弹簧销联轴器的失效分析及改进设计
弹簧操作机构常见故障现象原因及预防讲义

© CNTHB hao wang- 2020/11/4 P17
BLK222机构
BLK222机构过储能(未在现场调整过弹簧的机构) 过储满能现象: 1. 合闸拐臂头搭在合闸挚子的滚轴上; 2. 储能弹簧上的红线越过弹簧毂上的红线大概(越过角度的多少视过储能角度),在
如下图位置 如过储能严重的则回造成弹簧断裂。
故障,并更换故障件;
3.检查储能回路并处理完毕后,重新储能,测试开关的分合速度 等参数,如各参数合格并弹簧储能角度未超过最大允许角度, 则该机构可以继续使用;如有测试参数无法调整合格或弹簧储 能角度超过最大允许角度,则需更换机构弹簧或更换整个机构 。
© CNTHB hao wang- 2020/11/4 P22
定电源.以免烧毁线圈; 2.严禁将电源电压不通过辅助接点而直接加在线圈上 ; 3.避免出现机构机械闭锁;如出现则需解锁后再动作开关; 4.试验前检查继电保护的完好性,及回路是否连接紧密等。
© CNTHB hao wang- 2020/11/4 P13
BLK222机构
BLK222机构过储能(未在现场调整过弹簧的机构) 未储能现象: 1.储能指示杆处于未储能位置 2.合闸拐臂未搭在合闸挚子的滚轴上; 3.储能弹簧上的红线与弹簧毂上的红线大概在如下图位置。
3. 机构弹簧完全储满能后再操作开关;
4.分合闸操作时不得手动触发脱扣器(或挚子)。
© CNTHB hao wang- 2020/11/4 P10
BLG1002A机构
BLG1002A机构分合闸线圈烧 毁 现象:线圈有烧毁或过热痕迹 ,严重的线圈将烧焦并引起周 围设备有烧灼痕迹
© CNTHB hao wang- 2020/11/4 P11
© CNTHB hao wang- 2020/11/4 P23
浅析轴类零件失效问题及其对策
浅析轴类零件失效问题及其对策摘要:在当今人们的生活中,随处可见轴类零件的身影。
无论是在汽车、铁路等大型机械设备上,还是在风扇、空调等家用电器上都有这样或者那样的轴类零件。
这些轴类零件在机械运转的过程中发挥着至关重要的作用,然而由于轴类零件自身的性状或其它一些外部原因,导致轴类零件发生形变或性变无法完成制定工作。
这些问题被统称为轴类零件失效问题,轴类零件失效问题给人们的日常生活带来了非常大的麻烦。
因此对于轴类零件失效分析及其对策的分析具有重要的现实意义。
本文从轴类零件的概念出发,首先阐述了轴类零件的重要性。
接着简要分析轴类零件失效的类型及危害性,针对轴类零件失效问题进行重点分析,并提出相应的解决对策。
关键词:轴类零件;失效问题;对策分析;故障处理1.引言轴类零件作为机械运作的核心零件之一,在机械设备的运行过程中发挥着不可替代的作用。
轴类零件失效常常会带来一系列问题,例如会导致生产效率下降,产品质量降低,误工误事。
而对于轴类零件进行失效分析,往往能预见很多问题,减少零件失效问题的发生。
在轴类零件问题的失效分析过程中,不仅仅要看到轴类零件的问题所在,也应及时提出维修对策,避免损失的扩大化。
下面本文就将详细论述轴类零件的失效问题。
2.轴类零件的概念轴类零件是五金配件中经常遇到的典型零件之一,它主要用来支承传动零部件,传递扭矩和承受载荷,按轴类零件结构形式不同,一般可分为光轴、阶梯轴和异形轴三类;或分为实心轴、空心轴等。
它们在机器中用来支承齿轮、带轮等传动零件,以传递转矩或运动。
3.轴类零件失效的类型及危害轴类零件失效的类型主要有畸变失效,断裂失效,腐蚀失效以及磨损失效。
这四种失效类型是当前机械轴类零件失效的主要几大种类,给机械的正常运行带来了较大的麻烦。
3.1畸变失效畸变失效主要指的是轴类零件的形态发生了改变,造成了机械故障。
轴类零件的畸变失效主要包括尺寸畸变和体积畸变。
无论是哪一种畸变失效都会使得零件超过自身承载的范围,进一步影响其他零部件的正常运行,导致整个部件功能的失效。
弹性柱销联轴器失效分析与日常检查维保要领

浮法玻璃制造属于连续不间断生产,原燃材料的持续稳定供应和机械设备的可靠运转是浮法玻璃生产的首要条件。
其中任何一个环节出现异常都会对玻璃生产的产质量造成影响,甚至会造成生产和安全事故。
原燃材料的输送普遍采用皮带输送机进行运输,皮带输送机的运行可靠性和日常检查维保就显得尤为重要。
本文对皮带输送机用弹性柱销联轴器的失效原因进行分析,并对日常检查维保要领进行探讨。
1、技术背景某浮法玻璃生产线设计熔化量为700t∕d,为其供应配合料的皮带输送机为连续运转设备,持续为该生产线供应配合料,一天分三个班次,根据料仓料位情况,每班次停车一次,每次停车时间约1ho即每次对皮带机的维保时间只有1h,所有的检查和维保项目需要在Ih内完成。
需要做较大检修或维保时,必须分多次实施才能保证配合料的持续供应,否则就会有断料风险,对生产造成重大影响。
(1)皮带输送机的设备配置与运行工况该生产线配送的皮带输送机配置电机额定功率37kW,电机转速n=1480r∕min,配套减速机速比/=35.08,驱动滚筒尺寸为。
550mm×1150mm,减速机与驱动滚筒通过一套HL型弹性柱销联轴器连接,弹性柱销材质为尼龙,经测量,皮带输送机在满载时,电机最大电流为39A,电压402V,电机功率因数0.86。
皮带输送机配置有逆止器,防止意外停车时皮带反向运转引发其他事故。
逆止器内置在减速机二级齿轮轴内。
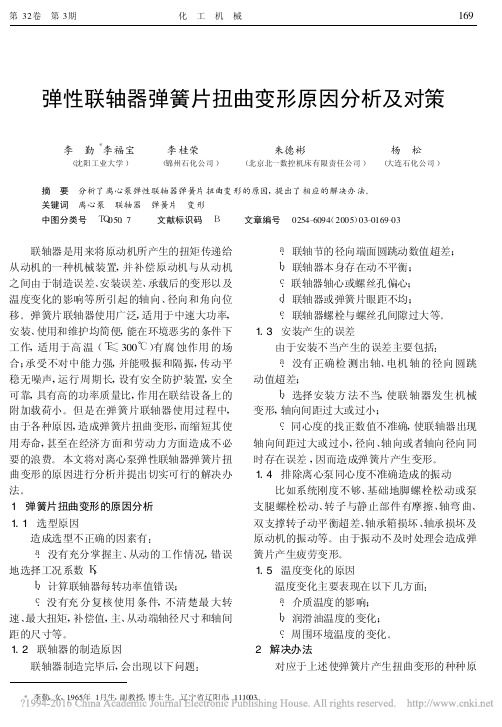
(2)校核弹性柱销联轴器强度HL型弹性联轴器结构形式和关键尺寸如图1所示。
图1HL型弹性联轴器结构形式和关键尺寸由图1可知,弹性柱销联轴器由直径d=45mm的尼龙柱销均布在直径。
=24Omm的圆周上。
对于每个尼龙柱销进行分析,经查阅机械设计手册,即3个尼龙柱销就能满足该皮带机在满负荷运行时的受力,而实际工作时,该联轴器配置有12个尼龙柱销,其安全系数约为4.8倍,完全能满足设备的长期安全稳定运行要求。
(3)实际运行状况在实际生产运行过程中,经常会收到皮带输送机弹性柱销联轴器的尼龙柱销断裂导致皮带机停运的事故报告。
弹簧销联轴器的失效分析及改进设计
1 引 言
弹簧 销联 轴 器是 一 种 金属 弹 性元 件 联 轴器 , 具
有减 振 、 冲和补 偿量 大等特 点 。 缓 与非金 属 弹性元 件 联轴 器相 比 , 具有 承 载能 力 大 、 它 使用 寿 命 长 、 形 外 尺寸 小 、 护方 便 的优 点 , 维 但也 存 在结 构 复 杂 、 工 加 精度要 求高 、 材料 利用 率低 的缺点 , 并且 在运 行过 程 中出现 了弹簧销 散落 、 柱销 断裂 、 销孔压 溃等 失效 缺
第 2 3卷 第 3期
56
燃 气 涡轮 试 验 与 研究
Ga u b n p rme ta d Re e r h sT r i eEx e i n n s ac
Vo. 3No 3 1 . . 2
Aug,01 . 2 0
2 0年 8月 01
摘
要 : 文 针 对 弹 簧 销联 轴器 在 实 际 应 用 过 程 中 出现 的失 效 情 况 进 行 了分 析 , 对其 进 行 了 改 进设 计 , 改 进 能 简 本 并 该
陷 , 重影 响 了弹 簧销联 轴 器 的推广 应 用[2 严 13 ,。本 文 通过对 弹簧 销联 轴器失 效机 理进行 分析 ,从 简化 联
轴器结 构 、 降低加 工成 本和安 装难 度 、 高运 行可靠 提
性 方 面进行 改进设 计 。
2 改 进 前 的 结构 及 工作 特 性
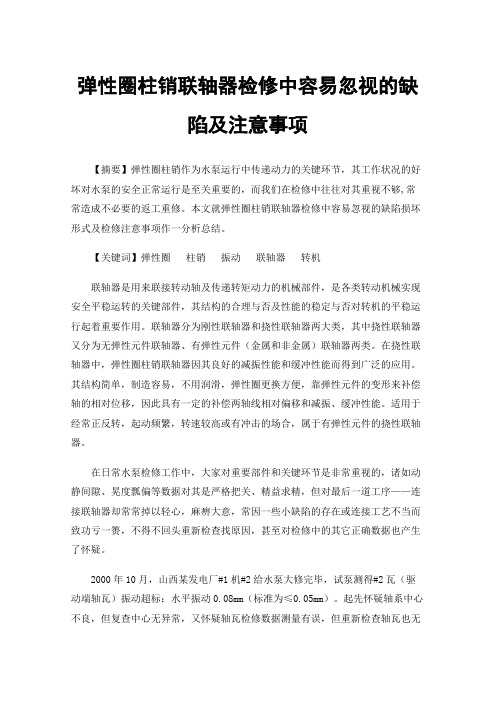
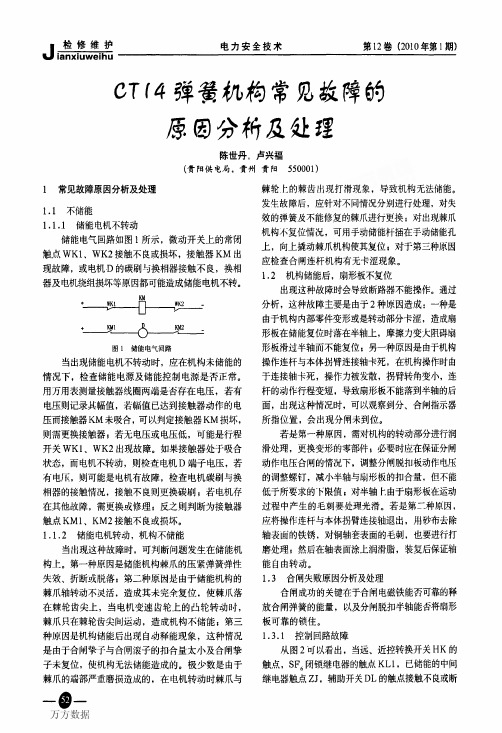
21 弹簧销 联轴 器结构 分析 . 图1 所示 为 弹簧销 联轴器 结构 简 图 ,其 主要 由 半 联轴 器 、 板 、 销 、 辐 柱 弹簧销 、 盖板 和外 筒组成 。其
f)失 效 的 弹簧 销 孑 b L
3 失 效 分 析
轴类零件的失效分析和预防
轴类零件的失效分析和预防发表时间:2020-04-07T15:18:36.773Z 来源:《基层建设》2019年第32期作者:邢宇斐刘季丑婀娜艾浩[导读] 摘要:随着现代装备发展的需要,轴类零件越来越多地应用在各类机械设备中,轴类零件的失效分析和失效预防也成为机械行业领域的关键技术,本文主要分析了轴类零件的失效原因和失效形式,并结合其在机械设计加工过程中的实际应用,提出了轴类零件在结构设计和机械加工等发面的预防措施。
陕西长岭电子科技有限责任公司陕西省 721000摘要:随着现代装备发展的需要,轴类零件越来越多地应用在各类机械设备中,轴类零件的失效分析和失效预防也成为机械行业领域的关键技术,本文主要分析了轴类零件的失效原因和失效形式,并结合其在机械设计加工过程中的实际应用,提出了轴类零件在结构设计和机械加工等发面的预防措施。
关键词:轴类零件;失效分析;失效预防;机械加工;结构设计引言轴类零件作为机械生产加工行业中的典型工件,尤其是在大型机械设备中必不可少的重要零件,几乎是各类机械设备和产品中使用频率最高的零部件,在某些工况下,轴类零件甚至是整机中的关键件。
1轴类零件特征概述轴类零件是机械设备中用来支承传动零部件、传递扭矩和承受载荷的一种旋转体零件,其实际用途和使用工况的差异也对轴类零件的生产提出了不同的结构设计要求,轴可以由同心的外圆柱表面、轴肩、端面、台阶、内空、螺纹孔、键槽、退刀槽、倒角、圆弧等各种不同的形式组成。
机械设备中涉及多种结构形式的轴类零件,包括阶梯轴、光轴、偏心轴、曲轴等。
在这些类型中,阶梯轴的工艺是最具加工特点的,能够表现出大部分轴类零件的机加方式。
轴是机械设备中最重要的传递动力的零件,是整个轴系传动装置的基准,其他传动零件是以轴为支撑做回转运动的,轴的几何形状精度(圆度、圆柱度、直线度等)和表面粗糙度甚至直接决定了机械产品的质量。
如果因加工精度误差导致装配后的轴的间隙不一致,会加速轴的局部磨损和运动精度,也会降低其他零件的工作寿命,影响机械设备的使用性能。
弹簧垫的失效原因分析及改进设计
第9卷第6期南方职业教育学刊Vol.9No.62019年11月JOURNAL OF SOUTHERN VOCATIONAL EDUCATIONNov.2019收稿日期:2019-09-10基金项目:广州市科技计划项目(2014FH000014)作者简介:陈舒萍(1972—),女,湖南浏阳人,广州铁路职业技术学院副教授,硕士,研究方向为机电设备安装方面的教学和科研。
弹簧垫的失效原因分析及改进设计陈舒萍(广州铁路职业技术学院,广东广州510430)摘要:为解决生产线上称重装置弹簧垫的失效问题,对弹簧垫的受力进行了数值模拟。
得到的线弹性变形近似分析结果表明,零件内两内圆角处的最大应力已超过材料的屈服应力;对弹簧垫与底座整体受力进一步详细分析结果表明,零件内两内圆角处已产生了塑性变形,过大的应力和变形显著降低了零件的疲劳强度,是造成零件失效的直接原因。
改进设计中,将零件悬臂受力的结构形式改为两端固支的板梁结构,能大大降低零件的应力,显著提高零件的使用寿命。
关键词:弹簧垫;数值模拟;失效分析中图分类号:TH114文献标志码:A文章编号:2095-073X (2019)06-0077-041问题的提出自动生产线是由工件传送系统和控制系统将一组自动加工机床和辅助设备,按照工艺顺序联接起来,自动完成产品全部或部分制造过程的生产系统。
生产线上零件的可靠性对生产线的正常运行、维修和管理都具有重要影响[1-2]。
如图1所示为一弹簧垫,材料为65Mn ,热处理硬度为HRC47,用作螺旋扭带生产线上称重装置的弹性底座,图1中A 位置球面上承受50kg 压力的周期载荷,载荷频率为每分钟19次。
工作过程中,弹簧垫的使用寿命一般不到2万次,主要失效形式是在图1中B 和C 线附近部位产生裂纹而断裂,B 处断裂占大多数。
弹簧垫的使用寿命相对很短,严重影响了生产线的正常使用。
因此,进行弹簧垫零件的受力分析,找到零件失效的原因,提出解决方案,对保证生产线的稳定正常运行具有重要意义[3-4]。
弹性联轴器失效原因分析及管理策略
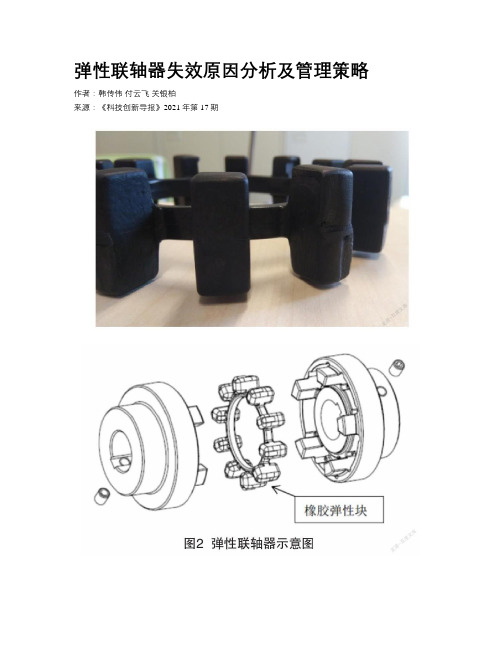
弹性联轴器失效原因分析及管理策略作者:韩传伟付云飞关银柏来源:《科技创新导报》2021年第17期DOI:10.16660/ki.1674-098X.2106-5640-1430摘要:弹性联轴器是一种有效传递扭矩的驱动形式,在转动设备中得到广泛应用。
在使用过程中,设计、选型与维护不当将导致设备出现严重故障。
本文对一款采用芯型橡胶缓冲块的弹性联轴器进行失效原因分析,开展宏观形貌、傅里叶红外光谱、体视显微镜、力学性能等检查,并对联轴器选型进行计算校核。
最终,针对这类弹性联轴器给出了相应管理策略,有效提高了设备可靠性。
关键词:弹性联轴器老化对中振动中图分类号:TL38 文献标识码:A 文章编号:1674-098X(2021)06(b)-0048-04Failure Reason Analysis and Management Strategy of Flexible Shaft CouplingHAN Chuanwei FU Yunfei GUAN Yinbo(Suzhou Nuclear Power Research Institute,Suzhou, Jiangsu Province, 215004 China)Abstract: Flexible shaft coupling is an effective driving form of torque transmission, which is widely used in rotating equipment. During application, improper design, type selection and maintenance will lead to serious equipment failure. This paper analyzes the failure reason of a flexible coupling with rubber core element, the macroscopic morphology, fourier infrared spectroscopy,stereo microscope, mechanical properties and other inspections are carried out, and checks the type selection of coupling. For this kind of flexible shaft coupling, the management strategy is given, which effectively improves the reliability of the equipment.Key Words: Flexible shaft coupling; Aging; Alignment; Vibration旋转设备通常采用独立的驱动和被驱动部件,而避免使用同一个轴,联轴器起到了驱动部件与被驱动部件机械连接与力矩传输的作用[1]。
弹簧机在卷簧过程中常见问题与解答
弹簧机在卷簧过程中常见问题与解答--- 2015/07/08 开创弹簧机随着工业生产中弹簧产品的广泛应用,弹簧机的使用日益得到推广。
弹簧机在日常的使用过程中,由于各种外界原因如操作不当、材料问题、调试不佳和刀具打磨粗糙等都会造成生产上的不稳定,这样会给企业带来一定的经济损失。
为了避免出现上述现象,操作技术人员应及时发现可能发生的问题,并予以解决。
①送料张紧力不稳原因:送料盘与送线速度不同步或刹车装置失灵;校直滚轮未调好或未用;送线滚轮圆度较差或磨损。
解决:检查送料盘的张紧机构与刹车机构;调节校直滚轮;更换送线滚轮。
②弹簧表面划伤原因:材料本身的缺陷问题;校直轮、送线轮和导线板表面剥落或沾上硬物;辅助芯轴崩刃;顶杆表面有伤痕。
解决:更换或将有缺陷的材料剪去;检查校直轮、送线轮和导线板表面的清洁度或研磨;更换或修磨。
③弹簧外径不稳原因:材料存在内应力且强度不均匀;材料没有理顺,送料过程材料受压;送线架张紧力不稳定。
解决:更换材料;重新整理线材并理顺或换向后重试;调整送线架张紧力。
④节距不稳、自由长度变化过大原因:材料存在内应力且强度不均匀;节距推杆运动设置(节距凸轮形状、原点和参数设置不到位);节距杆未固定好。
解决:更换材料;检查节距推杆运动设置有松动锁紧,或重新设定原点并检查节距推杆的位置。
⑤总圈数不稳原因:送料长度精确;弹簧外径不稳定。
解决:检查参数设置,滚轮是否有打滑;检查顶杆是否固定好。
⑥弹簧端头并圈不良原因:材料内应力;顶杆角度没调整好;节距凸轮形状、原点和参数设置不到位,使端头并圈不良。
解决:更换材料;重新调整数控弹簧机顶杆;修磨凸轮或调整设置的参数;⑦弹簧端圈有毛刺原因:切刀和芯轴配合间隙过大;切刀和芯轴刚性不足,塞铁松动。
解决:调整切刀和芯轴配合的间隙;检查压簧机的塞铁、垫块是否有松动。
⑧送线滚轮打滑,送料送不出原因:滚轮的压紧力不足;滚轮槽磨损;滚轮槽规格未选对。
解决:重新压紧;更换或重新选择电脑弹簧机滚轮。
波形弹簧的失效分析与改进设计
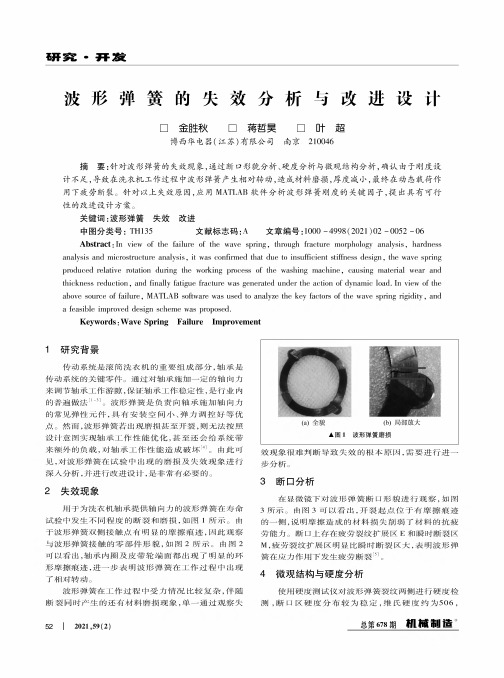
波形弹簧的失效分析与改进设计口金胜秋 口蒋哲昊 口叶超博西华电器(江苏)有限公司 南京 210046摘 要:针对波形弹簧的失效现象,通过断口形貌分析、硬度分析与微观结构分析,确认由于刚度设计不足,导致在洗衣机工作过程中波形弹簧产生相对转动,造成材料,厚度减小,最终在动态载荷作用下疲劳断裂。
针对以上失效原因,应用MATLAB 软件分析波形弹簧刚度的关键因子,提出具有可行 性的改进设计方案。
关键词: 失效改中图分类号:TH135 文献标志码:A文章编号$1000 -4998(2021)02 -0052 -06Abstract : In view of thc failure of the waw spring , through fracture morpholofy analysis , hcdnessanalysis and micastructure analysis , P was confirmed that due to insufficient stiPness design , the waw spring paoduced aeeatoaeaotatoon duaongthewoakongpaocesotthewashongmachone , causongmateaoaeweaaandthickness reduction , and finlly fatigue fracture was generated under the action of dynamic load. A view of theaboaesouaceottaoeuae , MATLABsottwaaewasused toanaeyzethekeytactoasotthewaaespaongaogodoty , and a feasible improved design schema was proposed.Keywords :Wave Spring Failurr Improvemedt1研究背景传动系统是滚筒洗衣机的重要组成部分,轴承是 传动系统的关。
弹簧失效的原因分析
弹簧失效的原因分析弹簧失效的原因分析弹簧失效的原因分析一、佛山弹簧分解弹簧永久变形及其影响因素弹簧的永久变形是弹簧失效的主要原因之一弹簧的永久变形,会使弹簧的变形或负荷超出公差范围,而影响机器设备的正常工作。
检查弹簧永久变形的方法1.快速高温强压处理检查弹簧永久变形:是把弹簧压缩到一定高度或全部并紧,然后放在开水中或温箱保持10~60分钟,再拿出来卸载,检查其自由高度和给定工作高度下的工作载荷。
2.长时间的室温强压处理检查弹簧永久变形:是在室温下,将弹簧压缩或压并若干天,然后卸载,检查其自由高度和给定工作高度下的工作载荷。
二、弹簧断裂及其影响因素弹簧的断裂破坏也是弹簧的主要失效形式之一弹簧断裂形式可分为;疲劳断裂,环境破坏(氢脆或应力腐蚀断裂)及过载断裂。
弹簧的疲劳断裂:弹簧的疲劳断裂原因:属于设计错误,材料缺陷,制造不当及工作环境恶劣等因素。
疲劳裂纹往往起源于弹簧的高应力区,如拉伸弹簧的钩环、压缩弹簧的内表面、压缩弹簧(两端面加工的压缩弹簧)的两端面。
受力状态对疲劳寿命的影响(a)恒定载荷状态下工作的弹簧比恒定位移条件下工作的弹簧,其疲劳寿命短得多。
(b)受单向载荷的弹簧比受双向载荷的弹簧的疲劳寿命要长得多。
(c)载荷振幅较大的弹簧比载荷振幅较少的弹簧的疲劳寿命要短得多。
腐蚀疲劳和摩擦疲劳腐蚀疲劳:在腐蚀条件下,弹簧材料的疲劳强度显著降低,弹簧的疲劳寿命也大大缩短。
摩擦疲劳:由于摩擦磨损产生细微的裂纹而导致破坏的现象叫摩擦疲劳。
弹簧过载断裂弹簧的外加载荷超过弹簧危险截面所有承受的极限应力时,弹簧将发生断裂,这种断裂称为过载断裂。
过载断裂的形式(a)强裂弯曲引起的断裂; (b)冲击载荷引起的断裂; (c)偏心载荷引起的断裂佛山弹簧后处理的缺陷原因及防止措施缺陷一:脱碳对弹簧性能影响:疲劳寿命低缺陷产生原因:1、空气炉加热淬火未保护气2、盐浴脱氧不彻底防止措施:1、空气炉加热淬火应通保护气或滴有机溶液保护:盐浴炉加热时,盐浴应脱氧,杂质BAO质量分数小于0.2%。
弹性联轴器弹簧片扭曲变形原因分析及对策_李勤
弹性联轴器弹簧片扭曲变形原因分析及对策李 勤*李福宝 李桂荣 朱德彬 杨 松 (沈阳工业大学) (锦州石化公司) (北京北一数控机床有限责任公司) (大连石化公司) 摘 要 分析了离心泵弹性联轴器弹簧片扭曲变形的原因,提出了相应的解决办法。
关键词 离心泵 联轴器 弹簧片 变形中图分类号 T Q050.7 文献标识码 B 文章编号 0254-6094(2005)03-0169-03 联轴器是用来将原动机所产生的扭矩传递给从动机的一种机械装置,并补偿原动机与从动机之间由于制造误差、安装误差、承载后的变形以及温度变化的影响等所引起的轴向、径向和角向位移。
弹簧片联轴器使用广泛,适用于中速大功率,安装、使用和维护均简便,能在环境恶劣的条件下工作,适用于高温(T≤300℃)有腐蚀作用的场合;承受不对中能力强,并能吸振和隔振,传动平稳无噪声,运行周期长,设有安全防护装置,安全可靠,具有高的功率质量比,作用在联结设备上的附加载荷小。
但是在弹簧片联轴器使用过程中,由于各种原因,造成弹簧片扭曲变形,而缩短其使用寿命,甚至在经济方面和劳动力方面造成不必要的浪费。
本文将对离心泵弹性联轴器弹簧片扭曲变形的原因进行分析并提出切实可行的解决办法。
1 弹簧片扭曲变形的原因分析1.1 选型原因造成选型不正确的因素有:a.没有充分掌握主、从动的工作情况,错误地选择工况系数K;b.计算联轴器每转功率值错误;c.没有充分复核使用条件,不清楚最大转速、最大扭矩,补偿值,主、从动端轴径尺寸和轴间距的尺寸等。
1.2 联轴器的制造原因联轴器制造完毕后,会出现以下问题:a.联轴节的径向端面圆跳动数值超差;b.联轴器本身存在动不平衡;c.联轴器轴心或螺丝孔偏心;d.联轴器或弹簧片眼距不均;e.联轴器螺栓与螺丝孔间隙过大等。
1.3 安装产生的误差由于安装不当产生的误差主要包括:a.没有正确检测出轴、电机轴的径向圆跳动值超差;b.选择安装方法不当,使联轴器发生机械变形,轴向间距过大或过小;c.同心度的找正数值不准确,使联轴器出现轴向间距过大或过小,径向、轴向或者轴向径向同时存在误差,因而造成弹簧片产生变形。
弹性圈柱销联轴器检修中容易忽视的缺陷及注意事项
弹性圈柱销联轴器检修中容易忽视的缺陷及注意事项【摘要】弹性圈柱销作为水泵运行中传递动力的关键环节,其工作状况的好坏对水泵的安全正常运行是至关重要的,而我们在检修中往往对其重视不够,常常造成不必要的返工重修。
本文就弹性圈柱销联轴器检修中容易忽视的缺陷损坏形式及检修注意事项作一分析总结。
【关键词】弹性圈柱销振动联轴器转机联轴器是用来联接转动轴及传递转矩动力的机械部件,是各类转动机械实现安全平稳运转的关键部件,其结构的合理与否及性能的稳定与否对转机的平稳运行起着重要作用。
联轴器分为刚性联轴器和挠性联轴器两大类,其中挠性联轴器又分为无弹性元件联轴器、有弹性元件(金属和非金属)联轴器两类。
在挠性联轴器中,弹性圈柱销联轴器因其良好的减振性能和缓冲性能而得到广泛的应用。
其结构简单,制造容易,不用润滑,弹性圈更换方便,靠弹性元件的变形来补偿轴的相对位移,因此具有一定的补偿两轴线相对偏移和减振、缓冲性能。
适用于经常正反转,起动频繁,转速较高或有冲击的场合,属于有弹性元件的挠性联轴器。
在日常水泵检修工作中,大家对重要部件和关键环节是非常重视的,诸如动静间隙、晃度瓢偏等数据对其是严格把关、精益求精,但对最后一道工序——连接联轴器却常常掉以轻心,麻痹大意,常因一些小缺陷的存在或连接工艺不当而致功亏一篑,不得不回头重新检查找原因,甚至对检修中的其它正确数据也产生了怀疑。
2000年10月,山西某发电厂#1机#2给水泵大修完毕,试泵测得#2瓦(驱动端轴瓦)振动超标:水平振动0.08mm(标准为≤0.05mm)。
起先怀疑轴系中心不良,但复查中心无异常,又怀疑轴瓦检修数据测量有误,但重新检查轴瓦也无问题。
最后进一步分析检查才注意到联轴器弹性圈由于常期使用而变形、破损严重,更换全部弹性圈后试泵振动合格。
2002年6月,山西某发电厂#5机组大修中,#2交流密封油泵进行更换轴承工作。
修后试运,测得驱动端轴承水平振动0.13mm,垂直振动0.09mm,严重超标(标准为≤0.05mm)。
弹簧的失效分析与预防~参考!
弹簧的失效分析与预防~参考!弹簧是一般机械不可缺少的零件,它在工作过程中起到缓冲平衡、储存能量、自动控制、回位定位、安全保险等作用。
弹簧在使用过程中常因各种原因导致失效而引起机械故障。
为此,有必要讨论引起弹簧失效的原因及预防措施。
导致弹簧失效的主要因素有材料缺陷,加工制造缺陷,热处理不当,表面处理不当,工作环境因素等。
通过对21个弹簧失效案例的汇总分析,弹簧表面缺陷,包括碰撞磕痕、微动磨损、凹坑等造成弹簧失效的比例最大,占50%;另外还有裂纹占有20%;夹杂、疏松13%;脱碳、热处理、表面强化分别占3%左右。
弹簧失效可由一种原因引起,也可由几种原因因素综合作用所致。
因此,对弹簧的失效分析必须先对实例的失效现象进行种种调查分析,弄清楚其失效模式,然后找出其失效的原因因素,从而提出改进措施1、弹簧原材料引起的弹簧失效:(1)由于钢的冶炼方法不同,会使钢中存在不同程度造成弹簧早期疲劳失效的夹杂物,夹杂物过量或尺寸过大,均匀度不好都会影响材料的力学性能,容易早期疲劳失效。
实例:某公司一件型号为SY6480(Ф22mm)的车辆悬架用扭杆弹簧,在新车出库时便发生断裂,分析认为断裂起源于弹簧亚表面存在的一个粗大脆性夹杂物(如图1,图2(图1的放大图))。
预防措施:弹簧材料必须有优良的冶金质量,如严格控制化学成分、高纯净度,较低夹杂物含量,同时还要求材料成分和组织的均匀性和稳定性。
为了降低钢中有害气体和杂质元素,提高钢的纯净度,应采用真空冶炼及电渣重熔等精炼技术。
(2)轧制过程可能引起的缺陷:残余缩管及中心裂纹;折叠缺陷(如图3);线状缺陷、划痕;表面锈蚀坑;过烧、桔皮状表面、麻坑;这些都可能导致弹簧失效。
所以钢厂应尽量避免和消除轧制过程中产生的缺陷,弹簧厂应加强对弹簧原材料质量检查,尽量采用表面质量好的材料。
冷成形螺旋弹簧在卷簧时由于卷簧过程中工艺装备不良或调整操作不当会产生弹簧的表面缺陷。
如自动卷簧机上切断弹簧时切刀就有可能插伤邻近弹簧圈钢丝的内表面。
联轴器失效分析及处理方案
联轴器失效分析及处理方案动设备的联轴器样式繁多,炼油、化工企业的动设备常用的以膜片联轴器具多,这种联轴器对中补偿性强、拆卸方便,噪音小、减振效果突出、在恶劣环境适应性强等特点。
但是如果安装过程不规范,或者加工制造时的偏差过大,都会使膜片式联轴器安装后膜片产生扭曲变形。
安装过程中出现的膜片变形包括:同心度不好;两个半联轴器端面距离超标;联轴器螺栓方向安装错误;轴弯曲等。
制造时产生的偏差包括:加工制造半联轴器本身存在偏差;膜片中心距与半联轴器中心距或膜片中心距与中间短节中心孔距不相等;半联轴器法兰盘中心与法兰端面不垂直等。
下面从七个方面分析动设备膜片联轴器安装后膜片变形的原因。
一、驱动机与机泵之间的同心度偏差太大膜片式联轴器是由两个分别安装在驱动设备与非驱动设备轴端的两个半联轴器、一个中间加长节、一对膜片、若干组联轴器螺栓(每组螺栓包括螺杆、螺母、弹簧垫、缓冲套和1个螺母)组成(如图1所示)。
安装后两半联轴器之间根据安装标准留有一定的间隙。
正常联轴器按标准安装后,在停机状态下,如果同心度符合标准,膜片不变形或者变形量很小,基本上处于自由状态。
运转时,膜片联轴器各零部件受力均匀,一般不会损坏,使用周期一般在二年以上。
图1 膜片联轴器组成①驱动端半联轴器②非驱动端面半联轴器③中间节④膜片⑤缓冲套⑥精密螺栓⑦垫圈⑧螺母同心度偏差太大,造成两轴的轴心线不在一条线上,膜片安装后,是靠膜片的弹性变形来补偿同心度的偏差的,同心度偏差太大,由膜片提供的补偿量也就越大,造成膜片扭曲变形也就越明显,这种情况下,膜片在运行就会产生额外的附加应力,膜片很容易产生疲劳而很快损坏,严重影响膜片的寿命。
所以膜片变形扭曲,首先应该考虑到是由设备本身的同心度偏差过大造成的。
为了延长膜片的使用寿命,使设备达到长周期运行,在膜片安装时要严格按照技术质量标准安装。
一般情况下,膜片联轴器的寿命可达十万小时,膜片虽为易损件,但其寿命一般也不低于1.2万小时。
汽车冲压模具弹簧的失效分析
收稿日期:2010204229基金项目:徐汇区科委公共技术平台(RC T2008007),青浦区科技型中小企业技术创新基金项目(0707H1384)。
作者简介:李细锋(1980-),男,讲师。
文章编号:100124934(2010)0420034203汽车冲压模具弹簧的失效分析李细锋1,申 昱1,胡广洪2,3(1.上海交通大学 模具CAD 国家工程研究中心,上海 200030;2.上海模具技术研究所有限公司,上海 200030;3.上海申模计算机系统集成有限公司,上海 200030)摘 要:为了寻找某一汽车零件冲压模具弹簧的失效原因,对弹簧断口部位进行了化学成分、金相组织、硬度、断口SEM 扫描等测试。
检验的结果表明,失效是由于在高交变应力作用下,弹簧丝在内侧表面附近区域形成了疲劳裂纹源,并最终导致弹簧早期疲劳断裂。
关键词:弹簧;失效分析;疲劳中图分类号:T G113.25文献标识码:BAbstract :I n or der t o f i nd t he f ailure cause of a valve sp ri ng in a n aut omotive p a nel sta mpi ngdie ,t he f ract ure region on t he sp ri ng is exa mi ned by che mical comp osition a nalysis ,metal 2lograp hy ,ha r dness test a nd S EM.The results s howed t hat t he f atigue crack i nitiation caused by high alter native st ress app ea rs i n t he i nner surf ace of t he sp ri ng a nd t he p rop agation of t he crac ks results i n ea rly f atigue f ract ure of t he sp ri ng.K eyw ords :sp ri ng ;f ailure a nalysis ;f atigue0 引言近年来随着国内外汽车工业的迅猛发展,汽车模具设计制造业取得了巨大的进步,先进的设计及加工设备不断引进,其中各种类型和规格的弹簧在冲压模具中应用越来越广泛[1]。
联轴器零部件失效分析及修配_苏静

保持锐角 0.01 A
1×45° 加 工 时 车 至 !60E6++00..007695
)
)
!102
+0.2 +0.1
+0.06 +0.03
!8 (5
!60F (7
0.8
A
1.6
0.8
8.2 25
9+00.05
图4
N10 G50 X200 Z100 T0101 N20 G97 M03 S260 N30 G99 G00 X115 Z- 4.5 N40 G01 X86 F0.3 N50 G00 X115 Z- 3.5 N60 Z- 8.7 N70 G01 X86 N80 G27 N90 T0202 S180 N100 G00 X102 Z- 8 N110 G01 Z- 17.2 F0.05 N120 G00 Z0 N130 G27
涂开, 把轮毂推进到内外齿圈将要卡住的位置。用手来回
( 3) 暂时 应 付 性 修 复 。 联 轴 器 零 部 件 的 损 伤 十 分 严 推动轮毂外侧的内齿圈, 使内外齿圈沿着轴线方向作相
重, 修复的工艺比较复杂, 修复后的零部件不能完全达 对运动。在磨料作用下作润滑磨合。
到技术要求, 只能作暂时的应付性使用。这类零部件的
作用下, 特别是变载荷作用下, 所产生的材料疲劳现象是 齿式无键联轴器内外齿圈卡住( 在 4mm 以下内外齿圈是
机械整体损伤的主要原因。当然, 材料的疲劳破坏机理是 松动的) 。
复杂的, 本文不赘述, 然而据经验证明, 零件的设计不良、
( 3) 事故 分 析 : 齿 式 无 键 联 轴 器 使 用 一 段 时 间 后 , 轮
合性质等符合装配要求。这是一种理想的损伤修复。
起的误差, 因此这种联轴器轮毂的外齿比较短, 而且成鼓
CT14弹簧机构常见故障的原因分析及处理
J羔黼电力安全技术第12卷(2010年第1期)CTfP4弹簧机构常见故障的原固分析反处理陈世丹,卢兴福(贵阳供电局,贵州贵阳550001)1常见故障原因分析及处理1.1不储能1.1.1储能电机不转动储能电气回路如图1所示,微动开关上的常闭触点WKl、WK2接触不良或损坏,接触器KM出现故障,或电机D的碳刷与换相器接触不良,换相器及电机绕组损坏等原因都可能造成储能电机不转。
KM图1储能电气回路当出现储能电机不转动时,应在机构未储能的情况下,检查储能电源及储能控制电源是否正常。
用万用表测量接触器线圈两端是否存在电压,若有电压则记录其幅值,若幅值已达到接触器动作的电压而接触器KM未吸合,可以判定接触器KM损坏,则需更换接触器;若无电压或电压低,可能是行程开关WKl、WK2出现故障。
如果接触器处于吸合状态,而电机不转动,则检查电机D端子电压,若有电压,则可能是电机有故障,检查电机碳刷与换相器的接触情况,接触不良则更换碳刷;若电机存在其他故障,需更换或修理;反之则判断为接触器触点KMl、KM2接触不良或损坏。
1.1.2储能电机转动,机构不储能当出现这种故障时,可判断问题发生在储能机构上。
第一种原因是储能机构棘爪的压紧弹簧弹性失效、折断或脱落;第二种原因是由于储能机构的棘爪轴转动不灵活,造成其未完伞复位,使棘爪落在棘轮齿尖上,当电机变速齿轮上的凸轮转动时,棘爪只在棘轮齿尖问运动,造成机构不储能;第三种原因是机构储能后出现自动释能现象,这种情况是由于合闸挚子与合闸滚子的扣合量太小及合闸挚子未复位,使机构无法储能造成的。
极少数是由于棘爪的端部严重磨损造成的,在电机转动时棘爪与一9一棘轮上的棘齿出现打滑现象,导致机构无法储能。
发生故障后,应针对不同情况分别进行处理,对失效的弹簧及不能修复的棘爪进行更换;对出现棘爪机构不复位情况,可用手动储能杆插在手动储能孔上,向上撬动棘爪机构使其复位;对于第三种原因应检查合闸连杆机构有无卡涩现象。
浅谈弹簧失效
浅谈弹簧失效作者:万新通来源:《科技传播》2011年第09期摘要作为弹簧专业制造者,如何解决确保生产出大于使用寿命要求的弹簧产品,避免生产出的弹簧产品出现早期失效,这是一个值得探讨研究的课题。
本文就从材料因素失效、设计因素失效和伤痕因素失效这3方面进行探讨论述。
关键词弹簧失效;材料因素;设计因素;伤痕因素中图分类号TH135 文献标识码A 文章编号 1674-6708(2011)42-0060-01随着社会的进步,新的工业产品的不断出现和应用,给人类创造了更加舒适、安逸的生活环境。
作为机械基本元件之一的弹簧,在我们生活的环境里以其独特的魅力发挥着特有的功能。
同时也由于弹簧的早期失效,给我们美好的生活带来诸多烦恼和麻烦,有的甚至危及到我们的生命财产安全。
研究弹簧失效案例告诫我们:优质的弹簧材料、合理有效的设计、制造工艺的把关特别是弹簧成形伤痕的控制,与弹簧疲劳失效关系十分密切,这三大因素显得尤为重要。
1 材料因素失效目前为止,我国弹簧钢标准GB1222-2007中共15个钢种,其中碳钢3种、锰钢7种,含硼钢2种、铬锰钢2种、硅铬钢3种、铬钒钢2种,各钢种的化学成分、力学性能和综合机械性能各有特点。
根据弹簧应力要求、工作环境要求、使用寿命要求、合理正确选择弹簧材料十分重要。
我国和我国常用的世界其它国家,如美、日、德、韩等国家的材料级别一般把抗拉强度Rm分为三个级别,即按高、中、低分别给出标准。
我国《弹簧用不锈钢丝》YB(T)-1983中按A、B、C给出三个抗拉强度标准,其中B组最高,C组居中,A组最低,生产中如果我们用低强度的弹簧材料来生产承载高应力的弹簧,其一、工作负荷会出现下偏现象;其二,弹簧也容易产生永久变形而失效。
反之,如用高强度的弹簧材料生产要求高疲劳寿命的弹簧产品,则增加了弹簧在承载高应力条件下的脆断失效趋向。
比如:我厂DR用户的YC101压缩弹簧,要求:旋向:右旋,材料:φ0.4不锈钢SUS304(0Cr18Ni9Ti),外径:φ4.6±0.1、总圈数6.5圈、有效圈5圈,自由高度H0=12±0.4,当压缩剩7.5mm时工作负荷P1=3.06N±0.3N,当压缩剩3mm时 P2=6.12N±0.6N。
50CrVA弹簧的失效分析及补救处理
此时表面 的硬度 己下 降得很 多。②采用 3 6 0  ̄ C等温淬火 , 心部硬度合格,可表面硬度只有 H R C 4 0 左右,在弹簧压力 测试机上测得压负荷为下限或偏低不能使用。由以上分析 试验 ,可见表面硬度必须进一步提高。③表面含碳量低要 提 高表面硬度,就必须在提高加热温度 时,使脱碳层尽可 能地奥 氏体均匀化后淬成马 氏体,再采用低温 回火,这样 做势必会使 心部硬度提高甚至超 出技术要求范围,考虑到 不 同化学成份的钢淬火 ,具有不同的马氏体转变开始温度 ( M s ),而且 M s点是随着 含碳量的提高而 降低 的,这就 给提高表面硬度带来 了希望:可 以选择一个 适当的等温温 度,使含碳 量高 的心 部在 此温度 ( M s以上 )等温发 生下 贝氏体转变 , 而含碳量低 的表面在此温度 ( M s以下) 等温 , 发生 马 氏体转变,可 以达 到心部硬度不超过 极限值时 ,表 面硬度得到大 幅度 提高的效果。不 同含碳量 的 C r Y 钢M s 点可查相关 《 手册 》获得。 钢的 M S点主要取 决于钢 中的含碳量 ,但合金元素 的 含 量及钢 加热时 奥 氏体 的 晶粒 大小等 因素对 马 氏体转 变 点也有一定的影 响 ,所 以由表二 中所列 M S点数值作为 参 考 , 同时又 因对脱碳 层各 处 的含碳 量无 法测定 ,因此我 有选 择地采 用三种 不 同等 温温度进 行试 验 比较 ,试验数
~ ~
2 . 3金相分析
将 弹簧横截面 解剖作金相 分析 ,发现 : ( 1 )工件表
面存在严重脱碳层,整个 圆周上脱碳层深度不均,一般在 O . O 2~ 0 . 0 8 a r m之间 。 ( 2 )心部有少量的铁素体 ,系热处 理加 热温度偏低 ,保温时间偏短,奥 氏体化不充分所致 。 以上分析结果表明,材料确属 5 O c r v A ,造成弹簧过早 疲 劳失效 的主要原因是弹簧表面有严重 的脱碳和 热处理工 艺不 当,造成淬火组织不正常,降低 了弹簧的弹性极 限, 从而使弹簧过早 的发生 了疲劳收缩。 3补救处理工艺 由于该厂任 务紧,急 需此种弹簧,又 一时难 以买到 , 为急企业所急,尽快将此弹簧重新返修至符合使用性能 的 要求 。 根据失效原因, 我进行了重新热处理 的可 行性分析 。 ( 1 )要消除 心部的铁素体 是容易办到 的,但要 解决 表面脱碳层的问题就难度就较大了。当然可 以通过补渗来 提高表面脱碳层 的含碳量,但表面脱碳层深度不均 ,又该 厂炉 内碳势无法控制, 用补渗法解决脱碳层 的问题不可行 。 ( 2 ) 喷砂可 以提高表面压应力, 提高弹簧 的疲劳强度 , 可该厂无喷砂设备 。 ( 3 )所 以还得在现 有设备和 常规 热处理上 下功夫 : ①首 先解 决心部组 织 问题 ,通过提高 加热温 度,使心 部 充分 奥 氏体化 ,经 油冷 淬火 + 回火,心部硬 度达 H R C 4 8 5 0 ,但表面 只有 H R C 4 0~ 4 2 。而油淬件 回火温度 高达 3 8 0 ℃,才 能保证心部硬度符合 使用性能 的最低要求 ,可
弹簧失效是怎么回事造成的?
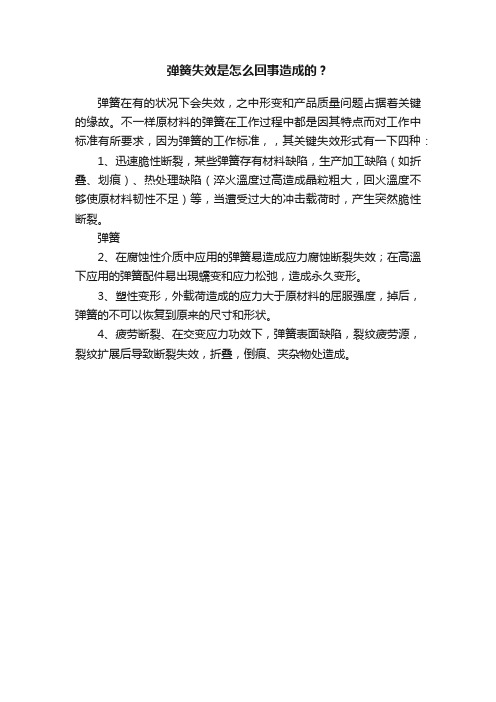
弹簧失效是怎么回事造成的?
弹簧在有的状况下会失效,之中形变和产品质量问题占据着关键的缘故。
不一样原材料的弹簧在工作过程中都是因其特点而对工作中标准有所要求,因为弹簧的工作标准,,其关键失效形式有一下四种:
1、迅速脆性断裂,某些弹簧存有材料缺陷,生产加工缺陷(如折叠、划痕)、热处理缺陷(淬火溫度过高造成晶粒粗大,回火溫度不够使原材料韧性不足)等,当遭受过大的冲击载荷时,产生突然脆性断裂。
弹簧
2、在腐蚀性介质中应用的弹簧易造成应力腐蚀断裂失效;在高溫下应用的弹簧配件易出現蠕变和应力松弛,造成永久变形。
3、塑性变形,外载荷造成的应力大于原材料的屈服强度,掉后,弹簧的不可以恢复到原来的尺寸和形状。
4、疲劳断裂、在交变应力功效下,弹簧表面缺陷,裂纹疲劳源,裂纹扩展后导致断裂失效,折叠,倒痕、夹杂物处造成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5 结束语
对弹簧销联轴器进行上述改进能简化结构,降 低成本。经静态试验证明,改进措施切实可行。并且, 改进后的联轴器在内蒙古东胜电厂磨煤机上连续运 行十个月且情况良好, 这也说明该改进设计的成 功。改进后的弹簧销联轴器设计已获得国家专利(专 利号:ZL200820114615.7),并于 2009 年 12 月 12 日 在中国机械通用零部件工业协会传动联接件分会二 届二次年会上通过国家标准审核。
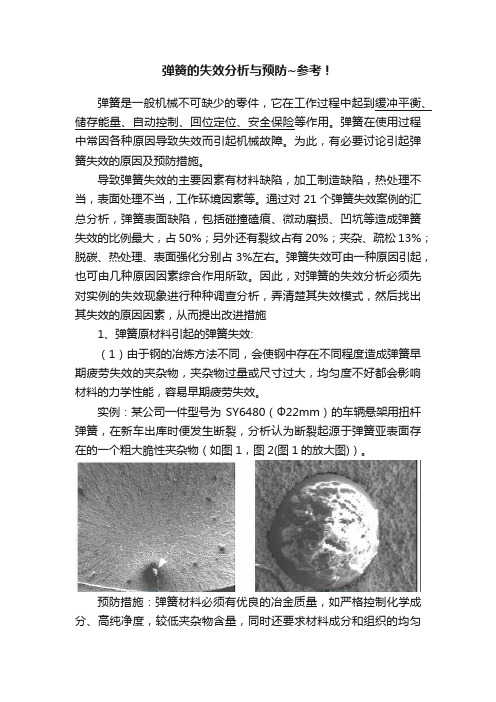
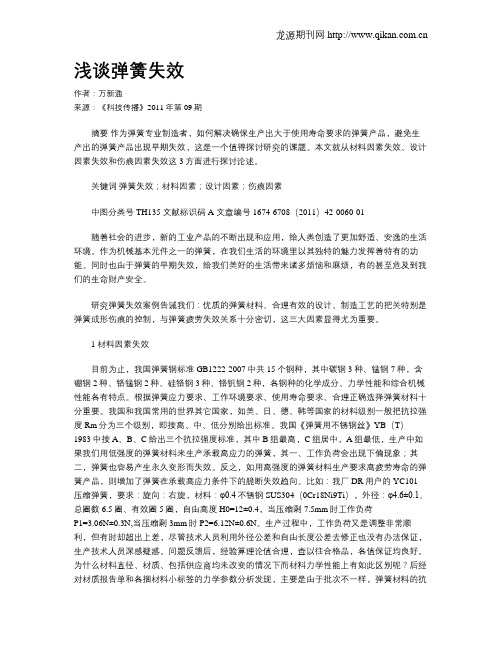
(c) 失效的柱销孔 图 2 联轴器失效情况 Fig.2 The failure of a coupling
弹簧销
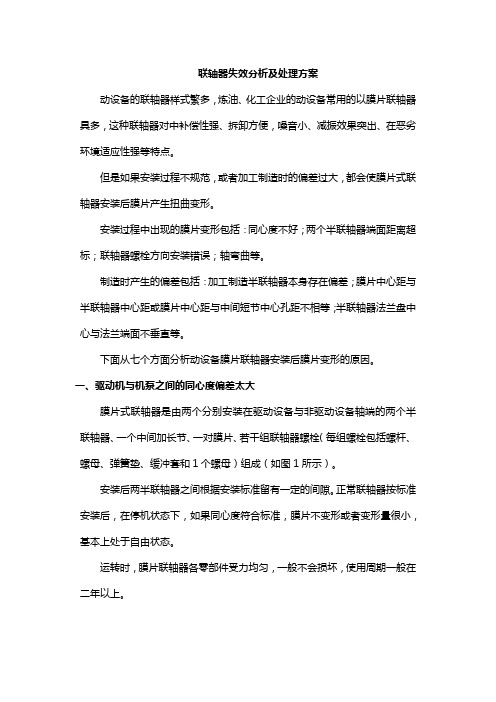
间隙
o1 o
o2
半联轴器
旋向
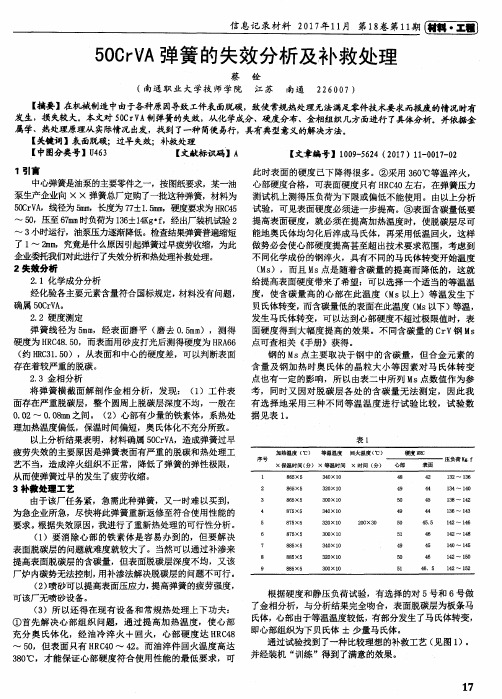
图 3 销、孔配合简图 Fig.3 The fitting of pin and bore
的柱销过孔间直径差为 3.0 mm,当弹簧销挠度过大 超过 1.5 mm 后,引起柱销与过孔表面接触,导致主 要负荷集中在柱销上, 且由于接触应力过大致使柱 销迅速磨损。当磨损达到一定程度后,柱销因无法承 受过大应力而断裂。柱销失效后,全部负荷集中作用 在弹簧销上,使得其挠度迅速加大,同时又由于弹簧 销内钢丝无序排列, 在杯套内表面与钢丝间产生间 隙,造成销孔、弹簧钢丝磨损及弹簧销中的连杆与杯 套脱开,最终导致弹簧销散架。
第 23 卷 第 3 期
56
2010 年 8 月
燃气涡轮试验与研究 Gas Turbine Experiment and Research
Vol.23,No.3 Aug.,2010
弹簧销联轴器的失效分析及改进设计
潘 元, 万世华, 张富存
(中国燃气涡轮研究院,四川 江油 621703)
摘 要: 本文针对弹簧销联轴器在实际应用过程中出现的失效情况进行了分析,并对其进行了改进设计,该改进能简 化结构、降低成本。 经静态试验证明,改进措施切实可行。 关键词: 联轴器;失效;改进 中图分类号: TH133.4 文献标识码: A 文章编号: 1672-2620 (2010) 03-0056-03
对 改 进 前 后 额 定 扭 矩(6 100 N·m)相 同 的 两 个 THXC-10 型联轴器进行静态试验对比,试验结果见 图 5 及表 1。
从 图 5 和 表 1 的 对 比 中 可 看 出 ,80%~100%额 定载荷的平均扭转刚度和 100%~150%额定载荷的 平均扭转刚度在改进前变化较大,这是由于弹簧销
第 23 卷
燃气涡轮试验与研究
57
联轴器直接联接,另一端通过辐板、柱销与从动端半 联轴器联接。 原设计想通过此种方式来改善弹簧销 的受力形式、提高承载能力,但结构中柱销占据了弹 簧销的位置,致使弹簧销数量减少,反而降低了承载 能力。 多个柱销联接辐板与从动半联轴器产生过定 位,导致加工精度提高、难度加大,弹簧销受力不均。 同时,又存在由辐板、柱销、外筒、从动端半联轴器组 成的框架结构,造成联轴器零件数量多、结构复杂。 2.2 工作原理
值/mm
改进前 改进后
7.75×105 7.85×105
7.95×105 9.40×105
9.00×105 9.88×105
1.375 1.240
内钢丝与杯套间的间隙所引起的, 但在相同载荷条 件下,改进后的平均扭转刚度变化趋于稳定。再根据 平均扭转刚度和相对位移变化值可看出, 联轴器改 进前后两组数据变化很小,平均扭转刚度很接近。从 扭转刚度方面考虑,此改进措施切实可行。
和用于安县水泥厂水泥磨机上的 THXC-10 型联轴 器在使用过程中均出现过柱销断裂、 中间部分磨损 严重,弹簧销中的弹簧钢丝中间部分磨损、弹簧销散 落,主、从动半联轴器上弹簧销孔磨损严重,主动端 半联轴器上的柱销孔已磨成椭圆形并伴随有表面压 溃等现象,如图 2 所示。 3.2 失效分析
根椐弹簧销联轴器的结构和工作原理, 本文对 上述失效情况进行了分析, 认为造成弹簧销联轴器 失效的主要原因有:
杯套
柱销 辐板
弹簧销
从动半 联轴器
主动半
联轴器
F
弹簧销
图 1 弹簧销联轴器结构简图
Fig.1 Spring pin coupling structure
收稿日期: 2010-01-21; 修回日期: 2010-07-16 作者简介: 潘 元(1963-),男,重庆人,工程师,主要从事非标设备及联轴器设计工作。
表 1 扭转刚度对比 Table 1 Comparison of torsional stiffness
平均扭转刚 度/(N·m/rad)
80%~100% 额定载荷的 平均扭转刚 度/(N·m/rad)
100%~150% 额定载荷的 平均扭转刚 度/(N·m/rad)
20%~150% 额定载荷相 对位移变化
套,提高其表面硬度,增强耐磨性能; ②在弹簧销两端留储油空间, 并对弹簧销进行
浸油处理,用以改善润滑条件,减少微动磨损; ③加大弹簧销钢丝直径,减小钢丝作用长度,从
而增加其刚度,提高承载能力; ④对杯套内孔及钢丝的直径进行优化, 对钢丝
的排列进行模拟,使钢丝与杯套间产生过盈配合,消 除间隙并减少磨损。 4.2 静态试验
2 改进前的结构及工作特性
2.1 弹簧销联轴器结构分析 图 1 所示为弹簧销联轴器结构简图, 其主要由
半联轴器、辐板、柱销、弹簧销、盖板和外筒组成。 其 中,弹簧销是联轴器的弹性元件,由直线弹簧、杯套、 连杆、定距套和衬套组成。 弹簧销的一端与从动端半
主动半 柱销 辐板 外筒 盖板 从动半
联轴器
联轴器
外筒
镶套 盖板
位 移 /mm
2.0 改进前
1.5
1.0
0.5
改进后
0 0 1000 3000 5000 7000 9000 扭 矩 /N·m
图 5 扭矩-相对位移关系曲线
Fig.5 Relative displacement vs. torque
第3期
图 4 改进后的联轴器 Fig.4 Improved design of the coupling
Failure Analysis and Improving Design of Spring Pin Coupling
PAN Yuan, WAN Shi-hua, ZHANG Fu-cun
(China Gas Turbine Establishment, Jiangyou 621703, China) Abstract: This paper analyzes the failures of spring pin coupling in actual application and puts forward an improving design. The test has demonstrated that the improved design of coupling was applicable, which can effectively reduce the cost due to more simplified structure. Key words: coupling;failure;improvement
4.1 改进措施 (1) 结构改进 ①取消辐板、柱销,增加弹簧销数量; ②简化弹簧销结构,改变其焊缝结构,增加焊接
强度; ③增大弹簧销与孔的接触面积,降低接触应力。 改进后的弹簧销受力形式为悬臂梁, 可减小弹
簧销长度,减少配合面数量,从而简化了结构。 (2) 针对失效进行的改进 ①对联接半联轴器与弹簧销的法兰孔进行镶
1 引言
弹簧销联轴器是一种金属弹性元件联轴器,具 有减振、缓冲和补偿量大等特点。与非金属弹性元件 联轴器相比,它具有承载能力大、使用寿命长、外形 尺寸小、维护方便的优点,但也存在结构复杂、加工 精度要求高、材料利用率低的缺点,并且在运行过程 中出现了弹簧销散落、柱销断裂、销孔压溃等失效缺 陷,严重影响了弹簧销联轴器的推广应用 。 [1,2] 本文 通过对弹簧销联轴器失效机理进行分析, 从简化联 轴器结构、降低加工成本和安装难度、提高运行可靠 性方面进行改进设计。
(3) 销孔表面压溃 原设计希望通过减小杯套长度来增大补偿不对 中的能力,但却造成了销孔表面接触应力过大,从而
58
潘 元等:弹簧销联轴器的失效分析及改进设计
使销孔表面产生压溃。
4 改进设计
针对加工过程中和实际使用中出现的问题,本 文对联轴器进行了改进设计, 改进后的联轴器结构 见图 4。
半联轴器 弹簧销
联轴器的主动半联轴器通过弹簧销与框架结构 联接从动半联轴器来传递运动和动力。 联轴器可根 据使用情况通过计算调整直线弹簧的数量、 长度和 直径,起到补偿主、从动轴的角向、径向及综合偏差, 吸收振动并缓冲起动冲击和变负荷冲击的作用。
(a) 失效的弹簧销、柱销 (b) 失效的弹簧销孔
3 失效分析
3.1 损坏情况 用于绵阳热电厂磨煤机上的 THX-8 型联轴器
(1) 销孔失效 由于设备的主、 从动轴不对中及弹簧销与半联 轴器的销孔之间采用间隙配合, 导致孔中心与弹簧 销中心不一致, 如图 3 所示,O 为联轴器的中心,O1 为孔的中心,O2 为弹簧销的中心。 弹簧销以孔中心 O1 为圆心作平移运动, 其 频 率 为 联 轴 器 的 旋 转 频 率,长期运行产生微动磨损,使得销孔之间的间隙变 大,对中精度变低,相对速度变大,磨损越来越厉害, 从而导致联轴器销孔因过度磨损而失效。 (2) 弹簧销、柱销失效 在产品设计时, 过多地强调了联轴器对设备的 保护功能、对不对中的补偿能力和缓解冲击的作用。 正常工作时弹簧销的挠度为 1.0 mm 左右,当在带载 起动和运行过程中有冲击时, 由于其刚度不足使得 弹簧销产生较大变形。 因柱销与主动端半联轴器上
参考文献:
[1] 周 明 衡. 联 轴 器 选 用 手 册[M]. 北 京 :化 学 工 业 出 版 社 , 2001.