60000m 3/h空分设备物料平衡及变负荷控制原理
空分设备自动变负荷控制技术综述
陈秋 霞 ,周 芬 芳
( 州 杭 氧 股 份 有 限 公 司 设 计 院 , 江 省 杭 州 市 中 山北 路 5 2号 杭 浙 9 30 1 ) 10 4
摘 要 :综述 国 内外大型 空分设 备 的 自动 变 负荷 控 制技 术的发展 状 况 ,分析 自动 变 负荷控 制技
中图分 类号 :T 6 3 B 6 文献标 识码 :B
Ge e a e c i to fa t ma i a ib el a o t o e h i u o n r ld s r p in o u o tc v ra l - d c n r lt c n q e f r o
率 每降 低 1 可节 约 成 本 约 2 0万 元 / 。空 分 行 % 0 年 业 中 ,在 不 同负荷要 求之 间切换 的变负荷 技术 统称 为 自 动 变 负 荷 控 制 ( tmai L a hn e Auo t o d C a g , c
a rs p r t n p a t i b if d h i iu tp o l so u o t a ib e l a o to e h iu r n l z d, i e a a i ln ree ,t e d f c l r b e f a t ma i v ra l o d c n r lt c n q e a e a a y e o s f m c
t t u t r a o e a i n r c s o a v n e c to s se he s r c u e nd p r to p o e s f d a c d on r l y tm f r i s p r to plቤተ መጻሕፍቲ ባይዱ , t f n me t l o a r e a a in a t he u da n a
6000m3制氧机超低负荷运行的工况分析和操作要点

适当调节各阀门的开度,也就是调整精馏塔的各种物流的流量分配,由于负荷很低,各种气流、液体的调节分配就显的尤为重要,不同的机组,阀门开度调节不尽相同,调节开度的原则是保持合理的物流分配,保持最佳精馏工况。
3、限制进上塔膨胀空气量。
膨胀空气量原则上只要满足装置冷量平衡和1%液氧排放的需要。而进上塔的膨胀空气量要根据上塔的精馏潜力来决定,其控制原理与正常工况时是相同的,但进上塔膨胀空气量如果过大,对精馏工况的影响会更明显,而且恢复时间会更长。因此,对进上塔的膨胀空气量要严格控制好。
根据实际的温度值严格控制好可逆式换热器冷端自清除温差和热端换热温差均小于3各股气流在可逆式中部各小组的温度偏差严格控制在3以内严格控制环流量防止可逆式换热器中部温度偏低防止发生冷区下移状况确保可逆式换热器的换热工况和自清除工况在正常范围之内
6000m3/h制氧机超低负荷运行的
工况分析和操作要点
摘要:本文简要介绍了6000m3/h制氧机超低负荷运行的工况特点和操作要点。
上塔阻力:15 kPa(20 kPa)
付塔阻力:3 kPa(4.5 kPa)
氮气出空分压力:103 kPa(103 kPa)
液氧液面高度:26 kPa(26 kPa)
注:()中为设计工况参2=3600/20000=0.180
1.2单位氮气量:VN2=2500/20000=0.125
一、超低负荷运行参数
加工空气量:20000m3/h(34000)
氧气产量:3600m3/h(6000)
氮气产量:2500m3/h(6000)
污氮流量:13800m3/h(21900)
膨胀空气流量:5800m3/h(6100)
氧气纯度:99.5%(99.6%)
武钢G台60000m3h空分设备调试过程中出现的故障及处理措施

l“2621(A进气阀) 全开
KV2628(A出气阀) 全开
KV2634(冷吹阀) 开
其余阀门 全关
我们到现场检查发现KV2621已经打开,但只开到70%,其他阀门阀位正确。KV2621为三杆翻 板阀,由仪表气进气缸推动活塞来驱动阀门。在阀门开关过程中,仪表气以一定的速度进出气 缸。我们认为仅表气使此阀门未能全开。我们将排气过滤器旋开一部分使排气速度加快,阀门 全开。后来我们更换了排气过滤器,阀门能够正常动作。
nC4132.1、PIC4132、PICAl21、PIC4123.1、UC4122、兀C4924
(2).适当增加13201、'13212、T4110、T4111底部液位。调整前后液位如表2。
技术谕谈篇
1一低压塔,2一粗氩一塔,3一粗氩二塔,4一精氩塔,5一粗氩塔冷凝蒸发器,6一精氩塔冷凝 蒸发器,7一精氩塔液氩再蒸发器,8一工艺液氧泵,9一氩馏分传输泵,10一工艺液氩泵,11一
S1146一自洁式空气过滤器K猫76_一冷冻机E3429一增压机后冷却器P2466一普冷水泵P2467一激冷水泵 Cl 161一空气透平压缩机C1561一氧气透平压缩机C1761一高、低压联合氮气透平压缩机E2416一空冷塔E2417 一水冷塔A2626MB一分子筛纯化器E2617一蒸汽加热器E2619一电加热器X3471A/B一膨胀机C3420MB一增压 机E3117一污氮气板式换热器B118一氧气板式换热器E3119一纯氮气板式换热器E4518一氩冷量回收换热器 E3226一降膜式主冷15111一粗氪氙塔13211一压力塔E3316一过冷器'1"3212一低压塔T4111一粗氩一塔1"4111一 粗氩二塔1'4112一精氩塔P3366一工艺液氧泵P4565一氩馏分传输泵P4566一工艺液氩泵FAll9一精氩塔液氩再 蒸发器E5117一粗氪氙塔冷凝蒸发器E4116一粗氩塔冷凝蒸发器E4118一精氩塔冷凝蒸发器
自动变负荷技术在6万m3/h空分装置中的应用

Ap pl i c a t i o n o f a u t o ma t i c l o a d c ha n g e t e c hn o l o g y i n 6 0 0 0 0 m /h a i r s e pa r a t i o n un i t s
f u n c t Leabharlann o n d i a g r a m
宝 钢股 份 能 环 部 罗 泾 制 氧 厂 共 有 4套 6万
在 空分 装置 自动 变 负 荷 的 过 程 中 , 为 了保 证
空 分装 置工 况 和产 品纯 度 的稳 定 , 必 须 始 终 保 持 相关 物料 的平 衡 和冷 量 的平衡 。由于 空分装 置 涉
X UE Pi ng ’ a n
( E n e r g y a n d E n v i r o n me n t De p a r t me n t , B a o s h a n I r o n& S t e e l C o . , L t d . ,
S h a n g h a i 2 0 1 9 0 0 ,C h i n a )
4 s e t s o f a i r s e p a r a t i o n u n i t s w i t h a c a p a c i t y o f 6 0 0 0 0 m / h p e r u n i t a t L u  ̄ i n g O x y g e n P l a n t o f
用的 经验 , 提 出进 一 步优 化 的设 想。
关键 词 : 空分装置 ;自动 变 负荷 ; 物 料 平衡 ; 冷 量 平衡 ; 功 能 图 中图分 类号 : T B 6 5 7 . 7 文献标 志 码 : B 文章 编号 : 1 0 0 8— 0 7 1 6 ( 2 0 1 3 ) 0 1 — 0 0 7 1— 0 5
6000空分安装调试总结
天浩公司6000Nm3/h空分系统试车及运行摘要:简介天浩6000N m3/h空分系统原理、流程特点,分析试车及投产过程中出现的问题,并提出了解决问题的方法。
关键词:空分原理、流程、调纯、改造前言:天浩6000Nm3/h空分设备是天浩年产10万t甲醇主体配套工程。
由四川空分有限公司设计,采用汽轮机驱动空压机、分子筛净化、增压膨胀机、带氩塔的外压缩流程,自动控制系统采用浙大DSC系统,2008年3月正式产出合格氧气。
一、基本原理空气中的主要成份的物理特性如下:空气的精馏就是利用空气的各种组份具有不同的挥发性,即在同一温度下各组份的蒸汽压不同,将液态空气进行多次的部份蒸发与部份冷凝,从而达到分离各组份的目的。
当处于冷凝温度的氧、氮混合气穿过比它温度低的氧、氮混合液体时,气相与液相之间就发生热、质交换,气体中的部分成分冷凝成液体并放出冷凝潜热,液体则因吸收热量而部份蒸发。
因沸点的差异,氧、氮、氩的蒸发顺序为:氮>氩>氧,冷凝顺序为:氧>氩>氮。
在本系统中,该过程是在塔板上进行的,当气体自下而上地在逐块塔板上通过时,低沸点组份的浓度不断增加,只要塔板足够多,在塔的顶部即可获得高纯度的低沸点组份。
同理,当液体自上而下地在逐块塔板上通过时,高沸点组份的浓度不断增加,通过了一定数量的塔板后,在塔的底部就可获得高纯度的高沸点组份。
由于氧、氩、氮沸点的差别,在上塔的中部一定存在着氩的富集区,制取粗氩所需的氩馏份就是从氩富集区抽取的。
二、工艺流程简介1、空气预冷系统该系统主要由空冷塔、水冷塔及四台水泵组成。
空气冷却塔为装有两层填料的填料塔.压缩空气送入空气冷却塔底部,由下往上穿过填料层,被从上往下的水冷却,并同时洗涤部分NOx,SO2, C1+等有害杂质,最后穿越顶部的丝网分离器,进入分子筛纯化系统,出空冷塔空气的温度约为15℃。
进入空冷塔的水分为两段。
下段为由用户凉水塔来的冷却水,经循环水泵加压入空冷塔中部,与由顶部流下来的冷冻水汇合自上而下出空冷塔回凉水塔。
空分设备工作原理
空分设备工作原理
空分设备(也称为空气分离装置或空气分离设备)是一种利用物质组分间的差异性质将空气中的不同成分(主要是氧气、氮气和稀有气体)分离出来的装置。
空分设备的工作原理基于物质的分馏原理,即每种物质在特定条件下的沸点、凝固点或相对溶解度不同。
利用这些差异,通过适当的操作和设备,可以将混合物中的不同成分分离,并获得所需的纯净气体。
空分设备通常由多级组合的分离塔、换热器、压缩机和储气罐等组成。
在空分设备中,空气首先被压缩,然后进入分离塔,经过一系列步骤进行分离。
在分离塔中,利用不同组分之间的沸点差异,通过适当的温度和压力控制,在每个级别上将氧气、氮气和稀有气体分离出来。
具体来说,空气在低温下进入分离塔,经过一级冷却,并在此阶段得到液态氧气。
接着,剩余气体回流到下一级,经过整流操作,使氮气在高温条件下再次液化。
通过逐级操作,最终分离出纯净的氧气和氮气。
为了提高工艺效率和能量利用率,空分设备通常还采用了热交换技术。
在换热器中,从分离塔中产生的冷却液体或气体与压缩机进一步处理的空气进行热量交换,从而降低能耗,并使系统更加高效。
通过空分设备,可以获得高纯度的氧气和氮气。
这些纯净气体
在各种工业过程中广泛应用,如冶金、化工、医药等领域。
此外,空分设备还可以生产和分离稀有气体,如氩气、氦气、氖气等,具有广泛的应用前景。
大型空分设备自动变负荷优化控制系统获“中国机械工业科学技术奖

图11 控制油泵启停逻辑3 结束语现今控制系统的市场竞争越来越激烈,各个DCS系统生产厂家的产品功能也越来越强大。
过去通常是在压缩机控制系统(CCS)中实现对三大机组的监测、控制和联锁,而在双鸭山杭氧26000 m3/h空分项目中,将三大机组工艺过程参数的监视和控制在空分设备的DCS系统中实现,减少了一套CCS系统的投资,降低了维护成本,节省了备品备件等费用支出;同时使三大机组的控制与空分设备的控制更好地融合在一起。
从调试运行的效果来看,DCS系统可以承担三大机组的控制和联锁,确保用户生产安全、稳定进行。
2016年度“中国机械工业科学技术奖”正式发布中国通用机械网2016年10月30日报道,近日,2016年度“中国机械工业科学技术奖”正式发布,特等奖1项,一等奖35项,二等奖119项,三等奖189项。
通用机械行业获得一等奖4项,包括由沈阳鼓风机集团股份有限公司、沈阳透平机械股份有限公司、中国寰球工程公司、西安交通大学和大连理工大学完成的年产60万吨天然气液化装置用双混合冷剂离心压缩机组研制项目,由合肥通用机械研究院、台州环天机械有限公司、沈阳透平机械股份有限公司和中国石化股份有限公司广州分公司完成的大型往复压缩机流量无级调节系统关键技术及应用项目等;二等奖10项,包括由开封空分集团有限公司完成的35000 m3/h全提取空分装置研发项目,由杭州杭氧股份有限公司和浙江大学完成的大型空分设备自动变负荷优化控制系统项目等;三等奖12项,包括由机械科学研究院浙江分院有限公司和杭州杭氧股份有限公司完成的大型空分设备用高压板翅式热交换器翅片自动化生产线开发和应用项目,由兰州高压阀门有限公司完成的极高压力氧气阀项目等。
大型空分设备自动变负荷优化控制系统获“中国机械工业科学技术奖”二等奖2016年12月31日《杭氧报》报道,近日,杭氧股份 “大型空分设备自动变负荷优化控制系统”项目在全国众多优秀科研项目中脱颖而出,荣获“2016年中国机械工业科学技术奖”二等奖。
空分设备自动变负荷控制技术探讨

但 因为各种原 因, 自动变 负荷 系统 并没 工厂在生产 过程 中, 对氧气的使用是间歇性的 , 便 引起 空分 装置 的 首次引进 自动变负荷技术 , 有得到正 式投用[ 2 1 。 1 9 9 7 年 , 莱芜钢铁 有限公司 1 2 0 0 0 m / 1 - 1 空分设备 负荷需求发生了大幅度 的变动 , 而由于空分装置的大滞后性和大惯
1空 分设 备 工 作原 理
空分设备原名空气分离设备 , 是一 种以空气为原料 , 通过动力 、
内现在 已经进 口很多套的空分设备 自动变负荷控制技术 , 并得 到了 实际广泛 应用 , 为广大的企 业工厂增强了综合控制能力 , 节约 了单
减弱了工人的劳动强度 , 赢得 了广大企业用 精馏等 位产 品的成本 , 定与支持 , 国内用户 越来越多 的青 睐空分设备 自动变负荷控 制技 系统从液态空气 中逐步分离生产出N …0及A r 等惰性气体的设备。
切换变负荷的技术。 它是一种 以现代控制系统理论 、 流程模 拟理 论 术的漏缺 , 形成了我国独特 自主知识产权的尖端技术 自动变负荷控 和实时监控 技术为依据 , 通 过计算机来 完成试验数据 的传输和 处 制系统 。 理, 不同模 型的识别 、 控制性能 的监视、 控制规律 的计算和系统整体
压 机等空分设备负荷调 节能力 大小以及生产产 品的需求标准[ 】 】 。
的损耗和切换损失。 氧气的空气 流失量 由7 %降低到4 0 / 0 左右 , 能量损 通常情况下 , 自动变负荷控制可 以分为指令控制和 目标控制两 耗也 减少 了2 ~3 %。 种控制方式 。 指令控制方式 , 就是指可 以通过人工任意 的设置某一 4结 语 产品氧气量( 被 控量 ) 的大l J  ̄ ( S V 值) , 当用户要求增加产 品的送氧量 随着 国民经济的稳定快速发展 , 科学技术的不断进步和 自主创 时, 可以增大送氧量的s V 值, 不改变氧产量P V, 则其偏差( AD = P V — 为我 国的空分行业带来 了新 的发展机遇 , 同时 s v ) 将会减少 , 这样通过对偏差AD 的控制就可 以完成 自动变负荷 的 新 能力 的不断提高 , 与国外的空分 市场的竞争也愈加激烈 。 在倡导节 能减排、 生态和谐 控制 。 目标控 制方式 , 就是通过一定 的目标被控量来 完成产 品的变
宝钢60000m_3_h空分设备空冷系统优化设计_顾燕新
参 数
不锈钢
鲍尔环填料 76 ×76 ×1.2 ① (空冷塔下段下部用)
玻纤增强聚丙稀
鲍尔环填料 76 ×76 ×2.6 ① (空冷塔下段上部用)
玻纤增强聚丙稀
鲍尔环填料 50 ×50 ×1.5 ① (空冷塔上段用)
聚丙稀
鲍尔环填料 50 ×50 ×1.5 ①
(水冷塔用)
比表面积 a / (m2/ m3)
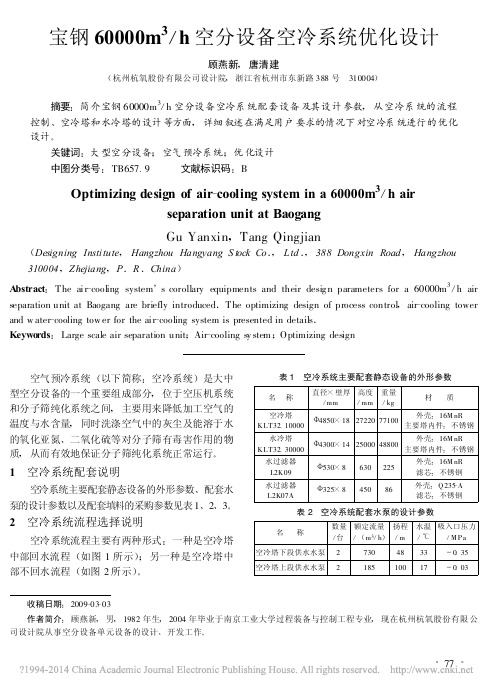
空冷系统主要配套静态设备的外形参数 、 配套水 泵的设计参数以及配套填料的采购参数见表 1 、 2、 3 。
2 空冷系统流程选择说明
空冷系统流程主要有两种形式 :一种是空冷塔 中部回水流程 (如图 1 所示);另一种是空冷塔中 部不回水流程 (如图 2 所示)。
表 1 空冷系统主要配套静态设备的外形参数
空冷塔上段供水水泵 2
185
100 17
~ 0.03
收稿日期 :2009-03-03 作者简介 :顾燕新 , 男 , 1982 年生 , 2004 年毕业于南京工业大学过程装备与控制工程专业 , 现在杭州杭氧股份有限 公 司设计院从事空分设备单元设备的设计 、 开发工作 。
· 77 ·
表 3 空冷系统配套填料的采购参数
行筛选的方式 :空冷塔下段填料选取过程中 , 在塔 径和空气处理量固定的条件下 , 调整冷却水量和填 料规格来确定填料高度和填料段阻力 , 再通过对设 备投资和设备能耗进行综合考虑才最终确定下来 。 空冷塔上段填料的确定过程就更复杂 , 还涉及到水 冷塔填料的选择和水冷塔底部排水温度控制等 。 4.2 水冷塔的设计
3 空冷系统流程控制设计
空冷系统流程控制设计的原则是安全 、 可靠 、 经济和技术 先进 。 宝钢 60000m3/ h 空分设备 空冷 系统流程控制的特点 :
6000m3h空分装置的启动操作要点

运转,以 满足 “ 制冷”的要求。 ②尽量提高上塔压力。因随着压力升高, 液体 沸点会升高, 这样缩小主冷温有利于积液。 ③加工空气量。在积液阶段, 分馏塔内各节流 阀所走的 介质为气液夹带, 加之分馏塔内各设备温 度均未达到热平衡, 换热比较剧烈。特别在液体初 接触到主 冷的板束单元时, 进塔空气量波动较大, 各 压力多呈正弦曲 线, 这时一定要微调, 使工况逐 步趋于平稳。充分利用好液氮节流去上塔阀 (2 V) 控制好进塔气量, 尽快使主冷越过 “ 爬坡”阶段, 从而使启动时间大大缩短。 ④保证空压机有足 够的放空量。 积液阶段, 进 塔空气盘增加较快, 经验告诉我们, 若空压机放空 阀 全关, 易造成分子筛带水。 ⑤合理协调好分馏塔上的各阀。 历次开车经验 表明: 最好在主冷越过 “ 爬坡”阶段后, 开液氮节 流回 下塔阀 (1) 这样操作积液较快一点;液 V1, 空节流去上塔阀 ( I V)应在下塔液空液面调到正 常值后打人 “ 动, 减少进人上塔量 ( V ) 自 ’ ; 关小 2, 以 提高下塔气氮浓度; 同时关氧气出口 阀,以 提高 上塔氧气浓度, 使主冷温差缩小, 有利于积液。
(03 2月2 收稿) 20 年 0日
制饭机百年华诞盛气体总网技术交流会论文集( 0 .) 2 34 0
1 51
3 调整阶段
当主冷液面 达到一定高度时, 依照 “ 先下塔 , 后上塔, 先氧后氮”的 原则进行调纯。这个阶 段一
般时间不会太长。
总之, 在空分装置启动的 过程中 一定要统筹兼 顾, 认真分析问题的实质。熟悉各系统的内在联 系, 及时准确地处置好可能出现的一些关键性问题 和矛盾就能顺利地完成启动操作。
安装运转
60m / 空分装置的启动操作要 平顶山飞行化工 ( 集团)有限公司气体分厂, 河南省平顶山市 470) 600
空分设备自动变负荷先进控制技术

为误操作因素影响。变负荷时主要的可以设定的产品包括:氧气、液氧、液氮。
4
自动变负荷的技术特点
根据工艺要求,氧气产量需求不同,各控制回路的最佳设定值也不同(即工况要求相应
地改变)。变负荷调节系统,根据氧气产量的需求变化,经过准确合理的流程参数模拟计算,
6主要控制策略
自动变负荷控制系统的主要控制策略是基于稳态流程模拟和动态模拟仿真的过程对象数
学模拟。
建立基于过程对象数学模型的MPC模拟预测控制系统,使用过程动态模拟和可测量信 息来预测过程输出的未来行为。预测控制技术是一种基于模型、滚动优化并结合反馈校正的
优化控制算法。预测控制综合利用实时信息和模型信息,对目标函数不断进行滚动优化,并
率超过了合同要求。
・29・
1基本设计思路
首先在流程设计计算过程中,针对75%~105%不同负荷范围做流程模拟计算并建立数 学机理模型;结合静态分析,建立了空分设备自动变负荷的控制变量、操纵变量及扰动量等
确定关键监控点。将上塔、下塔、粗氩塔、精氩塔以单元形式相互独立并相互关联分析。其 他系统在满足主要单元部分正常工况的情况下,通过调整机组导叶、机组喷嘴、冷却水流
8结束语
以空分设备模型化、控制和优化综合技术为核心的空分设备自动变负荷控制系统,之前 在国产设备上还是空白。南钢20000m3/h空分设备自动变负荷控制系统的顺利运行,实现 了我国空分设备以流程模拟、优化控制、自动变负荷生产为核心的新一代主控系统的高技术 产品,提升我国空分设备的智能化、信息化高技术水平和装备的国际竞争力。本项目以实现 空分设备自动变负荷为核心的新一代主控系统,极大提高了空分设备的自动变负荷能力和优 化控制节能效果,加速我国空分行业的信息化、智能化进程,带动一大批相关技术和产业的 发展:推动我国空分设备信息化、智能化的发展,推动我国冶金、化工、石化等空分设备应
简述空分装置夏季变负荷操作经验

随着运行年限的增长,设备老化及生产能力下降等问题凸 件下,如何从操作的角度想办法,减少变负荷操作带来的影响,
显。夏季气温升高,日间空压机出口压力及打气量都有不同程 使装置平稳度过夏季,是摆在我们面前的难题。
度的降低;夜间气温回落,空压机出口压力及打气量又会有所 2 分析问题
上升。随着空压机工况的波动,装置负荷在几小时内被动经历
1 装置简介
动的加、减负荷操作,整个工况变化很快,且操作不当极易造成
我厂某空分装置采用常温分子筛净化 +空气增压膨胀机 氮气纯度超标,产品放空。
制冷 +氮气外压缩的全低压工艺。装置于 1998年 8月 11日开
近年来,每逢夏季都有因装置变负荷操作不当影响氮气纯
车成功,生产能力为氮气 13000Nm3/h,氧气 6000Nm3/h。该套 度而造成的产品放空事故,成为影响装置 正 常 运 行 生 产 的 瓶
表 1当天的操作也采取了上述方法,可以看出装置工况波 动很大,对于上塔采用筛板塔的空分装置,压降大、负荷调节范 围小、变负荷操作 慢 是 其 缺 点 [1],也 就 是 说 变 负 荷 操 作 正 是 这 种塔型的短板。生产中要求稳定且较高的空压机出口压力来 保证精馏塔工况(一般为 530~535kPa),但随着空压机打气量 的波动,自然会对塔内精馏工况造成影响。在仔细分析装置工 况后,我们认为,装置负荷在中午(12:00~14:00)就开始下降, 而产品纯度要到下午(14:00~16:00)才有反应(表 1数据可以 印证),等到产品纯度波动再去调节已为时已晚。每次操作后,
加工空气量 /(Nm3/h)
27500~36000 28440 28210 28200 27770 27050 26840 27140 27890
空分中的变负荷控制

空分中的变负荷控制作者:路少中刘连芳舒行科巢勇来源:《数字技术与应用》2010年第06期摘要:以某化肥厂空分设备为例,详细介绍了自动变负荷控制系统及其工作原理,以及各关键工艺参数的实现过程;变负荷技术在空分中的应用还要受到压缩机喘振曲线的限制,进而介绍喘振的知识,在通用性能曲线的限制下使得变负荷控制在空分设备中正常稳定的运行。
关键词:空分设备,自动变负荷,控制系统,防喘振引言随着空分技术的不断发展,我国的空分工艺流程组织也经历了几代变革。
目前出现的全低压制氧机,采用的是低温法分离空气,由内压缩流程完成生产。
其主要工艺流程包括以下几个部分:空气压缩、空气冷却、空气纯化、换热液化和低温精馏。
目前空分行业广泛关注的是面对当前空分设备大型化程度的提高,如何减少产品气放散量,保证物料平衡,并且在不同的负荷情况下怎样控制设备的总能耗、保证整个系统安全经济运行是设计者着手研究的方向。
空分工艺过程该空分设备采用常温分子筛吸附、增压透平膨胀机、规整填料上塔和全精馏无氢制氩技术、氧氮产品内压缩流程。
其动力来源于一台仅有1/3负荷能力的电机和一台具有2/3负荷能力的尾气透平机。
流程如上图所示。
在上述装置刚刚启动运作时,还未曾产生尾气,所以此时空压机只是依靠同步电机拖动。
如果此时的负荷量超过同步电机所能承受的范围,电机可能有损坏的危险。
随着生产过程不断进行,气体温度以及尾气量也开始增加,尾气透平机开始工作,整个系统的负荷亦随之增大。
变负荷控制系统由空分工艺流程可知空分系统的负荷变化范围不仅大而且是较长时间的缓慢过程。
若某一时刻加量过快,将会对同步电机构成威胁,加量太慢又不能使尾气透平机的功率得到充分的利用。
针对空分装置各主要参数诸如空气量、氧气量、膨胀空气量、膨胀空气旁通量、粗氩流量、氩馏分量、空压机排气压力和下塔阻力等的频繁变化的特点,采用适合的调节方式对这些变动的负荷进行调节,使空压机保持在适当的工况下运行。
变负荷调节的关键是根据空压机所承载负荷的变化情况,确定当前的加工空气量和其他工艺参数。
空分变负荷操作的工艺原理
空分变负荷操作的工艺原理摘要:简述生产能力为48000Nm3/h的杭氧空分装置在气化工况变动的情况下加减氧负荷的操作方法、具体步骤和参数的变化,叙述加减负荷对空分装置的影响。
关键词:空分装置加减氧、气化炉运行、变负荷操作步骤引言:空分装置在生产运行中,很容易出现波动过大的问题,由于波动反馈不及时,工艺人员相互之间接收信息迟缓,即会出现空分液氧泵互备甚至机组跳车等停车事故的发生,必须采取快速有效的变负荷操作步骤来满足空分装置的生产需求,进而降低气化装置对空分生产稳定性的影响,以便提高空分装置的运行水平。
内容:一、气化变负荷操作对空分装置的影响分析由于气化炉在运行过程中需要空分装置提供稳定压力和流量的氧气来保证气化炉正常运行。
因此,如果气化炉发生紧急退氧,气化与空分工艺人员应及时联系,密切配合,整个操作过程,各装置机组和工艺操作人员必须相互沟通提醒,做出及时正确的调整,防止氧负荷波动过大引起空分液氧泵互备甚至机组跳车等事故的发生。
对于空分装置,无论何时,气化只要退氧,必须开大氧气放空阀,不能降低氧泵频率和开大氧泵回流阀,必须保证高板氧气流量的稳定,才能确保高板高压空气的流量稳定,从而避免增压机发生喘振;当操作不及时发现机组喘振点非常接近即将喘振时,应立即开大增压机二段和一段防喘阀,防止发生喘振。
二、空分装置加减氧操作步骤A、B单元装置正常运行过程中,气化退氧调节方法应根据气化的具体退氧量进行选择,分析如下:2.1 气化退氧量较少的调节此时如果B单元氧气氧气放空阀UV125103能正常跟踪开大,而A单元氧气放空阀UV115103已切成手动状态,则应立即开大UV115103将氧气流量调节至退氧前一样,以保证高板高压空气的流量稳定,如果增压机二段压力升高,则开大二段、一段防喘阀,保证增压机压力稳定,当气化用氧量稳定后,将UV115103投为自动状态。
2.2 气化退氧量幅度非常大的调节如果退氧量非常大,此时A单元氧气放空阀UV115103已经切为手动状态,则应立即开大A单元氧气放空阀UV115103,以保证高板氧气流量和正流高压空气的正常;如果B单元氧气放空阀UV125103自动跟踪不灵敏,则应立即切为手动状态,立即手动开大UV125103直至氧气流量和退氧前一致,因退氧幅度大增压机二段压力肯定升高,为了防止机组喘振,则应按顺序开大二段防喘阀、一段防喘阀,如果空压机压力升高较多,则应开大空压机放空阀,保证空压机和增压机压力的稳定,当气化用氧量正常稳定后,将氧气放空阀门UV115103和UV125103投入自动。
空分设备自动变负荷控制系统的设计与实现的开题报告

空分设备自动变负荷控制系统的设计与实现的开题报告一、问题陈述随着化工生产技术的不断进步,空分设备已成为化工产业中重要的设备之一。
传统的空分设备采用手动控制方式,存在效率低下、易出错及安全风险大等问题。
为此,设计一种自动变负荷控制系统,以使空分设备的运行更加稳定、高效、安全。
二、研究目标本研究旨在设计一种自动变负荷控制系统,以提高空分设备的生产效率和运行安全性。
具体目标如下:1. 分析现有空分设备手动控制的问题,并总结控制系统的特点;2. 设计自动变负荷控制系统的结构框架,包括硬件和软件组成;3. 开发系统所需的主控芯片和控制器等硬件设备;4. 实现系统软件功能,包括自动调节气体负荷、监测系统运行状态、自动报警等功能;5. 利用实验验证自动变负荷控制系统的效果和实用性。
三、研究内容1. 空分设备手动控制的问题分析与总结。
2. 自动变负荷控制系统的结构设计,包括硬件系统和软件系统。
3. 系统硬件设计:主控芯片、控制器和电机驱动电路等。
4. 系统软件设计:数据采集、自动调节负荷、运行状态监测等。
5. 系统实现与验证:通过实验验证系统的功能和实用性。
四、研究方法1. 对现有空分设备手动控制进行调研,了解控制系统的工作原理和特点。
2. 围绕研究目标,进行需求分析和系统设计,包括硬件和软件的设计。
3. 使用嵌入式系统和控制器开发软硬件系统,实现自动变负荷控制系统的功能。
4. 利用实验装置模拟真实情况,对系统进行测试和验证。
五、预期成果通过本研究,预计实现以下成果:1. 分析总结现有空分设备手动控制的问题,深入掌握控制系统的特点。
2. 设计一种适用于空分设备的自动变负荷控制系统,可提高生产效率和运行安全性。
3. 实现自动变负荷控制系统的软硬件功能,达到预期效果。
4. 通过实验验证系统的效果和实用性。
六、研究意义本研究的主要意义在于:1. 提高现有空分设备的生产效率和运行安全性。
2. 实现空分设备的自动化控制,减少人工干预,提高控制效率和准确性。
空分设备系统操作中的物料平衡(优.选)

空分设备系统操作中的物料平衡1低温精馏原理精馏就是同时并多次地运用部分汽化和部分冷凝的过程,使低沸点的组分(如空气中氮)的不断地从液相蒸发出去,同时使高沸点的组成(如空气中的氧)不断地从气相中冷凝到液相中来,最终实现两种组分的分离过程。
精馏的过程就是气液相物流在塔内的热、质交换,最终使各组分沿塔高度气、液相浓度分布发生变化的过程。
精馏工况就是建立在各类物流在精馏塔系统内多次循环下的气液相平衡、物料平衡以及能量平衡等动态平衡的基础上的。
2空分设备操作物料平衡分析2、1进塔空气量与氧气产量由式(3)可知;当加工空气量及产品的含氧量一定时,氧气产量与氮气纯度有关。
氮气中含氧量越低,氧气产量就越高。
所以在生产中,不仅要注意氧气纯度,还应注意调整氮气纯度。
当氮气中氧纯度及加工空气量不变时,提高产品氧的纯度,则会降低产品氧产量。
因此,在操作中,可以用产量的变化来调整产品的纯度。
由于在正常生产中,氧气纯度和平均氮气纯度要求不变,在一定的氧提取率下,可以直观地得出进塔空气量和氧气产量之间的关系。
2、2空气量与氩馏分氩馏分是连接主塔与氩馏塔的重要物流,影响其组分的因素很多。
粗氩塔中主要是进行氧、氩分离,如果我们把氩馏分看成是氧、氩的二元混合物,那么在粗氩塔的底部进料处,当氩馏分和回流液处于相平衡时,在氧一氩二元相图上操作线的斜率最小,所需理论塔板数达到无穷多,此时回流数为最小回流数,相应回流比为最小回流比。
在粗氩的组分浓度、氩馏分浓度一定的情况下,我们可以计算出最小回流比,从而确定工作回流比。
2、3液空纯度与氩馏分液空纯度与液空量对上塔精馏工况有显著的影响,因此液空纯度对氩馏分的质量也有密不可分的联系。
下塔液空含氧量降低,使上塔的原料液质量变差,在上塔结构参数与等效塔板效率不变的情况下,增加了上塔分离的负担,因为其分离能力是有限度的,带来的结果是氧气纯度的下降,同时氩馏分中的氮含量增加;反之,下塔液空含氧量太高,使上塔提馏段中氧含量升高,致使氩馏分含氧量升高;同时因为液空还是粗氩塔冷凝器的冷源,其温度升高,不利于冷凝器工作,上塔氮气纯度下降。
空分变负荷操作

空分变负荷操作刘时升(徐州陕鼓工业气体有限公司,江苏徐州)摘要:简述了20000m3/ h空分装置减负荷的方法及具体操作和参数的变化,叙述了减负荷对氩系统的影响。
关键词;空分装置变负荷;氩系统;操作步骤前言徐州陕鼓一期20000m3/ h空分装置是为徐钢集团新炼钢供气。
由开封设计、制造,采用常温分子筛吸附、增压透平膨胀机膨胀空气进上塔、规整填料填料上塔和全精馏无氢制氩技术、氧氮产品外压缩的流程。
冶金型的空分,因炼钢用氧的间断性、制氧装置的连续性的矛盾,造成用氧和供氧的不匹配,致使氧气的放散量很大。
变负荷操作就应运而生,并在各厂迅速推广,取得了十分明显的效果,据统计大多数钢铁企业氧气厂氧气的放散率由原来的10%—15%均降至5%以下。
因此解决放散是摆在我们工作中的一项重要任务,这就要求我们具有快速、稳定的驾驭空分设备的能力,及时进行变负荷操作。
变负荷操作有两种方式。
一是气体产品与液体产品相互转换的变负荷,此种方式变负荷时,加工空气量是不变的。
二是改变氧气量同时改变加工空气量的变负荷。
一、气体产品与液体产品相互转换的变负荷。
实施此操作必须在液氧储存系统的容量较大且有富余的前提下才能实施。
将多余的气氧产品转换为液氧产品,装置的冷损失就要加大,这种变负荷受膨胀机最大制冷量的限制。
具体的操作步骤为:1、减少氧产量。
2、缓慢增加膨胀量,逐渐使膨胀机满负荷运行,同时打开旁通阀V450,将所增加的膨胀量旁通。
3、缓慢关小液氮回流阀V11,以保证下塔压力。
4、调节液氮节流阀V2,以保证下塔液氮纯度、液空纯度。
5、适当降低粗氩负荷及工艺氩取出量。
6、增加液氧产品的取出量。
主塔的变化过程:空分装置的变负荷调整,要严格的遵守物料平衡原则和能量平衡原则。
在膨胀机的效率和膨胀空气量一定的情况下,制冷量(焓降)基本确定下来,设备所能产生的液体总量是一定的。
根据物料平衡的原则,所能产生的产品氧是不变的。
通过对上塔回流的液氮量和上升的氧气量进行同步的增加和减少,完成液氧和液氮产品的转移。
空分设备原理

空分设备原理以《空分设备原理》为题,本文将探讨空分设备的基本原理。
首先要清楚的是,空分设备用于输送和分配空气或其他气体,以保证机械系统的有效运行。
空分设备的作用是将原有的大流量空气或空气/气体混合物经过精密控制及调节,转换成小流量,再通过管道传递到需要使用的地方。
空分设备的结构一般是圆柱形,由一种空气挡板(或空气活门)和一块木质板组成。
木质板上安装有空气挡板,中间用螺栓固定。
空气挡板有两种类型,一种是完全挡口,另一种是大多数是半挡口。
完全挡口的空气挡板可以完全堵塞空气的流动,而半挡口的空气挡板可以阻挡部分空气流动。
空分设备的控制原理是通过改变空气挡板的开启程度来实现空气流量的控制,木质板上有一个螺母,可以控制空气挡板的开启程度。
当螺丝调节到一定位置时,空气挡板完全打开,空气流通到木质板的另一边,这时空气流速最大。
当螺丝调节到另一定位置时,空气挡板完全关闭,空气流通封闭,这时空气流速最小。
可以通过调节螺丝的位置来控制空气流量。
空分设备的另一个重要特性是能够抗冲击。
空气挡板的设计具有一定的弹性,当空气被冲击力影响时,活门会发生一定的变形,但依然能够起到控制作用。
最后要注意的是,空分设备的安装及使用要求相当严格,一般应该遵循一定的操作步骤。
在安装时,应严格按照设备的使用说明书进行安装操作,正确安装能够避免可能出现的故障,使设备能够长期正常运行。
以上就是本文关于空分设备原理的内容。
空分设备为多种机械系统的运行提供了良好的空气条件,是确保系统正常运行的重要保障。
在安装使用这类设备时,应遵循设备使用说明书的操作步骤,以确保设备的长期正常运行。
大型空分制氧站DCS调试技术

大型空分制氧站DCS调试技术李贵平【摘要】以宝钢集团浦钢60000 Nm3/h的大型空分制氧站DCS调试为基础,结合以往大型空分制氧站DCS调试经验,探讨了大型空分制氧站DCS调试的特点、施工组织、调试工艺及方法,并对控制回路试验、离心式压缩机防喘振控制组态、压缩机起停及控制逻辑、紧急停车及重要安全回路调试、组态临时变更管理等重点、难点及关键环节的调试技术进行了详细的总结、说明,旨在为其他同类工程提供参考与借鉴.【期刊名称】《自动化与仪表》【年(卷),期】2014(029)011【总页数】4页(P69-72)【关键词】制氧站;DCS;调试【作者】李贵平【作者单位】中冶天工上海十三冶建设有限公司,上海201900【正文语种】中文【中图分类】TP273空分设备的自动控制、负荷跟踪、以及各种优化控制策略都依靠DCS来实现[1]。
但目前还没有统一的DCS调试的规程及规范。
近年来我公司承建了烟台万华、宝钢及武钢等由林德、液空等国际知名厂家设计的10余套50000~72000 Nm3/h的大型空分制氧装置,因节能降耗等需要,大型空分制氧装置还会越来越多。
本文以宝钢集团浦钢制氧Foxboro I/A DCS调试为基础,结合以往调试经验,探讨了大型空分制氧站DCS调试应如何组织,调试的特点、方法及关键环节的调试技术,希望能给其他同类工程提供参考。
1 大型制氧站DCS调试的特点(1)系统划分多,包括空气预冷系统、循环水系统、氩系统、主塔精馏系统、液氧存储系统等近20个系统。
(2)检测点、控制点数量及种类多,各检测参数间关联性强,调节复杂,为使生产后达到最佳工况,需要对重点工艺参数进行精调。
(3)DCS作为制氧站重要的调试工具,本身又是被调试的对象,有“安装晚、投运早”的特点,在整个制氧工程工艺调试过程中,需确保随时好用。
2 调试工艺流程及主要调试方法2.1 调试工艺流程调试工艺流程如图1所示。
图1 工艺流程Fig.1 Construction process调试划分为以上4个层次,需要科学组织。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
· 45 ·
维普资讯
品 纯 度 。 上述公 式 中流 量 单 位 均 为 标 准 流量 Ill3/h,ቤተ መጻሕፍቲ ባይዱ
数 为设计 参数 。
2 流体流量控制原理
60000m3/h空分 设 备 以流 量 控 制 为 基 础 ,对 实 际进入 冷箱 的空气 量进 行调整 ,根 据需 要输 入各 产 品生 产量 ,通 过计算 公 式 ,可 自动 算 出其他 控制 点 的流 量 。其 自动 变负荷 操作 有几个 必要 的控制点 。 2.1 生产 所需 加工 空气 量 F
维普资讯
*安 装 运 转 *
60000m3/h空 分设备物料 平衡及变 负荷控制 原理
赵 爽 。张 世丽 (充矿 国泰化工有 限公司 ,山东省滕州 市木石镇 277527)
摘要 :文章 以 60000m /h空分 设备 为 例 ,以理 论计 算 为基 础 ,从 物料 平衡 角度 出发 ,介 绍 空
1 空分设备物料平衡
加 工 空 气 量 : FAIR = Y0(FHP0 + F LP1) +
FLOx)/R0x/yox;
高压空 气 量 :FH PAJR=1.5611FHP0; 膨 胀空 气 量 :
FTuRBINE= 一 (41.09+0.1958F^IR一 17.42FL0x一 16.466FuN一 14.678FtaR);
。 为 氧提 取 率 ;Y。 为 空 气 中 氧 含 量 ; Y。为 氧 产
收 稿 日期 :2006—04—28;修 回 日期 :2006。06.02 作者 简介:赵 爽 (198l一 ),男 ,助理工程 师 ,2003年沈 阳化 工 学院 化学 工程 与工 艺专 业毕 业 ,从事 空分 设备操 作 ,现 为 充 矿 国泰 化 工 有 限 公 司空 分 车 间工 艺 主 任 。
Zhao Shuang,Zhang Shi-li (Yankuang Cathay Coal Chemicals Co., Ltd.,Mushizhen, Tengzhou 277527,Shandong, P.R.China)
Abstract: Fr o m the viewpoint of material balance, principle and computation of automatic variable—load control for air separation plant are introduced in basis of theoretical calculation with a 60000m /h air separation plant at Yankuang Cathay Coa l Chemica ls Co., Ltd.as an example.The practical operation proves that the automatic variable—load control system works wel1. Keywords: Large scale air separation plant;Material balance; Variable-load; Control principle
计 算所得 的生产所 需加工 空气 量作 为 空压 机进 口流 量调节 的设定 值 ,空压 机根 据设定 值 自动 调节 进 口导 叶 ,可 以消除 因环境 温度 、空 压机性 能 曲线 的变化 和分子 筛 纯化 系统 切 换带 来 的不 稳 定 因 素 , 以保 证实际加 工 空气量 的稳定 。 2.2 高压空气 量 F 琢
分设 备 的 自动 变 负荷 的控 制 原理 和计 算 。 实 际运 行证 明 , 自动 变 负荷 控 制 系统 运行 效 果较 好 。
关键 词 :大型 空分设 备 ;物 料 平衡 ;变 负荷 ;控 制 原理
中图分类 号 :TQI16.11
文献标 识 码 :B
M aterial ba lance and variable-load control pr inciple of a 60000m3/h air separation plant
由高压 氧气 量计算 得 到的高 压空 气量 作为设 定 值 ,来 自动 调节 高压 液体空 气节 流 阀 ,以确保 高压 液氧 的汽化 和 主换热器 中部 温度 的稳 定 。 2.3 膨 胀空气 量 FTURmN
进 入 下 塔 的 正 流 空 气 量 :F 。 = F枷 一
FTuRBINE — FHPAIR ;
下 塔 液 氮 进 上 塔 量 : FMPL = 45.63 +
0.28685 FMPAIR;
下 塔 污 液 氮 进 上 塔 量 : F = 52 +
0.3244FMPAIR。
式 中 : F 为 高 压 氧 气 量 ; F 为 低 压 氧 气 量 ; F山 为 液氧 量 ; Fm为 液氮 量 ; F 为 液氩 量 ;
兖 矿 国泰化 工 有 限公 司 60000m3/h空分设 备是 目前 国 内化工 行业 最 大型 的空 分设 备 ,由法 国液 空 公 司设计 。采 用 汽轮 机一 拖二 空 压机 组 、立式 双 床 层径 向流 分子筛 吸 附 器 和 液 氧 内 压缩 等先 进 技 术 , 自动化程 度高 、能耗 低 。主 要 产 品有 50000m /h高 压氧 气 、5200m /h低 压 氧 气 、5000m /h中 压 氮 气 和 48000m /h低 压 氮气 ,还 有 液 氧 、液 氩 和液 氮 等 液体 产 品 。 自 2005年 10月 投 产 以来 ,60000m /h 空 分设备 运行 稳 定 ,可 根据 需 要 在 70% 一105% 负 荷 之间输 入相 应 的产 品 生产 量 ,空分 系 统将 自动 变 负荷生产 。