KRONES克朗斯吹瓶机供气系统
KRONES讲义-
3 4
37
38
39
40
•为平衡用电,加热器接电为循环方式,如示意图
•每个加热器有3张控制卡;灯管坏了在屏幕上显示红色
•每张卡有6个保险,控制3只灯管,保险在灯管的进/出 •若生产小型瓶坯,开的灯少,注意平衡开灯
41
高温计调节
Pyrometer Adjustment •至少测量3个瓶坯的温度
In-feed wheel
27
28
29
X=3mm,a=30-40°
30
31
32
•瓶坯入轨排出 检测
33
34
烘炉
35
•加热控制器
36
1
2
LED 1 2 3 4
ON profibus-DP running MPU Regulation on 24 VDC on
OFF No diatagram exchange MPU error (firmware) Regulation off 24 VDC off
吹瓶工艺
0度
163
工艺参数与调整
•热瓶与冷瓶的区别
瓶坯温度:110℃ 模具侧壁温度:10-20℃ 模具底部温度: 10-20℃ 瓶颈冷却:无 拉伸速度1.2-1.6m/s 三次气:无 充填温度:常温 瓶坯温度:120℃ 模具温度:120-160℃ 模具底部温度: 60-120℃ 瓶颈冷却:有 拉伸速度0.8-1.2m/s 三次气:有
105
5组凸轮机构
主凸轮导轨:(模具开/合) 0.2±0.05mm 底模凸轮导轨0.9±0.1
模具开/解锁凸轮导轨 0.2±0.1
吹嘴凸轮导轨0.2±0.05 拉伸凸轮导轨0.2±0.05
106
克朗斯C3吹瓶机机械调整
KrkonreosnTeasicBaenisgpAiecltaedxtemy
2.1 Adjusting the concentricity 调整同心度
We do more.|6
Align all the stations with respect to station no. 1 (station no. 1 = reference station). Maximum permissible deviation +/- 0.1 mm to station no. 1. 其他模站以1号模站为准(1号站为参照 模站)。偏差不超过+/- 0.1 mm。
Measure the top and bottom position. Remove the screw clamp and move station 2 to the required position. 测量上部和下部的位置。取下夹钳,将2号 模站移到要求的位置。
Then adjust all stations to top and bottom position using the feeler gauge. 然后用塞尺将所有模站调整到上部和下部的位置。 (Begin with the release position.) (从开锁位置开始。)
7. Checking the locking plates 检查锁模板
8. Adjusting the nozzle 调整喷嘴
9. Adjusting the transfer arms 调整机械臂
10. Sawtooth starwheel 进胚星轮
11. Synchronisation 同步
We do more.|2
We do more.|10
克朗斯吹瓶机模具更换过程

KRONES模具更换及安全一注意的安全问题注意脚下防止滑到,摔倒,磕碰行走时注意叉车拿去模具时一定拿住拿稳防止损坏,砸伤,划伤等,拆卸时注意用力以免磕碰,点动吹瓶机时确认里面是否有人作业二准备工作停机,从模具车间找到要更换的模具(350ml),六角(4mm 5mm),抹布,NHI64-422 或kluber更换步骤:第一:打开安全防护门,卸下底模上的两个冷却水管(快接头式连接)用六角(5mm)扳手松开紧固底模的两颗螺丝,开模用左手推住模具用右手握住底模按逆时针方向旋转托起底模放到对应编号的模具盒子里第二:用左手托起吹气气缸用右手取下限位销放到安全的位置,并更换对应的限位销,把刚换下来的限位销放回模具盒里注意:第一步和第二步不可调换以防止吹气嘴顶撞底模(如小容量350ml更换510或1.32L大容量反之无事)第三:再去安装底模•注意:编号,容量,方向(接水管的接头向外)并顺时针方向旋转到位后紧上螺丝,接好水管.第四拆卸左右模具用六角扳手松开螺丝把压板旋开托住模具安全的卸下模具并按编号放入模具盒,再拿出相应的左右模进行安装注意:区分左右模具(左模中间位置刻有”昆仑山”字样,右模无字样)第五:托起底模进行合模第六:仔细检查1底模是否到位,螺丝,水管是否紧固.2查看吹气气缸限位销是否更换正确,到位3开模检查左右模具,对应编号,螺丝.是否合理再用抹布擦干净锁模销处的油脂,涂上新的油脂,并检查销子活动是否灵活,若不灵活用parrliq91 清洗再试试,再检查润滑的部位是否有润滑脂,及时添加.Side吹瓶机模具更换步骤及安全一,注意的安全问题安全是永恒的话题,只有保证安全的前提下才能进行正常工作注意脚下防止滑到,摔倒,磕碰行走时注意叉车拿去模具时一定拿住拿稳防止损坏,砸伤,划伤等,拆卸时注意用力以免磕碰摇动前一定确认是否有人在里面作业,并按下警示喇叭后方可进行准备工作停机,从模具车间找到要更换的模具(350ml),六角(5mm),抹布,NHI64-422 或kluber第一:拆下底模上的两个冷却水管(快接头连接)在底模处有个气嘴拆装底模时需通气才能进行拆装,卸下的底模放回对应的模具盒里.第二更换限位销,直接更换即可,注意装好第三拆卸左右模具,左模的压板需完全卸下后才能进行卸左模,而右模的压板松开后往右掰开即可卸右模.再按对应编号进行更换注意有”昆仑山”字样的是左模紧好螺丝第四更换底模.编号是否对应,底模是否放好确认后拔下气管,再接好水管合模.第五仔细检查1确认限位销是否正确2确认底模,水管是否正确安装3开模确认螺丝是否拧紧,左右模编号是否正确3进行保养添加油确保锁模销灵活.吹瓶机调试工艺吹瓶过程及原理吹瓶过程是一个双向拉伸的过程,在此过程中,PET链呈双向延伸,取向和排列,从而增加了瓶壁的机械性能,提高了拉伸抗,抗冲强度,并有很好的气密性.虽然拉伸有助于提高强度,但也不能过于拉伸,要控制好拉伸吹胀比:径向不要超过3.5〜4.2轴向不要超过 2.8〜3.1瓶胚的壁厚不要超过 4.5mm吹瓶是在玻璃化温和结晶温度之间进行的,一般温度控制在90〜120C之间.在此区间PET表现为高弹态,快速吹塑,冷却定型后成为透明的瓶子.吹瓶过程吹塑过程有:拉伸,一次吹,二次吹.三个动作的时间很短,但一定要配合好,特别是前两步决定了料的总体分布,吹瓶质量的好坏.因此要调节好,拉伸起始时机,拉伸速度,预吹起始和结束时机,预吹气压力,预吹气流量等.若有可能,最好能控制瓶胚总体的温度分布,瓶胚外壁的温度梯度.在快速吹塑,冷却过程中,瓶壁有诱导应力产生.对充气饮料瓶来说,它可抗压,有好处,但对热灌装瓶来说就要保证在玻璃化温度以上让它充分释放.常见的问题与解决方案:1上厚下薄:延后预吹时间,或降低预吹压2上薄下厚:与上述相反.3瓶颈下有皱折:预吹太晚或预吹压力太低,或此处冷却不好4底发白:瓶胚太冷,过分拉伸,预吹太早或预吹压太高5瓶底里有放大镜现象:瓶底料太多,预吹太迟,预吹压太低.6瓶底里有皱折:底部温度太高(浇口处冷却不好)预吹太晚,预吹压力太低,流量太小.7整个瓶浑浊(不透明):冷却不够8局部发白:过度拉伸,此处温度过低,或预吹太早,或碰到拉伸杆了.9瓶底偏心:与瓶胚温度,拉伸,预吹,高压吹等都可能有关系.降低瓶胚温度;加快拉伸速度;检查拉杆头与底模间的间隙延后预吹;减小预吹压力;延后高压吹;检查瓶胚是否偏心.总说过我们要向世界工厂进军,喝着茶水拿着更高的工资,, 这是个怎样的目标想想,,也许一个工厂就要一两个工程部人员就足够了,其余的生产部的就自己能解决了根据中国制造2025设想,2020年前广泛推行数字化制造,在优势行业以重点企业为主体开展智能制造应用示。
克朗斯自动化生产线吹瓶机浅谈
克朗斯自动化生产线吹瓶机浅谈天津冶金职业技术学院毕业课题吹瓶机在自动化饮料生产中的应用及维护系别电气工程系专业电气自动化班级 2008级4班学生姓名高岡指导教师周敬2011年 5 月 5 日摘要随着人民生活水平的提高,饮料的市场需求量也不断增加,产品的质量就成为了生产厂商和消费者关注的问题。
人民生活水平的日益提高,对健康,绿色和营养食品需求日益增加,食品饮料制造商面临着就如何提高产品质量,满足日益严格的行业规范需求,提高产能,优化企业生产流程,缩短产品的上市时间,降低企业的生产和运营成本等很多问题。
而采用现代的自动化控制和管理信息系统,提高企业的信息化管理水平就是有效地解决以上问题的途径。
吹瓶、灌装、套标、喷码是影响PET饮料瓶质量的四道关键工序。
吹瓶机在自动化生产中是矿物质水生产中非常重要的生产设备,KRONES是世界知名的水处理公司,它利用西门子多种通信网络让S7-300读取各种接近开关、光电开关、压力开关、温度开关、传感器等开关量的状态,控制各种阀门、继电器、接触器、现场总线等,以实现CPU对这些设备的数据采集与控制。
关键词:自动化控制,吹瓶机,传感器,现场总线I目录摘要 ..................................................................... . (I)1吹瓶机的自动化概述 ..................................................................... .. (1)2吹瓶机的组成部分及生产工艺 ..................................................................... . (2)2.1吹瓶机的组成部分 ..................................................................... .. (2)2.2PET瓶吹塑工艺流程 ..................................................................... .. (2)2.3瓶坯 ..................................................................... . (3)2.4加热 ..................................................................... . (4)2.5预吹 ..................................................................... . (5)2.6辅机及模具...................................................................... . (6)2.7环境 ..................................................................... . (7)2.8其它要求 ..................................................................... .. (7)3吹瓶机的保养维护 ..................................................................... (9)3.1吹瓶机的保养维护 ..................................................................... .. (9)3.2吹瓶机的注意事项 ..................................................................... .. (9)4行业趋势及项目产品的市场前景分析 ..................................................................... (11)总结 ..................................................................... .. (12)参考文献 ..................................................................... . (13)附录 ..................................................................... .. (14)1吹瓶机的自动化概述目前,饮料的市场需求量也不断增加,自动化生产线的出现大大提到了生产产能。
克朗斯吹瓶机模具更换过程

KRONES模具更换及安全一注意的安全问题注意脚下防止滑到,摔倒,磕碰行走时注意叉车拿去模具时一定拿住拿稳防止损坏,砸伤,划伤等,拆卸时注意用力以免磕碰,点动吹瓶机时确认里面是否有人作业二准备工作停机,从模具车间找到要更换的模具(350ml),六角(4mm5mm),抹布,NHI64-422 或kluber更换步骤:第一:打开安全防护门,卸下底模上的两个冷却水管(快接头式连接)用六角(5mm)扳手松开紧固底模的两颗螺丝,开模用左手推住模具用右手握住底模按逆时针方向旋转托起底模放到对应编号的模具盒子里第二:用左手托起吹气气缸用右手取下限位销放到安全的位置,并更换对应的限位销,把刚换下来的限位销放回模具盒里注意:第一步和第二步不可调换以防止吹气嘴顶撞底模(如小容量350ml更换510或1.32L大容量反之无事)第三:再去安装底模•注意:编号,容量,方向(接水管的接头向外)并顺时针方向旋转到位后紧上螺丝,接好水管.第四拆卸左右模具用六角扳手松开螺丝把压板旋开托住模具安全的卸下模具并按编号放入模具盒,再拿出相应的左右模进行安装注意:区分左右模具(左模中间位置刻有”昆仑山”字样,右模无字样)第五:托起底模进行合模第六:仔细检查1底模是否到位,螺丝,水管是否紧固.2查看吹气气缸限位销是否更换正确,到位3开模检查左右模具,对应编号,螺丝.是否合理再用抹布擦干净锁模销处的油脂,涂上新的油脂,并检查销子活动是否灵活,若不灵活用parrliq91 清洗再试试,再检查润滑的部位是否有润滑脂,及时添加.Side吹瓶机模具更换步骤及安全一,注意的安全问题安全是永恒的话题,只有保证安全的前提下才能进行正常工作注意脚下防止滑到,摔倒,磕碰行走时注意叉车拿去模具时一定拿住拿稳防止损坏,砸伤,划伤等,拆卸时注意用力以免磕碰摇动前一定确认是否有人在里面作业,并按下警示喇叭后方可进行准备工作停机,从模具车间找到要更换的模具(350ml),六角(5mm),抹布,NHI64-422 或kluber第一:拆下底模上的两个冷却水管(快接头连接)在底模处有个气嘴拆装底模时需通气才能进行拆装,卸下的底模放回对应的模具盒里.第二更换限位销,直接更换即可,注意装好第三拆卸左右模具,左模的压板需完全卸下后才能进行卸左模,而右模的压板松开后往右掰开即可卸右模.再按对应编号进行更换注意有”昆仑山”字样的是左模紧好螺丝第四更换底模.编号是否对应,底模是否放好确认后拔下气管,再接好水管合模.第五仔细检查1确认限位销是否正确2确认底模,水管是否正确安装3开模确认螺丝是否拧紧,左右模编号是否正确3进行保养添加油确保锁模销灵活.吹瓶机调试工艺吹瓶过程及原理吹瓶过程是一个双向拉伸的过程,在此过程中,PET链呈双向延伸,取向和排列,从而增加了瓶壁的机械性能,提高了拉伸抗,抗冲强度,并有很好的气密性.虽然拉伸有助于提高强度,但也不能过于拉伸,要控制好拉伸吹胀比:径向不要超过3.5〜4.2轴向不要超过2.8〜3.1瓶胚的壁厚不要超过4.5mm吹瓶是在玻璃化温和结晶温度之间进行的,一般温度控制在90〜120C之间.在此区间PET表现为高弹态,快速吹塑,冷却定型后成为透明的瓶子.吹瓶过程吹塑过程有:拉伸,一次吹,二次吹.三个动作的时间很短,但一定要配合好,特别是前两步决定了料的总体分布,吹瓶质量的好坏.因此要调节好,拉伸起始时机,拉伸速度,预吹起始和结束时机,预吹气压力,预吹气流量等.若有可能,最好能控制瓶胚总体的温度分布,瓶胚外壁的温度梯度.在快速吹塑,冷却过程中,瓶壁有诱导应力产生.对充气饮料瓶来说,它可抗压,有好处,但对热灌装瓶来说就要保证在玻璃化温度以上让它充分释放.常见的问题与解决方案:1上厚下薄:延后预吹时间,或降低预吹压2上薄下厚:与上述相反.3瓶颈下有皱折:预吹太晚或预吹压力太低,或此处冷却不好4底发白:瓶胚太冷,过分拉伸,预吹太早或预吹压太高5瓶底里有放大镜现象:瓶底料太多,预吹太迟,预吹压太低.6瓶底里有皱折:底部温度太高(浇口处冷却不好)预吹太晚,预吹压力太低,流量太小.7整个瓶浑浊(不透明):冷却不够8局部发白:过度拉伸,此处温度过低,或预吹太早,或碰到拉伸杆了.9瓶底偏心:与瓶胚温度,拉伸,预吹,高压吹等都可能有关系.降低瓶胚温度;加快拉伸速度;检查拉杆头与底模间的间隙延后预吹;减小预吹压力;延后高压吹;检查瓶胚是否偏心.总说过我们要向世界工厂进军,喝着茶水拿着更高的工资,, 这是个怎样的目标想想,,也许一个工厂就要一两个工程部人员就足够了,其余的生产部的就自己能解决了根据中国制造2025设想,2020年前广泛推行数字化制造,在优势行业以重点企业为主体开展智能制造应用示。
克朗斯超净灌装机简介
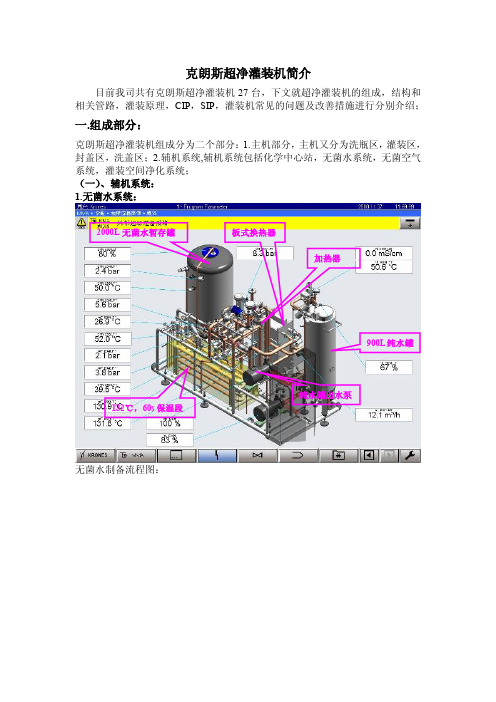
克朗斯超净灌装机简介目前我司共有克朗斯超净灌装机27台,下文就超净灌装机的组成,结构和相关管路,灌装原理,CIP,SIP,灌装机常见的问题及改善措施进行分别介绍;一.组成部分:克朗斯超净灌装机组成分为二个部分:1.主机部分,主机又分为洗瓶区,灌装区,封盖区,洗盖区;2.辅机系统,辅机系统包括化学中心站,无菌水系统,无菌空气系统,灌装空间净化系统;(一)、辅机系统:1.无菌水系统:无菌水制备流程图:纯水罐出水泵900L纯水罐2000L无菌水暂存罐板式换热器132℃,60s保温段加热器图1:图中红色标识部分为无菌水走向纯水罐顶部进RO 一级水,然后泵入板式换热器经过132℃(根据不同的产品进行设定),60s 保温段出水冷却换热预升温,然后经过加热器直接升温到132℃,再通过132℃,60s 保温段杀菌,然后上述通过板式换热器RO 一级水一段冷却,然后塔水二段冷却,最后冰水冷却到50℃-55℃,一部分无菌水暂存罐存储,一部分通往需要应用的地方;可以设置两个水罐的液位。
无菌水应用:无菌水总管进入净化室后在二楼分成三支路:支路1: 盖冲洗用无菌水(图中仅以38 盖为例说明);无菌水支路3 b\3c\3d 总管(图3 红色字体)进入化学中心站后无菌水走向请参考下图(图4):支路2: 封盖前冲瓶口水支路3: a. 瓶内壁冲洗用无菌水b. COP 和SOP 时所用无菌水c. 回流到RO 水缓冲罐d. SIP 和CIP 时切换所用无菌水 图2 无菌水支路图3 无菌水支路3 及其分路2.化学中心站:1.PAA 分为三路:SOP 外部消毒用A ;盖子消毒用B ;瓶子内外壁消毒用C ;2.润湿剂:增强PAA 消毒效果,增加泡沫,一般使用浓度为300-700ppm ,如果浓度偏低影响清洗效果,浓度太高会包埋PAA ,形成一种保护层,过氧乙酸消毒后的冲水过水困难而导致冲水不干净过氧乙酸残留;3.酸性泡沫清洗剂COP :进行外部酸性泡沫清洗,一般不采用;4.碱性泡沫清洗剂COP :进行外部碱性泡沫清洗。
05_吹瓶生产工艺Krones吹瓶教程
压力补偿(调整方法)
弹 簧 套 螺 丝
8号内六角
锁紧螺丝 19号叉板
19号叉板松开锁紧螺丝,用8号内六角调节内部可 动弹簧套
限位螺丝
42
农夫山泉生产设备技术培训标准化教材
NFSQ_SBJS_PXJC_005
4.颈部冷却
在高温下保护瓶颈
颈部冷却水连接 用于隔离的间隙
油路连接 颈板
43
NFSQ_SBJS_PXJC_005
2.PET生产至瓶坯过程
农夫山泉生产设备技术培训标准化教材
12
NFSQ_SBJS_PXJC_005
3.生产瓶坯到投入生产的存放时间
在进入机器前,瓶坯必须在仓库中存放24小时
湿度
PET吸水 瓶坯应存放在干燥的地方
瓶坯的存放时间不应超过3个月(用于热灌装)
农夫山泉生产设备技术培训标准化教材
13
农夫山泉生产设备技术培训标准化教材
15
NFSQ_SBJS_PXJC_005
6.PET拉伸比
农夫山泉生产设备技术培训标准化教材
16
NFSQ_SBJS_PXJC_005
三、加热炉工艺
1. 红外线灯管分布
2. 灯管波长
3. 灯管控制器与灯箱配置 4. 加热炉平衡区作用 5. 芯轴头工艺垫片 6. 瓶坯加热过程
5. PET玻璃态转化点温度范围
PET的3个转化点温度
m W
非结晶态 P.E.T.的DSC热 分析
温度升高 (20°C/min)
依材料不同 玻璃态转化点温度 而有所差异
吸热反应
粒子
P.E.T.
结晶转化点温度
熔融态转化点温度
8
农夫山泉生产设备技术培训标准化教材
克朗斯吹瓶机电路图注解(1)

01
Page 24
23.11.2013
krones Contiform
Columns are used / Spalten werden ebenfalls benutzt B+.KK//11.3 =.1101/15.5/ B+.KK
Connection = BM1,group 1101, page 15, column 5 Anschluss = BM1, Gruppe 1101, Seite 15, Spalte 5 Connection = Same group, page 11, column 3 Anschluss =
Page 14
23.11.2013
krones Contiform
Example 1, BM1, group 1501, page 01 / Gruppe 1501, seite 01
A012
=BM1 . 01
Page 15
23.11.2013
krones Contiform
Example 2 =BM1.2801 –K012/ Beispiel 2
= Terminal box central lubrication /Klemmkasten Zentralschmierung
LEG
BM .0001 1 11
14/251
Page 9
23.11.2013
krones Contiform
Component designation / Gerätebezeichnung
Dieselbe Gruppe Seite 11, Spalte 3
Page 25
23.11.2013
krones Contiform
克朗斯灌装机工作原理
克朗斯灌装机工作原理克朗斯灌装机(Krones filler)是一种专门用于自动化灌装和封罐的设备。
它采用了先进的技术和复杂的工作原理,以确保高效、准确地完成灌装过程。
克朗斯灌装机主要由输送系统、灌装单元、控制系统和封罐单元等组成。
下面将从这几个方面详细介绍克朗斯灌装机的工作原理。
首先是输送系统。
在灌装过程中,需要将空瓶子从瓶子退回系统中取出,并将它们输送到灌装区域。
克朗斯灌装机采用了传送带系统和机械臂来完成这一任务。
传送带会将空瓶从退瓶系统输送到灌装区域,并在适当的时候停下,等待灌装。
机械臂负责将瓶子抓取并放置在灌装单元。
灌装单元是克朗斯灌装机的核心部分。
它由诸多组件组成,包括灌装阀、液位探测器、控制阀和灌装头等。
在灌装过程中,瓶子通过传送带被送到灌装单元。
当瓶子到达灌装阀时,阀门会自动打开,使液体进入瓶子中。
同时,液位探测器会监测液位,确保瓶子灌满适当的量。
一旦液位达到预设值,控制阀会关闭,停止液体的流入。
同时,灌装头会将瓶子抬起,避免液体的溅出,确保灌装的安全性。
控制系统是克朗斯灌装机的重要组成部分。
它负责对整个灌装过程进行控制和监控。
控制系统可以根据预设的参数来自动调整灌装速度和液位控制。
通过使用传感器和电子技术,控制系统可以实时监测瓶子的位置和液位情况,并及时作出调整。
这样可以确保灌装过程的稳定性和准确性,避免浪费和生产故障。
最后是封罐单元。
灌装完成后,瓶子需要进行密封,以确保产品的质量和保鲜效果。
封罐单元通常由封口机构和传送带系统组成。
封口机构会将铝盖或塑料盖放在瓶子口部,并施加适当的压力,使之紧密封口。
传送带系统负责将密封好的瓶子送出灌装机,以便进行其他后续加工或包装。
总结起来,克朗斯灌装机的工作原理是通过输送系统将空瓶输送到灌装单元,灌装单元根据预设的参数自动控制液体的灌装过程,控制系统实时监测并调整灌装过程,封罐单元完成瓶子的密封。
通过这些复杂的工作组合,克朗斯灌装机可以高效、准确地完成灌装任务,提高生产效率和产品质量。
克朗斯热灌装设备简介-
KRONES38400小瓶线总结
优点: 1.速度快,产能高;速度38400BPH。 2.工艺稳定,自动化程度高。 3. 2台套标,减少充填后段短停机对充填的影
响,提高产能。
KRONES38400小瓶线总结
缺点:
1.吹充一体机,当吹瓶或者充填出现故障急停,物料 损失大(瓶胚约350支,空瓶约80个,产品液约35kg (停机超过15s,悬挂产品不加盖处理))。
1. 由于旋转拧盖时封盖头一直在转动,为保证封盖效果以及不 同产品需要的封盖扭矩则必须要控制封盖时的扭力。其主要原理 通过磁铁的磁力控制可自由活动的封盖嘴,给封盖嘴一个相对阻 力,在旋转拧盖时当其达到超过这个阻力的时候,封盖嘴停止转 动,封盖完成。不同的产品依据不同的需要调整与磁铁的接触面 积即可改变扭矩。
克朗斯热灌装线设备简介
目录
1.整线工艺流程介绍 2.UHT设备介绍 3.充填加盖机介绍 4.液位打检机、倒盖杀菌链、冷瓶机介绍 5.套标机、小字喷码机介绍 6. KRONES38400小瓶线总结 7. 兰州KRONES38400问题点汇总
KRONES 38400BPH 整线工艺流程
套标机、小字喷码机
套标机系统组成
套标机系统组成:
1
1. 送标系统
2. 进瓶系统
3. 中心柱—切标系统
3
4. 伺服系统
套标机、小字喷码机
小字喷码原理
1.小字喷码机也就是连续喷射式喷码机 (continue ink jet printer)简称CIJ式。
2.连续式喷墨系统是把墨水通过压力从单 一喷嘴不断喷出,经晶体振荡后发生断裂形成 墨点;墨点经充电、高压偏转后在运动的物体 表面喷印成字。
2.平衡桶内部产品液经过产品泵送至预热段进行初步升温至 70±5℃,为后段高温灭菌做好准备。
KRONES克朗斯吹瓶机

Dokumentname
10
krones Academy
3. 加热参数,吹气参数设定
KRONES AG 2007 - No utilisation, copying and/or distribution without author's consent.
Dokumentname
11
krones Academy
krones Academy
瓶胚只有拉伸没有预吹,高压吹
可能模具合上但是没有锁住,应检查锁模凸轮,并用专用工具作调整
KRONES AG 2007 - No utilisation, copying and/or distribution without author's consent.
Dokumentname
其他:
瓶胚只有拉伸没有预吹,高压吹 瓶胚只有拉伸及预吹,没有高压吹 瓶子不成型(热灌)
KRONES AG 2007 - No utilisation, copying and/or distribution without author's consent.
Dokumentname
24
Dokumentname
16
krones Academy
6. 机器转动一圈响一声
分析思路(进胚前,后) 最佳方法 调节方法(五组凸轮导轨)
KRONES AG 2007 - No utilisation, copying and/or distribution without author's consent.
Dokumentname
18
krones Academy
8. 润滑:
吹瓶机培训
注意:工作台的完整配置给工作带来极大的方便
2
因此对于控制器的显示器点/触要轻柔,以免
损坏显示屏;同样要熟练应用打印机协助工 作
,并且每天进行清洁
3
2.3翻斗机与料斗
二、设备介绍
1、瓶胚翻斗机:用于将瓶胚从瓶胚筐中倒入料斗,日常注意清洁;上料完毕,升降台至于 低位
2、料斗:用来存放3-4万的散装瓶胚,作为机器正常生产时的缓冲。它有三个传感器 B72.2;B72.3是监视料斗中瓶胚处于低位和满位,当处于低位时B72.2会给PC控制台警报信 号。升降B72.3能控制料位的高低.B78.3传感器显示斜料斗中瓶胚的料位.若a.没有瓶胚, 则启动传送皮带;b.有瓶胚,则停止传送皮带 3、提升输送带把瓶胚分成每格小批量从斜料斗提升送到理胚机中
为了防止机器零部件受热变形,使用风扇,冷却灯箱的支架;为了 保护敏感的颈部部位,使用冰水冷却.
2.6 烘炉
二、设备介绍
定位螺钉
出口温度计
B32.2
加热调整完成的瓶胚在烘炉出 口处,用红外温度计其温度, 应是105-130度之间较好(120度
)
定位螺钉安装在1#芯轴连接位 置,它每经过B32.2电眼一次, 就会给机器一次初始化信号
每个单独的吹模单元由吹模 基座、阀组、模具 支撑部件、底模支撑部 件、拉伸杆基座、 拉伸系统。
2.8 吹瓶轮
二、设备介绍
模具 吹模基座
模具支撑部件
吹模支撑部件确保吹模模具固
定在其上,正常生产过程中开 合模具。
开合模曲臂
开合模凸轮
B12.3 监测可活动凸轮的状况 ,如果个别模具未合好, 则停止吹瓶,并提供警报信 号。
回收滑槽
校正3
二、设备介绍
KRONES吹瓶机吹瓶原理

1,吹瓶机基本构成,1.瓶胚输送部分2.加热炉部分3.吹瓶圈部分2,如何吹瓶:1,塑坯进入吹瓶站后,底模升起,整个模具闭合并锁紧。
预加热的塑坯被支撑环握持并固定在模具中,这可预防瓶口加工的变形。
只有当模具关闭时吹嘴才下降。
第一步:拉伸杆下降拉伸。
第二步:在拉伸杆刚接触瓶胚底部时(P0),开始预吹。
该时间的长短决定了瓶子底部的厚度。
取决于塑坯和瓶子的形式,预吹压力为7-16bar,持续0.2至0.7秒,取决于瓶子的尺寸。
3,凸轮控制的五组动作1.开/合模2.底模升降3.锁紧/解锁模具4.吹嘴抬升5.拉伸杆上/下4当加热心轴上的一个塑坯发生装载故障会发生什么?1机器连续工作2机器切换至急停模式。
3塑坯激活一个开关。
4塑坯止动器停止塑坯的进给并清空机器。
5模具补偿装置在什么位置?A在吹嘴里B在左边的模壳中C在右边的模壳中D在拉伸气缸中6模具补偿和和关闭模具间隙的压力通常为多大?A总是和吹瓶过程中瓶子内部的压力一样大B 总是28 bar C总是16 bar D总是比瓶子内部高5 bar。
7如果预吹气压力从10bar升至11bar时发生什么?A瓶底变轻(更少的原料)B瓶底变重(更多的原料)C不改变D收缩减少8直线炉中的哪个部件会保护塑坯螺纹不会过热?A高温计B颈部冷却装置C 塑坯冷却装置D 冷却板E 反光板F 保护框9加热模块出口部分的高温计A测量预加热塑坯的表面温度。
B 用于排出不正确的加热塑坯。
C 测量加热器的温度。
D测量加热模具中的排气温度。
10 参数P0是A拉伸杆接触塑坯底部(未被拉伸)的位置。
B拉伸杆接触模具底部的位置。
C拉伸杆没有压力被拉伸的过程。
D拉伸杆接触到塑坯那一时刻的压力11下面哪一种描述是正确的?A BM1表示“吹瓶圈部分”。
B 1501表示组件C K012表示第一页,第二组件D +BM表示“位置名称,吹瓶圈。
以前可口可乐都是用德国KRONES的设备
含汽饮料解决方案产品类别: 含汽饮料解决方案▲排瓶机 ▲风力输送系统冲瓶/灌装/旋盖三合一机 ▲混合机 ▲上盖机 ▲C.I.P 系统 ▲温瓶机 ▲无压力输送及瓶输送系统 ▲喷码 ▲吹干机 ▲标贴或套标设备 ▲膜包或箱包装本系列产品为冲瓶、灌装、拧盖一体机,使用于PET 瓶装各种碳酸饮料的生产,产量从6000至36000瓶每小时。
整机可拆成三大模块,出瓶输送链高度可调;瓶通过风道,由星轮夹瓶头先后送至洗瓶机,灌装机、旋盖机,最后经过瓶输送链送出。
在整个过程中设有多处卡瓶,缺瓶、缺盖、过载等保护报警装置,性能可靠,工艺流程科学,食品卫生条件满足食品卫生国家标准,生产自动化程度高,操作简便。
石英砂过滤器:该设备系1Cr18NiTi 不锈钢制成并内装置砂过滤器的密封容器,只允许未经过处理的液体经滤棒本身透过,绝不允许由其它部分通过,由此达到过滤澄清的目的。
能广泛用于石油工业、制药工业、制酒业、饮料业等,是制取优质水之理想设备。
净水器:该设备适用于饮用水的净化处理。
能去除清水中异色、异味和汞、铅、锌、铁、锰、铬等金属物质。
去除氢化物、硫化物、余氯等高分子有机化合物,是生活饮水、食品、饮料、制药、化学等行业净化水的理想设备。
钠离子交换器:该设备是用于降低水中的硬度,生水由上而下通过交换器进行软化,水中含有的镁、钙、阳离子与水交换剂的钠离子互相交换;生水被软化成为含极少的钙、镁,盐类的水称为软水,可用于锅炉给水及一些工业用水。
由于钠离子在水中有很大的溶解性。
不会在锅炉内部结成硬垢,并且容易排除,进入钠离子交换器的水,应经澄清过滤处理,基本上不含有悬浮物,经交换器软化后,其剩余硬度不超过毫克当量/升。
产品名称: 石英砂过滤器,净水器,钠离子交换器产品类别: 水处理设备DGCF系列等压灌装、冲瓶、封口三产品名称:合一体机产品类别:含气饮料设备本系列设备用于聚脂瓶装各种碳酸饮料的生产。
在一机上实现冲瓶、灌装、封盖。
克朗斯吹瓶机电路图注解

Legend Line / Anlage
Legend
-BM1 -HM -ET1 -FU1 = Blowing modul = Heating modul = Labeller = Filler -BM1 -HM1 -ET1 -FU1
Legende
= Blasmaschine1 = Heizmodul = Ekettiermaschine1 = Füller1
2 numbers identify the page number in between the group/ Die 2 ersten Ziffern zeigen die Seitenzahl innerhalb der Gruppe
11
Page 11
25.07.2013
krones Contiform
K012-E69.0 Central lubrication/ Zentralschmierung
Page 16
25.07.2013
krones Contiform
Example 2 group 2801, page 01 / Gruppe 2801, seite 01
A012
01
Page 17
25.07.2013
Legende
= Personenschutz = Grundausstattung = Ablaufsteuerung
-5501
= Valve control
-3501 = Kühlung Heizmodul -5501 = Ventilsteuerung
Page 7
25.07.2013
krones Contiform
B124
A012
12
KRONES克朗斯贴标机操作

Check the overall condition of the line. 检查生产线的整体情况。 Make sure the machine is clean. 确保机器清洁。 Make sure the machine is equipped with the correct handling parts. 确保机器配备正确的瓶型部件。 Make sure the heating systems have been set correctly. 确保加热系统设置准确。 Make sure power is available and connected. 确保电源工作正常并且通电。 Check the overall condition of the safety devices. 检查安全设备的整体情况。 Make sure the label inspector on the vacuum cylinder is connected. 确保真空抓标鼓上的标签检测器已连接。 Make sure the correct material is provided. 确保提供的材料准确无误。
Contiroll-HS_bediener_e
5
Krones Contiroll HS 克朗斯Contiroll HS
Presentation Presentation of of the the Machine 机器说明
Method of Operation of the Labeller Label and print 贴标机的操作方法 标签和打印 Overlap 重叠
Contiroll-HS_bediener_e
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
08200_Pneumatic_BM_single_0702_d_e.ppt
©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent. Pneumatik BM single 供气系统
40 bar
P2 40 bar
1S140 bar
Safety valve 40 bar / 安全阀
Shut off valve /排气
08200_Pneumatic_BM_single_0702_d_e.ppt
Diagram 1
1V5 Proportional valve / 比例阀
40 bar
1V6 Dome Regulator / 圆顶调节阀
Signal (4
Signal (4 --20
20 mA
mA
mA) from the Siemens PLC
) from the Siemens PLC
Final blowing pressure /
终吹压力
40 bar
P2
P2
40 bar
P2
08200_Pneumatic_BM_single_0702_d_e.ppt
©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.
P2
08200_Pneumatic_BM_single_0702_d_e.ppt
©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent. Air distributor (rotary union) /空气分配轴空气分配轴((旋转接头旋转接头))
Stretch rod up/down (7 bar)拉伸杆向上/向下向下((7bar )Control Pressure (10 bar)控制压力控制压力((10bar )
Connection to the cylinders s 连接到拉伸汽缸
Signal (4 Signal (4 ––20 20 mA mA mA) ) from B&R PLC
来自B&R PLC 的信号的信号((4 4 ––20 20 mA mA )
Pressure in from air distributor Regulation Unit for P1 (18V1)P1(节装置
Proportional Valve Dome Regulator
圆顶调节阀
Blow Pressure Sensor
P1
7 bar
10 bar
P1
P2
拉伸杆气环排气
©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.
08200_Pneumatic_BM_single_0702_d_e.ppt
08200_Pneumatic_BM_single_0702_d_e.ppt
©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent. Diagram 9:
Blowing nozzle bloc / 吹嘴部分
P2
P1
EX1
EX 2
P1
P2
Diagram 9:
Blowing Valves / 机械阀P
1
©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.
08200_Pneumatic_BM_single_0702_d_e.ppt
Diagram 9: Blowing Valve/
Ba
r
10
Bar
08200_Pneumatic_BM_single_0702_d_e.ppt
krones Academy –Pneumatic single
©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent. Diagram 9: Exhaust Muffler (Silencer) / 消声器
P1
P2
Diagram 9: Pressure sensor /压力开关
©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.
08200_Pneumatic_BM_single_0702_d_e.ppt
24
Diagram 10: Stretching valve 22V3 / 拉伸电磁阀©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.
08200_Pneumatic_BM_single_0702_d_e.ppt
Diagram 11: Compensation/ 压力补偿
©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.
08200_Pneumatic_BM_single_0702_d_e.ppt
7 bar
6V2
辅助气源
Not connected/
nicht angeschlossen
5V2
HM2, 8bar
KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.
HM2, 8bar KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.
3.2-瓶胚装载凸轮装置
3.3 -Preform flap
3.3-瓶坯挡板
©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.
08200_Pneumatic_BM_single_0702_d_e.ppt
3.4 -Chain tensioner
3.4-链条张紧气缸
Sensor
传感器
©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.
08200_Pneumatic_BM_single_0702_d_e.ppt
开/锁模
08200_Pneumatic_BM_single_0702_d_e.ppt ©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent. Diagram 2: 14 bar, 7 bar
4V5
4V34V114 bar
08200_Pneumatic_BM_single_0702_d_e.ppt ©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent. Thank you!。