工时-2011-05-25
工时计算方法
工时计算方法生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。
为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。
一、工时计算方法1、出勤工时:为实到人数与每日标准工作时间数(8小时)之乘积2、受援工时:为接受支援人数与实际支援时间之乘积3、加班工时:为加班人员与加班时间之乘积4、实勤工时:出勤工时+受援工时+加班工时5、除外工时:为当日非发生于生产之工时6、生产总工时:实勤工时—除外工时7、异常工时:为当日因各种因素造成生产部无法正产生产而耗费的人工工时。
8、总标准工时:为当日生产之各产品入库总数与各产品之单一标准工时之乘积之和。
9、异常工时:将影响当日生产所发生之状况分别填写实际时间10、除外工时:将当日发生于生产中无法抗拒之工时,分别填写实际发生之工时。
11、生产工时:为当天生产此工令所发生的实际工时。
12、差异工时:为产出标准工时与生产工时之差※生产效率=总标准工时\生产总工时×100%※总标准工时=产出数×单一产品标准工时二、注意点1、由于作业不良问题较多,造成的不良应有专门维修人员进行处理,不可返回前面工位重工,否则影响正常下拉速度,造成瓶颈现象,不可有此现象发生。
作业不良重工时应填写重工工时。
2、新员工试用期间,应在在职培训栏注明,一般试用期为3个月,各领班应将新员工每段时间进行考核。
特别为焊接工艺问题。
新员工作业时其产能不能达到标准产能,影响生产效率,应填写在职培训工时。
3、为了提高生产效率,领班应注意尽量减少转线,应将工令数少的工单(和KEY板)尽量安排在同一条生产线作业。
注意填写转线时间。
4、测试线注意不良品的区分(挡机不良的,不用测试功能,所以其总标准工时会相应减少,其总生产工时一样减少)为了准确记录工时,请测试线领班注意区分。
5、由于电脑和治具有维修需求,所以领班应在最短的时间内知会相关人员进行维修,保证正常下拉。
焊工工时定额标准
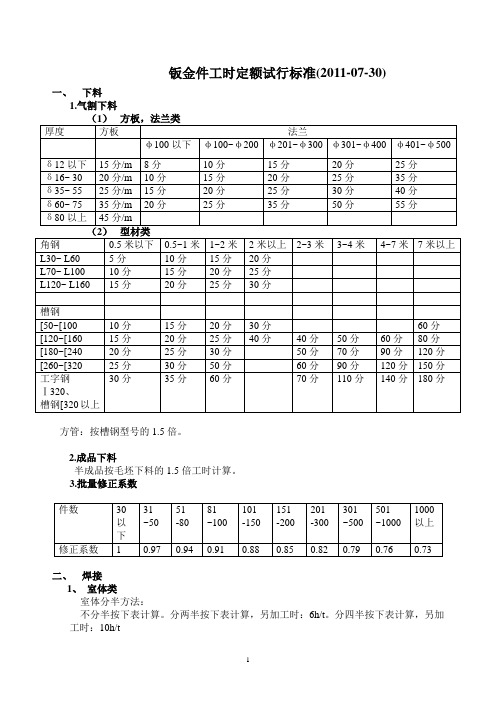
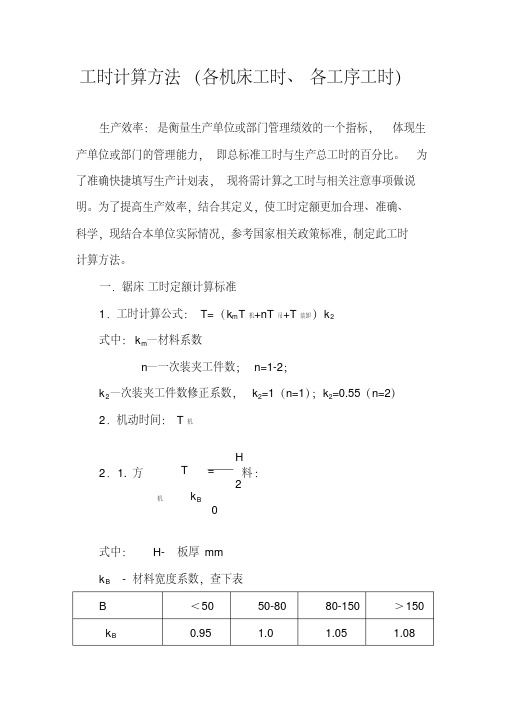
钣金件工时定额试行标准(2011-07-30)一、下料1.气割下料方管:按槽钢型号的1.5倍。
2.成品下料半成品按毛坯下料的1.5倍工时计算。
3.批量修正系数二、焊接1、室体类室体分半方法:不分半按下表计算。
分两半按下表计算,另加工时:6h/t。
分四半按下表计算,另加工时:10h/t90h/t。
Q58系列:δ5—6板的,主室150h/t,辅室130h/t,δ8辅室110h/t,δ3—4辅室150h/t。
Q48系列:需要分半的130h/t,外形同Q37系列的110h/t。
2、提升机罩壳GTD45等斗提机110h/t。
宽度大于500mm的100n/t。
3、分离器壳,卸料罩,分离器料斗。
工时(h)=重量(t)*220h/t。
重量较小定额不足10h的加10h。
4、螺旋槽按长度计算,10h/米。
5、螺旋轴按长度计算,直径359以下4h/m,直径360以上,6h/m。
Ф500以上的7h/m,Ф700以上的8h/m。
6、平台类带花纹板的,系数为1;不带花纹板的,系数为0.8。
槽钢、角钢按每平方规格[80 [100~120 [140~[160 [180~[200 [220~[250工时/平方4h 4.5h 5h 5.5h 6h注:空格小于等于1200mm*1200mm的每平方减0.5h。
空格大于1200mm*1200mm的每平方减1h。
铺重型钢板网的平台,按照3h/m2计算网焊接工时,可上下浮动5%。
7、支柱类(1)、单根型钢立柱筋板底座(长+宽)/2≤450 (长+宽)/2>4502h 3h斜筋板底座(长+宽)/2≤450 (长+宽)/2>4503h 4.5h不带筋板的底座顶板1h斜不带筋板的底座顶板 1.5h(2)、中间有加强板的立柱规格[120以下[140~[160[180~220[250~320工时120分钟/米135分钟/米150分钟/米165分钟/米注: 连接板1米之内3件为标准计算,少1件减20分钟总工时= 定额(分钟)*柱长(mm)/(1000*60)+[筋板数/2-柱长(mm)*3/1000]*20分钟/60分钟+底座工时。
工时定额计算公式

(一)时间定额时间定额不仅是衡量劳动生产率的指标,也是安排生产计划,计算生产成本的重要依据,还是新建或扩建工厂(车间)时计算设备和工人数量的依据。
制定合理的时间定额是调动工人积极性的重要手段,它一般是技术人员通过计算或类比的方法,或者通过对实际操作时间的测定和分析的方法进行确定的。
在使用中,时间定额还应定期修订,以使其保持平均先进水平。
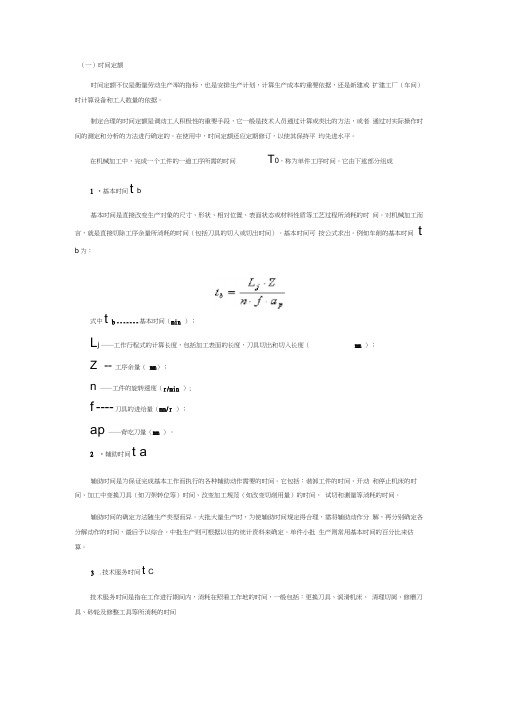
在机械加工中,完成一个工件的一道工序所需的时间T0,称为单件工序时间。
它由下述部分组成。
1 .基本时间t b基本时间是直接改变生产对象的尺寸、形状、相对位置、表面状态或材料性质等工艺过程所消耗的时间。
对机械加工而言,就是直接切除工序余量所消耗的时间(包括刀具的切入或切出时间)。
基本时间可按公式求出。
例如车削的基本时间t b 为:式中t b ——基本时间( min );L j——工作行程式的计算长度,包括加工表面的长度,刀具切出和切入长度( mm );Z ——工序余量( mm );n——工件的旋转速度( r/min );f——刀具的进给量( mm/r );a p——背吃刀量( mm )。
2 .辅助时间t a辅助时间是为保证完成基本工作而执行的各种辅助动作需要的时间。
它包括:装卸工件的时间、开动和停止机床的时间、加工中变换刀具(如刀架转位等)时间、改变加工规范(如改变切削用量)的时间、试切和测量等消耗的时间。
辅助时间的确定方法随生产类型而异。
大批大量生产时,为使辅助时间规定得合理,需将辅助动作分解,再分别确定各分解动作的时间,最后予以综合。
中批生产则可根据以往的统计资料来确定。
单件小批生产则常用基本时间的百分比来估算。
3 .技术服务时间t c技术服务时间是指在工作进行期间内,消耗在照看工作地的时间,一般包括:更换刀具、润滑机床、清理切屑、修磨刀具、砂轮及修整工具等所消耗的时间。
4 .组织服务时间t g组织服务时间是指在整个工作班内,消耗在照看工作地的时间,一般包括:班前班后领换及收拾刀具、检查及试运转设备、润滑设备、更换切削液和润滑剂以及班前打扫工作场地、清理设备等消耗的时间。
工时定额计算公式
qT有(变量)=(T有变末/T有变首)
n-1
注:T基:基本时间
L:工件加工长度
n:转速.工作台行程或刀具每分钟往复行程
S:每转进给量.螺距导程
L1:切入量
L2:超出量
q:公比数
T有:工步有关辅助时间 仃有常二常量,T有变二变数)
劳动定额概论
一、定额(标准)
1、费用定额:以时间衡量
系统:行政的制约、约束;协会:国外,联合会,工会,整合效率、分担成本
9、企业定额:是最主要的定额形式
6•调整时间Tj(准备终结时间)
调整时间是指成批生产中,为了更换工件或换工序而对设备及工艺装备进行重新调整所需的时间,又 称为准备一一终结时间。 调整时间是工人为生产一批产品或零、部件,进行准备和结束工作所消耗的时间。 如在单件或成批生产中,每次开始加工一批零件时,工人需要熟悉工艺文件、领取毛坯、材料、工艺装备、 安装刀具和夹具、调整机床和其它工艺装备等消耗的时间。加工一批工件结束后,需拆下和归还工艺装备、
在机械加工中,完成一个工件的一道工序所需的时间T0,称为单件工序时间。它由下述部分组成
1•基本时间tb
基本时间是直接改变生产对象的尺寸、形状、相对位置、表面状态或材料性质等工艺过程所消耗的时 间。对机械加工而言,就是直接切除工序余量所消耗的时间(包括刀具的切入或切出时间)。基本时间可 按公式求出。例如车削的基本时间tb为:
送交成品等消耗的时间。调整时间Tj既不是直接消耗在每个零件上,也不是消耗在一个班内的时间,而
是消耗在一批工件上的时间。因而分摊到每个工件上的时间为T/N,N为批量。
7•计价时间Tp
计价时间性又称单件核算定额,是指完成一件产品的一道工序规定的时间定额, 是企业进行计划编制, 核算生产能力和进行经济核算时的依据。因此,计价时间应由单件工序时间T0和分摊到每个工件上的调
标准工时计算
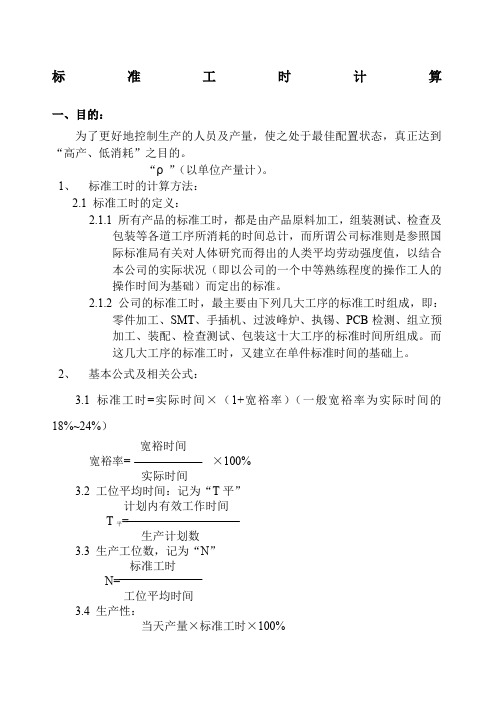
标准工时计算一、目的:为了更好地控制生产的人员及产量,使之处于最佳配置状态,真正达到“高产、低消耗”之目的。
“ρ”(以单位产量计)。
1、标准工时的计算方法:2.1 标准工时的定义:2.1.1 所有产品的标准工时,都是由产品原料加工,组装测试、检查及包装等各道工序所消耗的时间总计,而所谓公司标准则是参照国际标准局有关对人体研究而得出的人类平均劳动强度值,以结合本公司的实际状况(即以公司的一个中等熟练程度的操作工人的操作时间为基础)而定出的标准。
2.1.2 公司的标准工时,最主要由下列几大工序的标准工时组成,即:零件加工、SMT、手插机、过波峰炉、执锡、PCB检测、组立预加工、装配、检查测试、包装这十大工序的标准时间所组成。
而这几大工序的标准工时,又建立在单件标准时间的基础上。
2、基本公式及相关公式:3.1标准工时=实际时间×(1+宽裕率)(一般宽裕率为实际时间的18%~24%)宽裕时间宽裕率= ×100%实际时间3.2 工位平均时间:记为“T平”计划内有效工作时间T平=生产计划数3.3 生产工位数,记为“N”标准工时N=工位平均时间3.4 生产性:当天产量×标准工时×100%生产性=当天工作时间×出勤人数3.5 编程效率记作“ρ”实际生产时间(单位产品)×100%ρ=标准工时各操作者过程时间之总和3.6 平衡率= ×100%(平衡误差±1.5秒)最大过程时间×操作人数ε完成台数3.7 生产达成率= ×100%ε生产预定台数3.8 生产线不平衡损失率=1-生产线平衡率3.9不平衡率损失最高的工位时间×合计人数-各工序时间的合计3.10节拍时间TC=实际作业时间/生产量直通良品台数3.11直通良品率= ×100%完成台数当日出勤人员3.12 出勤率(就劳率)= ×100%LINE在籍人员标准工时×计划日产量3.13 PAC-1(计划人数)= ×(1+宽裕率)(宽裕率设定为15%)日稼动时×有效率×就劳率计划日产量3.14 人均日产量=PAC-1。
工时计算方法大全(各机床工时、各工序工时)
二.剪板冲压折弯工时定额计算标准
1. .剪板工时定额计算方法
剪板单件工时定
T
=
*
a k
+
b
a 3 额:
a—每块工时系数、见表 b—剪角次数
剪板工时系数表
0
100
300
600
900~
1200~
四.钻床工时定额
1、 T=kT 机+ T 装卸
其中 k—难度系数 有工差要求 k=1.5 有深度要求 k=1.1 扩
孔及攻丝 k=0.8
2、机动时间 :T 机
L
20
40
60
80
100
<φ
0.6~
1.59
2.11
2.63
3.15
10
1.07
φ
0.62
1.72
2.28
2.84
3.40
10~φ15 ~1.16
0 00 00 00 00
0
0
100 400 上
a0 0
0
0
0.
1.0
1.
1.
1.
1.
.5 .6
.7
.8
9
1
2
3
5
注:规格栏中,为折弯长度, a 为每折一刀的工时
(理论计算:每刀 0.15 分×折 1.5=0.225+0.2=0.425→0.5)
↓
准备工时
三.风割焊接工时定额计算标准
1.风割工时
板厚 <10 10~ 30 30~ 60
工时计算方法 (各机床工时、 各工序工时)
标准工时常见的计算方法,干货满满

标准工时常见的计算方法,干货满满前言:标准工时是在标准工作环境下,进行一道加工工序所需的人工时间。
标准工时的制定方法有多种,本文介绍一些常见的计算方法。
—1—标准工时的三个概念1、标准工时:在特定的工作环境条件下,用标准化的作业方法和设备,以普通熟练工作者的正常速度完成一定质量和数量的工作所必需的时间。
2、宽放时间:指作业员除正常工作时间之外必须的停顿及休息的时间。
包括操作者个人事情引起的延迟,疲劳或无法避免的作业延迟等时间。
对于没有规定发生时间、发生频率、所需时间的不规则要素作业,并不在正常时间范围之内,而属于宽放时间。
3、标准速度:没有过度体力和精神疲劳状态下,每天能连续工作,只要努力就容易达到标准作业成果的速度。
—2—标准工时的界定条件1、规定的环境条件下;2、按照规定的作业方法;3、使用规定的设备、治工具;4、由受过训练的作业人员;5、在不受外在不良影响的条件下;6、达成一定的品质要求。
—3—标准工时的作用1、效率管理效率是对标准时间达成程度的指数,标准时间决定之后,管理人员必须在标准时间内完成作业。
2、设备能力机器设备具有多少能力,必须依据标准时间作计算分析,以作为设备购置之依据,及采取适当之应变措施。
3、设备计划透过标准工时及设备的产能,将整厂的设备作最佳的安排。
4、人员及负荷计算生产计划拟定后,可依据标准时间计算所需之人工小时及所需人员,而且前机器设备具有多少能力,期负荷的情况都需依据标准时间来计算。
5、标准产能计算的依据依照各产品的标准工时,将每天的工作时间来计算各产品的标准产能。
6、生产计划进度安排依照标准工时来安排各产品的生产进度。
7、日程管理制造部门依据标准时间计算出应生产的产品数量,安排人员设备的配置、日程计划、生产管制等工作,以达成要求的数量。
8、人机配合的计算依据标准时间,方可适当安排人员及机器的配置,以减少人力的浪费。
9、生产线平衡的计算生产在线各工作站若配置不当,会造成瓶颈及过多空闲时间而造成浪费,需在标准时间适当地安排工作。
有关工时知识介绍
有关工时知识介绍1、工作时间的概念是什么?工作时间是指劳动者在用人单位从事工作或生产的时间,即法律规定劳动者在一定时间(1天、1周、1月、1季、1年等)内必须用来完成其所担负工作的时间。
工作时间不仅包括劳动者的实际工作时间,也包括劳动者从事生产或工作的准备时间、结束前的整理与交接时间,还包括工间休息时间、人体自然需要时间(如喝水、上厕所等)、女职工哺乳时间及依据法规或行政领导要求离开工作岗位从事其他活动的时间(如工会活动时间、行政活动时间、出差时间、履行社会职责的时间等)。
2、工作时间的种类有哪些?(1)标准工作时间。
标准工作时间是由国家法律规定的、在正常情况下,一般职工从事工作或劳动的时间。
根据《劳动法》和《国务院关于职工工作时间的规定》(国务院令第174号)的规定,我国目前实行劳动者每日工作8小时,每周工作40小时这一标准工时制度。
有条件的企业应实行标准工时制度。
有些企业因工作性质和生产特点不能实行标准工时制度,应保证劳动者每天工作不超过8小时、第周工作不超过40小时、每周至小休息一天。
(2)缩短工作时间。
原劳动部《关于颁发(国务院关于职工工作时间的规定)的实施办法的通知》(劳部发[1995]143号)第四条规定:在特殊条件下从事劳动和有特殊情况,需要在每周工作40小时的基础上再适当缩短工作时间的,应在保证完成生产和工作任务的前提下,根据《中华人民共和国劳动法》第三十六条的规定,由企业根据实际情况决定。
(3)计件工作时间。
计件工作时间是指以劳动者完成一定劳动定额为标准的工作时间。
《劳动法》第三十七条规定:对实行计件工作的劳动者,用人单位应当根据《劳动法》第三十六条规定的工时制度合理确定其劳动定额和计件报酬标准。
即实行计件工作的用人单位,必须以劳动者在一个标准工作日和一个标准工作周的工作时间内能够完成的计件数量为标准,确定劳动者或周的劳动定额。
(4)综合计算工作时间(概念见条3条)。
(5)不定时工作时间(概念见条4条)。
通用标准工时
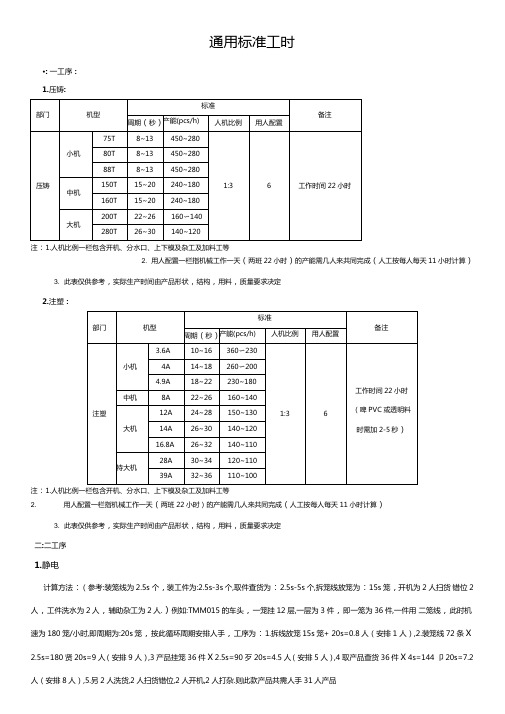
通用标准工时•: 一工序:1.压铸:注:1.人机比例一栏包含开机、分水口、上下模及杂工及加料工等2. 用人配置一栏指机械工作一天(两班22小时)的产能需几人来共同完成(人工按每人每天11小时计算)3. 此表仅供参考,实际生产时间由产品形状,结构,用料,质量要求决定2.注塑:注:1.人机比例一栏包含开机、分水口、上下模及杂工及加料工等2. 用人配置一栏指机械工作一天(两班22小时)的产能需几人来共同完成(人工按每人每天11小时计算)3. 此表仅供参考,实际生产时间由产品形状,结构,用料,质量要求决定二:二工序1.静电计算方法:(参考:装笼线为2.5s个,装工件为:2.5s-3s个,取件查货为:2.5s-5s个,拆笼线放笼为:15s笼,开机为2人扫货错位2人,工件洗水为2人,辅助杂工为2人.)例如:TMM015的车头,一笼挂12层,一层为3件,即一笼为36件,一件用二笼线,此时机速为180笼/小时,即周期为:20s笼,按此循环周期安排人手,工序为:1.拆线放笼15s笼+ 20s=0.8人(安排1 人),2.装笼线72条X 2.5s=180贤20s=9人(安排9人),3产品挂笼36件X 2.5s=90歹20s=4.5人(安排5人),4取产品查货 36件X 4s=144卩20s=7.2人(安排8人),5.另2人洗货,2人扫货错位,2人开机,2人打杂.则此款产品共需人手31人产品单位机械工时位:3600s- (180笼/h X 36件/笼)=0.6s件,单位人工工时为用人总数 31人X单位机械工时0.6s=18.6s件.各挂笼方式的单位工时对照表2.大枪:根据大枪流程可将动作进行细分:分别是粘胶纸,粘/放产品,喷油(面),翻筛,喷油(底),拣货.然后把各动作时间相加除以每筛产品数量,则即是单位产品工时,(参考:根据工件大小确定每筛产品数量,每筛面积为: 60cm X 60cm.粘一条胶纸时间为6s,根据产品类型确定每筛需粘几条胶纸,平均每个工件时间为3s-4s左右含粘胶纸时间,排筛时间,拣货时间,不含喷油时间>,如需翻筛平均每个工件时间为4s-5左右,)大枪喷油标准时间3.小枪:根据小枪喷油类型分为:边模、夹模、散枪、手油几种类型,针对喷油所使用的边模和夹模又分为:喷油面为平面或曲面较小的和喷油面为弯曲凸,凹或多面体,形状不规则或曲面较小的两种,然后根据工件类型和大小及喷油面积来确定喷油工时 .(具体请详参附档)针对在生产过程中出现的飞油、不到边需进行执油的,应在生产中尽可能的改善控制,对于一些无法控制及改善需进行执油的,则根据车间喷工数量来进行配置执油工比例,一般情况下比例为:15%-20%.4.移印:根据零件的移印面积,位置,形状及所使用的移印机种类来确定移印工时,在实际生产时尽可能地采用双括模,工人可进行双手操作,每个位产量可提高30%.具体详参下表:移印通用标准工时注:用人配置一栏指一台机的产能需 1.2个人共同配合来完成,其中包括开机、清洁、补油、调机人员等.5.罩 UV:根据经常罩光油的产品进行分类,然后再对每类产品进行实测并加以宽放来确定标准罩光油时间(具体见下表).产品在过UV机时一般情况下需过两次(正反各一次),过UV机人员配置为:1人取喷货,1人放机,1 人岀机,1人传递,1人排箱连拉货,共计5人.产品在前处理时应根据具体产品质量要求再做确定罩UV 光油通用件标准时间6.贴膜:根据贴膜工件类型分为:1.贴膜面为弯曲凸,凹或多面体,形状不规则或曲面较小 ,2.贴膜面为平面或曲面较小,然后再根据彩膜面积大小来确定贴膜工时.(具体详参下表)贴膜工序通用标准时间1.贴膜面为弯曲凸,凹或多面体,形状不2.贴膜面为平面或曲面较小规则或曲面较小注:工时时间:从拿第一个件开始,贴完后放下拿第二个件时结束 ,这段时间为实测时间.7.电镀:电镀机周期按每小时2.4车,每车6笼计算,然后再根据啤件面积大小来确定所采用的电镀笼格式和一笼能挂多少啤件,目前公司所使用的电镀笼格式主要有:6条3格笼(L150cm X ①35cm ),7、8、9、17条2格笼(L150cm X ①32cm ).(参考:啤件上笼时间为 6s/啤,啤件下笼时间为 6秒/啤剪水口 1.5s-2s/个,开机 和啤件上油配置 2人).计算方法:机械工时=3600秒+ (2.4车/h X 6笼/车X 啤件数量/笼) 标准用人=每车啤件数量* (每啤工件水口位数量X 剪水口每个位2秒)+2人人工工时=标准用人X机械工时装配通用工序标准时间四、组装类。
标准工时和计算标准管理规范(含表格)

标准工时和计算标准管理规范(含表格)标准工时和计算标准管理规范(ISO9001-2015)1、目的规范标准工时制定与以及相关算法,使标准工时更具完整性,使相关系统和管理运行更加顺畅合理。
2、范围安公司3、职责质量部对于本文件的受控实施和监督执行。
4、程序4.1.定义:4.1.1标准工时:4.1.1.1标准工时:指在特定的工作环境条件下,普通熟练工作者用规定的作业方法和设备,以正常的速度完成一定质量和数量的工作所必需的时间。
4.1.1.2宽放时间:宽放时间是用于补偿个人需要、不可避免的延迟以及由于疲劳而引起的效能下降。
增加宽放时间有利于提高工作效率。
a).作业宽放由来:通常如果工作能以最快的速度永不停歇的进行下去,这样的产出将是最高效的。
但即便是机器设备也必须进行适当的保养、维护才能确保使用寿命和工作稳定。
b).作业宽放目的:劳动者在任何工作环境下作业,都必须适当予以宽放时间用来补偿个人需要,才能与实际作业所需时间相吻合,更趋人性化。
4.1.1.3标准速度:没有过度体力和精神疲劳状态下,每天能连续工作,只要努力就容易达到标准作业成果的速度。
4.1.2员工定义:4.1.2.1直接人员:指生产产线上从事生产操作人员。
包括装配、调整、检查检测和不良品维修人员。
他们是生产线上直接从事生产劳动的人员。
4.1.2.2间接人员:指不直接从事生产操作的人员,此处包括车间班长,物料配送人员、设备保养人员、工具保养人员。
间接员工虽然不从事直接的生产操作,但对于提升生产效率具有很大的影响。
4.1.3时间定义:4.1.3.1正常作业时间:指以每天8小时为基准的作业时间,其单位为分钟。
正常作业时间包括“前准备时间”和“净作业时间”。
4.1.3.1.1前准备时间(95分钟):a).早会(早会,交接班)10分钟b).清洁(工治具、设备、车间、更衣)30分钟c).中餐时间15分钟d).间隙时间(上午15分钟,下午15分钟)30分钟e).首检时间10分钟4.1.3.1.2净作业时间:指对作业对象作业的内容,规则地、周期性地重复进行的作业部分的时间。
技术人员有效工时计算公式
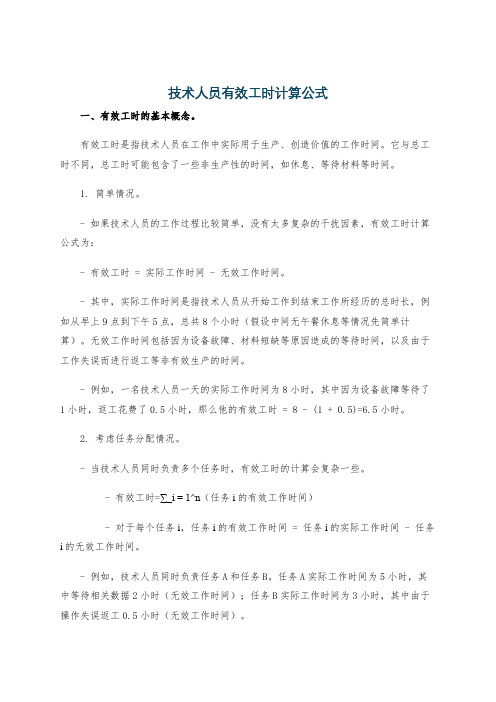
技术人员有效工时计算公式一、有效工时的基本概念。
有效工时是指技术人员在工作中实际用于生产、创造价值的工作时间。
它与总工时不同,总工时可能包含了一些非生产性的时间,如休息、等待材料等时间。
1. 简单情况。
- 如果技术人员的工作过程比较简单,没有太多复杂的干扰因素,有效工时计算公式为:- 有效工时 = 实际工作时间 - 无效工作时间。
- 其中,实际工作时间是指技术人员从开始工作到结束工作所经历的总时长,例如从早上9点到下午5点,总共8个小时(假设中间无午餐休息等情况先简单计算)。
无效工作时间包括因为设备故障、材料短缺等原因造成的等待时间,以及由于工作失误而进行返工等非有效生产的时间。
- 例如,一名技术人员一天的实际工作时间为8小时,其中因为设备故障等待了1小时,返工花费了0.5小时,那么他的有效工时 = 8 - (1 + 0.5)=6.5小时。
2. 考虑任务分配情况。
- 当技术人员同时负责多个任务时,有效工时的计算会复杂一些。
- 有效工时=∑_i = 1^n(任务i的有效工作时间)- 对于每个任务i,任务i的有效工作时间 = 任务i的实际工作时间 - 任务i的无效工作时间。
- 例如,技术人员同时负责任务A和任务B。
任务A实际工作时间为5小时,其中等待相关数据2小时(无效工作时间);任务B实际工作时间为3小时,其中由于操作失误返工0.5小时(无效工作时间)。
- 任务A的有效工作时间 = 5 - 2 = 3小时。
- 任务B的有效工作时间 = 3 - 0.5 = 2.5小时。
- 那么该技术人员的有效工时 = 3+2.5 = 5.5小时。
3. 按工作效率计算(适用于有标准工时的任务)- 有效工时 = 完成的工作量×单位工作量的标准工时。
- 例如,某技术人员负责组装产品,单位产品的标准组装工时为2小时,他一天组装了3个产品,那么他的有效工时 = 3×2 = 6小时。
这里假设他在组装过程中没有无效工作时间,如果有,则需要从这个结果中减去无效工作时间。
工时计算方法全套汇编
工时计算方法全套汇编1.工序工时计算方法:首先,需要对每个工序进行分析和评估。
这包括了操作员的技能水平、工具和设备的条件、工件的复杂程度以及可能的风险和延误因素等。
通过对这些因素进行量化评估,可以得出一个相对准确的工序工时。
下面是一些常用的工序工时计算方法:-经验法:根据类似工艺的经验数据,对当前工序进行估算。
-标准化法:根据相关标准和规范,对工序进行标准化处理,然后根据标准化数据计算工时。
-运行时间法:根据工序操作员的速度和效率,计算工序所需的时间。
-工具利用率法:根据工序使用的设备和工具的利用率,计算工时。
-线性插值法:根据相邻工序的工时数据,线性插值计算当前工序的工时。
2.机床工时计算方法:机床工时的计算涉及到机床的加工能力、负荷率、切削速度、切削深度、进给速度等因素的考虑。
下面是一些常用的机床工时计算方法:-经验法:根据类似机床的经验数据,对当前机床进行估算。
-标准化法:根据相关标准和规范,对机床进行标准化处理,然后根据标准化数据计算工时。
-生产率法:根据机床的生产率和效率,计算机床的工时。
-切削力法:根据机床的切削力和切削能力,计算机床的工时。
-负荷率法:根据机床的负荷率和使用时间,计算机床的工时。
3.综合工时计算方法:为了获得基于实际情况的工时数据,可以综合考虑工序工时和机床工时。
-首先,对每个工序进行工时估算。
-然后,对每个机床进行工时估算。
-接下来,将工序工时和机床工时进行综合计算,得出最终的工时数据。
-最后,根据实际生产的需求和工时数据进行调整和优化。
总结:。
工时计算(简)
1
制程面
制程方面 标准工时: IE工程师应用正常的制程和 正常的作业方法,评估生产单位 产品所需要的标准时间,为标准 工时. 标准工时一般以H/K为单位,即 生产1K产品需要多少时间.
2
Cycle Time: 简称为C/T ,也就是作业 人员完成该站别所需要的作业时间.通 常以秒为单位. 例如: 某生产线有人数36人,在生产 A机种时,IE联机量测瓶颈作业人员 的5次作业时间分别为15秒,16秒,13 秒,14秒,17秒,故生产该机种的标准 工时计算为: (15+16+13+14+17)/5*36*1000/3600 =15*36/3.6 =150H/K
WIP天數 = WIP金額/當月入庫金額*30天
9
個案演練﹕
生產線M01組昨天有兩張工單,其中 一張工單數量是A品名400PCS,.但因為 缺料只發料300PCS,今天早上生產線有 入庫250PCS,另外一張工單數量是B品名 500PCS, 全部有發料,今天早上生產線有 交450PCS給FQC PASS,但因FQC檢驗出 不良,被退貨300PCS,其余有作入庫動作,
5
延误工时: 在生产过程中,除了 IE订定的标准工时外,其 他任何额外增加作业所 浪费的时间称为延误工 时.
如:仪器设备故障,不良 品过多,产品重工,缺料 等待,学习曲线…等浪费 的时间.
6
延誤工時比率 總延誤工時 延誤工時比率= 總投入工時 × 100%
7
生产力: 衡量工厂或组别之效率.
总产出工时 生产力 = × 100% 总投入工时
請計算出生產線M01組的WIP總數量 是多少?
10
個案演練答案﹕ 生產線M01組WIP計算為:
工时定额计算(最终版)DOC

工时定额计算手册目录一. 普通车床 (5)1.车床时间定额标准(通用部分) (5)2.C615~C618时间定额标准 (10)3.C620时间定额标准 (12)4.C630时间定额标准 (14)5.C650时间定额标准 (16)二.镗床 (18)1.镗床时间定额标准 (18)三.立式机床 (21)1.立式机床时间定额标准 (21)四.龙门刨床 (23)1.龙门刨床时间定额标准 (23)五.牛头刨床 (25)1.牛头刨床时间定额标准 (25)六.磨床 (26)1.平面磨时间定额标准 (26)2.外元磨时间定额标准 (28)3.内元磨时间定额标准 (30)七. 铣床 (32)1.铣床时间定额标准(一) (32)2.铣床时间定额标准(二) (36)八.制齿机床 (39)1.滚直齿、斜齿、蜗轮、插内外齿、刨齿、剃齿、齿倒角时间定额标准 (39)九.拉床 (42)1.拉床时间定额标准 (42)十.插床 (44)1.插床时间定额标准 (44)十一钻床 (45)1.钻床时间定额标准 (45)十二. 钳工 (48)1.钳工时间定额标准(一) (48)2.钳工时间定额标准(二) (49)3. 钳工时间定额标准(三) (53)十三. 冷冲模 (55)1.冷冲模装配时间定额标准 (55)十四. 冲床 (58)1.冲床时间定额标准 (58)十五. 锻造 (61)1.锻造时间定额标准(一) (61)2. 锻造时间定额标准(二) (63)十六. 铸造 (65)1.铸造时间定额标准 (65)2. 铸造复杂程度分类 (68)十七. 铆工 (71)1.铆工时间定额标准(一) (71)2.铆工时间定额标准(二) (74)3.铆工时间定额标准(三) (75)十八. 点焊 (78)1.电焊焊接时间定额标准 (78)十九.木型 (82)1.木型制造时间定额标准(一) (82)2.木型制造时间定额标准(二) (85)二十. 喷漆 (89)1. 喷漆时间定额标准 (89)附录 (92)一.冷冲模赚装配复杂程度分类 (92)二.公式时间定额标准,设备适用范围及工序内容 (103)三. 应用举例 (105)1.车床C620加工例题 (105)2.2.5m立车 (108)3.镗床例题 (109)4.Z525 (109)5.龙门刨(6M) (112)6. 牛头刨 (114)7.15 吨冲床 (115)8.M7120—M131W (116)9.M7120 (117)10.M131W (118)11.设备Y38 (119)12.设备B516K (120)13.设备L6110 (121)14. 设备X52 (122)机床 分类T 准 一. 普 通 车 床1.车床时间定额标准(通用部分)单位(分)C615~C618C620C630C650一般 15 30 40 60 中等 30 40 60 80 复杂40801202401.一般——包括接受任务,领取工票图纸工艺熟悉加工方法,调整机床,装卸刀具清理工作地,擦拭润滑机床借还工具换三爪、四爪、花盘胎具校量具首件检查。
研发人员工时分摊表
研发人员工时分摊表1. 任务背景在一个研发项目中,为了有效管理和控制研发人员的工作量和工时分配,需要制定一份研发人员工时分摊表。
该表将详细记录每个研发人员在项目中的工作内容、所花费的时间以及工作进度等信息,以便项目管理人员能够更好地评估和监控项目进展情况,并做出相应的调整和决策。
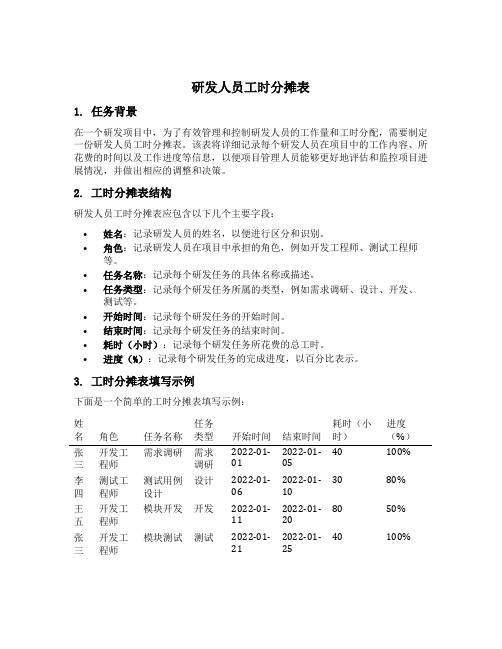
2. 工时分摊表结构研发人员工时分摊表应包含以下几个主要字段:•姓名:记录研发人员的姓名,以便进行区分和识别。
•角色:记录研发人员在项目中承担的角色,例如开发工程师、测试工程师等。
•任务名称:记录每个研发任务的具体名称或描述。
•任务类型:记录每个研发任务所属的类型,例如需求调研、设计、开发、测试等。
•开始时间:记录每个研发任务的开始时间。
•结束时间:记录每个研发任务的结束时间。
•耗时(小时):记录每个研发任务所花费的总工时。
•进度(%):记录每个研发任务的完成进度,以百分比表示。
3. 工时分摊表填写示例下面是一个简单的工时分摊表填写示例:姓名角色任务名称任务类型开始时间结束时间耗时(小时)进度(%)张三开发工程师需求调研需求调研2022-01-012022-01-0540 100%李四测试工程师测试用例设计设计2022-01-062022-01-1030 80%王五开发工程师模块开发开发2022-01-112022-01-2080 50%张三开发工程师模块测试测试2022-01-212022-01-2540 100%4. 工时分摊表的使用通过填写和更新工时分摊表,项目管理人员可以实时了解项目中每个研发人员的工作情况和进展,从而更好地分配资源和调整计划。
以下是工时分摊表的使用方法:4.1 填写工时分摊表在项目启动阶段,根据项目计划和任务分配,将每个研发人员的姓名、角色、任务名称、任务类型等信息填写到工时分摊表中。
同时,在每个任务开始和结束时记录相应的时间,并计算出耗时。
4.2 更新工时分摊表在项目进行过程中,随着任务的推进,需要及时更新工时分摊表中的进度字段。
工时计算方法五篇范文
工时计算方法五篇范文第一篇:工时计算方法百万工时伤害率1、百万工时损工事故率=(损工事故起数/实际总工时)×100 0000;2、百万工时损工严重率=(总损失工时/实际总工时)×100 0000。
3、工伤事故:指按照《企业职工伤亡事故分类标准》管理的伤害事故,即造成员工暂时(或较长时或永久)不能从事原岗位工作的轻伤以上的伤害。
有如下计算公式:千人死亡(或重伤)率=[死亡(或重伤)人数/平均职工人数)]×1000;百万工时伤害率=(伤害人数/实际总工时)×100 0000;百万工时伤害严重率=(总损失工作日/实际总工时)×100 0000; 20万工时伤害率=(伤害人数/实际总工时)×(2×100000);20万工时伤害严重率=(总损失工作日/实际总工时)×(2×100000);伤害平均严重率=总损失工作日/伤害人数。
4、同一起事故有多人受不同程度伤害,“起数”仅统计在“伤害事故分级”中某一项,不可重复;“人数”按伤害程度分别统计对应“伤害事故分级”某项。
5、一般伤害事故包括:指员工受工况突发变故,肢体未受伤害但某些器官受不良刺激的“伤害未遂事”;肢体或某些器官受到伤害,造成离岗2—8小时的“一般损工事故”,2小时以下的“非损工事故”。
6、非计划停止作业:是指除一般伤害事故、工伤事故外的、非计划安排的,停止作业导致损失工时影响正常生产的现象。
7、损工伤害事故起数(损失工时)=伤害未遂事故+非损工事故+一般损工事故+轻伤事故+重伤事故+死亡事故。
8、损工事故起数(总损失工时)=非计划停止作业起数(损失工时)+一般伤害事故起数(损失工时)+工伤事故起数(损失工时)。
9、表中工时单位统一为:小时;1个工作日=8小时。
实际总工时=平均职工人数×实际工作日×8。
在计算时,损失工时与实际总工时的“单位”统一使用“日”或“小时钻井队、海洋平台作业队、勘探队等野外作业活动,作业区和生活区一直暴露在与工作有关的危险中,员工每人每天按24工时计算,为其提供相关服务的员工每人每天按12工时计算。
工时的算法
工时的算法工时的算法工资:10-11元/小时工时车床时间=(加工零件长度切入超出量)/主轴转数.主轴每转走刀量铣削时间:周边长度+刀盘直径/(进给量*转速)宽放时间=机床基础时间x0.15一. 将基本时间Tj、加上工步辅助时间T gf、即工步时间TgbTgb=Tj+Tgf二. 将工步时间加上装卸零件的时间Tzx就是作业时间TzTz=Tgb+Tzx=Tj+T gf+Tzx三. 将作业时间加上宽放时间Tkf再加上准结时间Tzj 就是单件时间Td Td=Tz+Tkf+Tzj各时间的确定1. 刨削基本时间TjTj=Be/N*fBe=B+4B:工作台(刀具)在走刀方向经过的总长度N:工作台每分钟往复行程次数小刨取28次/分,大刨取35次/分f:进刀量,刨水平面取0.5mm,刨垂直面取0.5mm注:刨周边时,每个外型尺寸小刨刨3次,大刨刨2次2. 工步辅助时间T gf开.停车:0.1调整行程:0.2变换走刀量:0.15对刀:0.1清理铁屑:0.1刀架搬角度:0.6移动上下刀架:0.7搬刀架:0.25装卸刀具: 1进退刀架:0.4试切:0.3测量:0.3注:小批量加工如小件刨周边按每次20件计算,工辅时间为单件:0.3分3. 装卸时间TzxA:单件加工小件刨坡口0.5分钟,其它:简单1分钟,复杂1.5分钟B:多件加工为0.2分钟4. 准备与结束时间TzjTzj=Tz*10%5. 单件宽放时间Tkf=(Tz+Tzj)*0.085小刨:B6063 大刨:B6085加工费车基础价:15-35磨基础价:25-45铣基础价:25-45钻基础价:15-35刨基础价:15-35线割基础价:3-4/900平方毫米电火花基础价:10-40,单件一般按50/件(小于1个小时) .NC基础价:比普通的贵2-4倍车床15元数车80元>6140 150元/班↑≤6140 120元/班小台车64元/班C6140 Φ400×1000~2000 13元/时C630 Φ630×1000~2000 21元/时C650 Φ800×1500~5000 30元/时30到50 30元/时立车40-50元/时C5116A Φ1600 28 元/时车床加工一般精度光轴加工1长径比不大于10 按加工件毛坯尺寸*0.2收费(最底5元)2长径比大于10 按一般光轴基价*长径比数*0.153精度请求在0.05MM以内或带锥度以一般光轴基价*2收取4一般阶梯轴a以一般精度光轴加工基价*2收取b阶梯轴如带锥度,内外罗纹按一般精度光轴加工基价*3收取5 一般用丝杠按一般精度光轴加工基价*6一般法兰盘类零件按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4.00
1.80 1.80
ZF15-550 ZF15-550 ZF15-550 ZFW20-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF15-550 ZF15-550 ZFW20-252 HDB-5 ZF15-550 ZF6A-252 ZFW20-145 ZFW20-145 ZFW20-145 ZFW20-145 ZFW20-252 ZFW20-252 ZF15-550 ZF15-550 ZF15-550 ZFW20-252 ZFW20-252 ZFW20-252 ZFW20-252 ZF6—110 ZF6—110 ZF6—110 ZF6—110 ZFW20-252 ZFW20-252 ZFW20-252 ZFW20-252 ZFW20-252 ZFW20-252 MFPT—252 ZFW20-253 ZFW20-253 ZF6-252
6.50 1.86 1.70 6.00 6.00 6.48 3.81 ##### 6.00 3.00 8.23 1.20 5.62 ##### ##### ##### ##### 1.30 1.50 3.80 2.47 2.47 2.47 1.67 1.84 1.45 ##### ##### ##### 7.00 5.00 4.00 8.40 6.03 6.87 3.60 0.50 0.35 1.20 4 0.35 0.50 0.40 1.80 0.30 1.80
2.50
2.50
0.80 3.00 5.30
1.50
1.10 0.80 3.50
ZF15-550 ZFW20-145 ZF6A-252 ZF6A-252 ZF15-550 ZF15-550 ZF15-550 ZFW20-145 GIS022 GIS022 GIS022 ZF15-800 ZF15-550 ZF15-550 ZF6A-252 ZF6A-252 ZF6A-252 ZF6A-252 LW56-500 ZF6A-252 ZF15-550 ZF6-110 ZF6-110 ZF6-110 LW12A-252 LW12A-252 LW12A-252 ZFW20-252 ZF15-550 ZFW20-252 ZFW20-252 ZFW20-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF6-252 ZF6-252 ZFW20-145 ZFW20-252 ZFW20-252 ZF6-126 ZF15-550 ZF6-252 ZF6-252 LW□—363
8KBA.101.1242 2YFL002767 8KBB.558.313 8KBB.558.314 YST2011-0458-A06 YST2011-0458-A07 8KBA.180.1548 0YFL000150 8JD.002.027 8JD.002.028 8JD.002.029 8KBA.180.2411 8KBC.180.1232 8KBJ.180.1260 8KBA.029.245 8KBA.029.250 8KBA.029.196 8KBA.029.244 8KBA.180.2004 8KBA.125.118 8KBJ.029.103 8KBA.510.1317 8KBA.510.1315 8KBA.510.1316 8KBB.043.225 8KBA.125.124 8KBA.125.123 8KBA.002.011 8KBJ.029.081 8KBA.029.142 8KBA.002.049 8KBA.002.015 8KBA.152.1010 8KBA.029.197 8KBA.029.192 8KBA.029.240 8KBb.180.2026 8KBA.029.113(114) 8KBB.180.1273.P1 1YFL000124.P0001 8KBA.002.024 8KBC.547.326 8KBB.510.1141.1 8KBB.152.583.P1 8KBA.101.1189 8KBD.551.067 8KBa.101.1344
8KBA.180.1794.P1 8KBA.180.1794.P2 8KBA.180.1794.P3 1YFL000235 8KBC.510.2367.P1 8KBC.510.2367.P2 8KBC.510.2367.P3 8KBC.510.2367.P4 8KBC.510.2367.P5 8KBC.510.2367.P6 8KBC.510.2367.P7 8KBD.510.2197.P1 8KBD.510.2197.P2 8KBJ.029.096 8KBB.101.995 2YFL000378 8KBA.043.541.2 8KBA.558.212 8KBD.510.2180 1YFL001881 1YFL003026 3YFL000335 1YFL000122 8KBB.307.211 8KBA.002.004.P0001 8KBB.307.201 8KBC.257.234 8KBB.180.1234 8KBC.510.1740.P0001 8KBB.510.1770 8KBC.510.1741 8KBC.101.1357.P0001 8KBb.510.1137 8KBb.510.1138 8KBb.510.1139 8KBb.510.1140 8KBb.510.1827 8KBb.510.1828 8KBb.510.1829 8KBb.510.1832 8KBC.101.1350.P0001 8KBC.101.1350.P0002 8KBc.336.095 8KBc.510.481 8KBa.029.158.P3 8KBa.029.158.P1 8KBc.510.2195.P3
筒 罐体 静侧支持筒 动侧支持筒 静触座 筒毛坯 罐体 机构室 三工位壳体 快接地壳体 FES拐臂箱壳体 法兰 法兰 接地法兰 罐体 ቤተ መጻሕፍቲ ባይዱ体 罐体 罐体 法兰毛坯 支撑件 传动机构室毛坯 导体 导体 导体 支架 下支持筒 支撑件 罐体 罐体毛坯 罐 罐体 罐体 法兰 罐体 罐体 罐体 法兰环 基座 法兰环毛坯 法兰环 罐体 屏蔽环 导体 支撑板 下支持筒 触头 支持筒
罐毛坯 支架毛坯 法兰毛坯 排气管 屏蔽罩 罐体 罐体 罐体 导体 导体 导体 导体 罐体 导体 导体 导体 导体 导体 导体 导体 导体 导体 导体 导体 传动机构室 罐体 罐体 支架 导体 导体 导体 导体 联接件毛坯 导体 导体 罐体 前罩 后罩毛坯 法兰 拐臂 拐臂 拐臂 拐臂 拐臂 支撑件毛坯 压板 法兰毛坯
7.00 1.60 6.00 4.00 5.00 ##### ##### ##### 2.00 2.00 2.00 2.00 2.80 2.50 2.50 2.50 2.50 2.50 2.50 1.30 1.30 1.20 1.20 1.20 1.00 3.50 7.00 1.20 1.50 1.50 0.80 0.80 0.50 1.50 1.50 3.50 2.50 3.85 1.00 0.15 0.15 0.15 0.15 0.15 0.50 0.15 2.50
5.00
1.80 3.00
3.50
2.50 2.50 2.00
2.00
1.50
ZF□-550 ZF□-550 ZF15-550 ZF□-550 ZF15-550 ZF15-550 LW56-550 ZFW20-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF6A-252 ZF15-550 ZF15-550 ZHW-550 ZF6-252 ZF6-252 ZF6-252 ZF6-252 ZF6-252 ZF15-550 ZF6-126 ZF6-126 ZFW20-252 HDB-5 HDB-5 ZF15-550 CYB HDA-2 CYA HDA-2 HDA-2 ZF15-550 ZFW20-252 ZF15-550
8KBB.101.1060 8KBA.043.151 8KBA.180.2578 8KBA.458.507 8KBB.547.582 8KBA.029.312 8KBJ.029.115 8KBA.002.017 8KBB.510.2368P1 8KBB.510.2368P2 8KBB.510.2368P3 8KBB.510.2368P4 8KBA.029.243 8KBB.510.2179 8KBC.510.2193 8KBC.510.2184P1 8KBC.510.2184P2 8KBC.510.2184P3 8KBC.510.2184P4 8KB.510.2198.P1 8KB.510.2198.P2 8KBB.510.2362P1 8KBB.510.2362P2 8KBB.510.2362P3 8KBJ.029.079 8KBA.029.090 8KBA.029.137 8KBJ.043.233(502) 8KBC.510.1225.9 8KBC.510.1225.10 8KBC.510.1225.6 8KBC.510.1225.2 8KBB.510.1899.P1 8KBA.510.1191 8KBA.510.1192 8KBA.002.014 8KBA.003.007 8KBA.003.008P2 8KBA.180.1362 8KBc.232.271 8KBc.232.321 8KBd.232.260 8KBd.232.320 8KBd.232.322 8KBb.043.159 8KBd.050.488 8KBA.180.1386
铸造分厂工时定额(试行)
工时 产品 ZF15-550 ZF15-550 ZF15-550 ZF15-550 ZF15-550 ZF15-550 ZF15-550 ZF15-550 ZF15-550 ZF15-550 ZF15-550 ZF15-550 ZF15-550 ZF6-252 ZF6-252 ZF6-252 ZF6-252 ZF6-252 ZF15-550 ZF15-550 ZF15-550 ZF15-550 ZF15-550 ZF6-252 ZF15-550 ZF15-550 ZF15-550 LW□-550 ZFW20-252 ZF6A-252 ZF□-550 ZF15-550 LW56-550 ZF15-550 ZF15-550 ZF15-550 ZF15-550 ZHW-550 ZF15-550 ZF15-550 ZF15-550 ZF15-550 ZF15-550 图号 8KBB.257.336 8KBJ.029.076 8KBJ.152.563 8KBJ.152.561 8KBA.180.1223 8KBC.180.1229 8KBA.180.1219 8KBA.558.169 8KBJ.180.1265 8KBA.123.061.P1 8KBA.123.061.P2 8KBC.180.1225 8KBA.043.153 8KBC.459.616 8KBB.125.113 8KBC.570.002 8KBA.029.112 8KBB.180.2001 8KBA.307.153 8KBB.180.1376 8KBA.558.178 8KBC.558.185 8KBA.101.1079 8KBB.180.2002 8KBA.029.310 8KBJ.002.018 8KBA.180.2580 8KBA.101.1735 8KBA.002.021 8KBA.029.248 8KBA.307.159 8KBB.510.2561 8KBB.510.1626 8KBB.547.581 8KBA.458.572 8KBA.152.1128 8KBJ.180.1752 8KBC.029.307 8KBA.029.083 8KBJ.180.1753 8KBJ.180.1262 8KBA.152.557 8KBB.029.100 名称 触指座 罐体 端盖 端盖 法兰 法兰 法兰 触座 法兰 连接臂 连接臂 法兰 支座 接头 触头座 接头 基座 法兰 排气管 法兰 静触座 触指架 支持筒 法兰 机构室 罐 法兰 支持筒 罐体 机构室 壳体 连接导体 导体 屏蔽罩 排气管 端盖毛坯 法兰毛坯 散热器罐体 外壳毛坯 法兰毛坯 法兰端盖 盖毛坯 传动机构室 造型 0.50 4.00 2.30 2.00 2.30 1.60 1.60 0.90 2.70 0.50 0.50 0.60 0.70 0.30 0.40 0.30 0.50 0.80 1.00 5.00 1.20 0.70 1.80 0.90 9.00 ##### ##### 8.00 9.00 3.00 1.50 2.50 3.60 7.00 4.00 6.00 6.00 7.70 1.60 6.00 6.00 4.00 3.00 刷涂 制芯 4.00 刷涂