佛克包装机350流图(DOC)
香烟专业知识
香烟专业知识卷烟真伪鉴定的程序和基本方法一、条包装(一)透明纸包装1、质地名优烟条包用的透明纸,摩擦系数低;而一般假冒烟用的,是通用膜。
鉴别方法:真烟光滑,假烟滞手。
2、尺寸软包条包透明纸宽度为340mm,硬翻盖烟为350mm。
3、透明纸封口(搭口)形状平:粘封平整、不起皱;直:与边缘平行,呈一条直线;匀:宽度均匀一致。
4、两头封口真烟两头起皱及折叠尺寸情况应基本一致,假烟由于透明纸偏大,往往两头折叠尺寸不一致,常出现尖头。
5、拉线(拉带)(1)首先查有无,该有的有,该无的无。
(2)拉线头型:半圆型:上海、昆明烟厂的硬翻盖烟、玉溪烟厂的软硬盒烟。
马蹄型:昆明烟厂和红河烟厂的软包烟。
方型:玉溪烟厂生产的部分软包烟。
(3)拉线的印刷(有字母拉线印刷)A:字意不能错;B:字体笔划清晰完整,大小间距均匀;C:印刷牢靠不能抹掉;D:拉线粘连采取热融胶工艺。
透明纸重点:质地、搭口、拉线头形状。
(二)条盒1、印刷(1)颜色:烫金色,一般电化铝烫金,真烟光泽好,闪闪发光;假烟光泽差,暗淡无光。
主要名烟烫金位置:红塔山:山体、厂名等;红梅:梅桩花蕊等;阿诗玛:人像等;牡丹:花和叶的边;双喜(沪):喜字边。
真烟上胶处有一条宽约10-20mm无光泽线条。
(2)图案:图案要求清晰。
(3)内容:有牌号、规格、类型、警句、厂名、注册商标符号R。
对字体的要求是:笔划清晰完整,字体大小间距均匀一致,色泽均匀。
2、尺寸尺寸规格:软包长270mm或273mm;硬翻盖280mm、281mm、282mm、283mm、285mm。
3、粘封方式:(1)不粘欧式上开盖烟:北京、上海、昆明厂的硬盒烟;(2)美式侧封,三点式,软包烟和部分硬包烟普遍采用;(3)二点式比较少,硬万宝路采用。
4、粘封点的位置与形状位置要求:与两头保持一定距离,点之间均匀。
点的形状:一条烟上的粘封点形状应基本一致;不同厂家不同机种形状略有不同,如昆明点大,上海点小。
5、胶粘剂一般使用冷胶,即白胶,有的还采用热融加热化开用。
FOCKE350型
FOCKE350FOCKE350小盒包装机内衬纸供给系统的负压通道由内衬纸切割传送和内衬纸拼接两路组成。
FOCKE350小盒包装机内衬纸切割负压通道主要为内衬纸的切割、输送提供吸附力。
FOCKE350小盒包装机内衬纸拼接负压通道主要为内衬纸拼接提供吸附力。
01.FOCKE350小盒包装机内衬纸拼接负压通道包括过滤器、负压电磁阀管路、内衬纸( c )等。
A 吸风咀 B. 负压管 C. 吸附板 D. 负压发生器02.FOCKE350小盒包装机内衬纸切割负压通道的负压将内衬纸吸附在切割辊上进行切割并交给内衬纸(A )进行传送。
A 传送辊 B. 压花辊 C. 切割辊 D. 牵引辊03.FOCKE350小盒包装机清洁内衬纸负压通道过滤器时需用( A )从内到外清洁固定座、滤芯、防护罩。
A压缩空气 B. 煤油 C. 清水 D. 酒精04.(×)FOCKE350小盒包装机真空泵启动后产生负压,经负压过滤器后进入负压分配器,分三路输出,其中一路进入内衬纸切割装置,为内衬纸的切割、输送和折叠提供吸附力。
05.(√)FOCKE350小盒包装机内衬纸供给系统的负压通道由内衬纸切割传送和内衬纸拼接两路组成。
06.(√)FOCKE350小盒包装机内衬纸拼接负压通道主要为内衬纸拼接提供吸附力。
07.简述FOCKE350小盒包装机内衬纸拼接负压通道的清洁方法。
答:1)用压缩空气吹净负压过滤器上的灰尘。
(2)用压缩空气清洁负压电磁阀。
(3)用压缩空气清洁负压管道。
(4)用压缩空气清洁内衬纸吸附板。
08.简述FOCKE350小盒包装机内衬纸切割负压通道的清洁方法。
答:1)用压缩空气吹净负压过滤器上的灰尘;(2)用压缩空气清洁分气盘;(3)用压缩空气清洁各负压管道、分配器;(4)用压缩空气清洁切刀辊和内衬纸传送辊。
09.FOCKE350小盒包装机商标纸负压通道系统主要为____的分离输送提供吸附力。
商标纸10.FOCKE350小盒包装机商标纸负压通道包括过滤器、______、负压转换电磁阀等。
XingLiDa方料成型机电路图

YV20 Y111 2#小搅拌下料门关
KM25 Y42 3#小搅拌树脂搅拌 YV21 Y112 3#小搅拌树脂阀
KM26A Y43 花色转角带正转
YV22 Y113 3#小搅拌下料门开
KM26B Y44 花色转角带反转
YV23 Y114 3#小搅拌下料门关
KM27A Y45 花色长输送带正
YV24 Y115 1#压头上升
KM101 Y7 柱塞泵
B46 Y57 2#小搅拌段速A
KM1 Y10 液压站
B47 Y60 2#小搅拌段速B
KM2 Y11 液压冷却循环泵
B51 Y61 3#小搅拌变频器正转
KM3 Y12 振动先导泵
B56 Y62 3#小搅拌段速A
KM4 Y13 冷却塔水泵
B57 Y63 3#小搅拌段速B
KM5 Y14 液压和压头冷却水泵 V3 Y64 柱塞泵卸荷阀
YV5 Y72 压料室端门上升
KM12 Y23 2#罗茨泵(搅拌布料室) YV6 Y73 压料室端门下降
KM13 Y24 3#罗茨泵(搅拌布料室) YV7 Y74 下料门开启
KM14A Y25 顶门开启
YV8 Y75 下料门关闭
KM14B Y26 顶门关闭
YV9 Y76 布料车上升
KM15A Y27 出料小车运行
SB1 X7 布料端门控制盒急停 SB2 X10 布料小车前进 SB3 X11 布料小车后退 SB4 X12 模具上升 SB5 X13 模具下降 SB6 X14 布料端门上升 SB7 X15 布料端门下降 SB8 X16 中门上升 SB9 X17 中门下降 SB10 X20 压料小车前进 SB11 X21 压料小车后退 SB12 X22 模具上升 SB13 X23 模具下降 SB14 X24 压料端门上升 SB15 X25 压料端门下降 SB16 X26 压头上升 SB17 X27 压头下降 SB18 X30 压料端门控制盒急停 SB19 X31 搅拌顶急停 SB20 X32 搅拌停止 SB21 X33 搅拌启动 SB22 X34 树脂阀开启 SB23 X35 主搅拌树脂搅拌启动 SB24 X36 顶门开启 SB25 X37 顶门关闭 SB26 X40 抽油泵启/停 SB27 X41 加油泵启/停 SB28 X42 水泵启/停 SIG X43 加油信号 SA1 X44 手动/自动 CJ1 X45 总电子称量程 CJ2 X46 主搅拌电子称量程 SQ1 X47 布料小车原位
YuanDa方料成型机电路图

方料成型机
DB320X160
(远达 3#方料机电路图)
JBX0-电源输入及照明输出 12345678
R S T N N N 1L 1L
YuaDa 主控制柜端子接线排
2 1
2 1
JBX1-柱塞泵动力柜
123456 7
711 X0 X1 906 907 N1 L4
KM101 KM201
SQ布 27 SQ布 28 S位 Q2布9 S位 Q3布0
料
料
料
料
端
端
门
门
门
门
保
保
上
下
险
险
限
限
开
复
SQ中 33 SQ中 34
门
门
保
保
险
险
开
复
位
位
SQ压 35 SQ压 36 S位 Q3压7 S位 Q3压8
料
料
料
料
端
端
门
门
门
门
保
保
上
下
险
险
限
限
开
复
16 1 2 3 4
+24V X124 X125 +0V +24V
树
树
搅
搅
搅
色
色
输
输
料
料
脂
脂
脂
脂
脂
脂
色
脂
脂
脂
脂
拌
拌
拌
转
转
送
送
小
小
泵
搅
泵
搅
泵
搅
液
基于PLC的包装机控制系统设计
1.2.1 PLC
继电器控制是采用硬接线逻辑,利用继电器触点的串、并联及时间继电器的延迟动作来组成控制逻辑,其缺点是一个系统一旦确定就很难轻易再改动。如果要在现场做一些更改和扩展更是难以实行。而PLC是利用其内部的存储器以数据形式将控制逻辑存储起来的,所以只要改变PLC内存储器的内容,也就可以实现更改控制逻辑的目的。对于PLC来讲,只要用PLC配备的编程器在现场就可以完成更改。至于PLC对外部的联系,只有1/0点,只要输入输出对象不变,就无须对硬接线作任何改动。
In this article the packagingmachine controlssystem as an example. At first it introduces the characteristics, SIMATIC S7-200 programming methods and programming method, program design and programming methods including empirical design method, sequential control design method and STL (Step Ladder Instruction) step ladder instruction, and then a detailed and specific analysis and introduces the composition, electrical characteristics and program control system of packaging machine. At last we introduce the application of personal computer to a programmable controller input program. The software used is SiemensCompanySTEP 7 Micro/WIN32 SP6.
一片式纸箱自动包装机
一片式纸箱自动包装机整个设备的工作步骤如下:1、纸箱上料机构将一片式纸箱放到输送料道上,并折出大概的形状;2、同时,产品上料后,由装箱机构搬运一堆产品到纸箱里;3、纸箱和产品一起前进,经过中间的折侧耳、折上盖机构后,到达封箱机构;4、由封箱机构将纸箱封好后,输送出整个设备。
接下来,就开始分析设备构造和原理了,还是按照工序来说:一、包装产品上料机构;二、纸箱上料机构;三、产品装箱机构;四、封箱机构。
包装产品上料机构既然是包装产品上料,那就先来看一下是什么产品:上图就是包装产品的其中两个规格,具体这是个什么东西,我也不知道,不过这不重要,我们只需要知道它形状是圆柱的就可以啦。
还是先来说一下工作顺序:→ 产品竖直的放在皮带线上,通过分隔板进入产品搬运治具(治具里也有分隔板);→ 然后由产品搬运治具将产品推到纸箱里。
动作比较简单,基本一看就明白,下面再来分析机构:一、关于皮带线这个就没啥好说的了,在之前的输送线文章中有过详细介绍,感兴趣的戳这个链接可以去看看二、挡板和可调节挡板挡板和可调节挡板的作用都是为了挡住输送线上的产品,其中挡板是固定的,而可调节挡板,听这名字也知道它是可以调节的,可是它为什么要调节呢?这是因为不同产品排列的行数不同,比如下面这样:当更换产品时,由于行数的不同,产品在输送线上的宽度也就不同,这时就需要调节挡板。
接下来再来分析它是怎么调节的。
可以看到,调节机构位于皮带线的下方,两侧各有一个;另外,可调节挡板其实只需要使用两种宽度就可以了,所以这里的调节机构动力源使用的是气缸,调节原理如下:当需要更换产品时,气缸缩回 → 带动固定型材、连接块沿着滚轮滑轨运动 → 从而使可调节挡板向内运动,达到调节的效果。
三、分隔板1、先来说一下分隔板分隔板的作用就是将产品分列排整齐输送到搬运治具里,毕竟不可能一乱堆塞进箱子里,对吧?首先要知道的是:每种固定板上的分隔板都不同(其实也就两种),然后这些分隔板对应着不同直径的产品。
卷烟产品鉴别检验资格考试强化培训(2-答案)

卷烟产品鉴别检验资格考试强化培训(2)单位:姓名:成绩:一、填空题(每题1分,共30分)1、判断卷烟商标是否属于凹版印刷,可以从卷烟商标上二种颜色的交界处是否有明显的锯齿状.来进行鉴别。
2、国内名优卷烟一盒烟内烟支卷烟纸搭口方向有顺反二种方向3、委托方对鉴别检验结论有异议的,应在收到鉴别检验报告之日起 15日内向原鉴别检验机构申请复检,逾期不予受理。
4、《烟草产品鉴别检验管理办法》和《卷烟产品鉴别检验规程》自2007年1月1日起施行。
5、《卷烟产品鉴别检验规程》适用于卷烟产品的鉴别检验。
不适用于卷烟质量状况的判定。
6、《卷烟产品鉴别检验规程》中的抽样方法规定,散支烟按 10千克相当于1件烟计。
7、感观鉴别检验法是通过人的感官,借助一些仪器和工具,参照相应卷烟实物对照样品或技术资料,对鉴别检验样品的原辅材料特性、生产工艺特征、防伪技术应用等进行分析鉴别,并加以判定的一种鉴别检验方法。
8、为降低卷烟的有害性,卷烟产品普遍采用了烟气稀释技术,即在卷烟接装纸上实施打孔,其方式主要有激光打孔和静电打孔二种。
9、卷烟商标纸的印刷方式主要有凹印、胶印、柔印、丝网印等。
10、具有法定地位并具备相应承检能力的国家级、省级烟草质量监督检测机构,经国家烟草专卖局或省级以上产品质量监督管理部门审查认可并授权,方可开展授权范围内烟草产品的鉴别检验工作。
11、申请鉴别检验的委托方应向鉴别检验机构提供鉴别检验样品来源说明等资料,提供的鉴别检验样品应满足鉴别检验的需要。
12、鉴别检验机构一般应在委托书约定的时间内出具鉴别检验报告或终止委托;13、已经认定为假冒注册商标并且有伪劣情形之一的卷烟,可判定为假冒注册商标且伪劣卷烟。
14、评吸鉴别检验的卷烟样品数量一般不得少于二盒。
15、当鉴别检验包括抽样时,鉴别检验机构要成立有委托方参加的抽样小组并根据有关规定制定抽样方案。
16、当鉴别检验机构使用签约和额外补充技术人员进行鉴别检验时,该机构必须确保这些人员受到有效监督并具备相应的资格与能力,确保他们按照该鉴别检验机构管理体系及国家局有关规定要求开展工作。
FoCKE350S包装机新型固定式夹持架模盒设计及应用
1 现状 调 查 及原 设计 缺 陷分 析
和 释放 , 过 长 时 间运 行 后 , 动夹 持 架 上 的拉 簧 就会 变 经 活
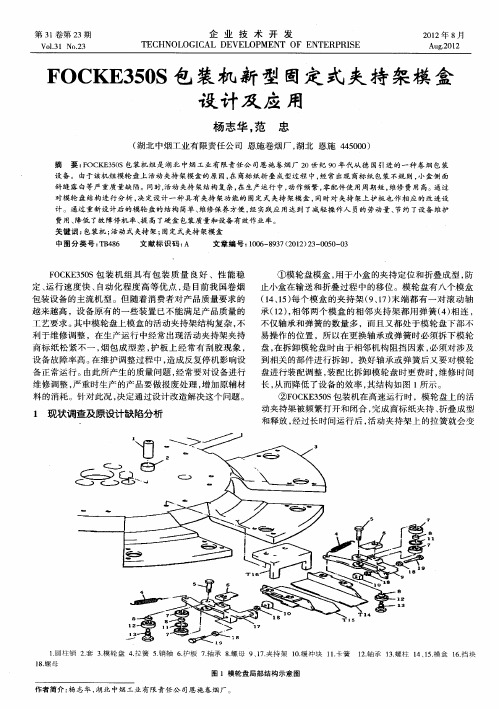
1圆 柱 销 2套 3模 轮 盘 4拉 簧 5销 轴 6护 板 7轴 承 8螺 母 9、7夹 持 架 1. 冲 块 1. 簧 . . . . . . . . 1. 0缓 1卡
1 . 母 8螺
1 . 承 1 . 柱 1 、5模 盒 1. 块 2轴 3螺 4 1. 6挡
图 1模 轮 盘 局 部 结 构 示 意 图
作者简 介 : 志华 , 北 中烟 工业 有 限责任 公 司恩施 卷烟 厂 。 杨 湖
第 3 卷第 2 期 1 3
杨 志华 , : O K 3 0 等 F C E 5 S包装机新型 固定式夹 持架模盒设计及应 用
备正常运行。 由此所产生 的质量 问题 , 经常要对设备进行 盘进行装 配调整 , 装配 比拆卸模轮盘时更 费时 , 维修时间 维修调整 , 严重 时生产 的产品要做报废处理 , 增加原辅材 长 , 从而降低 了设备的效率 , 其结构如图 1 所示 。 料 的消 耗 。针对 此 况 , 决定 通 过设 计改 造 解 决 这个 问 题 。  ̄F C E 5S )O K 30 包装机在高速运行时 ,模轮盘上的活 动 夹持 架 被频 繁 打 开 和 闭合 , 成 商 标 纸 夹 持 、 叠成 型 完 折
包装印刷FOCKE350S包装机组增设小包透明纸检测(doc 7页)
包装印刷FOCKE350S包装机组增设小包透明纸检测(doc 7页)更多企业学院:《中小企业管理全能版》183套讲座+89700份资料《总经理、高层管理》49套讲座+16388份资料《中层管理学院》46套讲座+6020份资料《国学智慧、易经》46套讲座《人力资源学院》56套讲座+27123份资料《各阶段员工培训学院》77套讲座+ 324份资料《员工管理企业学院》67套讲座+ 8720份资料《工厂生产管理学院》52套讲座+ 13920份资料《财务管理学院》53套讲座+ 17945份资料《销售经理学院》56套讲座+ 14350份资料《销售人员培训学院》72套讲座+ 4879份资料FOCKE350S包装机组增设小包透明纸反折剔除检测——济南卷烟厂王云峰【摘要】在401转塔长边烙铁后的一个停止工位上增设带光纤的光电接近式开关,其信号输入给PLC可编程控制器,修改PLC中的程序,将该检测的信号同角度信号相“与”后,在剔除口将透明纸反折的小包剔除,杜绝不合格小包流入大关系。
而且问题发生的偶然性很大,单纯靠机械调整只能减少这种有质量问题的烟包数量,而不能彻底杜绝问题的发生。
同时设备调整无定量标准,处理起来困难大,需要的时间长。
三、可行性分析首先简单介绍一下FOCKE机组401小包机的生产工艺流程,见下图一输入推送器逐个地将烟包推入薄膜盒内,并通过往复口块将它们送入转塔内。
烟包被嵌入转塔后,底折叠器将透明纸下侧边折叠到烟包上,当转塔转动时,转塔盖将透明纸上侧边盖到透明纸下侧边上。
当转塔从起始位转过90°角度后,加热器((烙铁)将透明纸上、下侧边封口,小包透明纸的包装就此完成。
我们主要解决的是小包透明纸上,下侧边在包装过程中出现的问题。
对于顶边和底边,在转塔上有一对光电检测器进行检测。
图一401小包机的生产工艺流程图由上图一可以看出,底部折叠器未能将下侧边薄膜完好地折到烟包上,导致上、下侧边不能正常封口,是小包反折烟的主要原因。
降低FOCKE-FXS包装机FPI系统的维修时间董瑞张培胜
降低FOCKE-FXS包装机FPI系统的维修时间董瑞张培胜发布时间:2021-10-31T09:45:28.231Z 来源:《基层建设》2021年第19期作者:董瑞张培胜[导读] FOCKE-FXS高速包装机组是工厂最新引进的高速包装机组,FPI系统(烟包外观检测系统)是FOCKE-FXS高速机标配的视觉检测系统,负责烟包外观的可视化质量检测云南红塔烟草(集团)有限责任公司楚雄卷烟厂云南楚雄摘要:FOCKE-FXS高速包装机组是工厂最新引进的高速包装机组,FPI系统(烟包外观检测系统)是FOCKE-FXS高速机标配的视觉检测系统,负责烟包外观的可视化质量检测。
在实际运行过程中,已经出现数次系统崩溃故障,生产线只能停机等待,给生产带来了极大的影响。
本文根据笔者的实际工作经验,探讨如何降低FOCKE-FXS包装机FPI系统的维修时间。
关键词:FOCKE-FXS包装机 FPI系统维修时间1.现状调查FOCKE FXS机组的小包质量检测(FPI)采用了美国迈思肯公司的机器视觉系统。
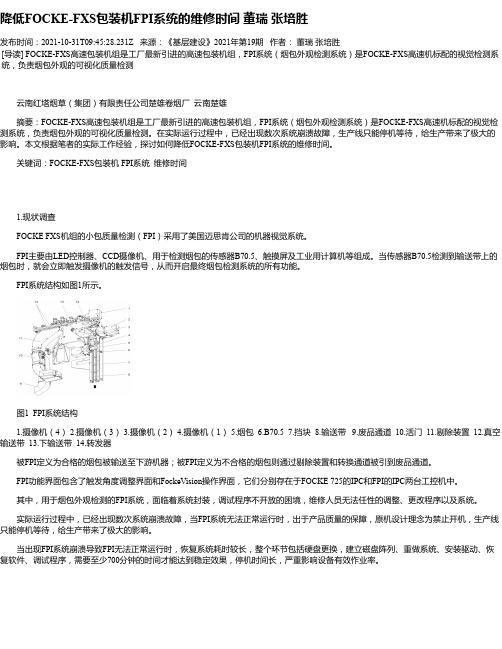
FPI主要由LED控制器、CCD摄像机、用于检测烟包的传感器B70.5、触摸屏及工业用计算机等组成。
当传感器B70.5检测到输送带上的烟包时,就会立即触发摄像机的触发信号,从而开启最终烟包检测系统的所有功能。
FPI系统结构如图1所示。
图1 FPI系统结构1.摄像机(4)2.摄像机(3)3.摄像机(2)4.摄像机(1)5.烟包6.B70.57.挡块8.输送带9.废品通道 10.活门 11.剔除装置 12.真空输送带 13.下输送带 14.转发器被FPI定义为合格的烟包被输送至下游机器;被FPI定义为不合格的烟包则通过剔除装置和转换通道被引到废品通道。
FPI功能界面包含了触发角度调整界面和FockeVision操作界面,它们分别存在于FOCKE 725的IPC和FPI的IPC两台工控机中。
其中,用于烟包外观检测的FPI系统,面临着系统封装,调试程序不开放的困境,维修人员无法任性的调整、更改程序以及系统。
《包装机械》封口机械

玻璃瓶、盖 分瓶螺旋 星形拨盘
封口机头 托罐压盖 封口滚轮
真空封口 星形拨盘 送罐
图4-28所示为机头工作凸轮弹性臂组成示意图。
图4-29所示为机头滚压封口机构原理图。
34
图4-26 滚压封口形式
a-滚纹封口 b-滚边封口
35
图4-27 自动封口机机头组成示意图
1-凸轮套 2-压轮 3-复位弹簧 4-杠杆轴 5-螺母 6-轴垫 7-弹性臂
第四章 封口机械
本章学习重点: 1. 热压封口机的热封合的方法; 2. 各类封口机械主要结构及工作原理。
1
第四章 封口机械
§4~1 概 述
在包装容器内盛装产品后,对容器进行封口的 机械,称为封口机械。
烟酒真假鉴别

⏹软中华,329,3字头,65-70一包。
天安门那面的"康"字上, 侧光看不清的话用荧光照,倒数第三位是3的话就是3字头而且只能是328 /329 /330⏹“中华”是高档卷烟品牌之一,万一买到假冒的“中华”卷烟,那损失可就大了。
可是没有专用的识别器,如何识别真假“中华”呢?这个问题常常令零售户和消费者感到头疼。
这里我们教大家一些简单的识别方法,让你们可以快速识别真假软“中华”:第一招,从整条的外包装上看,正品软“中华”封膜上打的一长串编号字体呈喷雾状,大小不一,每条的号码均不同;而假冒产品的编码常常是印上去的,字体一般难以呈喷雾状,而且有时会出现号码相同的情况。
第二招,拿起一包烟在手上轻轻地捏一下,正品的包装和烟之间留有少许空隙,一般感觉会比较柔软;而假冒产品则包装严实,摸上去有点紧绷的感觉。
第三招,每包正品烟包装正面的底部都有一行肉眼难以看到的编号,在紫外线照射下,可以看到号码非常整齐,间隔均匀;而假冒产品的编号用肉眼观察较为明显,而且号码间隔和大小不很均匀。
最后你还可以看看每包烟底部封膜的封口,正品在黏合处皱褶较多,假冒产品一般比较平整和光滑。
防伪标记6处(两个三处一致):条盒上面防伪标号尾数与小盒面上防伪标号尾数、烟支小号尾数三处一致;条盒端面钢印两个阿拉伯数字的尾数和小盒铝纸两个阿拉伯数字的尾数及烟支暗藏的两位数的一位数三处一致。
⏹条盒粘封侧封三点式,圆心间的距离是115mm,端封两点式,侧封端封都采用热溶胶。
而假烟不规范,且采用普通液态胶。
⏹小盒端封为四段式胶痕,商标纸无针眼,切有30度角,另一边出一个小角。
关于硬中华烟的真伪鉴别硬中华烟是上海卷烟厂生产的,是36种名优烟之一。
硬中华烟是用德国进口的佛克包装机生产的,其真伪鉴别方法如下:1、条盒透明纸粘封宽度为11mm,假烟为20mm。
2、真烟小盒粘封左右两侧呈有规则的三条胶痕,而假烟为无规则片状;铝纸与小盒粘封前后各两条8mm宽的平行胶痕,左右铝纸与小盒粘封各为一条胶痕,拆开后呈八字形;而假烟为无规则片状胶痕。
包装机械完整版说明书

■主要产品:包装机械■适读群体:包装机械行业生产、贸易型企业管理人员目录一.行业发展概况 (5)二.行业经济运行数据 (7)三.中国包装机械出口趋势分析 (9)3.1. 2009-2011年中国包装机械出口趋势分析 (9)3.1.1. 2009-2011年中国包装机械出口量走势 (9)3.1.2. 2009-2011年中国包装机械出口额走势 (10)3.1.3. 2009-2011年中国包装机械出口额月度走势 (10)3.2. 2012年中国包装机械出口情况 (11)3.2.1. 2012年1-8月中国包装机械出口数量和金额 (11)3.2.2. 2012年1-8月中国包装机械主要出口国家/地区分布 (12)3.2.3. 2012年1-8月中国包装机械出口货源地 (13)四.全球包装机械进出口情况及分析 (14)4.1. 2009-2011年全球包装机械年度进出口趋势分析 (14)4.1.1. 2009-2011年全球包装机械年度进口总额走势 (14)4.1.2. 2009-2011年全球包装机械主要需求国家/地区进口额 (15)4.1.3. 2009-2011年全球包装机械主要需求国家/地区市场份额 (16)4.1.4. 2009-2011年全球包装机械主要出口国家/地区出口额 (17)4.1.5. 2009-2011年全球包装机械主要出口国家/地区市场份额 (18)4.2. 2009-2012年包装机械主要需求国进口情况 (19)4.2.1.美国包装机械进口情况 (19)4.2.2.法国包装机械进口情况 (19)4.2.3.日本包装机械进口情况 (20)摘要:包装是商品进入时常的必经步骤,包装商品也必然离不开各种包装机械,随着社会的不断发展,人们对于商品的外包装要求越来越高,也促进了包装机械行业的不断发展,因此包装机械在包装工业中有着举足轻重的地位和作用。
它给行业提供必要的技术支持,以完成产品的包装工艺过程。
FOCKE FX2包装机组753型薄膜小包机增加一种多功能烟包检测装置的必要性及可行性
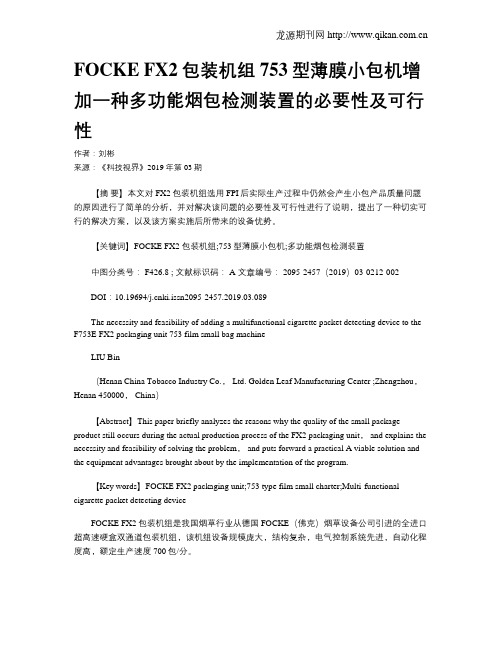
FOCKE FX2包装机组753型薄膜小包机增加一种多功能烟包检测装置的必要性及可行性作者:刘彬来源:《科技视界》2019年第03期【摘要】本文对FX2包装机组选用FPI后实际生产过程中仍然会产生小包产品质量问题的原因进行了简单的分析,并对解决该问题的必要性及可行性进行了说明,提出了一种切实可行的解决方案,以及该方案实施后所带来的设备优势。
【关键词】FOCKE FX2 包装机组;753型薄膜小包机;多功能烟包检测装置中图分类号: F426.8 ; 文献标识码: A 文章编号: 2095-2457(2019)03-0212-002DOI:10.19694/ki.issn2095-2457.2019.03.089The necessity and feasibility of adding a multifunctional cigarette packet detecting device to the F753E FX2 packaging unit 753 film small bag machineLIU Bin(Henan China Tobacco Industry Co., Ltd. Golden Leaf Manufacturing Center ;Zhengzhou,Henan 450000, China)【Abstract】This paper briefly analyzes the reasons why the quality of the small package product still occurs during the actual production process of the FX2 packaging unit, and explains the necessity and feasibility of solving the problem, and puts forward a practical A viable solution and the equipment advantages brought about by the implementation of the program.【Key words】FOCKE FX2 packaging unit;753 type film small charter;Multi-functional cigarette packet detecting deviceFOCKE FX2包装机组是我国烟草行业从德国FOCKE(佛克)烟草设备公司引进的全进口超高速硬盒双通道包装机组,该机组设备规模庞大,结构复杂,电气控制系统先进,自动化程度高,额定生产速度700包/分。
包装机故障及解决方法PPT课件

键
• 拿下砝码看看零点误差。要求不大于±0.02kg, 如果不在此范围内就要重复上面的步骤。
校秤本卷须知
• 校秤时要注意:气动管路及电缆 均不允许与称量斗相碰造成附加 牵引力。传感器的安装必须巩固 ,挂上称量斗后各吊杆应处于孔 的中央,不允许有卡边现象,
• 做好连接部位检查。
• 在校秤时零点先校好后,操作人 员再上到平台上挂砝码,挂完砝 码后校量程时,操作人员要靠在 栏杆处站稳不要走动。保证秤体 平稳。
工作过程
• 整个系统的称量精度由高精度称重传感器 和称重控制仪表来保证,可编程控制器及 内部程序设置保证了工作的可靠性,此外 ,优质的气动及电动控制设备又为长期的 工作稳定和可靠做出了保证。。
• 每台秤放料结束后,当再次将包装袋套上 夹袋机构,触碰夹袋开关,秤便自动启动 下料,循环完成上述各项内容。
气缸 固定 螺丝 脱落
故障实例2
• 2021年5月1号,3号包装机 不能自动下料,只能手动下 料,当时让操作工清理料斗 残料和粉尘,校秤时F701控 制器上显示Err3错误提示。 经检查有一个传感器吊杆孔 处有苯酐固体块,是之前跑 液体苯酐时没有及时清理造 成的。经清理后再次校秤后 回复正常。
吊杆 孔
3、在包装过程中出现超差现象
故障现象 超差很大 偶尔超差 稳定超差
A、每袋都超差而且超差值很 大。
• PLC输出继电器使用频 率很高,造成内部触点 黏结,导致不能断开。
• 还有可能是电磁阀内部 机械局部故障引起的, 更换电磁阀就可以解决 。
电磁 阀
B、偶尔几袋超差又不稳定
• 首先应该对称料斗的吊杆进
三
出厂前秤的主要参数设置及 调整工作均已完成,现场调 试只是根据实际环境及物料 性能对参数进行修改和补充 。 我们现场可设定参数是 目标重量。 08/07↔大约是补偿重量,在运 行中自动调整、 细加料值 中加料值 粗加料值规定粗加料设定不超过 5kg。〔参考值〕
Franke 手动干燥器 ARTW410 使用说明书

Montage- und Betriebsanleitung Mounting instruction and ManualEA-Nr.: 7612210050411 - ARTW410((268x230x177 mm) H än detrock n erHand DryerALGSarl BFIX GroupeRésidence Chaabani, Val d‘Hydra 16000 Alger / Algeria t: +213-(0)21 60 13 60e:***********************AUTFranke GmbHOberer Achdamm 526971 Hard / Austria t: +43-(0)5574-6735-0e:*********************BELFranke N.V.Ring 10, PB 1179400 Ninove / Belgium t: +32-(0)54-310130e:*********************CANFranke Kindred Canada Limited 1000 Franke Kindred RoadL4R 4K9 Midland, Ontario / Canada t: +1-705-526-5427e:*********************CZEFranke s.r.o.Kolbenova 1719000 Praha 9 / Czech Republic t: +420-281-090-429e:*********************EGYFranke Kitchen Systems Egypt S.A.E. 1st Industrial Zone6th October City, Cairo / Egypt t: +20-(0)2-828-0000e:*********************ESPFranke WS IberiaAvda. Puente Cultural, 10, 1º- 6San Sebastian de los Reyes, 28703 Madrid t: +34-(0)91-659-3197e:*********************FIN / SWE / NOR / DEN Franke Finland Oy Vartiokuja 176850 Naarajaervi / Finland t: +358-(0)15-3411-1e:*********************FRAFranke GmbHOberer Achdamm 526971 Hard / Austriche t: 0800 909 216e:*********************GBR / IRLFranke Sissons Ltd.Carrwood Road, SheepbridgeChesterfield S41 9QB / United Kingdom t: +44-(0)1246-450-255e:*********************GERFranke Aquarotter GmbH Parkstrasse 1 - 514974 Ludwigsfelde / Germany t: +49-(0)3378-818-0e:*********************GEOFranke Caucasus Ltd.7, Agladze StreetTbilisi, 0154 / Georgia t: +995-(0)32-351672e:******************GREG Style S.A.119, Kifissias Ave.GR-151 24 Maroussi, Athens / Greece t: +30 210 614 1196e:***************HUNFranke GmbHOberer Achdamm 526971 Hard / Austria t: +36-(0)1-313-84-84e:*********************ITAFranke GmbHOberer Achdamm 526971 Hard / Austria t: 800-789233e:*********************NEDFranke N.V.Ring 10, PB 1179400 Ninove / Belgium t: +31-(0)88-0027-368e:*********************POLFranke Polska Sp. z o.o.Aleja Krakowska 6305-090 Raszyn, Sekocin Nowy / Poland t: +48-(0)22-711-6717e:*********************PORFranke Portugal S.A.Estrada de Talaíde, Edificio 3, Cruzamento de Sao Marcos, 2735-531 Cacém / Portugal t: +351-(0)21-426-9670e:*********************ROUFranke Romania SRL 98, Blvd. Biruintei077145 Bucharest - Pantelimon / Romania t: +40-(0)21-350-1550 e:*********************RSAFranke Kitchen Systems (Pty) Ltd.1194 South Coast Road4060 Mobeni / South Africa ZAF t: +27-(0)31-450-6300e:*********************RUSFranke Russia Ilya Klestovul. Novorossiiskaya 32-44195156 St. Petersburg / Russia t: +7-(0)921-315-35-36e:********************* SLOBarjans d.o.o.Pod Hruševco 201360 Vrhnika / Slovenia t: +386-(0)1-750-66-40e:***************SUIFranke Washroom Systems AG Franke-Strasse 9, Postfach 2374663 Aarburg / Switzerland t: +41-(0)62-787-3131e:*********************SVKINGEMA s.r.o.Močarianska 1071 01 Michalovce / Slovakia t: +421-(0)56-640-36-12e:****************TUNHANDASSA GROUP48 Av. Taieb Mhiri Imm. Les Jasmins apt. n°5.2080 Ariana / Tunisia t : +216-(0)71-702-272e:**********************.tnTURFranke Mutfak ve Banyo Sistemleri San. ve Tic. A.SGebze Organize Sanayi BölgesiTembelova Alanı 3500 sokak No: 3503 Gebze, Kocaeli / Turkiye t: +90-(0)262-644-6595e:*********************UAEFranke L.L.C P .O. Box 14511Ras Al Khaimah / United Arab Emirates t: +971-(0)7-244-4940 e:*********************UKRFranke Ukraina LLC 7D, Zdolbunivska Str.Kyiv 02081 / Ukraine t: +380-(0)44-492-0015e:*********************Other Countries:Franke GmbHOberer Achdamm 526971 Hard / Austria t: +43-(0)5574-6735-0e:**********************A R T W 410/30.11.2012。
FOCKE FX2包装机组753型薄膜小包机增加一种多功能烟包检测装置的必要性及可行性
FOCKE FX2包装机组753型薄膜小包机增加一种多功能烟包检测装置的必要性及可行性刘彬【摘要】本文对FX2包装机组选用FPI后实际生产过程中仍然会产生小包产品质量问题的原因进行了简单的分析,并对解决该问题的必要性及可行性进行了说明,提出了一种切实可行的解决方案,以及该方案实施后所带来的设备优势.【期刊名称】《科技视界》【年(卷),期】2019(000)003【总页数】2页(P212-213)【关键词】FOCKEFX2包装机组;753型薄膜小包机;多功能烟包检测装置【作者】刘彬【作者单位】河南中烟工业有限责任公司黄金叶生产制造中心,河南郑州 450000【正文语种】中文【中图分类】F426.8FOCKEFX2包装机组是我国烟草行业从德国FOCKE(佛克)烟草设备公司引进的全进口超高速硬盒双通道包装机组,该机组设备规模庞大,结构复杂,电气控制系统先进,自动化程度高,额定生产速度700包/分。
FOCKE FX2包装机组由498配电柜部分,542型商标纸拆垛机,703型硬盒翻盖包装机,741型烟包储存箱,753型薄膜小包机,779型条包包装机,798型中央卷筒存贮拼接装置几大部分组成。
其中703型硬盒翻盖包装机可以选装FPI最终烟包检测系统。
河南中烟工业有限责任公司黄金叶生产制造中心2015年陆续引进了两组FOCKE FX2包装机组,并且都选装了FPI最终烟包检测系统。
通过近两三年的实际生产使用,我们发现虽然设备在引进时选装了FPI最终烟包检测系统,但在条包成品烟中仍然发现有次品烟包存在。
通过对不同种类的次品进行质量分析,并深入剖析研究现有设备的生产流程,我们发现设备的现有生产流程中存在着几个极易产生产品质量问题的因素,如703型硬盒翻盖包装机第二干燥转塔烟包输出处,741烟包储存箱工作时烟包进出过程,753薄膜小包机烟包输入处烟包调头分道机构,753薄膜小包机小盒透明纸包装过程等。
而这些极易产生质量问题的因素点全部都在703硬盒翻盖包装机FPI最终烟包检测装置之后。
中华香烟的真假鉴别

所谓“3字头”、“2字头”、“1字头”,只不过是卷烟厂生产时流水线的班次代号而已,并不存在质量上的差别。
而硬中华的代号则印制在香烟过滤嘴内,吸烟者取下过滤嘴在水中浸泡后就可以看清。
巨大的价格差别不过是商家的炒作罢了。
外包装上可见,有一连串的数字。
需要用紫外线灯,或者对光选择一个角度也能看得见。
3字头最好认了,真的封口那里有2条线,用手摸可以感觉出来的,假的那两条线的感觉做不到这样。
我也听卷烟厂的人说,其实是,早班,中班,晚班,1,2,3,1.从整条的外包装上看,烟草部门在封膜上打的一长串编号字体呈喷雾状,大小不一,每条的号码均不同,假冒产品号码常常是印上去的,字体一般难以呈喷雾状,而且有时会出现号码相同的情况;2.拿起一包烟在手上轻轻地捏一下,真品的包装和烟之间留有少许空隙,一般比较柔软,假冒产品则包装严实,摸上去有点紧绷的感觉;(有道理,真的很松软、柔软,假的的确较紧,但也是有空隙的)3.在每包烟包装正面的底部有一行编号,肉眼难以看到,在紫外线照射下,正品的号码非常整齐,每个号码间隔均匀,假冒产品编号用肉眼观察则较为明显,而且号码间隔和大小不很均匀;(这个最好用,基本包灵,真烟很难看得到,假烟随随便便就看到了)4.再看看每包烟底部封膜的封口,真品在黏合处皱褶较多,假冒产品一般比较平整和光滑。
(这个没什么道理)中华香烟的真假鉴别:一、条包装:(1)条包装透明纸由于摩擦系数低,手感光滑,光泽好,而假烟摩擦系数大,滞手,光泽差。
假烟条盒与条盒透明纸之间间隔大,尤其在条盒的两端差异明显。
(2)条装为无字母金拉线,拉线头为半圆型,顺时针拉开,而假烟头型无规则。
(3)透明纸粘封在有条码侧与边缘平行,呈一条直线状,宽度均匀一致,而假烟不平行、不直、不均匀。
(4)条盒采取欧式上开盖,条盒透明纸右上角透明纸内侧采用自动喷墨隐型防伪技术。
防伪标志在紫外灯下呈紫蓝色。
防伪标志采用集团图案两个字母,十位数字(分两行)ZH为中华二字汉语拼音字头,后十位分别代表生产日期、班别、车号。