车缝作业指导书03
车缝作业指导书

车缝作业指导书1000字
车缝作业指导书
一、前置准备
1. 确认车缝机的型号和工作状态;
2. 准备好需要缝制的材料、线头和其他必要的缝制工具;
3. 制定好缝制计划,明确每个环节的步骤和要求。
二、基本操作
1. 准备工作:将需要缝制的材料准备好,切割、排版、剪边、熨烫
等工作处理好;
2. 调整车缝机:将车缝机调整好至需要的针距、线张力、缝口等状态;
3. 试样缝制:在缝制正式产品之前,需要进行试样缝制,确定车缝
机的适配性以及线头的张力是否正常,以达到标准的缝制效果;
4. 缝制产品:根据缝制计划,逐步完成每个环节的缝制工作,保证
缝制质量和效率;
5. 质量检验:每个环节缝制完成后,需要进行质量检验,确保缝制
效果符合要求,并及时进行调整和修正;
三、注意事项
1. 保持车缝机的清洁和正常维护;
2. 确保线头的张力和缝口的大小均匀,避免出现缝口松紧不均等问题;
3. 在缝制双层以上厚材料时,需要加强车缝机的压脚压力,以保证
缝口平整;
4. 在缝制曲线时,需要注意掌握车缝机的转弯技巧,保证缝制质量;
5. 在缝制大面积平整面料时,需要保持平衡和稳定,避免出现松褶
和拉伸现象。
以上是车缝作业的基本指导,希望能够帮助你顺利完成车缝作业任务。
车缝岗作业指导书共63页文档
31、别人笑我太疯癫,我笑他人看不 穿。(名 言网) 32、我不想听失意者的哭泣,抱怨者 的牢骚 ,这是 羊群中 的瘟疫 ,我不 能被它 传染。 我要尽 量避免 绝望, 辛勤耕 耘,忍 受苦楚 。我一 试再试 ,争取 每天的 成功, 避免以 失败收 常在别 人停滞 不前时 ,我继 续拼搏 。
33、如果惧怕前面跌宕的山岩,生命 就永远 只能是 死水一 潭。 34、当你眼泪忍不住要流出来的时候 ,睁大 眼睛, 千万别 眨眼!你会看到 世界由 清晰变 模糊的 全过程 ,心会 在你泪 水落下 的那一 刻变得 清澈明 晰。盐 。注定 要融化 的,也 许是用 眼泪的 方式。
35、不要以为自己成功一次就可以了 ,也不 要以为 过去的 光荣可 以被永 远肯定 。
31、只有永远躺在泥坑里的人,才不会再掉进坑里。——黑格尔 32、希望的灯一旦熄灭,生活刹那间变成了一片黑暗。——普列姆昌德 33、希望是人生的乳母。——科策布 34、形成天才的决定因素应该是勤奋。——郭沫若 35、学到很多东西的诀窍,就是一下子不要学很多。——洛克
车缝生产作业指导书

4.3手袋使用的车针一般为18#、22#尖针,车皮或者较脆的物料使用刀针.
4.4无论高车、平车、DY车踩车的力度要均匀,要让电车本身送布的力去送料,不能硬推,否则料容易起皱或变形.
4.16驳暗线再压明线的结构(即车反压线的做法)不能把车反位拉得太紧而露出暗线针孔,要折一点压线,转角位要剪牙口.
5.记录
5.1生产日报表
1.目的:
确保员工在操作时能够规范化,从而保障产品质量,满足顾客需求.
2.范围:
适用于本公司车缝生产工序生产操作指引.
3.职责:
操作工负责按照指导书操作生产,品质人员负责操作过程中的监督和检查.
4.程序:
4.1车位在车货前应对桌面、梭床、梭套、线芯、车针等进行清洁,有必要可先拿废料试车,试车的同时根据生产要求调好针距,特别是车浅色料时容易弄脏,上班车货前要擦干净电车并用废料试车.
4.5软袋埋袋止口2分,骨袋埋袋止口为1分半.
4.6外拉窗两头或者拉窗的两头定位线都为5针,内里拉链窗两头车线为4针.
4.7内插袋定三角横为两针,斜为三针,要托补强.
4.8拉链埋围要试准确的长度而且画位才能驳围.
4.9内里袋埋暗线以袋口料的颜色选择用线,埋袋止口不能小于2分,有中格的夹中格位要倒针.
4.10明线不能有倒针、重线,特殊情况要重线必须对准原针孔车线,如肩带一类的接线以三针为准,且要对准原针孔,有要倒针的车线,从中间三针位置起针倒回边上再车往中间收针.
4.Байду номын сангаас1车双线时双线线距及针距要保持均匀.
4.12车拉链过拉头位要推动拉头,使车出来的拉链平直.
汽车修理工岗位作业指导书
汽车修理工岗位作业指导书1总则1.1目的充分识别汽车修理岗位的危险源和环境因素,并进行风险评价和重要环境因素评价,采取相应的控制措施,保证从事汽车修理岗位作业人员在施工生产过程中职业健康与安全,防止环境污染,防止意外事故发生。
1.2适用范围本指导书适用于公司内从事汽车修理岗位人员。
1.3编制依据[80]建工劳字第24号建筑安装工人安全技术操作规程2岗位要求2.1素质要求具备高中以上学历;身体健康,无癫痫病史和障碍性残疾。
2.2技能资质经过培训、考试合格,并持有交通部门颁发的“技术工人等级证”。
2.3工作经历有半年以上工作经历。
3岗位职责3.1主管领导在所在工段工长的领导下工作,接受安全员的安全管理。
3.2对下负责什么负责带好徒工。
3.3权利和义务严格执行安全技术操作规程,不违章作业,并认真执行危险度预测;修理作业中正确操作,搞好相互协作;有权拒绝违章指挥的作业;发生事故时要保护好现场,积极参加抢救,如实报告事故发生经过。
4操作指南4.1工作程序班前安全活动—岗位工作准备—修理作业—现场清理4.2工作要求4.2.1修理作业一般要求4.2.1.1机动车辆、特种车修理人员,应熟悉所修车辆的构造、性能、修理方法及安全要求。
4.2.1.2作业前应清理好现场,检查好工具起重设备,使其具备安全作业条件。
4.2.1.3在修理车间内修车,周围至少有2米活动范围,以便操作。
在车间外修理,不准将车辆停在交叉道口,消火栓、油库、上下水井口、窨井等处。
4.2.1.4起吊物件时应有专人指挥,拴绳时由主修机工负责,在吊起或顶起车辆时,必须垫好支牢。
4.2.1.5在车下修理作业时,车辆应选在平坦地点停放,不准将车停在斜坡上进行修理,前后轮必须用三角木掩牢,将变速杆置入空档方可作业。
4.2.1.6在车下作业时发动机必须熄火,如必须在发动机运转情况下进行修理时,车上必须有人看护操作手柄,密切配合,严禁车上车下同时进行修理作业。
4.2.1.7修理翻斗车时,斗起升后要用枕木顶牢固,并用支撑杆支撑好。
车缝作业指导书

瑞高利家具有限公司电车工作业指导书
11 目的
规范员工日常操作,明确电车工的作业流程,加强对生产现场的指导,保证产品质量,提高员工工作效率。
2、适用范围
本作业指导书适用于本公司软体沙发车间电车工作业。
3、相关职责
3.1.R&D提供相应产品的工艺流程,车缝排版图纸
3.2.PMC下发生产制造令与生产计划表.
3.3.MC下发物料套单
3.4.仓库接MC物料套单与生产计划工序上线期准备物料
3.5.生产车间安排车工生产。
3.6.品管部负责车工半成品的质量检验。
4、使用工具及设备
4.1.电车,锁边机,直尺,针,
5、作业细则
5.1.班组长接《生产计划表》分类好生产所需裁皮
5.2.先安排车工生产首件一套,
5.3.开产前会议,让所有车工清楚熟知产品的工艺制作
5.4.经品管确认 OK后方可上线生产
5.5.正式上线生产
5.6.具体工序操作要点
5.6.1.刀口要对准,直线要直,
5.6.2.转角等部位要圆滑,弯曲自然,针距、边距一致。
5.6.3.左右折叠部分要对称,不能有跳针、漏针、忘车拉链、魔术贴等现象。
5.6.4.车布时压线针距刻度盘调至<6>,暗线时调至<5>;
5.6.5.车皮时压线针距刻度盘调至<8>,暗线调至<7>
5.6.6.车工半成品全检。
5.6.7.移交下游工序。
车体焊修作业作业指导书

作业指导书 车体焊修目 次一、作业介绍 (3)二、作业流程示意图 (4)三、作业程序、标准及示范 (5)1.作业前准备 (5)2.作业安全要求 (5)3.保温桶检查 (5)4.设备点检 (5)5.焊条技术要求 (7)6.电焊作业 (8)7.填写记录 (10)8.设备故障处置 (10)9.质量反馈处置 (10)10.完工要求 (11)四、工装设备、检测器具及材料 (12)五、附件 (13)附件1:货车站修车检修记录单(车统-22D) (13)一、作业介绍作业地点:站修作业场。
适用范围:适用于站修作业场铁路货车电焊作业。
上道作业:预检作业。
下道作业:质量复查。
人员要求:本岗位作业须由车辆钳工、熔接工配合完成,作业人员上岗前要进行岗前培训,并持有《岗位培训合格证》,熔接工还需持有《中华人民共和国特种作业操作证》,上岗人员须持证上岗。
作业要点:劳动防护用品穿戴整齐;开工前全面检查工具、材料状态确认性能良好无故障;检查测量具计量检定不过期;按照要求做好电焊机点检;焊接部位焊后除渣检查;登高作业按照要求佩戴安全带,系挂安全带。
二、作业流程示意图三、作业程序、标准及示范1.作业前准备1.1按规定穿戴好劳保用品,参加班组点名会,并接受班前安全教育。
1.2检查作业所需除渣小锤、电焊面罩等工量器具,作用良好。
1.3确认施修车辆防溜安全防护设置到位。
2.作业安全要求2.1焊修场地应在5℃以上。
2.2焊接作业应离易燃易爆物10米以外。
2.3雨天禁止露天作业。
2.4焊机接地回线采用焊接电缆线。
2.5焊机绝缘良好,有保护接零或接地,无裸露的带电部分。
2.6登高作业须系安全带。
2.7确认罐车经洗检合格标记。
3.保温桶检查3.1保温桶外观无破损。
3. 2保温桶盖无破损,无变形;折页无折断;插座接头无破损、丢失。
4.设备点检4.1从左至右对焊接外观进行目视检查,确认焊机配件无丢失,机体无破洞(如图1)。
图14.2检查螺栓无丢失,目视检查确认螺帽与连接线密贴无间隙(如图2)。
服装企业车缝组作业指导书

服装企业车缝组作业指导书
一目的车缝质量直接影响成衣品质,为确保各生产线保持良好稳定的车缝质量,特制定本作业指导书。
二适用范围适用于公司内样衣、大货等车缝加工环节。
三职责车缝组应在组长管理下,确保能保质保量完成各项生产任务。
对生产中发现的不良品应及时返工整改,对普遍性问题应及时记录上报。
四工作内容
1上线前的准备工作
由生产管理人员对客户提供的制造单进行核对,通知裁剪、仓库、车缝组等相关人员根据样品及制造单进行审核,开展上线前的讨论。
2上线时的工作车缝组组长安排组员对于该款衣服召开会议,提示注意点及相应的品质要求。
组长安排好各组员的工作流程。
生管人员依据制造单,对每道工序进行检查,并做好不良报表。
车缝组组长及相关组
员,在出现不良品的情况下要及时整改并控制本组的产品质量。
每组的中检和前检人员对不良情况要给予督促,并及时把不良品发放到车缝组相关组员手上,让其修改,并对修改好的产品进行复检,合格后在返工登记卡上做好记录。
首件检验的第一件产品,先由生产管理人员及业务负责人审查,再由客户检查,确认合格后,再进行大货生产。
3下线后的工作
做好收尾工作,对后检退回的不良品应及时修改或重做。
五相关文件及表格
1 XXXX 款号车缝要点明细表
2 XXXX 款号车缝质量问题反馈表。
手袋厂车缝组作业指导书
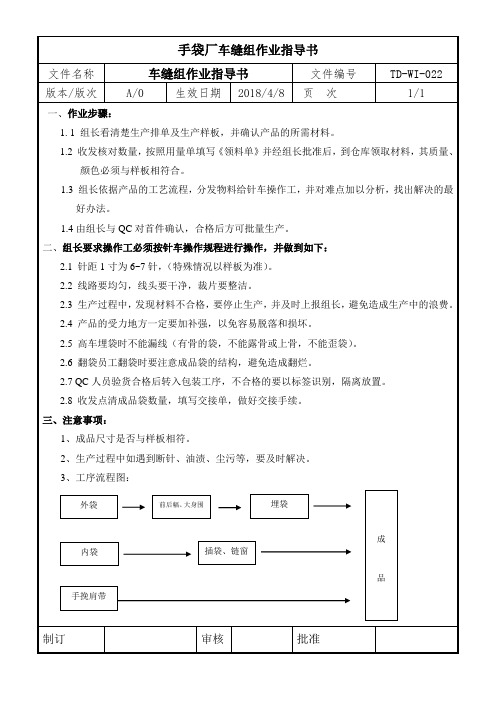
2、生产过程中如遇到断针、油渍、尘污等,要及时解决。
3、工序流程图:
制订
审核
批准
1.3组长依据产品的工艺流程,分发物料给针车操作工,并对难点加以分析,找出解决的最好办法。
1.4由组长与QC对首件确认,合格后方可批量生产。
二、组长要求操作1针距1寸为6~7针,(特殊情况以样板为准)。
2.2线路要均匀,线头要干净,裁片要整洁。
2.3生产过程中,发现材料不合格,要停止生产,并及时上报组长,避免造成生产中的浪费。
手袋厂车缝组作业指导书
文件名称
车缝组作业指导书
文件编号
TD-WI-022
版本/版次
A/0
生效日期
2018/4/8
页次
1/1
一、作业步骤:
1. 1组长看清楚生产排单及生产样板,并确认产品的所需材料。
1.2收发核对数量,按照用量单填写《领料单》并经组长批准后,到仓库领取材料,其质量、颜色必须与样板相符合。
2.4产品的受力地方一定要加补强,以免容易脱落和损坏。
2.5高车埋袋时不能漏线(有骨的袋,不能露骨或上骨,不能歪袋)。
2.6翻袋员工翻袋时要注意成品袋的结构,避免造成翻烂。
2.7 QC人员验货合格后转入包装工序,不合格的要以标签识别,隔离放置。
2.8收发点清成品袋数量,填写交接单,做好交接手续。
三、注意事项:
沙发厂车缝作业指导书

5.7机器出现故障时,要立即关闭电源并找维修人员处理。
六、质量要求
6.1压单线、双线时,薄皮要求针距1寸4针,边0.4cm,中厚皮厚皮1寸3针,要求针距均匀,线条直顺、流畅。
6.2暗线针距要求一寸6针,暗线缝位1.2cm,车线要直顺,无松线、跳线、爆线等不良现象。
3.2配线,按皮、面料配底、面线,颜色要一致,有特殊要求除外。
3.3车布料时用18#针,皮料用21#针,压线用22#针,特殊面料除外。
四、作业要求
4.1清点裁片数量,检查皮/布面有无明显的色差、污染、划伤等现象。
4.2面料裁片需要车缝的部位要先锁边,扪皮打钉的部位则不需要锁边。
4.3把裁片分类,座、屏、扶手、归类后便于车缝;对好剪口进行缝制,在车缝过程应注意自检,以免车错和直口大小不一致。
4缝制完成后在指定部位缝上自己的工号并进行自检,有无漏车拉布,漏针孔现象,并修剪线头,并折叠整齐后放于指定区域。
4.6下班后应把未完成的工作妥善处理好,将未缝完的套子或其它物料堆放整齐,并搞好工作区域的卫生。
五、注意事项
5.1未经岗前培训,严禁操作电动缝纫机,操作人员必须持有上岗证。
5.2开机后要用废料调试机器是否在正常状态,使用机器时,要注意手与机针的距离,以防机针扎手,脚踩踏板的力度均匀,以防用力过猛造成断针,断线等故障。
5.3倒底线时,需抬起机器压脚,以防止压脚与齿牙磨损。
5.4换机针或线芯时,应当关机进行,以免发生事故。
5.5操作中必须全神贯注,不得闲聊、做与工作无关的事,以防机针伤及手指。
碧桂园现代家居有限公司
印发部门:制造中心沙发厂
车缝作业指导书

5.2.10面线张力以底线张力为基准.面线张力的调整主要通过调节夹线螺母来实现,进行试缝后,观察线迹形成情况。
3、各种机缝缝型沿缝迹分开或沿缝迹坐倒或翻转,无特殊要求均要沿缝迹分开,不要有虚缝。
4、在卷边缝或压止口和各种包缝时,缉第三道线也要注意上下层的松紧一致。如果上下层出现缝料错位,丝绺不正时,会形成斜纹的链形。
5.2常用缝型的工艺方法及技术要求
5.2.1机针的选择和安装 在一般情况下,缝制薄,脆,密的缝料应选用小号(细)针,而缝制厚,柔,疏的缝料则宜用大号(粗)针。缝制薄料用粗针,会由于机针与缝料摩擦较大,机针上升时缝料会随机针在压脚槽内上升,延缓了线环的形成,从而引起跳针;缝制厚料时如选用了细针,则会引起机针弯曲或断针。在高速缝纫时机针和缝料的剧烈摩擦会导致机针针温过高,严重的会在化纤织物中形成熔洞或造成化纤缝线熔融,针孔过线阻力增加,使面线成形条件恶化而引起跳针或断线,因此应对机针进行特别的选择和冷却。在高速缝制低熔点的化纤织物时,可采用双节机针或高速机针,双节机针上节粗可增加机针刚度,下节细可减少针与缝料摩擦,从而使针温降低;高速机针的针尖部和针孔两侧尺寸比针杆直径粗5%~7%,可减少针杆与缝料的摩擦生热。
3.12线环:在缝纫过程中,面线在机针孔的浅槽一侧形成的环行线圈。
4.0职责
4.1部门主管负责制定,修订本规则。
4.2作业员负责按本规则操作设备。
5.0工作程序
5.1机缝前的准备与操作要领
5.1.1清洁工作:缝纫机使用中应注意保持清洁。
车缝检验作业指导书

金奇玩具工艺有限公司 (车缝)检验作业指导书
文件编号 版 本
制定日期
填写品检报告
检验完之后填写检验报告 订单检验完工后,将合格品入库至仓库,并填写 成品入库单,将生产指令单一起交至仓库
检验结果及时反映上 报
产品入库
做好标识,贴上合格标
三、参考文件
《半成品检验控制程序》
《不良品控制程序》 《不良缺陷分类表》
编制:
审核:
批准:
第 2 页,共 2 页
金奇玩具工艺有限公司 (车缝)检验作业指导书
一、目的 为车缝车间半成品检验作业有规可循,特制定此规范。 二、作业流程
文件编号 版 本
制定日期
流程
查看生产指令
作业方法
查看生产指令单,装箱单。
重点 了解订单相关要求
准备好样板及检验工具 取车间半成品中的任意一只,与样板核对。确定待 检产品。
根据样品核对
与样板一致
3是否有浮线、跳针以及线接头 4 查看是否有长线头; 5 查看产品是否有油渍或污渍。 步骤4:不良品标识 检验过程中发现的不良品需用箭头表在不良品处 做好不良品的标识并 隔标示,并在纸上注明不良原因。等全部检验完 隔离 之后将不良品放至不良品放臵区
检验4: 不良品标识
登记不良品数量
检验OK后,将检验的数量和不良品登记在“检验 数量登记本”上。 必须详细注明:订单号/产品名称/良品数/不良 做好不良品分类,分等级 数/不良原因/日期 统计 当不良数量超出异常,须开具《异常分板报告》 第 1 页,共 2 页
取待检半成品
按AQL标准抽取检验样本
检查内容:ห้องสมุดไป่ตู้
检验1:外观, 颜色
步骤1:检查外观,裁片尺寸,颜色是否和签样 一致。
车缝作业指导书03

5.1离开工作台时,压脚下的物料应及时取出以免损坏压脚。
5.2作业时,手不可放在压脚下,以免伤手。
5.3作业时,手不可放在混轴带下,以免卷入。
核准:陆海滨审核:曹高勇制表:卢国雄
制定部门
生产部
深圳市帝邦服装有限公司
文件编号
DB-SOP-003
制订日期
081208
版本/版次
A/0
修订日期
车缝作业指导书
页次
1/2
1.0目的:
1.1为使针车作业标准化,进而最大限度利用好针车。
2.0范围:
2.1所责:机修人员负责机械的维修和日常保养。
3.2车位人员负责针车的日常清洁保养。
4.0内容:
4.1开机前车缝作业人员开机前应先检查电源线是否正常、机芯是否齐全、车缝针是否正确。
4.2检查油巢里的油是否达1/3以上,如不足应通知机修进行加油(高车应每天加油一次)
打开电源。
4.3启动电机电源打开电车,等待半分钟待转速正常方可开始工作。
4.4离开电车五分名钟以上应切断电源。
4.5下班后应清洁电车桌面。
车边作业指导书

3.4 注意事項 3.4.1 當作業時發現布疋有質量問題(如油漬﹑漏針﹑勾絲﹑折痕等)或其它生 產異常問題時﹐應立即記錄下來并馬上上報班組長﹐直到班組長確認可以做 貨后方可繼續作業。 3.4.2 在車邊操作時發現機台不能運轉或不能正常生產操作(如機頭漏油﹑開機 無反應﹑調速器失靈﹑電控眼失靈等)時立即報告上級進行報修﹐直到機器 OK 后方可開機作業。 3.4.3 根據布種的性質來控制車邊機台的速度﹐不能太快也不能太慢。 3.4.4 行機時要注意看布面是否有污漬﹑油點﹑折壓痕﹑拖地污﹑勾絲﹑ 及布頭缸號﹑卷號﹑貨號﹑疋數是否與運轉卡上注明的一致。 3.4.5 保持機台和使用工具(如扎骨車﹑吹風管)及周邊的環境衛生。 3.4.6 化纖布 180 磅以下的要提前車邊。
XX 纺织公司作业指导书
車邊作業指導書
编号:QW版本/修正状态: 生效日期:2005/01/12 页次/总页数:1/3
序号
修正内容
版本/修正状态 修订人 审核
批准 修订日期
批准:
审核:
制订:
பைடு நூலகம்
盖章区:
注:各职能部门所持有的受控文件需经盖原色印章。
車邊作業指導書
分发部门: 编号:QW版本/修正状态:
XX 纺织公司作业指导书
車邊作業指導書
编号:QW版本/修正状态:
XX 纺织公司作业指导书
生效日期:2005/01/12 页次/总页数:3/3
3.3.2.7 車邊 OK 的胚布要平直的擺放到膠車內﹐(膠車要用膠紙包好) 三疋或三疋以下的要的打包進倉。
3.3.2.8 車邊時﹐每車完一疋就在白卡上對應的卷號后面打“v”﹐以 防漏車邊。
软体家具椅子沙发车缝工序作业指导书

6.面料台子成型后,检查有无脱线,跳针。布上绝不能有油渍。
7.车缝成型后的产品要分类摆放整齐并作好标识。
8.经质量管理部检验合格,方能流入下道工序.
9.班前班后要清洁电机,作好机器的维护保养工作。
10.每班工作完毕,清理工作场地,关闭电源。
软体家具椅子沙发车缝工序作业指导书
一、目的为了保证加工中来自工序的质量,规范作业要求。二、适用范围
适用于加工中心工序作业。
三、操作要点:
1.审单,按时生产计划单的交货期先后次序安排生产。
2.按生产计划单要求进行领料。
3.生产过程中涌现要与主体布料颜色一致,压线缝位要同样宽,线条要一致,圆弧要圆滑。
4.车缝嵌线要求圆润挺直,套子两边要对称均匀。
车缝岗作业指导书【精选】63页PPT

END
车缝岗作业指导书【精选】
56、极端的法规,就是极端的不公。 ——西 塞罗 57、法律一旦成为人们的需要,人们 就不再 配享受 自由了 。—— 毕达哥 拉斯 58、法律规定的惩罚不是为了私人的 利益, 而是为 了公共 的利益 ;一部 分靠有 害的强 制,一 部分靠 榜样的 效力。 ——格 老秀斯 59、假如没有法律他们会更快乐的话 ,那么 法律作 为一件 无用之 物自己 就会消 灭。— —洛克
60、人民的幸福是华盛顿 17、一个人即使已登上顶峰,也仍要自强不息。——罗素·贝克 18、最大的挑战和突破在于用人,而用人最大的突破在于信任人。——马云 19、自己活着,就是为了使别人过得更美好。——雷锋 20、要掌握书,莫被书掌握;要为生而读,莫为读而生。——布尔沃
“三道缝”检查作业指导书
CONTENT S
目录
01 工具准备 02 安全措施 03 示意图 04 外观检查 05 恢复设备使用 06 工具材料清点
工具准备
流程 作业程序
工
具 准
塞尺、套筒
备
图示说明
风险提示 质量标准
1.根据派工单,出 工前对工具材料进行清 点。
2.作业组组员负责。
安全措施
流程 作业程序
安
全 措 施
断开安全接 点,放置安 全木。
图示说明
风险提示 质量标准
1.断开安全接点前 与室内防护联系,确认。
2.作业组长负责联 系确认,组员负责接点 断开确认及安全木放置。
安全措施
流程 作业。
图示说明
风险提示 质量标准
1.断开安全接点前 与室内防护联系,确认。
2.作业组长负责联 系确认,组员负责接点 断开确认及安全木放置。
示意图
流程 作业程序
示 意 图
图示说明
风险提示 质量标准
“三道缝”之一:基本 轨轨底与滑床板间隙 ≤0.5mm “三道缝”之二:轨撑 与轨头下颚之间间隙 ≤2mm “三道缝”之三:轨撑 与垫板挡肩之间间隙 ≤2mm。
外观检查
流程 作业程序
外
观 检 查
使用塞尺对 “三道缝” 进行检查
图示说明
风险提示 质量标准
1.作业组组员负责 测试,组长负责数据有 效性。
外观检查
流程 作业程序
外
观 检 查
使用塞尺对 “三道缝” 进行检查
图示说明
风险提示 质量标准
1.作业组组员负责 测试,组长负责数据有 效性。
外观检查
流程 作业程序
外
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6、缝制主任做好断针记录,做到一人一针,遇到车工断针时,要求工人找全断针,才可补发新针,并做好相关的利器管理。
7、缝制主任要培养员工的多功能技术并传达上级的各项任务和工作目标,掌握每个工人的特长即利用到最大化提升产能。
文件编号
PD20150305
缝制
作业指导书
核准
审核
制订
版本
顾宇杰
页次
1
制作日期
2015.3.5
1、按工艺单要求(首件确认样)进行缝制。
3、工艺单和首件确认样品要悬挂车间。
4、缝制主任按工艺单缝制生产,缝制好的第一件半成品由缝制主任确认工艺,经主任确认无误后方可进行大货。
8、缝制主任应及时督促车工的回修并及时交还给检验组,以确保按时完成订单任务。
9、员工应经常对生产设备进行保养,并做好保养记录。
操作规范:1、每次生产前调整机台上下线松紧,使布面平整。
2、每次生产前调整机台针距,按工艺要求进行缝制。
3、缝制时,缝工要严格按要求,不得偷工减料。
4、所有车位剪刀、镊子必须用绳子固定,安装挡指器。
5、工作区域保持整洁,地上要用废布垫好严禁产品直接着地【或把产品放入框内】。
派得羽绒家纺(南通)有限公司