PCB工艺边及拼板规范
PCB拼板规范标准
Prote99SE手工快速绘制电路板技术作者:未知文章来源:网络点击数:994 更新时间:2007-3-19众所周知,Protel 99 SE是一款功能非常强大的电路设计与制板软件,除了能绘制出非常理想的标准电路图外,它还有将绘制的电路图转换成印刷电路板的功能,这就是Protel PCB 技术。
同样,Protel PCB技术先进、功能强大、设计严密。
它除了能进行手工、半自动布线绘制电路板之外,也能自动布线绘制电路板;它除了能绘制简单的电路板之外,也能绘制非常复杂的电路板;它除了能绘制双面电路板之外,还能绘制多达几十层的电路板。
正是它的功能如此强大,也就决定了它学、用起来不是那么容易,它有许多严谨的程序步骤要执行,它有许多约定的设计规则要遵守。
所以对一个初学者来说,往往会被它不薄的教材、繁冗的章节困惑。
如果是自学的话,遇到问题无人请教,看完一本厚厚的教材,仍然是一头雾水,无从着手。
几经失败,有的人就打退堂鼓了。
尤其是在业余条件下,手工绘制好简单的PCB图纸后,如何将它转印到敷铜板上,经济实惠地亲手制做出精美的电路板,多年来一直困扰着我们。
Protel PCB制板真的高不可攀吗?有没有捷径可走?诸多约定的规则是否非要一一遵守?我们长期以来一直在探索和试验,现在终于找到了一条既快又省钱的捷径。
其实Protel PCB 99 SE软件,它的许多严谨的程序步骤、许多约定的设计规则是针对自动布线绘制复杂、多层、高级印刷电路板的,必须严格遵守,不然的话,通不过它的ERC验证,往往无法进入下一步操作。
而对于初学者来说,我们现在制作的是简单的电路板,完全可以不一一遵循约定的所有规则,提纲挈领,抓主要矛盾,遵守几条最主要的规则,达到事半功倍之效果。
既然我们走的是一条不规范的捷径,也就可以避开ERC验证。
只要能做出电路板就行,不管黑猫白猫。
只有这样才能提高初学者的信心和兴趣,初尝甜头,才有可能深入学习它的强大功能,步入神奇的Protel PCB制板殿堂。
PCB拼板规范
PCB拼板规范、标准
1、PCB拼板宽度≤260mm(SIEMENS线)或≤300mm(FUJI线);如果需要自动点胶,PCB拼板宽度×长度≤125 mm×180 mm
2、PCB拼板外形尽量接近正方形,推荐采用2×2、3×
3、……拼板;但不要拼成阴阳板
3、PCB拼板的外框(夹持边)应采用闭环设计,确保PCB拼板固定在夹具上以后不会变形
4、小板之间的中心距控制在75 mm~145 mm之间
5、拼板外框与内部小板、小板与小板之间的连接点附近不能有大的器件或伸出的器件,且元器件与PCB板的边缘应留有大于0.5mm的空间,以保证切割刀具正常运行
6、在拼板外框的四角开出四个定位孔,孔径4mm±0.01mm;孔的强度要适中,保证在上下板过程中不会断裂;孔径及位置精度要高,孔壁光滑无毛刺
7、PCB拼板内的每块小板至少要有三个定位孔,3≤孔径≤6 mm,边缘定位孔1mm 内不允许布线或者贴片
8、用于PCB的整板定位和用于细间距器件定位的基准符号,原则上间距小于0.6 5mm的QFP应在其对角位置设置;用于拼版PCB子板的定位基准符号应成对使用,布置于定位要素的对角处。
9、设置基准定位点时,通常在定位点的周围留出比其大1.5 mm的无阻焊区
10、大的元器件要留有定位柱或者定位孔,重点如I/O接口、麦克风、电池接口、微动开关、耳机接口、马达等。
PCB板工艺边规范
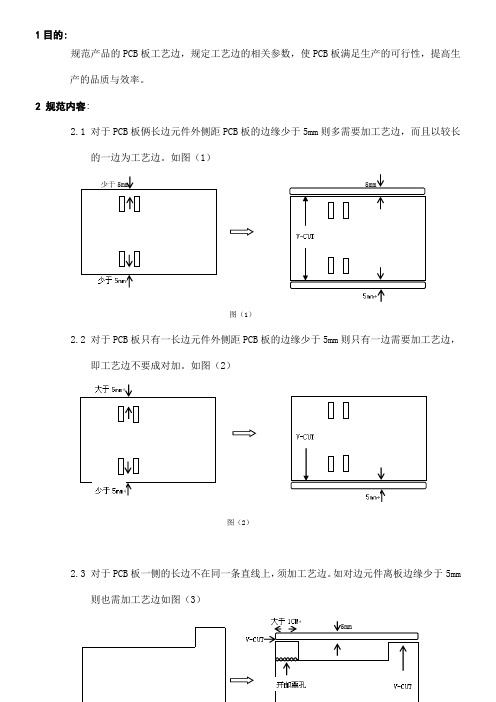
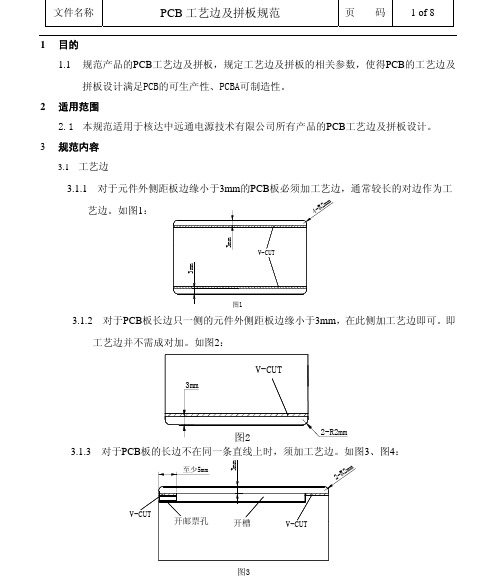
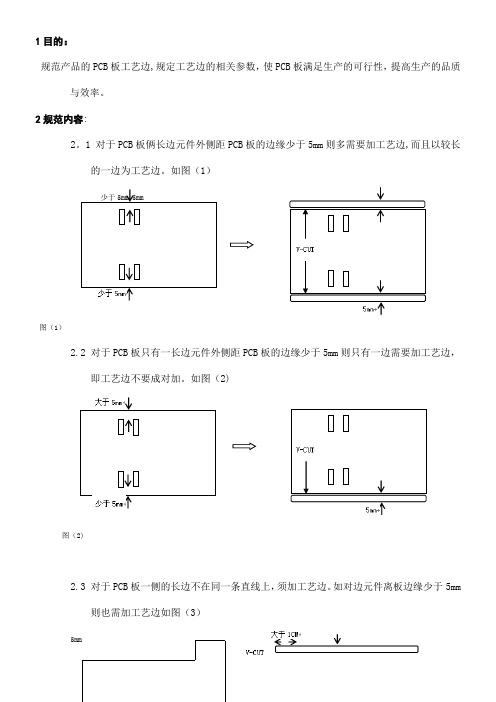
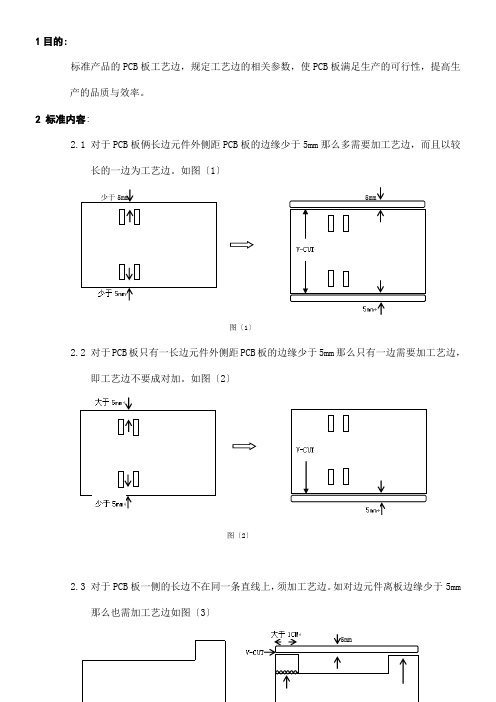
1目的:规范产品的PCB板工艺边,规定工艺边的相关参数,使PCB板满足生产的可行性,提高生产的品质与效率。
2 规范内容:2.1 对于PCB板俩长边元件外侧距PCB板的边缘少于5mm则多需要加工艺边,而且以较长的一边为工艺边。
如图(1)少于5mm 5mm图(1)2.2 对于PCB板只有一长边元件外侧距PCB板的边缘少于5mm则只有一边需要加工艺边,即工艺边不要成对加。
如图(2)图(2)2.3 对于PCB板一侧的长边不在同一条直线上,须加工艺边。
如对边元件离板边缘少于5mm则也需加工艺边如图(3)5mm少于5mm如图(3)2.4 对于如图PCB板L1< 1/2L2 则加工艺边拼板生产。
如图(4)如图(4)2.5 对于如图一长边不规则的PCB板则此长边需加工艺边5mm,如果另外一长边元件距其边缘少于5mm则此长边也需加工艺边。
如图(5)少于5mm如图(5)2.6 对于如图长边尺寸少于80mm,短边尺寸大于50mm,则按如图拼板生产,如果元件外侧距PCB板边缘少于5mm则需要加工艺边。
如图(6)图(6)2.7 对于如下图PCB板L >5cm H>1cm则需加工艺边5mm,如果对边元件距板边缘少于5mm则需加工艺边5mm。
如图(7)图(7)2.8 对于少于60mm*60mm时进行拼板,采用无间隙拼板拼成宽度少于250mm的PCB,如果PCB板元件距板边缘大于5mm则拼板生产,如果少于5mm则需加工艺边。
如图(8)图(8)2.9 对于H<60mm L>100mm的PCB板则按照图示拼板,如果元件外侧距PCB板边缘少于5mm则需加工艺边。
如图(9)5mm图(9)3 备注;3.1 所有PCB板加工艺边后都需要倒圆角,圆半径为2mm。
3.2 所有PCB板加工艺边或是拼板,其V-CUT与工艺边平行的要≤3条。
3.3 V-CUT后保证连接厚度为0.5mm+/-0.1mm。
3.4 对于板边上有元件伸出板边请按照以下规定处理:3.41 如果此板边<300mm则不在此板边及对边加工艺边。
PCB新工艺制作要求
PCB新工艺制作要求由于后期所有PCB板都要求转为OSP工艺,随之而来的一些问题点需要大家共同克服,详细的问题点如下:一、拼板:1、拼板要求:PCB厂要求的最小尺寸为100x150mm, SMT厂规定的最大尺寸350X250mm。
2、拼板1(板与板之间连接可以V-cut时):间隙统一制定为板厚的1/3(如:板厚是0.8-1.2mm,V-cut间距是0.3mm,板厚是1.6mm,V-cut间距是0.5mm),PCB需考虑拼板V-CUT后产生的毛边对装配的影响。
3、拼板2(板与板之间连接不能V-cut时):间距统一为2.0mm(如208 CMOS板)。
4、注意拼板技巧,拼板要排列整齐,不能错位,否则PCB板厂会自动更正错误。
所有钢网必须使用PCB厂回传的钢网文件,不能使用拼板示意图做钢网文件。
(钢网制作流程:PCB供应商回传钢网文件—供应部接收/发放—研发各工程师确认—发放供应部做钢网文件)二、开孔:1、凡所开的孔径小于0.8 mm,则只能采用钻孔工艺,而不能采用冲孔方式。
2、通孔的大小统一为钻孔0.4 mm,焊盘0.7mm。
并且所有通孔与周围其它焊盘之间的中心距必须大于2 mm。
3、单面板以及双面板中孔为非金属化的焊盘应尽量大些,避免PCB厂商钻孔时将焊盘冲断开来。
4、如果需要灌绿油,孔径必须在Φ0.5mm以内。
5、PCB要增加定位孔,方便后续生产用定位孔固定PCB来刷锡膏。
三、文字丝印:1、所有的文字丝印不能压在焊盘上,丝印距离焊盘应大于0.1 mm。
2、需要做丝印的位号,板名字体不小于:高1.2mm,线宽0.15 mm。
四、转GERBER:1、转GERBER时板框只放在阻焊层,其它层不放置。
2、转菲林文件时要求各工程师注明需不需要开钢网。
五、所有OSP工艺的PCB板以后都增加环保标记。
此标识由PCB厂商负责添加。
六、OSP工艺注意事项:1、采用OSP工艺的PCB板在没有拆包的情况下一般保存期为6个月,在拆包后需在1个星期内用完,过一次炉后的OSP PCB板必须在三天内完成所有的焊接动作。
[PCB印制电路板]PCB设计规范拼版设计
![[PCB印制电路板]PCB设计规范拼版设计](https://img.taocdn.com/s3/m/64ae7cd57fd5360cba1adbb1.png)
(PCB印制电路板)PCB 设计规范拼版设计PCB的拼版及连接筋规范目录1 目的22 适用范围23 规范内容23.1 PCB 的拼板23.2 PCB 的连接筋23.3去板边工艺设计34 相关文件与记录35 附录31目的为了规范印制电路板工艺设计,满足印制电路板可制造性设计的要求,为硬件设计人员提供印制电路板工艺设计准则,为工艺人员审核印制电路板可制造性提供工艺审核准则;减少因PCB设计不良给生产带来的困难,杜绝因设计问题导致出现的批次性不良。
2适用范围适用于硬件设计开发工程师、PCBlayout工程师等涉及到评估可制造性设计的所有人员。
3规范内容3.1PCB的拼板拼版连接方式:拼版的连接方式主要有双面对刻V形槽(图1)、长槽孔加圆孔(图2)两种。
图1PCB的V型槽设计双面对刻V形槽拼版方式:V形槽适用于外形形状为方形的PCB,特点是分离后边缘整齐、加工成本低,建议优先使用;PCB板上有BGA或QFN封装IC焊盘的不适合采用双面对刻V型槽的拼版方式;开V形槽后,一般按30°的角度开V槽。
剩余厚度X应为δ/4~δ/3,δ为板厚,对承重较重的板子可取上限,对承重较轻的板子可取下限。
V形槽的设计要求如图1所示。
图2长槽孔加圆孔长槽孔加圆孔拼版方式:PCB超过四层(含四层)的主板都必须采用长槽孔加圆孔的连接方式;按键板、LCD板、SIM卡板、TF卡板等副板建议视PCB外形确定拼版连接方式(外形有弧线或不规则形状则采用长槽孔加圆孔的连接方式)。
如图2示。
拼版数量:必须根据单个PCB板的尺寸,来计算整个拼版的大小不能超过PCB的最大尺寸范围(PCB拼版长度不得大于250mm),且拼版数量过多会影响拼版位置的准确性,影响贴片精度。
一般要求主板为4拼版;按键板、LCD板类副板不超过6拼板;SIM卡板、TF卡板类副板不超过12拼版;特殊面积的副板视具体情况确定。
拼版方式:拼版方式的分为双面拼版(图3)和阴阳拼版(图4),尽量采取阴阳拼版的方式拼版,节省产线首件确认时间。
2.拼板和辅助边连接设计规范
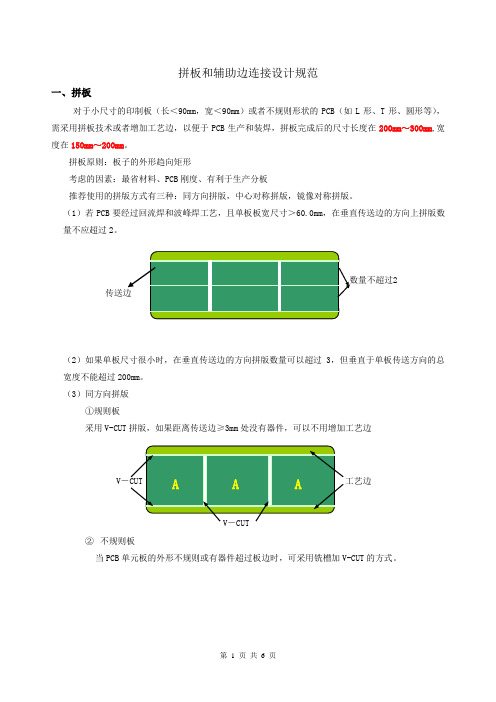
拼板和辅助边连接设计规范一、拼板对于小尺寸的印制板(长<90mm ,宽<90mm )或者不规则形状的PCB (如L 形、T 形、圆形等),需采用拼板技术或者增加工艺边,以便于PCB 生产和装焊,拼板完成后的尺寸长度在200mm ~300mm ,宽度在150mm ~200mm 。
拼板原则:板子的外形趋向矩形考虑的因素:最省材料、PCB 刚度、有利于生产分板推荐使用的拼版方式有三种:同方向拼版,中心对称拼版,镜像对称拼版。
(1)若PCB 要经过回流焊和波峰焊工艺,且单板板宽尺寸>60.0mm ,在垂直传送边的方向上拼版数量不应超过2。
(2)如果单板尺寸很小时,在垂直传送边的方向拼版数量可以超过3,但垂直于单板传送方向的总宽度不能超过200mm 。
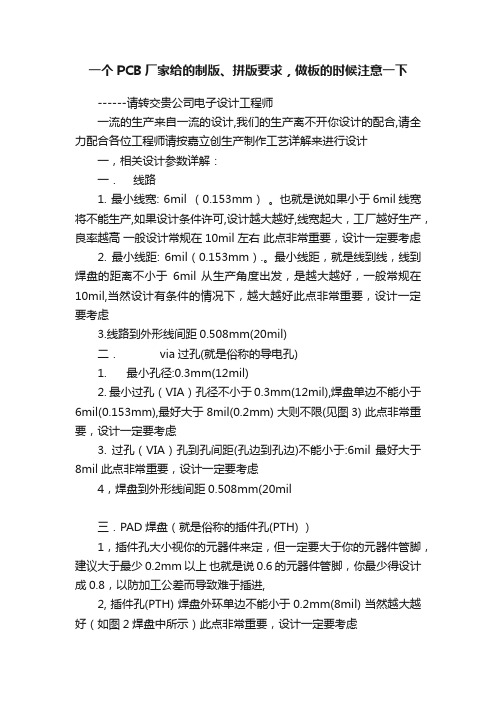
(3)同方向拼版①规则板采用V-CUT 拼版,如果距离传送边≥3mm 处没有器件,可以不用增加工艺边② 不规则板当PCB 单元板的外形不规则或有器件超过板边时,可采用铣槽加V-CUT 的方式。
V2不规则单元板拼版示意图当圆板拼板的时候,可采用铣槽加邮票孔的方式。
方式一、2个圆板的拼板示意图,中间用邮票孔链接,传送边使用锡槽加C-VUT 方式;方式二、4个圆板的拼板示意图,中间用邮票孔链接,传送边使用锡槽加C-VUT 方式;-≥2mm(4)中心对称拼版中心对称拼版适用于两块形状较不规则的PCB ,拼版后形状变为规则。
不规则形状的PCB 对称,中间必须开铣槽才能分离两个单元板如果拼版产生较大的变形时,可以考虑在拼版间加辅助块(用邮票孔连接 )拼版紧固辅助设计有金手指的插卡板,需将其对拼,将其金手指朝外,以方便镀金。
金手指拼版推荐方式(5)镜像对称拼版(阴阳板)使用条件:单元板正反面SMD 都满足背面过回流焊焊接要求时,可采用镜像对称拼版。
采用镜像对称拼版后,辅助边的mark 点必须满足翻转后重合的要求。
镜像对称拼版示意图面 面面器件 镜像拼板后反面器件作V -CUT二、辅助边与PCB 的连接方法 2.1辅助边和辅助块(1)一般原则①器件布局不能满足传送边宽度要求(板边3mm 禁布区)时,应采用加辅助边的方法。
一个PCB厂家给的制版、拼版要求,做板的时候注意一下
一个PCB厂家给的制版、拼版要求,做板的时候注意一下------请转交贵公司电子设计工程师一流的生产来自一流的设计,我们的生产离不开你设计的配合,请全力配合各位工程师请按嘉立创生产制作工艺详解来进行设计一,相关设计参数详解:一.线路1. 最小线宽: 6mil (0.153mm)。
也就是说如果小于6mil线宽将不能生产,如果设计条件许可,设计越大越好,线宽起大,工厂越好生产,良率越高一般设计常规在10mil左右此点非常重要,设计一定要考虑2. 最小线距: 6mil(0.153mm).。
最小线距,就是线到线,线到焊盘的距离不小于6mil 从生产角度出发,是越大越好,一般常规在10mil,当然设计有条件的情况下,越大越好此点非常重要,设计一定要考虑3.线路到外形线间距0.508mm(20mil)二. via过孔(就是俗称的导电孔)1. 最小孔径:0.3mm(12mil)2. 最小过孔(VIA)孔径不小于0.3mm(12mil),焊盘单边不能小于6mil(0.153mm),最好大于8mil(0.2mm) 大则不限(见图3) 此点非常重要,设计一定要考虑3. 过孔(VIA)孔到孔间距(孔边到孔边)不能小于:6mil 最好大于8mil此点非常重要,设计一定要考虑4,焊盘到外形线间距0.508mm(20mil三.PAD焊盘(就是俗称的插件孔(PTH) )1,插件孔大小视你的元器件来定,但一定要大于你的元器件管脚,建议大于最少0.2mm以上也就是说0.6的元器件管脚,你最少得设计成0.8,以防加工公差而导致难于插进,2, 插件孔(PTH) 焊盘外环单边不能小于0.2mm(8mil) 当然越大越好(如图2焊盘中所示)此点非常重要,设计一定要考虑3. 插件孔(PTH) 孔到孔间距(孔边到孔边)不能小于: 0.3mm当然越大越好(如图3中所标的)此点非常重要,设计一定要考虑4. 焊盘到外形线间距0.508mm(20mil)四.防焊1. 插件孔开窗,SMD开窗单边不能小于0.1mm(4mil)五.字符(字符的的设计,直接影响了生产,字符的是否清晰以字符设计是非常有关系)1. 字符字宽不能小于0.153mm(6mil),字高不能小于0.811mm(32mil), 宽度比高度比例最好为5的关系也为就是说,字宽0.2mm 字高为1mm,以此推类六:非金属化槽孔槽孔的最小间距不小于1.6mm 不然会大大加大铣边的难度(图4)七: 拼版1. 拼版有无间隙拼版,及有间隙拼版,有间隙拼版的拼版间隙不要小于1.6(板厚1.6的)mm 不然会大大增加铣边的难度拼版工作板的大小视设备不一样就不一样,无间隙拼版的间隙0.5mm左右工艺边不能低于5mm二:相关注意事项一,关于PADS设计的原文件。
PCB拼板规范、标准
PCB拼板规范、标准1、PCB拼板宽度≤260mm(SIEMENS线)或≤300mm(FUJI线);如果需要自动点胶,PCB拼板宽度×长度≤1 25 mm×180 mm2、PCB拼板外形尽量接近正方形,推荐采用2×2、3×3、……拼板;但不要拼成阴阳板3、PCB拼板的外框(夹持边)应采用闭环设计,确保PCB拼板固定在夹具上以后不会变形4、小板之间的中心距控制在75 mm~145 mm之间5、拼板外框与内部小板、小板与小板之间的连接点附近不能有大的器件或伸出的器件,且元器件与PCB板的边缘应留有大于0.5mm的空间,以保证切割刀具正常运行6、在拼板外框的四角开出四个定位孔,孔径4mm±0.01mm;孔的强度要适中,保证在上下板过程中不会断裂;孔径及位置精度要高,孔壁光滑无毛刺7、PCB拼板内的每块小板至少要有三个定位孔,3≤孔径≤6 mm,边缘定位孔1mm内不允许布线或者贴片8、用于PCB的整板定位和用于细间距器件定位的基准符号,原则上间距小于0.65mm的QFP应在其对角位置设置;用于拼版PCB子板的定位基准符号应成对使用,布置于定位要素的对角处。
9、设置基准定位点时,通常在定位点的周围留出比其大1.5 mm的无阻焊区10、大的元器件要留有定位柱或者定位孔,重点如I/O接口、麦克风、电池接口、微动开关、耳机接口、马达等线路板流程术语中英文对照流程简介:开料--钻孔--干膜制程--压合--减铜--电镀--塞孔--防焊(绿漆/绿油) --镀金--喷锡--成型--开短路测试--终检--雷射钻孔A. 开料( Cut Lamination)a-1 裁板( Sheets Cutting)a-2 原物料发料(Panel)(Shear material to Size)B. 钻孔(Drilling)b-1 内钻(Inner Layer Drilling )b-2 一次孔(Outer Layer Drilling )b-3 二次孔(2nd Drilling)b-4 雷射钻孔(Laser Drilling )(Laser Ablation )b-5 盲(埋)孔钻孔(Blind & Buried Hole Drilling)C. 干膜制程( Photo Process(D/F))c-1 前处理(Pretreatment)c-2 压膜(Dry Film Lamination)c-3 曝光(Exposure)c-4 显影(Developing)c-5 蚀铜(Etching)c-6 去膜(Stripping)c-7 初检( Touch-up)c-8 化学前处理,化学研磨( Chemical Milling )c-9 选择性浸金压膜(Selective Gold Dry Film Lamination) c-10 显影(Developing )c-11 去膜(Stripping )Developing , Etching & Stripping ( DES )D. 压合Laminationd-1 黑化(Black Oxide Treatment)d-2 微蚀(Microetching)d-3 铆钉组合(eyelet )d-4 叠板(Lay up)d-5 压合(Lamination)d-6 后处理(Post Treatment)d-7 黑氧化( Black Oxide Removal )d-8 铣靶(spot face)d-9 去溢胶(resin flush removal)E. 减铜(Copper Reduction)e-1 薄化铜(Copper Reduction)F. 电镀(Horizontal Electrolytic Plating)f-1 水平电镀(Horizontal Electro-Plating) (Panel Plating) f-2 锡铅电镀( Tin-Lead Plating ) (Pattern Plating)f-3 低于1 mil ( Less than 1 mil Thickness )f-4 高于1 mil ( More than 1 mil Thickness)f-5 砂带研磨(Belt Sanding)f-6 剥锡铅( Tin-Lead Stripping)f-7 微切片( Microsection)G. 塞孔(Plug Hole)g-1 印刷( Ink Print )g-2 预烤(Precure)g-3 表面刷磨(Scrub)g-4 后烘烤(Postcure)H. 防焊(绿漆/绿油): (Solder Mask)h-1 C面印刷(Printing Top Side)h-2 S面印刷(Printing Bottom Side)h-3 静电喷涂(Spray Coating)h-4 前处理(Pretreatment)h-5 预烤(Precure)h-6 曝光(Exposure)h-7 显影(Develop)h-8 后烘烤(Postcure)h-9 UV烘烤(UV Cure)h-10 文字印刷( Printing of Legend )h-11 喷砂( Pumice)(Wet Blasting)h-12 印可剥离防焊(Peelable Solder Mask)I . 镀金Gold platingi-1 金手指镀镍金( Gold Finger )i-2 电镀软金(Soft Ni/Au Plating)i-3 浸镍金( Immersion Ni/Au) (Electroless Ni/Au) J. 喷锡(Hot Air Solder Leveling)j-1 水平喷锡(Horizontal Hot Air Solder Leveling)j-2 垂直喷锡( Vertical Hot Air Solder Leveling)j-3 超级焊锡(Super Solder )j-4. 印焊锡突点(Solder Bump)K. 成型(Profile)(Form)k-1 捞型(N/C Routing ) (Milling)k-2 模具冲(Punch)k-3 板面清洗烘烤(Cleaning & Backing)k-4 V型槽( V-Cut)(V-Scoring)k-5 金手指斜边( Beveling of G/F)L. 开短路测试(Electrical Testing) (Continuity & Insulation Testing) l-1 AOI 光学检查( AOI Inspection)l-2 VRS 目检(Verified & Repaired)l-3 泛用型治具测试(Universal Tester)l-4 专用治具测试(Dedicated Tester)l-5 飞针测试(Flying Probe)M. 终检( Final Visual Inspection)m-1 压板翘( Warpage Remove)m-2 X-OUT 印刷(X-Out Marking)m-3 包装及出货(Packing & shipping)m-4 目检( Visual Inspection)m-5 清洗及烘烤( Final Clean & Baking)m-6 护铜剂(ENTEK Cu-106A)(OSP)m-7 离子残余量测试(Ionic Contamination Test )(Cleanliness Test) m-8 冷热冲击试验(Thermal cycling Testing)m-9 焊锡性试验( Solderability Testing )N. 雷射钻孔(Laser Ablation)N-1 雷射钻Tooling孔(Laser ablation Tooling Hole)N-2 雷射曝光对位孔(Laser Ablation Registration Hole)N-3 雷射Mask制作(Laser Mask)N-4 雷射钻孔(Laser Ablation)N-5 AOI 检查及VRS ( AOI Inspection & Verified & Repaired) N-6 Blaser AOI (after Desmear and Microetching)N-7 除胶渣(Desmear)N-8 微蚀(Microetching)Prote99SE手工快速绘制电路板技术作者:未知文章来源:网络点击数:994 更新时间:2007-3-19众所周知,Protel 99 SE是一款功能非常强大的电路设计与制板软件,除了能绘制出非常理想的标准电路图外,它还有将绘制的电路图转换成印刷电路板的功能,这就是Protel PCB 技术。
PCB工艺边及拼板规范
文件名称
PCB 工艺边及拼板规范
页 码 3 of 8
用拼板。 3.2.1.2 拼板后最小尺寸≥80mm×50mm,最大尺寸<200mm×150mm,如图6:
80mm≤L<200mm
4-R2mm 50mm≤W<150mm
10mm
辅助板
10mm
开槽
0.5mm
2mm 0.8mm
10mm
1.8mm
2mm
>30mm
有效板
有效板 有效板
辅助板与有效板间
1、孔径 0.5mm。 2、孔间距0.8mm。
有效板与有效板间
1.孔径 1.8mm. 2.孔间距2.1mm.
10mm
2.1mm
图21 3.2.2.8 对于不带弯针的拼板,所有PCB板的方向应一致。 3.2.2.9 对于长条形PCB板,元件布局按规范要求;对于方形PCB板,元件布置方向
5mm
10mm
开槽 图5 3.1.5 工艺边的尺寸为3mm,需开槽的工艺边为5mm。 3.1.6 工艺边应倒圆角,圆角半径为2mm。 3.1.7 工艺边V-CUT后保证连接厚度要求: 有较重元件的主板:0.3 mm -0.4mm。 控制板:0.15 mm -0.25mm。 3.1.8 对于无外壳的机型应根据客户要求决定是否加工艺边。 3.1.9 对于客户要求铣边的PCB板不允许加工艺边或进行拼板。 3.2 拼m
>50mm
开槽
开邮票孔
图18 3.2.2.6.2 对于长边尺寸小于80mm,短边尺寸大于50mm的异形板,可采用图19方
式拼板。
>80mm
>50mm
PCB拼板规范标准(参考模板)
Prote99SE手工快速绘制电路板技术作者:未知文章来源:网络点击数:994 更新时间:2007-3-19众所周知,Protel 99 SE是一款功能非常强大的电路设计与制板软件,除了能绘制出非常理想的标准电路图外,它还有将绘制的电路图转换成印刷电路板的功能,这就是Protel PCB 技术。
同样,Protel PCB技术先进、功能强大、设计严密。
它除了能进行手工、半自动布线绘制电路板之外,也能自动布线绘制电路板;它除了能绘制简单的电路板之外,也能绘制非常复杂的电路板;它除了能绘制双面电路板之外,还能绘制多达几十层的电路板。
正是它的功能如此强大,也就决定了它学、用起来不是那么容易,它有许多严谨的程序步骤要执行,它有许多约定的设计规则要遵守。
所以对一个初学者来说,往往会被它不薄的教材、繁冗的章节困惑。
如果是自学的话,遇到问题无人请教,看完一本厚厚的教材,仍然是一头雾水,无从着手。
几经失败,有的人就打退堂鼓了。
尤其是在业余条件下,手工绘制好简单的PCB图纸后,如何将它转印到敷铜板上,经济实惠地亲手制做出精美的电路板,多年来一直困扰着我们。
Protel PCB制板真的高不可攀吗?有没有捷径可走?诸多约定的规则是否非要一一遵守?我们长期以来一直在探索和试验,现在终于找到了一条既快又省钱的捷径。
其实Protel PCB 99 SE软件,它的许多严谨的程序步骤、许多约定的设计规则是针对自动布线绘制复杂、多层、高级印刷电路板的,必须严格遵守,不然的话,通不过它的ERC验证,往往无法进入下一步操作。
而对于初学者来说,我们现在制作的是简单的电路板,完全可以不一一遵循约定的所有规则,提纲挈领,抓主要矛盾,遵守几条最主要的规则,达到事半功倍之效果。
既然我们走的是一条不规范的捷径,也就可以避开ERC验证。
只要能做出电路板就行,不管黑猫白猫。
只有这样才能提高初学者的信心和兴趣,初尝甜头,才有可能深入学习它的强大功能,步入神奇的Protel PCB制板殿堂。
PCB设计拼版工艺边规范
在某些情况下,为了满足特定的元件布局需求,可以适当调整拼版间距,但需注 意保持与其他板子的兼容性。
04 拼版对齐规范
对齐方式的选择
手动对齐
适用于少量、简单的拼版,需要人工操作,精度 较低。
刀具磨损
定期检查刀具磨损情况,如磨损严重应及时更换,以保证加工质量 和效率。
加工精度问题
如出现加工精度问题,应检查设备精度、刀具选择、参数设定等方面 是否存在问题,并及时进行调整和修复。
THANKS FOR WATCHING
感谢您的观看
在特殊情况下,如拼版数量较多或板 子较大时,应适当增加拼版间距,以 防止热膨胀和收缩导致板子变形。
拼版间距与PCB尺寸的关系
对于较小的PCB尺寸,拼版间距应适当减小,以充分利用空 间并减少废料。
对于较大的PCB尺寸,拼版间距应适当增大,以减小热膨胀 和收缩对板子变形的影响。
拼版间距与元件布局的关系
厘米级别
对于低精度要求的PCB拼版,厘米 级别的对齐精度即可满足要求。
对齐误差的允许范围
0.05mm
对于高精度要求的PCB拼版,对齐误差应控制在0.05mm以内。
0.1mm
对于一般要求的PCB拼版,对齐误差可以允许在0.1mm以内。
0.2mm
对于低精度要求的PCB拼版,对齐误差可以放宽到0.2mm以内。
自动对齐
通过软件算法实现快速、准确的拼版对齐,适用 于大规模、复杂的拼版。
半自动对齐
结合手动和自动对齐的优点,先通过软件算法进 行初步对齐,再人工微调,精度较高。
对齐精度要求
微米级别
完整word版,PCB板工艺边规范
范批准年月日修改状态: 011目的:规范产品的PCB板工艺边,规定工艺边的相关参数,使PCB板满足生产的可行性,提高生产的品质与效率。
2 规范内容:2.1 对于PCB板俩长边元件外侧距PCB板的边缘少于5mm则多需要加工艺边,而且以较长的一边为工艺边。
如图(1)少于5mm 5mm图(1)2.2 对于PCB板只有一长边元件外侧距PCB板的边缘少于5mm则只有一边需要加工艺边,即工艺边不要成对加。
如图(2)图(2)范批准年月日修改状态: 022.3 对于PCB板一侧的长边不在同一条直线上,须加工艺边。
如对边元件离板边缘少于5mm则也需加工艺边如图(3)5mm少于5mm如图(3)2.4 对于如图PCB板L1< 1/2L2 则加工艺边拼板生产。
如图(4)如图(4)2.5 对于如图一长边不规则的PCB板则此长边需加工艺边5mm,如果另外一长边元件距其边缘少于5mm则此长边也需加工艺边。
如图(5)范批准年月日修改状态: 03少于5mm如图(5)2.6 对于如图长边尺寸少于80mm,短边尺寸大于50mm,则按如图拼板生产,如果元件外侧距PCB板边缘少于5mm则需要加工艺边。
如图(6)图(6)范批准年月日修改状态: 042.7 对于如下图PCB板L >5cm H>1cm则需加工艺边5mm,如果对边元件距板边缘少于5mm则需加工艺边5mm。
如图(7)图(7)2.8 对于少于60mm*60mm时进行拼板,采用无间隙拼板拼成宽度少于250mm的PCB,如果PCB板元件距板边缘大于5mm则拼板生产,如果少于5mm则需加工艺边。
如图(8)图(8)2.9 对于H<60mm L>100mm的PCB板则按照图示拼板,如果元件外侧距PCB板边缘少于5mm则需加工艺边。
如图(9)范批准年月日修改状态: 055mm图(9)3 备注;3.1 所有PCB板加工艺边后都需要倒圆角,圆半径为2mm。
3.2 所有PCB板加工艺边或是拼板,其V-CUT与工艺边平行的要≤3条。
WIS-SJ-GY-007 PCB拼板规范及工艺边要求 新
PCB拼板规范及工艺边要求拟制:日期:审核:日期:会签:日期:批准:日期:发放范围:工艺部、品质部、研发部发布日期:2018年2月5日实施日期:2018年2月6日修改记录:目录1 目的 (4)2 适用范围 (4)3 规范内容 (4)3.1板边及基板尺寸 (4)3.2 工艺边 (4)3.3 拼板尺寸 (5)3.4 拼板方式 (5)1 目的规范产品PCB工艺边及拼板,规定工艺边及拼板的相关参数,使得PCB的工艺边及拼板设计满足PCB的可生产性、PCBA的可制造性。
2 适用范围本规范使用我司AC\DC、DC\DC、铃流、及所有铝基上板的PCB工艺边及拼板设计。
开板产品及定制品等有拼板需要时以临时会议为主。
3 规范内容3.1板边及基板尺寸a 所有需要拼板产品,板边宽要求3mm,定位孔居中距板边10mm;若基板单板出现圆形或斜形倒角长度为5~15mm,定位孔居中距板边20mm。
b 基板拼板后最大尺寸为:长200mm*150mm (裸板尺寸,如做浸焊工装该尺寸为工装尺寸)3.2 工艺边a 对于元件外侧距板边缘小于3mm的PCB板需加工艺边,通常较长的对边作为工艺边。
如图一b 对于PCB板长边只一侧的元件外侧距板边缘小于3mm,在此侧加工艺边即可,即工艺边并不需要成对加。
如图二c 板边缘3mm以内有贴片元件的地方工艺边需开槽。
如图三d 需开槽的板边为5mm,板边应倒圆角,圆角半径为2mm。
e 工艺边V-CUT后保证连接厚度要求;有较重元器件的主板:0.3mm-0.4mm,辅板0.15mm-0.25mm。
3.3 拼板尺寸当PCB尺寸小于50mm*50mm时进行拼板,大于100mm*100mm时不宜采用拼板;拼板后最小尺寸≥80mm*50mm,最大尺寸<200mm*150mm。
如图四3.4 拼板方式a 拼板时PCB板与工艺边平行的V-CUT数量原则上应≤3条,特殊情况需根据生产工艺条件来灵活调整。
如图五b 拼板时PCB 板长边应与工艺边平行,且各PCB 板方向一致。
PCB板工艺边规范
1目的:规范产品的PCB板工艺边,规定工艺边的相关参数,使PCB板满足生产的可行性,提高生产的品质与效率。
2规范内容:2。
1 对于PCB板俩长边元件外侧距PCB板的边缘少于5mm则多需要加工艺边,而且以较长的一边为工艺边。
如图(1)少于5mm 5mm图(1)2.2 对于PCB板只有一长边元件外侧距PCB板的边缘少于5mm则只有一边需要加工艺边,即工艺边不要成对加。
如图(2)图(2)2.3 对于PCB板一侧的长边不在同一条直线上,须加工艺边。
如对边元件离板边缘少于5mm则也需加工艺边如图(3)5mm1少于5mm如图(3)2。
4 对于如图PCB板L1〈 1/2L2 则加工艺边拼板生产.如图(4)如图(4)2。
5 对于如图一长边不规则的PCB板则此长边需加工艺边5mm,如果另外一长边元件距其边缘少于5mm则此长边也需加工艺边。
如图(5)少于5mm如图(5)22。
6 对于如图长边尺寸少于80mm,短边尺寸大于50mm,则按如图拼板生产,如果元件外侧距PCB板边缘少于5mm则需要加工艺边.如图(6)图(6)2。
7 对于如下图PCB板L >5cm H〉1cm则需加工艺边5mm,如果对边元件距板边缘少于5mm则需加工艺边5mm。
如图(7)图(7)32.8 对于少于60mm*60mm时进行拼板,采用无间隙拼板拼成宽度少于250mm的PCB,如果PCB板元件距板边缘大于5mm则拼板生产,如果少于5mm则需加工艺边。
如图(8)图(8)2。
9 对于H<60mm L〉100mm的PCB板则按照图示拼板,如果元件外侧距PCB板边缘少于5mm则需加工艺边。
如图(9)5mm图(9)3 备注;3。
1 所有PCB板加工艺边后都需要倒圆角,圆半径为2mm。
3.2 所有PCB板加工艺边或是拼板,其V-CUT与工艺边平行的要≤3条。
3.3 V—CUT后保证连接厚度为0。
5mm+/—0.1mm.3。
4 对于板边上有元件伸出板边请按照以下规定处理:43.41 如果此板边<300mm则不在此板边及对边加工艺边。
PCB设计拼版工艺边规范
PCB设计拼版工艺边规范PCB(Printed Circuit Board)即印制电路板,是电子产品中不可或缺的重要组成部分。
在设计PCB时,拼版工艺是非常重要的步骤,它涉及到了PCB的尺寸、布局、层次、嵌入元件等方面。
在进行PCB设计拼版时,需要遵循一定的边规范,以确保PCB的质量和可靠性。
首先,拼版工艺边规范需要考虑到PCB的尺寸。
设计PCB时,应该根据实际需求确定PCB的大小,并且尽量将不同功能的元件分开放置,以减少相互干扰的情况发生。
此外,还需要考虑到PCB的强度和稳定性,因此,在设计时需要合理布局,并且避免元件超出PCB的边界。
其次,拼版工艺边规范还需要考虑到PCB的布局。
在进行PCB设计时,应该根据电路原理图和相关规范对元件进行布局,尽量减少长线和大功耗元件的走线长度,以提高PCB的稳定性和抗干扰能力。
此外,还需要合理安排元件间的间距,以便于焊接和维修。
拼版工艺边规范还涉及到PCB的层次设计。
在进行多层PCB设计时,应该明确各层之间的作用和连接方式,并且合理安排各层的布局,以提高PCB的信号完整性和电磁兼容性。
此外,还需要考虑到PCB的供电和接地问题,确保电流的稳定传输和噪声的抑制。
另外,拼版工艺边规范还需要考虑到PCB的嵌入元件。
在进行PCB设计时,有时需要将一些元件嵌入到PCB中,以提高电路的集成度和稳定性。
在进行嵌入元件设计时,需要考虑到元件的尺寸、散热、引脚布局等因素,并且合理安排嵌入的位置和方式,以便于安装和维修。
最后,拼版工艺边规范还需要考虑到PCB的制造和装配工艺。
在进行PCB设计时,需要考虑到制造和装配的要求,合理安排元件的位置、走线和焊盘的布局,以便于制造和装配的工艺要求,确保PCB的质量和可靠性。
总而言之,拼版工艺边规范是PCB设计中非常重要的一环,它涉及到了PCB的尺寸、布局、层次、嵌入元件等方面。
在进行PCB设计拼版时,需要根据实际需求和相关规范,合理安排PCB的尺寸和布局,以提高PCB的质量和可靠性。
PCB工艺边及拼板规范20120704
1.3对于PCB板的长边不在同一条直线上时,须加工艺边;要求加工艺边时适当补增一条扩展边,且靠PCB拼接处开邮票孔。如图三、图四:
图三
图三邮票孔开孔方式1:适用于拼接宽度在15~25mm间的扩展边拼接,和拼板时有效板与有效板的拼接;当拼接宽度小于15mm孔径应改用ф0.5mm、孔中心距改成1mm。
对于拼接宽度大于25mm,开邮票孔时两端应锣槽再作孔(注意钻孔位置),必要时应分段锣槽,锣槽宽度为2mm,见图四。
1.5工艺边宽尺寸为3mm~5mm,需开槽的工艺边宽应设为5mm。
1.6工艺边应倒圆角,圆角半径为2mm。
1.7工艺边开V-CUT(V型切割槽)后保证连接厚度要求
两条工艺边间的跨距宽(即PCB宽)≥200mm,或有较重元件的组焊板,连接厚度为0.3mm~0.4mm;
图五
2.1.6对PCB板边(侧壁)要求光滑无毛刺,或是受产品特殊条件限制,元器件距PCB板边缘小于0.5mm,即不能保证切割刀具正常运行时;则可以开槽(开锣槽)处理,开槽宽度为2mm±0.1mm,但V-CUT(V型切割槽)位置连接厚度应保证0.3mm~0.4mm。如图六
图六
2.1.7为保证同一规格的PCB板不同采购批次中开槽宽度一致,同一规格PCB板尽量在同一厂商(使用相同菲林)采购。
针对长条形PCB板:长边L1、宽边L2,即130mm<L1≤260mm且L2≤130mm,PCB尺寸及元件布置方向应考虑拼板方式设计;拼板后要求PCB板长边和长条形芯片与元件方向尽量与工艺边平行;如图十三
图十三
图四
图四邮票孔开孔方式2:适用于拼接宽度大于25mm的扩展边拼接,和拼板时无效板与有效板的拼接。
1.4邮票孔开孔说明和要求
与PCB所拼接处如果是闭环设计,即不能采用分板机分板,则必须采取开邮票孔,以便手工分板;
PCB板工艺边规范.62
1目的:标准产品的PCB板工艺边,规定工艺边的相关参数,使PCB板满足生产的可行性,提高生产的品质与效率。
2 标准内容:2.1 对于PCB板俩长边元件外侧距PCB板的边缘少于5mm那么多需要加工艺边,而且以较长的一边为工艺边。
如图〔1〕少于5mm 5mm图〔1〕2.2 对于PCB板只有一长边元件外侧距PCB板的边缘少于5mm那么只有一边需要加工艺边,即工艺边不要成对加。
如图〔2〕图〔2〕2.3 对于PCB板一侧的长边不在同一条直线上,须加工艺边。
如对边元件离板边缘少于5mm那么也需加工艺边如图〔3〕5mm少于5mm如图〔3〕2.4 对于如图PCB板L1< 1/2L2 那么加工艺边拼板生产。
如图〔4〕如图〔4〕对于如图一长边不规那么的PCB板那么此长边需加工艺边5mm,如果另外一长边元件距其边缘少于5mm那么此长边也需加工艺边。
如图〔5〕少于5mm如图〔5〕2.6 对于如图长边尺寸少于80mm,短边尺寸大于50mm,那么按如图拼板生产,如果元件外侧距PCB板边缘少于5mm那么需要加工艺边。
如图〔6〕图〔6〕对于如下列图PCB板L >5cm H>1cm那么需加工艺边5mm,如果对边元件距板边缘少于5mm 那么需加工艺边5mm。
如图〔7〕图〔7〕对于少于60mm*60mm时进行拼板,采用无间隙拼板拼成宽度少于250mm的PCB,如果PCB 板元件距板边缘大于5mm那么拼板生产,如果少于5mm那么需加工艺边。
如图〔8〕图〔8〕2.9 对于H<60mm L>100mm的PCB板那么按照图示拼板,如果元件外侧距PCB板边缘少于5mm那么需加工艺边。
如图〔9〕5mm图〔9〕3 备注;3.1 所有PCB板加工艺边后都需要倒圆角,圆半径为2mm。
3.2 所有PCB板加工艺边或是拼板,其V-CUT与工艺边平行的要≤3条。
3.3 V-CUT后保证连接厚度为。
3.4 对于板边上有元件伸出板边请按照以下规定处理:3.41 如果此板边<300mm那么不在此板边及对边加工艺边。
PCB--整板与子板的拼板原则与要求
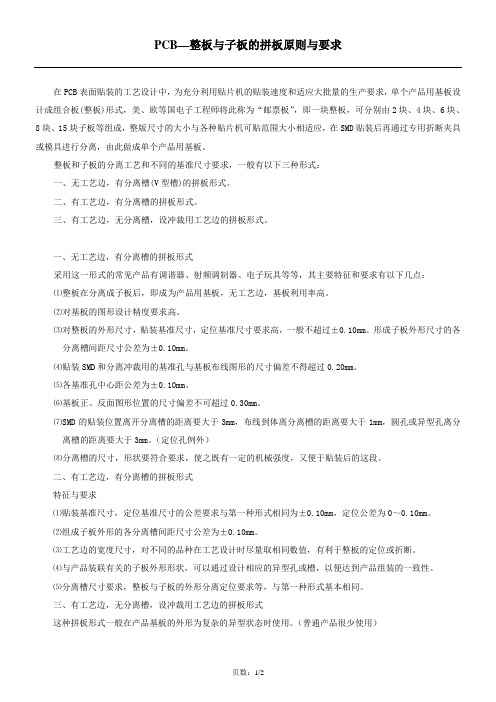
在PCB表面贴装的工艺设计中,为充分利用贴片机的贴装速度和适应大批量的生产要求,单个产品用基板设计成组合板(整板)形式,美、欧等国电子工程师将此称为“邮票板”,即一块整板,可分别由2块、4块、6块、8块、15块子板等组成,整版尺寸的大小与各种贴片机可贴范围大小相适应,在SMD贴装后再通过专用折断夹具或模具进行分离,由此做成单个产品用基板。
整板和子板的分离工艺和不同的基准尺寸要求,一般有以下三种形式:一、无工艺边,有分离槽(V型槽)的拼板形式。
二、有工艺边,有分离槽的拼板形式。
三、有工艺边,无分离槽,设冲裁用工艺边的拼板形式。
一、无工艺边,有分离槽的拼板形式采用这一形式的常见产品有调谐器、射频调制器、电子玩具等等,其主要特征和要求有以下几点:⑴整板在分离成子板后,即成为产品用基板,无工艺边,基板利用率高。
⑵对基板的图形设计精度要求高。
⑶对整板的外形尺寸,贴装基准尺寸,定位基准尺寸要求高,一般不超过±0.10mm。
形成子板外形尺寸的各分离槽间距尺寸公差为±0.10mm。
⑷贴装SMD和分离冲裁用的基准孔与基板布线图形的尺寸偏差不得超过0.20mm。
⑸各基准孔中心距公差为±0.10mm。
⑹基板正、反面图形位置的尺寸偏差不可超过0.30mm。
⑺SMD的贴装位置离开分离槽的距离要大于3mm,布线到体离分离槽的距离要大于1mm,圆孔或异型孔离分离槽的距离要大于3mm。
(定位孔例外)⑻分离槽的尺寸,形状要符合要求,使之既有一定的机械强度,又便于贴装后的这段。
二、有工艺边,有分离槽的拼板形式特征与要求⑴贴装基准尺寸,定位基准尺寸的公差要求与第一种形式相同为±0.10mm,定位公差为0~0.10mm。
⑵组成子板外形的各分离槽间距尺寸公差为±0.10mm。
⑶工艺边的宽度尺寸,对不同的品种在工艺设计时尽量取相同数值,有利于整板的定位或折断。
⑷与产品装联有关的子板外形形状,可以通过设计相应的异型孔或槽,以便达到产品组装的一致性。
PCB工艺边及拼板规范
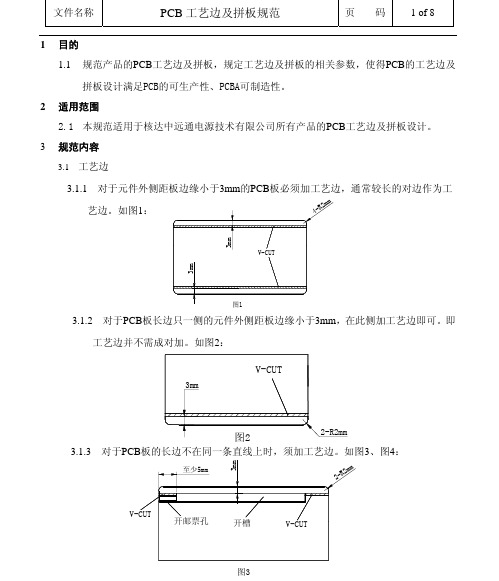
文件名称PCB工艺边及拼板规范页码 1 of 81 目的1.1 规范产品的PCB工艺边及拼板,规定工艺边及拼板的相关参数,使得PCB的工艺边及拼板设计满足PCB的可生产性、PCBA可制造性。
2 适用范围2.1 本规范适用于核达中远通电源技术有限公司所有产品的PCB工艺边及拼板设计。
3 规范内容3.1 工艺边3.1.7 工艺边V-CUT后保证连接厚度要求:有较重元件的主板:0.3 mm -0.4mm。
控制板:0.15 mm -0.25mm。
3.1.8 对于无外壳的机型应根据客户要求决定是否加工艺边。
3.1.9 对于客户要求铣边的PCB板不允许加工艺边或进行拼板。
3.2 拼板用拼板。
3.2.1.2 拼板后最小尺寸≥80mm×50mm,最大尺寸<200mm×150mm,如图6:。
3.2.1.4 开槽宽度为2mm±0.1mm。
为保证同一规格的PCB板不同采购批次开槽宽度一致,同一规格PCB板尽量采购同一厂商(使用相同菲林)。
按图10方式拼板:图11( a )( )3.2.2.2.4 弯针在PCB板的短边上,板的长宽比大于2时,按图11(a)方式拼板。
注:长宽比<2的PCB板也可以采用。
如长边尺寸小于80mm时可采用图11(b)方式加多两块板。
3.2.2.3 无弯针的PCB板拼板时,长边方向应与工艺边平行(过炉方向),且各PCB边方向尺寸大于50mm,可采用图17方式拼板,为保证强度和贴片元件的焊接质量(用波峰焊时需开振波),中间不开槽,用V-CUT连接。
图17注意:不多于5块板.3.2.2.6异形板拼板方式:3.2.2.6.1 对于长边尺寸大于80mm ,短边尺寸小于50mm 的异形板,可采用图18方。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
辅助板与有效板间 有效板
1、孔径 0.5mm。 2、孔间距0.8mm。
辅助板
开槽
10mm 1.8mm 2mm >30mm
有效板与有效板间 有效板
1.孔径 1.8mm. 2.孔间距2.1mm.
有效板
2.1mm 10mm
图21
3.2.2.8 3.2.2.9
工艺边应倒圆角,圆角半径为2mm。 工艺边V-CUT后保证连接厚度要求: 有较重元件的主板:0.3 mm -0.4mm。 控制板:0.15 mm -0.25mm。
3.1.8 3.1.9 3.2 拼板 3.2.1
对于无外壳的机型应根据客户要求决定是否加工艺边。 对于客户要求铣边的PCB板不允许加工艺边或进行拼板。
≥80mm
10mm
10mm
4-
R2
mm
图16 y
bs. anb u
com
≥50mm
≥80mm
文件名称
PCB 工艺边及拼板规范
≥80mm
页
码
7 of 8
电
源
mm -R2 4
注意:不多于5块板.
图17
3.2.2.6 3.2.2.6.1
异形板拼板方式: 对于长边尺寸大于80mm,短边尺寸小于50mm的异形板,可采用图18方 式拼板。
图8 3.2.2.2.2 弯针在PCB板的短边上,板的长宽比小于2,且长边大于50mm,按图9方
式拼板:(不推荐使用)
≥80mm
弯针
150mm>W≥50mm
bs. anb com
≥50mm
≥50mm
://
w ww
.p
r-b we o
c bs.
om
m 2m -R 4
图9
3.2.2.2.3 弯针在PCB板的短边上, 板的长宽比小于2, 且长边L: 20mm<L<50mm, 按图10方式拼板:
3mm
弯针
m 2m -R 4
mm R2 4-
(
a)
图11
(
b)
3.2.2.3
无弯针的PCB板拼板时,长边方向应与工艺边平行(过炉方向),且各PCB 板方向一致。如图12: ≥80mm
4
2 -R
mm
3.2.2.4
图12 PCB板两个方向的尺寸都小于20mm时,不宜采用拼板。若元件较多必须拼
板时,可加宽工艺边(如图14)或增加一列板(如图15)。增加一列板时, 需两端加工艺边以加强强度,且全部使用V-CUT,不开槽。 om s.c bb
页
码
8 of 8
c 3.2.2.6.3 对于尺寸大于80mm×80mm,并且带有小控制板的异形板,可采用图20 bs.
方式拼板。
工艺边
mm
om
电
开槽
源
技
术
网
p htt
://
w ww
.p
r-b we o
PCB2 PCB3
V-CUT 邮票孔
PCB1 图20
3.2.2.7
邮票孔需根据连接位置确定孔径(φ0.5mm、φ1.8mm)。对于两PCB板连 接宽度小于30mm的, 可采用孔径φ0.5mm的全邮票孔方式连接; 对于两PCB 板连接宽度大于30mm的,可参照图21示的两种方式连接。
≥80mm
弯针
m 2m -R 4
不多于4块
图10
文件名称 3.2.2.2.4
PCB 工艺边及拼板规范
页
码
5 of 8
c 弯针在PCB板的短边上,板的长宽比大于2时,按图11(a)方式拼板。 bs.
om
r-b we o 注:长宽比<2的PCB板也可以采用。如长边尺寸小于80mm时可采用图 w.p w /w 11(b)方式加多两块板。 p:/ htt 网 ≥80mm 术 技 源 ≥80mm 电
V-CUT
3mm
图2 3.1.3 对于PCB板的长边不在同一条直线上时,须加工艺边。如图3、图4:
3mm 至少5mm
mm R2 2-
2-R2mm
V-CUT
开邮票孔
开槽
V-CUT
图3
bs. anb yu
com
文件名称
PCB 工艺边及拼板规范
V-CUT
页
码
2 of 8
20mm
3mm
开槽 开邮票孔
电
源
技
50mm≤W<150mm
c bs.
om
4R2 mm
图6
3.2.1.3 3.2.1.4 工艺边尺寸为5mm。V-CUT后保证连接厚度为0.15 mm -0.25mm。 开槽宽度为2mm±0.1mm。为保证同一规格的PCB板不同采购批次开槽宽度一 致,同一规格PCB板尽量采购同一厂商(使用相同菲林)。 3.2.2 拼板方式: 与工艺边平行的V-CUT 数量≤3条。如图7:
术
网
p: htt
//w
.p ww
o
r we
s
V-CUT
图4
3.1.4
板边缘5mm以内有贴片元件的地方工艺边需开槽。如图5:
2mm 5mm 4-R2mm
开槽
小于5mm
V-CUT
2mm 5mm 10mm 小于5mm
3.1.5 3.1.6 3.1.7
开槽 图5 工艺边的尺寸为3mm,需开槽的工艺边为5mm。
工艺边
3.2.2.1
3条V-CUT
4条V-CUT
合格
不合格
图7
3.2.2.2
带弯针的控制板,弯针应放在板外侧,以防止弯针与其它元件相干涉。 弯针在PCB板的长边上,按图8方式拼板:
3.2.2.2.1
文件名称
PCB 工艺边及拼板规范
200mm>L≥80mm
页
码
4 of 8
弯针
电
4R2 mm
源
技
术
网
p htt
>80mm
开槽
开邮票孔 图18
3.2.2.6.2
对于长边尺寸小于80mm,短边尺寸大于50mm的异形板,可采用图19方
式拼板。
>80mm
>50mm
开邮票孔
开槽
s. 图19 uanbb
com
>50mm
≥80mm
技
术
网
p: htt
//w
w .po ww
er
s. -bb
com
文件名称
PCB 工艺边及拼板规范
尺寸: 当PCB板尺寸小于50mm×50mm 时进行拼板, om 大于80mm×80mm时不宜采 s.c
3.2.1.1
文件名称
PCB 工艺边及拼板规范
用拼板。
页
码
3 of 8
r-b we o 3.2.1.2 拼板后最小尺寸≥80mm×50mm,最大尺寸<200mm×150mm,如图6: w.p w /w 80mm≤L<200mm p:/ htt 网 术 技 源 电
文件名称 1 目的 1.1
PCB 工艺边及拼板规范
页
码
1 of 8
e 规范产品的PCB工艺边及拼板,规定工艺边及拼板的相关参数,使得PCB的工艺边及 ow
拼板设计满足PCB的可生产性、PCBA可制造性。 ://
r
s. -bb
com
2
适用范围
源 2.1 本规范适用于核达中远通电源技术有限公司所有产品的PCB工艺边及拼板设计。 电
≥50mm
≥50mm
弯针
≥50mm
文件名称
PCB 工艺边及拼板规范
≥80mm
页
码
6 of 8
10mm
电
10mm
源
4R2 mm
图14
≥80mm
≥50mm
技
术
网
p htt
://w
.p ww
o
b erw
c bs.
om
4-R
2mm
图15
3.2.2.5
对于短边尺寸小于20mm的长条形PCB板,可加宽工艺边(如图16)。若长 边方向尺寸大于50mm,可采用图17方式拼板,为保证强度和贴片元件的焊 接质量(用波峰焊时需开振波),中间不开槽,用V-CUT连接。
对于不带弯针的拼板,所有PCB板的方向应一致。 对于长条形PCB板,元件布局按规范要求;对于方形PCB板,元件布置方向 应考虑拼板方式,使拼板后,所有元件符合过炉需要。
3 规范内容
3.1
技
术
网
htt
p
.p ww w
工艺边 对于元件外侧距板边缘小于3mm的PCB板必须加工艺边,通常较长的对边作为工
4mm R2
3.1.1
艺边。如图1:
3mm
V-CUT
3mm
图1
3.1.2
对于PCB板长边只一侧的元件外侧距板边缘小于3mm,在此侧加工艺边即可。即 工艺边并不需成对加。如图2: