Mesa2 SFC流程图
绿山(MESA)中文操作手册
Green Mountain(绿山)地震资料采集系列服务软件操作手册中国石化华东石油局第六物探大队2004年1月Green Mountain(绿山)地震资料采集系列服务软件操作手册手册编写:肖泽阳王军锋审核:刘厚裕刘红军项目负责:肖泽阳总工程师:杨振升单位负责:唐成鸽承担单位:华东石油局第六物探大队编写时间:2004年1月目录1 软件功能介绍 (2)1.1 MESA系列软件 (2)1.2 Millennium静校正软件包 (4)2 MESA 6.0软件 (7)2.1快速使用指南 (7)2.2 其它功能介绍 (18)3 MESA GRIP 2.1软件 (25)3.1 视窗介绍 (25)3.2 操作程序介绍 (25)4 MILLENNIUM系列软件 (33)4.1 GeoScribe II5.3模块 (33)4.2 BIO V5.3模块 (35)4.3 Branch V5.3模块 (36)4.4 Picker V5.3模块 (37)4.5 Fathom Analysis V5.3模块 (42)4.6 Fathom Modeling V5.3模块 (44)4.7 成果输出 (46)前言Green Mountain系列软件由美国绿山地球物理公司(GMG)研制,为地震勘探工作提供了较全面的功能模块,主要提供地震勘探设计、计划、咨询、地球物理服务、技术和手段。
产品主要包括三大系列:⑴ Millennium系列软件,由 GeoScribeⅡ(2D/3D观测系统定义和质量控制)、BIO (地震道格式转换)、Picker(折射初至拾取或自动初至拾取)、Branch(折射界面定义及控制)、Fathanal(折射界面速度分析及延迟时间求取)、Fathom (2D/3D初至拾取和折射静校正求解)、fathmodl&G2(静校正值输出)构成。
⑵ MESA系列软件,由MESA Core(观测系统设计及质量控制),Advisor(设计辅助分析), GeoCost(观测系统选择及成本分析),GMG-image(背景图象格式转换)及Grip(三维模型构造,射线追踪和CRP分析)组成。
MES常用“三字经”大全

MES常用的“三字经”大全MES领域的概念甚多,平时看到那么多三字英文简写,有时候有些混淆,甚至有的想不起来,本文为大家汇总。
1、MES:Manufacturing Execution System制造执行系统:美国先进制造研究机构AMR将MES定义为“位于上层的计划管理系统与底层的工业控制之间的面向车间层的管理信息系统”,它为操作人员/管理人员提供计划的执行、跟踪以及所有资源(人、设备、物料、客户需求等)的当前状态。
2、APS:Advanced Planning and Schedul高级计划与排程:对所有资源具有同步的,实时的,具有约束能力的,模拟能力,不论是物料,机器设备,人员,供应,需求客户,运输等影响计划因素。
不论是长期的或短期的计划具有优化,对比,可执行性。
3、MESA:Manufacturing Execution System Association国际制造执行系统协会。
4、SQC:Statistical Quality Control统计质量控制:20实际30年代Walter Shewart的统计质量控制原理,已有70多年历史。
W.Edwards Deming和Joseph Juran在20实际40和50年代发展了这些原理,并在实践中得到了证明,特别是在日本,获得了极大的成功。
5、PCS:Process Control System过程控制系统:是指以表征生产过程的参量为被控制量使之接近给定值或保持在给定范围内的自动控制系统。
这里“过程”是指在生产装备或设备中进行的物质和能量的相互作用和转换过程。
表征过程的主要参量有温度、压力、流量、液位、成分、浓度等。
通过对过程参量的控制,可使生产过程中产品的产量增加、质量提高和能耗减少。
一般的过程控制系统通常采用反馈控制的形式,这是过程控制的主要方式。
6、SMED:SIngle Minute Exchange of Die快速换模:SMED在50年代初期起源于日本,有Shigeo Shingo在丰田企业发展起来的,Single的意思是小于10分钟(Minutes),最初使用在汽车制作厂,已达到快速的模具切换(Exchange of Dies)它帮助丰田企业产品切换时间由4小时缩短为3分钟。
SFC顺序功能图

4. 转换/转换条件 在步和步之间有所谓的转换。转换条件的值必须是
TRUE或FALSE 。因而它可以是一个布尔变量、布尔地 址或布尔常量。只有当步的转换条件为真时,步的转 换才进行。即前步的动作执行完后,如果有出口动作 则执行一次出口动作,后步如果有入口动作则执行一 次后步入口的动作,然后按照控制周期执行该活动步 的所有动作。
各个变量信息如下:
还有些针对每个步的隐形变量,步的隐形变量是 结构体变量,在使用时需要在变量申明区里构建 一个这对步的结构体变量。
step1.x 表示当前活动状态 step1._x: 表示下一个循环的活动状态 如果Step1.x = TRUE, 该步将会在本周期被执行 如果 Step1._x = TRUE 并且 Step1.x = FALSE, 该步将在下一个周期中执行。即在一个循环的开始 时刻,将Step1._x 的值拷贝到Step1.x 。 Step1.t 步激活到当前时刻所花费的时间
SFC顺序功能图
顺序功能块图(SFC)是一种图形化语言, 可以在一个程序内按照时间顺序对动作进行编 辑描述。这些动作可以作为独立的编程对象, 用任意编程语言进行编写。在SFC内,它们被 分配到“步”元素,其处理顺序由“转移”元 素进行控制。如下图
SFC 段是一个"状态机器",即, 状态由活动步创建 并且转换传递到切换/更改行为。步和转换通过方向链 路相互链接在一起。两个步不得直接链接,必须始终 由转换分隔。活动信号状态沿方向链路的方向进行处 理,并通过切换转换进行触发。链处理的方向沿着方 向链路的方向,并从前一步的末端运行到下一步的顶 端。分支从左向右进行处理。每一步可以没有操作, 也可以有多个操作。每个转换都需要有一个转换条件。 链中的最后一个转换始终连接到链中的另一步(通过 图形链路或跳转符号),以便形成一个闭环。因此, 步链得到循环处理。
顺序控制图SFCS

‘MESSAGE’:= ‘NS-T101: 选择顺控程序’ 打开截断阀 XV-101
parameter – MESSAGE (Named set, NS-T101)
把FIC-102流速设置为 50 GPM 启动泵 MTR-102
EMERSON Process Management – Educational Services
• P (脉冲) - 基于延迟时间或表达式执行动作一次
EMERSON Process Management – Educational Services
Course 7009 – Rev 10 – 10/10/10
Copyrighted Material / Duplication Prohibited
2s 12s 7s 16s
4s Exp
0s
5s
10s
+
S S SD SD DS DS SL SL 4s 14s 4s 14s 25 40s
15s 仅在第一步激活
20s 不激活
25s
30s
EMERSON Process Management – Educational Services
+
R
RRRR
不激活
Course 7009 – Rev 10 – 10/10/10
Copyrighted Material / Duplication Prohibited
7 - 16
练习 – 使用 SFC-T101
第 1 步:通过 DeltaV Explorer 创建 Named SN Process Management – Educational Services
Course 7009 – Rev 10 – 10/10/10
MRPII流程图
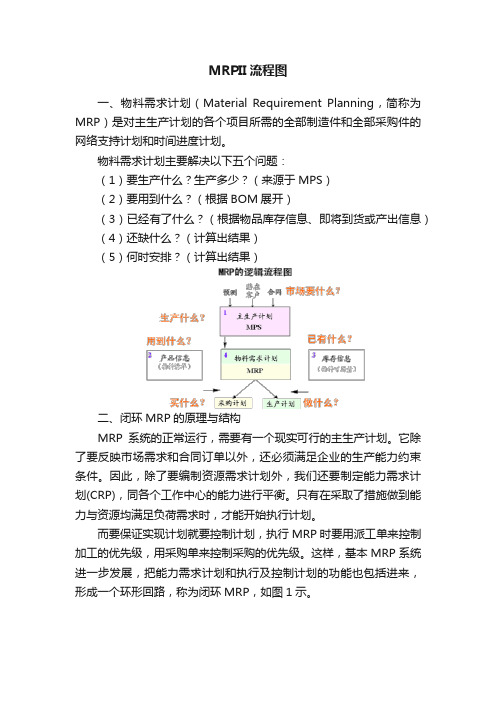
MRPII流程图一、物料需求计划(Material Requirement Planning,简称为MRP)是对主生产计划的各个项目所需的全部制造件和全部采购件的网络支持计划和时间进度计划。
物料需求计划主要解决以下五个问题:(1)要生产什么?生产多少?(来源于MPS)(2)要用到什么?(根据BOM展开)(3)已经有了什么?(根据物品库存信息、即将到货或产出信息)(4)还缺什么?(计算出结果)(5)何时安排?(计算出结果)二、闭环MRP的原理与结构MRP系统的正常运行,需要有一个现实可行的主生产计划。
它除了要反映市场需求和合同订单以外,还必须满足企业的生产能力约束条件。
因此,除了要编制资源需求计划外,我们还要制定能力需求计划(CRP),同各个工作中心的能力进行平衡。
只有在采取了措施做到能力与资源均满足负荷需求时,才能开始执行计划。
而要保证实现计划就要控制计划,执行MRP时要用派工单来控制加工的优先级,用采购单来控制采购的优先级。
这样,基本MRP系统进一步发展,把能力需求计划和执行及控制计划的功能也包括进来,形成一个环形回路,称为闭环MRP,如图1示。
图1 闭环MRP逻辑流程图因此,闭环MRP则成为一个完整的生产计划与控制系统。
三、能力需求计划(Capacity Requirement Planning, CRP)(1)资源需求计划与能力需求计划在闭环MRP系统中,把关键工作中心的负荷平衡称为资源需求计划,或称为粗能力计划,它的计划对象为独立需求件,主要面向的是主生产计划;把全部工作中心的负荷平衡称为能力需求计划,或称为详细能力计划,而它的计划对象为相关需求件,主要面向的是车间。
由于MRP和MPS之间存在内在的联系,所以资源需求计划与能力需求计划之间也是一脉相承的,而后者正是在前者的的基础上进行计算的。
(2)能力需求计划的依据①工作中心:它是各种生产或加工能力单元和成本计算单元的统称。
对工作中心,都统一用工时来量化其能力的大小。
OASTW工作流程

Detect 0-Track
2. Don’t find E-block hole 3. E-block out spec
Ramp back
1) Power AMP输入电源 E-block come back 2)power AMP ,SSD, cable,马 达,sensor
Head load process ok
E-block move
1)Positioner 输入电源 2)SA100,MCB,positioner,cable
Data head load to disk face
Data head
1. E-block initialization error
1) Noise 2) E-block/E-base 安装 3)Sensor AMP setting/sensor, cable, sensor I/F, SSD 4)Micro-E system
Forward/Backward don’t move 1) 2) 3) 4) 5) Motor Cable Voltage Power AMP Board SSD Board
No No
1)马达线是否接触有问题
2)马达的轴承是否有问题 3)齿轮条是否有磨损 4)Alignment: shroud, E-block, ramp, data head 有问题
Samsung/SAE Confidential
D. Clock Generate----产生时钟信号
Clock Generate process start
ASM转速信 号
转速不稳定或有来自内部外界的震动,都会造成时钟信号不均匀 会产生index to sim 和low yield 的问题 T4S 输入电源---〉mini power T4S保险管 Cable Board
SFC顺序功能图教程
PLC顺控指令SFC的编程方法顺序功能图(Sequeential Function Chart)是一种新颖的、按照工艺流程图进行编程的图形编程语言。
这是一种IEC标准推荐的首选编程语言,近年来在PLC编程中已经得到了普及和推广,SFC编程的优点:1、在程序中可以很直观地看到设备的动作顺序。
比较容易读懂程序,因为程序按照设备的动作顺序进行编写,规律性较强。
2、在设备故障时能够很容易的查找出故障所处在的位置.3、不需要复杂的互锁电路,更容易设计和维护系统.SFC的结构:步+转换条件+有向连接+机器工序的各个运行动作=SFC。
SFC程序的运行从初始步开始,每次转换条件成立时执行下一步、在遇到END步时结束向下运行.第一章单流程结构的编程方法本教程主要介绍在三菱PLC编程软件GX Developer中怎编制SFC顺序功能图。
下面以例题1介绍SFC程序的编制法。
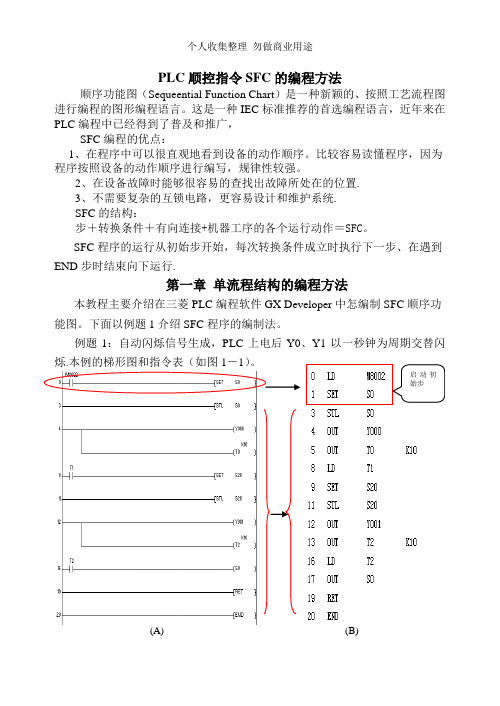
例题1:自动闪烁信号生成,PLC上电后Y0、Y1以一秒钟为周期交替闪烁.本例的梯形图和指令表(如图1-1)。
(A) (B) 启动初始步初始状态符号转移条件符号方向线符号转移符号+目标号(C)图1-1 闪烁信号(A梯形图B指令表 C SFC程序)下面我们开始对图1-1(c)所示的SFC程序进行一下总体认识一个完整的SFC 程序包括初始状态、方向线、转移条件和转移方向组成(如图1-1(c))。
在SFC程序中初始状态必须是有效的,所以要有启动初始状态的条件,本例中梯形图的第一行表示启动初始步,在SFC程序中启动初始步要用梯形图,现在开始具体的程序输入.启动GX Develop编程软件,单击“工程"菜单,点击创建新工程菜单项或点击新建工程按钮(如图1-2)。
单击工程菜单图1-2 GX Develop编程软件窗口弹出创建新工程对话框(如图1-3)。
我们主要是讲述三菱系列PLC,所以在PLC 系列下拉列表框中选择FXCPU,PLC类型下拉列表框中选择FX2N(C),在程序类型项中选择SFC,在工程设置项中设置好工程名和保存路径之后点击确定按钮。
GX-Works2编程软件SFC流程图编写

GX-WORK2编程软件中SFC流程图的编写5.3.2GX-WORK2编程软件中SFC单序列流程图编写用SFC编程实现自动闪烁信号生成,PLC上电后Y0、Y1以一秒钟为周期交替闪烁。
以下为编程过程讲解。
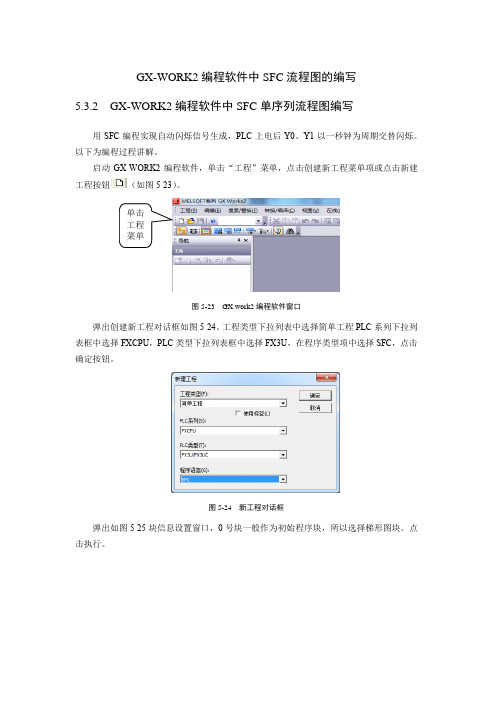
启动GX-WORK2编程软件,单击“工程”菜单,点击创建新工程菜单项或点击新建工程按钮(如图5-23)。
单击工程菜单图5-23 GX work2编程软件窗口弹出创建新工程对话框如图5-24。
工程类型下拉列表中选择简单工程PLC系列下拉列表框中选择FXCPU,PLC类型下拉列表框中选择FX3U,在程序类型项中选择SFC,点击确定按钮。
图5-24 新工程对话框弹出如图5-25块信息设置窗口,0号块一般作为初始程序块,所以选择梯形图块。
点击执行。
图5-25块信息设置窗口在块标题文本框中可以填入相应的块标题(也可以不填),在块类型中选择梯形图块,为什么选择梯形图块,我们不是在编辑SFC程序吗?原因是在SFC程序中初始状态必须是激活的,而我们激活的方法是利用一段梯形图程序,而且这一段梯形图程序必须是放在SFC 程序的开头部分,点击执行按钮弹出梯形图编辑窗口如图5-26,在右边梯形图编辑窗口中输入启动初始状态的梯形图,本例中我们利用PLC的一个辅助继电器M8002的上电脉冲使初始状态生效。
初始化梯形图如图5-27所示,输入完成单击“变换”菜单选择“变换”项或按F4快捷键,完成梯形图的变换。
5-26 梯形图编辑窗口单击变换菜单,选择变换项。
编辑启动初始状态的梯形图图5-27 启动初始状态梯形图编程界面如果想使用其他方式启动初始状态,只需要改动上图中的启动脉冲M8002即可,如果有多种方式启动初始化进行触点的并联即可。
需要说明的是在每一个SFC程序中至少有一个初始状态,且初始状态必须在SFC程序的最前面。
在SFC程序的编制过程中每一个状态中的梯形图编制完成后必须进行变换,才能进行下一步工作,否则弹出出错信息如图5-28所示。
MES系统用户操作说明书

目录1.编写目的12.操作内容演示12.1操作总流程图12.2操作步骤演示12.2.1系统登入12.2.2系统根基信息管理12.2.3生产管理52.2.4计件工资管理61.编写目的制造执行系统〔MES〕已经到了实施阶段,目前系统的开发以及测试已告一段落。
为了使用户更加迅速的学习和了解MES的操作流程和操作方法,以便于后期的实施和用户培训,特编写操作说明书,以供用户参考。
此操作说明,完全按照目前MES( V1.1) 现推行的版本编写,模块功能也与该版本相一致。
2.操作内容演示2.1操作总流程图2.2操作步骤演示2.2.1系统登入进入登入界面,输入用户名和密码。
2.2.2系统根基信息管理2.2.2.1等级管理用户进入MES系统后,首先要对等级管理进展初始化操作。
点击根基信息管理—等级管理—等级添加。
在添加页面对客户等级或者供给商等级进展初始化的操作。
等级管理操作流程:等级管理操作步骤:1.添加一个客户等级的操作。
输入等级名称和等级描述,并且选择客户等级。
2.添加完成后,在等级查询里面查看添加的等级信息3 点击等级管理,修改添加完成的等级信息4 点击修改,添加修改数据,完成后点“提交〞。
2.2.2.2客户管理在添加完成客户等级以后,就可以再根基信息—客户管理的模块中添加详细的客户信息了。
客户管理操作流程:客户管理操作步骤:1 选择客户管理,点击客户添加界面。
2 添加完成后,在客户信息查询里,查询刚添加完成的客户记录。
3如果要修改客户信息,则点击客户信息管理界面-选择修改。
4添加修改内容—点击提交。
2.2.2.3供给商管理在添加完成供给商等级以后,就可以再根基信息—供给商管理的模块中添加详细的供给商信息了。
供给商管理操作流程:供给商管理操作步骤:1 选择供给商管理,点击供给商添加界面。
2 选择供给商管理,查询添加好的供给商信息3选择供给商管理,对供给商的信息记录进展修改操作4 在修改界面添加数据,并点击提交。
车间MES系统岗位职责及业务流程图

③运行设备存在异常和故障隐患,与时把信息逐级向上反映给值班长与技术员。
④电工与时维修处理,并把处理结果反馈给操作工。
⑤电工按照设备日常保养结果、异常隐患与处理情况到现场进行确认录入。电工在设备日保检表中保养结果中一般填写(1)正常√(2)待修×(3)已修○。
38
√
√
√
√
√
√
√
√
√
√
设备轮保管理
设备轮保计划制定和调整
39
√
设备轮保计划审批
40
√
设备轮保设备计划录入
41
√
设备轮保设备计划审批
42
√
√
设备轮保记录录入
43
√
√
√
√
√
√
设备轮保记录检查
44
√
设备轮保检查考核录入
45
√
设备轮保检查考核查询
46
√
√
√
√
√
√
√
√
√
√
设备年保管理
设备年保计划生成和调整
47
工作流程:
工作流程步骤:
①设备交班本记录设备正常运行的关键状态参数,一般不修改,没有临时项目。
②在设备交接班过程中,由两个班的操作工对设备与现场确认,下个班对上个班的设备保养、设备故障隐患等检查。
③如果设备存在异常和故障隐患,下个班有权拒绝接班并与时把信息逐级向上反映给值班长与技术员。
④值班长联系相关人员处理,并将处理后的结果反馈给操作工。
66
√
√
√
√
√
√
√
√
√
GX-Works2编程软件SFC流程图编写

GX-WORK2编程软件中SFC流程图的编写5。
3。
2GX-WORK2编程软件中SFC单序列流程图编写用SFC编程实现自动闪烁信号生成,PLC上电后Y0、Y1以一秒钟为周期交替闪烁.以下为编程过程讲解。
启动GX-WORK2编程软件,单击“工程”菜单,点击创建新工程菜单项或点击新建工程按钮(如图5—23)。
单击工程菜单图5-23GXwork2编程软件窗口弹出创建新工程对话框如图5-24。
工程类型下拉列表中选择简单工程PLC系列下拉列表框中选择FXCPU,PLC类型下拉列表框中选择FX3U,在程序类型项中选择SFC,点击确定按钮.图5-24新工程对话框弹出如图5—25块信息设置窗口,0号块一般作为初始程序块,所以选择梯形图块。
点击执行。
图5—25块信息设置窗口在块标题文本框中可以填入相应的块标题(也可以不填),在块类型中选择梯形图块,为什么选择梯形图块,我们不是在编辑SFC程序吗?原因是在SFC程序中初始状态必须是激活的,而我们激活的方法是利用一段梯形图程序,而且这一段梯形图程序必须是放在SFC 程序的开头部分,点击执行按钮弹出梯形图编辑窗口如图5—26,在右边梯形图编辑窗口中输入启动初始状态的梯形图,本例中我们利用PLC的一个辅助继电器M8002的上电脉冲使初始状态生效。
初始化梯形图如图5-27所示,输入完成单击“变换”菜单选择“变换”项或按F4快捷键,完成梯形图的变换。
5—26 梯形图编辑窗口单击变换菜单,选择变换项。
编辑启动初始状态的梯形图图5-27启动初始状态梯形图编程界面如果想使用其他方式启动初始状态,只需要改动上图中的启动脉冲M8002即可,如果有多种方式启动初始化进行触点的并联即可。
需要说明的是在每一个SFC程序中至少有一个初始状态,且初始状态必须在SFC程序的最前面。
在SFC程序的编制过程中每一个状态中的梯形图编制完成后必须进行变换,才能进行下一步工作,否则弹出出错信息如图5-28所示。
GX-Works2编程软件SFC流程图编写知识交流
GX-WORK2编程软件中SFC流程图的编写5.3.2 GX-WORK2编程软件中SFC单序列流程图编写用SFC编程实现自动闪烁信号生成,PLC上电后Y0、Y1以一秒钟为周期交替闪烁。
以下为编程过程讲解。
启动GX-WORK2编程软件,单击“工程”菜单,点击创建新工程菜单项或点击新建工程按钮(如图5-23)。
单击工程菜单图5-23 GX work2编程软件窗口弹出创建新工程对话框如图5-24。
工程类型下拉列表中选择简单工程PLC系列下拉列表框中选择FXCPU,PLC类型下拉列表框中选择FX3U,在程序类型项中选择SFC,点击确定按钮。
图5-24 新工程对话框弹出如图5-25块信息设置窗口,0号块一般作为初始程序块,所以选择梯形图块。
点击执行。
图5-25 块信息设置窗口在块标题文本框中可以填入相应的块标题(也可以不填),在块类型中选择梯形图块,为什么选择梯形图块,我们不是在编辑SFC程序吗?原因是在SFC程序中初始状态必须是激活的,而我们激活的方法是利用一段梯形图程序,而且这一段梯形图程序必须是放在SFC 程序的开头部分,点击执行按钮弹出梯形图编辑窗口如图5-26,在右边梯形图编辑窗口中输入启动初始状态的梯形图,本例中我们利用PLC的一个辅助继电器M8002的上电脉冲使初始状态生效。
初始化梯形图如图5-27所示,输入完成单击“变换”菜单选择“变换”项或按F4快捷键,完成梯形图的变换。
5-26 梯形图编辑窗口单击变换菜单,选择变换项。
编辑启动初始状态的梯形图图5-27 启动初始状态梯形图编程界面如果想使用其他方式启动初始状态,只需要改动上图中的启动脉冲M8002即可,如果有多种方式启动初始化进行触点的并联即可。
需要说明的是在每一个SFC程序中至少有一个初始状态,且初始状态必须在SFC程序的最前面。
在SFC程序的编制过程中每一个状态中的梯形图编制完成后必须进行变换,才能进行下一步工作,否则弹出出错信息如图5-28所示。
GX操作手册高级(sfc)
ॅ䰽 ⊼ᛣ
㸼冫䫭䇃᪡ৃ㛑䗴៤♒䲒ᗻৢᵰˈᓩ䍋⅏ѵ䞡ӸџᬙDŽ 㸼冫䫭䇃᪡ৃ㛑䗴៤ॅ䰽ⱘৢᵰˈᓩ䍋ҎਬЁㄝӸᆇ䕏Ӹ䖬ৃ㛑Փ䆒ᤳണDŽ
注意根据情况不同,即使 ! 注意这一级别的事项也有可能引发严重后果。 对两级注意事项都须遵照执行,因为它们对于操作人员安全是至关重要的。
妥善保管本手册,放置于操作人员易于取阅的地方,并应将本手册交给最终用户。
! 注意
通过个人计算机连接运行中的 CPU 模块进行在线操作(特别是程序变更、强制输出、运行状态的 变更)时,应在熟读手册、充分确认安全的基础上进行操作。 操作错误可能导致发生机械损坏事故。
A-1
A-1
修订记录
印刷日期
手册编号
2008 年 01 月 SH-080741CHN-A 初版印刷
1.概要
1 - 1到1 - 2
1.1 特点 ................................................................................. 1 - 2
2.MELSAP-L 格式程序
ቤተ መጻሕፍቲ ባይዱ
2 - 1到2 - 8
2.1 MELSAP-L 格式 SFC 图 .................................................................. 2 - 1 2.2 动作输出命令 ......................................................................... 2 - 2 2.3 转移条件命令 ......................................................................... 2 - 3 2.4 编程注意事项 ......................................................................... 2 - 5
MES设计之工艺业务流程图示与描述(doc12页)优质版

MES设计之⼯艺业务流程图⽰与描述(doc12页)优质版MES设计-⼯艺业务流程图⽰和描述⽬录业务流程图⽰和描述1.1MBOM配置化⽣产1.1.1⽬标宗旨对于BOM型号,紫光MES采⽤阶段增量版本⽅式,即减少了数据量,⼜提⾼了检索速度。
对于BOM型号,紫光MES采⽤的是版本有效期⽅式,通过预处理,⽆论层次结构多复杂的BOM,在使⽤数据时其速度都可等效于简单的清单BOM。
对于型号,通过选配版本与BOM型号/版本关联,减少了MBOM维护的⼯作量。
1.1.2流程图1.1.3流程综述1、先建⽴型号版本,再在型号版本下创建BOM版本,BOM版本是以增量版本递增的2、建⽴选配型号和BOM型号的对照关系,选配型号也有相应的版本,选配型号可以做选择装配、特殊指定、临时替换、增减零件。
1.2MBOM维护功能1.2.1⽬标宗旨MES的BOM是分主线的。
可从其它系统获得P-BOM,然后维护M-BOM;或直接从其它系统获得M-BOM。
数据核查是参照完整性核查,零件号与物料主数据、零件号符合规则、合件定义、⼯位号、路线、重要件允许⼯位、重要件数量范围等的核查。
⽀持转产和BOM差错反馈。
⽀持选装,可以⼤⼤减少型号数。
1.2.2流程图1.2.3流程综述1、以单个车型版本为单位,⼿⼯从P-BOM中导出指定版本的BOM数据,分主线后,导⼊到MES的系统中,MES系统⽀持单层BOM和多层BOM的导⼊。
也可以通过接⼝直接从其他系统接收数据,例如ZZMES是接收的MTDP的数据。
2、辅助MES-BOM的⽣成,为了更好的指挥⽣产,MES-BOM需要对CV-BOM⾥的信息进⾏补充“⼚内路线”、“投料⼯位”、“做成⼯位”信息。
若每个车型从CV-BOM导出后,都进⾏信息的补充⼯作量⽐较⼤,⽽BOM的数据是由“设计—试制—⼩批量⽣产—批量⽣产”逐步完善的,每次变化都很少,只占到BOM总数的百分之⼏,MES就可以通过最相似的车型,先进⾏车型对⽐,把最相似车型⾥的补充信息直接拷贝过来,完成百分之九⼗⼏的⼯作,减少⼯艺员的⼯作量,提⾼⽣产效率。
顺序功能图(SFC)PPT

动’;
(2)使得所有有向连线与相应转换符号相连的前级步都变为
不活动步。
Mi-1
Mi-1 Xi
SET Mi
Xi
Mi
RST Mi-1
3. 以转换为中心的编程方式
1) 单序列的编程方式
快进
工进1
工进2
X0
X1
X2
X3
步 快进 工进1 工进2 快退
Y10 0 1 0 0
Y11 1 1 1 0
Y12 1 0 0 1
5. 在不同的步进段,允许有重号的输出(注意:状态号不能重 复使用)。如图(a)所示,表示Y2在S20和S21两个步进段都 接通,它与图(b)等效。
6. 在不相邻的步进段,允许使用同一地址编号的定时器(注意: 在相邻的步进段不能使用),如图所示。故对于一般的时间顺 序控制,只需2~3个定时器即可。
使用步进指令需要说明的问题
Y13 0 0 0 1
M8002
M0 X4
M1 X1
M2 X2
M3 X3
M4 X0
Y11 Y12 快进
Y10 Y11 工进1
Y11
工进2
Y12 Y13 快退
3. 以转换为中心的编程方式 单序列的编程方式
快进
工进1
工进2
M8002
M0
X4
X0
X1
X2
X3
M8002
M0 X4
M1 X1
M2 X2
M3 X3
Y0
X0
M1
Y1
X1
M3
Y3
X4
M4
Y4
X5
M5
X7
M8
Y10
X10
X2