失效分析案例--PCB上锡不良缺陷分析
上锡不良分析改善报告
Page 5
改善对策(原因分析 二、原因分析&改善对策 原因分析) 原因分析 改善对策 原因分析)
1. 对其异常位置进行金厚和镍厚,金厚度测试(以1.5*1.5PAD测量)MI要求金厚 1-3u“镍厚100-300U”.结果如下:
序号 1 2 3 4 5 6 7 8 AU 2.05 2.13 2.13 2.34 2.05 2.14 1.31 1.26 NI 132.6 129.0 144.7 148.6 140.4 141.8 247.6 262.6
结果:其上锡不良拒焊主要在金表面,金层未融溶,同时金表面可目视可见水迹 印,在焊盘小孔边缘可见金面异色发红情形。
Page 10
改善对策(原因分析 二、原因分析&改善对策 原因分析) 原因分析 改善对策 原因分析)
5.现场跟进客户端SMT生产,SMT IR炉温设置高温断为275℃,设置温度与实际 炉温差异在1℃以内,实际温度曲线与标准温度曲线相符,过程无掉温的异常情 形,可排除为SMT温度不足导致的上锡不良情形;
固定专人、戴无硫手套检板
保持做桌面清洁干净
全流程戴手套作业
Page 15
四、改善对策
②每日当班早会宣导教育《基板十禁止》提升作业员品质意识,并由当站主管做监 督。 十禁止规范
4.作业方法 作业方法 ①维修刷镀后之板100%进行清洗干净后,增加由OQC抽检OK才可入包装,保障 清洗效果可监控。 清洗后OQC抽检
改善对策(原因分析 二、原因分析&改善对策 原因分析) 原因分析 改善对策 原因分析)
1. 对焊锡不良Pcb焊锡实验,将板子上裸露的焊盘进行全白橡皮擦拭后,结果如 下:
结果:焊锡正常,上锡饱满,排除镍金镀层不良。
Page 8
剖析PCB板吃锡的失效分析方法
剖析PCB板吃锡的失效分析方法在PCB设计和制作的过程中,你是不是也曾经遇到过PCB吃锡不良的情况?对于工程师来说,一旦一块PCB板出现吃锡不良问题,往往就意味着需要重新焊接甚至重新制作,所造成的后果非常令人头痛。
那么,PCB吃锡不良的情况是因为哪些原因而造成的呢?用什么办法能够避免这一问题的出现呢?一、什么是PCB吃锡?电子元件和电路、电路板焊接时有关焊锡沾附的俗语。
上锡即在焊点上烫上一团锡。
吃锡即焊接材料与锡形成牢固无缝的焊接界面。
二、PCB为什么会吃锡?吃锡不良其现象为线路的表面有部份未沾到锡,原因为:表面附有油脂、杂质等,可以溶剂洗净。
助焊剂使用条件调整不当,如发泡所需的空气压力及高度等。
比重亦是很重要的因素之一,因为线路表面助焊剂分布数量的多寡受比重所影响。
检查比重亦可排除因卷标贴错,贮存条件不良等原因而致误用不当助焊剂的可能性。
焊锡时间或温度不够。
一般焊锡的操作温度较其溶点温度高55~80℃。
三、PCB吃锡的分析方法1、观察元器件有无发黑变色氧化现象,元器件清洁度良好也影响着吃锡的饱满度;2、观察PCB表面是否附着有油脂、杂质等用溶剂清洗下即可。
还有就是看下线路板是不是有打磨的粒子遗留在线路板表面。
线路板储存时间过久过着储存的时间、环境不当基板表面或者零件锡面会氧化,这种现象只有再重新补焊一次才能有助于吃锡效果,但是也相当耗费人工的。
3、助焊剂使用不当,如发泡所需的压力及高度等也是很重要的因素之一,线路板表面助焊剂分布数量多少的影响,贮存环境不当或误用不当助焊剂也有可能造成吃锡不良;4、还有预热温度要适当,预热温度没达到要求温度也会是焊锡不能充分融化焊接,或者焊锡内杂质成分太多,都可能造成吃锡不良。
四、PCB吃锡的处理方法。
第五章 PCB质量保证及失效案例分析
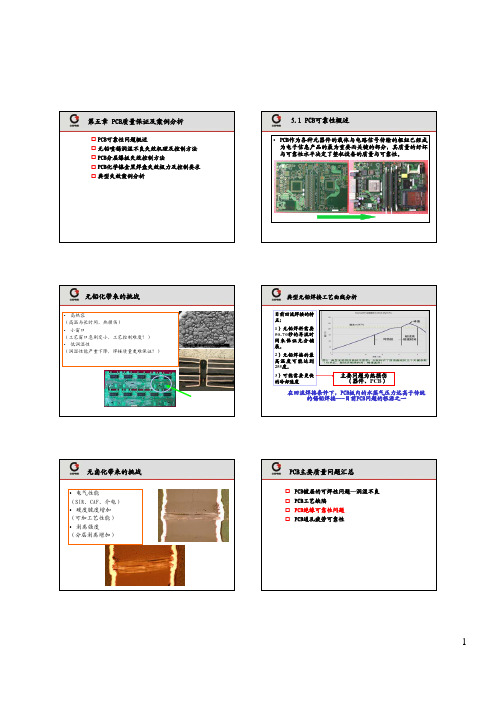
5.3.2 PCB化学镍金(ENIG)失效机理及控制
黑焊盘的由来
ENIG最为PCB和BGA封装基板焊盘表面处理,主要用来防止Cu焊盘 的氧化,并得到可焊接的表面。黑盘是和ENIG处理的相关失效。 在元件组装过程中,焊料对焊盘不润湿,不润湿的焊盘会显著变 黑---黑盘的最初来源。 牙签试验 机械性能测试
PCB润湿不良的分类及原因
润湿不良的原因
不润湿: 焊盘严重氧化(通常表面处理工艺有关系) 焊盘受到有机物等污染 焊盘表面存在杂志膜(如不可焊的白油)等物质
反润湿: 焊盘氧化: 焊盘表面处理异常(HASL和ENIG)
注:反润湿和不润湿的最大区别在于直接接触面的可焊性存在差异。
PCB焊盘润湿不良照片
润湿不良分析方法
案例2 PCB短路开路
1 样品描述:所送5种型号的PCB有开路和短路现象。
分析结论
1)PCB电镀工艺不良是过孔开路的主要原因。 2)PCB基材(包含外层粘接材料和内层芯板粘接材 料)PTE偏大,会进一步加剧过孔开路。
2 外观检查
相邻导线 由于铜箔 相连造成 短路
2
2 外观检查
炭膜相连导致短路 3 分析结论
结论: 镍层扩散至金镀层浅表面而氧化以及镍层存在较严重的裂 缝降低了PCB焊盘的可焊性,从而导致焊盘上锡不良。
案例8 PCB焊盘氧化腐蚀导致器件脱落案例
样品外观照片及脱落后焊盘照片
1)金部分未溶解 2)存在锡元素
SEM&EDS分析
未脱落的焊点金相分析 1)存在润湿不良 2)镍层存在腐蚀
SEM&EDS分析
PCB拒焊不良分析报告---上海

資料№SET-QAR2-160612LZB(2/6) 1)不良实物板确认结果,上锡位置不饱满,非完全不上锡现象。 2)上锡不良发生在 S 面(上锡面),C 面(部品面)上锡无异常。 二.不良原因分析: 基板会造成上锡不良的因素为以下两个方面:
① 锡面上有异常元素(如:油墨成分 Ba)存在造成拒焊 ② 锡厚不足
放大
EDS 元素分析结果:已经上锡处元素成分为 C,0,Al,Si,Ag,Sn。 2.1.2<C 面 EDS 分析> 2.1.2.1 焊盘①(未上零件锡面)
放大
EDS 元素分析结果:未上零件处锡面元素成分为 C,0,Ni,Cu,Sn,无拒焊异常元素。 Shirai Electronics Trading (ShenZhen)Co., Ltd.
放大
EDS 元素分析结果:已经上锡处元素成分为 C,0,Al,Si,Ag,Sn。 Shirai Electronics Trading (ShenZhen)Co., Ltd.
2.1.1.2 焊盘②(上锡不良处锡面)
資料№SET-QAR2-160612LZB(3/6)
放大
EDS 元素分析结果:上锡不良处元素成分为 C,0,Cu,Sn,无拒焊异常元素。 2.1.1.2 焊盘②(已经上锡处)
――― 記 ―――
一.不良发生状況及图片:对贵司反馈的不良板确认结果如下:
机种
D/C
不良内容
NUE081
2016
上锡不良
贵司退回 4pcs(1sheet)不良品图片:
不良数 58pcs
整体不良图片
不良位置放大图片①
不良位置放大图片②
Shirai Electronics Trading (ShenZhen)Co., Ltd.
PCBA-上锡不良分析方法简介2023
FIB切片-腐蚀
18
FIB观察不良图面
19
其它辅助测试
20
1-1 漂锡测试
未上锡前
上锡后
21
1-2 印锡膏
未上ቤተ መጻሕፍቲ ባይዱ前
上锡后
22
1-3.上锡测试
零件剥除后图标
零件剥除前图标
23
上锡测试
不良品表面,焊盘上锡大部分没有 覆盖到,有点状的锡残留。金面看 起来没有和锡熔在一起;
24
1.4 推力
量比较少。
5
举例: 上件比较
正常区
不良区
不良品表面,焊盘上锡大部分没有覆盖到,有点状的锡残留。
6
举例:疑似上件偏移
左边的照片,零件已经偏移了,但是锡也是点状残留;右边的照片,
都是锡点状残留。看起来都是锡和焊盘没有很好地结合起来。
7
剥金-看镍面外观
• 步骤 1.将线路板裁成小片 2.将小片线路板浸泡在剥金液中5~10秒 3.取出线路板,进行水洗风干 4.拍照
值建议在1kgf以上
25
结论
• 上锡不良分析有很多方析方式还没有列入, 各位可以根据实际状况进行分析。
• 利用以上测试用分析,所得到的结果,做 合理的推测,或许真因一时间无法发现, 至少可以得到之后研究方向。
26
谢谢!
27
不良区
正常区
不良区域的锡量少,没有和零件面形成自然的斜坡,也可表面焊盘表 面和锡的亲和力不好,阻碍了锡在焊盘表面的流动。
14
正常处切片
不良处切片 15
FIB用途
1.以高倍率,确认镍层是否腐蚀。 2.切片观察IMC层生成状况。 3.仅能针对表面进行分析。
16
上锡不良类型和原因分析范文

上锡不良类型及原因分析一、焊后PCB板面残留多板子脏: 1.FLUX固含量高,不挥发物太多。
2.焊接前未预热或预热温度过低(浸焊时,时间太短)。
3.走板速度太快(FLUX 未能充分挥发)。
4.锡炉温度不够。
5.锡炉中杂质太多或锡的度数低。
6.加了防氧化剂或防氧化油造成的。
7.助焊剂涂布太多。
8.PCB上扦座或开放性元件太多,没有上预热。
9.元件脚和板孔不成比例(孔太大)使助焊剂上升。
10.PCB本身有预涂松香。
11.在搪锡工艺中,FLUX润湿性过强。
12.PCB工艺问题,过孔太少,造成FLUX挥发不畅。
13.手浸时PCB入锡液角度不对。
14.FLUX使用过程中,较长时间未添加稀释剂。
二、着火:1.助焊剂闪点太低未加阻燃剂。
2.没有风刀,造成助焊剂涂布量过多,预热时滴到加热管上。
3.风刀的角度不对(使助焊剂在PCB上涂布不均匀)。
4.PCB上胶条太多,把胶条引燃了。
5.PCB 上助焊剂太多,往下滴到加热管上。
6.走板速度太快(FLUX未完全挥发,FLUX滴下)或太慢(造成板面热温度太高)。
7.预热温度太高。
8.工艺问题(PCB板材不好,发热管与PCB距离太近)。
三、腐蚀(元器件发绿,焊点发黑)1. 铜与FLUX起化学反应,形成绿色的铜的化合物。
2. 铅锡与FLUX起化学反应,形成黑色的铅锡的化合物。
3. 预热不充分(预热温度低,走板速度快)造成FLUX残留多,有害物残留太多)。
4.残留物发生吸水现象,(水溶物电导率未达标) 5.用了需要清洗的FLUX,焊完后未清洗或未及时清洗。
6.FLUX活性太强。
7.电子元器件与FLUX中活性物质反应。
四、连电,漏电(绝缘性不好)1. FLUX在板上成离子残留;或FLUX残留吸水,吸水导电。
2. PCB设计不合理,布线太近等。
3. PCB阻焊膜质量不好,容易导电。
五、漏焊,虚焊,连焊 1. FLUX活性不够。
2. FLUX的润湿性不够。
wk_ad_begin({pid : 21});wk_ad_after(21, function(){$('.ad-hidden').hide();},function(){$('.ad-hidden').show();});3. FLUX涂布的量太少。
上锡不良分析报告
百分比 Sigma 23.75 52.67 0.43 0.53
Pb M
16.6
23.58
0.51
样品2(正常板) 总量
100
7
无异常
8
c、从EDS分析结果显示,异常板与正常板铜 含量没有多少差别。
9
三、总结
1、从客户反馈不良率30%及客户退货板数量来看,
约有2000PCS(5780×30%+192=1926)不良,此 次投诉为批量性不良,只有生产条件(设备、工艺参 数)异常时,才有批量性不良。 2、结合以上分析结果,21977客户投诉上锡不良为锡 厚不够。
21977上锡不良分析报告
由:彭俊勇 审核: To: 刘生
Cc:
尚生
日期:2011年11月28日
目 录
一、背景 二、原因分析 三、总结 四、改善及建议
2
一、背景
JJL客户投诉有铅喷锡板FP21977-2B04E严重上 锡不良,不良率为100%。
不良图片
不良图片
3
二、原因分析
1、不良状况:客户退回5780PCS PCB及 192PCS PCBA上锡不良板,不良率为30%,有近 2000PCS不良。
10
四、改善及建议
为确保生产品质,避免此类不良遭到客户投 诉给公司带来损失,应保证锡厚满足我司工艺 要求≥20″。
11
Thanks!
12
4
Байду номын сангаас
元素
重量
重量百 原子 分 比
百分比 7.64 26.02 49.55 16.78 0.19 0.59 0.87 0.9
百分比 Sigma CK Cu K Sn L Pb M 0.83 14.89 52.97 31.32
PCB板上沉锡焊盘上锡不良失效分析

PCB 板上沉锡焊盘上锡不良失效分析
PCB 应用广泛,但由于成本以及技术的原因,PCB 在生产和应用过程中出现了大量的失效问题,并因此引发了许多质量纠纷。
为了弄清楚失效的原因以便找到解决问题的办法和分清责任,必须对所发生的失效案例进行失效分析。
沉锡焊盘上锡不良失效分析
1.背景:
送检样品为某PCBA 板,该PCB 板经过SMT 后,发现少量焊盘出现上锡不良现象,样品的失效率大概在千分之三左右。
该PCB 板焊盘表面处理工艺为化学沉锡,该PCB 板为双面贴片,出现上锡不良的焊盘均位于第二贴片面。
2.分析说明:
首先进行外观检查,通过对失效焊盘进行显微放大观察,焊盘存在不上锡。
PCB不良缺陷分析

PCB不良缺陷分析PCB(Printed Circuit Board)是电子设备中必不可少的组成部分,用于支持和连接电子元件。
由于PCB在电子设备中扮演着重要的角色,因此质量控制和缺陷分析对于确保产品质量和稳定性至关重要。
本文将重点介绍PCB的不良缺陷分析,并探讨如何预防和解决这些问题。
PCB的不良缺陷通常可以分为以下几类:制造工艺问题、材料问题、设计问题和组装问题。
首先,制造工艺问题可能是导致PCB不良缺陷的主要原因之一、制造过程中不当的焊接、探针测试、覆铜等操作可能导致PCB上的缺陷。
例如,不正确的焊接参数和工艺可能导致焊点开裂、电路通断不良等问题。
针对这些问题,制造商可以通过优化焊接工艺参数、加强员工培训和监督等方式来预防和解决。
其次,材料问题也是导致PCB不良缺陷的重要因素之一、不合格的材料可能会导致电路不良连接、短路和漏电等问题。
例如,使用过期的胶水、不合格的电子元件可能会降低PCB的质量。
制造商可以选择合格的供应商、进行严格的材料检验和审查来解决这些问题。
设计问题也是导致PCB不良缺陷的一个重要方面。
不合理的电路布局、不良的阻抗控制、信号干扰等问题可能会导致电路功能不正常。
为了解决这些问题,设计人员可以通过合理的布局设计、精确的阻抗控制和适当的信号层分离来提高PCB的质量。
最后,组装问题也是PCB不良缺陷的一个主要原因。
芯片和电子元件的安装不当可能导致焊接不良、引脚对焊等问题。
为了解决这些问题,制造商可以采用自动化组装技术、严格的质量控制流程和检查来确保组装质量。
为了解决PCB的不良缺陷问题,制造商可以采用以下几种方法。
首先,制定明确的质量标准和验收标准,确保产品质量可控。
其次,加强质量控制和检查流程,通过严格的检查和测试来发现和解决问题。
此外,合理的培训和技术支持也是解决问题的关键,制造商应该为员工提供必要的培训和技术指导。
总之,PCB不良缺陷对于产品质量和稳定性具有重要影响。
制造商应该重视质量控制和缺陷分析工作,通过合理的制造工艺、合格的材料和合理的设计来预防和解决PCB的不良缺陷问题。
上锡不良分析报告
10
四、改善及建议
为确保生产品质,避免此类不良遭到客户投 诉给公司带来损失,应保证锡厚满足我司工艺 要求≥20″。
11
Thanks!
12
2、原因分析:导致喷锡板上锡不良可能原因有1、 锡薄,2、锡缸铜离子含量超标,3、离子污染。 3、分析: a、对客户退回不良板进行分析,测得严重不上 锡位锡厚如下: 12.86″ 12.98″ 11.37″ 12.33″ 11.45″ 注: 我司工艺要求锡厚≥ 20″
b、对客户退回不良板外发ATO进行EDS分析,分 析结果显示,未发现异常元素。
百分比 Sigma 23.75 52.67 0.43 0.53
Pb M
16.6
23.58
0.51
样品2(正常板) 总量
100
7
无异常
8
c、从EDS分析结果显示,异常板与正常板铜 含量没有多少差别。
9
三、总结
1、从客户反馈不良率30%及客户退货板数量来看,
约有2000PCS(5780×30%+192=1926)不良,此 次投诉为批量性不良,只有生产条件(设备、工艺参 数)异常时,才有批量性不良。 2、结合以上分析结果,21977客户投诉上锡不良为锡 厚不够。
4
元素
重量
重量百 原子 分 比
百分比 7.64 26.02 49.55 16.78 0.19 ห้องสมุดไป่ตู้.59 0.87 0.9
百分比 Sigma CK Cu K Sn L Pb M 0.83 14.89 52.97 31.32
总量
100
样片1
5
无异常
6
元素
元素
重量
重量百 分 比
PCB镀锡抗蚀不良异常改善报告
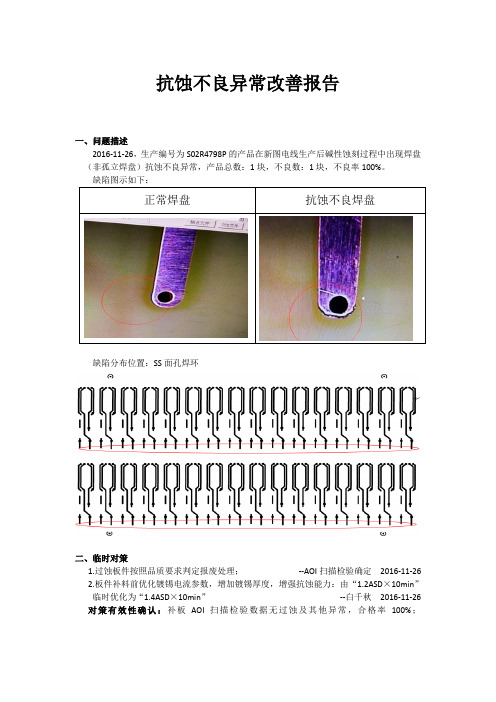
抗蚀不良异常改善报告一、问题描述2016-11-26,生产编号为S02R4798P的产品在新图电线生产后碱性蚀刻过程中出现焊盘(非孤立焊盘)抗蚀不良异常,产品总数:1块,不良数:1块,不良率100%。
缺陷图示如下:正常焊盘抗蚀不良焊盘缺陷分布位置:SS面孔焊环二、临时对策1.过蚀板件按照品质要求判定报废处理;--AOI扫描检验确定2016-11-262.板件补料前优化镀锡电流参数,增加镀锡厚度,增强抗蚀能力:由“1.2ASD×10min”临时优化为“1.4ASD×10min”--白千秋2016-11-26 对策有效性确认:补板AOI扫描检验数据无过蚀及其他异常,合格率100%;三、原因分析1.生产信息查询:①2016-11-26生产,镀锡电流参数1.2ASD×10min,镀锡缸号:7#②生产Mapping:查询异常产品前后嫌疑批次,AOI扫描检验数据无过蚀刻异常,故可以排除镀锡药水及碱性蚀刻线药水的异常。
2.抗蚀不良重现实验&层别对比测试实验流程:①投料工艺试板(以S02R4798P资料为模板)3块生产至图形电镀前暂停;②指定新图电线生产,以0.8ASD×10min、1.2ASD×10min、1.4ASD×10min三种镀锡参数分别生产(1块/挂,共3挂);③9点发测量抗蚀不良位置(SS面)锡厚;④碱性蚀刻后送至AOI扫描,确认并记录扫描和检验数据。
实验结果如下表:(层别对比镀锡参数、锡厚、锡缸号的关系)项目板号镀锡参数理论锡厚(um)实测锡厚(um)锡缸AOI扫描图示对比1 0.8ASD×10min 3.8 4.255 8# 报点:3过蚀:02 1.2ASD×10min 5.1 2.133 7# 报点:22过蚀:203 1.4ASD×10min 6.65 4.983 7# 报点:4过蚀:0从实验结果可得,①编号1和3板件蚀刻后无过蚀异常,编号2板件存在过蚀刻异常;②1号板件爱你锡厚比理论锡厚大0.455um,2号板件锡厚比理论锡厚小2.97um,3号板件锡厚比理论锡厚小1.67um;③比理论锡厚小的板件在同一锡缸(7#锡缸)生产。
PCB失效分析技术与典型案例

在 PCB 或焊点的失效分析方面,SEM 主要用来作失效机理的分析, 具体说来就是用来观察焊 盘表明的形貌结构、焊点金相组织、测量金属间化物、可焊性镀层分析以及做锡须分析测量等。与 光学显微镜不同, 扫描电镜所成的是电子像, 因此, 只有黑白两色, 并且扫描电镜的试样要求导,电 对非导体和部分半导体需要喷金或碳处理,否则电荷聚集在样品表面就影响样品的观察。此外,扫 描电镜图象景深远远大于光学显微镜,是金相结构、显微断口以及锡须等不平整的样品的重要分析 方法。
Abstract Due to the trend of PCB developing toward high density and the environmental requirements of lead free and halogen free for PCB,all kinds of failure issues including bad wetting, blast, delamination and CAF are apt to take place more and more oftenly. In this paper analysis technologies for these failures will be firstly introduced,which includes SEM/EDS,XPS, microsection,t hermal analysis(TGA/DSC/TMA),FTIR , wetting balance test and so on. Followingly, the applications of these analysis technologies are presented in some typical failure cases. To discover the mechanism and rooted causes for PCB failure will make for the quality control of PCB and free of re-happening of similar cases in the coming days. Keywords:PCB Failure Analysis Analysis Technology
失效分析经典案例--BGA焊接不良

DFR-01
一、样品描述
所送检的PCBA样品经电性能测试发现其BGA部位可能有焊接不良(怀疑虚焊)存在,现需分析该问题是该PCBA在SMT制程中造成或是PCB 的(即上锡不良)原因。
委托单位提供了一件PCBA样品与所用的3件PCB 样品。
二、分析过程
1、显微分析
将PCBA上的BGA部分切下,用环氧树脂镶嵌、刨磨、抛光、腐蚀制作BGA焊点的金相剖面或截面,然后用Nikon OPTIPHOT金相显微镜与LEICA MZ6立体显微镜进行观察分析,发现在第一排的第四焊点存在缺陷,锡球与焊盘间有明显的分离现象(图1),其他焊点未检查到类似情况。
图1 BGA焊点(第一排第4个)切片截面显微镜照片(1)
2、PCB焊盘的可焊性分析
图2 BGA焊点缺陷部位放大的显微镜照片(2)
图3 PCB上的BGA焊接部位的润湿不良的焊盘(1)
图4 PCB上的润湿不良的焊盘(2)3、PCB表面状态分析
4、SEM以及EDX分析
图6 不良焊点截面的外观SEM分析照片。
图7 SEM照片中A部位的化学(元素)组成分析结果
图8 SEM照片中B部位的化学(元素)组成分析结果
图9 图5中不良焊盘的表面的化学(元素)组成分析结果
5、焊锡膏的润湿性分析
三、结论
经过以上分析,可以得出这样的结论:
1、送PCBA样品的BGA部位的第一排第4焊点存在不良缺陷,锡球焊点与
焊盘间有明显开路。
2、造成开路的原因为:该PCB的焊盘润湿性(可焊性)不良,焊盘表
面存在不明有机物,该有机物绝缘且阻焊,使BGA焊料球无法与焊盘在焊接时形成金属化层。
PCBA通孔上锡不良失效分析
PCBA通孔上锡不良失效分析1.引言随着电子产品的不断发展,PCBA(Printed Circuit Board Assembly)通孔上锡不良失效已成为制造商面临的一项重要问题。
通孔上锡不良失效指的是在PCBA组装过程中,通孔上的锡层存在缺陷或未能达到预期的质量标准,从而导致电子产品的性能下降或者无法正常工作。
本文将从引起通孔上锡不良失效的主要原因、常见的不良现象和影响因素,以及可能的解决方案等多个方面进行详细分析。
2.主要原因通孔上锡不良失效的主要原因可以总结为以下几个方面:(1)PCB生产工艺不当:包括热压工艺不当、上锡工艺控制不当、冷凝水引起的通孔未热波退化等;(2)基材质量问题:例如,基材表面有油污或者氧化膜;(3)无铅钎料使用不当:无铅钎料与常规钎料具有不同的物理特性,使用不当容易导致通孔上锡不良;(4)温度控制不当:温度过高或过低都可能导致通孔上锡不良。
3.常见的不良现象通孔上锡不良失效表现为以下几个常见的不良现象:(1)缺锡:通孔上的锡层不均匀或缺少,导致电路连接不良;(2)箍锡:锡层在通孔上厚度增加,导致电路断路或短路;(3)锡棒:形成一条或多条厚度较大的锡棒,使得电路连通不良。
4.影响因素造成通孔上锡不良失效的影响因素包括:(1)上锡温度:温度过高会导致锡熔化,温度过低则无法保证锡层的均匀性;(2)上锡时间:时间过短会导致不足的锡层覆盖和粘附,时间过长则会引起锡层过厚;(3)钎料粒度:钎料粒度过大会导致上锡不均匀,影响通孔上锡质量;(4)PCB表面处理不当:包括油污、氧化膜等对上锡质量产生负面影响。
5.解决方案为解决PCBA通孔上锡不良失效问题,可以采取以下方案:(1)优化PCB生产工艺:改进热压工艺,确保PCB通孔在上锡过程中能够充分受热,避免冷凝水引起的不良;(2)对基材进行表面处理:确保基材表面无油污或氧化膜等污染物,保证上锡质量;(3)选用合适的无铅钎料:需根据产品要求选择合适的无铅钎料,并确保正确的操作使用;(4)控制上锡温度和时间:确保上锡温度在合适的范围内,上锡时间足够但不过长;(5)控制钎料粒度:选择适当的钎料粒度,避免影响上锡质量。
PCB失效分析技术与案例

PCB失效分析技术与案例PCB(Printed Circuit Board,印刷电路板)作为电子产品的核心组成部分,承载着各种电子元件和连接线路,是电子产品正常运行的基础。
然而,由于各种原因,PCB可能会出现失效现象,例如电气失效、机械失效、热失效等。
本文将介绍几种常见的PCB失效分析技术以及相应的案例。
一、电气失效分析技术1.测试仪器:使用示波器、万用表、频谱分析仪等仪器对PCB进行电气特性分析,检测电气性能是否正常。
2.红外测试:使用红外线热像仪对PCB进行红外检测,查找异常发热点,判断是否存在热失效等问题。
3.焦耳热分析:通过加热PCB,利用焦耳热效应来检测是否有电气连接不良,或是电敏感元器件的温度分布不均等问题。
案例:电子产品的PCB在使用过程中发现频繁死机。
经过电气失效分析发现,其中一个芯片温度异常升高,通过焦耳热分析发现该芯片与PCB之间的焊点存在接触不良,导致芯片发热过高而死机。
二、机械失效分析技术1.目视检查:通过目视检查PCB表面是否存在物理损伤,如裂纹、变形等。
2.显微镜观察:使用显微镜对PCB进行观察,检查PCB连接是否完好,是否存在疲劳裂纹等。
3.声发射检测:利用声发射检测仪器对PCB进行检测,通过检测不同频率的声波来判断是否存在机械失效。
案例:电子产品的PCB在物理冲击后无法正常工作。
经过机械失效分析发现,PCB上的一个元件发生了松动,导致接触不良。
通过目视检查和显微镜观察,最终发现该元件的焊点出现了裂纹,进一步造成了PCB的机械失效。
三、热失效分析技术1.热测量:使用热敏电阻或红外线热像仪对PCB进行温度测量,查找温度异常区域,判断热失效的可能性。
2.热分析:利用有限元软件对PCB进行热仿真分析,通过数值模拟来预测PCB在工作过程中的温度分布和热应力。
案例:电子产品的PCB过热导致无法正常工作。
经过热失效分析发现,PCB散热不良,导致温度过高。
通过热测量发现,PCB上的散热片连接不良,无法正确散热。
无铅HASL上锡不良案例分析
无铅喷锡(HASL)上锡不良案例研究中国赛宝实验室可靠性研究分析中心邱宝军由于欧盟、美国和我国等国家和地区对铅等有毒物质使用的限制,电子组件中传统的有铅喷锡PCB已经向无铅喷锡PCB转化。
然而,在无铅喷锡PCB的使用过程,很多技术人员发现PCB在经过一段时间储存或者经历高温过程后(如回流焊接过程),PCB焊盘很难被焊料润湿,从而造成无铅喷锡PCB部分焊盘出现上锡不良现象。
本文将以典型案例分析的方式,给出无铅喷锡PCB上锡不良的失效机理,并介绍针对上述不良的主要分析思路和分析方法,并给出避免无铅喷锡PCB出现上锡不良的相关措施。
本文的研究结果避免无铅喷锡PCB出现上锡不良,提高电子产品的可靠性有一定的指导意义。
1 案例的背景某单位送回流焊接后PCBA样品5块和同批次PCB空板5块,委托单位反应该批次PCBA在经过一次回流焊接后,第二面(B面)部分焊盘存在上锡不良现象,而且在某些IC 引脚位置尤为明显。
上锡不良的的PCB比例为5%左右。
考虑到PCB的A、B面没有显著的差异,且只在第二面存在上锡不良现象,委托单位对焊接工艺顺序进行调整,发现原本焊接良好的A面也存在一定的上锡不良现象,而B面则明显改善。
同时委托单位表示,该PCB 已经使用很长时间,只有最近的这一批存在上锡不良现象。
由于无法准确判断导致上锡不良的原因,委托要求对失效的原因进行分析,从而为解决该失效提高依据。
由于涉及客户的部分信息,为保密要求不提供外观照片。
2 分析过程2.1 总体思路根据委托单位提供的信息,该PCB采用的无铅喷锡工艺,且改变工艺流程对上锡不良的现象有明显的改善,初步推断失效的原因可能与无铅喷锡表面镀层在高温下的合金退化导致可焊性下降有关。
为了对该失效推断进行验证,则分析思路为:对失效PCBA具体的失效部位进行外观检查,重点检查失效部位的润湿情况,区分上锡不良为不润湿或反润湿,同时检查焊料对引脚的润湿情况。
外观检查后对上锡不良焊盘进行切片,验证其镀层的质量情况,重点考核镀层厚度和镀层中锡铜合金情况。
上锡不良类型及原因分析
上锡不良类型及原因分析一、焊后PCB板面残留多板子脏: 1.FLUX固含量高,不挥发物太多。
2.焊接前未预热或预热温度过低(浸焊时,时间太短)。
3.走板速度太快(FLUX 未能充分挥发)。
4.锡炉温度不够。
5.锡炉中杂质太多或锡的度数低。
6.加了防氧化剂或防氧化油造成的。
7.助焊剂涂布太多。
8.PCB上扦座或开放性元件太多,没有上预热。
9.元件脚和板孔不成比例(孔太大)使助焊剂上升。
10.PCB本身有预涂松香。
11.在搪锡工艺中,FLUX润湿性过强。
12.PCB工艺问题,过孔太少,造成FLUX挥发不畅。
13.手浸时PCB入锡液角度不对。
14.FLUX使用过程中,较长时间未添加稀释剂。
二、着火:1.助焊剂闪点太低未加阻燃剂。
2.没有风刀,造成助焊剂涂布量过多,预热时滴到加热管上。
3.风刀的角度不对(使助焊剂在PCB上涂布不均匀)。
4.PCB上胶条太多,把胶条引燃了。
5.PCB 上助焊剂太多,往下滴到加热管上。
6.走板速度太快(FLUX未完全挥发,FLUX滴下)或太慢(造成板面热温度太高)。
7.预热温度太高。
8.工艺问题(PCB板材不好,发热管与PCB距离太近)。
三、腐蚀(元器件发绿,焊点发黑)1. 铜与FLUX起化学反应,形成绿色的铜的化合物。
2. 铅锡与FLUX起化学反应,形成黑色的铅锡的化合物。
3. 预热不充分(预热温度低,走板速度快)造成FLUX残留多,有害物残留太多)。
4.残留物发生吸水现象,(水溶物电导率未达标) 5.用了需要清洗的FLUX,焊完后未清洗或未及时清洗。
6.FLUX活性太强。
7.电子元器件与FLUX中活性物质反应。
四、连电,漏电(绝缘性不好)1. FLUX在板上成离子残留;或FLUX残留吸水,吸水导电。
2. PCB设计不合理,布线太近等。
3. PCB阻焊膜质量不好,容易导电。
五、漏焊,虚焊,连焊 1. FLUX活性不够。
2. FLUX的润湿性不够。
wk_ad_begin({pid : 21});wk_ad_after(21, function(){$('.ad-hidden').hide();},function(){$('.ad-hidden').show();});3. FLUX涂布的量太少。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PCB上锡不良缺陷分析
一、样品描述
PCBA存在明显的吃锡不良现象(图1中红色箭头标示处),且上锡不良均发生在第二次焊接面,通过改变锡膏、PCB板及不同的生产线都无法改善。
图1
二、外观检查
上锡锡不良焊点在PCB焊盘一侧呈现明显的不润湿或反润湿现象,焊料全部流向元器件可焊端,见图2。
图2
三、金相分析
PCB焊盘吃锡不良的焊点中焊料在PCB焊盘一侧均存在润湿不良,不润湿处PCB焊盘表面可见明显的金属间化合物,焊料润湿不良处PCB焊盘表面可焊性镀层不明显,见图3。
图3
四、分析结论
PCB焊盘的可焊性镀层厚度不均匀,局部位置的可焊性镀层偏薄,在经过一次回流焊接后,锡铅可焊性镀层与PCB Cu焊盘之间形成合金,降低了PCB焊盘的可焊性。
可焊性降低最终引起上锡不良。
如有侵权请联系告知删除,感谢你们的配合!。