阀圈橡胶模具设计2
阀门三维参数化建模与仿真分析

cnei pr e rbte m ico i to a e b ad t rnto ovro a m ts e a orn e s m l n prco i e sn a e e n n d a f e a o d a f w s p sIo ets u t p a eim dl h h e c fm a ri l a . r r t h am t oe w i h l il e ea e t r n o p r r d e e c s c a o ar v g a n lb d m ln, e c pt rt e etl s m t d aot tdf e o i t aie fwa h s nai aad h s uhw en d g h r l u o d s i d n e o b o o i t r e e cnt coapr e r osutnl m ts r i a e. a Te nl y iu r i a be ape i n si ds n t ho g o vt l l hs n ld i url i ad h e o f a e t c r a y e p i n ta eg n d p dco cm r e ilTi e nl y b n oltno i t w y r u i o p hnv y h tho g h e nt r s r n h a o tn e se. c o a e o n a fm g s s y e ad s e o ds n u ao a i t ee o p dco. s c n cndr eg, t avn n h fc f utn T iaie o i f i b l d c g s e t r i h r l o t ie a t thi e aes s t a ei, d iitttg ng t h e n ucacrt a uv ul t a v mte n, t re c q h tii b i r l e r c o r a y n i a ei t a s r o m n t p b m ot t un t thi e v t l i 让t e m ed r l a uhw sg e n u o i ar l c h o e b o o h c q f u e t h e i e r ay e p c s dsi dsn n hw uu t iitn em nf p dc r e oi url g, d tpt e ao epr e o r ut o s f t e a o o p mti x i t o . n a i h r Tiaie us iu o oei se cne ec o vl , d tc h rc d cs t s e pn g s ovr ne a e a p r t s l i t s h s f n t s g e r n v n r a o t g p ooei se cne ec, d dy ccle u e h h r h pn g s ovr ne n m i t au tf m l o t e f n t s g a o f h l a o a f a r e r e m s ts Ia i n haie t eeu y s e c vtog t o se . di , r lg h fc a p s ra u e uh t sn t t t e e t l r u n r h r d o e c t e d r h e iitttg mte i . a en s Ky r : e Pr eim d i , e i dv, sm l V t l e w d Vl , a t oen Dmno re As b , u os a v am r c lg i sn i e y ia r
光学液态硅胶模具设计方案解析

善和优化。
年推出的 84 像素矩阵式 ADB 模组,代表着光学液态
2.1
个性化设计和多样化发展。图 1 所示为矩阵式 ADB
据实际经验发现,硅胶件受流动方向和累积公差影
硅胶正式进入汽车照明领域,打开的汽车照明系统的
多针齿模组示意图。
液态硅胶材料的收缩率
目前 LSR 材料的收缩率在 2%~2.5%左右,但是根
热传导率低的材料,如钛合金或者是传导率低的树脂
性和一致性。如图 4 所示,加热丝 A、加热丝 B 与加热
阀针与定模仁接触面必须使用隔热帽,其隔热帽选择
材料。
不同区域所需要的加热丝功率,有效控制模温的稳定
丝 C 属于一根加热丝,但是根据科学热量模拟分析,
加热丝 A-1 和 A-4 的加热功率是加热丝 A-2 和 A-3
针对硅胶阀针,也有着特殊要求,也必须使用含
2.4
1
2.5
模具抽真空气设计
光学硅胶在注塑过程中容易裹挟气泡,所以,模
300MPa 以上的承压的材料,为保证隔热板强度,隔热
具必须增加抽真空工序,配置抽真空泵站,其模具密
0.05~0.1mm,如图 3 所示。
圈槽的边缘需要倒圆角处理,放置模具尖钢割坏密封
板 中 间 需 要 增 加 承 压 块 ,承 压 块 比 耐 磨 板 厚 度 高
silicone mold design stage. The field of automotive lighting has special requirements for silicone
products, such as high-gloss mirror, small warpage deformation and no cape flyedge design
DN150阀圈模具设计

本科毕业设计(论文)通过答辩摘要DN150阀圈作为一种常见的中心型蝶阀的组成部分,其主要作用表现在阀圈的密封性方面,属于橡胶产品,该类产品的成形需要经过的一个重要的过程是橡胶的硫化,硫化是塑性状态的生胶在压力、温度、时间三要素的作用下形成有弹性状态的橡胶制品的过程,而该过程就是在模具中完成,该类模具称为橡胶模具,橡胶模具的分类有四大类:橡胶压模,橡胶传递模,橡胶注压模和橡胶挤出模。
根据该设计的产品形状结构分析可知该产品模具适合选用橡胶压模。
本设计就是为了DN150产品进行的模具设计过程,其主要包括模具结构的确定,分型面的选择,以及模具的其他结构的设计。
模具设计是一种经验性很强的设计,是在长期积累的经验和知识对模具设计起着重要的影响。
积累一些关于模具设计的经验和知识。
增强感性认识。
关键词:橡胶 DN150阀圈硫化的三要素橡胶模具橡胶压模The design of DN150 Valve laps mouldAbstract:DN150 Valve laps as a common Marine center par t of the valve, the main function of sealing performance in valve laps, rubber product, this product belongs to the forming of an important process through the rubber vulcanization, plastic state is born of vulcanized rubber in pressure, temperature, time,three elements formed under the condition of elastic rubber process, and the process is completed in mold, the mould called rubber mold, rubber mold is classified into four categories: rubber, rubber mold transfer molding, rubber injection mould and rubber extrusion dies. According to the design of the product, the product shape structure analysis for select rubber mold pressing dies。
O型圈模具设计技术报告
O型密封圈的产品模具设计O型密封圏统称O型圏,O型圏在模具中硫化成型,其特征是外型呈环型,而横截面呈圆型。
其是液玉、气动系統中使用最广泛的一种密封件。
O 型圈的常用材料有NBR、HNBR、AEM、ACM、EPDM、FKM、VMQ等等。
O型圈具有密封性好、适用性好、结构简单、制造容易和使用方便等优点,因此作为各类机械的重要密封件之一被广泛地应用。
O型圈尺寸的精度是保证产品密封性能可靠的重要条件,为了保证和提高O型圈的密封性能,除了合理地选择橡胶种类之外,还要求O型圈有较高的尺寸精度,而0型圈产品模具的结构及精度,决定着O型圈的尺寸精度。
所以要求制造0型圈的模具结构合理,尺寸公差都要满足客户的图纸要求。
O型圈模具对O型圈产品的质量和生产效率有直接的影响,且模具的造价高、加工周期长,设计失误会致使橡胶制品质量差、生产效率低、严重制约生产的发展。
因此,提高O型圈橡胶模具结构设计已成为当务之急。
一、确定模具结构型式模具结构设计是模具设计中最重要的步骤,是模具设计的关键。
其中模具结构主要包括模压结构、注射结构两种。
模压模具结构应该是最常用的模具结构,从型腔设计排布及整体布局等来看,它也分为条状结构、块状结构、网状槽结构、料杯结构、带凸台结构、撕边结构、单层结构、双层结构等等。
具体使用哪种模具结构进行开发,需要结合开发的产品的结构型状、规格大小,线径粗细,胶料特性等等因素来考虑。
比如规格较小内径规格的O型圈产品我们通常采用条状结构和块状结构设计;中等内径规格产品我们通常采用网状槽结构设计,对于线径较细的产品,我们通常采用条状结构、块状结构、网状槽结构、带凸台结构、撕边结构等结合设计;对于特大内径规格产品,通常采用料杯结构结构设计。
所以总的来说,各种结构都有自己的优缺点,具体使用何种设计,需结合产品结构胶料特性等各种因素考虑。
二、模具型腔数量模具的型腔数量是指模具中模穴的多少,也就是一次硫化过程,该副模具能生产产品的数量。
橡胶成型工艺及模具设计

挤出机由螺杆、机身、机头(包括口型和芯型)、 机架和传动装置等部件组成。
一、螺杆
螺杆种类: 按螺纹分:单头、双头、 三头 按螺距分:等距收敛式和 复合螺纹等 按螺杆外形分:圆柱形、
圆锥形
二、机身(机筒)
机筒为中空圆筒,为了及时散发
和提供热量,机筒备有夹套,可通入
冷却水和蒸汽。
三、机头与口型
1.机头 ①直向形机头 如圆筒形、喇叭形 ②T形、Y形
5. 必须进行硫化才能使用,热塑性弹性体除外。
6. 必须加入配合剂。
其它如比重小、硬度低、柔软性好、气密性好等 特点,都属于橡胶的宝贵性能。
橡胶基本加工工艺
无论什么橡胶制品,都要经过混炼和硫化这两个 过程。橡胶基本加工工艺主要包括塑炼、混炼、 压延、压出、成型和硫化等。另外,对于一些特 殊产品还包括注压、浇注和黏合。
聚合单体:氯丁二烯 ★一般工作温度:-35~120℃
★特性:耐候性、耐臭氧性、阻燃、耐热性及耐化学 药品性均好 ★用途:轮胎内衬层、低压电线电缆、输送带、减震 橡胶、窗户密封条、胶粘剂、胶布、涂料 ★参考价格:3.0~3.5万元/吨
硅胶 (Q )
聚合单体:主链由硅原子和氧原子交替组成 ★一般工作温度:-93~250℃ ★性能:使用温度范围最广,毒性最低、具生理惰性、 透气性好、电绝缘性好,物理机械性能较差 ★用途:胶管、胶带、胶辊、电绝缘制品、人造皮肤、 器官等. ★参考价格:7.0~8.0万元/吨
三元乙丙胶 ( EPDM )
聚合单体: 乙烯\丙烯\第三单体 ★一般工作温度:-50~150℃ ★性能:耐老化耐臭氧性、耐极性液体、耐水及 过热水、水蒸气好、耐电性能好 ★用途:电线电缆绝缘层、汽车玻璃除水条、窗户密 封条、 蒸汽胶管、输送带等 ★参考价格:2.8~3.3万元/吨
管接头密封圈模具的改进
管件 ,伸缩作用相 当于小量的伸缩器。管道 间隙的 补偿 ,由于温度变化所 引起管道 系统的变化 ,以及 由于地基下沉引起管件之 间的角度变化 。 Βιβλιοθήκη 2 . 模具 结构 改进
根据上述问题 ,对现有模
具 进 行 设 计 改进 ,模 具 采 用4 5 钢 , 由二 开 箱 改为 三 开 箱 ,模 具 开 箱 位 置 由一 个 改 为 二 个 ,
1 . 原模具结构 分析
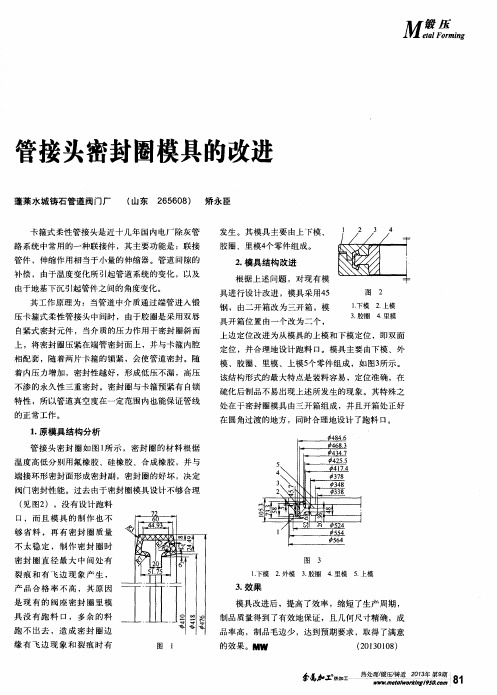
管 接 头 密 封 圈如 图 1 所 示 ,密 封 圈 的 材 料 根 据 温 度 高 低分 别 用 氟 橡胶 、硅 橡 胶 、合 成 橡 胶 ,并 与 端 接 环 形 密封 面 形 成 密封 副 ,密 封 圈的 好 坏 ,决 定 阀 门 密封 性 能 。过 去 由于 密 封 圈模 具 设 计 不够 合 理 ( 见 图2 ) ,没 有 设 计跑 料 口 ,而 且 模 具 的 制 作 也 不 够 省 料 , 再 有 密 封 圈 质 量
图 2
1 . 下模
3 . 胶圈
其工作原理为 :当管道 中介质通过端管进入锻
压卡箍式柔性管接头 中间时 ,由于胶圈是采 用双唇
自紧式 密封 元 件 ,当介 质的 压 力 作用 于 密 封 圈斜 面
2 . 上模 4 . 里 模
上 边 定 位 改进 为 从 模具 的上 模 和 下模 定 位 ,即双 面 定 位 ,并 合理 地 设 计跑 料 口。模具 主 要 由下模 、外 模 、胶 圈 、里 模 、上模 5 个 零 件组 成 ,如 图3 所示 。
上 ,将 密封圈压紧在端管密封面上 ,并与卡箍 内腔
相配套 ,随着两片卡箍的锁紧 ,会使管道密封 。随
着内压 力增加 ,密封性越好 ,形成低压不漏,高压 不渗的永久性三重密封 。密封圈与卡箍预紧有 自锁 特性 ,所以管道真空度在一定范 围内也能保证管线
塑料模具课件-脱摸机构图
图3-7-55大升角螺杆结构
图3-7-56气(液)动形式
图3-7-57电动机驱动形式
脱摸力计算图
脱摸力计算图
脱摸力计算图
脱摸力计算图
导柱的安装
导柱
导柱的安装
导柱的安装固定形式
导套
盲孔导套的侧壁开孔
导套与孔的固定
直导套的固定
导柱与导套的配合形式
导柱的布置形式
锥面定位
1-圆柱销 2-弹簧 3-摆杆 4-U形限制架 5-注射机顶杆 6-转动
图3-7-23 U形限制架式
图3-7-23 U形限制架式
图3-7-24滑块式二次脱模机构
1-型芯 2-顶出干 3-推板 4-顶杆 5-斜导柱 6-滑块
图3-7-24滑块式二次脱模机构
图3-7-24滑块式二次脱模机构
3-7-25滑块式二次脱模机构
锥面定位
顶杆的形状
顶管顶出机构
1 顶出板 2 顶管 3方销 4 型芯 5 塑件
顶管顶出机构
顶管顶出机构
推板脱模机构
推板脱模机构
带周边间隙的脱模板
进气装置
1 推板 2 顶杆 3弹簧
利用活动镶件脱出塑件
利用型腔的脱模结构
多元件综合脱模机构
讨论题目
请画出这两种顶杆的固定方式
讨论L和H的公差,并说明原因
图3-7-11双脱摸机构
1、型芯 2、型腔
图3-7-12气动双脱模机构
1、4-密封圈 2、3-空气阀门
图3-7-13弹簧顺序脱模机构
图3-7-14拉钩顺序脱模机构
1、压块 2-挡块 3-拉钩 4-拉板 5-弹簧 6-滚轮 7-定模
图3-7-15拉钩顺序脱模机构
1-定模板 2-定模型腔 3-动模板 4-凸块 5-转轴 6-拉钩 7圆销 8- 定伸弹簧 9-定距拉板
橡胶塑料模具设计范例

第一节绪论随着我国橡胶制品工业的开展,橡胶制品的种类日益增多,产量日益扩大,促使着橡胶模具设计与制造由传统的经验设计到理论计算设计。
尤其是橡胶生产设备的不断提高与生产工艺的不断改良,橡胶模具越来越多,模具的制造水平与模具复杂程度也越来越高越精致。
高效率、自动化、精细、长寿命已经成为橡胶模具开展的趋势。
一、橡胶模具的分类橡胶模具根据模具结构和制品生产工艺的不同分为:压制成型模具、压铸成型模具、注射成型模具、挤出成型模具四大常用模具,以与一些生产特种橡胶制品的特种橡胶模具,如充气模具、浸胶模具等。
1.压制成型模具又称为普通压模。
它是将混炼过的、经加工成一定形状和称量过的半成品胶料直接放入模具中,而后送入平板硫化机中加压、加热。
胶料在加压、加热作用下硫化成型。
特点:模具结构简单,通用性强、使用面广、操作方便,故在橡胶模压制品中占有较大比例。
2.压铸成型模具又称传递式模具或挤胶法模具。
它是将混炼过的、形状简单的、限量一定的胶料或胶块半成品放入压铸模料腔中,通过压铸塞的压力挤压胶料,并使胶料通过浇注系统进入模具型腔中硫化定型。
特点:比普通压模复杂,适用于制作普通模压不能压制或勉强压制的薄壁、细长易弯曲的制品,以与形状复杂、难以加料的橡胶制品。
采用这种模具生产的制品致密性好、质量优越。
3.注射成型模具它是将预加热成塑性状态的胶料经注射模的浇注系统注入模具中定型硫化。
特点:结构复杂、适用于大型、厚壁、薄壁、形状复杂的制品。
生产效率高、质量稳定、能实现自动化生产。
4.挤出成型模具通过机头的成型模具制成各种截面形状的橡胶型材半成品,达到初步造型的目的,而后经过冷却定型输送到硫化罐内进展硫化或用作压模法所需要的预成型半成品胶料。
特点:生产效率高、质量稳定、能实现自动化生产。
二、成型设备模压法模具使用平板硫化机。
〔蒸汽硫化机:一般饱和蒸汽的最高压力可达0.6~0.8Mpa,硫化温度在158~168X围内。
电阻丝加热平板、油压平板硫化机〕压铸法模具使用压铸机。
抗撕裂型海水蝶阀D形密封圈的研制
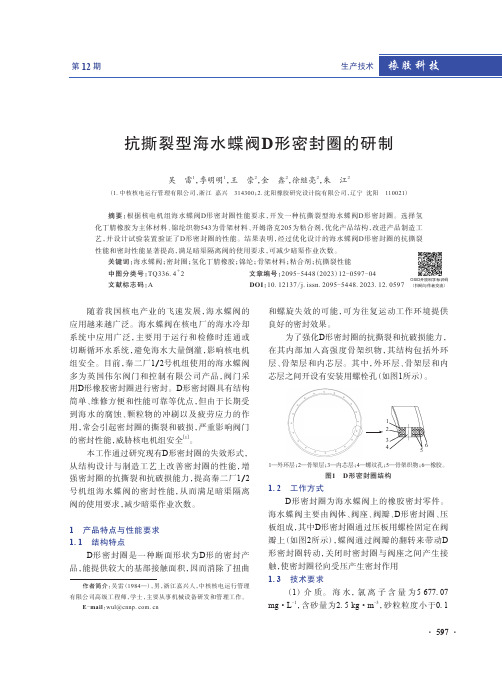
597抗撕裂型海水蝶阀D 形密封圈的研制吴 雷1,季明明1,王 崇2,金 鑫2,徐继亮2,朱 江2(1.中核核电运行管理有限公司,浙江 嘉兴 314300;2.沈阳橡胶研究设计院有限公司,辽宁 沈阳 110021)摘要:根据核电机组海水蝶阀D 形密封圈性能要求,开发一种抗撕裂型海水蝶阀D 形密封圈。
选择氢化丁腈橡胶为主体材料、锦纶织物543为骨架材料、开姆洛克205为粘合剂,优化产品结构,改进产品制造工艺,并设计试验装置验证了D 形密封圈的性能。
结果表明,经过优化设计的海水蝶阀D 形密封圈的抗撕裂性能和密封性能显著提高,满足暗渠隔离阀的使用要求,可减少暗渠作业次数。
关键词:海水蝶阀;密封圈;氢化丁腈橡胶;锦纶;骨架材料;粘合剂;抗撕裂性能中图分类号:TQ336.4+2 文章编号:2095-5448(2023)12-0597-04文献标志码:A DOI :10.12137/j.issn.2095-5448.2023.12.0597作者简介:吴雷(1984—),男,浙江嘉兴人,中核核电运行管理有限公司高级工程师,学士,主要从事机械设备研发和管理工作。
E -mail :wul@OSID 开放科学标识码(扫码与作者交流)随着我国核电产业的飞速发展,海水蝶阀的应用越来越广泛。
海水蝶阀在核电厂的海水冷却系统中应用广泛,主要用于运行和检修时连通或切断循环水系统,避免海水大量倒灌,影响核电机组安全。
目前,秦二厂1/2号机组使用的海水蝶阀多为英国伟尔阀门和控制有限公司产品,阀门采用D 形橡胶密封圈进行密封。
D 形密封圈具有结构简单、维修方便和性能可靠等优点,但由于长期受到海水的腐蚀、颗粒物的冲刷以及疲劳应力的作用,常会引起密封圈的撕裂和破损,严重影响阀门的密封性能,威胁核电机组安全[1]。
本工作通过研究现有D 形密封圈的失效形式,从结构设计与制造工艺上改善密封圈的性能,增强密封圈的抗撕裂和抗破损能力,提高秦二厂1/2号机组海水蝶阀的密封性能,从而满足暗渠隔离阀的使用要求,减少暗渠作业次数。
橡胶模具课程设计

橡胶模具课程设计一、教学目标本课程的教学目标是让学生掌握橡胶模具的基本概念、设计原理和制作工艺,培养学生运用理论知识解决实际问题的能力。
具体目标如下:1.知识目标:(1)了解橡胶模具的分类、特点和应用领域;(2)掌握橡胶模具的设计原则、结构要素和计算方法;(3)熟悉橡胶模具的制造工艺和流程。
2.技能目标:(1)能够运用CAD软件进行橡胶模具的设计;(2)具备分析橡胶模具问题和解决问题的能力;(3)能够独立完成橡胶模具的制作和调试。
3.情感态度价值观目标:(1)培养学生对橡胶模具行业的兴趣和热情;(2)培养学生团队协作、创新意识和持续学习的品质;(3)培养学生遵守职业道德,关爱环境,注重安全。
二、教学内容本课程的教学内容主要包括以下几个部分:1.橡胶模具的基本概念:橡胶模具的定义、分类、特点和应用领域;2.橡胶模具设计原理:设计原则、结构要素、计算方法;3.橡胶模具制造工艺:模具制造流程、常见问题及解决方法;4.橡胶模具CAD设计:CAD软件的使用方法、设计实例;5.橡胶模具的制作和调试:实践操作、技巧与注意事项。
三、教学方法为了提高教学效果,本课程将采用以下教学方法:1.讲授法:讲解基本概念、设计原理和制造工艺;2.案例分析法:分析实际案例,培养学生解决实际问题的能力;3.实验法:进行橡胶模具的制作和调试,提高学生的实践能力;4.讨论法:分组讨论,激发学生的思考和创造力。
四、教学资源为了支持教学内容和教学方法的实施,我们将准备以下教学资源:1.教材:选用权威、实用的教材,为学生提供系统的理论知识;2.参考书:提供相关领域的参考书籍,丰富学生的知识体系;3.多媒体资料:制作课件、视频等多媒体资料,提高学生的学习兴趣;4.实验设备:准备齐全的实验设备,确保学生能够顺利进行实践活动。
五、教学评估为了全面、客观地评估学生的学习成果,本课程将采用以下评估方式:1.平时表现:评估学生在课堂上的参与度、提问回答和小组讨论的表现,占总成绩的30%;2.作业:布置适量的作业,评估学生的理解能力和应用能力,占总成绩的20%;3.考试:进行期中和期末考试,评估学生的知识掌握程度,占总成绩的50%。
橡胶模具设计教程(PPT32页).pptx

(3)半封闭式填压模 从结构上看,兼有了开放式填压模和封闭式填压模的优点。 这种结构的排气性能较好,制品的致密度也较高,胶料流
失小,利用率高。这类模具亦适合于夹织物橡胶制品的模压生 产。
2.压注模的基本结构及特点
压注模的基本结构如图所示。压 注模的特点是模型闭合后再铸入胶料, 而且塑料在压力作用下经浇注系统铸 入,所以型腔内气体易于排除。
这种模具结构简单,易于制作设计,制造周期短,成本低, 操作方便;而且易于排除型腔内的气体,避免制品产生气泡。
(2)封闭式填压模 其结构特点是上、下模板在型腔的延长部位直接进行导向
和定位。上模有一凸起部分伸入型腔的延续部分,当上模凸起 部分与型腔延续部分的上端接触后,模具型腔就处于封闭状态。
这种模具的结构优点是胶料难以流出模具型腔之外,压力 较大,所得制品致密度高;对复杂制品可避免局部欠压引起的 缺胶现象。
3.橡胶的成形工艺特点
生胶性质极不稳定,弹性不高,不能直接用来制造橡胶制 品,使用价值低。
为改善这些性能,常以生胶为基础,配以碳黑、填料、硫 磺等混炼而成混炼胶。再经过加热加压处理后,便产生弹性, 并具有耐热、耐寒、耐油、耐溶剂、耐磨、减振、密封、电绝 缘等重要性能。
(1)橡胶制品 主要原料是生橡胶,同时要添
1)不得影响制品的外观质量和尺寸精度; 2)要有利于脱模取件; 3)位置设计,要有利于模具中的排气; 4)要有利于飞边的切除; 5)设计要力求简单。 4.进料口 避免设计在工作表面和外观显眼的位置,保证不因肥料的切除影响制品 的使用功能。
(三)橡胶模结构设计
1.浇注系统的设计
(1)主浇道的设计
主浇道可以直接设置在模板上,也可以设计成嵌套式的。 主浇道为圆锥孔,上小下大,锥度一般为1:12、1:10等;大头 出口处设计成圆角,圆角半径0.5~2.5mm左右;尽量短些,降 低胶料的消耗及压力和热能的损失。
模具毕业设计论文题目
模具毕业设计论文题目交流配电盒冲压模具设计矩形盒盖注塑模具冷水壶盖注塑模具摩托车后轮轮毂模具设计汽车前灯罩的冲压模具设计三星手机充电外壳模具设计手机下盖产品造型与模具设计鼠标上盖注塑模具设计托板冲压模具设计万能充电器后盖产品造型与模具设计压铸-电机外壳模具设计压铸-负压盖模具设计遥控器后盖注塑模具设计饮水机机嘴注塑模具设计圆规盒注塑模具设计落料拉深模具设计油杯复合模设计及典型工作零件工艺分析模具毕业设计:端盖复合模设计底座注塑模设计塑料外罩模具设计香皂盒盖注塑模具设计闹钟后盖塑料成型模具设计塑料线卡模具设计pp塑料碗注射模设计注射器盖塑料模具设计托板冲模毕业设计心型台灯塑料注塑模具设计盖冒垫片模具设计(560×450×279) 塑料水槽及其注模具设计DN150阀圈橡胶模具设计USB接口插件弯曲模具设计灯座注塑模具的设计电风扇旋扭的塑料模具设计电机炭刷架冷冲压模具设计电器支架注塑模具设计饭盒把手注射模具设计放大镜模具的设计与制造复读机后盖注射模具固定垫板冲裁模具设计机油盖注塑模具的设计加油口支座冲孔落料模具的设计铰链落料冲孔复合模具设计控制柜旋钮注射模具设计冷冲扬声器模具设计滤油器支架模具设计内螺纹管接头注塑模具设计内外缘翻边模具设计普通开关按钮模具设计软管接头模具设计手表托架注射模具设计水管三通管塑料模具塑料挂钩座注射模具设计五寸软盘盖注射模具设计香水盖子及模具设计小电机外壳造型和注射模具设计电机炭刷架冷冲压模具设计水泥瓦模具设计与制造工艺分析心型台灯塑料注塑模具毕业设计普通开关按钮模具设计水泥瓦模具设计与制造工艺分析冲大小垫圈复合模具设计盖冒垫片冲压模具设计杯形件拉深模具的设计汽车盖板冲裁模设计CD盒注塑模设计摩托车油箱注油口冲压工艺及模具设计鼠标上盖注射模具设计冲压模具毕业设计下载代做添加企鹅973578218,发送要求,第一时间回复模具毕业设计:止动杠杆冲压模具设计模具毕业设计:大功率三极管管脚冷冲模毕业设计把手封条模具设计冲压模具毕业设计下载卡板工艺研究及模具设计电风扇上盖注塑成型模具设计线圈骨架轴注塑模设计电器盒注射模具设计油泵壳体模具设计箱壳落料拉深模设计制动盒外壳冲压件设计密封垫罩冲压工艺与模具设计皂盒上盖注塑模具设计盖塑料注射模具设计电池后盖塑料模具设计模具设计:板金加强板冲压模具设计Z形件级进模设计塑料外壳注射模的设计酒瓶内盖塑料模具设计模具毕业设计:行星齿轮的注塑模具设计电子钟后盖注塑模具设计高档化妆品瓶盖注射模具设计管架注塑模设计旅行餐碗注塑模设计汽车输油管的模具设计旅行餐碗注塑模设计含三维pro/e图纸普通罩壳塑料模设计光驱Cover的模具设计滤油器支架模具设计帆布气眼的冲压模具设计管架注塑模设计电源插座注射模设计漫步者RTⅡ低音炮音响外形设计及其外壳塑料零件注射模设计(Pro/e)封闭板成形模及冲压工艺接触片冲模设计(Pro/E)水管联接压盖模具设计客车车门垫板冲裁模设计锥形油杯冲压模具设计彩色塑料盆景花盆注塑模设计箱体锁扣注射模具设计酒瓶内盖塑料模具设计滤油器支架模具设计笔盖的模具设计(电机炭刷架)冷冲压模具设计挡油盘拉伸及冲孔模具设计关注微信公众号:得力机械毕业设计论文,免费领取成品密封垫罩冲压工艺与模具设计摩托车塑料挡板注塑模具设计前铰扣零件冲压模具设计软管接头模具设计数码按钮注射模具设计椭圆盖注射模模具玩具的小零件塑料模具设计小电机外壳造型和注射模具设计及CAE分析凹迷宫片零件冲压成形工艺与模具设计百叶窗类零件成型工艺分析及模具设计保温水瓶成型及模具设计笔记电脑外壳模具设计表盖压铸模具毕业设计冰箱下底板模具设计与制造常用小五金零件手柄套的三维参数化建模及模具设计车消音器零件的冲压工艺及模具设计齿轮螺栓垫片冲压成形工艺与模具设计T型槽垫板冲压工艺与模具设计U型开槽托架冲压工艺与模具设计安装支架冲压工艺与模具设计长条形线卡冲压工艺与模具设计长腰形垫板冲压工艺与模具设计多孔条形垫片冲压工艺与模具设计酚醛层压布板垫片冲压工艺与模具设计隔板冲压工艺与模具设计钩形板冲压工艺与模具设计接线夹冲压工艺与模具设计矩形腰孔垫板冲压工艺与模具设计矩形圆孔垫板冲压工艺与模具设计开槽垫圈冲压工艺与模具设计三角垫板冲压工艺与模具设计四孔支板冲压工艺与模具设计梯形支架冲压工艺与模具设计通底园盘冲压工艺与模具设计突耳垫片冲压工艺与模具设计突缘圆筒冲压工艺与模具设计托架冲压工艺与模具设计小型托架冲压工艺与模具设计仪表指针冲压工艺与模具设计异形腰孔垫板冲压工艺与模具设计圆弧槽垫圈冲压工艺与模具设计钥匙冲压工艺与模具设计钥匙形垫板冲压工艺与模具设计直角托架冲压工艺与模具设计直角支架冲压工艺与模具设计指形垫板冲压工艺与模具设计CD盒注塑模具设计电话机机座底板的模具设计东风汽车发动机某通气叶片模具设计骨架模具的设计与制造壳体零件模具设计闹钟后盖注塑模具设计定张力卷布机构的设计小型多工步自动推料进给装置及温控、上位显示系统设计变频试验台直线运动机构及基于S-速度示教系统控制软件与上位监控系统设计双向刨削牛头刨床的机构改造设计平压印刷机设计电葫芦机械系统设计。
橡胶模具设计教程

对模具进行精细加工,完成模具 的最终尺寸和表面处理。
模具加工工艺选择
车削加工
用于加工模具的圆形和圆柱形部分,如模仁、 导柱等。
铣削加工
用于加工模具的平面、槽、孔等结构,如型腔 、浇口等。
磨削加工
用于提高模具的表面质量和精度,如研磨、抛 光等。
模具制造中的质量控制
尺寸精度控制
确保模具各部件的尺寸 精度符合要求,保证产
减震器模具设计案例
总结词
减震器模具设计需要考虑减震器的结构、材料和性能等因素,同时需满足生产效率和使 用寿命等要求。
详细描述
减震器模具设计需要考虑减震器的结构特点、材料特性和性能要求等因素。设计时需根 据减震器的具体要求,选择合适的材料和工艺,并确定模具的结构和尺寸。同时,还需 考虑模具的加工制造、使用和维护等方面的要求,以确保模具能够生产出符合要求的减
采用标准化的模具零件和标准件,提 高模具的互换性和可维修性。
03
橡胶模具制造工艺
模具制造流程
模具设计
根据产品需求和工艺要求,进行 模具的结构设计,确定模具的型 腔、浇口、排气槽等结构。
粗加工
对模具进行粗加工,初步形成模 具的外形和内部结构。
材料选择
根据模具的使用要求和加工工艺, 选择合适的模具材料,如钢材、 铝合金等。
品的尺寸稳定性。
表面质量控制
提高模具的表面质量, 减少表面粗糙度,降低
产品的不良率。
材料质量控制
确保所采购的模具材料 质量合格,符合工艺要
求。
04
橡胶模具应用案例分析
汽车轮胎模具设计案例
总结词
汽车轮胎模具是橡胶模具中应用最广泛 的类型之一,其设计要求高,涉及多个 因素。
蝶阀胶圈模具[实用新型专利]
![蝶阀胶圈模具[实用新型专利]](https://img.taocdn.com/s3/m/d5ac5810aef8941ea66e0596.png)
专利名称:蝶阀胶圈模具
专利类型:实用新型专利
发明人:马忠
申请号:CN201220180612.X 申请日:20120425
公开号:CN202607884U
公开日:
20121219
专利内容由知识产权出版社提供
摘要:本实用新型涉及一种蝶阀胶圈模具,包括上模具和下模具;上模具四个顶角处均设置一个上模具定位销孔,上模具对应的两个边缘对称分布两个矩形槽,上模具设置两个圆形凹台,分别是第一凹台与第二凹台,第一凹台内设置两个对称分布的第一扇形凹面,第二凹台内设置两个对称分布的第二扇形凹面;下模具设置与上模具定位销孔相对应的下模具定位销孔,下模具设置两个对称分布的第一扇形凸台,第一扇形凸台与第一扇形凹面相对应,下模具设置两个对称分布的第二扇形凸台,第二扇形凸台与第二扇形凹面相对应。
本实用新型解决了生产不同型号的蝶阀胶圈的问题,同时在同一个模具上设计了2个蝶阀胶圈的模具,即节约了成本,又提高了生产效率。
申请人:芜湖市金诚管件有限责任公司
地址:241206 安徽省芜湖市孙村经济开发区
国籍:CN
代理机构:南京纵横知识产权代理有限公司
代理人:董建林
更多信息请下载全文后查看。
25885087_一种发动机进气歧管的橡胶尼龙阀片的尺寸检测辅助装置及检测方法
2022年 第48卷·41·作者简介:魏二楼(1984-),男,主要从事汽车行业橡胶密封圈的技术及新产品开发工作。
收稿日期:2021-10-18近年来,随着国家对汽车尾气排放标准的提高及人们的节能理念的提升,一种新型且具有双进气通道的进气歧管技术应运而生。
其技术原理为:当发动机低速运转时,发动机通过转换尼龙阀片,使空气沿着弯曲而又细长的进气歧管进入气缸,细长的进气歧管提高了进气速度,增大了气缸内的气流强度,使进气量增多,从而改善了燃烧过程,降低了燃油消耗,提高了发动机的动力性,增大了有效输出扭矩。
此外,可变长度进气歧管还有减少汽油机废气排放量的作用;当发动机高速运转时,通过转换尼龙阀片,使空气直接进入粗短的进气歧管,因进气歧管粗而短,导致进气阻力减小,进而也使进气量增多。
以上效果的实现,主要是依赖于尼龙阀片对长、短进气道进行切换。
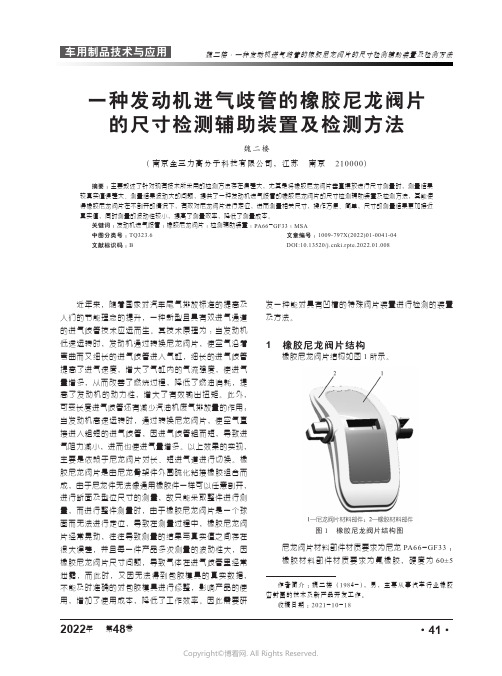
橡胶尼龙阀片是由尼龙骨架件外围硫化粘接橡胶组合而成,由于尼龙件无法像通用橡胶件一样可以任意剖开,进行断面及型位尺寸的测量,故只能采取整件进行测量,而进行整件测量时,由于橡胶尼龙阀片是一个球面而无法进行定位,导致在测量过程中,橡胶尼龙阀片经常晃动,往往导致测量的结果与真实值之间存在很大误差,并且每一件产品多次测量的波动性大,因橡胶尼龙阀片尺寸问题,导致气体在进气歧管里经常泄露,而此时,又因无法得到包胶模具的真实数据,不能及时准确的对包胶模具进行修整,影响产品的使用,增加了使用成本,降低了工作效率。
因此需要研一种发动机进气歧管的橡胶尼龙阀片的尺寸检测辅助装置及检测方法魏二楼(南京金三力高分子科技有限公司,江苏 南京 210000)摘要:主要叙述了针对现有技术所采用的检测方法存在偏差大,尤其是将橡胶尼龙阀片垂直摆放进行尺寸测量时,测量结果较真实值误差大、测量结果波动大的问题,提供了一种发动机进气歧管的橡胶尼龙阀片的尺寸检测辅助装置及检测方法,其能使得橡胶尼龙阀片在不剖开的情况下,有效对尼龙阀片进行定位,进而测量相关尺寸,操作方便、简单,尺寸的测量结果更加接近真实值,同时测量的波动性较小,提高了测量效率,降低了测量成本。
阀门模具制作流程
阀门模具制作流程朋友们!今天咱们来好好说一说阀门模具的制作流程。
制作阀门模具的第一步,那就是得先有个详细的设计方案。
这就好比盖房子得先有图纸一样,要根据阀门的形状、尺寸、使用要求等等,把模具的样子在脑子里先构想好,然后画出来。
这个设计方案可重要啦,要是一开始就设计得不好,后面做出来的模具可能就没法用。
方案有了,接下来就得准备材料啦。
一般会用到钢材,像什么工具钢、模具钢之类的。
选材料的时候得注意材料的质量和性能,得能经得起反复使用,还不容易变形。
材料准备好,就可以开始加工啦。
先把钢材按照设计的尺寸切割成合适的大小和形状,这一步通常会用到切割机。
切好之后,就得上机床进行粗加工,比如车削、铣削,把大致的形状给做出来。
粗加工完了,就得进行精加工啦。
这时候要用更精密的机床,把模具的表面打磨得光滑平整,尺寸精度也得控制得非常准确,一丝一毫都不能差。
然后呢,就是模具的热处理环节。
通过加热和冷却的方式,改变钢材的内部结构,让模具变得更硬、更耐磨,使用寿命更长。
热处理完,还得给模具做一些表面处理,比如镀铬、氮化,这样可以进一步提高模具的表面质量和耐腐蚀性。
接下来就是装配环节啦。
把做好的各个部件组装在一起,安装上螺丝、销子这些连接件,确保模具能够正常开合,动作灵活。
装配好之后,可不能马上就用,还得进行调试和试模。
把模具安装到注塑机或者压铸机上,试生产几个阀门,看看生产出来的阀门尺寸对不对,表面质量好不好。
如果有问题,就得对模具进行调整和修改。
给您举个例子哈。
有一次做阀门模具,在精加工的时候尺寸没控制好,偏差了一点点,结果试模的时候生产出来的阀门就有瑕疵,只能重新加工,浪费了不少时间和材料。
还有一次,热处理的温度没控制好,模具的硬度不够,用了没多久就磨损了,又得重新做。
所以说啊,制作阀门模具的每一个步骤都得特别小心,严格按照要求来做,这样才能做出高质量的模具。
球阀注塑模具设计
球阀注塑模具设计球阀注塑模具是一种比较常见的模具类型,由于球阀广泛应用于工业领域,因此球阀注塑模具具有非常重要的应用价值。
在设计球阀注塑模具之前,需要根据实际要求和具体情况进行充分的分析,以达到高质量的设计目标。
一、球阀注塑模具的基本结构球阀注塑模具主要由外模和内模两部分组成,其中外模包裹着内模,通过确保模具中的每个细节和部分按照正确的形式、尺寸和位置生产出正确的零件和产品。
通常,内模部分是实心的,它的轮廓形状与最终产品的形状非常相似。
外模部分则通常为标准模板,并且其内部和外部的轮廓形状与最终产品的形状不同。
二、球阀注塑模具设计的重点1.模具整体设计与结构球阀注塑模具整体结构设计非常重要,因为它会影响到模具的使用寿命和操作效率。
在设计中需要注意选择适当的材料和处理方法,以确保模具结构的强度和刚度,提高产品加工的质量和效率。
2.设计针阀和喷嘴的结构针阀和喷嘴是模具中非常重要的零组件,它们直接影响到球阀注塑模具的操作性能和产品质量。
因此,在设计针阀和喷嘴时需要注重一些细节问题,如合理安排空间,设置正确的尺寸和形状等等。
3.塑料流体模拟技术塑料流体模拟技术是现代注塑工艺中非常重要的一项技术,它可以模拟塑料在模具中的流动以及产生的各种现象。
通过对模拟结果的分析和评估,可以优化模具设计,改进生产效率。
4.制造工艺在设计球阀注塑模具时,需要考虑到制造工艺,包括模具的加工和组装流程。
因为球阀注塑模具通常具有复杂的结构和精确的尺寸要求,所以需要选择合适的加工工艺和工艺设备,以保证高质量的模具制造。
5.模具维修和保养球阀注塑模具的维修和保养非常重要,因为任何模具在长时间使用之后都会出现一些故障和损坏。
因此,在设计模具时需要考虑到模具的维护和保养问题,包括维修和更换零部件,清洁和润滑等。
三、球阀注塑模具的制造流程球阀注塑模具制造的流程主要包括:1.设计并制作模具图纸在设计球阀注塑模具之前,需要根据实际情况进行充分的分析,并制定详细的模具设计方案和模具图纸。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具,简称橡胶注压模。此种成形工艺,是利用注压 机的压力,将已塑化好的胶料由螺杆或柱塞经喷嘴直 接注入模腔,完成成形并进行硫化的一种生产方法。 注压成形的特点,是把成形和硫化过程合为一体,成 形周期短,废边料少,劳动强度低,生产效率高,产 品质量好。目前,广泛用于橡胶密封圈、橡胶复合制 品、减振制品及胶鞋等橡胶制品生产。
计算应力状态
➢ 设计任务 设计参数:
设计要求
橡胶件的成型工艺性能分析
• 产品名称:船用中心型船用蝶阀阀圈(150
型)
• 产品材料: 丁腈橡胶 • 产品数量:中批量(<10万模) • 胶件尺寸:图中所示 塑件质量:160g • 胶件颜色:黑色 • 胶件要求:胶件外侧表面较光滑,产品的主
要工作面为内径部分圆弧面因此该处不能出 现流痕、气泡,塑件收缩率为1.4%,零件表 面按HG6-409-79三条(3)项要求,一般尺 寸公差按HB5522-80三级精度。
橡胶传递模:用于橡胶制品传递成形工艺方法的一类
模具,简称橡胶传递模。传递成形就是将混炼过的、 限量的胶条对压料柱塞施压,迫使胶料流经模具的浇 注系统注满模腔,经硫化定型后便可获得外观质量较 好和尺寸精度较高的橡胶制品。
橡胶传递模结构,虽然较压模复杂,但特适于薄壁、 细长、易弯曲以及形状较复杂的橡胶制品成形。采用 此类模具生产的橡胶制品,致密性好,质量也较高。
橡胶挤出模:用于挤出成形各种橡胶型材的一 类模具,简称橡胶挤出模。挤出成形工艺是生 产橡胶产品的主要方法之一。它是利用挤出机 使胶料在螺杆推动下,连续不断地向前运动, 然后借助于挤出口模,挤压出各种所需截面形 状的半成品,以完成不用造型或其他作业过程。 它具有连续、高效、甚至不用金属模具,就能 成形与制造多种不同截面形状的空心或实心半 成品,以达到初步造型的目的。而后进过冷却 定型,输入到硫化罐内进行硫化或作为压制法 所需的预成形半成品胶料。该模具在橡胶工业 中,亦占有及其重要的位置。
感谢各位老师参加我的毕 业答辩!
——胡红标
学号:20050404
毕业设计
课 题 名 称:阀圈橡胶模具设计
班
级: 2005级机制1班
姓
名: 胡红标
指 导 老 师: 文建萍
2009年04月11日
序言
• 橡胶是具有高弹性的高分子化合物 .具有优越的弹性、很
好的柔软性优异的疲劳强度,很高的耐磨性,电绝缘性、 致密性以及耐腐蚀、耐溶剂、耐高温、耐低温等特殊性能 成为重要的工业材料 • 用于橡胶制品成型的模具,通称为橡胶模 • 橡胶模具的设计影响着产品的质量,好的模具设计能实现生产的高效
余料槽尺寸
余料槽形状,无严格要求,以加工方便,制品和余料易 于从模具中取出为原则。通常采用如下图所示的结构形式
允许采用倒角45°~60°V形余料槽或R形的半圆形余料槽,表面 粗糙度一般为Ra12.5~25μm。大小应适度,V形余料槽深度为 0.5~1.5mm;R形深度或半径为0.5~1.5mm;矩形槽深度为 0.5~1.0mm,宽度为2~5mm,侧面倒角15°~30°,矩形余料槽 适用于胶料硬度较高或制品断面形状较大的型腔使用。
的热情帮助和大力支持,在此,谨向他们致以衷心的感谢。由于本人 专业水平有限,所设计的模具一定存在不少缺点和不妥之处,敬请老师 们批评指正。
方案分析选择
橡胶压模
总
模腔数的确定
一腔一模
体
整体结构确定
分型面的选择
设
其他结构确定
余料槽启模槽
计
尺寸结构计算
考虑收缩率
模具材料选择
45 GB/T 699
强度校核
各分型面上开设有多个型腔的多层压模 ,一般来说考虑到设备的硫
化效率和产品的充分硫化,对于尺寸结构较大的产品采用一腔一模的 模具结构形式,参照该阀圈产品尺寸分析得知该产品模具适合设计成 一腔一模结构。
下面给出该产品的模具整体结构如下:
确保制品易于脱模
分
确保制品工作面质量
型
应避免模具产生锐角
面
的
应利于简化模具结构
尺寸结构如下图:
11.5 6.5 R4
1.5×45°
R3
20 φ45
φ35
φ197 φ170 φ165 φ155 φ150 R30 φ170
R100
30
135
30°
45°
φ24 φ20 φ22
3
4
R15
根据该产品的结构形状考虑该产品的模具适合采用橡胶压模结构
模腔数的确定
为了提高生产效率,在一副橡胶压模中可开设多个型腔。最常见的结 构形式 时在同一分型面上开设有数个或数个型腔的多腔压模,或在多
率、低生产成本及减轻工人繁琐的操作等诸方面起着巨大的作用。
• 橡胶模具的分类:橡胶压模,橡胶传递模,橡胶注压模和橡胶挤出模。 • 模具结构的设计包括模腔数的确定、分型面的选择、余料槽和启模口
的设计。
• 此次设计专门是为一个给出的产品样品进行测绘后设计出该样品的模
具。
• 得到了文建萍老师以及有利于排气
择
原
有利于制品精度
则
便于生产操作
应尽量选用封闭结构
由此分析可确定模具的分型面,结构大致如下:
由上图结构将模具分为上模、中模、下模、模芯四大部分 另外考虑到产品两侧还有阶梯孔,因此设计相应的部件构造
出两侧的阶梯孔结构,因此得出下图所示结构:
余料槽设计
填入模腔的加料,要求稍有过量,以保证制品压实不 缺料。这些过量的胶料,在模压过程中必须排除,以保证 制品尺寸和使用性能。为此,需在型腔周围开设沟槽,以 储存排除的余料。这种用于储存余胶的沟槽称之为余料槽 或溢胶槽。
平板式硫化机
第一部分 橡胶模具的设计特点及最优方案分析
根据产品的结构分析该模具结构宜选用橡胶压模结构,而橡胶压模结构的产品硫 化设备即为平板式硫化机,如上图所示。
1.4模具设计的最优方案分析
橡
橡胶压模
胶
模
橡胶传递模
的
分
橡胶注压模
类
橡胶挤出模
橡胶压模: 用于橡胶制品压制成形的工艺方法的一 类模具,
简称为橡胶压模。此种成形方法,就是将混炼过的、已 成一定形状并经称量过的半成品胶料,直接放入秤埃的 压模型腔中,而后将模具闭合,送入平板式硫化机中进 行加压、加热,胶料在热和压力作用下硫化成形。开模 后便获得具有一定形状和尺寸精度的橡胶制品。 由于橡胶压模结构简单,操作方便,通用性强,适用面 广,因而橡胶压模在橡胶制品的生产中占由很大的比重。