模具报价工时参考
模具报价单CBD

Faway-Hellah ¥100h ¥100h ¥100h ¥100h¥100材料牌号重量kg数量piece1.2343ESR 1.2343ESR20晒字名称name工时(hours)单价(yuan/hour)金额(yuan)模流分析(Mold flow)¥数据分析 (Analyse data)¥结构设计 (Design)¥编程 (Program)¥其它 (others)¥材料名称name 尺寸(mm*mm*mm)单价(yuan/kg)金额(yuan)定模 (FS)动模 (BS )中间模 (MT)电极 (electrode)模架 (mould base)滑块 (slider)顶块 (ejector block)其它(other)装配件规格型号品牌数量金额顶杆 (ejector)标准件 (standard parts)热流道 (hot runner)其它 (other)油缸热流道系统名称工时单价金额镀层(氮化&WCC) (Coatimg)¥真空热处理 (Hardening)¥外协加工Outsourcing ¥粗加工CNC roughing ¥半精CNC semi finishing ¥精加工CNC finishing ¥电极加工 (CNC electrode)¥电火花 (EDM)¥线切割 (wire-cut)¥研模装配 (fitting&assemble)¥抛光 (polishing )¥三坐标检测 (CMM)¥深孔钻(Drill)¥其它设备 (other machine)¥¥费用名称费用计算说明金额管理费 (overhead expenses)¥试模费 (trial expenses)¥¥Total price产品报废成本(scrap parts)¥运输 (tool transport costs)(是否紧急请注明 urgent or not)¥6000税收 (Tax)¥345设计费加工材料费装配材料费加工费其它费用Total (yuan)Total (yuan)Total (yuan)Total (yuan)Total (yuan)6000其它(Other)¥供应商确认Supplier模具工程师确认PTC check采购确认Project Buyercheckpicture表格说明:1,灰色格为填入内容,没有则不填。
模具报价单格式

模具加工报价单 模具名称: 材料规格 材料牌号 材料 材料重量 材料费
费用/小时
6061 0克 0元 50元/小时 5 250 15元/小时 0 0 15元/小时 0 0 50 2014年6月7日 300
CNC加工费
CNC工时 加工费
费用/小时
钻孔
时间 费用
费用/小时
抛光
时间 费用 其他费用 纳期
样品模具费用 大货模具费用
声明: 一、承包方在承接我司模具加工业务后,必须在双方约定的纳期内完成。如果承包方 不能在纳期内提交合格的模具,我司将扣除模具加工费的20% 。 二、如果模具在交付的时候出现严重的质量问题如 1.加工不到位、 2.模具表面粗糙不符合产品要求 3.漏打针孔眼等等 承包方应自行负责。 三、以上报价均以人民币计,此报价含17%的增值税!月结30天! 承包方; 日期;2014年6月6日
模具报价表模板
其它费用 /Other Fee
利润/Profit 税收/Tex 试模费/Trial Fee 运输费/Freight Fee
模具总价( 模具总价(元) /Mold Price(RMB): :
49,511.00
模具厂/Supplier: : 模具厂 盖章/Stamp: 盖章
签字/Signature: 签字 日期/Date: 日期
工时(小时)/Hour 20 20
金额(元)/Price(RMB) 600.00
小计(元)/Subtotal(RMB) 1,200.00
600.00
33,677.00
费用名称/Item 管理费/Managing Fee 费用计算说明/Descripition 5% 25% 17% 金额(元)/Price(RMB) 1,684.00 8,420.00 5,730.00 15,834.00 小计(元)Total(RMB)
油缸/Hydraulic Cylinder
名称/Item
工时(小时)/Hour
金额(元)/Price(RMB) 0.00
小计(元)/Subtotal(RMB)
设计费 /Design Cost
扫描测绘/Scanning 结构设计/CAD/CAM CAE分析/CAE 32 3 60.00 60.00
1920.00 180.00
2,100.00
名称/Item 一般机床/Machining 数控机床/CNC
工时(小时)/Hour 80 120 80 30 100
单价(元)/Unit Price(RMB) 25.00 65.00 25.00 30.00 25.00
金额(元)/Price(RMB) 2000.00 7800.00 2000.00 2500.00 2500.00 3500.00
模具加工费用计算及模具费用的计算

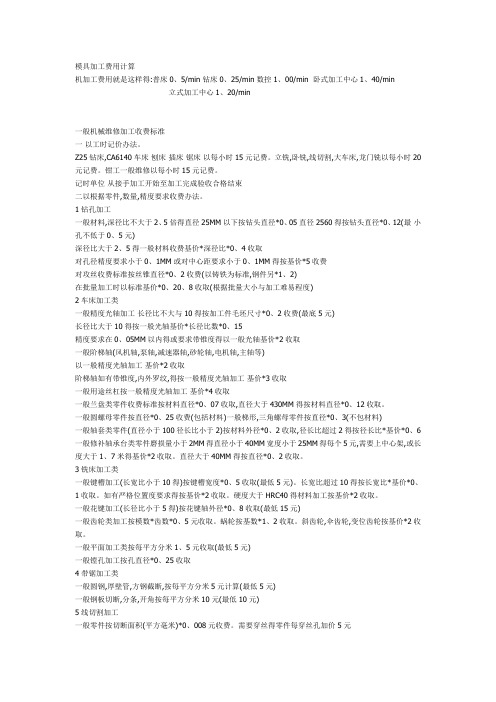
模具加工费用计算机加工费用就是这样的:普床0、5/min 钻床0、25/min 数控1、00/min 卧式加工中心1、40/min立式加工中心1、20/min一般机械维修加工收费标准一以工时记价办法。
Z25钻床,CA6140车床刨床插床锯床以每小时15元记费。
立铣,卧铣,线切割,大车床,龙门铣以每小时20元记费。
钳工一般维修以每小时15元记费。
记时单位从接手加工开始至加工完成验收合格结束二以根据零件,数量,精度要求收费办法。
1钻孔加工一般材料,深径比不大于2、5倍的直径25MM以下按钻头直径*0、05直径25-60的按钻头直径*0、12(最小孔不低于0、5元)深径比大于2、5的一般材料收费基价*深径比*0、4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0、2收费(以铸铁为标准,钢件另*1、2)在批量加工时以标准基价*0、2-0、8收取(根据批量大小与加工难易程度)2车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0、2收费(最底5元)长径比大于10的按一般光轴基价*长径比数*0、15精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般兰盘类零件收费标准按材料直径*0、07收取,直径大于430MM的按材料直径*0、12收取。
一般圆螺母零件按直径*0、25收费(包括材料)一般梯形,三角螺母零件按直径*0、3(不包材料)一般轴套类零件(直径小于100径长比小于2)按材料外径*0、2收取,径长比超过2的按径长比*基价*0、6 一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM的每个5元,需要上中心架,或长度大于1.7米的基价*2收取。
模具费和加工费计算方法

模具费和加工费计算方法模具费计算法;1)落料模;1圆型开料模d为开料直径1材料为Fe/Cu/AL,料厚为0.3~3mm以内包3mm注:大于500mm不作具体说明2 材料为Fe/Cu/AL,料厚为0.1~0.3/3~5mm注:厚度大于5mm不作具体说明3材料为不锈钢和一些硬度高的材料模具价钱适当加高 1不锈钢:在Fe/Cu/AL的基础上1.1倍2其他材料不作具体说明;4圆型落料模价钱小于600元当600元算;2矩型落料模L为对角线尺寸1材料为Fe/Cu/AL,料厚为0.1~0.3/3~5mm注:大于500mm不作具体说明2材料为Fe/Cu/AL,料厚为0.1~0.3/3~5mm3材料为不锈钢和一些硬度高的材料模具价钱适当加高1不锈钢:在Fe/Cu/AL的基础上1.1倍2其他材料不作具体说明;4矩型落料模价钱小于600元当600元算; 编制:审核:2落料冲孔模:1圆型落料冲孔模圆型落料模模具费+圆孔数量圆孔单价50元/个=圆型落料冲圆孔模模具费圆型落料模模具费+方孔数量方孔单价60元/个=圆型落料冲方孔模模具费如用以上公式得出模具费小于落料模模具费1.5倍,按落料模模具费1.5倍算;2方型落料冲孔模方型落料模模具费+圆孔数量圆孔单价50元/个=方型落料冲圆孔模模具费方型落料模模具费+方孔数量方孔单价60元/个=方型落料冲方孔模模具费如用以上公式得出模具费小于落料模模具费1.5倍,按落料模模具费1.5倍算;3拉伸模:1圆型拉伸模:一次拉伸:开料直径d10元二次拉伸:第一次拉伸直径d110元三次拉伸:第二次拉伸直径d210元以此类推……都是10元圆型落拉模:一次拉伸模具费1.5倍2矩型拉伸模:一次拉伸:开料对角线尺寸L11元二次拉伸:第一次拉伸最大一边尺寸L111元三次拉伸:第二次拉伸最大一边尺寸L211元以此类推……都是11元方型落拉模:一次拉伸模具费1.5倍3圆锥型或方锥型的拉伸模的模具费在原来的拉伸模的模具费1.3倍;4圆型拉伸比系数10号钢以内d只拉伸一次≥0.5 /d1多次拉伸≥0.6 d2/d1≥0.7 d3/d2≥0.8dn/dn1……不具体说明方型拉伸比系数比较复杂,其他不作具体说明;4加模架费用:在原来模具费的基础1.1倍;附:1,开料尺寸说明:1圆型产品开料:D+T1.5D+T1.5 D为产品展开材料直径 T为材料厚度T1.5小于5按5mm算2矩型产品开料:L+T1.5L1+T1.5 L为产品展开材料一边尺寸 L1 为产品展开材料另一边尺寸 T为材料厚度T1.5小于10按10mm算 L大于L1 编制:审核:加工费计算法;1 冲床:注:上冲床级别计算公式:周长厚度抗展力1.2倍抗展力:其他材料不作具体说明2油压机:3液压折弯机:0.4到0.5元/刀次4剪床:0.1元 /刀次5钻床:钻孔,功牙,倒角0.1元/钻次编制:审核:。
模具报价算法
①产品尺寸系数K1 产品的大小决定了模具的加工量,成型大尺寸产品的 模具型腔加工时去除的材料必然多,工时就必然多,用产 品尺寸系数K1来修正基点工时。 求出以产品外形尺寸(即模具型腔表面尺寸)与分型 面组成的产品包络体积(也可看作型腔体积),以该体积 乘以调整系数K11,再除以基准产品的包络体积,得到的 即是产品尺寸系数K1。即:
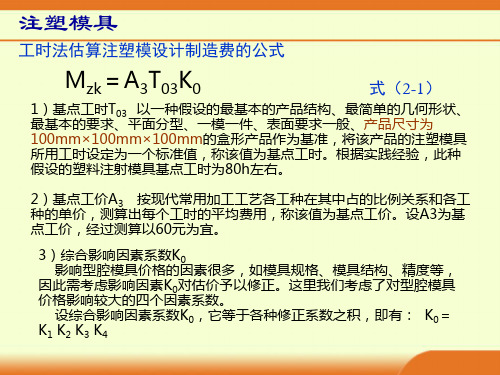
注塑模具
工时法估算注塑模设计制造费的公式
Mzk=A3T03K0
式(2-1)
1)基点工时T03 以一种假设的最基本的产品结构、最简单的几何形状、 最基本的要求、平面分型、一模一件、表面要求一般、产品尺寸为 100mm×100mm×100mm的盒形产品作为基准,将该产品的注塑模具所用工 时设定为一个标准值,称该值为基点工时。根据实践经验,此种假设的 塑料注射模具基点工时为80h左右。 2)基点工价A3 按现代常用加工工艺各工种在其中占的比例关系和各 工种的单价,测算出每个工时的平均费用,称该值为基点工价。设A3为 基点工价,经过测算以60元为宜。 3)综合影响因素系数K0 影响型腔模具价格的因素很多,如模具规格、模具结构、精度等, 因此需考虑影响因素K0对估价予以修正。这里我们考虑了对型腔模具 价格影响较大的四个因素系数。 设综合影响因素系数K0,它等于各种修正系数之积,即有: K0= K1 K2 K3 K4
全局
1处 每增 1处 二维 三维 二维 三维 镶拼型芯 整体型芯 整体型腔
0.6~1
0.05~0.1 0.1~0.15 0.02~0.05 0.03~0.1 0~0.1 0.1~0.4 0.1~0.4 K24主Fra bibliotek 型面平面
(续)模具结构复杂系数K2
结构要素 主分 型面 异 型 面 镶拼型芯 整体型芯 系数数值 0.07~0.2 0.12~0.5 选用说明 含嵌入部分型芯高≥240mm,取0.05;≥400mm,取0.1;再 根据曲面复杂性,加0.02~0.1 型芯高≥100mm,取0.1;≥200mm,取0.15;≥300mm,取 0.2;≥400mm,取0.28; ≥450mm,取0.34; ≥500mm,取 0.4,再根据曲面复杂性,加0.02~0.1 根据曲面复杂性,加0.01~0.05,其余同上。 代号 K25
详细模具报价单
设计/编程/项目费用:
科目
加工单价
模具设计
60(元/H)
项目跟进
报价图
加工工时(小时) 业务跟进 模具BOM采购 分模
总装配
年月日
备 注 含税单价 总费用(元)
小计1 合计工时 费用(元)
出图
加工编程
60(元/H)
模胚
前模
后模
行位/斜顶 镶件 电极拆分 电极编程
特殊设计/编程
80(元/H)
加 工 费:
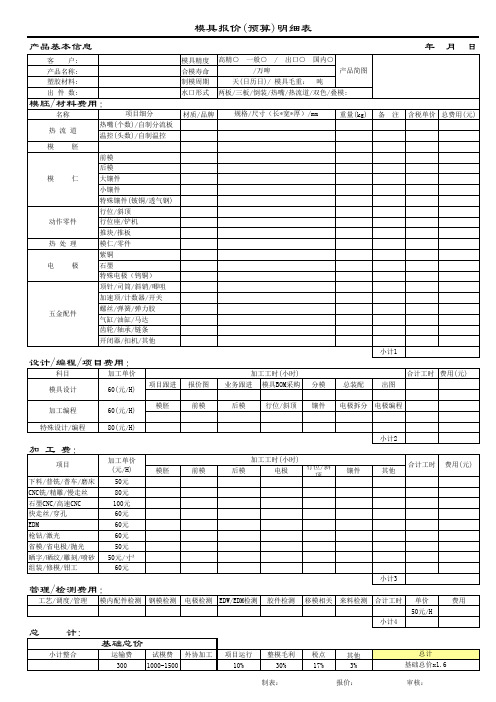
模具报价(预算)明细表
产品基本信息
客 户:
产品名称:
塑胶材料:
出 件 数:
模胚/材料费用:
名称
项目细分
热流道
热嘴(个数)/自制分流板 温控(头数)/自制温控
模胚
前模
后模
模仁
大镶件
小镶件
特殊镶件(铍铜/透气钢)
行位/斜顶
动作零件
行位座/铲机
推块/推板
热处理
模仁/零件
紫铜
电极
石墨
特殊电极(钨铜)
顶针/司筒/斜销/唧咀
加速顶/计数器/开关
五金配件
螺丝/弹簧/弹力胶 气缸/油缸/马达
齿轮/轴承/链条
开闭器/扣机/其他
模具精度 合模寿命 制模周期 水口形式
高精○ 一般○ / 出口○ 国内○
/万啤
产品简图
天(日历日)/ 模具毛重: 吨
两板/三板/倒装/热嘴/热流道/双色/叠模:
材质/品牌
规格/尺寸(长*宽*厚)/mm
重量(kg)
总
计:
小计整合
基础总价
运输费
试模费
300
1000-1500
注塑产品报价人工及电费用计算格式
注塑产品报价人工及电费用计算格式在注塑行业中,准确计算产品的报价是非常重要的,其中包括了人工费用和电费用。
下面是一种计算格式,供参考:
1.人工费用计算:
1.1人工工时:根据产品设计及注塑周期,确定每个产品的注塑周期时间,例如为8小时。
1.2人工单价:根据所在地区的平均工资水平及员工薪酬标准,确定每小时的人工单价,例如为50元/小时。
1.3人工费用计算公式:人工费用=人工工时x人工单价
例如,如果产品注塑周期为8小时,人工单价为50元/小时,则人工费用为400元。
2.电费用计算:
2.1电能消耗:根据注塑机的额定功率以及注塑周期时间,计算每个产品所消耗的电能,例如为0.5度。
2.2电费单价:根据所在地区的电费标准,确定每度电费用,例如为1元/度。
2.3电费用计算公式:电费用=电能消耗x电费单价
例如,如果每个产品消耗的电能为0.5度,电费单价为1元/度,则电费用为0.5元。
3.总费用计算:
总费用=人工费用+电费用
例如,根据上述例子,人工费用为400元,电费用为0.5元,则总费用为400.5元。
需要注意的是,以上计算格式仅仅是一种参考,具体的计算方式可能会有所不同,还需要根据企业的实际情况进行调整和修改。
此外,除了人工费用和电费用,还有其他费用(如原材料费用、设备折旧费用等)也需要考虑进去,以便得出准确的产品报价。
模具报价表

材料名称/Material 动模模芯
材料牌号/Specification H13 H13 45# 45#
重量/Weight(Kg) 单价(元)/Unit Price(RMB) 金额(元)/Price(RMB) 38.82 25.88 213.67 163.40 35.00 35.00 7.00 7.00 1358.72 905.81 1495.70
品牌/Supplier
数量/Number
单价(元)/Unit Price(RMB) 金额(元)/Price(RMB)
小计(元)/Subtotal(RMB)
装配材料费 Assemly Material Cost
名称/Item
工时(小时)/Hour
单价(元)/Unit Price(RMB)
金额(元)/Price(RMB)
小计(元)/Subtotal(RMB)
设计费 Design Cost
扫描测绘/Scanning 结构设计/CAD/CAM CAE分析/CAE 名称/Item 工时(小时)/Hour 单价(元)/Unit Price(RMB) 金额(元)/Price(RMB) 小计(元)/Subtotal(RMB)
加工费 Manufactur ing Cost
模具名称/Mold Specification 产品大小/Part Size (mm) 外形尺寸/Mold Size (mm)
型腔数量/Cav. 产品重量/Part Weight(g) 模具重量/Mold Weight(Kg)
产品零件号/Part No.
首次试模时间/T1 Time 最终交付时间/Lead Time 设备吨位/Press(Ton) 280T
小计(元)/Subtotal(RMB)
模具成本计算手册

模具成本计算成本公式:设计+钢材+热处理(HRC)+线切割+机加工(电脑罗打火花)+组立+五金配件A、设计:一般50元——300元/件(具体视模具难易程度而定)B、钢材+热处理(HRC)成本计算如下:一、SK31、钢材重量计算公式:长(mm)X宽(mm)X高(mm)X比重/106=重量(kg)2、材料单价:32元/KG热处理单价:5元/KGSK3单价=材料单价+热处理单价价格参考表(标准规格料) 单位:RMB续上表:二、SKD111、钢材重量计算公式:长(mm)X宽(mm)X高(mm)X比重/106=重量(kg) 2、材料单价:41.5元/KG热处理单价:5元/KGSKD11单价=材料单价+热处理单价价格参考表 (标准规格料)单位:RMB续上表:三、CR121、钢材重量计算公式:长(mm)X宽(mm)X高(mm)X比重/106=重量(kg)2、材料单价:16.5元/KG热处理单价:5元/KGCR12单价=材料单价+热处理单价价格参考表(标准规格料)单位:RMB四、D21、钢材重量计算公式:长(mm)X宽(mm)X高(mm)X比重/106=重量2、材料单价:22元/KG热处理单价:5元/KGD2单价=材料单价+热处理单价价格参考表(标准规格料)五、45#1、钢材重量计算公式:长(mm)X宽(mm)X高(mm)X比重/106=重量(kg) 2、材料单价:6.5元/KG热处理单价:5元/KG45#单价=材料单价+热处理单价六、A31、钢材重量计算公式:长(mm)X 宽(mm)X 高(mm)X 比重/106=重量(kg) 2、材料单价:5.3元/KGA3单价=材料单价价格参考表 (标准规格料) 单位:RMB七、油钢1、钢材重量计算公式:长(mm)X宽(mm)X高(mm)X比重/106=重量(kg) 2、材料单价:21元/KG热处理单价:5元/KG油钢单价=材料单价+热处理单价C 类:线切割成本计算公式:线割物周长X 料厚X 单价=线割成本例如:线割物为 20 * 10的长方体料厚12mm,慢走丝割一刀D 类: 电脑罗与五金配件1、电脑罗(机加工)a.铜公:60元/小时b.电火花每小时12元c.打孔(电火花)0.1元/1mm(0.5孔)d.凸凹模雕刻单价参照下表:2、五金配件1、导柱:2.5元/PCS2、套铜:2.0元/PCS3、导套:2.5元/PCS4、弹簧:35元/kg5、优力胶:26支/kg6、冲头:3-10元/PCS7、螺丝:0.25元/PCS备注:取一般中间单价3、组立/工时工时100元/日。
模具加工工时参考表

产品名称 产品图号 Y22-0798 Y22-0919 Y22-0443/0445 Y22-0759/0760 Y22-0761 Y22-0001中心 Y22-0214 Y22-0155/0635 Y22-0697/0698 Y22-0234 Y22-0544 Y22-0775 9000341866 Y22-0444 E03-110 Y22-0444(齿窄) Y25-0143-A Y25-0286 Y25-0310 305426900 41500030 9000450506 Y25-0287 305600400 305427400 9000322370-MP C07P0091-1 车床粗车 粗雕 钻床加工 热处理 车床精车 电极精雕 电火花 抛光 导柱孔 顶针孔 刻字 材料尺寸 备注 小时/付 小时/付 小时/付 公斤/付 小时/付 小时/2件 小时/付 小时/付 小时/付 小时/付小时/付 4 无 1 88 2 13 21 5 8 无 0.5 φ 260*120 平板模具 平板模具 4 无 1 80 2 12 13 4 8 无 无 φ 250*120 平板模具 5 无 1 80 3 无 无 1 8 无 无 φ 260*120 平板模具 5 无 1 88 2 12 11 3 8 无 无 φ 260*120 平板模具 3 无 1 50 1.5 8 7 3 6 无 0.5 φ 200*120 平板模具 5 无 1 72 2 无 无 1.5 8 无 无 φ 240*120 平板模具 3 无 1 50 2 8 7 2.5 6 无 无 平板模具 φ 200*120 3 无 1 50 2 5 10 3 6 4 3 平板模具 5 无 1 88 3 车床加工 3 1 8 无 无 φ 260*120 平板模具 无 1 50 2 3 3 1 6 4 2 平板模具 3 φ 200*120 无 1 50 2 3 3 1 6 4 2 平板模具 5 无 1 80 2 10 19 1 8 无 无 φ 250*120 博西华 3 无 1 50 1.5 6 6 2 6 2 无 φ 200*120 平板模具 3 无 1 50 1.5 6 6 2 6 2 无 φ 200*120 平板模具 3 无 1 50 1.5 6 6 2 6 2 2 φ 200*120 平板模具 6 6 1 64 2 20 17 4 8 4 φ 220*120 平板模具 无 6 6 1 64 2 22 15 4.5 8 4 φ 220*120 樱花高效 4 无 1 50 1.5 10 17 2 8 4 0.5 φ 200*120 平板模具 4 无 1 50 1.5 无 1 6 4 0.5 φ 200*120 平板模具 5 直接雕 4 无 1 50 2 无 1 6 2 无 φ 200*120 平板模具 5 8 1 80 3 25 40 5 8 4 1 φ 250*120 博西华 8 8 1 95 3 30 80 5 8 4 0.5 φ 280*120 樱花高效 6 无 1 80 2 13 16 4 8 无 无 φ 250*120 平板模具 6 7 1 80 2 10 7 4 8 无 0.5 φ 250*120 平板模具 6 8 1 64 2 26 18 4 8 2 0.5 φ 220*120 博西华 4 8 1 72 2 8 直接雕 无 1 8 3 无 φ 240*120 平板模具
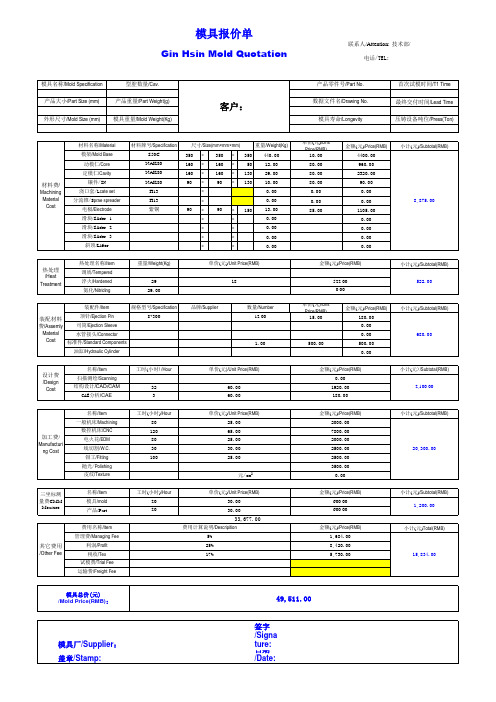
模具报价单

牌号 标准模架 p20 p20 718H
尺寸(CM) 450*550*530 200*200*220 200*200*80 400*450*250 重量
重量(㎏) 1050 71 26 32 360
单价(元) 18 18 60 25
金额(元) 8600 1278 468 500 9000 金额(元)
89 43 60 240 工时
60 35 20 25 单价
5300 1500 1200 6000 金额(元) 小计(元)
费用计算说明
Байду номын сангаас
金额(元) 4000 6300 500
小计(元)
模具总价 是否含税 备注
(RMB)50096.00 以上模具报价含税
模具报价单
产品名称 表面要求 产品编号 配合精度 产品材料 PA66 GF30 产品重量 皮纹 出模数量 开模时间 40 保模数 图片
材料名称 模架 型芯 加工材料费 型腔 电极 滑块 斜顶 名称 热处理 调质 淬火 氮化 装配件 螺纹芯子 顶杆 装配材料费 水管接头 标准件 热流道 温控器 油马达 名称 设计费 扫描测绘 结构设计 CAE分析 名称 一般机床 加工费
小计(元)
单价
小计(元)
100 规格型号 品牌 数量
10 单价
1000 金额(元) 250 600 小计(元)
400 工时 单价 金额(元) 1200 工时 80 单价 25 金额(元) 2000 小计(元) 小计(元)
数控机床 加工费 火花机 线切割 钳工 烂花 名称 三座标测量 费 型腔 产品 费用名称 管理费 利润(10%) 其它费用 税费(17%) 试模费 运输费
模具加工费用计算及模具费用的计算
模具加工费用计算机加工费用就是这样得:普床0、5/min 钻床0、25/min 数控1、00/min 卧式加工中心1、40/min立式加工中心1、20/min一般机械维修加工收费标准一以工时记价办法。
Z25钻床,CA6140车床刨床插床锯床以每小时15元记费。
立铣,卧铣,线切割,大车床,龙门铣以每小时20元记费。
钳工一般维修以每小时15元记费。
记时单位从接手加工开始至加工完成验收合格结束二以根据零件,数量,精度要求收费办法。
1钻孔加工一般材料,深径比不大于2、5倍得直径25MM以下按钻头直径*0、05直径2560得按钻头直径*0、12(最小孔不低于0、5元)深径比大于2、5得一般材料收费基价*深径比*0、4收取对孔径精度要求小于0、1MM或对中心距要求小于0、1MM得按基价*5收费对攻丝收费标准按丝锥直径*0、2收费(以铸铁为标准,钢件另*1、2)在批量加工时以标准基价*0、20、8收取(根据批量大小与加工难易程度)2车床加工类一般精度光轴加工长径比不大与10得按加工件毛坯尺寸*0、2收费(最底5元)长径比大于10得按一般光轴基价*长径比数*0、15精度要求在0、05MM以内得或要求带锥度得以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,得按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般兰盘类零件收费标准按材料直径*0、07收取,直径大于430MM得按材料直径*0、12收取。
一般圆螺母零件按直径*0、25收费(包括材料)一般梯形,三角螺母零件按直径*0、3(不包材料)一般轴套类零件(直径小于100径长比小于2)按材料外径*0、2收取,径长比超过2得按径长比*基价*0、6 一般修补轴承台类零件磨损量小于2MM得直径小于40MM宽度小于25MM得每个5元,需要上中心架,或长度大于1、7米得基价*2收取。
模具钳工工时标准
威仕达模具钳工工时定额(试行)批准:起草:技术质量部2006-11-061文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.1、钳工钻孔工时标准(包括简单划线)2文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.●表列数据为加工单孔工时,最小工时不低于0.2当孔数≤30时,系数为1;当孔数31-80时, 乘以系数0.9;当孔数81-110时, 乘以系数0.85;当孔数111-200时, 乘以系数0.8;当孔数200-300时, 乘以系数0.75;当孔数>300时, 乘以系数0.70;●手电钻钻孔乘以系数2●作螺孔和销孔工时按表数值乘以系数A;当孔数≤30时,A=2.5;当孔数31-80时, ,A=2.3;当孔数81-110时, ,A=2.2;当孔数>110时,A=2;●工件装卸时间小件0.2-0.5,中大型件1-2。
●钻余料时乘以系数0.82.模具粗装工时标准T粗装=镶块螺钉总数×A+拼块修研工时×B+装配合模工时C+辅助工时D●当螺钉数≤10时,A=0.05;当螺钉数10~30时,A=0.045;当螺钉数为30~100时,A=0.04;当螺钉数>100时, A=0.035。
3文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.●拼块数量≤10时,B=0.25;拼块数量10-30时,B=0.20;拼块数量30-60时,B=0.18;拼块数量>60时,B=0.15;●小型模具C=1;中大型模具C=2~2.5。
●辅助工时D包括测量出尺寸,划线,领标准件等。
小型模具D=1;中大型侧修侧整模具D=2.5-3;其余中大型模具D=1.5~2。
3.钳工打磨与抛光工时●顶盖类大平面且曲面平缓与大平面压料面T=抛光面积(mm2)/80000●曲面平缓大平面与压料面 T=抛光面积(mm2)/55000●曲面面积较小压料面 / 曲面变化较剧烈 T=抛光面积(mm2)/35000●其余较小曲面/面积小,需清角较多曲面 T=抛光面积(mm2)/30000●其余较小曲面/面积很小,需清角较多的内板曲面T=抛光面积mm2/22500(内板件乘以系数1.2-1.3)●对于外覆盖件模具,必须保证曲面饱满光顺、棱线均匀清晰笔直,抛光工时可酌情乘以系数1.5~1.8。
模具工时估价表

98 105 110 113 107 126 135 131
126 130 138 143 134 157 169 161
185 190 199 202 194 221 235 228
278 285 298 303 291 326 344 335
369 373 388 391 380 418 418 418
①产品尺寸系数K1 产品的大小决定了模具的加工量,成型大尺寸产品的 模具型腔加工时去除的材料必然多,工时就必然多,用产 品尺寸系数K1来修正基点工时。 求出以产品外形尺寸(即模具型腔表面尺寸)与分型 面组成的产品包络体积(也可看作型腔体积),以该体积 乘以调整系数K11,再除以基准产品的包络体积,得到的 即是产品尺寸系数K1。即:
Mc1=[Ga1(1+d1)+U1]*(0.2~0.25)/(1-0.2~0.25)
式(1-12)
3.技术开发费系数d1(设计费系数)的确定 小型冲压模具设计费系数d1,依据设计难易程度、工作量 多少,分三种情况选取,其值列于表9中。
表9 技术开发费系数d1
设计分 类 审核模具图样 依冲件图设计 依冲件样品设计
落 料 模
固定卸料工 件下漏 弹压卸料工 件下漏 固定卸料工 件下顶 弹压卸料工 件下顶 凹模倒装工 件下打 平均工时
37 41 43 47 43
39
40 43 46 50 46
45 49 53 56 53
56 60 65 68 65
68 72 76 81 76
98 105 110 114 110
125 131 138 143 138
φ63
φ80
φ100
φ125
φ160
φ200
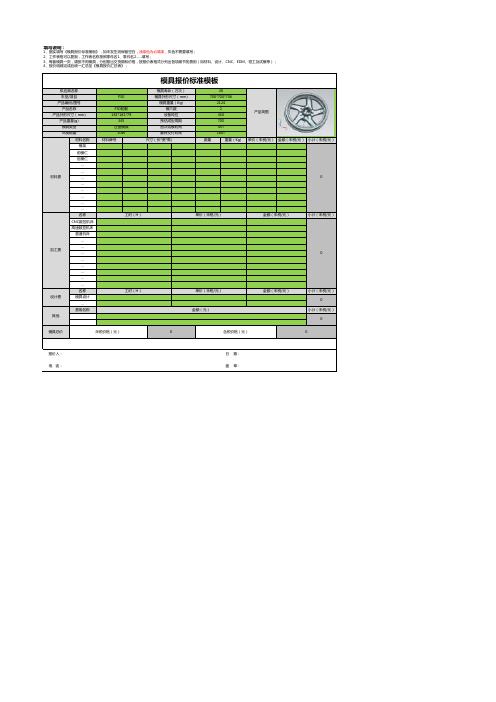
模具报价标准模板
材料名称材料牌号数量重量(Kg)单价(未税/元)金额(未税/元)小计(未税/元)模架
前模仁
后模仁
…
…
…
…
…
…
…
…
名称
小计(未税/元)CNC数控机床
高速数控机床
普通机床
…
…
…
…
…
…
…
…
名称
小计(未税/元)模具设计
…
费用名称
小计(未税/元)报价人:
日 期:电 话:盖 章:金额(元)材料费加工费设计费其他模具总价
0000
未税价格(元)0含税价格(元)0工时(H)单价(未税/元)金额(未税/元)年度纲量
10W 最终交付时间180T 尺寸(长*宽*高)工时(H)单价(未税/元)金额(未税/元)产品简图产品外形尺寸(mm)
181*181*79设备吨位450产品重量(g)
345预估成型周期70S 模具类型
注塑模具首次试模时间45T 车型/项目
F30模具外形尺寸(mm)700*700*706产品编码/图号
模具重量(Kg)2124产品名称
F30轮毂模穴数2填写说明:
1、据实填写《模具报价标准模板》,如未发生则保留空白,浅绿色为必填项,灰色不需要填写;
2、工作表格可以复制,工作表名称按照零件名1、零件名2……填写;
3、每套模具一页,请按不同模具,分别报出交货期和价格,按报价表格式分列出各项细节的费用(如材料、设计、CNC、EDM、钳工及试模等);
4、报价明细完成后统一汇总至《模具报价汇总表》;供应商名称
模具寿命(万次)30模具报价标准模板。
加工工时预算标准
备注
斜顶勾针
工件尺寸 ¢8*100 ¢16*200
加工工站 磨床 磨床
预计工时 0.5H 1H
备注
顶出块
工件尺寸 加工工站
40*30*30 200*40*40
铣钻 磨床 铣钻 磨床
预计工时 1.5H 1.5H 2H 2.5H
备注
备注:
模仁、镶件、斜顶要根据其大小﹑形状 等来预算各个加工工站的加工工时。
CNC加工要根据工件的大小和形状的复 杂度来预算加工工时。
EDM加工工时要根据加工工件的电极和 加工余量的多少来预算。
线割加工根据加工面的面积来预算加工 工时。
工件尺寸 50*50*10 200*100*15
加工工站 铣钻 磨床 铣钻 磨床
预计工时 1H 0.5H 1.5H 1H
备注
多件相同 工件加工, 磨床加工工 时可相应缩 短。
滑块压条
工件尺寸 50*20*30 150*35*50
加工工站 铣钻 磨床 铣钻 磨床
预计工时
备注
1H 0.5H 1.5H
多件相同 工件加工, 加工工时都 可相应缩短。
1H
压紧块
工件尺寸 50*20*30 150*35*50
加工工站 铣钻 磨床 铣钻 磨床
预计工时
备注
1H 1H 1.5H 1.5H
此类工件 铣床尽量少 留余量给磨 床加工。
滑块
工件尺寸 加工工站
60*50*40 200*100*60
铣钻 磨床 铣钻 磨床
预计工时
备注
2H
超大工
1.5H 件视具体
工作量定
模具零配件加工工时预算标准
为提高部门人员的工作效率;合理 安排每个人的工作量;提高部门人员的 工作积积极性,特制订下列标准以检查每 个人员的工作成绩。
模具加工费用计算及模具费用的计算

模具加工费用计算机加工费用是这样的:普床0.5/min 钻床0.25/min 数控1.00/min 卧式加工中心1.40/min立式加工中心1.20/min一般机械维修加工收费标准一以工时记价办法。
Z25钻床,CA6140车床刨床插床锯床以每小时15元记费。
立铣,卧铣,线切割,大车床,龙门铣以每小时20元记费。
钳工一般维修以每小时15元记费。
记时单位从接手加工开始至加工完成验收合格结束二以根据零件,数量,精度要求收费办法。
1钻孔加工一般材料,深径比不大于2.5倍的直径25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12(最小孔不低于0.5元)深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度)2车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元)长径比大于10的按一般光轴基价*长径比数*0.15精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。
一般圆螺母零件按直径*0.25收费(包括材料)一般梯形,三角螺母零件按直径*0.3(不包材料)一般轴套类零件(直径小于100径长比小于2)按材料外径*0.2收取,径长比超过2的按径长比*基价*0.6一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM的每个5元,需要上中心架,或长度大于1.7米的基价*2收取。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸造模具报价工时参考
1、模具大小分类
①大型模具:模具长≥2800;(门、侧围、翼子板、顶盖等大件)
模具长度方向尺寸为:模具长=制件长+900
模具宽=制件宽+700
②中型模具:2800>模具长≥1600;
模具长度方向尺寸为:模具长=制件长+800
模具宽=制件宽+600
③小型模具:模具长<1600;
模具长度方向尺寸为:模具长=制件长+700
模具宽=制件宽+500
2、淘空系数
①大型模具:拉延模类为0.33;
修边整形类为0.30;
②中、小型模具:拉延模类为0.42;
修边整形类为0.38;
3、设计编程工时
①大、中型模具:设计为120h/套;
编程为40h/套;
②小型模具:设计为80h/套;
编程为25h/套;
4、龙门铣工时
①大型模具:55h/套;
②中型模具:40h/套;
③小型模具:30h/套;
5、SNK工时
数控铣型面50h/m2;
6、小机加工时
参照300*150*80需要小机加2h的来报价;
7、热处理
计算出需热处理的镶块重量;
8、线切割
以圆的面积进行核算(mm2);
9、合模调试
①拉延类:⑴大型模具:150h/套;
⑵中型模具:120h/套;
⑶小型模具:100h/套;
②修冲类:⑴大型模具:160h/套;
⑵中型模具:130h/套;
⑶小型模具:110h/套;
③翻边整形类:⑴大型模具:120h/套;
⑵中型模具:85h/套;
⑶小型模具:70h/套;
10、钳工工时
①拉延类:⑴大型模具:40h/套;
⑵中型模具:30h/套;
⑶小型模具:20h/套;
②修冲类:⑴大型模具:70h/套;
⑵中型模具:55h/套;
⑶小型模具:40h/套;
③翻边整形类:⑴大型模具:75h/套;
⑵中型模具:55h/套;
⑶小型模具:40h/套;
11、组立工时
①拉延类:⑴大型模具:30h/套;
⑵中型模具:20h/套;
⑶小型模具:16h/套;
②修冲类:⑴大型模具:70h/套;
⑵中型模具:60h/套;
⑶小型模具:36h/套;
③翻边整形类:⑴大型模具:70h/套;
⑵中型模具:55h/套;
⑶小型模具:35h套;;
钢板模报价参考
1. 设计工时
按24小时/套;
2. 编程时间
按4小时/套;
3. 数控工时
按每平米50小时报
4. 小机加工时
按24小时/套;
5. 热处理
计算出需要热处理镶块的重量
6. 线切割
计算出需要线切割镶块的弧长,然后把它当长圆周长计算出圆面积计算7. 合模调试
按24小时/套;
8. 钳工工时
按16小时/套;
9. 组立工时
按16小时/套;
10. 购入品:
修边类:2000 元/套;;成形类: 1500 元/套;
斜楔费用单独计算。
(3000元/个)。