焊缝检测记录表
钢筋焊接质量检测记录表

钢筋焊接质量检测记录表项目信息
项目名称: [请填写项目名称]
项目地点: [请填写项目地点]
日期: [请填写日期]
检测人员信息
检测人员: [请填写检测人员姓名]
资质: [请填写检测人员资质]
检测要求
根据相关标准和要求,对钢筋焊接质量进行检测,包括以下项目:
1. 焊接材料检查
2. 焊缝外观检查
3. 扩展性能检查
4. 抗冲击性能检查
检测结果
1. 焊接材料检查
- 焊条牌号: [请填写焊条牌号]
- 焊接工艺: [请填写焊接工艺]
- 焊缝检测结果: [请填写焊缝检测结果,例如合格、不合格]
2. 焊缝外观检查
- 焊缝外观检查结果: [请填写焊缝外观检查结果,例如合格、不合格]
- 外观缺陷描述: [请填写外观缺陷描述,如果有]
3. 扩展性能检查
- 扩展性能检查结果: [请填写扩展性能检查结果,例如合格、不合格]
- 检测数值: [请填写检测数值,如果有]
4. 抗冲击性能检查
- 抗冲击性能检查结果: [请填写抗冲击性能检查结果,例如合格、不合格]
- 检测数值: [请填写检测数值,如果有]
备注
[请填写其他需要记录的信息以及备注]
签名
检测人员: [请填写检测人员姓名]
日期: [请填写日期]
以上为钢筋焊接质量检测记录表,供参考使用。
根据实际情况填写相关信息,并确保记录准确可靠。
SG-T059钢结构工程焊缝外观质量检查记录

SG—T059
钢结构工程焊缝外观质量检查记录
注:本表也适用于幕墙钢结构框架的焊缝外观质量检查记录.
四川省建设厅制
SG—T059填写说明
一、本表是用于钢结构工程焊缝质量检查记录,同时也适用于建筑幕墙工程的焊缝质量检查
记录。
幕墙钢框架可根据工程中出现的焊缝类型立项检查并记录。
二、本记录为钢结构焊接和建筑幕墙工程检验批质量验收记录的支撑表.
三、填写示范以钢柱为例,实际当中,工程由哪种构件,就按哪种构件出现的焊缝检查记录。
四、焊缝的外形尺寸和表面质量应按规范第5。
2.6条和附表A表A。
0.1、表A。
0。
2、表A。
0.3等规定进行控制.
五、一、二级焊缝的内部质量检测,应在焊缝尺寸和外观质量检查合格后进行。
六、碳素钢应在焊缝冷却到环境温度,低合金结构应在完成焊接24h后进行探伤检验。
七、焊工姓名或证号,可填姓名,也可只填焊工合格证书的编号。
八、焊缝尺寸检查用焊缝量规。
九、一般项目其检查结果应有80%及以上的检查(值)符合规范要求,且最大值不应超过其允
许差值的1.2倍,方可判定合格。
十、本表一式两份,施工单位、建设单位各存一份。
焊接质量检查验收表(范本)

焊缝表面质量(观感)检查记录表
编号:0203—TFEN—HJ—01—02-02-001
焊接工程外观质量测量检查记录表
编号:0203-TFEN—HJ—01-02—02—002
焊接工程质量分批验收记录表
焊接分项工程综合质量验收评定表
编号:0203—HJ—01—02—02-001
表B.7 焊工自检记录表
注:“接头已清理”和“焊缝尺寸符合要求”时,以“√”表示,“未清理”和“焊缝尺寸不符合要求”以“×”表示。
班组长:焊工:
表B.8 分项工程焊接接头表面质量检验评定表mm
注:验评结果符合合格级标准,在相应检验指标下记“√”;优良者记“Δ"。
合格级与优良级标准相同亦记“Δ”.
公司(处)质检代表:
工地(处)技术负责人:
工地(队)质检员:
班(组)长:
验评日期:
表B.9 分项工程焊接综合质量等级评定表
建设单位代表:工地(队)技术负责人:
公司(处)之间代表:验评日期:
工地(队)质检员:
表6.3。
8—1 焊接工程分类和质量检查、检验项目及数量
表6.3.8—3 B类工程焊接质量检验评定标准mm
表6。
3.8—3(续)
C类工程焊接质量检验评定标准见表6。
3.8—4。
表6.3.8-4 C类工程焊接质量检验评定标准mm。
焊缝外观质量检查原始记录本
表号:GQL-ES20焊缝外观质量检查原始记录本第册共册项目名称:标段:开始时间:年月日结束时间:年月日施工单位:(盖章)监理单位:(盖章)说明1、本记录本共100页,不得撕毁、缺页,严禁不合规定的涂改。
按照施工的时间顺序填写,不得补记。
2、本表分别对应系统表格ES20《焊缝外观质量检查记录表》。
3、有监理旁站时,检查完后监理当场签名,没有监理旁站时,在监理栏划上“/”。
4、施工原始数据实时填写在记录本上,严禁在草稿纸上先记录再转抄记录本上。
5、根据本记录本的数据可以直接出具电脑打印的检测报告,检测报告上要注明数据在记录本的位置。
6、将数据录入系统计算后,如发现现场检测结果不合格时,应在原始记录的下一行注明“作废”、“重做”、“追加”、“返工处理”等处理情况,并说明整改、重做的序号。
7、本记录本作为竣工资料移交归档,永久保存。
焊缝外观质量检查记录表表号:GQL-ES20工程名称港珠澳大桥主体工程桥梁工程CB05-G1 标钢主梁及索塔钢结构制作工程部件编号报验日期序号项目简图质量要求(mm)实测结果1 咬边△△横、纵向受拉对接焊缝不允许横向受压对接焊缝Δ≤0.3主要角焊缝Δ≤0.5其它焊缝Δ≤1.02 气孔对接焊缝不允许主要角焊缝直径小于1.0 每m不多于3个,其间距不小于20㎜其它焊缝直径小于1.53 焊脚尺寸主要角焊缝K+20;其他角焊缝K+2-1,手弧焊全长10%范围内允许K+3-14 焊波h≤2(任意25mm范围内)5余高(对接)b≤15时,h≤3;15<b≤25时,h≤4;b>25时,h≤4b/25单面焊接的横向对接焊缝背面余高h≤26余高铲磨(对接)△△Δ1≤ 0.5Δ2≤ 0.3表面粗糙度Ra50μm7 裂纹、未熔合、未填满、焊瘤结论备注检查人员日期监理工程师日期。
焊缝外观质量检查记录表[1]
![焊缝外观质量检查记录表[1]](https://img.taocdn.com/s3/m/91a48b93767f5acfa0c7cd95.png)
GB50205-2001
GD2301057
单位(子单位)工程名称
广州国际玩具礼品城(第一期)工程(第一区)
分部(子分部)工程名称
钢结构
验收部位
32~42×J1×H1轴屋顶
施工单位
汕头市建筑工程总公司
项目经理
蓝国炘
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
咬边
≤,且≤;连续长度≤,且焊缝两侧咬边总长度≤10%焊缝总长
≤,且≤,长度不限
合格
弧坑裂纹
—
允许存在个别长度≤的弧坑裂纹
电弧檫伤
—
允许存在个别电弧檫伤
接头不良
缺口深度,且≤
缺口深度,且≤
合格
每焊缝不应超过1处
1
0
0
0
1
0
0
0
1
0
合格
表面夹杂
—
深≤,长≤且≤
表面气孔
—
每焊缝长度内允许直径≤,且≤的气孔两个,孔距≥6倍孔径
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
验收
记录
项目
允许偏差(注:t为连续处较薄的板厚)mm
缺陷类型
二级
三级
未焊满(指不足设计要求
≤+,且≤
≤+,且≤
0
0
0
0
0
0
合格
每焊缝内缺陷总长≤
0
0
0
3
0
0
1
0
0
0
根部收缩
≤+,且≤
≤+,且≤
焊接过程与检验记录表
接管法兰焊接
焊接方式:
焊缝外观质量:OK/NO
垂直度:OK/NO
高度:OK/NO
法兰对正:OK/NO
焊缝返修次数:返修质量:OK/NO
4
地脚、堵块、滚轮支架等其他焊接
焊接方式:
焊缝质量:OK/NO
焊接尺寸符合图纸要求:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接过程与检验记录表
板式换热器焊接过程与检验记录表
产品名称:
规格型号:
产品编号:
序号
流程
检验项目和记录
作业者
检查者
日期
备注
签字
结果
签字
结果
1
焊前确认
焊丝焊条确认:OK/NO
焊接材质确认:OK/NO
焊接部位表面质量:OK/NO
焊接无损检测:OK/NO
焊缝返修次数:返修质量:OK/NO
焊缝质量检查记录表
≤1.0
2.0
0.5 0.2 0.4 0.6 0.2 0.7 0.2 0.3 0.5 0.8
根部收缩
长度不限
咬边
≤0.05t,且≤0.5;连续长 ≤0.1t,且≤
度≤100.0,且焊缝两侧咬 1.0,长度不限
边总长度≤10%焊缝总长
0.2 0.3 0.5 0.6 0.4 0.2 0.1 0.5 0.3 0.1
≤0.2+0.02t,且≤ 1.0
≤0.2+0.04t,且 ≤2.0
0.5 0.3 0.5 0.7 0.8 0.2 0.6 0.4 0.2 0.6
未焊满 (指不足 设计要求
每 100.0 焊缝内缺陷总长≤25.0
21 20 15 14 13 14 18 20 14 13
≤0.2+0.02t,且 ≤0.2+0.04t,且≤
0.5t 且≤20.0
表面夹杂
—
每 50.0 焊缝长度内允许
直径≤0.4t,且≤3.0 的
表面气孔
—
气孔两个,孔距≥6 倍
孔径
施工单位检查评 定结果
项目专业质量检查员:
监理(建设)单 位验收结论
专业监理工程师(建设单位项目专业技术负责人):
年月 日 年月日
页脚内容
允许存在个别
长度≤5.0 的弧
弧坑裂纹
—
坑裂纹
允许存在个别
电弧檫伤
电弧檫伤
—
缺口深度 0.05t,且 缺口深度 0.1t,
≤0.5
且≤1.0
0.2 0.3 0.5 0.4 0.2 0.4 0.7 0.2 0.4 0.1
接头不良
每 1000.0 焊缝不应超过 1 处
焊接检验质量验收记录表
焊缝尺寸偏差
良好
5
气孔
无
6
夹渣
无
操作人:刘福凯
检验人:颜长有
日期; 2011.11.10
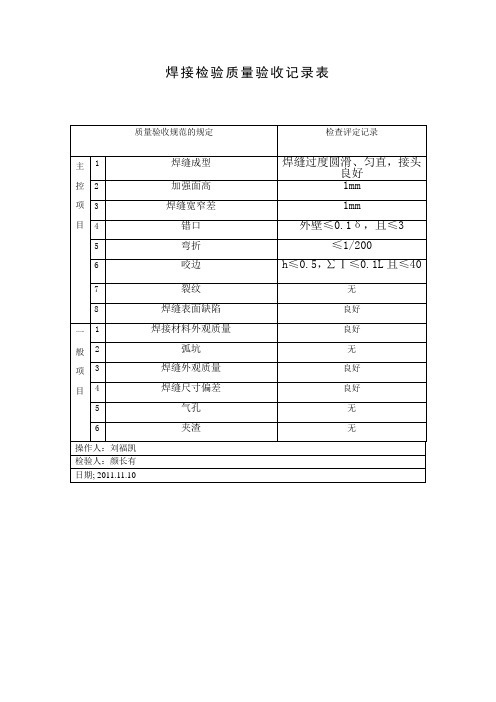
焊接检验质量验收记录表
质量验收规范的规定
检查评定记录
主控项目
1
焊缝成型
焊缝过度圆滑、匀直,接头良好
2
加强面高
2mm
3
焊缝宽窄差
2mm
4
错口
外壁≤0.1δ,且≤4
5
弯折
≤1/200
6
咬边
h≤0.5,∑Ⅰ≤0.1L且≤40
4
错口
外壁≤0.1δ,且≤4
5
弯折
≤1/200
6
咬边
h≤0.5,∑Ⅰ≤0.1L且≤40
7
裂纹
无
8
焊缝表面缺陷
良好
一
般项目
1
焊接材料外观质量
良好
2
弧坑
无
3
焊缝外观质量
良好
4
焊缝尺寸偏差
良好
5
气孔
无
6
夹渣
无
操作人:刘福凯
检验人:颜长有
日期; 2012.1.26
焊接检验质量验收记录表
质量验收规范的规定
检查评定记录
主控项目
1
焊缝成型
焊缝过度圆滑、匀直,接头良好
2
加强面高
1mm
3
焊缝宽窄差
1mm
4
错口
外壁≤0.1δ,且≤3
5
弯折
≤1/200
6
咬边
h≤0.5,∑Ⅰ≤0.1L且≤40
7
裂纹
无
8
074焊缝外观质量检查记录表GD2301074

施工执行的技术标准(含企业 的工艺规定工法等)名称及编 《现场设备、工业管道焊接工程施工及验收规范》 号 施工质量验收规范的规定 项目 缺陷类型 未焊满(指不 足设计要求) 0 二级 三级
施工单位检查评定记录
每100.0焊缝内缺陷总长≤25.0
22 21 14 9 14 11 14 18 16 13
表面气孔
—————
0 0 0 0 0 0 0 0 0 0
专业工长(施工员)签名 施工班组长签名
专业承包施工单位 检查评定结果
主控项目合格,一般项目符合要求。 项目专业质量检查员(签名): 年 月 日
监理(建设) 单位验收结论
专业监理工程师(签名): (建设单位项目专业技术负责人签名):
年
月
日
焊缝外观质量检查记录表
GB 50205-2001
GD2301074 单位(子单位)工程名称 分部(子分部)工程名称 相关验收部位 (层、区、段、房、屋) 总承包施工单位 专业承包施工单位 广州万达文化旅游城商业楼(自编万达茂) 空调(冷、热)水系统/管道系统及部件安装 桁架层风机房 中国建筑第八工程局有限公司 大连冰山集团工程有限公司 项目负责人 刘海球 项目负责人 邱志鹏 GB50683-2011 监理(建 设) 单位验收
根部收缩 长度不限
咬边
弧坑裂纹 电弧擦伤 接头不良
————— —————
允许存在个别长度 ≤5.0的弧坑裂纹
0 0 0 1 0 0 1 0 0 0 1 0 0 0 1 0 0 0 0
允许存在个别电弧擦伤 0
每1000.0焊缝不应超过1处 表面夹渣 —————
ห้องสมุดไป่ตู้
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
焊缝焊接质量检查记录表

符合设计及规范要求
焊缝外形尺寸
焊缝余高h
B<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25
焊缝宽度c
底板对接缝:g+4 ~ g+14,g:坡口外口尺寸
面板对接缝:g+4 ~ g+14,g:坡口外口尺寸
4
7
9
5
横隔板对接等其它:g+4~g+8g:坡口外口尺寸g=16
符合设计及规范要求
咬边
面底板对接缝、锚箱U肋不允许
符合设计及规范要求
其它≤0.3
符合设计及规范要求
裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤
不允许
符合设计及规范要求
飞溅
消除干净
符合设计及规范要求
表面Байду номын сангаас孔
对接焊缝不允许
符合设计及规范要求
U肋等主要角焊缝直径<1每米气孔不多余二个,孔间距≥20
符合设计及规范要求
D45
焊缝焊接质量检查记录表
工程名称
工程编号
部位
焊接材料
型
号
Q235-B
规格
δ=20
炉批号
20
φ57×3.5
焊接位置
平焊
焊接方法
焊条电弧焊
项次
20
规定值或允许偏差
mm
检查结果
验收记录
是否符合设计规定验收要求
焊缝外观质量
未焊满
等强对接焊缝不允许,其他≤0.2+0.02t,且<1
符合设计及规范要求
咬边
面底板对接缝、锚箱U肋不允许
监理(建设)
焊缝探伤检查记录表

自检
检测次序
首检测
工程名称
构件名称
梁、柱
主体材料
Q235B
焊接方法
手工焊
检测灵敏度
Ф3-16dB
扫查方式
W
扫描调节
水平1:1
对比试快
CSK-IA RB-I
仪器型号
PXUT-350
探头规格
5P 6×6 K2
焊缝类型
对接、T形焊缝
表面补偿
4dB
检测面状态
平整
检测日期
年月日
检查比例
100%
耦合剂
-
Ⅰ
-
15
GL3-1
A3
8
-
-
-
-
-
Ⅰ
-
16
GL3-1
A4
8
-
-
-
-
-
Ⅰ
-
17
GL3-1
A5
6
-
-
-
-
-
Ⅰ
-
18
GL3-1
A6
6
-
-
-
-
-
Ⅰ
-
19
GL4-1
A1
8
-
-
-
-
-
Ⅰ
-
20
GL4-1
A2
8
-
-
-
-
-
Ⅰ
-
焊缝探伤查记录表
序号
钢构编号
检测部位
板厚(mm)
当量尺寸
指示长度
(mm)
缺陷位置(mm)
评级
备注
X
Y
H
579
GZ4-7
(焊缝)无损探伤检测原始记录
受控编号:
钢结构无损检测原始记录NO.(检测记录编号)第1 页共页
工程名称:
委托单位(需要时):
施工单位(需要时):
委托编号:
报告编号(需要时):
单位名称
钢结构超声波检测原始记录表(一)
注(根据需要自行增加或删除):
校核:检测:检测时间:
钢结构超声波检测原始记录表(二)
注(根据需要自行增加或删除):
校核:检测:检测时间:
注:缺陷性质是指纵向裂纹、横向裂纹或弧坑裂纹。
校核:检测:检测时间:
注:缺陷性质是指纵向裂纹、横向裂纹或弧坑裂纹。
校核:检测:检测时间:
检测构件(节点/焊缝)编号示意草图。
焊缝检查记录表

注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
焊缝外观质量检查记录表
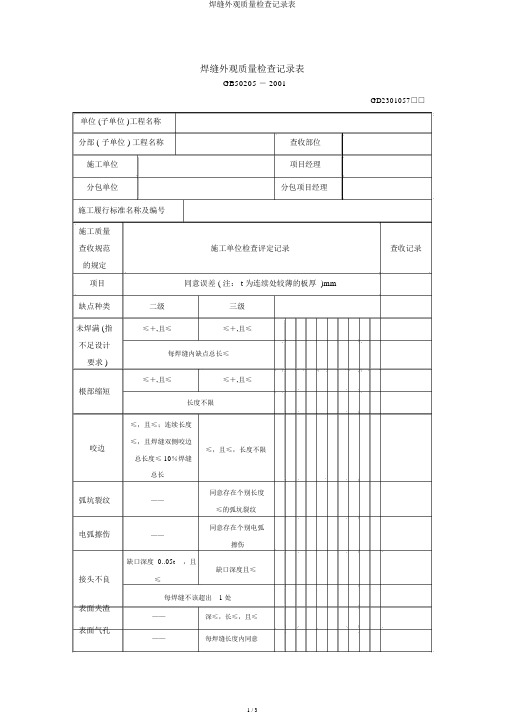
焊缝外观质量检查记录表GB50205 - 2001GD2301057□□单位 (子单位 )工程名称分部 ( 子单位 ) 工程名称查收部位施工单位项目经理分包单位分包项目经理施工履行标准名称及编号施工质量查收规范施工单位检查评定记录查收记录的规定项目同意误差 ( 注: t 为连续处较薄的板厚 )mm缺点种类二级三级未焊满 (指≤+,且≤≤+,且≤不足设计每焊缝内缺点总长≤要求 )≤+,且≤≤+,且≤根部缩短长度不限≤,且≤;连续长度咬边≤,且焊缝双侧咬边≤,且≤,长度不限总长度≤ 10%焊缝总长弧坑裂纹同意存在个别长度——≤的弧坑裂纹电弧擦伤——同意存在个别电弧擦伤缺口深度 0..05t,且缺口深度且≤接头不良≤每焊缝不该超出 1 处表面夹渣——深≤,长≤,且≤表面气孔——每焊缝长度内同意直径≤,且≤的气孔2 个,孔距≥ 6 倍孔径专业工长 ( 施工员 )施工班组长施工单位检查结论项目专业质量检查员:年月日监理( 建设 )单位复查专业监理工程师 ( 建设单位项目技术负责人) :年月日结论说明本表合用于二、三焊缝外观质量检查。
1.T 型接头、十字构造、角接接优等要求熔透的对接和角对接组合焊缝,其焊脚尺寸不该小于 t/4 ;设计有疲惫验算要求的吊车梁和近似构件的腹板与上翼缘连结焊缝的焊脚尺寸为 t/2 ,且不该大于 10mm。
焊脚尺寸的同意误差为 0~4mm。
检查数目:资料全数检查;同类焊缝抽查10%,且不该少于 3 条。
查验方法:察看检查,用焊缝量规抽查丈量。
2.焊缝表面不得有裂纹、焊瘤等缺点。
一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺点。
且一级焊缝不得有咬边、未焊满、根部缩短等缺点。
查验方法:每批同类构件抽查10%,且不该少于 3 件;被抽查构件终,每一种类焊缝按条数抽查5%,且不该少于 1 条;每条检查 1 处,总抽查数不该少于10 处。
查验方法:察看检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采纳浸透或磁粉探伤检查。
压力管道焊缝外观质量检查记录表
压力管道焊缝外观质量检查记录表
1. 项目信息,记录表的名称、编号、填写日期等基本信息。
2. 管道信息,包括管道材质、规格、焊接位置等信息。
3. 焊工信息,记录参与焊接的焊工姓名、编号等信息。
4. 检查标准,列出焊缝外观质量的检查标准和要求,可以包括焊缝表面平整度、气孔、裂纹、夹渣等方面的要求。
5. 检查工具,记录使用的检查工具,如焊缝探伤仪、焊缝表面粗糙度测量仪等。
6. 检查过程,详细描述焊缝外观质量的检查过程,包括检查位置、方法、结果等。
7. 检查结果,记录每次检查的结果,包括合格、不合格、待修复等情况。
8. 备注,对检查过程中出现的特殊情况或需要特别说明的地方
进行备注。
在填写记录表时,需要严格按照相关标准和规范进行检查,并确保记录的真实性和准确性。
这样的记录表有助于管道焊缝外观质量的监控和管理,对于确保焊接质量、提高工程安全性具有重要意义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
水工金属结构焊缝外观质量检测记录表水电三局机械制造厂编号:第2套
水电三局机械制造厂编号:第2套(右侧)
水电三局机械制造厂编号:第2套
水电三局机械制造厂编号:第2套
水工金属结构焊缝外观质量检测记录表水电三局机械制造厂编号:第2套
水电三局机械制造厂编号:第2套
水电三局机械制造厂编号:第2套
水电三局机械制造厂编号:第2套
水电三局机械制造厂编号:第2套
水电三局机械制造厂编号:第2套
水电三局机械制造厂编号:第2套
水电三局机械制造厂编号:第2套
水电三局机械制造厂编号:第2套。