6 马达供应商现场审查表2015
供方现场审核检查表(制造商)

1
重要的工艺参数有规定(如压力、温度、速度)。
○
○
1.5
2
各工艺参数的执行有据可查(检查、调节按钮、显示仪)。
○
○
1.5
3
对检验结果作质量变化趋势分析、评价。
○
○
1.2
4
缺陷排除措施,做好记录,并对措施有效性进行验证。
○
○
1.2
5
重要产品/过程特性在文件中标识规定。
○
1.2
6
对关键特性采用SPC方法进行过程监测。
○
○
1.2
7
模具和设备受到有效监控。
○
○
1.2
8
试生产和批产时进行过程能力分析,能力不足时采取适当的措施。
○
○
1.2
八、产品监测
1
按控制计划和工艺卡片等对生产制造过程实施监控(定期实施过程自查)
○
○
○
1.2
2
有首件检验规定,并严格执行。
○
○
1.5
3
最终检验有详细的检验规程。
○
○
1.2
4
监测装置和方法对发现缺陷的合理性。
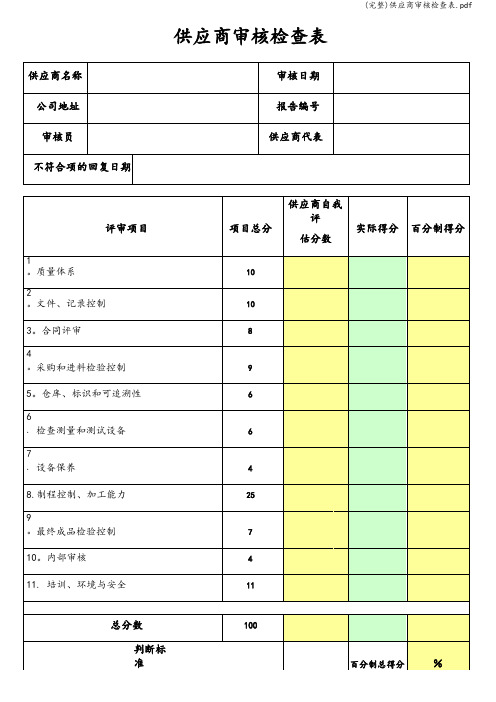
供方名称:
序号
内容
评价对象/结果
评分
程序文件
计划
实施
记录
一、质量管理体系
1
建立ISO9001或TS16949质量管理体系,并通过认证。
○
1.5
2
对ISO/TS16949技术规范有所了解,并按要求正在逐步实施。
○
○
1.2
3
质量方针符合汽车行业市场和顾客期望。
○
○
1.5
供应商开发现场评审表

实际查得内容:
5
Has the corrective action been follow up, verified for the effectiveness before closure.
是否有纠正预防措施及有效性验证?
实际查得内容:
品管审核人员:
NO
REPRESENTATIVES / REVIEW
代表/审核
SUPPLIER
供方
NO
Question (问题)
Poor
0
Average
1
Good
2
N/A
Remark
备注
AManagement Responsibility管理层职责
1
Is there a formal quality manual and is quality policy fully understood by all employees.
是否有文件规定合同评审有品管、工程、采购等部门参与?
实际查得内容:
3
Is there a internal review process and are review minutes documented.
是否有支持文件及相关记录?
实际查得内容:
4
Is the system adequate to prevent discrepancy.
是否有程序文件规定新订单/合同评审?
实际查得内容:
2
Is quality, engineering and production involve in the review, does evidence show the responsible party carry out the task per the procedure.
2022年ISO9001质量管理体系供应商现场审核检查表

5、应用解决问题的方法(例如:8D 报告)
6、消除送样时出现的偏差
7、修订规范、有效性检查
2.8.2
是否满足顾客对质量管理体系、产品和过程的要求?
1、组织质量管理体系认证
2、与顾客签订的技术/质量协议
3、必要的试验项目
4、适宜的检验/测量/生产设备
5、与顾客一致的检验/试验方法
2、产品生产规模
3、生产规模所处的行业位置
4、合同履约能力
5、产品质量表现
6、国家技术质量监督部门产品抽查结果
1.5
企业发展规划。需要考虑的要点:
1、中长期发展规划
2、规划的执行
2
质量管理体系
2.1
质量管理体系建立齐全。需要考虑的范围:
1、质量管理体系文件的适宜性、充分性、有效性
2、质量方针、质量目标
1、维修保养计划
2、设备保修流程
3、设备状态标识
4、易损件清单及库存
5、设备维修保养记录
2.5.3
组织应制定设备操作规程/使用说明,对使用人员进行必要的培训。需要考虑的要点:
1、设备操作规程/使用说明
2、设备工艺参数管理
3、操作人员资质
2.5.4
组织应明确过程和产品必要的监视和测量设备,以确保过程的稳定。需要考虑的要点:
1、测量精度/检具能力
2、检测工具校准计划
3、检测工具校准的证明
4、检具标识
5、校准资质(若有)
6、关键岗位可检率
2.5.5
组织应建立实验室,实验室应具备与其配套的性能实验要求。需要考虑的要点:
1、实验室能力,应具备力学性能/物理性能/化学性能/成分分析/金相分析/无损检测/腐蚀和防护等
电商平台中小企业OEM供应商现场审核检查表

虫害控制措施
应保持建筑物完好、环境整洁;具备有效虫害管控措施, 如纱帘、纱网、防鼠板、防蝇灯、
采用物理、化学或生物制剂进行处理时,不应影响食品安全和食品应有的品质 、不应污染食品接触表面、设备、工器具及包装材料。使用各类杀虫剂或其他药剂前, 应做好预防措施避免对人身、食品、设备工具造成污染
5.3
异物检测设备或措施应得到有效管控
6.8
化学品控制
应制定化学品的管理使用控制制度及保留使用记录
6.9
废弃物管理
制定废弃物存放和处理制度,并执行
6.10
食品添加剂管理
禁止超范围、超限量使用食品添加剂生产产品。
6.11
非食品原料
禁止使用非食品原料生产食品,
七、采购、贮存和运输
7.1
采购管理
工厂的供应商应经过评估, 以确定所提供的原料是否存在潜在风险
六、生产过程管理
6.1
工艺管理
应制定产品的工艺流程图
应制定关键工序的作业指导书和监控要求
6.2
过程控制
对各生产工序进行有效控制,并保留记录
各工序半成品应得到有效防护,各物料状态标识清楚
有书面的产品放行文件要求
6.3
投料/配料管控
应使用与产品标准要求一致的原辅料加工
配料的使用应有明确的规定并保留记录
6.4
记录与纠正措施
厂区应定期进行检查,并记录除虫灭害工作,保留虫害控制的月度详细记录(包括具体详细
使用杀虫剂时应记录杀虫剂的使用情况 ,包括使用的材料名称、目标虫害、杀虫剂的用量或浓度,杀虫剂使用位置、使用方式、使用量、使用日期和时间,使用人的签名。
针对工厂自查、内审或日常虫害管理过程中发现虫害问题进定期行分析并制定纠正措施 。
设备到货现场审查单完整版
设备到货现场审查单完整版一、项目信息
- 项目名称:
- 设备名称:
- 供应商名称:
- 到货日期:
- 到货地点:
二、现场审查情况
1. 设备数量核对
2. 设备质量检查
- 外观检查:
- 设备1:外观完好,无明显损坏。
- 设备2:外观完好,无明显损坏。
- 设备3:外观完好,无明显损坏。
- 功能检查:
- 设备1:功能正常,操作无异常。
- 设备2:功能正常,操作无异常。
- 设备3:功能正常,操作无异常。
3. 设备配件核对
三、现场审查结论
经现场审查,设备到货数量与实际数量一致,设备质量良好,无明显损坏。
配件数量与实际数量一致,完整无缺失。
四、现场审查人员
- 审查人员1:__________
- 审查人员2:__________
- 审查人员3:__________
五、备注
此份审查单为根据现场实际情况填写,供项目记录和参考使用。
请各相关人员认真核对,并在审核无误后签字确认。
3 SMT DIP供应商现场审查表2015
1
3
供应商的维修人员有相应的SMT维修技 能,维修现场5S较好
1
软
、 硬
4
供应商的产线和机器设备能满足我司产 能的要求
1
件 情 况
5
供应商有采取防护措施,如防静电、防 尘、防氧化等,物料没有直接放地面
1
(
供应商模具、夹治具的制作有相关要
1
6 求,包括设计、验证、验收、维护、保 1
0
管、报废
分 )
7
供应商对现场的测试治具有进行管理, 摆放整齐。
制
录应保存
程 资
4
特殊岗位应有识别,并确保相关人员的 能力
1
料
及 维
5
供应商有建立工程变更的文件或规范, 并有执行
1
护
客户关于产品的任何变更必须以适当的
( 6 方式传达到现场,并确保能清楚识别PCBA产品的特点制订出生 产工艺流程,以指导产品的生产。
1
8
生产产品的工程资料(如BOM、图纸)有 及时建立,并有分发到使用部门
1
供应商SMT、DIP人员有经过专门的培 8 训,且培训合格才上岗,对出现异常较 2
多的员工也有进行再培训
9 供应商态度及配合情况
1
小结 10
评语
合计 25
评审员:
供应商确认:
2/2
证设备的正常运行,最终保证产品品质
4
供应商有配套的锡膏搅拌机、防潮柜等 设备。
1
小结 6
序 号
项目细项
项最 实际 高分 得分
评审员评审记录
1/2
不符合项描述 不符合项描述
1
供应商厂房面积1000平米以上,布置有 拉线的应至少有两条产线
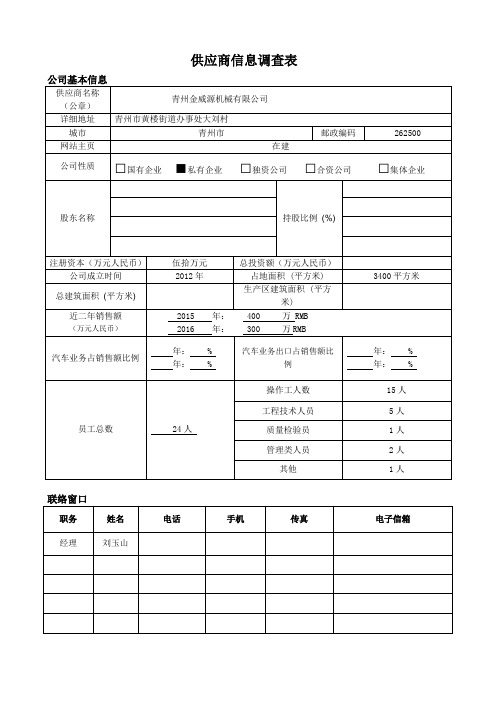
供应商基本情况调查表
序号
公司名称
市场份额
评述
1ቤተ መጻሕፍቲ ባይዱ
2
3
4
5
最新发展动态(扩建规划、新产品规划等)
序号
项目名称
投资额
未来前景
评述
1
2
3
4
5
请提供下列资质的复印件或文件(快件寄回),用于建立供应商档案。有(Y)无(N)
1工商营业执照Y
2税务登记证Y
3质量体系证书N
4环境体系证书N
5试验室认证N
6公司简介Y
7组织机构图Y
主导产品信息
产品名称
国内客户(车型)
年生产能力(件/套)
剩余产能(件/套)
注:供应商可根据实际情况对表格进行调整。
技术信息
新产品研究开发能力
□是,完全独立产品研发。
□否,仅能进行生产工艺开发。.
□需要支持,谁提供
开发软件
□UG版本□Catia版本
□Pro-E版本□CAD版本AUTOCAD 2008
□其它
姓名
电话
手机
传真
电子信箱
经理
刘玉山
质量体系状况
质量体系认证
□TS16949□VDA6.1□ISO9001其它:□No暂无
认证机构
发证日期
下次换证日期
如果没有取得认证,请介绍详细认证计划(包括咨询机构、认证机构、计划)。
环境体系状况ISO14000
认证机构
认证日期
是否有认证计划?如果有,请介绍详细认证计划(包括咨询机构、认证机构、计划)。
3400平方米
总建筑面积(平方米)
生产区建筑面积 (平方米)
近二年销售额
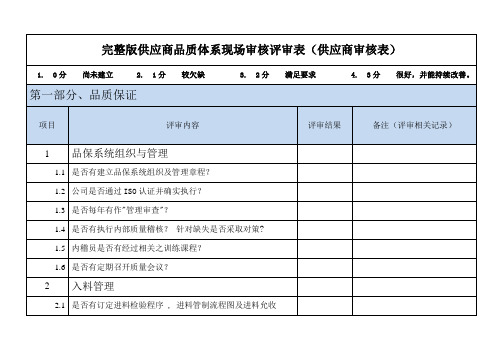
完整版供应商品质体系现场审核评审表(供应商审核表)
模、治具是否有标示使用之产品?
6.3
模、治具有无定期保养记录及更新计划?
6.4
在每次使用时,模、治具是否均被检查过?
7
质量异常处理(校正与预防措施)
7.1
是否要求责任单位提出改善,并定期追踪异常回复时效?
7.2
异常改善内容是否有区分矫正与预防措施?
7.3
异常是否有针对WIP,在库品 ,货运中及客户端产品评估?
1.5
对于操作人员之工作能力是否有谨慎的管理程序,给予资格认定,使其从事合适之工作?
1.6
对于机器/设备是否有谨慎的管理程序,以鉴别其状况得以从事生产工作?
1.7
对于机器/设备是否运用DOE方法去决定设备参数 ?
1.8
是否运用防呆方法在必要的作业上 ?以降低人员因素所造成之质量不良
1.9
是否有完善的方法去管制生产程序软件,以避免误用?
2.3
对于成品及半成品是否具有完善的分区管理?
2.4
对于不良因素有无采取有效的改正措施去防止再度发生?
2.5
制程温湿度是否受控制?对制品质量是否造成影响?
2.6
工作环境是否有5S管理?5S:整理、整顿、清扫、清洁、修养
2.7
工作现场是否符合公共安全卫生标准?
2.8
是否有管制方法或证据显示制品完成必要之制程及通过验证 ?
6.4
产品制作工艺有无考虑环保要求。
6.5
材料变更特别是环保材料的工艺、材质、供应商变更有无在相应的工程变更单中反应,让相关单位了解。
6.6
工程技术人员对图纸上的环保要求是否了解
七、采购部、PMC部、市场部
项目
评审内容
评审结果
备注(评审相关记录)
供应商现场审核表
是
否
企业的生产环境是否适合生产,如果对环境有特殊要求(如温度、湿度等) 企业是否进行控制?
是否米取适当的措施避免生产过程中产生污染和交叉污染?
生产工具、产品摆放是否整齐有序,地面是否清洁,通风设施、消防设施是 否完好?
仓储区内是否有“二防”(防鼠防虫防蝇)设施
所有的生产操作是否均有经过批准且是现行版本的操厂名称:
工厂地址:
供货产品:
审核人员:
陪同人员:
审核日期:
参考医学
、审核内容:
1)供应商基本情况和体系运行情况
基本情况
营业执照口生产许可证口
GMP证书口 药包材注册证(包材适用)口
体系认证情况
体系名称
有效期
质量体系
食品体系
环境体系
其他
综合评价
较好□
待完善口
较差 口
整改期限
所有的检验操作是否均有经过批准且是现行版本的操作规程?
检验记录填写是否规范?
是否制定相应的文件以明确不合格品的处理程序?
是否制定纠正预防措施?
是否有最近三年上级主管部门抽查检验报告?
主要检验设备是否疋期进仃检疋/校准?
综合评价较好口待完善 口
较差口
、主要不符合问题及改善建议:
序号
主要不符合问题
改善建议
生产记录填写是否规范?
生产设备是否定期清洗保养?
车间生产人员卫生情况是否符合要求?
综合评价较好口
待完善□
较差□
3)质量管理
是否定期对管理体系进行审核?
参考医学
质量部门疋否与生产部门相互独立?
是否有足够具有资质的人员参与质量管理工作?
是否具有经批准的合格供应商名录,并按此名录定期对供应商进行审核?
供应商现场审核记录表

8、设计
1)组织是否在设计控制阶段(包括设计输入的要求及设计输出验证)考虑并限制使用有害物质?
9、制程污染
2)现场可能产生有害物质污染的来源是否有辨识(包括制造流程,工装和容器的污染)?
3)对辨识的污染源是否有适当的防范措施?
4)对这些措施是否有过程确认?
供应商现场审核记录表
编号:
供应商名称:
供应商地址:
产品类型或型号:
联系电话:传真号码:
审核依据:
审核人员:
被审核方确认:
日期:
评分标准:
5分——有文件规定,且运行有记录。
3分——文件有规定,运行无记录。
1分——文件无规定,运行无记录。
评估判定标准:
A级——80分以上,属合格供应商。
B级——65至80分,属需整改供应商。
2)组织是否及时更新产品宣告表并通知认证机构和客户?
18、重新认证
1)组织是否建立程序验证其ROHS需求的符合性并在重大变更之前通知客户或认证机构?
19、风险提报
1)是否定期向我公司提报管理过程中有害物质的风险?
20、体系
1)是否建立有害物质管控体系(如ROHS或QC080000)?或正在拟建?
总得分:
10、进料验证
5)组织是否建立和施行对原材料/零组件进货时进行ROHS符合性验证的程序?
6)组织是否建立从收货到发货之间对原材料/零组件进行识别和追溯的程序,以确保只有符合ROHS指令的原材料/零组件才被使用;并交叉查验制造流程中不同存货水平/存货量间个别原材料/零组件的重量?
11、产品宣告
7)组织是否有明确的流程来组成ROHS产品的材料宣告表(包括组成方法,执行人员及认可、更新权责)?
(完整)供应商审核检查表.pdf
包含HSF有害物质的识别、使用和消除所需的培训计划?
11。3
教育、训练是否与分派的任务相适应?
1
11.4
是否进行控制以使污染物减少排放,达标排放(废水/废
1
气)?
11.5
危险废弃物是否由有资格的单位处理?
1
11.6
是否有系统来回收使用原材料?
1
11。7
是否有文件化的系统来评估培训的效果?
2
11.8
1
8。11
生产和/或品控人员是否有权停线以处理品质问题?
1
8.12
是否执行首件确认,并保存好记录?
2
8.13
在验证产品是否符合要求的所有控制点是否有正在使用的
1
检验/或检查指导书?
8.14
是否应用统计抽样方案来验证过程质量的符合性?
1
8。15
是否有文件化的返工/挑选程序?
1
4/5
供应商审核检查表
NO
1
2/5
供应商审核检查表
NO
检查项目
分数
得分
备注
3.6
公司是否有防病毒软件来保护客户资料?
1
3.7
供应商是否有火灾/泄漏等事故的反应计划?
1
4
采购和进料检验控制
4.1
是否保持有一个选择和控制供应商的体系?新样品开发时
2
有无要求供应商提供SGS报告及材质证明?
4。2
采购订单是否有清晰和特殊采购的信息(如产品定购、产
2
品要求的认可、RoHS要求信息)?
4.3
是否有正在应用的监控进料质量的进料检验指导书?是否
2
有对供方来料进行ROHS符合性验证?
机械加工类供应商审查表

表号:供应商调查表(生产加工类供应商)GLP1102-1供应商名称:浙江德普光电有限公司供应商编码:填表时间:2010 年12 月30 日供应商调查表目录0.0填表说明---------------------------------------------------------------------------------------------------------40.1供应商基本信息调查表---------------------------------------------------------------------------------------51.企业概况-----------------------------------------------------------------------------------------------------------6 1.1企业工厂正门照片、厂景照片-----------------------------------------------------------------------------------7 1.2企业营业执照复印件----------------------------------------------------------------------------------------------81.3税务登记证复印件------------------------------------------------------------------------------------------------92.企业整体实力----------------------------------------------------------------------------------------------------10 2.1排名见证资料-----------------------------------------------------------------------------------------------------11 2.2企业信誉证明复印件---------------------------------------------------------------------------------------------122.3企业认证复印件--------------------------------------------------------------------------------------------------133.企业研发实力----------------------------------------------------------------------------------------------------14 3.1参与客户设计见证资料------------------------------------------------------------------------------------------15 3.2研发组织图-------------------------------------------------------------------------------------------------------163.3研发成果复印件--------------------------------------------------------------------------------------------------174.企业产品情况----------------------------------------------------------------------------------------------------18 4.1企业或企业产品通过的各项认证的复印件---------------------------------------------------------------------19 4.2企业或企业产品介绍---------------------------------------------------------------------------------------------204.3企业产品检测报告-----------------------------------------------------------------------------------------------215.企业供货历史状况----------------------------------------------------------------------------------------------225.1主要客户见证资料-----------------------------------------------------------------------------------------------236.质保能力----------------------------------------------------------------------------------------------------------24 7质量管控----------------------------------------------------------------------------------------------------------247.1质量管控见证资料-----------------------------------------------------------------------------------------------258.成本管控----------------------------------------------------------------------------------------------------------269.交货管控----------------------------------------------------------------------------------------------------------269.1成本管控、交货管控见证资料----------------------------------------------------------------------------------2710.企业设备能力--------------------------------------------------------------------------------------------------28 10.1企业主要生产工序照片、生产设备照片----------------------------------------------------------------------3010.2企业生产、检测设备清单--------------------------------------------------------------------------------------3111.企业主要材料情况---------------------------------------------------------------------------------------------3211.1材料入厂检验报告----------------------------------------------------------------------------------------------3312.企业人员构成情况--------------------------------------------------------------------------------------------3412.1企业员工培训材料记录----------------------------------------------------------------------------------------3413.企业获奖情况--------------------------------------------------------------------------------------------------3413.1企业最近一年的荣誉证书复印件------------------------------------------------------------------------------3414.企业生产环境情况------------------------------------------------------------------------------------------------35 14.1地方环保局提供的检测报告------------------------------------------------------------------------------------3514.2企业最近一年的荣誉证书复印件-------------------------------------------------------------------------------3615.最终结论---------------------------------------------------------------------------------------------------------37填表说明各供应商:本调查表为我集团在供应商定点前对供应商整体状况的调查,请务必认真、如实填写。
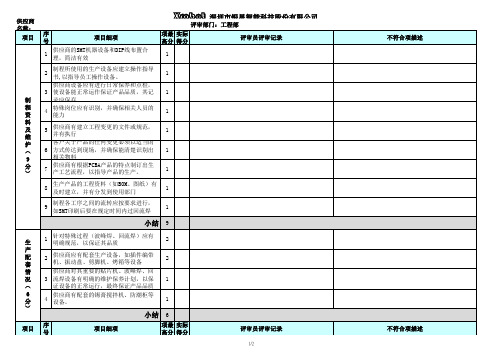
最新供应商现场审核评分表资料
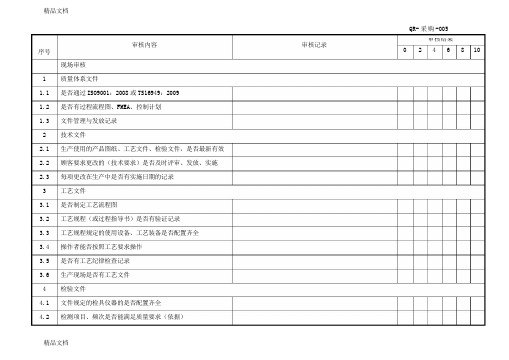
审核内容审核记录审核结果序号QR- 采 购 -0050 2 4 6 8 1011.11.21.322.12.22.333.13.23.33.43.53.644.14.2现场审核质量体系文件是否通过 ISO9001:2008 或 TS16949:2009是否有过程流程图、FMEA 、控制计划文件管理与发放记录技术文件生产使用的产品图纸、工艺文件、检验文件,是否最新有效顾客要求更改的(技术要求)是否及时评审、发放、实施每项更改在生产中是否有实施日期的记录工艺文件是否制定工艺流程图工艺规程(或过程指导书)是否有验证记录工艺规程规定的使用设备、工艺装备是否配置齐全操作者能否按照工艺要求操作是否有工艺纪律检查记录生产现场是否有工艺文件检验文件文件规定的检具仪器的是否配置齐全检测项目、频次是否能满足质量要求(依据)序号4.3 4.4 4.5 55.1 5.2 5.3 5.4 5.5 5.6 66.1 6.2 6.3 77.1 7.2 7.3 7.4 8检具配置的精度是否能满足产品图样要求评判标准是否与(客户)同步生产现场是否有检验文件检验人员配置(关键岗位)检验人员配置是否合理(进料、过程、成检)检验人员是否经过培训并持证上岗(内培、外培记录、证书)检验人员的实际操作技能能否满足要求检验人员能否及时做好检测记录(记录的有效性)检验人员能否行使质量否决权(有无文件规定)关键、特殊岗位人员是否持证上岗工艺装备(工装夹具)提供专用、标准及借用工艺装备清单检查专用工艺装备是否有图样、是否验证专用工艺装备保养是否有记录检测设备提供试验及检测设备清单/状态试验及检测设备校验计划及记录检测设备的点检记录在线量检具是否在有效期内(内校频次/校验员资质)生产设备序号8.1 8.2 8.3 9 9.1 9.2 9.3 9.4 9.59.6 10 10.1 10.2 10.3 10.4 10.5 11提供关键、重点设备清单关键、重点设备的维护保养实施记录设备点检记录(重要参数)现场管理5S、定置管理?不合格品是否专门单独划分区域?人机工程(取料/放料及操作准确和方便性)?是否进行三检(首检、巡检、终检)制度,并保持记录是否配备了足够的合适极限样件以对检验和防错设施进行确认?极限样件是否定期验证,需要时进行更换?是否每次生产/检验前用极限样件对检验和防错设施进行了确认?包装及防护是否有包装作业指导书(规范)包装上是否有生产零件号、名称、生产日期及顾客要求的标识?生产过程及发运产品的包装方式是否能按要求实施?(包装单元)周转、搬运过程中是否能避免零件碰撞?操作工是否能做到轻拿轻放,避免野蛮操作?在线或在库暂存零件是否采取防尘、防潮等防护措施?进料质量控制审核内容审核记录审核结果序号024681011.1 11.2 11.3 11.4 12 12.1 12.2 13 13.1 13.2 13.3 13.4合格供方名单查原材料检测情况(理化报告、供方质保书等)进货验收记录是否齐全正确若不具备检测能力,是否委托具有资质的单位进行检测成品质量控制成品检验作业指导书成品检验记录不合格品的控制是否制定不合格品控制程序(处理流程)不合格品是否作出标识、记录、隔离不合格品是否经过评审、处置是否制定返工/返修作业指导书,返工/返修产品的重检记录审核得分合计(实得分/应得分)审核符合率(实得分/应得分*100%)打分说明:审核结果全部符合得10分;绝大部分符合得8分;大部分符合得6分;一半符合符合得4分;小部分符合得2分;全部不符合得0分。
供应商产品策划现场审核检查清单

是否已制定了初步过程FMEA并且确定了改进措施
要求/说明
应通过跨部门合作以及与顾客和分供方的合作明确产品风险,并采用适宜的措施不断地降低产品风险,应有完整的PFMEA。
需考虑的要点,例如:
-充分收集类似产品以往的内部失效、顾客反馈及售后失效分析,做为PFMEA的输入,并充分关注特殊特性的分析。
需考虑要点,例如:
-项目组长的任命,组长的职权;
-成员通常包括技术、制造、材料控制、采购、质量、销售等;并适当考虑供方的参与(如需要);
-确定每一成员的主要职责;
-重要的评审,特别是各阶段的输入输出评审,项目组成员的充分参与。
0.3
是否识别了针对顾客产品开发项目组人员必须的能力,并评估项目组人员的能力状况并进行培训。
-各有关部门的参与,多方论证方法的应用;
-试验结果;
-通过过程FMEA确定的产品特定的措施。
(也需考虑分供方所涉及的范围)
项目
过 程 要 求
记录
得分
2.3
是否制订了样件控制计划?
要求/说明
样件控制计划应包括总成、分总成、零件、材料的生产过程。控制计划是一个动态文件,必须为新产品制订控制计划并在对产品作更改时进行补充更新;各过程控制计划应是严谨周密的,并充分考虑了风险。
-DVP应明确时间和负责人员,并获得顾客批准;
-为了DVP的内容都得到落实,应编制每一项试验的实验大纲。
2.5
是否已获得各阶段所要求的认可/合格证明?(设计验证计划的落实,各轮样件鉴定)
要求/说明
对每个零件、总成和外购件都必须进行认可/合格验证。
需考虑的要点,例如:
-试制前的制造设备及工装/检验装置/检验工具的认可;
供应商审核检查表
供应商审核检查表ADVANCED MICRO DEVICES SUPPLIER AUDIT CHECKLIST 供应商(SUPPLIER):___________________________________________地址(LOCATION):_____________________________________________AMD审核成员(AMD AUDITORS):__________________________________________________________________日期(DATE):________________现场审核(ON-SITE AUDIT)_____ 书面审核(MAIL AUDIT)______注意:审核员在每个空格将输入一些关键数字,应答者应回答YES或NO,如果不适用回答N/ANOTE:On-site auditors will enter the key number rating in each space. For mail auditsurveys, respondents will answer yes or no, or use the keynumber rating system ineach space. If aquestion does not apply, answer N/A.1.0 质量承诺(QUALITY COMMITMENT)1.1是否有质量方针、目标或质量手册?Is there a quality policy, statement, or manual?_____1.1.1是否定期评审、更新质量方针及手册?Is the quality policy or manual updated regularly?_____1.1.2质量方针或手册是否包括本检查单提及的基本系统?Does the policy or manual include basic systems as identified in this checklist?_____1.2 对质量有影响的人员的职责与权限有无明文规定?Is the Quality function's authority and responsibilities clearly defined in writing?_____1.3 有无组织结构图?Is there an organization chart which identifies quality function elements?_____1.4 是否负责质量的人员有权拒绝不符合规定要求的物品?Does the Quality function clearly have the authority to withhold items that have notmet an acceptable quality standard?_____1.5 有无书面的持续改进计划?Is there a documented quality improvement plan?_____意见(COMMENTS):________________________________________________________________________ ______________________________________________________________________ __________________________________________________________________________________________ __________________________________________________________________________________________ ______________________总计(POINT TOTAL):________2.0 总体质量体系的要求(GENERAL QUALITY SYSTEM REQUIREMENTS)2.1 有无定义了过程质量控制点的过程流程图?Is there a current process flow chart with process or quality inspection pointsdefined?_____2.2 有无追溯交付到原材料的系统并能贯穿在进出货检验、过程检验之中?Is there a system for lot traceability of materials that will trace materials fromraw supplies to shipped product, which contains, quantityin/out, inspectionperformed?_____2.3 有无进料检验的管理程序?Is there a system which indicates the acceptance of material throughout the process?_____2.4 有无描述过程检验,使产品达到规定要求的整个生产过程的验收?Does the Quality function maintain a system for the use and control of inspectionstamps or an alternate method of indicating acceptance and identification of theperson making the decision?_____意见(COMMENTS):________________________________________________________________________ ______________________________________________________________________ __________________________________________________________________________________________ __________________________________________________________________________________________ ______________________总计(POINT TOTAL):________3.0 统计程序及质量控制(STATISTICAL PROCESS AND QUALITY CONTROL)3.1 有无书面的SPC系统文件?Is a SPC system defined and documented?_____3.2 是否有最高管理层参与评审SPC控制系统?Is there evidence of top management involvement?_____3.3 是否用统计的方法进行持续改进,以证明公司的质量方针、目标,是否达到?Do company policies/objectives reflect management's commitment to continuousimprovement through the use of statistical methods?_____3.4 是否建立了通过适当的特性来监控每个关键过程的程序,并且指明用何种统计技术?Have procedures and techniques been established to determine the appropriatecharacteristics to be monitored for each critical operation?_____3.5 是否有书面的文件规定当超出控制线时应提供适当的书面反应,并给予必要的行动?Is there a documented procedure defining out of control limits and significantpatterns within control limits which provides appropriate written responses foractions taken?_____3.6 有否使用控制图?Are control charts in use?_____3.7 控制图是否简明、扼要、清晰?Are the charts clear and concise?_____3.8 统计的控制线是否用于管制图中?Are statistical control limits used on the control charts?_____3.9 由谁发现失控情况?Who detects out of control condition(s)?操作工operators? _____ 主管supervisors? _____ 维护人员maintenance? _____工程师engineers? _____ 经理managers? __________3.10 谁对失控现象作出反应?Who responds to out of control condition(s)?操作工operators? _____ 主管supervisors? _____ 维护人员maintenance? _____工程师engineers? _____ 经理managers? __________3.11 当发生时有无及时的解决方案?Is there prompt resolution of out of control conditions?_____3.12 有无制定记录控制图上的相关信息的程序,且被执行?Has a procedure been implemented for recording pertinent information on controlcharts?_____3.13 有无调整控制线的控制程序并执行?Has a procedure been implemented for establishing and adjusting control limits?_____3.14 有无建立减小过程变差的目标?Have goals been established to reduce variation in the process?_____意见(COMMENTS):________________________________________________________________________ ______________________________________________________________________ __________________________________________________________________________________________ __________________________________________________________________________________________ ______________________总计(POINT TOTAL):________4.0 人员培训及证明(PERSONNEL TRAINING AND CERTIFICATION)4.1 有无建立关键过程、操作、检验员工的培训程序?Are there training procedures for personnel assigned to work on critical processes,operations, and inspections?_____4.2 培训计划是否包括下列几个方面?Does the training procedure include the following?4.2.1 操作姿势指导及测试?Hands-on instruction and testing._____4.2.2 在特定的时期结束时或效果不好的特定时期,再测试和再培训?Retesting or retraining of personnel at the end of a specific time period orwhen performance indicates poor performance for a specified time period._____4.2.3 有无取消颁发能力资格证的标准规定?The criteria for decertifying and recertifying personnel._____4.3 培训记录及培训人员名单是可利用的、可保留的?Are training records and a list of trained personnel available and maintained?_____4.4 人员是否被培训在工作中用到的统计方法,Are personnel trained to use statistics within the job,especially SPC/SQC methods?_____人员达到了何种水平?What level of personnel?_____意见(COMMENTS):________________________________________________________________________ ______________________________________________________________________ __________________________________________________________________________________________ __________________________________________________________________________________________ ______________________总计(POINT TOTAL):________5.0 测量设备的控制(TEST AND MEASUREMENT EQUIPMENT CONTROL)5.1 有无程序规定测量设备的周期性校验?Is there a documented system for the automatic recall and periodic calibration oftest and measuring equipment and measurement standards?_____5.1.1 若员工被允许使用自已的量测设备、那么此设备是否在公司规定的控制之中?If employees are permitted to use their own test and measuring equipment, issuch equipment incorporated in the system?_____5.2 测试及测量设备的标准的校对是否基于制造商的定期(时间间隔)统计数据的基础上?Are test and measuring equipment and standards calibrated based on an establishedmanufacturer's interval or upon current statistical data?_____5.3 关于测量设备及测量标准的校对是否有文件化规定?Are procedures documented for the calibration of test and measuring equipment andMeasurement standards?_____5.3.1 公差的定义是否已被文件化?Are tolerances defined and documented?_____5.3.2 这份文件是否定义了对于超出公差的纠正措施?Do the procedures specify corrective action for an out of tolerance condition?_____5.3.3 这些校验是否遵循NISN、ASTM等标准?Is calibration traceable to nationally acceptable standards such as NIST, ASTM,etc.?_____5.3.4 校验记录是否包含以下信息?Does the calibration record include the following information?5.3.4.1 校验日期Calibration date._____5.3.4.2 校验人Person who calibrated the equipment._____5.3.4.3 下次校验的时间Next calibration due date._____5.3.4.4 适用的条件Applicable environmental conditions._____5.3.4.5 超出公差的设备在校验前有无保存记录?For out of tolerance equipment,initial reading before and final readingafter calibration._____5.3.4.6超差的情况是否有相应的纠正措施?Corrective actions taken for out of tolerance conditions._____5.3.4.7校验使用的基准物质有否进行校验?Unique identifier of the equipment being calibrated._____5.3.4.8有无使用的校验程序?Reference to the calibration procedure used._____5.3.5在使用前是否重新做测试及验证?Are acquired or reworked test and measuring equipment inspected and calibratedprior to use?_____5.4 有无预防性维护程序与日程安排?Are there preventive maintenance procedures and schedules maintained in each area?_____5.5 对于测量设备是否经常做相关的措施?Are regular correlation tests for measurement equipment conducted?5.6 测量设备是否有标识注明:校验日期、校验人、下次校验时间?Are labels utilized on test and measuring equipment and measurement standards toshow the current calibration date, next calibration due date, and the person whoperformed the last calibration?_____5.7 是否有标识或其它方法表明测量设备或测试标准是过期的或超出公差范围的?Is there a system which uses tags or another method to identify past due or out oftolerance test and measuring equipment and measurement standards?5.8 对超出公差的测量设备是否会缩短其校验周期?Is the calibration interval for test and measuring equipment subject to decreasewhen identified as out of tolerance?_____意见(COMMENTS):________________________________________________________________________ ______________________________________________________________________ __________________________________________________________________________________________ __________________________________________________________________________________________ ______________________总计(POINT TOTAL):________6.0 文件与资料变更的控制(DOCUMENTATION AND CHANGE CONTROL)6.1 书面化的资料是否包含以下各项?Are the following documented?6.1.1 主要的设计特性(适用时)Major design characteristics (if applicable)_____6.1.2 使用的材料Materials used._____6.1.3 过程控制程序Process procedures._____6.1.4 检验程序Inspection procedures._____6.1.5 有关成品的制造及测试所必须的程序和记录是否被控制?All other necessary procedures needed for manufacturing and testing of finishedproducts._____6.2 有否建立文件变更的管理系统?Has a system been established to make changes in controlled documentation?_____6.3 有否建立文件变更的审批准则?Is there an established level of approval needed for documentation changes?_____6.4 更改内容、生效日期是否在图纸、程序等文件上标明或证实?Are change levels and effectivity dates indicated and verifiable on drawings,procedures, etc.?_____6.5 若允许,手工的改动是否有受控文件的控制?If permitted, are handwritten changes to controlled documentation limited?_____6.5.1 依靠什么手段?By whatmeans?_____________________________6.5.2在规定的期限内,文件总清单上是否被更新以反映经认可的手写变动?Are specification masters upgraded to reflectauthorized handwritten changeswithi n a specific time period?_____如何控制?How is thiscontrolled?________________________________________6.6现行的文件是否有有效文件总清单?Are there master document files for active specifications?_____6.7是否保留文件变更的记录?Is the revision history for specifications retained?_____6.8 有无一既定的方法用来清除所有生产、检验现场内作废的图纸的程序及说明?Is there a method for removing obsolete drawings, procedures, and specificationsfrom all production and inspection areas?_____6.9 对于受控文件及其它公司的记录是否建立或已有一个纠正措施程序?Have error correction procedures for controlled documentation and other companyrecords been establishedand implemented?_____程序是否包含以下各项?Does the procedure include the following:6.9.1 不允许使用修正液No use of correction fluid allowed._____6.9.2 不允许使用铅笔No use of pencil allowed._____6.9.3 不允许使用钢笔No use of felt-tip pens allowed._____6.9.4 不允许涂改错误No obliteration of errors allowed._____6.9.5 纠正人能识别Identification of person making the correction._____6.9.6 修正的日期(年、月、日)Date (month, day, year) of the correction?_____6.9.7 是否注明修正的原因Reason for correction if not obvious._____6.10 在自动分发系统中对可能会没有被接收的是否每年定期审阅?For specifications not received by automatic distribution, is there an annualreview of specifications that assures that only the latest specifications are in use?_____6.11 必要的标准、图纸是否在现场易于得到并被理解?Are necessary specifications, required drawings, and other drawings accessible toin-process personnel?_____意见(COMMENTS):________________________________________________________________________ ______________________________________________________________________ __________________________________________________________________________________________ __________________________________________________________________________________________ ______________________总计(POINT TOTAL):________7.0 记录保存(RECORD RETENTION)7.1 以下记录是否被保存至所列出的期限内?Are the following records retained for the minimum time periods listed?7.1.1 人员的培训及测试(一年内的有效保存在整个雇用期间的记录)Personnel training and testing (one year active file retention, then archivedfor entire period of employment)._____7.1.2 检验操作记录、生产过程记录、进料和过程记录(一年)Inspection operations: production processes, incoming, and in-process (one_____7.1.3 有关图片、认证、质量一致性的检验(五年)Screening, qualification, and quality conformance inspection (five years)._____7.1.4 不良记录及分析(五年)Failure reports and analysis (five years)._____7.1.5 有关设计、材料、过程变更的书面记录(五年)Initial documentation and subsequent changes in design, materials, andprocessing (five years)._____7.1.6 设备的校验记录(五年)Equipment calibration (five years).7.1.7 预防性维护记录(五年)Preventive maintenance (one year)._____7.1.8 有关过程、利用率及材料控制的记录(一年)Process, utility, and material control (one year)._____7.1.9 证明产品的记录(5年)Product lot identification (five years)._____7.1.10 追溯产品的记录(5年)Product traceability (five years)._____意见(COMMENTS):________________________________________________________________________ ______________________________________________________________________ __________________________________________________________________________________________ __________________________________________________________________________________________ ______________________总计(POINT TOTAL):________8.0 异常时的纠正措施(NON-CONFORMANCE TO SPECIFICATION AND CORRECTIVE ACTION)8.1 不良材料是否被标识并隔离?Is non-conforming material identified and segregated from conforming material?_____8.2 不良材料是否定期做报告并提交管理层批阅?Are reports for non-conforming material regularly prepared and reviewed bymanagement for action?_____8.3 有无文件化的纠正措施系统?Is there a documented corrective action system?_____8.3.1 是否能提供预防同一问题再度发生的纠正措施?Does the system provide prompt, remedial action to prevent recurrence?_____8.3.2 对重大或重复发生的问题能否提供永久性的解决方案?Does the system provide permanent resolution to major or recurring problems?_____8.3.3 是否制定了所有纠正措施及措施被实施的跟进文件?Does the system provide documentation of and follow up on all corrective actions?_____8.4 有无MRB体统处理不良材料?Is there a Material Review Board (MRB) system to disposition non-conforming material?(i.e. SCAR,NCMR, etc.)_____8.5 所采取的纠正措施是否以内部检验结果及过程分析、自我审核、客户输入为基础?Are corrective actions and dispositions taken based upon internal material review,process analysis, self-audit results, and/or customer input?_____8.6 当不良品已被运往AMD时,供应商是否通知适当的AMD质量或采购人员?Does the supplier notify appropriate AMD Quality/Purchasing personnel when non-conforming material may have been shipped to AMD?_____8.7 若允许返工,是否有限制返工的不良材料的程序?If rework is permitted, are there documented procedures and limits for reworkingnon-conforming material?_____8.8 是否有返工、拒收材料的检验的书面程序?Are there documented procedures requiring the re-inspection of rejected or reworkedmaterial?_____8.9 是否对不良材料的最终处理权限做了书面规定?Is documentation available to provide authority for the final disposition of non-conforming material?_____8.10 内审是否以确保程序被完全执行为基础?Are internal audits conducted on a regular basis to assure continued compliance toprocedures?_____8.10.1 内审的结果及反应是否报告并被维持?Are results and responses to internal auditsreported and maintained?_____意见(COMMENTS):________________________________________________________________________ ______________________________________________________________________ __________________________________________________________________________________________ __________________________________________________________________________________________ ______________________总计(POINT TOTAL):________9.0 客户联络(CUSTOMER INTERFACE)9.1 是否将AMD采购要求转化为制造命令并被适当的控制?Is the system for converting AMD purchase order requirements into manufacturingorders properly controlled?_____9.2 有无合同规定评审以确保制造命令与AMD当前最新的要求相一致?Is there a customer purchase order and specificatio review system which assures thatmanufacturing orders are updated to AMD's current requirements?_____9.3 当重要材料、过程发生变化或制造厂址发生变化时是否具有预先通知AMD的系统?Is there a system for advanced notification to AMD of major material or processchanges or change in the manufacturing plant location?_____9.4 是否具有让步系统使不良材料在运往AMD之前通知并获得AMD质量部、必要的制造、工程代表的批准?Is there a waiver system which notifies and obtains prior approval from AMD Qualityand the appropriate manufacturing engineering representatives before making shipmentof non-conforming material to AMD?_____意见(COMMENTS):________________________________________________________________________ ______________________________________________________________________ __________________________________________________________________________________________ __________________________________________________________________________________________ ______________________总计(POINT TOTAL):________10.0 采购控制、评定(CONTROL OF PURCHASED MATERIALS, CHEMICALS, AND SERVICES)10.1 是否定义了原料挑选、认证和供应商检讨的方法?Is the method of selection, qualification, and review of suppliers defined?_____10.2 质量功能是否进行资源检验、来料检验及供应商审核?Does the Quality function operate a sourceinspection,incoming inspection, or asupplier audit program?_____10.3 是否一批准的供应商名录?Is there an approved suppliers list?_____10.4 是否具有一能确保采购材料系统,包括物理、化学、视觉功能尺寸要求?Is there a system that provides assurance that purchased material meets physical,chemical,visual, functional, and dimensional requirements?_____10.5 对于易老化的、寿命、环境敏感的材料是否根据需要加以识别和维护?Are limited life, age controlled, or environmentally sensitive materials identifiedand maintained according to requirements?_____10.6 包装材料是否满足AMD的需求?Is packaging material controlled to AMD requirements?_____10.7 分包方处加工的材料是否满足AMD的要求?Are subcontractors used to process material to AMD requirements?_____10.7.1 有无确保每个分包商有能力加工、处理、满足AMD要求的材料系统在生意之间?Is there a system to assure that each subcontractor has the capability toprocess material to AMD requirements prior to placing business?_____10.7.2 有无一系统确保每个分包商有最新的标准及设备以满足所需的检验和实验?Is there a system to assure that each subcontractor has the latest applicablespecifications and the equipment available to perform required inspections andtests?_____10.7.3 每个分包商是否具有文件化的质量控制程序?Does each subcontractor have a documented quality control program?_____10.7.4 有无一系统能保证所有分包商的材料符合最新的标准?Is there a system to assure that all subcontracted material consistentlyconforms to the latest applicable specification?_____10.7.5 有无批准的分包商名单?Is there an approved subcontractors list?_____10.7.6 有无AMD已经批准的分包商加工AMD的材料?Has AMD approved subcontractors that handle processing of AMD materials?_____10.7.7 每个分包商未经AMD的允许不得泄露?Does each subcontractor have a non-disclosure agreement with AMD?_____意见(COMMENTS):________________________________________________________________________ ______________________________________________________________________ __________________________________________________________________________________________ ________________________________________________________________________________________________________________总计(POINT TOTAL):________11.0 过程控制、检验方法及产品保证(PROCESS CONTROL, INSPECTION METHODS, AND PRODUCT ASSURANCE)11.1 过程检验是否被有效执行?Are in-process inspection activities performed?_____11.2 所必须的图纸、工程命令、标准及其它材料易于检验员得到?Do in-process inspectors have access to all required drawings, engineering orders,specifications, and other materials?_____11.3 成品的检验是否符合合同及图纸的要求?Is the finished product inspected to ensure that all contract requirements andcustomer drawings have been met?_____11.4 有无书面的检验指导书给QC?Are written instructions and procedures available to inspection personnel?_____11.5 有无书面的抽样方案?Is the sampling inspection plan defined and documented?_____11.6 检验程序中是否定义了检验、测量的设备?Is the test and measuring equipment required for inspections defined and documentedin inspection procedures?_____11.7 是否具有检验及测试后的状态标识,以避免不良材料被投入使用?Is there a system for proper identification of the inspection status of in-processmaterials to prevent unauthorized use of non-conforming materials prior to approvalfor the move?_____11.8 过程是否被监控与要求一致?Are processes monitored to assure compliance with defined requirements?_____11.9 关键的工作区域中环境的要求是否被书面化并执行?Is environmental control and cleanliness documented and maintained in the criticalwork areas?_____意见(COMMENTS):________________________________________________________________________ ______________________________________________________________________ __________________________________________________________________________________________ ______________________。
12-PPAP现场审核对照表(附件)

橡胶水管、蒸气软管 尼龙管、塑料管总成类 空气滤清器总成 排气系统 三元催化器总成(封装工厂) 散热器总成 冷却风扇总成 电喷系统、油泵 防盗控制器、线圈、转发器 六碟CD、单碟CD 收音机 数码听 单碟DVD 前后扬声器 天线总成、放大器 倒车雷达系统 雨刮器总成 洗涤器总成 风扇继电器盒及支架 前后ISU、遥控钥匙 防盗喇叭 组合仪表 电子里程传感器 电瓶正极保险盒 前舱电器盒及支架 线束总成 点烟器总成、备用电源总成 蓄电池 蓄电池护套 高、低音电喇叭 空调系统总成 全车灯具 小开关总成 组合开关及护罩 限位器总成 发动机盖铰链、四门铰链、行李舱盖铰 链 门上段、玻璃导轨总成 前后门防撞杆总成 玻璃总成 发动机盖隔热垫 车锁 玻璃升降器总成 全车密封条 门保护膜总成 锁芯、把手、遥控钥匙总成 安全带总成 前挡板减震垫 前仓减震垫 沥青板 铁堵、油箱视窗盖 玻璃护板、三角块 顶棚、遮阳板总成 门护板总成 √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √
2TP状态
Ⅱ类 Ⅲ类 √
49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101
外协外购件的PPAP现场审核状态对照表
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 零件名称 Ⅰ类 前横向稳定杆总成 前/后滑柱总成 底盘厚板件 换档手柄及护套总成 换档操纵机构总成 仪表台横梁总成 铸铝支架(如悬置支架等) 全车拉线总成 冲压、焊接支架、吊钩等 标准件 后制动器总成(盘式、鼓式) 离合器主缸 制动软管、离合软管 制动、燃油硬管总成 踏板机构总成 等速节万向传动轴总成 可调转向管柱带万向节总成 转向机带横拉杆总成 动力转向油泵总成 动力转向管路总成 冷却水管总成 转向护套总成 隔热板、隔热罩等 动力转向储油罐 膨胀箱 前转向节带盘式制动器总成 后轮毂轴承 手制动操纵机构总成 真空管总成 真空助力器带制动主缸总成 ABS控制器总成 储液罐总成 ABS传感器 ABS控制器减振垫 电子油门踏板总成 轮辋总成 轮胎总成 气门芯总成 平衡块 随车工具总成 离合器 悬置软垫总成 ABC柱护板、门槛压板 司机侧脚踏板、行李箱后装饰板、防擦 条、侧裙护板 碳罐总成 燃油滤清器 金属燃油箱、加油管总成 塑料燃油箱 √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √
供应商现场审核表word精品文档6页

供应商现场审核表本次审核的目的:审核范围:审核人员:审核时间:审核内容审核记录1、供应商信息1.1 供应商名称1.2 供应商法定代表1.3 供应商管理者代表1.4 供应商资质内容2、一般性问题2.1 Irradiation Method Used 使用的辐照方法●Gamma Irradiation伽马射线辐照□Continuos □Batch批量Source 钴源□钴-60 Co60 □铯-137Cs137●Electron Beam电子束辐照Energy 能源□≤10 Mev (百万电子伏)□>10 Mev 2.2 Standard Used:使用的标准□EN 552 □ISO 111372.3 体系认证证书□ISO 9000 / EN 46000 □ISO 11137 □ISO 13485Name of Certification Body认证机构名称:Compliance with EN 552 / ISO 11137included?是否符合EN 552 / ISO 11137 所包含的要求□ YES □ NO3、辐照设备3.1 Shape of source rack能源支架的形状□Flat (平板)□Cylindric圆筒的3.2 Irradiation units辐照单位□single carton(单箱)□pallet托盘3.3 Conveyor system传送系统□roller滚筒□ceiling guided吊式方法引导(传送单)3.4 Irradiation geometric辐照分布□Source □product overlapping产品叠放4、Installation qualification 设备审查4.1 General description of main□ YES □ NO characteristics available?有主要特征的整体概Note for the auditor: structure of facility, construction, installation, conveyor system, activity of source, equipment, calibration, process control (instrumentation, dosimeters), process documentation, maintenance & repair审核人员需注意以下:设施的构造、施工、安装、输送系统、活动源、设备、校准,过程控制(仪表,剂量计)、过程文档、维护和维修4.2 Irradiator dose mapping (dose□YES □NO distribution) available?辐照器剂量分布是否有效(剂量场分布方案)Note for the auditor: This includes: characteristics of irradiator, use of material with homogenous density, filled to their designed volume limits, adsorbed dose at various depth in the material, dosimeters placed at multiple internal locations审计员需要注意:辐照器的特性,同密度下原料的使用,此原料填充到设计好的容量限制,这种原料中不同深度下的吸附剂,被放置在溶液内不同位置的剂量计4.3 Determination of agnitude, distributionand reproductibility sufficent?□ YES □ NO剂量测定,分布及再生产力是否可测定Operating parameters controlled / checked□ YES □ NO periodically? 工作参数是否定期受控/定期检查How often? 多长时间检查一次?Note for the auditor: critical parameters are cycle timers, conveyor speed, time setting 审计人员需要注意:重要的参数周期计时器,输送速度,时间设定4.4 Are control instruments under calibrationcontrol?□ YES □ NO所有的仪器是否在校正控制之下Requalification requirements defined?□ YES □ NO是否已定义合格的要求?Date of qualification / last requalification:□ YES □ NO合格的评定日期/上一次评定日期5、Operational Qualification 操作审核(剂量场分布方案)作业指导书5.1 Dosimeter distribution acc. defined pattern□ YES □ NOavailable? 是否已定义了辐照分布模式?5.2 Routine dosimeter on pre-defined place?□ YES □ NO常规剂量计会否提前安装在确定的位置?5.3 Determination of adsorber dose (min. /□ YES □ NOmax.)?是否确定了吸收剂量(最小/最大剂量)5.4 Arithmetical relationship to routine□ YES □ NOposition?是否计算过常规位置的关系?5.5 Performed for representative numberof irradiation containers to cover variability□ YES □ NOof adsorbed dose? 是否已选定具有代表性的几个辐照容器来确定吸附剂量的可变性?5.6 Repeated for - each product / product□ YES □ NOcategory是否对每种/每类产品进行反复测定- loading pattern 装载的模式□ YES □ NO- path for processing?加工流程□ YES □ NO5.7 Records retained?是否保存记录□ YES □ NO5.8 Date of performance qualification / last requalification:资格评定日期/上一次评定日期:5.9 Process Specification available?是否□ YES □ NO有加工过程的标准Note for the auditors: This includes:(审核员注意:包括)●description of product incl. dimension & density, orientation in packaging, accepted variation inspecification 产品描述包括规格和密度,包装方式,说明书中已说明的可以接受的变化●loading pattern in irradiation container在辐照箱中的装载的方式●dimensions of irradiation container辐照箱的尺寸●minimum & maximum dose最小和最大剂量●routine dosimeter positioning剂量计吧摆放的位置●relationship routine dosimeter reading to adsorbed min. / max. dose 剂量计读取的最小或最大的吸收剂量●accepted range of densities of other products in irradiator at the same time 同时在辐照箱中辐照的其他产品的可接受的密度范围●requirements for performance requalification性能评定的要求6、Routine Operation 常规操作6.1 Are the following parameters monitored during routine operation?在常规操作中是否对相关的变更进行监管?●Radiation source in position辐射源位□ YES □ NO 置●Product in position产品的位置□ YES □ NO●Exposure time曝光时间□ YES □ NO6.2 Is the decay of the activity of theradiation source taken into consideration?□ YES □ NO 是否考虑到辐射源的衰减?●How? 如何考虑的?6.3 Are there any provision forunderdosed / overdosed product? 针对放□ YES □ NO 射量不足/放射量过量产品的是否有预防措施?6.4 Use of routine dosimeters:常规剂量计的使用●Are routine dosimeters used as anadditional control of the adsorbed□ YES □ NO dose?常规剂量计是否被用作额外的剂量计来控制吸收剂量?●Is there a predefined location for□ YES □ NO those dosimeters?在那些剂量计上是否是预设定的位置?●Is the relationship with the min.and/or max. dose known?是否了解最□ YES □ NO 小剂量与最大剂量之间的关系6.5 What are the release criterias?发放的标准是什么●exposure time 曝光时间□ YES □ NO ●adsorbed dose吸附剂量□ YES □ NO ●anything else? 还有别的吗?●Who performs the release? 谁来执行发放?7、Dosimeters 剂量计7.1 Which type of dosimeters is used?使用哪种剂量计●reference dosimeters参考剂量计- ceric solution 高铈溶液□ YES □ NO - dichromate solution 重铬酸盐溶液□ YES □ NO- solid alanine 固体丙氨酸□ YES □ NO - other 其它●routine dosimeters常规剂量计- dyed plastic strips 染色塑料板□ YES □ NO - plastic films 塑料薄膜□ YES □ NO - other 其它7.2 Manufacturer of:制造商●reference dosimeters:参考剂量计●routine dosimeters: 常规剂量计7.3 Uncertainty known?是否知道不确定□ YES □ NO 性?Uncertainty:不确定性●reference dosimeters: 参考剂量计●routine dosimeters: 常规剂量计●agreement reference / routine□ YES □ NO dosimeter < 5%?参考剂量计/常规剂量计< 5%7.4 Calibration:校准7.4.1 Who performs the calibration of 谁来做校准?●reference dosimeters: 参考剂量计●routine dosimeters: 常规剂量计7.4.2 Traceable to national standards? 是□ YES □ NO 否可追溯到国家标准7.4.3 Calibration performed under thesame conditions than the later routinedosimetry?校准是与常规剂量在同一种状□ YES □ NO 况下执行还是校准后于常规剂量设定执行的?7.4.4 Are environmental conditions takeninto consideration? 环境状况是否考虑在□ YES □ NO 内?●dose rate剂量率□ YES □ NO●irradiation temperature辐照温度□ YES □ NO●humidity 湿度□ YES □ NO●storage before irradiation辐照前的存□ YES □ NO 储●storage after irradiation辐照后的存储□ YES □ NO7.4.5 Does calibration include each itemof the dosimetric system?校准是否包含放□ YES □ NO射量仪系统中每个部件?●spectrophotometer分光光度计□ YES □ NO●thickness gauge厚度仪□ YES □ NO●other 其它●Is there an adequate protection ofdosimeters after calibration?在校准之□ YES □ NO 后对剂量计进行充分的保护吗?Note for the auditor: dosimeters might be very sensitive to humidity, temperature,exposure to light. 审计人员须注意:剂量计对湿度,温度及光很敏感●Are there requirements forrecalibration of dosimeters? 是否要□ YES □ NO 求对剂量计再度校准?●Are there adequate dosimetryrecords for traceability?是否有充足的□ YES □ NO 可追溯性剂量记录?。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5 客户资料管理良好,旧资料有适当处理 6 供应商应有跟单人员跟进订单的生产情 况
小结
评语
合计 25
评审员:
供应商确认:
2/2
1
0
焊锡工位未安装抽风,作业人员未带口罩
有采取防护措施来保证产品质量,如物 3 料堆放层数,容器放置数量、重量控制 等 用于清洁马达的物料、工具符合相关要 4 求,不存在二次污染或不符合环保要求 的情况 5 供应商现场消防、安全设施完好,不存 在堵塞、失效状况 根据物料的特性,其储存环境应符合要 求,如温湿度、光照、通风等
2
2
相符
供应商的税务登记证、组织机构代码、 3 开户许可等证件的内容应与营业执照一 致 4 供应商不存使用童工和其他违反劳动法 的情况
1
1
一致
1 6 1
1 6 0
无
小结
1 供应商生产现场的作业环境5S状况 焊锡和清洗有采取相应的防护措施,如 戴口罩、抽风等
现场5S比较差,因设备较多,现场比较拥挤
2
作 业 、 贮 存 环 境 ( 7 分 )
Xrobot
供应商名称:
项目
深圳市银星智能科技股份有限公司
评审部门:资源开发部 项目细项 项最 实际 高分 得分 2 2 齐全 评审员评审记录 不符合项描述
序号
供 应 商 证 照 ( 总 6 分 )
供应商的营业执照与实际情况相符,包 1 括地址、企业名称、经营范围、有效期 等 2 提供的供应商调查表内容与实际情况相 符
2
1
机壳很重,且堆放较多
1
1
、
1
0
消防欠缺,未定时检查、
6
1 7
1 3 评审员评审记录 不符合项描述
小结
项目
序号
项目细项
项最 实际 高分 得分
1/2
采 购 及 物 料 管 理 ( 6 分 )
供应商应建立供应商清单,以规范采 1 购,特别是对关键物料的供应商,如碳 刷、换向器 仓库内物料摆放应整洁有序,有明确区 2 域划分,有仓库平面图 3 4 仓库内物料是否标识明确,对过期材料 与不合格产品是否隔离并有明确标示 供应商应定期盘点库存品的数量与质 量,帐物卡应一致
1 2 2 1 6 1 1 1 1 1 1 6
1 0.5 无平面图,摆放比较杂乱 1.5 标示不是太明显,部分临时物料未标示 1 4 1 0 1 1 0.5 1 4.5 口头传达,未有相关程序 有 有
小结
1 客户的订单有经过适当的评审,以清楚 客户的要求
生 产 安 排 ( 5 分 )
客户的特殊要求有通过适当的方式传达 2 到现场,如在生产单上或流程卡上清楚 记录 供应商应有专门的人员与客户的沟通, 3 为客户服务 4 供应商接受订单后,应有相应的生产计 划,以保证客户的交期