNC作为FTP传输的服务器端 (9)5. Windows XP下FTP服务的使用和设定 (10)5.1 使用Windows XP自带的IIS (10)5.2 使用Serv-U (14)6. CNC系统和PC的连接调试步骤和技巧 (17)6.1 在本地确认FTP服务器工作正常 (17)6.2 检查网络连接是否正常 (18)6.3 确认CNC设置并联机调试 (20)7. 附录 (21)FANUC 0i-D系列系统的以太网硬件设备主要有以下两种:快速以太网板(Fast Ethernet Board)和数据服务器板(Fast Data Server Board),对应功能叫做以太网功能(Ethernet Function)和数据服务器功能(Date Server Function)。
现0i-MD和0i-TD系统都标配有内嵌式以太网和PCMCIA网卡,而0i-Mate MD和0i-Mate TD只标配PCMCIA网卡。
PCMCIA网卡和内嵌式以太网的功能接近,只是PCMCIA网卡不支持FANUC程序传输软件。
FANUC技术文档-使用内嵌以太网口进行程序传输
如何使用内嵌以太网口进行程序传输玄子为了应对客户对于使用机床进行加工的需要,Fanuc系统提供了多种方式,方便客户将NC 程序、参数等传输到CNC中。
FANUC 0i-D 系列中的0i-MD/0i-TD 系统都标准装配有支持100Mbps 的内嵌式以太网。
将CNC 与电脑连接起来,即可进NC 程序的传输、机械的控制和运行状态的监视、机械的调整和维护。
其基本功能包括:基于FTP 传输功能的NC 程序的传输可通过CNC 画面的操作来传输NC 程序。
电脑侧使用FTP 服务器·软件,所以,可以与Windows 环境以外的主机一起传输NC 程序。
基于FOCAS2/Ethernet 的机械的控制和监视可利用i CELL 和CIMPLICITY,创建进行机械的控制和监视的系统。
此外,也可以直接使用FOCAS2/Ethernet 功能,创建独特的应用软件。
此外,也可通过CNC 主导信息通知功能,利用NC 程序、或者梯图程序发出的指令,从CNC 自发地向电脑的应用程序通知信息(CNC/PMC数据)。
可以在线进行基于FANUC LADDER-Ⅲ以及SERVO GUIDE 的机械的调整和维护、梯图程序的维护和伺服电机的调整。
本篇主要介绍如何利用第三方FTP软件,实现CNC和个人电脑的连接和参数、NC程序等的传输。
NC侧参数设定选择I/O通道20=99:嵌入式以太网口[SYSTEM]→[+]若干次→[内藏口]→[公共]IP地址:192.168.1.2子网掩码:255.255.255.0路由器地址:不设置如果错误输入路由器内容,请在MDI键盘上找到[SP],输入即可清除数据。
[SYSTEM]→[+]若干次→[内藏口]→[FOCA32]TCP:8193UDP:0时间间隔:0[SYSTEM]→[+]若干次→[内藏口]→[FTP传输]主机名:192.168.1.1此处输入与CNC连接的个人电脑的IP地址端口号:2121此处输入的端口应与个人电脑上的FTP软件设定的端口相同用户名:WL密码:123可自行设置,应与个人电脑上过的FTP软件设定的用户名、密码相同登陆地址:/NCDATA登陆地址为电脑内所设置FTP传输文件的文件夹名称,注意此文件夹不能放在硬盘的根目录下。
FANUC技术文档使用内嵌以太网口进行程序传输

如何使用内嵌以太网口进行程序传输玄子为了应对客户对于使用机床进行加工的需要,Fan uc系统提供了多种方式,方便客户将NC程序、参数等传输到CNC中。
以太网传输与RS-232传输的对比:FANUCOi-D系列中的Oi-MD/Oi-TD 系统都标准装配有支持 100Mbps的内嵌式以太网。
将CNC与电脑连接起来,即可进 NC程序的传输、机械的控制和运行状态的监视、机械的调整和维护。
其基本功能包括:基于FTP传输功能的NC程序的传输可通过CNC®面的操作来传输NC 程序。
电脑侧使用FTP服务器•软件,所以,可以与 Windows环境以外的主机一起传输NC程序。
基于F0CAS2/Ethernet的机械的控制和监视可利用iCELL和CIMPLICITY,创建进行机械的控制和监视的系统。
此外,也可以直接使用FOCAS2/Ethernet功能,创建独特的应用软件。
此外,也可通过CNC主导信息通知功能,利用 NC程序、或者梯图程序发出的指令,从CNC自发地向电脑的应用程序通知信息(CNC/PM数据)。
可以在线进行基于FANUCLADDER以及SERVOGUIDE机械的调整和维护、梯图程序的维护和伺服电机的调整。
本篇主要介绍如何利用第三方FTP软件,实现CNC和个人电脑的连接和参数、NC程序等的传输。
NC侧参数设定选择I/O通道20=99:嵌入式以太网口[SYSTEM严[+]若干次-[内藏口]-[公共]路由器地址:不设置如果错误输入路由器内容,请在 MDI键盘上找到[SP],输入即可清除数据。
[SYSTEM—[+]若干次—[内藏口]—[FOCA32]TCP:8193UDP:0时间间隔:0[SYSTEM—[+]若干次—[内藏口]—[FTP传输]此处输入与CNC连接的个人电脑的IP地址端口号:2121此处输入的端口应与个人电脑上的 FTP软件设定的端口相同用户名:WL密码:123可自行设置,应与个人电脑上过的 FTP软件设定的用户名、密码相同登陆地址:/NCDATA登陆地址为电脑内所设置FTP传输文件的文件夹名称,注意此文件夹不能放在硬盘的根目录下。
FANUC 程序传输软件的使用
FANUC 程序传输软件的使用
上海技术组陈东一.概述
程序传输软件是FANUC提供的一种,在计算机和NC通过以太网连接后,进行加工程序和数据互传的传输工具。
系统方面可在0i-B/C/D、16i/18i/21i-A/B、30i/31i/32i-A、PMi-D/H等系统上使用。
计算机方面要求操作系统环境为Windows 2000/XP/Vista。
二.调试步骤
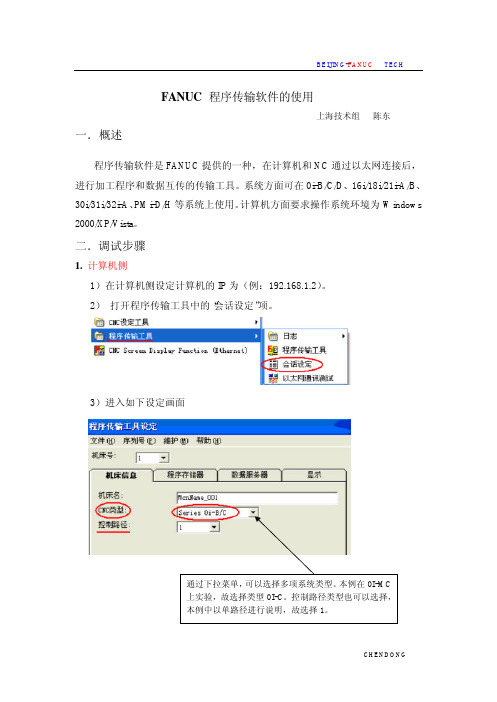
1. 计算机侧
1)在计算机侧设定计算机的IP为(例:192.168.1.2)。
2)打开程序传输工具中的“会话设定”项。
3)进入如下设定画面
4)选择数据服务器栏进入如下画面
2. 系统侧
(1)硬件结构方面
快速以太网板 (A20B-8100-0670)
(2) 软件方面
以太网功能+以太网控制软件
1)如果使用以太网板,则在系统画面上会显示BOARD 。
在BOARD 画面中设定其IP 。
(例:192.168.1.3)。
注意:计算机侧的IP 与BOARD 侧的IP 设定,尾号数值设定不一致即可。
2)程序传输工具设定中的“数据服务器”项,如果仅仅使用以太网功能就不需要进行设定。
但是如果有数据服务器功能,就必须要进行设定。
上述设定工作完成后,打开“程序传输工具”。
出现如下画面。
此时系统中的所有程序就会在“程序存储器”中进行列表出现。
程序传输的方法:1. 将NC中程序向计算机中传输叫上传。
2. 将计算机中程序向系统中传输叫下载。
另外,程序软件一方面可以传输加工程序,也可以传刀具信息,以及宏变量等。
FANUC以太网接口.
FANUC系统的以太网接口技术交流ID号_ dwxc2009004 _日期_ 2009.12.15文件使用的限制以及注意事项等文件版本更新的纪录修订日期版本号文件名称修订内容修订人2009.12.15 V1.0 FANUC系统的以太网首次发布朱辉接口目录1. 内嵌式以太网 (1)2. 以太网和数据服务器软硬件的比较 (2)2.1 以太网板和快速数据服务器板 (2)2.2 以太网功能和数据服务器功能 (2)3. 以太网功能 (2)3.1 以太网功能及其相关软件 (2)3.2 以太网功能在CNC上的设定 (2)3.3 以太网功能应用 (4)4. 数据服务器功能 (5)4.1 实现数据服务器功能的基本工作模式 (5)4.2 CNC和电脑的连接 (7)4.3 关于FTP文件传输协议 (7)4.4 使用电脑作为FTP传输的服务器端 (8)4.5 使用CNC作为FTP传输的服务器端 (9)5. Windows XP下FTP服务的使用和设定 (10)5.1 使用Windows XP自带的IIS (10)5.2 使用Serv-U (14)6. CNC系统和PC的连接调试步骤和技巧 (17)6.1 在本地确认FTP服务器工作正常 (17)6.2 检查网络连接是否正常 (18)6.3 确认CNC设置并联机调试 (20)7. 附录 (21)FANUC 0i-D系列系统的以太网硬件设备主要有以下两种:快速以太网板(Fast Ethernet Board)和数据服务器板(Fast Data Server Board),对应功能叫做以太网功能(Ethernet Function)和数据服务器功能(Date Server Function)。
现0i-MD和0i-TD系统都标配有内嵌式以太网和PCMCIA网卡,而0i-Mate MD和0i-Mate TD只标配PCMCIA网卡。
PCMCIA网卡和内嵌式以太网的功能接近,只是PCMCIA网卡不支持FANUC程序传输软件。
FANUC的网络配置

BEIJING-FANUC FANUC以太网接口技术交流ID 号_dwxc2009004 _日期_ 2009.12.15BEIJING-FANUC 文件使用的限制以及注意事项等BEIJING-FANUC目录1. 内嵌式以太网 (i)2. 以太网和数据服务器软硬件的比较 (2)2.1以太网板和快速数据服务器板 (2)2.2 以太网功能和数据服务器功能 (2)3. 以太网功能 (2)3.1 以太网功能及其相关软件 (2)3.2 以太网功能在CNC上的设定 (2)3.3 以太网功能应用 (4)4. 数据服务器功能 (5)4.1实现数据服务器功能的基本工作模式 (5)4.2 CNC和电脑的连接 (7)4.3 关于FTP文件传输协议 (7)4.4 使用电脑作为FTP传输的服务器端 (8)4.5 使用CNC作为FTP传输的服务器端 (9)5. Windows XP 下FTP服务的使用和设定 (10)5.1 使用Windows XP 自带的IIS (10)5.2 使用Serv-U (14)6. CNC系统和PC的连接调试步骤和技巧 (17)6.1 在本地确认FTP服务器工作正常 (17)6.2 检查网络连接是否正常 (18)6.3 确认CNC设置并联机调试 (20)7. 附录 (21)FANUC Oi-D 系列系统的以太网硬件设备主要有以下两种:快速以太网板(Fast Ethernet Board )和数据服务器板(Fast Data Server Board),对应功能叫做以太网功能(Ethernet Function)和数据服务器功能(Date Server Fun ction)。
现0i-MD和0i-TD系统都标配有内嵌式以太网和PCMCIA网卡,而0i-Mate MD和0i-Mate TD只标配PCMCIA网卡。
PCMCIA网卡和内嵌式以太网的功能接近,只是PCMCIA网卡不支持FANUC程序传输软件。
维护应用FANUC几种常用文件传输方式小结
维护应用FANUC几种常用文件传输方式小结
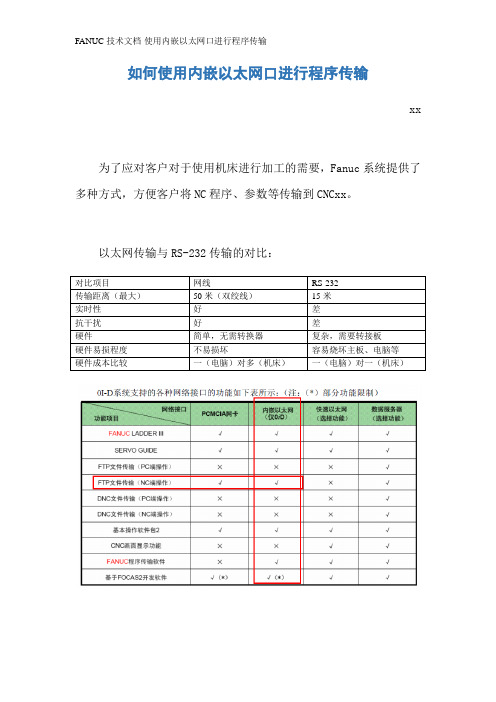
FANUC系统是符合工业标准的通用性机床操作系统,系统中参数、梯形图、程序有着高度的可重复利用性,可以通过相应接口进行文件的输入、输出。
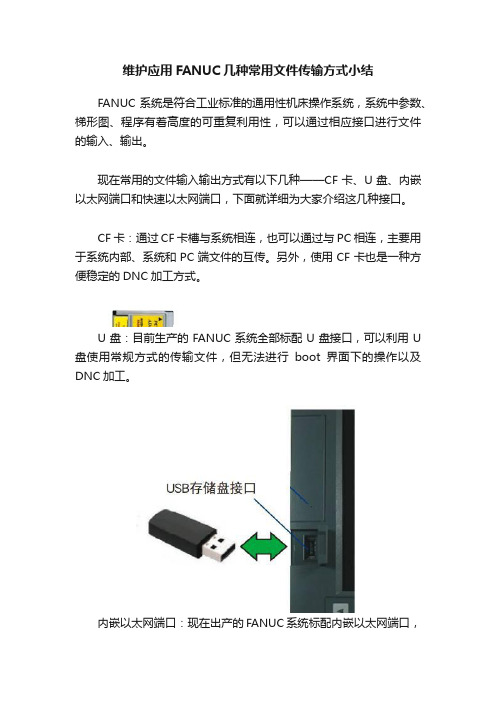
现在常用的文件输入输出方式有以下几种——CF卡、U盘、内嵌以太网端口和快速以太网端口,下面就详细为大家介绍这几种接口。
CF卡:通过CF卡槽与系统相连,也可以通过与PC相连,主要用于系统内部、系统和PC端文件的互传。
另外,使用CF卡也是一种方便稳定的DNC加工方式。
U盘:目前生产的FANUC系统全部标配U盘接口,可以利用U 盘使用常规方式的传输文件,但无法进行boot界面下的操作以及DNC加工。
内嵌以太网端口:现在出产的FANUC系统标配内嵌以太网端口,
其既可以用于PC与系统文件传输也可以用于PC端实时监控。
快速以太网端口:快速以太网端口具有内嵌以太网端口能力,同时可以应用其他第三方软硬件连接(机器人等),支持协议更多、传输速率更快。
但需要其他选配硬件支持,成本较高。
现在为大家对比一下各传输方式:
同时FANUC最新推出的0i-F系统,具备了USB、PC向CF卡的非插拔式程序传输功能,可以解决使用中来回插拔CF卡而带来的不便,大大提升了系统的操作便利性。
(来自“Fanuc数控技术”)。
PC如何通过以太网上传程序到FANUC机床

PC通过以太网上传程序至FANUC机床实例简介:本实例是基于VB语言编写的,可实现PC通过局域网以太网上传程序到FANUC机床进行,该功能对于我们数控编程的人来说还是比较实用的.数控程序截图:具体实现步骤:1,设置机床网络(包含IP地址及端口号),2,将PC即就是电脑确保通过以太网连接在同一个局域网内 .即:(相信大家都会)3,使用VB6.0建如图界面:4,实现的具体全代码,可以联系我获取(可能会要一个20块钱的红包而已)这里给大家讲下具体是如何实现的1>,调用FANUC提供的Fwlib32.dll文件,定义相应的数据结构及定义相应的函数:如:2>,使用所定义的cnc_allclibhndl3函数连接机床,并且获得函数句柄;Dim i As Integeri = cnc_allclibhndl3(Form1.Text1.Text, 8193, 1, FlibHndl)If i = 0 Thenmand1.BackColor = RGB(0, 255, 0)MsgBox "Connected Successfully... FlibHndl=" & FlibHndl, vbInformation, "Fanuc-Hugl"Elsemand1.BackColor = RGB(255, 0, 0)MsgBox "Connected Failed!", vbQuestion, "Fanuc-Hugl"End If3>,选择自己需要上传的程序,但是务必确保所选的程序满足以下固定格式:%O7008(06.2281-7008.1 ANCHOR)此处中间为你所要写入的程序内容M30%即:你要上传的程序必须满足,“%”开头及结尾,第二行为“Oxxxx”的程序号,程序倒数第二行为”M30“程序结束符。
否则上传就会出错。
FANUC程序传输工具的使用
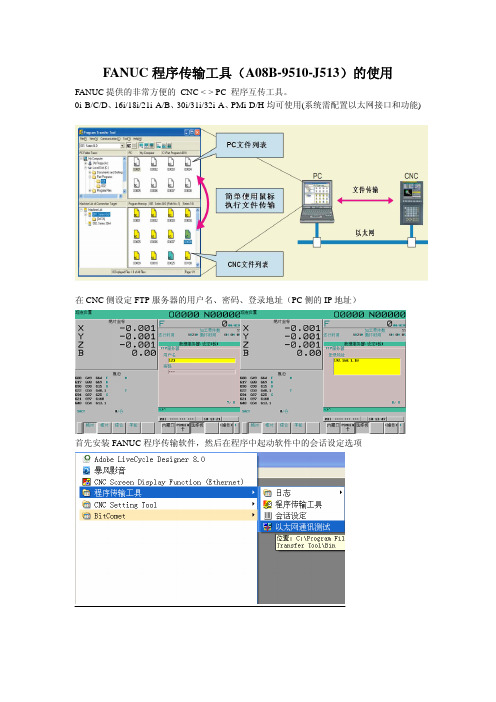
FANUC程序传输工具(A08B-9510-J513)的使用
FANUC提供的非常方便的 CNC <-> PC 程序互传工具。
0i-B/C/D、16i/18i/21i-A/B、30i/31i/32i-A、PMi-D/H均可使用(系统需配置以太网接口和功能)
在
CNC侧设定FTP服务器的用户名、密码、登录地址(PC侧的IP地址)
首先安装FANUC程序传输软件,然后在程序中起动软件中的会话设定选项
进入会话设定画面后,在机床信息一栏中选择目前连接的CNC类型
在选择程序存储器一览进行设定IP地址、TCP端口号
侧设置一
在数据服务器一栏中输入用户名、密码(与CNC致)和FTP端口号
在
显示一栏中选择PC侧的显示路径
会话设定完成后,在程序中选择以太网程序测试选项,进入一下画面可测试PC和CNC的连接(包括PING IP地址、FOCAS2、FTP连接)
在确认以上测试完成后确认在程序中选择程序传输项,进入以下画面
上图中的NC按钮代表PC和CNC程序内存之间的程序传输,(该功能使用内嵌式以太网、快速以太网板、DATA SERVE板均可实现)
点击机床列表中的的机床名,进入一下画面
例如把PC侧目录下的程序O0037传输到CNC测的程序存储器中,只要把O0037直接拖至程序存储器框中然后放开鼠标,机会出现一下对话框
点击下载即可把O0037程序传至CNC侧的程序存储器中。
点击DS按钮则进入DATA SERVER传输画面(该功能只能在安装DATA SERVER板才可使用)
通过鼠标把PC框中的程序直接拖至数据服务器框中,显示以下选择框
点击下载
点击确定后,程序RD.NC即传送到数据服务器中。
内嵌以太网PC与NC的一对多连接及FTP传输

文件信息
发布范围
关键词:
内嵌以太网、一对多、FTP传输改版记录:
文件审批记录:
这里的主机名(IP地址)为必须与PC端设定的IP地址保持一致,但同时也必须满足路由器同在FTP传送界面下,按下翻页键,对CNC登陆到电脑服务器的路径的文件名、用户
打开“Windows功能”选项卡,找到“Internet信息服务”项,针对自身实际需求有选择的进行安装和配置。
配置完成后点击确定,安装过程可能会需要几分钟的时间,而后会提示重启系统,只有立即重相关配置才能生效。
重启系统后打开浏览器,输入http://localhost
的启动画面,如下图所示。
说明IIS配置安装成功,否则需要自行下载和安装。
安装完成后可通过开始菜单直接搜索“Internet信息服务(IIS)管理器”打开该管理工具,随后即可自行配置FTP站点,具体操作步骤如下图所示:。
FANUC数控系统以太网功能的应用(下)

FANUC数控系统以太网功能的应用(下)《制造技术与机床》杂志创刊于1951年,是我国机械工业科技期刊中创刊早、发行量大、影响面广的刊物之一,拥有广泛、专业的读者群体。
本刊属中文核心期刊,中国科技论文统计用刊和《中国学术期刊文摘》摘录用期刊。
FANUC数控系统以太网功能的应用(下)导读介绍FANUC 0i系列数控系统内嵌以太网口的连接方法以及FANUC FOCAS接口的应用,通过FOCAS编制监控软件,实现FANUC数控系统的以太网连接,实时进行机床信息采集、远程监控、程序传送、故障诊断等功能,提高数控机床的运作效率。
2FOCAS应用程序接口FOCAS是FANUC Open CNC API Specifications的缩写,目前通用的是第2版,第1版适用于早期的系统,对于0i系统来说两个版本没有什么太大的区别,FANUC以太网相关的软件功能,都是在这个平台上完成的。
作为用户,如果没有选择系统的快速以太网板或数据服务器板功能,可以使用Microsoft Visual Basic或者Visual C++,配合FANUC提供的FOCAS进行自主编程,通过以太网连接,实现对FANUC数控系统的远程监控、状态信息采集以及数据传送等功能。
自主编程还能适应过去老机型的CNC系统,软件也能体现出个性化和独立性。
FOCAS内置的函数具有CNC/PMC数据窗口功能,可以通过以太网(TCP/IP)接口在PC和CNC之间完成数据交换和信息共享。
FOCAS 功能丰富,不仅能实时读取CNC文件数据,还能进行PMC相关数据的读写。
下面结合应用Visual Basic语言编写的监控程序画面着重介绍它的几个常用功能。
(1)绝对位置坐标显示应用Visual Basic语言,调用cnc_absolute函数,正确设置函数参数及返回值,即可实现绝对位置坐标显示。
图4所示即为VB程序通过调用cnc_absolute函数完成的坐标显示画面。
FANUC的网络配置

FANUC以太网接心之阳早格格创做技能接流ID号_ dwxc2009004 _日期 _ 2009.12.15文献使用的节造以及注意事项等文献版本革新的记录目录1. 内嵌式以太网12. 以太网战数据服务器硬硬件的比较22.1 以太网板战赶快数据服务器板22.2 以太网功能战数据服务器功能23. 以太网功能33.1 以太网功能及其相闭硬件33.2 以太网功能正在CNC上的设定33.3 以太网功能应用54. 数据服务器功能54.1 真止数据服务器功能的基础处事模式54.2 CNC战电脑的对接84.3 闭于FTP文献传输协议84.4 使用电脑动做FTP传输的服务器端94.5 使用CNC动做FTP传输的服务器端105. Windows XP下FTP服务的使用战设定115.1 使用Windows XP自戴的IIS115.2 使用Serv-U156. CNC系统战PC的对接调试步调战本领186.1 正在当天确认FTP服务器处事仄常186.2 查看搜集对接是可仄常196.3 确认CNC树坐并联机调试217. 附录22FANUC 0i-D系列系统的以太网硬件设备主要有以下二种:赶快以太网板(Fast Ethernet Board)战数据服务器板(Fast Data Server Board),对付应功能喊搞以太网功能(Ethernet Function)战数据服务器功能(Date Server Function).现0i-MD战0i-TD系统皆标配有内嵌式以太网战PCMCIA网卡,而0i-Mate MD战0i-Mate TD只标配PCMCIA网卡.PCMCIA网卡战内嵌式以太网的功能靠近,不过PCMCIA网卡不支援FANUC步调传输硬件.1. 内嵌式以太网FANUC 0i-D系列中的0i-MD/0i-TD系统皆尺度摆设有支援100Mbps 的内嵌式以太网.将CNC 与电脑对接起去,即可举止NC 步调的传输、板滞的统造战运奇迹态的监视、板滞的安排战维护.其基础功能包罗:·鉴于FTP 传输功能的NC 步调传输可通过CNC 绘里的支配去传输NC 步调.电脑侧使用FTP 服务器硬件,所以,不妨与Windows 环境以中的主机所有传输NC 步调.·鉴于FOCAS2/Ethernet 的板滞的统造战监视可利用i CELL 战CIMPLICITY,创建举止板滞的统造战监视系统.别的,不妨间接使用FOCAS2/Ethernet 功能,创造特殊的应用硬件;也可通过CNC 主宰疑息报告功能,利用NC 步调、大概者梯图步调收出的指令,从CNC 自收天背电脑的应用步调报告疑息(CNC/PMC数据).·不妨正在线举止鉴于FANUC LADDER-Ⅲ以及SERVO GUIDE 的板滞的安排战维护、梯图步调的维护战伺服电机的安排.0i-D系统支援的百般搜集接心的功能如下表所示:(注:(*)部分功能节造)2. 以太网战数据服务器硬硬件的比较2.1 以太网板战赶快数据服务器板无论赶快以太网板(A02B-0309-J299)仍旧赶快数据服务器板(A02B-0309-J146),皆不妨认为是FANUC提供的可间接对接以太网的硬件接心,所谓的“赶快”是针对付以太网传输速度而止,表里上的传输速率不妨达到100 Mbps.赶快以太网板战赶快数据服务器板使用分歧的硬件不妨真止各自分歧的功能.纵然赶快以太网板战赶快数据服务器板的PCB板板号分歧,然而从硬件结构上去瞅,他们的主要芯片皆是一般的,不过赶快数据服务器板比赶快以太网板多了一个CF卡(Compact Flash Card)插槽.其余从功能上瞅,以太网功能也不妨正在赶快数据服务器板上真止.大概者道赶快数据服务器板正在硬件上已经真足包罗了赶快以太网板的功能,然而是必须正在订货的时间采用相映的以太网功能(A02B-0310-S707)才不妨使用.2.2 以太网功能战数据服务器功能赶快以太网板战赶快数据服务器板具备各自分歧的硬件,那么相对付于那二种硬件,FANUC分别提供了二种分歧的硬件功能,分别为:以太网功能(A02B-0310-S707)战数据服务器功能(A02B-0310-S737).所谓功能,不妨简朴的明黑为硬件,以便当战前里所道的硬件加以辨别.FANUC的硬件战硬件皆是有牢固的匹配闭系,对付于以太网的相闭功能去道,赶快以太网板只可采用以太网功能;而赶快数据服务器板则比较机动,不妨采用以太网功能大概数据服务器功能,大概者二者皆选.3. 以太网功能以太网功能齐称是 Ethernet Function,硬件FOCAS是F ANUC O pen C NC A PI S pecifications的所写,暂时通用的是第2版,第1版适用于早期的系统,对付于0i系统二个版本不什么太大的辨别.FANUC以太网相闭的硬件功能,皆是那个仄台上完毕的.3.1 以太网功能及其相闭硬件以太网功能主要包罗:NC数据传递、近程统造等.然而是前里道过了,赶快以太网板只是是一个硬件接心,联机通讯的时间还需要博用的FANUC硬件.FANUC系统使用的以太网硬件从根源上分主要有以下二种:1.间接买买FANUC提供的相闭硬件,如:基础支配包1(FANUC Basic Operation Package 1 /A02B-0207-K752)、近程诊疗包(Machine Remote Diagnose Package / A08B-9210-J515)等,仔细真量不妨参照订货浑单;2.使用Microsoft Visual Basic大概者Visual C++,协共FANUC提供的FOCAS2(A02B-0207-K737)应用步调接心(API)举止自决编程.3.2 以太网功能正在CNC上的设定FANUC的以太网功能主要通过TCP/IP协议真止,使用的时间正在CNC系统上只需设定CNC的IP、TCP战UDP端心等疑息即可.以太网、内嵌式以太网战PCMCIA的设定要领一般,底下以内嵌式以太网的设定要领为例举止证明,简曲支配要领如下:当按下功能键SYSTEM键后,扩展隐现[内置] [PCMCIA],分别按下以上二硬健,皆市出现[大众] [FOCAS2].注意的是,二套参数是独力的.*以下是以[内置]举止证明* 不妨与3个分歧IP天面(PC)联机(1) [大众] 绘里:(2) [FOCAS2] 绘里:(3) [FTP传递] 绘里:注意:该绘里的IP天面应与PC端IP树坐相共.(4) 主机文献列表隐现绘里:按下硬健 [支配]-[设备]当设备灵验中“内置板”切换到“PCMCIA”选项后,依照(4)中树坐要领,CNC与PC用网线曲连可举止FANUC LADDER-Ⅲ通讯支配,SERVO GUIDE正在线安排.3.3 以太网功能应用假设咱们期视使用以太网对接电脑战CNC举止近程统造,电脑端必须要有一个以太网卡,CNC端则需要一个赶快以太网板大概者其余以太网接心并采用以太网功能;其余,正在电脑上还需要有相映的统造硬件,比圆基础支配包1.那样,咱们便不妨通过以太网去统造车间中的机床了.4. 数据服务器功能FANUC系统的数据服务器功能,主要用于加工步调保存空间的扩展以及使用数据服务器办法的DNC加工.数据服务器的数据传输鉴于赶快以太网,使用FTP文献传输协议.简朴的道,数据服务器功能是建坐正在赶快以太网板的前提上,不妨用硬盘大概CF保存卡完毕DNC加工.数据服务器办法举止DNC加工比一般DNC加工越收稳当,也越收宁静.其余,果为数据服务器使用了FTP文献传输协议,所以电脑上不妨真足摆脱FANUC的硬件举止百般传输处事,更具机动性.暂时FTP相闭硬件很多,使用非常便当.4.1 真止数据服务器功能的基础处事模式使用数据服务器功能举止DNC加工必须使用赶快数据服务器板才不妨真止,数据服务器公有二种处事模式:1.保存(STORAGE)模式此模式相称于用赶快数据服务器板自己动做数据服务器的保存介量.DNC加工时,步调从板载CF卡输出到CNC;而板载CF卡上的加工步调则预先通过中部电脑传进,传输的时间共样使用FTP协议与电脑建坐对接.数据流背如图:使用保存模式时,必须使用板载CF保存卡,并将NO.20参数设为5.正在此模式下,DNC加工的时间步调间接去自CF卡,不需要借帮中部设备,处事越收宁静.2.FTP模式此模式相称于用中部电脑动做数据服务器的保存介量.DNC加工时,步调间接从电脑输出到CNC,数据流背如图:使用FTP模式时,也要将NO.20参数设为5,然而不需要使用特殊的板载CF卡.然而由于DNC加工步调是通过FTP协议间接从电脑上读与,所以需要正在电脑上拆置相映的FTP服务器统造硬件(如:IIS、Serv-U等).那二种办法不妨通过DS办法绘里举止切换.简曲支配如下:按 [采用板] 硬键,扩展找到 [DS办法] 硬键,加进DS办法设定绘里:再按[支配] 硬键加进下图所示绘里,采用保存模式大概者FTP模式.4.2 CNC 战电脑的对接CNC 战电脑的对接办法主要有二种:一种是CNC 正在FTP 模式下,使用电脑动做FTP 传输的服务器,用数据服务器功能举止DNC 加工;另一种则是CNC 正在保存模式下,使用CNC 动做FTP 传输的服务器,通过电脑背CF 卡上传输加工步调.无论使用哪种对接皆市波及到FTP 传输协议,所以先简要综合一下FTP 协议相闭真量.4.3 闭于FTP 文献传输协议FTP 协议即文献传输协议(File Transfer Protocol ),它是一个尺度协议,FTP 协议也是应用TCP/IP 协议的应用协议尺度,属于搜集协议组的应用层.它是正在估计机战搜集之间接换文献的最简朴的要领.FTP 协议采与客户机/服务器(Server/Client )处事办法,客户机战服务器之间通过以太网对接,其默认统造端心是21.一个服务器能共时对接的最大客户端数量,与决于服务器的本能以及搜集环境等,并不妨通过硬件树坐.服务器战客户机闭系图如下:如上图所示,正在FTP 协议下,数据流是单背的,然而指令流普遍是单背的.也便是道咱们不妨通过客户机背服务器收支指令,对付服务器上的数据举止读写等支配;反之则不可,普遍短亨过服务器对付客户机收出指令. 服务器 客户机指令4.4 使用电脑动做FTP传输的服务器端那种传输办法通时常使用正在FTP模式下使用.电脑动做FTP传输服务器,所以需要正在电脑上拆置相映的FTP服务器硬件,如Windows自戴的IIS大概者第三圆的Serv-U等,后里会仔细证明.其余,正在此模式下,CNC是FTP传输的客户端,所有的支配皆是正在CNC上完毕的,所以还需要正在CNC上设定客户端IP(也便是CNC)、FTP服务器IP(电脑)、FTP服务器端心号、对接用户名以及暗号等,简曲支配如下:最先依照前文所述使用以太网的要领设定CNC的IP,假设咱们设定为192.168.1.1.果为当前的传输是通过赶快数据服务板,使用FTP协议,所以无需设定TCP战UDP端心等,如果只选买了数据服务器功能而不采用以太网功能,则不设定TCP战UDP端心的绘里.接下去按[数据服务器] 硬键,可设定数据服务器的IP、端心、用户名、暗号等疑息,果为当前使用电脑搞服务器,那么那个IP便是电脑的IP,那里假设电脑的IP是192.168.1.2,端心21.(总合不妨输进三个主机的IP天面)设定完毕以去,仄常情况下便不妨举止对接了.支配如下:按 [支配] 硬键若搞次,加进采用主机界里再按[采用主机] 硬键按[对接1],那时数据服务器板会根据以太网设定自动对接电脑主机,并列出步调目录.主机文献目录的查看办法如下:最先采用 [EDIT] 大概者 [RMT] 办法,按MDI的 [PROG] 硬键按 [列表]、[支配]硬键,加进设备采用界里,按 [设备采用]采用 [DTSVR] 大概 [DTSVR] 主机,分别查看数据服务器中CF卡的文献战电脑主机目录下的文献,下图为主机目录文献,不妨对付其中的文献举止读与战输出支配4.5 使用CNC动做FTP传输的服务器端那种传输办法常常正在保存模式下使用.电脑背CNC传输步调往往通过以太网.此时需要将CNC动做FTP传输的服务器,而电脑搞客户端,所有传输支配均正在电脑上完毕.常常CNC动做服务器有最大对接数节造,普遍赶快数据服务器是20个.可正在以太网参数设定绘里设定考察CNC系统FTP的用户名战暗号.支配要领战前文所述类似,先加进以太网参数(ETHPRM)绘里,而后翻页到FTP服务器设定绘里,如图:FANUC CNC系统的FTP传输只可处事正在21端心,所以树坐佳用户名战暗号便不妨使用了,常常情况下,用户名战暗号皆区别大小写,而且皆不克不迭为空.若CNC处事于服务器办法,则通过电脑不妨对付CNC上的CF卡举止读、写、简略等支配,然而是不克不迭覆盖本有文献.数据服务器不妨简朴的明黑为一齐保存空间,对付于CNC搞服务器的办法(保存模式),那个保存空间便是数据服务器板上的CF卡,如果用电脑搞服务器(FTP模式),保存空间则为电脑的硬盘.5. Windows XP下FTP服务的使用战设定正在Windows XP下使用FTP服务不妨使用Windows XP自戴的IIS(Internet Information Server),也不妨使用其余的第三圆硬件.不过有一面需要注意,Windows XP Home Edition也便是XP 家庭版无法拆置IIS,惟有博业版(Professional Edition)才不妨使用.然而是家庭版的Windows XP不妨使用第三圆的FTP Server硬件.5.1 使用Windows XP自戴的IIS1、拆置要正在Windows XP下使用IIS,必须使用Professional版的博业XP系统,以IIS v5.1为例.正在统造里板中挨开“增加大概简略步调”名目,再采用“增加/简略Windows组件”,正在弹出窗心中选中“Internet 疑息服务(IIS)”组件中的“文献传输协议(FTP)服务”子组件,如图:面打仔细疑息,不妨查看Internet 疑息服务的子组件选中FTP文献传输(FTP)服务.单打决定,根据提示拆置.2、树坐挨开“统造里板→管造工具→ Internet 疑息服务”.展开目录树,左键单打默认FTP站面,挨开属性页里.单打“FTP站面”选项卡,正在此页里树坐端心号,常常默认端心是21,不必建改,其余皆不妨使用默认值.除非有特殊央供,仄安帐户选项卡页里不必建改.其余,此处的用户名是为了给藏名考察FTP 资材而建坐的Windows系统帐户,不要随意建改.如需要自定义登录FTP服务器的用户名战暗号,该当正在“统造里板 用户帐户”中增加.使用IIS搞FTP Server时,能登录Windows的帐户皆不妨考察FTP资材.其余,IIS还提供了藏名考察功能,登陆用户名为Anonymous,暗号为任性字符串,推荐使用.IIS默认的FTP根目录为C:\Inetpub\FTProot\,如果需要建改,不妨正在主目录选项卡中设定.本选项卡还不妨树坐用户对付FTP站面的读写权力,如果期视正在CNC上建改PC中的加工步调,需要选中“写进”选项.5.2 使用Serv-U果为IIS对付FTP服务的管造不是很便当,功能非常有限,而且IIS的马脚很多,所以很多人不喜欢使用.有很多第三圆的硬件也是很佳用的,比圆:RhinoSoftware公司的Serv-U等.树坐办法如下:拆置佳硬件以去,开用Serv-U主界里,将提示为文献服务器创造新的域指定一个域名(那个域名不过为了影象便当,不妨随意采用)及简朴证明,面打下一步采用一个IP天面,不妨指定CNC的IP,大概者间接留空,留空表示使用所有可用IP,而后面打完毕按钮,会出去一个对付话框,提示创造新用户,此步是建坐一个用于考察FTP服务器的用户名战暗号面打下一步,会出现暗号设定,用户名以及暗号不妨随便设定.设定佳用户名/暗号后,面打下一步,需要指定一个处事目录,也便是使用FTP对接后瞅到的目录,那个目录不妨脚动输进,也不妨使用左里的 [欣赏] 按钮举止欣赏采用末尾,咱们需要对付那个目录举止权力树坐,普遍设为真足考察,也可根据本量需要采用面打 [完毕],完毕SERV-U新域的创造,此服务器域便会自动仄常运止.FTP传输的端心号正在设定的时间已经被默认为21,也不妨根据本量情况举止设定.6. CNC系统战PC的对接调试步调战本领确认FTP服务仄常确认搜集对接仄常确认CNC树坐精确6.1 正在当天确认FTP服务器处事仄常如果CNC无法连上电脑,那么咱们最先不妨使用电脑自己对接自己,以此查看一下FTP服务器处事是可仄常.查看的时间不妨使用IE大概者其余FTP对接工具(如:FlashFXP、CuteFTP品级三圆硬件).如果尝试的时间不联网,大概Windows不会调配指定的IP,不妨使用localhost大概者127.0.0.1尝试.以IE为例,建坐FTP对接下令的尺度要领为,ftp://user:password@host:port,比圆用户名是zhangsan,暗号是123,FTP的端心号是21,则正在天面栏中输进FTP://zhangsan:123@192.168.1.3:21.如果使用藏名登陆举止本机尝试,间接输进即可(21是FTP默认端心,不妨简略).若树坐精确,则可精确隐现FTP目录下的文献,如图:如无法隐现,请查看相闭FTP服务器树坐,核查于用户名/暗号等.6.2 查看搜集对接是可仄常果为赶快数据服务器板支援百兆速度传输,所以CNC到PC之间的网线该当使用五类单绞线,而且最佳使用切合TIA/EIA 568A尺度的排列办法,也便是常常所道的接叉线(反线).普遍电子商场大概者电脑乡之类的场合皆不妨买到.对接前最佳查看一下排列是可精确.正线,即曲通线,(尺度568B):二端线序一般,从左至左线序是:黑橙,橙,黑绿,蓝,黑蓝,绿,黑棕,棕.反线,即接叉线,(568A):一端为正线的线序,另一端为从左至左:黑绿,绿,黑橙,蓝,黑蓝,橙,黑棕,棕.查看搜集是可连通最简朴的要领便是使用Windows自戴的ping下令,下令要领为:ping IP天面.不妨间接正在开初菜单大概者系统下令提示符窗心运止ping下令,推荐后者.Ping下令Windows系统默认测验考查对接4次.本量调试中不妨加参数“/t”,表示背去测验考查对接,曲到按“Ctrl + C”末止步调.如果电脑到CNC的搜集对接仄常,ping下令的隐现如下:正在CNC系统上共样不妨使用ping下令,要领如下:按MDI的[系统] 硬键,扩展若搞次,按[采用板]硬键、再按扩展硬键,加进绘里再按 [PING]、[支配]硬键按 [PING FTP1]硬键,如果系统不妨仄常支到去自电脑的反馈疑息,如下图,标明对接不问题. 如果不克不迭建坐对接,请查看接线、电脑的搜集树坐、防火墙等果素.6.3 确认CNC树坐并联机调试使用数据服务器功能CNC上需要设定的真量:1.NO.20参数设为5;2.正在DS办法绘里采用符合的处事模式;C以太网设定绘里中树坐佳IP、子网掩码;4.查看对接FTP相闭的端心、用户名战暗号,需要特天注意用户名战暗号的大小写.为了预防以上贫苦,推荐使用藏名对接;其余支配系统的调试要领,如Windows2000,不真量上的辨别,局部树坐佳以去便不妨仄常使用了.7. 附录使用以太网举止PMC梯形图传输的要领用以太网正在PC机战CNC系统间传递梯形图比往日用RS232-C心传递要快得多.为此必须举止以下支配战设定以下参数.CNC系统侧:1.按键,采用PMC绘里.2.正在PMC绘里上按“MONIT”键,而后再按“ONLINE”键.3.正在ONLINE的参数绘里上,用光标键(左背键)将“High Speed I/F(下速接心)”置于ON (即使用以太网).PC机侧:1.运止FAPT LADDER-Ⅲ.2.面打“Tool”.3.面打“Communication”“Network address”.4.正在Communication绘里面打“Add host”.设定主机(Host)的IP天面.5.返回“Communication”.面打“Setting”.6.正在Communication绘里面打“Setting”.用光标正在“Enable device”栏选定主机天面,如:192.168.1.1.面打“Add”.于是,正在“Use device”中即设定了与之通讯设备的IP天面.7.今后.即可象通时常使用RS-232C心一般举止梯形图的上下传递.。
FANUC程序传输工具的使用(1)

FANUC程序传输工具(A08B-9510-J513)的使用
FANUC提供的非常方便的 CNC <-> PC 程序互传工具。
0i-B/C/D、16i/18i/21i-A/B、30i/31i/32i-A、PMi-D/H均可使用(系统需配置以太网接口和功能)
在
CNC侧设定FTP服务器的用户名、密码、登录地址(PC侧的IP地址)
首先安装FANUC程序传输软件,然后在程序中起动软件中的会话设定选项
进入会话设定画面后,在机床信息一栏中选择目前连接的CNC类型
在选择程序存储器一览进行设定IP地址、TCP端口号
侧设置一
在数据服务器一栏中输入用户名、密码(与CNC致)和FTP端口号
在
显示一栏中选择PC侧的显示路径
会话设定完成后,在程序中选择以太网程序测试选项,进入一下画面可测试PC和CNC的连接(包括PING IP地址、FOCAS2、FTP连接)
在确认以上测试完成后确认在程序中选择程序传输项,进入以下画面
上图中的NC按钮代表PC和CNC程序内存之间的程序传输,(该功能使用内嵌式以太网、快速以太网板、DATA SERVE板均可实现)
点击机床列表中的的机床名,进入一下画面
例如把PC侧目录下的程序O0037传输到CNC测的程序存储器中,只要把O0037直接拖至程序存储器框中然后放开鼠标,机会出现一下对话框
点击下载即可把O0037程序传至CNC侧的程序存储器中。
点击DS按钮则进入DATA SERVER传输画面(该功能只能在安装DATA SERVER板才可使用)
通过鼠标把PC框中的程序直接拖至数据服务器框中,显示以下选择框
点击下载
点击确定后,程序RD.NC即传送到数据服务器中。
内嵌以太网的一台电脑对多台CNC的FTP传输

0I-D系统基于内置以太网的FTP功能导言:0I-D系统较0I-C系统标配了内嵌的以太网口,这样我们就可以只用一根网线与CNC 进行通信,进行伺服优化,梯形图的在线编辑,FTP的文件传输。
下面详细说明一下基于内置以太网的FTP功能。
现在我们可以将一台电脑当服务器,多台CNC当客户端进行对电脑的访问。
这样可以大大提高用户的效率,节省他们的时间。
主要的原理图如下:具体的设置如下:首先对嵌入式以太网的公共部分和FOCAS部分进行设定。
注意在选择设备时要选择内置板有效。
接着是对FTP进行设定,注意用户名设定为ANONYMOUS。
密码随意。
登陆地址为电脑内所设置FTP传输文件的文件夹名称,注意此文件夹不能放在硬盘的根目录下。
之后是对电脑侧进行设定,此次使用FTP功能用的是微软自带的INTERNET 信息服务软件。
设置步骤如下:注意:上面fanuc为电脑硬盘根目录下设的一个文件夹,IP为电脑的IP.安全账户内允许匿名连接。
点击浏览将fanuc文件夹填入,然后系统连接后会自动找到设置在fanuc文件夹内的目标文件夹。
此时如果正常连接成功在CNC侧进行操作,在程序页面下选择设备:选择ENBETH嵌入式以太网就可以看到下面的NCDATA文件夹里的内容。
也有可能由于之前设置的一些原因FTP服务器没有连接,当我们选择设备连接时会出现以下的报警说明服务器还没有连接上,想查看哪里设定出现了问题,到message—扩展----内嵌板可以看到SR2032报警的详细信息,我们可以参加0I-D维修说明书找到细节所对应的含义。
如果连接成功就可以正常地进行读写参数,读写程序了。
由于是内置以太网,存储媒介为SRAM,所以没有数据服务器板装载的文件容量大。
不过对于一般用户存取程序已经是足够了。
此功能可以方便用户使用一台计算机对多台CNC进行控制,这将大大节省用户的时间,提高他们的效率。
FANUC 程序传输软件的使用

FANUC 程序传输软件的使用
上海技术组陈东一.概述
程序传输软件是FANUC提供的一种,在计算机和NC通过以太网连接后,进行加工程序和数据互传的传输工具。
系统方面可在0i-B/C/D、16i/18i/21i-A/B、30i/31i/32i-A、PMi-D/H等系统上使用。
计算机方面要求操作系统环境为Windows 2000/XP/Vista。
二.调试步骤
1. 计算机侧
1)在计算机侧设定计算机的IP为(例:192.168.1.2)。
2)打开程序传输工具中的“会话设定”项。
3)进入如下设定画面
4)选择数据服务器栏进入如下画面
2. 系统侧
(1)硬件结构方面
快速以太网板 (A20B-8100-0670)
(2) 软件方面
以太网功能+以太网控制软件
1)如果使用以太网板,则在系统画面上会显示BOARD 。
在BOARD 画面中设定其IP 。
(例:192.168.1.3)。
注意:计算机侧的IP 与BOARD 侧的IP 设定,尾号数值设定不一致即可。
2)程序传输工具设定中的“数据服务器”项,如果仅仅使用以太网功能就不需要进行设定。
但是如果有数据服务器功能,就必须要进行设定。
上述设定工作完成后,打开“程序传输工具”。
出现如下画面。
此时系统中的所有程序就会在“程序存储器”中进行列表出现。
程序传输的方法:1. 将NC中程序向计算机中传输叫上传。
2. 将计算机中程序向系统中传输叫下载。
另外,程序软件一方面可以传输加工程序,也可以传刀具信息,以及宏变量等。
FANUC技术文档-使用内嵌以太网口进行程序传输
如何使用内嵌以太网口进行程序传输xx为了应对客户对于使用机床进行加工的需要,Fanuc系统提供了多种方式,方便客户将NC程序、参数等传输到CNCxx。
以太网传输与RS-232传输的对比:对比项目网线RS-232传输距离(最大)50米(双绞线)15米实时性好差抗干扰好差硬件简单,无需转换器复杂,需要转接板硬件易损程度不易损坏容易烧坏主板、电脑等硬件成本比较一(电脑)对多(机床)一(电脑)对一(机床)FANUC 0i-D 系列中的0i-MD/0i-TD 系统都标准装配有支持100Mbps 的内嵌式以太网。
将CNC 与电脑连接起来,即可进NC 程序的传输、机械的控制和运行状态的监视、机械的调整和维护。
其基本功能包括:基于FTP 传输功能的NC 程序的传输可通过CNC 画面的操作来传输NC 程序。
电脑侧使用FTP 服务器·软件,所以,可以与Windows 环境以外的主机一起传输NC 程序。
基于FOCAS2/Ethernet 的机械的控制和监视可利用i CELL 和CIMPLICITY,创建进行机械的控制和监视的系统。
此外,也可以直接使用FOCAS2/Ethernet 功能,创建独特的应用软件。
此外,也可通过CNC 主导信息通知功能,利用NC 程序、或者梯图程序发出的指令,从CNC 自发地向电脑的应用程序通知信息(CNC/PMC数据)。
可以在线进行基于FANUC LADDER-Ⅲ以及SERVO GUIDE 的机械的调整和维护、梯图程序的维护和伺服电机的调整。
本篇主要介绍如何利用第三方FTP软件,实现CNC和个人电脑的连接和参数、NC程序等的传输。
NC侧参数设定选择I/O通道20=99:嵌入式以太网口[SYSTEM]→[+]若干次→[xx]→[公共]IP地址:192.168.1.2子网掩码:255.255.255.0路由器地址:不设置如果错误输入路由器内容,请在MDI键盘上找到[SP],输入即可清除数据。
FANUC CNC与电脑通过以太网连接WFTPD
CNC与电脑通过内置以太网连接传输方法
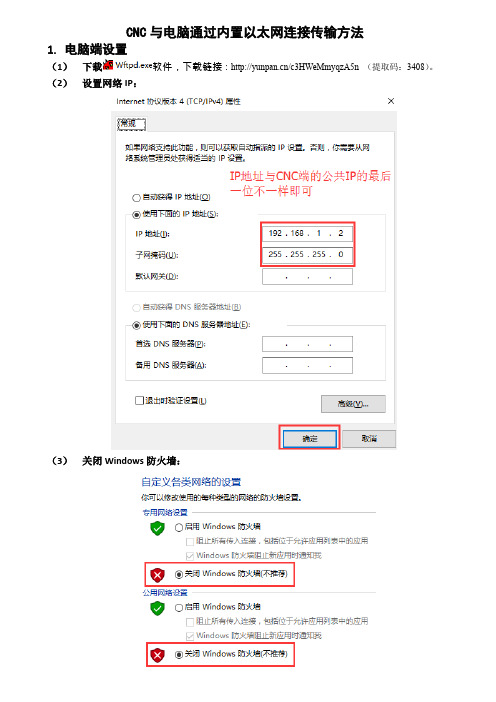
1.电脑端设置
(1)下载软件,下载链接:/c3HWeMmyqzA5n (提取码:3408)。
(2)设置网络IP:
(3)关闭Windows防火墙:
(4)Wftp.exe软件设置:
打开软件,点击菜单栏的Security—>Usesr/rights…
弹出Uses/rights Security对话框,点击New User…创建用户(用户名和密码)
点击Browse…,选择电脑中程序所在的文件目录:
点击Rights<<,设定用户权限,勾选完成后点击Done完成设定。
C端设置
(1)共同设定
按—>—>—>:
按—>—>—> :
(2)FTP传输设定
按—>—>—> :
C与电脑传输(通过内置以太网)
(1)通道号(参数号No.20)改为9,使用内嵌(网线)进行传输:
(2)在模式下,按—>—>—>—>,即可在CNC上显示电脑中的程序文件。
FANUC 程序传输软件的使用
FANUC 程序传输软件的使用
上海技术组陈东一.概述
程序传输软件是FANUC提供的一种,在计算机和NC通过以太网连接后,进行加工程序和数据互传的传输工具。
系统方面可在0i-B/C/D、16i/18i/21i-A/B、30i/31i/32i-A、PMi-D/H等系统上使用。
计算机方面要求操作系统环境为Windows 2000/XP/Vista。
二.调试步骤
1. 计算机侧
1)在计算机侧设定计算机的IP为(例:192.168.1.2)。
2)打开程序传输工具中的“会话设定”项。
3)进入如下设定画面
4)选择数据服务器栏进入如下画面
2. 系统侧
(1)硬件结构方面
快速以太网板 (A20B-8100-0670)
(2) 软件方面
以太网功能+以太网控制软件
1)如果使用以太网板,则在系统画面上会显示BOARD 。
在BOARD 画面中设定其IP 。
(例:192.168.1.3)。
注意:计算机侧的IP 与BOARD 侧的IP 设定,尾号数值设定不一致即可。
2)程序传输工具设定中的“数据服务器”项,如果仅仅使用以太网功能就不需要进行设定。
但是如果有数据服务器功能,就必须要进行设定。
上述设定工作完成后,打开“程序传输工具”。
出现如下画面。
此时系统中的所有程序就会在“程序存储器”中进行列表出现。
程序传输的方法:1. 将NC中程序向计算机中传输叫上传。
2. 将计算机中程序向系统中传输叫下载。
另外,程序软件一方面可以传输加工程序,也可以传刀具信息,以及宏变量等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC技术文档-使用内嵌以太网口进行程序传输如何使用内嵌以太网口进行程序传输
玄子
为了应对客户对于使用机床进行加工的需要,Fanuc系统提供了多种方式,方便客户将NC程序、参数等传输到CNC中。
以太网传输与RS-232传输的对比:
对比项目网线 RS-232
传输距离(最大) 50米(双绞线) 15米
实时性好差
抗干扰好差
硬件简单,无需转换器复杂,需要转接板硬件易损程度不易损坏容易烧坏主板、电脑等硬件成本比较一(电脑)对多(机床) 一(电脑)对一(机床)
FANUC 0i-D 系列中的0i-MD/0i-TD 系统都标准装配有支持100Mbps 的内嵌式以太网。
将CNC 与电脑连接起来,即可进NC 程序的传输、机械的控制和运行状态的监视、机械的调整和维护。
其基本功能包括:
基于FTP 传输功能的NC 程序的传输可通过CNC 画面的操作来传输NC 程序。
电脑侧使用FTP 服务器?软件,所以,可以与Windows 环境以外的主机一起传输NC 程序。
基于FOCAS2/Ethernet 的机械的控制和监视可利用i CELL 和CIMPLICITY,创建进行机械的控制和监视的系统。
此外,也可以直接使用FOCAS2/Ethernet 功能,创建独特的应用软件。
此外,也可通过CNC 主导信息通知功能,利用NC 程序、或者梯图程序发出的指令,从CNC 自发地向电脑的应用程序通知信息
(CNC/PMC数据)。
可以在线进行基于FANUC LADDER-?以及SERVO GUIDE 的机械的调整和维护、梯图程
序的维护和伺服电机的调整。
本篇主要介绍如何利用第三方FTP软件,实现CNC和个人电脑的连接和参数、NC程序等
的传输。
NC侧参数设定
选择I/O通道
20=9
9:嵌入式以太网口
[SYSTEM]?[+]若干次?[内藏口]?[公共]
IP地址:192.168.1.2
子网掩码:255.255.255.0
路由器地址:不设置
如果错误输入路由器内容,请在MDI键盘上找到[SP],输入即可清除数据。
[SYSTEM]?[+]若干次?[内藏口]?[FOCA32] TCP:8193 UDP:0
时间间隔:0
[SYSTEM]?[+]若干次?[内藏口]?[FTP传输]
主机名:192.168.1.1
此处输入与CNC连接的个人电脑的IP地址
端口号:2121
此处输入的端口应与个人电脑上的FTP软件设定的端口相同用户名:WL 密码:123
可自行设置,应与个人电脑上过的FTP软件设定的用户名、密码相同登陆地址:/NCDATA
登陆地址为电脑内所设置FTP传输文件的文件夹名称,注意此文件夹不能放在硬盘的根目录下。
此处可以不填写,根据FTP软件中设定的根目录进行连接。
[再启动]?[执行中]
注意:每台系统可以保存3个主机IP地址和相关设定,方便在局域网中切换。
选择主机有相应的操作。
电脑侧的设定:
在个人电脑上,首先在硬盘分区中建立一个文件夹,名称建议使用全英文,例如D:\NCDATA。
在个人电脑上有很多中软件可以实现建立FTP服务器的效果,在这里使用TYPSoft。
修改个人电脑IP地址:
需设定为与CNC系统中设定相同的IP地址和子网掩码
例
IP地址:192.168.1.1
子网掩码:255.255.255.0
TYPSoft:
设置?用户
新建用户
需要设置与CNC中相同的用户名和密码,此处设置用户名“WL”和密码“123” 设置用户根目录(个人电脑中存放程序等的文件夹,例D:\NCDATA),在右边选中根目录,设置访问权限(打对勾)
保存
设置?服务器
设置FTP端口
此处需设置与CNC中相同的端口号,例“2121”,端口号的设定原则,请参加下文
关于端口号的设定原则
什么是端口,
在网络技术中,端口(Port)有好几种意思。
集线器、交换机、路由器的端口指的是连接其他网络设备的接口,如RJ-45端口、Serial端口等。
我们这里所指的端口不是指物理意义上的端口,而是特指TCP/IP协议中的端口,是逻辑意义上的端口。
根据端口号分类
公认端口(WellKnownPorts):从0到1023,它们紧密绑定(binding)于一些服务。
通常这些端口的通讯明确表明了某种服务的协议。
例如:80端口实际上总是HTTP通讯。
注册端口(RegisteredPorts):从1024到49151。
它们松散地绑定于一些服务。
也就是说有许多服务绑定于这些端口,这些端口同样用于许多其它目的。
例如:许多系统处理动态端口从1024左右开始。
动态和/或私有端口(Dynamicand/orPrivatePorts):从49152到65535。
理论上,不应为服务分配这些端口。
在设置端口时,可以使用1024-49151中的端口,避免端口被其他程序占用这一情况出现。
服务器?启动
至此NC侧和个人电脑的设置已经完成,使用网线连接CNC和个人电脑,确认网口黄、绿灯闪烁正常。
测试连接是否正常
电脑侧:
开始?运行?输入cmd?输入ping 192.168.1.2(CNC的IP地址)
NC侧:
[SYSTEM]?[+]若干次?[内藏口]?[公共] ?[+]?[PINGFT1] 显示“收到应答”为正常,否则请检查参数和设置
向NC传输程序:
选择[编辑]方式
[PROG]?[列表]?[操作]?[设备选择]?[内置以太网]
此时会显示出个人电脑上FTP文件夹里面的内容
电脑?CNC:程序
[文件输入]
F NAME=文件名
O NO.=在CNC中的程序号
[执行]
[PROG]?[列表]?[操作]?[设备选择]?[CNCMEM],即可看到程序已经传到CNC 中,可以使用。
CNC?电脑:程序
方法相似
类似的,系统的参数、刀补等文件,也可以在电脑和CNC之间进行传输。
内嵌以太网的缺陷:
不能进行DNC
程序受到CNC的SRAM容量的限制。