SMT- 供应商出货检验报告书
IPQC(SMT)检验报告1[1].2
![IPQC(SMT)检验报告1[1].2](https://img.taocdn.com/s3/m/14414ecbaa00b52acfc7ca9e.png)
PCB 周期: 描述
1 主要CHamp;顏色標識是否正確? 10 BGA無空焊﹑ 短路﹑ 汽泡<25%? 11 AOI無法檢測需重點目視之位置&結果?
□Pass □Pass □Pass □Pass □Pass □Pass □Pass □Pass □Pass □Pass
檢驗員:
IPQC(SMT)檢驗報告
Date: 工單號碼:
表單編號:YNAB-QA-001 V0.1
10 R/C/L&二极管&三极管有無立碑? 11 R/C/L&二极管&三极管有無側立? 12 R/C/L&二极管&三极管有無反件(翻身) ? 13 R/C/L&二极管&三极管有無少錫&多錫? 14 R/C/L&二极管&三极管有無錯位? 15 零件是否臟污及損傷? 16 金手指是否有刮傷或臟污或氧化等? 17 PCB是否有刮傷及破損? 18 USB.CONN是否平貼PCB? 19 屏蔽蓋是否平貼PCB&焊點是否符合要求? 20 PCB絲印及有否專用LOGO& 生產廠商?
□Fail □Fail □Fail □Fail □Fail □Fail □Fail □Fail □Fail □Fail
□N/A □N/A □N/A □N/A □N/A □N/A □N/A □N/A □N/A □N/A
品名:
周期:
F/W: X-Ray存檔編號:
顏色標識:
位置: 結果:
備注:
主管:
組長:
□Accept □Reject
描述
Version: Version:
檢驗項目
PCB 料號及版本是否正確? PCBA 料號及版本是否正確? 是否與最新BOM要求一致? 二极管&三极管有無反向? R/C/L&二极管&三极管有無錯件? R/C/L&二极管&三极管有無少件? R/C/L&二极管&三极管有無多件? R/C/L&二极管&三极管有無空焊? R/C/L&二极管&三极管有無偏移?
出货检验报告三篇

Product Name
Specification
TotalProduction Quantity
Result:□NGNOT GOOD□OK
Sampling Standard:
Sampling Inspection Instruction
Quality Requirement:
CR:(CRITICAL)0 MA(MAJOR):0.4 MI(MINOR):1.0
实配检验
01与机壳及相关配件配合是否良好,配合缝隙是否符合标准。
跌落测试
01按跌落测试规范或客户要求测试。
合计
QA判定
□合格 □特采 □返工 □不合格
检验员/日期:
备 注
审 核
核 准
篇三:Outgoing Quality Control Report
Inspection Date:
Customer Name
一、Visual and Dimensional Inspection
No.
Parts
Inspection Items
Inspection Method
Test equipment
Defect
Results
Remark
NG
OK
Unacceptable
1
Outside Carton
1.1Damage/ Dirt
Visual Inspection
Visual Inspection
1.2Length* Width* Height
Check it up with BOM
Calipers
1.3 Content/stickiness/damage of the tags
出货检验报告

/
1
2
3
4
冲击强度
密度比重
环保ROSH
防火等级
熔融指数
拉伸强度
验货情况综述:
环保仪测试数据: Pb: Cd: Hg br: Cr: C1 单位: PPM
注: Pb<1000ppm;Cd<100ppm;Hg<1000ppm;Br<900ppm;Cr<1000ppm;C1<900ppm
注:Pb<1000ppm;Cd<100ppm;Hg<1000ppm;Br<900ppm;Cr<1000ppm;C1<900ppm
东莞市杰卓曦碳纤维科技有限公司
出货检验报告
客户名称
产品名称订单编号订单量出货数量检验日期
抽检数量
不良率
检验方法: 抽检 全捡
检验标准
依据客户确认样板参数及客户要求
外观
缺陷类型
外观缺陷描述
检验结果
色差
无色差 轻微色差 严重色差
颗粒大小均匀
均匀 不规则 需人工挑选
杂质
无杂质 轻微杂质 杂料
性能
测试项目/标准
检验结果: 合格 不合格
处理方式: 出货 返工 让步特采
检验员: 审核: 核准:
出货检验报告模板

抽样数量
检验结果 OK
检验结果
检验结果
OK NG N/A
检验项目
OK NG N/A 第
√
表面是否有脏污异物 √
一 联
√
边缘是否有胶丝
√ 离形纸(膜)是否冲断
√:
白
√联
是否移位
检验项目
√
是否缺料
√
是否折痕.折皱.压伤 √
测试数据未写明单位为“mm”
检验标准 公差 测试仪器 1
检验记录
2
3
4
5
品 质
判部 定存 OK NG 根
审核:
资 料 保
检验员:
厦门凯达电子科技有限公司
出货检验报告
客户
订单号
样品
订单数量
日期
品名
料号 生产批
号
检验项目
外 观 是否溢胶 检 是否有气泡 验 是否变形
规格
颜色
/
出货数量
检验结果 OK NG N/A
检验项目
√ 是否缺胶、胶皱
√
是否反离形
√
是否废料不掉
检验标准
ZERO DEFECT抽样计划表C=0 外观依AQL=1.0抽样,尺寸依每批次验5PCS
厚度
厚度仪
√
长度
宽度
/
外圆直径
√
内圆直径 A
√
尺 内圆直径 B
3D
√
寸
测
√
检
/
/
试
/
/
/
/
/
验
/
/
仪
/
/
/
/
/
第
/
/
/
SMT检验报告 中英文版

测试员 Tester
保存期限:5年 Save the time limit:five years
确认 Confirm by
批准 Approval by
机台号 Machine #
编号 Number
巡查记录
:
Partol Note
ቤተ መጻሕፍቲ ባይዱ
2
3
4
5
6
重要不良项 Defect Type
不良合计 Defect Total
不良数 Rejects Qty.
说明: 1.按贴片机进行抽样,每台机台每2小时至少抽取5-20PCS(Tube),1-2PCS(Panel)进行试装,观察光斑是否有死单颗灯珠、死一串灯珠、暗影、彩虹纹、色差等不良现象; 2.巡检各机台抛料是否按灯珠厂商、色温、BIN、VF、流明进行区分,所有在SMT炉后发现的不良品必须保留,并知会采购通知供应商在24H内确认; 3.巡视测试位灯珠点亮后的光斑以及表面是否有残留锡珠,表面脏污、灯珠损坏、破损、假焊、空焊、冷焊、脱焊、浮高、掉件等现象,并记录在此表上体现; 4.统计维修站不良灯珠信息,包括厂商、色温、BIN、VF值、投入数、产出数、不良数、不良率,并在此表上说明。
灯条 串并数 Parallel Series
色温 Color temp
灯珠流明 Luminous
flux
:
1
型号 Model #
班组 Line
□ 白班Day □ 夜班Night
检查时间/测试结论 Test time & Result
:
:
:
Dongguan *****
表单编号Sheet No.:**-QP-11-01 A0
xxxx有限公司
出货检验报告模板(一)
出货检验报告模板(一)引言概述:出货检验报告模板是一份用于记录和总结产品出货前后的检验结果的文件。
该报告模板旨在帮助企业对出货产品进行全面的检查和评估,以确保产品质量符合预期标准,并且满足客户的需求和期望。
本文将按照以下五个大点进行详细阐述:产品信息、检验标准、检验方法、检验结果以及建议和改进措施。
正文:1. 产品信息:- 记录产品的基本信息,如名称、型号、批次号等。
- 描述产品的主要特征和规格,以及关键参数和要求。
- 记录产品的生产日期、出货日期以及目的地。
a. 产品基本信息- 产品名称- 产品型号- 批次号b. 产品特征与规格- 主要特征- 技术规格c. 日期与目的地- 生产日期- 出货日期- 目的地2. 检验标准:- 详细描述产品应符合的检验标准和质量要求。
- 解释标准中的关键要求和测试方法。
- 确定产品是否符合国家或行业标准。
a. 检验标准描述- 相关标准的名称与版本- 标准的适用范围b. 关键要求和测试方法- 标准中的关键要求- 相应的测试方法c. 符合国家或行业标准- 确认产品是否符合标准- 如不符合,说明原因及改进措施3. 检验方法:- 定义出货前后的检验过程和方法。
- 确定检验所需的设备、工具和环境。
- 详细描述各项检验步骤和操作流程。
a. 检验过程和方法- 出货前的检验过程- 出货后的检验过程b. 检验设备、工具和环境- 所需的设备与工具- 检验所需的环境条件c. 检验步骤和操作流程- 详细描述每个检验步骤- 检验时需要注意的事项4. 检验结果:- 记录出货前后的检验结果和评估。
- 描述每个检验项的结果和判断标准。
- 记录不合格项和异常情况,并提供原因分析。
a. 检验结果记录- 出货前的检验结果- 出货后的检验结果b. 检验项结果和判断标准- 每个检验项的结果记录- 相应的判断标准c. 不合格项和异常情况- 记录不符合标准的项目- 提供原因分析和解决方案5. 建议和改进措施:- 根据检验结果提供相关的建议和改进措施。
成品出货检验报告
检验员:
日期:
核准:
日期:Biblioteka 客户提供资料PASS包装方案
可作简单测试
PASS
外观尺寸
确认的样品
PASS
产品颜色
确认的色板
PASS
产品表面情况
确认的样品
PASS
产品安全性
参照国标及客户要求
PASS
产品功能性
参照国标及客户要求
PASS
产品结构性
参照国标及客户要求
PASS
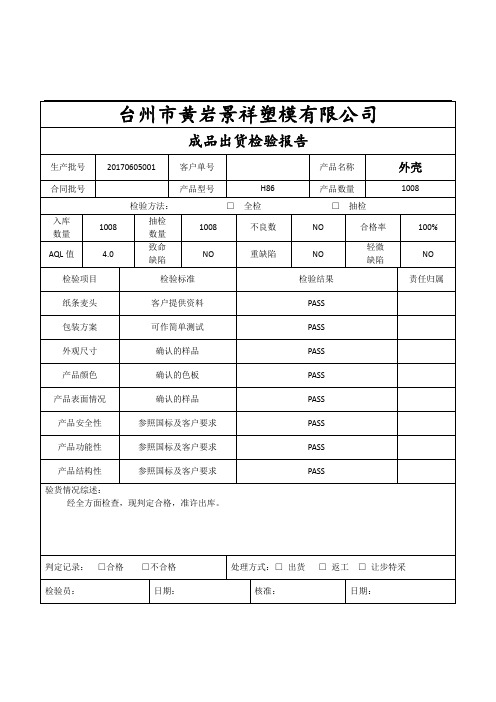
验货情况综述:
经全方面检查,现判定合格,准许出库。
判定记录:□合格 □不合格
台州市黄岩景祥塑模有限公司
成品出货检验报告
生产批号
20170605001
客户单号
产品名称
外壳
合同批号
产品型号
H86
产品数量
1008
检验方法:□ 全检 □ 抽检
入库
数量
1008
抽检
数量
1008
不良数
NO
合格率
100%
AQL值
4.0
致命
缺陷
NO
重缺陷
NO
轻微
缺陷
NO
检验项目
检验标准
检验结果
责任归属
纸条麦头
产品出货检验报告
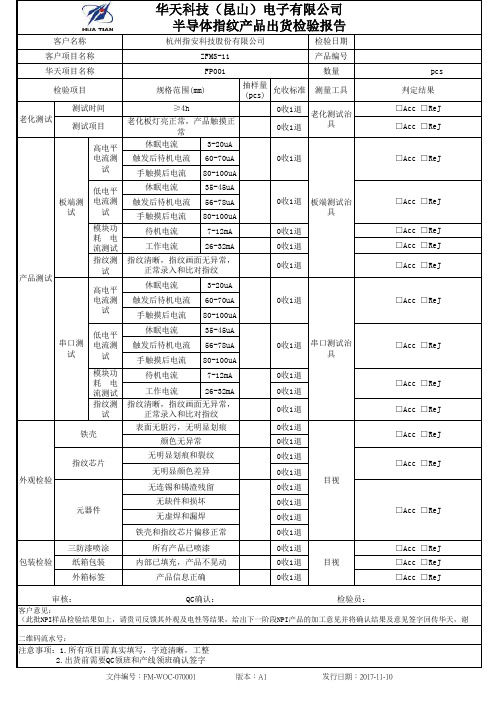
抽样量(pcs)允收标准测量工具0收1退0收1退休眠电流3-20uA 触发后待机电流60-70uA 手触摸后电流80-100uA 休眠电流35-45uA 触发后待机电流56-78uA 手触摸后电流80-100uA 待机电流7-12mA 0收1退工作电流26-32mA0收1退指纹测试0收1退休眠电流3-20uA 触发后待机电流60-70uA 手触摸后电流80-100uA 休眠电流35-45uA 触发后待机电流56-78uA 手触摸后电流80-100uA 待机电流7-12mA 0收1退工作电流26-32mA0收1退指纹测试0收1退0收1退0收1退0收1退0收1退0收1退0收1退0收1退0收1退0收1退0收1退0收1退二维码流水号:□Acc □ReJ□Acc □ReJ□Acc □ReJ客户意见:(此批NPI样品检验结果如上,请贵司反馈其外观及电性等结果,给出下一阶段NPI产品的加工意见并将确认结果及意见签字回传华天,谢□Acc □ReJ 外观检验目视铁壳和指纹芯片偏移正常铁壳指纹芯片元器件所有产品已喷漆规格范围(mm)老化测试测试时间≥4h客户名称无虚焊和漏焊包装检验华天科技(昆山)电子有限公司 半导体指纹产品出货检验报告pcs 检验日期数量华天项目名称产品编号客户项目名称杭州指安科技股份有限公司ZFMS-11FP001判定结果检验项目□Acc □ReJ □Acc □ReJ 测试项目老化板灯亮正常,产品触摸正常□Acc □ReJ内部已填充,产品不晃动三防漆喷涂纸箱包装板端测试目视产品信息正确外箱标签□Acc □ReJ0收1退□Acc □ReJ 产品测试板端测试治具老化测试治具0收1退高电平电流测试低电平电流测试0收1退0收1退模块功耗 电流测试高电平电流测试低电平电流测试模块功耗 电流测试指纹清晰,指纹画面无异常,正常录入和比对指纹□Acc □ReJ□Acc □ReJ串口测试□Acc □ReJ 文件编号:FM-WOC-070001 版本:A1 发行日期:2017-11-10□Acc □ReJ 指纹清晰,指纹画面无异常,正常录入和比对指纹表面无脏污,无明显划痕颜色无异常无明显划痕和裂纹无明显颜色差异无连锡和锡渣残留无缺件和损坏注意事项:1.所有项目需真实填写,字迹清晰,工整 2.出货前需要QC领班和产线领班确认签字□Acc □ReJ审核: QC确认: 检验员:□Acc □ReJ□Acc □ReJ 串口测试治具□Acc □ReJ。
SMT--供应商出货检验报告书
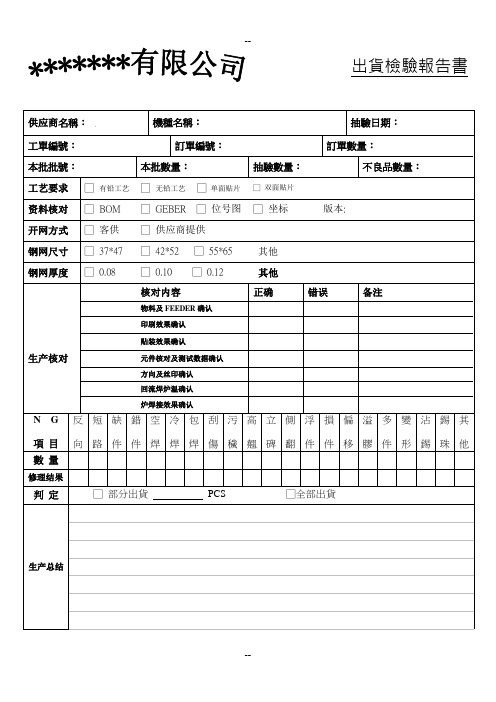
修理结果
判定
□ 部分出貨
PCS
□全部出貨
生产总结
--
--
版本:A 版次:1
注:生产总结包括,空贴位置说明、电子物料及 PCB 板来料反馈、工程资料合理性
确认者:
审核:
--
其他
钢网厚度 □ 0.08 □ 0.10 □ 0.12
其他
核对内容
正确
错误
备注
物料及 FEEDER 确认 印刷效果确认
贴装效果确认
生产核对
元件核对及测试数据确认 方向及丝印确认 回流焊炉温确认
炉焊接效果确认
NG 反短缺錯空冷包刮污高立側浮損偏溢多變沾錫其
項目 向 路 件 件 焊 焊 焊 傷 穢 翹 碑 翻 件 件 移 膠 件 形 錫 珠 他 數量
--
出貨檢驗報告書
供应商名稱:機種名稱:源自抽驗日期:工單編號:
訂單編號:
訂單數量:
本批批號:
本批數量:
抽驗數量:
不良品數量:
工艺要求 □ 有铅工艺 □ 无铅工艺 □ 单面贴片 □ 双面贴片
资料核对 □ BOM □ GEBER □ 位号图 □ 坐标
版本:
开网方式 □ 客供 □ □ 供应商提供
钢网尺寸 □ 37*47 □ 42*52 □ 55*65
开网方式客供供应商提供钢网尺寸374742525565其他钢网厚度008010012其他核对内容正确错误备注物料及feeder确认印刷效果确认贴装效果确认生产核对元件核对及测试数据确认方向及丝印确认回流焊炉温确认炉焊接效果确认錯件焊浮件溢膠ng項目??反向短?缺件空?焊包焊刮傷污穢高翹?碑側翻損件偏移多件變形沾錫錫珠其他修理结果判定部分出貨pcs全部出貨生产总结版本
供应商出货检查报告
检验结果判定:
□ 合格
□ 不合格 □ 返工 □特采 □报废
不合格最终判定: □ 选别
检验员:
备注:
确认人:
核准人:
第一联(白色)品质部
第二联(红色)客户
抽样依据:MIL-STO-105E II级单次抽样 检验标准:致命(A=0):___收___退
检查项目
外观 规格 结构 试配 试喷油 螺丝孔扭力測試 (6.0-6.5kg) RoHS 其它
检
查
结
果
致命
严重
轻微
尺寸检查(单位:mm)
测量 部位 标准规格 测量 工具 实 1 2 3 测 4 数 5 据 6 7 8 结果
检查项目致命严重轻微外观规格结构rohs其它标准规格不合格不合格最终判定
合成宝发机械模具(深圳)有限公司
出货检查报告
报告编号: 客 户: 材 质: 型号/名称: 模號: 物料编号: 出.4):___收___退 轻微(C=1.0):___收___退
SMT钢网检验报告
SMT钢网检验报告
客户
机型
编号
检验项目
设计要求
检验结果
外框尺寸
29”×29”
钢网尺寸
700MM×700MM
模板厚度
0.10MM 材质SUS304钢片
印刷格式位置
钢网居中开孔
模板表面
无折痕变形、无污迹、无氧化
PADS开口位置
无偏差、无多开口、无漏开口
PADS开口形状
无变形、无毛刺、孔壁光滑
铝框平整度
≤1MM
绷网方式
手动清洗:□ 自动清洗:□
0402焊盘
开 芯片接地 口 焊盘 尺 0603以上 寸 CHIP焊盘 要 求
95%比例开孔 35~45%比例开孔
防锡珠开孔
Fiducial Mark
四角对应
拼板
有
张力
四角:1) N/cm 2) 张力测量点示意:
N/cm 3) (1) (3)
ห้องสมุดไป่ตู้
N/cm 4)
(2) (5)
(4)
N/cm
中心点:5) N/cm
备注 检验人:
确认人:
日期
表单编号:R.SMT-146-01
出货检验报告
:
长度/高
卡尺
存
功能与 尺寸
宽度/孔 厚度/线 功能/实
卡尺 卡尺 试装件
根
外径/外
卡尺
最终结 论
核
XXX机加厂
出货检验报告
表单编号:
客户名
称
课 课题题号名
产称品图
产号品名
检称验项 目
外观检验内容 1,是否有披锋,划痕,油污。
检验日期
出货数量
材料
检验方式 检验数 不良描
量
述
□抽检 □全检 NG数量 判定 表
单
外观
2,是否颜色有色差,污点,变 3,是否外形与图纸相符。
第 二
连
功能与 尺寸
检 长验 度项 /高目 度 宽度/孔 位 厚度/线 径 功能/实 配 外径/外 形
具体规格
测量工具 卡尺 卡尺 卡尺 试装件 卡尺
检测实际数据
: 客 户
最终结 论
□合格 □返工 □让步接收 □ 报废
检测人
审核
XXX机加厂
出货检验报告
表单编号:
客户名
课 课题题号名
产称品图
产号品名
检称验项 目
外观检验内容 1,是否有披锋,划痕,油污。
外观
2,是否颜色有色差,污点,变 3,是否外形与图纸相符。
检验日期
出货数量
材料
检验方式 检验数 不良描
量
述
□抽检 □全检
NG数量
判定
表 单
第
一
连
检验项目 具体规格 测量工具
检测实际数据
检验标准书和出货检验报告

工序 OQC 型号 XX 名称 连接线 标准 图纸、线束成品检验规范 客户版本 NO:Q/AXON-P-07-14 B版 axon 电线/端子 1-1 单位 mm
检查标准书
客户编码 材料 5 6 7 物料检查 外观检验 检查尺寸 关键点 拉力测试 导通测试 包装要求
IQC/FQC √ √ √ √ √ √ √
目测/样品 刻度尺,千分尺 核对/拆验 拉力计 万用表/高压表 拆检
重点管制项目 日期 发 行 记 录 2014/5/20 版本 B 发行内容 B版最新 核准 审核 制定
检查标准 核对组件上单个物料型号规格是否正确 无破损,划伤,污渍 对照图纸和BOM表 注意电线颜色,接入位置,牢固无松动 拉力测试25N拉不脱为合格 两端通过导通测试,做高测试 按产品设计包装要求检验
检查方法
BOM表,样板,安 装图,物料图纸
首/末件 自主 √ √ √ √ √ √ √ √ √ √ √ √
SMT出货检验报告
檢驗項目 短路/
連漏錫焊/
空冷焊/
錫膏
包假焊/ 虛錫焊膏
堵錫塞珠/
21
錫渣/
22
PCB 表(過面爐
高PC溫B
23 不可
露銅/
銅補箔件
24 品實實際
12 13
浮高 零件 破損
25 用變料更 單標(示單
26 單補料件
14
溢膠
15
紅膠
推力 測試
其它
27 品包單裝 28 靜電
特 ***殊以
上 全判數
每片
核對 單片
供應商: A/I( 制程工藝: )生紅產 檢驗方式: 中是
S料M號T海: 韻SMT進料訂編交檢單號貨 驗報表
次數
Acc
Rej
NO 1 2 3 4
檢驗項目 出腳
長 彎度 腳
A/I
角 腳度 未 出 零件
松脫
5 6
錯件/ 位 缺/欠 /漏件
7
多件
8
反向
9
A/I 紅膠
偏移
10 錫膏 立碑
11
側翻
判定
備注
NO 16 17 18 19 20
板各 紅膠
總點
推力
位置 規格 位置 規格 位置 規格 位置 規格 位置 規格 位置
C C
R R
U UHale Waihona Puke Q QDD
ZD
判定 結果:
合格
拒收
日期: 年 月 日
檢驗:
訂單 數交量貨 數檢量驗 數量
判定
備注
推力(kg) 審核:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
修理结果
判定
□ 部分出貨
PCS
□全部出貨
生产总结
版本:A 版次:1
确认者:
审核:
注:生产总结包括,空贴位置说明、电子物料及 PCB 板来料反馈、工程资料合理性
其他
钢网厚度 □ 0.08 □ 0.10 □ 0.12
其他
核对内容
正确
错误
备注
物料及 FEEDER 确认 印刷效果确认
贴装效果确认
生产核对
元件核对及测试数据确认 方向及丝印确认 回流焊炉温确认
炉焊接效果确认
NG 反短缺錯空冷包刮污高立側浮損偏溢多變沾錫其
項目 向 路 件 件 焊 焊 焊 傷 穢 翹 碑 翻 件 件 移 膠 件 形 錫 珠 他 數量
出貨檢驗報告書
供应商名稱:
機種名稱:
抽驗日期:
工單編號:
訂單編號:
訂單數量:
本批批號:
本批數量:
抽驗數量:
不良品數量:
工艺要求 □ 有铅工艺 □ 无铅工艺 □ 单面贴片 □ 双面贴片
资料核对 □ BOM □ GEBER □ 位号图 □ 坐标
ห้องสมุดไป่ตู้版本:
开网方式 □ 客供 □ □ 供应商提供
钢网尺寸 □ 37*47 □ 42*52 □ 55*65