Deform-3D在挤压中的应用1
基于DEFORM的挤压模具模块化分析系统开发
n m s= { ”et s n .D ae xr i 1 B”, x uin . uo ”et s 2 r o
DB”. xr s n . B”, xr so 4 DB”, x r — “e tu i 3 D o ”e tu in . ”e t u
s n . B ”x ui 6 D ” } i 5 D ”.et s n . B ; o r o
计人 员设计 工具 和产 品 工 艺 流程 , 少 昂贵 的现 减
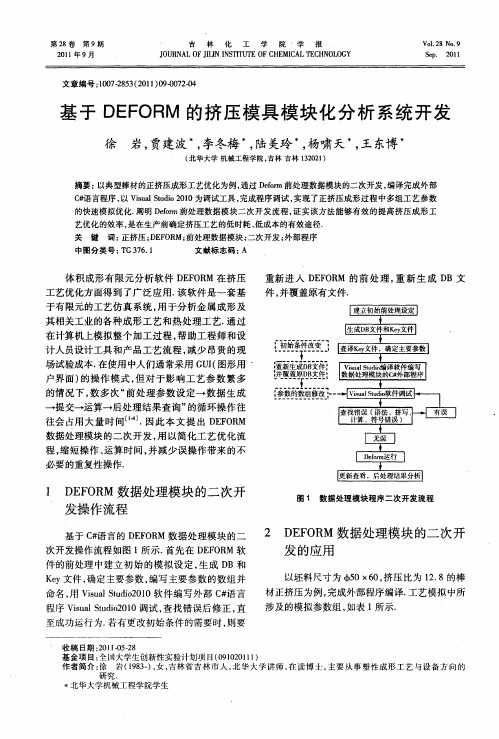
重 新 进 入 D F R 的 前 处 理 , 新 生 成 D 文 EO M 重 B 件, 并覆 盖原 有文 件.
建 立初 始前 处理 没定
I 生成D 文件 ̄Ky B ' e文件1 l l
—— ——— ‘ ‘—— —— 一
第9 期
徐 岩 , 基于 D F R 等: E O M的挤压模具模块化分析系统开发
7 3
表 1 正挤压主要工艺参数表
srn a ti g n me; i ti n ;
fr( = ; o i O i< 6 i ; ++)
{
nm = a e[] a e nm si ; ga e nm si ; nm ga e[] M V T = o [] O C L m vi; F C A f [] R F C=r i ; c
ag) rs {
srn r Di t g wo k r=@ ”D: e tu in i \ xr so 2”;
srng t i
s . iLn(tn.om t”{ \ 8 D ” w Wreie s gFra( 0 B . B , t i r t
w rDr ) o i ; k ) S . i Ln ( -” ; W Wre ie ”1 ) t
基于DEFORM_3D软件模具方向数值模拟教学应用

- 154 -基于DEFORM-3D软件模具方向数值模拟教学应用李明亮,陆从相,浦 毅(盐城纺织职业技术学院,江苏盐城 224006)【摘 要】针对目前高等职业教育模具专业面临人才培养问题,提出模拟教学方式。
介绍DEFORM-3D软件在教学中的应用,不仅可以节省费用,而且能观察金属流动、应力、应变等情况,能使学生更容易理解,提高教学效果。
【关键词】DEFORM-3D;模具;模拟;教学【中图分类号】G721 【文献标识码】A 【文章编号】1008-1151(2009)02-0154-02(一)引言随着科学技术的飞速发展,模具技术在各个领域得到了广泛的应用。
模具制造是一切制造之首,可以说没有模具就没有产品,而模具技术人才的培养是模具工业的当务之急。
培养现代模具技术人才光靠老师在课堂上讲理论是远达不到企业对人才的要求,学校也不可能象企业那样配置设备全而多,投资太大。
为了提高教学效果,增加学生理解与动手能力,同时又节约投资,各个学校一方面走校企联合之路,另一方面在校内利用各种手段建立模拟实验室。
对于高等职业技术院校培养全面发展的技术应用型专门人才,更离不开动手能力的培养,更需要建立模拟实验室来模拟仿真企业里的生产。
模拟实验室可以节省大量人力、物力和时间,在模具方向主要采用数值模拟方法(有限单元法)。
随着计算机的迅速发展,数值模拟已经成为金属成形过程的主要分析方法。
依靠数值模拟不仅可以节省设备的投资、提高工模具设计效率与减少昂贵的现场试验成本,还可以清晰的了解金属的流动规律。
数值模拟技术已经是很多机械、模具类企业的工程师与设计人员的生存手段。
Deform-3D软件是数值模拟中用的最广泛的软件之一,它以强大的分析功能,为用户提供极有价值的工艺分析数据,有关成形过程中的材料和温度流动,这些资料为产品工艺流程的制定与模具使用寿命提高提供了参考。
(二)DEFORM-3D软件简介DEFORM(Design Environment for Forming)软件包括二维有限元分析软件DEFORM-2D和三维有限元分析软件DEFORM-3D,是美国SFTC公司开发出来的,已经在美国、日本、德国等国实际生产和科研中得到大量成功的应用,并得到世界同行的公认。
Deform3D操作介绍

Deform3D操作介绍第⼆章DEFORM-3D操作介绍2.1DEFORM-3D软件介绍20世纪70年代后期,位于美国加州伯克利的加利福尼亚⼤学⼩林研究室在美国军⽅的⽀持下开发出有限元软件ALPID,20世纪90年代在这⼀基础上开发出DEFORM-2D软件,该软件的开发者后来独⽴出来成⽴了SFTC公司,并推出了DEFORM-3D软件。
DEFORM-3D 是⼀套基于有限元分析⽅法的专业⼯艺仿真系统,⽤于分析⾦属三维成形及其相关的各种成形⼯艺和热处理⼯艺。
⼆⼗多年来的⼯业实践证明其有着卓越的准确性和稳定性,模拟引擎在⼤流动、⾏程、载荷和产品缺陷预测等⽅⾯同实际⽣产相符,被国际成形模拟领域公认为处于同类模拟软件的领先地位。
DEFORM-3D不同于⼀般的有限元软件,它是专门为⾦属成形⽽设计。
DEFORM-3D可以⽤于模拟零件制造的全过程,从成形、机加⼯到热处理。
通过DEFORM-3D模拟整个加⼯过程,可以帮助设计⼈员:设计⼯具和产品的⼯艺流程,减少实验成本;提⾼模具设计效率,降低⽣产和材料成本;缩短新产品的研究开发周期;分析现有⼯艺存在的问题,辅助找出原因和解决⽅法。
2.1.1DEFORM-3D特点1)DEFORM-3D具有⾮常友好的图形⽤户界⾯,可⽅便⽤户进⾏数据准备和成形分析。
2)DEFORM-3D具有完善的IGES、STL、IDEAS、PATRAN、等CAD和CAE接⼝,⽅便⽤户导⼊模型。
3)DEFORM-3D具有功能强⼤的有限元⽹格⾃动⽣成器以及⽹格重划分⾃动触发系统,能够分析⾦属成形过程中多个材料特性不同的关联对象在耦合作⽤下的⼤变形和热特性,由此能够保证⾦属成形过程中的模拟精度,使得分析模型、模拟环境与实际⽣产环境⾼度⼀致。
DEFORM-3D采⽤独特的密度控制⽹格划分⽅法,⽅便地得到合理的⽹格分布。
计算过程中,在任何有必要的时候能够⾃⾏触发⾼级⾃动⽹格重划⽣成器,⽣成细化、优化的⽹格模型。
4)DEFORM-3D系统⾃带材料模型包含有弹性、弹塑性、刚塑性、热弹塑性、热刚粘塑性、粉末材料、刚性材料及⾃定义材料等类型,并提供丰富的开放式材料数据库,包括美国、⽇本、德国的各种钢、铝合⾦、钛合⾦、⾼温合⾦等250种材料的相关数据。
Deform模拟实验报告
第一章挤压模具尺寸及工艺参数的制定1.1实验任务已知:空心坯料Φ90×25mm,材料是黄铜(DIN-CuZn40Pb2),内径与挤压针直径相同。
所要完成成品管直径26mm,模孔工作带直径36mm,模孔出口带直径46mm。
完成如下操作:(1)根据所知参数设计挤压模具主要尺寸和相关工艺参数,并运用AUTOCAD(或Pro/E)绘制坯料挤压过程平面图。
(2)根据所绘出的平面图形,在三维空间绘出三维图。
并以STL格式分别输出各零件图形,并保存。
(3)运用DEFORM-3D模拟该三维造型,设置模拟参数,生成数据库,最终完成模拟过程。
1.2挤压温度的选取挤压温度对热加工状态的组织、性能的影响极大,挤压温度越高,制品晶粒越粗大,挤制品的抗拉强度、屈服强度和硬度的值下降,延伸率增大。
由于黄铜在730℃时塑性最高,而在挤压过程中由于变形、摩擦产热使配料温度升高,若把黄铜预热到730℃,坯料可能超过最佳塑性成型温度,所以选取坯料初始温度为500℃。
挤压筒、挤压模具也要预热,以防止过大的热传递导致金属温度分布不均,影响制品质量,预热温度与坯料温度不能相差太大,故选取为300℃。
挤压速度的选取挤压速度对制品组织与性能的影响,主要通过改变金属热平衡来实现。
挤压速度低,金属热量逸散较多,致使挤压制品尾部出现加工组织;挤压速度高,锭坯与工具内壁接触时间短,能量传递来不及,有可能形成变形区内的绝热挤压过程,使金属的速度越来越高,导致制品表面裂纹。
而且在保证产品质量和设备能量允许的前提下尽可能提高挤压速度。
根据挤压流程可计算得挤压比为λ=13,故挤压垫速度为为1.5 mm/s。
第二章工模具尺寸2.1 挤压筒尺寸确定2.1.1考虑坯料挤压过程中的热膨胀,取挤压筒内径为mm;2.2.2挤压筒外径为,故挤压筒外径为mm;2.2.3挤压筒长度(2-1)式中:—锭坯最大长度,对重金属管材为;—锭坯穿孔时金属增加的长度;—模子进入挤压筒的深度;—挤压垫厚度。
DEFORM-3D在温挤压中的应用
Deform-3D在温挤压中的应用林喜佳(广东工业大学,材料与能源学院,广东省广州市,510006)摘要:Deform(Design Environment for Forming)是一套基于有限元分析的工艺仿真系统,用于分析金属成形及相关工业的各种成形工艺和热处理工艺。
本文通过利用Deform 3D有限元软件对泵盖的挤压进行数值模拟,通过网格划分、有限元方法(FEM)求解器和点追踪等功能的应用,对速度、应力和应变进行分析,从而得到金属成形过程的流动规律,温度场、力学场分布以及成形件可能存在的问题。
关键词:Deform;金属成形;温挤压Deform是一套基于有限元分析的工艺仿真系统,用于分析金属成形及相关工业的各种成形工艺和热处理工艺。
通过在计算机上模拟整个加工过程,可减少昂贵的现场试验成本,提高工模具设计效率,降低生产和材料成本,缩短新产品的研究开发周期。
随着新工艺、新技术、新设备和新产品的不断更新,挤压工艺面临着越来越大的挑战。
与此同时,各行业对成形件的质量和精度的要求也越来越高,生产的成本越来越低。
于是,计算机辅助工程分析作为计算机分析方法已成为共识,它是提高挤压水平的重要技术手段。
1 Deform概况及功能Deform不同于其他有限元程序,它是专为金属成形设计的。
它具有非常友好的图形用户界面,帮助用户很方便地进行准备数据和成形分析。
这样工程师便可把精力主要集中在工艺分析上,而不是去学习繁琐的计算机系统。
Deform专为大变形问题设计了一个全自动的、优化的网格再划分系统。
Deform是一个高度模块化、集成化的有限元模拟软件,它主要包括前处理器、模拟器、后处理器三大模块。
前处理器处理模具和坯料的材料信息及集合信息的输入、成形条件的输入,建立边界条件,还包括有限元网格自动生成器;模拟器是集弹性、弹塑性、刚塑性、热传导于一体的有限元求解器;后处理器是将模拟结果可视化,并输出模拟结果数Deform的功能主要包括成形分析和热处理两部分:⑴成形分析:①冷、温、热锻的成形和热传导耦合分析,提供材料流动、模具充填、成形载荷、模具应力、纤维流向、缺陷形成和韧性破裂等信息;②丰富的材料数据库,包括各种钢、铝合金、铜合金、钛合金等,用户还可以自行输入材料参数;③刚性、塑性和热粘塑性材料模型,特别适用于大变形成形分析;弹塑性材料适用于分析残余应力和回弹问题。
deform挤压模拟课程设计
系 别: 机械工程学院ຫໍສະໝຸດ 专业班级 : 11 级材控 1 班
指导教师 : 张 金 标
组 别:
第五组
2014 年 6 月
铜陵学院机械工程学院课程设计
第一章 课程设计内容及任务分配...............................................................................................................- 1 1.1 概述...........................................................................................................................................................- 1 1.2 设计目的...................................................................................................................................................- 1 1.3 设计内容...................................................................................................................................................- 1 1.4 设计要求...................................................................................................................................................- 1 1.5 挤压方案任务分配...................................................................................................................................- 2 第二章 工艺参数...........................................................................................................................................- 3 2.1 工艺参数的设计.......................................................................................................................................- 3 2.1.1 摩擦系数的确定.....................................................................................................................................- 3 2.1.2 挤压速度的确定.....................................................................................................................................- 3 2.1.3 工模具预热温度的确定.........................................................................................................................- 3 第三章 模具尺寸的确定...............................................................................................................................- 4 3.1 挤压工模具示意图...................................................................................................................................- 4 3.2 模具尺寸的确定.......................................................................................................................................- 4 3.2.1 挤压模结构尺寸的确定..........................................................................................................................- 4 3.2.2 挤压筒结构尺寸的确定.......................................................................................................................- 6 3.2.3 挤压垫的结构及尺寸确定.....................................................................................................................- 7 第四章 实验模拟及数据提取分析.............................................................................................................- 8 4.1 挤压工模具及工件的三维造型................................................................................................................- 8 4.2 挤压模拟...................................................................................................................................................- 8 4.3 后处理.......................................................................................................................................................- 9 4.4 分析数据....................................................................................................................................................- 9 4.5 坯料温度对挤压力的影响.....................................................................................................................- 10 4.6 坯料预热温度对破坏系数的影响.........................................................................................................- 11 个人小结.........................................................................................................................................................- 12 参考文献..........................................................................................................................................................- 21附表 《塑性成型计算机模拟》课程设计成绩评定表
基于DEFORM-3D汽车球头销冷挤压成形工艺研究
机床与液压
MACHINE TOOL & HYDRAULICS
Aug������ 2018 Vol������ 46 No������ 16
DOI: 10.3969 / j������ issn������ 1001-3881������ 2018������ 16������ 001
WANG Min ( Engineering Technology Centerꎬ Southwest University of Science and Technologyꎬ
Mianyang Sichuan 621010ꎬ China)
Abstract: Traditional ball head pin production gives priority to machining. There are shortcomings such as low utilization rate of materialꎬ low production efficiency and poor quality. The corresponding simulation of three cold extrusion processes was used in a cer ̄ tain automobile ball head pinꎬ which was based on DEFORM-3D software platform. Then these simulated results were analyzedꎬ like displacement fieldꎬ velocity fieldꎬ strain fieldꎬ stress fieldꎬ extrusion stroke ̄extrusion pressure curve of the material and possible defects of the workpiece in the forming process. The results show that semi ̄finished product is well ̄shapedꎬ the distribution of deforma ̄ tion degree is balanced and the implement is strong after completion of each cold extrusionꎬ and that the overall plan of workpiece cold extrusion forming process is advanced and reasonableꎬ technical route is rightꎬ and process design is feasibleꎬ which are verified in theory.
基于DEFORM-3D的振动挤压螺纹扭矩的数值模拟

众所周 知 , 切 削 、 切 削加工 技术是 现代机 械制 少 无
造 的发展 方 向之 一 。利 用塑性 成形 原理加 工 的内外螺
1 振 动 挤 压 攻 丝 过 程数 值 模 拟 的基 本 理 论
1 1 振动 挤压 攻丝机 理 . 1 1 1 普 通挤压 攻丝 机理 ..
纹, 也是该 ThI t enga T c0yde ons
基 于 D F M- E OR 3 D的振 动 挤压 螺 纹扭 矩 的数值 模 拟
王 宏睿 张 杰
( 京工程 学院机械 工程 学 院 , 苏 南 京 2 1 6 ) 南 江 1 1 7 摘 要: 利用 D F M 一 D 有 限元数值模 拟 软 件对 内螺纹 的振 动 挤压 进 行 了模 拟 。分 析 了影 响振 动 挤压 E OR 3
形 成 了一个完 整 的牙形 ( 2 。 图 )
钻削和磨削中得到应用 。日 本学者首先将振动切削方
法 应用 于 内螺纹 的切 削 攻丝 加 工 中 , 并研 制 出低频 振
动攻丝机 。 日本 的研 究 成 果 给 了我们 一 个 启 发 : 振 将 动加工技 术 与普 通挤 压 攻 丝相 结 合 , 可 能解 决 航 空 有 工业上 内螺纹 的挤压成 形 问题 , 会取得 良好效 果 , 并 即 为我们研 究 的内螺纹 的振 动挤压加 工 。在 振 动挤压攻 丝过程 中 , 丝扭矩 直接影 响到攻 丝 的难 易程 度 , 响 攻 影
攻 丝扭矩 主要 因素 , 于模拟 结果揭 示 出各 主要 因素对 攻 丝扭矩 的影响及 其变化 的基本 规律 。这些 基 规律 对减小 扭矩 、 提高 内螺纹 质量 、 改善攻 丝效 果都有 一定理 论和 实践指 导意义 。
关键词 : 振动 挤压 挤压扭 矩 数值模 拟 中 图分 类号 : H1 1 T 6 文献标 识码 : A
Deform-3D在挤压中的应用1

Deform-3D在挤压中的应用挤压就是对放在容器(挤压筒)内的金属锭坯从一端施加外力,强迫其从特定的模孔中流出,获得所需要的断面形状和尺寸的制品的一种塑性成型方法。
挤压过程分为开始(填充)挤压阶段、基本(平流)挤压阶段和终了(紊流)挤压三个阶段。
在填充挤压阶段:金属发生横向流动,出现单鼓或双鼓变形。
随着挤压杆的向前移动,挤压力呈直线上升。
随着填充过程中锭坯直径增大,在锭坯的表面层出现了阻碍其自由增大的周向附加拉应力。
随着填充过程进行,锭坯长度缩短,直径增大,中间部分首先与挤压筒壁接触,由于摩擦作用,从而在表面层出现了阻碍金属向前后两个空间流动的纵向附加拉应力。
在基本挤压阶段:金属不发生横向流动。
挤压力随挤压杆向前移动几乎呈直线下降。
在终了挤压阶段:金属的横向流动剧烈增加,并产生环流,挤压力增加,产生挤压缩尾。
这些因素使其变形机理非常复杂,很难用准确的数学关系式进行描述,从而导致生产过程中对产品质量控制的难度增大。
采用DEFORM软件对大变形生产工序进行模拟分析和控制,能有效地对挤压生产进行指导。
这里主要介绍DEFORM塑性成形模拟的基本过程和方法。
关键字:DEFORM 挤压塑性成形DEFORM软件模拟塑性成形的基本流程:(1)几何模型的建立。
DEFORM-3D不具有三维造型功能,所以物理模型要在其他三维软件中建立。
例如用CAD,Pro/e,UG等三维造型软件造型,然后,通过另存为STL格式,实现模型与数值模拟软件间的数据转换。
(2)网格的划分与重划分。
划分网格是将问题的几何模型转化成离散化的有限元网格。
分网时要根据问题本身的特点选择适当的单元类型。
根据问题的几何和受力状态的特点,尽可能的选用比较简单的的单元类型。
网格划分的方法有映射法或称为结构化的方法和自由的或非结构化的方法两种,根据不同问题类型应选用合适的方法划分网格。
网格划分太大则模拟精度降低;网格划分太小模拟准确性上升,但是模拟时间增加,效率降低。
DEFORM模拟锻压挤压实验报告

铜陵学院课程实验报告实验课程材料成型计算机模拟指导教师专业班级姓名学号2014年05月11日实验一 圆柱体压缩过程模拟1 实验目的与内容1.1 实验目的进一步熟悉AUTOCAD 或PRO/E 实体三维造型方法与技艺,掌握DEFORM 软件的前处理、后处理的操作方法与热能,学会运用DEFORM 软件分析压缩变形的变形力学问题。
1.2 实验内容运用DEFORM 模拟如图1所示的圆柱坯压缩过程。
(一)压缩条件与参数锤头与砧板:尺寸200×200×20mm ,材质DIN-D5-1U,COLD ,温度室温。
工件:材质DIN_CuZn40Pb2,尺寸如表1所示,温度700℃。
(二)实验要求(1)运用AUTOCAD 或PRO/e 绘制各模具部件及棒料的三维造型,以stl 格式输出;砧板工件锤头图1 圆柱体压缩过程模拟(2)设计模拟控制参数;(3)DEFORM前处理与运算(参考指导书);(4)DEFORM后处理,观察圆柱体压缩变形过程,载荷曲线图,通过轴对称剖分观察圆柱体内部应力、应变及损伤值分布状态;(5)比较实验 1与2、3与4、1与3和2与4的模拟结果,找出圆柱体变形后的形状差别,说明原因;(6)提交分析报告(纸质和电子版)、模拟数据文件、日志文件。
2 实验过程2.1工模具及工件的三维造型根据给定的几何尺寸,运用AUTOCAD或PRO/E分别绘制坯料、锤头和砧板的几何实体,文件名称分别为workpiece,topdie,bottomdie,输出STL格式。
2.2 压缩过程模拟2.2.1 前处理建立新问题:程序DEFORM6.1File New Problem Next在Problem Name栏中填写“Forging” Finish进入前前处理界面;单位制度选择:点击Simulation Conrol按钮Main按钮在Units栏中选中SI(国际标准单位制度)。
添加对象:点击+按钮添加对象,依次为“workpiece”、“topdie”、“bottomdie”。
DEFORM-3D软件在模拟金属塑性变形过程中的应用(1)
文章编号:1001-4934(2000)03-0075-06DEFORM-2D和DEFORM-3D CAE软件在模拟金属塑性变形过程中的应用林新波(上海交通大学塑性成形工程系,上海 200030)摘 要:介绍了塑性变形有限元分析软件DEFORM的模块结构,并通过实例分析介绍了此软件在应力、应变分布、载荷计算、点的跟踪、模具填充、缺陷分析和缺陷预防等方面的应用。
关键词:DEFORM软件;有限元分析;塑性变形中图分类号:TG113.25+3 文献标识码:AAbstract:In this paper,the m odule structure of DEFORM is described sim ply.S ome typicalapplications are analyzed to dem onstrate the feasibility of DEFORM in simulating metal plasticdeformation such as the distribution of effective stress and effective strain,calculation of load2stroke,tracing of point,fill of m ould,analysis and prevention of defect.K ey w ords:DEFORM s oftware;FE M analysis;plastic deformation0 引言最近几年,随着计算科学的快速发展和有限元技术应用的日益成熟,C AE技术模拟分析金属在塑性变形过程中的流动规律在现实生产中得到愈来愈广泛的应用。
C AE技术的成功运用,不仅大大缩短了模具和新产品的开发周期,降低了生产成本,提高企业的市场竞争能力,而且有利于将有限元分析法和传统的实验方法结合起来,从而推动模具现代制造业的快速发展。
凿岩机轴套预成形挤压方案设计

凿岩机轴套预成形挤压方案设计■■长春理工大学机电工程学院 (吉林 130022) 王培安 吴淑芳 郭欢欢摘要:本文以复杂轴套零件作为研究对象,初步提出轴套的两种预成形方案,并进行仿真分析模拟实际加工过程,通过对比模拟结果确定最优的工艺方案,获得较好的成形效果,提高了零件的加工质量,降低试模成本。
凿岩机轴套存在很多加工方式,传统的切削加工方法不仅加工质量差,材料也浪费严重。
而冷挤压技术作为一种先进塑性加工方法,具有生产效率高、加工质量好、加工成本低和力学性能好等特点。
冷挤压技术现在已经运用在轴套类等零件的生产加工上。
由于凿岩机轴套内部结构比较复杂,而且内孔的位置较深,会出现挤压力过大的情况。
材料的变形量非常大,出现缺陷的可能性较大,故进行挤压加工的困难性也比较大。
如果利用工厂模具进行试制加工,成本较高。
为满足凿岩机轴套在挤压过程中低成本和高质量的加工要求,本文初步提出了凿岩机轴套的两种成形方案,并利用DEFORM-3D 有限元模拟软件对其预锻成形过程分别进行模拟分析,获得最优方案,可大大降低实际生产加工过程的试模成本。
1.成形工艺分析(1)选取凿岩机轴套零件的材料。
在选择冷挤压零件材料时,必须考虑到凿岩机轴套零件在使用过程中的性能和工艺要求,应尽可能保证材料强度小,变形抗力小,塑性好,且具有较好的冷锻性能。
凿岩机轴套零件材料初步选用45号钢。
(2)确定毛坯尺寸。
通过观察图1预锻件尺寸图的几何形状,利用体积公式进行计算,将挤压件各部分的体积进行相加,可得预锻件的体积V 0=213 522.55mm 3。
凹模型腔内径d 凹=76.6mm ,则坯料的直径d 坯=d 凹-(0.1~0.2)mm =(76.4~76.5)mm 。
初步选用坯料直径为76.4m m ,则可计算出横断面积A 0=4 584.34mm 2,坯料高度H 0=V 0/A 0=46.6mm 。
经计算,初步确定毛坯尺寸为φ76.4mm ×46.6mm 。
基于DEFORM-3D的温挤压凸模失效分析与探讨

基于DEFORM-3D的温挤压凸模失效分析与探讨周艳霞;洪峰【摘要】结合生产实际利用DEFORM-3D有限元模拟软件对某深盲孔壳体零件进行数值模拟,探讨了该零件温挤压加工中凸模应力应变分布规律,分析了温挤压凸模等效应力场、等效应力-凸模行程曲线、等效应变场、轴向压应力和拉应力、轴向应力-凸模行程曲线,并重点研究了应力应变对温挤压凸模早期失效的影响.凸模承受的压应力超过模具材料的抗压极限时凸模会发生镦粗现象;当凸模承受的拉应力超过其许用应力时,凸模就会产生破裂.应力集中主要在凸模柄端截面尺寸突然减小处,因此设计凸模时,柄端截面尺寸不能急剧减小,否则凸模容易在此处断裂而使模具失效.【期刊名称】《模具制造》【年(卷),期】2018(018)004【总页数】5页(P65-69)【关键词】温挤压;应力应变分析;凸模失效;有限元模拟;DEFORM-3D【作者】周艳霞;洪峰【作者单位】湖北水利水电职业技术学院机电工程系湖北武汉430070;武汉理工大学汽车工程学院湖北武汉430070【正文语种】中文【中图分类】TG372;TG3761 引言温挤压成形时,外力通过模具作用在金属坯料上,使其内部产生应力,并且发生塑性变形。
凸模是温挤压模具中承受巨大载荷和较大弯曲应力、且又极易损坏的重要的工作零件[1]。
为确保温挤压凸模具有足够的强度和刚性,在使用中不发生压屈或超载而折断,应保证凸模所承受的最大应力小于所用金属材料的抗压屈服极限。
2 温挤压研究对象温挤压零件如图1所示,该零件材料为30CrMnSiNi2A钢,为一深盲孔壳体零件,其内孔口部直径为φ65mm,孔深达185mm,总高363mm,属于高强度钢。
图1 温挤压零件图3 有限元模型的建立本文要分析凸模的力学行为,应先通过DEFORM-3D模拟工件的挤压成形过程,然后再把成形过程中挤压工件的力加载到模具上,对模具进行单步应力分析[2]。
在典型的模具应力分析中,工件将被删除,工件作用于模具上的力会插入到模具上。
DEFORM-挤压成形工艺工业应用

DEFORM金属挤压成形工艺数值模拟技术应用安世亚太公司张丹晏建军1 前言金属挤压成形是用压力机和模具对放置在模具腔内的金属坯料施加强大的压力使金属坯料产生定向塑性变形,从挤压模的模孔中挤出而获得所需断面形状、尺寸且具有一定力学性能的零件或半成品的塑性加工方法。
挤压成形的种类很多,例如按照金属塑变流动方向可分为正挤压、反挤压、复合挤压及径向挤压。
按照金属坯料温度分冷挤压、温挤压和热挤压等。
2 挤压成形工艺优势及面临问题挤压成形与其它的金属成形加工方法相比具有明显的优势,可以用少量的工序完成复杂零件的成形加工,例如各种形状复杂的深孔、薄壁和异形截面零。
零件尺寸精度高,表面质量好,生产效率高,挤压零件不需要或仅需要少量的切削加工,大大节约材料。
不过由于挤压成形工艺特点,在生产过程中也有许多需要克服的难点。
对模具的要求较高,要求模具要有较高的强度。
对于冷挤压,坯料一般需要经过软化处理及表面润滑处理,挤压成形后,工件还需消除内应力才能使用;对于被挤压的金属材料要求有较高的塑性及低的屈服极限和冷硬性,目前常用于冷挤压的材料有:有色金属,低碳钢,低合金钢,不锈钢,钛和钛合金等。
除此之外在挤压成形过程中工件经常会出现各种缺陷从而导致零件无法达到实际要求,常见的缺陷有:表面折叠、表面折缝、缩孔和裂纹等。
目前国内企业在面临这些问题时大多采用试错法,也就是完全凭工程师经验进行大量的实际试验,这种方法的弊端在于对工程师经验依赖性大,经验又难以快速进行有效地积累和传承,通过多次的实际试验使得产品的生产周期长,成本增加,质量不高。
因此相关企业需要一种有效地工具来面临挑战,专业金属成形工艺数值模拟工具DEFORM便可以为这些难题提供相应的解决方案。
3 金属成形工艺数值模拟工具DEFORMDEFORM源自塑性有限元程序ALPID(Analysis of Large Plastic Incremental Deformation)。
基于Deform 3D内齿冷挤压数值模拟分析
( . l g fM a e i l g n e i g,S a g a 1 Co l e o t ra s En i e rn e hnhi Unie st f En i e rn ce c v r iy o g n e i g S i n e,S n h i2 6 0,Ch n ha g a 01 2 ia
F— 是
2 模 拟 结 果 分 析
L c\一 [r (] t 7 aa c n) , a
式 中: F为 摩 擦 力 , m 为 摩 擦 因 子 ; N; 是为 剪 切 屈 服极 限 , a 为工 件 与 上模 的相 对 滑 动 速 度 ; MP ; a 为 比 小几个 数 量级 的正 数 , 般取 1 。~ 1 一. 一 0 0
性, 再加 上复 杂 的边 界 接触 条 件 的 非线 性 , 些 因 这
计 算机 辅助 工程分 析 的核心 为有 限元分 析 , 而 有 限元 的核 心思 想是结 构 的离散 化 , 即将 实 际结构 假 想 为有 限数量 规则 的几何 单元 体 , 际结构 的物 实
收 稿 日期 : 0 1 8—2 2 1 —0 9
2 Sh n a i iCo d Ex r so .Lt . h n h i2 1 0 . a gh iHa we l t u i n Co , d ,S a g a 0 7 2,Chi ) na
A b t a t A nu e ia sm u a i n sr c : m rc l i l to of o d x r i n o t i ne g a w a op r t d c l e t uso f r he n r e r s e a e by usng i FEM
基于DEFORM-3D的管材开式冷挤压过程的数值模拟

出, 此后金 属 内外 层 流动速度 大小基本保 持一致 。 22 挤压 过程 中的等效 应变分布 . 等效 应变是 判断金 属变形 程度 的物理量 。从 图 3可 以看 出在整 个挤压过 程 中 , 随着行 程 的不断增加 , 应 变场也 随着不 断 的变 化 , 中我们可 以发 现等 效应 变 场 主要 分 布在 凹模 人 1处 , 随着 金 属 不断 的向下 流 其 : 且 3
(0C) , 2  ̄ ] 因为不考虑 模具 的变形 , 以凹模与 凸模都视 为 刚体 。 所 环境 设置 : 境温度 选 择 , 次 模 拟 选 用 相 对 网格 划 分 方 法 , 划 网格 分 300, 际划 分 网格 数 为 环 本 共 00 实
202 3 7
运动参 数 : 凹模位 置 固定不 变 , 设 凸模 运动 速度设 为 4m / m s
收 稿 日期 :09 5 3 20  ̄ - 0
河北 理 工 大 学 学报 (自然 科 学 版 )
第3 2卷
稳 定值 的挤压过 程。而稳 态阶段 是指从坯 料接触 模具 锥 面 开始 , 已通过 工 作 带并 挤 出约 的一段 长度 止 。 至 根据模 拟结果具体 分析 如下 :
2 1 挤压 过程 中的速度场 分布 .
V 13 N . o 2 o1 .
F b 2 1 e .0 0
21 0 0年 2月
文 章 编 号 :640 6 (0 0 0 -0 5 5 17 -22 2 1 ) 102 - 0
基于 D F R E 0 M一 3 的 管 材 D 开 式 冷 挤 压 过 程 的 数 值 模 拟
径 , 和 d 为挤 压后 的外 半径 和内半径 D = 24m d =1 m 为 消除非 稳定性 变形 段影 响 L > 2 o故 o 2 . m, 1m o 2D , 几何模 型长度 取 L : 6m o 4 m。
DEFORM在等温挤压研究中的应用

.
Y - 具。通过对 A 3 镁合金 的 实验 ,证 实该方法是可行 的,有效的。 Z1
[ 关键词 ] 速度闭环控制;梯温加热;等温挤压;D F R ;模拟仿真 EO M [ 中图分类号] T 2 N5 [ 文章标 识码] A [ 文章编 号] 17 — 04 (0 6 3—0 1 0 6 1 5 0 2 0 )0 0 3— 3
[ btat T e rc o r te iir ue e t y nit ra・t i s gh dfm D F R f E g dt lnV - A s c] h tl fmp cc,tno c t u o e lx o un e e r. EO Mo F Mi o oo e r aie r a i td d h s d o sh m emsn i t o s o o
维普资讯
第 6卷第 3期
20 06年 9月
湖 南 工 业 职 业 技 : 学 院 学 报 术
J UR A N ND S R O Y E N C O N L OF HU AN I U T Y P L T CH I
Vo _ . l 6 No 3 Sp 20 e .0 6
D F R 在等温挤压研究 中的应用 E OM
罗 永新 ,李落 星
(. 1 湖南 l 、 T 职业技术学 院,湖南 长沙 4 0 0 ;2 湖南大学 ,湖南 长沙 4 0 8 ) 12 8 . 10 3
[ 摘 要] 从等温挤压的实践出发,概要地介绍了D 一 在等到温挤压研究中应用。D F R E O M有限元模拟软件是实现速度闭环控
deform挤压成型实例分析
2. UNV: SDRC公司(现合并到EDS公司)软件IDEAS的三维实体造型及有 限元网格文件格式,DEFORM 接受其划分的网格。
3. PDA: MSC 公司的软件Patran 的三维实体造型及有限元网格文件格式。
? 模拟器:
? 真正的有限元分析过程是在模拟处理器中完成的,Deform运行时,首 先通过有限元离散化将平衡方程、本构关系和边界条件转化为非线性 方程组,然后通过直接迭代法和Newton-Raphson法进行求解,求解 的结果以二进制的形式进行保存,用户可在后处理器中获取所需要的 结果。
? 后处理器:
? 后处理器用于显示计算结果,结果可以是图形形式,也可以是数字、 文字混编形式,获取的结果可为每一步的有限元网格;等效应力、等 效应变;速度场、温度场及压力行程曲线等。
金属塑性成形的前处理
? 前处理是有限元分析的主要步骤,它所占用的操作时间占到用户操作 时间的80%,有很多定义都是在前处理阶段进行的。前 比较常用,它包括两个大的选项即系统网格 (SystemSetup )和用户设置(User Setup)
划分网格技术简介
? System Setup 设置有四个标签,即
? 1) General: 设置绝对尺寸(Absolute )或相对尺寸(Relative ),前者 设置网格的绝对大小( Max/Min Element Size),而后者设置的是单 元的数量(Number ofElements )。此外,还可以设置最大和最小单 元的尺寸比值限制(Size Ratio)
材料模型
? 在DEFORM-3D软件中,用户可以根据分析的需要,输入材料的弹性、 塑性、热物理性能数据,如果需要分析热处理工艺,还可以输入材料 的每一种相的相关数据以及硬化、扩散等数据。
基于Deform-3D十字轴径向挤压工艺的研究
基于Deform-3D十字轴径向挤压工艺的研究徐文汉;赵爱彬【摘要】本文利用Deform-3D软件对20Cr钢进行径向挤压生产十字轴,通过改变坯料成形的影响因素:挤压速度、摩擦因数、温度等来分析成形后坯料的应力场、应变场、损伤及最大主应力的分布规律.结果表明:挤压速度为2m/s时,生产的挤压件性能更稳定.随着摩擦系数的增加,摩擦系数为0.7时其不变形区的应力应变明显增大,变形区的损伤值明显增大,性能变差.随着温度的升高,其等效应力、应变、最大主应力均明显降低,而损伤值增大.为了保证产品质量,更适合选用温挤压500C时.该工艺为实际径向挤压工艺过程提供精确的数据以供参考,从而改良工艺过程,为制作高性能的十字轴做铺垫.%The radial extrusion of cross shaft has been conducted to the 20Cr steel by use of Deform-3D software.The distribution rules of the stress field,strain field,the damage and the maximum principal stress of formed blank have been analyzed by changing the influence factors of blank forming process including extrusion speed,friction coefficient and temperature.The results show that the extruded parts are more stable when the extrusion speed is 2m/s;with the increase of friction coefficient,when the friction coefficient is 0.7,the stress and strain in the non-deformation zone increases obviously,and the damage value in deformation zone increases obviously with worse performance;with the increase of temperature,the equivalent stress,strain and maximum principal stress decrease obviously,while the damage value increases;in order to ensure the quality of products,it is more suitable for warm extrusion at 500 degrees centigrade.The process provides accurate data forthe actual radial extrusion process for reference.Thus in this way,the process has been improved,which paves the way for the production of high-performance cross shaft.【期刊名称】《锻压装备与制造技术》【年(卷),期】2018(053)001【总页数】6页(P83-87,95)【关键词】Deform-3D;径向挤压;挤压速度;摩擦系数;温度【作者】徐文汉;赵爱彬【作者单位】辽宁石油化工大学机械工程学院,辽宁抚顺113001;辽宁石油化工大学机械工程学院,辽宁抚顺113001【正文语种】中文【中图分类】TG376十字轴是汽车传动系统中的重要零件,传统的制作方法是胎模锻或模锻,但此种方法材料利用率仅为 51.6%,材料成本占产品总成本的 49.3%[1-2]。
基于DEFORM 3D的铜锌合金支架热挤压成形数值模拟

作为 原材 料 , 化 学 成分 见表 1 它 是 一 种 普 通 黄 铜 , 其 , 具有 良好 的综 合机械 性 能 , 度较 高 , 强 可切 屑 性 好 , 易
收 稿 日期 :0 0—0 21 9—0 3
图 1 黄 铜 支 架 的 结 构 尺 寸 图 ( 和 1 4三 维 造 型 图 ( a) / b)
中, 一方 面 , 压 模 的设 计 和 证 质 量 , 模 具 设 计 工 作 完 成 后 需 要 经 过 在
多次试 模 和反 复 修 改 来 确 定 最 终 的 方 案 ; 一 方 面 , 另 因材料 的塑性变 形规 律 、 具 与工 件 之 间 的摩 擦 现 象 模 以及材 料 的温 度 和 微 观 组 织 的 变 化 等 因素 对 制 件 尺
试 件 可 能 出 现 的 缺 陷 和 产 生 原 因 , 助 优 化 工 艺 参 数 帮 和 模 具 设 计 , 少 试 模 和 修 模 的 次 数 , 避 免 由 于 减 并
() b
工艺 或模具 设计 不 当等 因素带 来 的生产 损 失 。
1 研 究 目标
支 架挤压 件 的结 构尺 寸 图 和 14三 维 造 型 图 分 /
用 热 挤 压 工 艺 进 行 成 形 制 造 。然 而 , 挤 压 成 形 过 程 在
于钎 焊和 焊接 , 热 态 下 其 塑 性 变 形 能 力 良好 , 工 在 在
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Deform-3D在挤压中的应用挤压就是对放在容器(挤压筒)内的金属锭坯从一端施加外力,强迫其从特定的模孔中流出,获得所需要的断面形状和尺寸的制品的一种塑性成型方法。
挤压过程分为开始(填充)挤压阶段、基本(平流)挤压阶段和终了(紊流)挤压三个阶段。
在填充挤压阶段:金属发生横向流动,出现单鼓或双鼓变形。
随着挤压杆的向前移动,挤压力呈直线上升。
随着填充过程中锭坯直径增大,在锭坯的表面层出现了阻碍其自由增大的周向附加拉应力。
随着填充过程进行,锭坯长度缩短,直径增大,中间部分首先与挤压筒壁接触,由于摩擦作用,从而在表面层出现了阻碍金属向前后两个空间流动的纵向附加拉应力。
在基本挤压阶段:金属不发生横向流动。
挤压力随挤压杆向前移动几乎呈直线下降。
在终了挤压阶段:金属的横向流动剧烈增加,并产生环流,挤压力增加,产生挤压缩尾。
这些因素使其变形机理非常复杂,很难用准确的数学关系式进行描述,从而导致生产过程中对产品质量控制的难度增大。
采用DEFORM软件对大变形生产工序进行模拟分析和控制,能有效地对挤压生产进行指导。
这里主要介绍DEFORM塑性成形模拟的基本过程和方法。
关键字:DEFORM 挤压塑性成形
DEFORM软件模拟塑性成形的基本流程:
(1)几何模型的建立。
DEFORM-3D不具有三维造型功能,所以物理模型要在其他三维软
件中建立。
例如用CAD,Pro/e,UG等三维造型软件造型,然后,通过另存为STL格式,实现模型与数值模拟软件间的数据转换。
(2)网格的划分与重划分。
划分网格是将问题的几何模型转化成离散化的有限元网格。
分网时要根据问题本身的特点选择适当的单元类型。
根据问题的几何和受力状态的特点,尽可能的选用比较简单的的单元类型。
网格划分的方法有映射法或称为结构化的方法和自由的或非结构化的方法两种,根据不同问题类型应选用合适的方法划分网格。
网格划分太大则模拟精度降低;网格划分太小模拟准确性上升,但是模拟时间增加,效率降低。
所以选择一个合适的网格划分方式和网格划分大小至关重要。
用刚(黏)塑性有限元法计算材料成型过程时,随着变形程度的增加和动态边界条件的变化,初始化分好的规则有限元网格,会发生部分畸变现象,网格出现不同程度的扭曲,从而影响有限元的计算精度,严重时会使迭代过程不收敛,这时就需要进行网格的重新划分,保证仿真过程中材料经大量流动后仍然可以继续,获得的结果仍然具有足够的精度。
Deform在网格畸变到一定程度后会自动进行网格重划分,生成搞质量的网格。
(3)材料模型的建立及其他参数设置
功能强的分析软件提供的材料模型种类较多,用户可以根据问题的主要特点,精度要求即可得到的材料参数选择合适的模型,并输入相关参数。
越是复杂的模型,其计算精度越高;但计算量也会提高,同时所需输入的材料参数也越多。
一般而言,材料的物理性能和弹
性性能参数,如密度、热容、弹性模量、泊松比等,对于材料成分和组织结构小的变化不太敏感,精度要求不是特别高时,可参照类似材料的参数给定。
但是材料的塑性性能是结构敏感的,与材料的成分、组织结构、热处理状态,以及加工历史等都要有密切联系,需要通过实验测定。
(4)选择求解算法
对于准静态的成形过程,应尽可能的选用静力算法求解,以避免采用动力算法是认为应引入的惯性效应,同时静力算法求得的应力场也为更为准确,有利于回弹预测的准确性。
对于高速成形过程,应采用动力算法求解。
在体积成形模拟中,若主要关心成形过程中工件的变形情况,应采用刚塑性有限元法,以减少计算量;若还要考虑工件卸载后的残余应力分布,则应采用弹塑性有限元法。
(5)定义工具和边界条件
定义边界条件。
成形模拟中的位移边界条件主要是对称性条件,利用对称性可以大大减小所需的计算徽。
在液压成形中要定义液压力作用的工件表面和液压力随时间的变化关系。
热分析中的边界条件包括:环境温度、表面换热系数等
定义工具。
在成形模拟中直接给定工件所受外力的情况是很少见的。
工件所受的外力主要是通过工件与模具的接触施加的。
建立几何模型时定义了工具的几何形状,划分网格时建立了工具表面的有限元模型。
(6)求解。
求解阶段一般不需用户干预。
计算过程的有关文
字信息可以从输出窗口观察,可以通过图形显示随时检查计算所得的中间结果。
如果出现异常情况或者用户想要改变计算方案,随时可以中止计算进程。
塑性成形中,尤其是体积成形中,网格可能发生严重的畸变,在这种情况下为保证计算的正常进行,应先进行网格的重划分,然后再继续计算。
(7)模拟后处理。
后处理通常是通过读入分析结果数据文件激活的。
分析软件的后处理模块能提供工件变形形状、模型表面或任意剖面上的应力─应变分布云图等。
使用户能方便地理解模拟结果,预测成形质量和成形缺陷。
在模拟过程中经过提交数据,可以获得最终的锻件形状及其充型情况,在生产过程中下料的多少直接决定了最后锻件的飞边有无与多少。
根据CAD软件设计的零件毛坯量与模具型腔的尺寸,可以得出所需的棒料的直径与长度。
下料过多或过少皆会导致最后锻件出现结构组织上的缺陷,无法保证零件的质量。
因此可见,运用DEFORM软件模拟不仅能检测模具设计的合理性,还能得到合适的棒料尺寸,节省了人力、物力和财力。
除此之外还有deform,在前面有相关论述在这里不做具体描述。
Deform软件与其他三维构图软件的数据接口等都可以实现deform塑性成型模拟,了解塑性材料的变形情况,变形后应力,应变等场的分布,便于研究人员根据实际生产条件设定复合工艺要求的加工方法,增加的材料的利用率及提高材料组织性能、力学性能等发面发挥重要
作用。
Deform软件的模拟应用将深入工业生产的方方面面。
参考文献:
[1]、DEFORM-3D塑性成型CAE应用教程 [M] 北京大学出版社胡建军李小平
[2]、DEFORM5.03金属成型有限元分析实例指导教程[M]机械工业出版社李传民王向丽。