HB 4528.2-1991 H型孔系组合夹具基础件 矩形基础板
《制造工程基础》实验指导书:组合夹具的设计和组装
实验指导书组合夹具的设计和组装在机床上加工工件时,为保证加工精度,工件必须正确安装在机床上,用于安装工件的工艺装备称为机床夹具。
夹具通常可分类为通用夹具、专用夹具、成组夹具、组合夹具以及随行夹具。
组合夹具是由一套预先制造好的标准元件组装成的专用夹具,它在使用时具有专用夹具的优点,当产品变换时又可重新组装成新的夹具。
因此它不仅适用于新产品试制和单件小批生产,也适用于较大批量的生产。
本次实验内容为工件定位、夹紧方案的设计和中型槽系组合夹具的设计与组装。
一.实验目的1.理解机床夹具在机械加工中的重要作用;2.深入理解六点定位原理、过定位、欠定位、完全定位、不完全定位、工序基准、定位基准、测量基准、设计基准等基本概念;3.了解组合夹具的主要特点以及槽系组合夹具各种元件及其功用;4.了解组合夹具设计的基本要求及基本组装知识;5.学会根据一个零件的工序工艺要求,设计并组装该工序加工需要的合理的组合夹具;6.学会检查、调整组合夹具中的定位尺寸;二.实验装置及工具1.中型系列槽系组合夹具元件;2.零件图;3.工件毛坯若干件;4.组装夹具需用的工、量具等;三.中型系列槽系组合夹具简介夹具具有保证加工质量、提高生产率、减轻劳动强度以及扩大机床工艺范围的作用。
采用6个按一定规则布置的约束点,可以限制工件的6个自由度,实现完全定位(六点定位原理)。
组合夹具分为槽系和孔系两个系列,孔系组合夹具是在槽系之后发展的柔性夹具,由于其便于计算机编程,所以特别适合于在加工中心、数控机床和柔性生产线上作为工装或随行夹具。
二者的主要区别在于槽系组合夹具元件主要靠键和槽来定位,而孔系组合夹具元件主要靠定位销和精密孔来定位。
槽系组合夹具元件按其主要的结构要素设计了三个型别:大(D)、中(Z)、小(X)。
槽系组合夹具具有元件品种规格多,组装灵活性大的特点,但其本身刚度低,需要考虑刚度问题,适合普通钻床、车床、铣床使用。
柔性夹具组件可以通过组装——使用——分解——再组装周而复始循环使用。
钢结构施工组织设计-完整版
钢结构施工组织设计-完整版目录目录 ........................................................................................................................................................ I 第一章编制说明及工程概况 (1)1.1 引言 (1)1.2 承诺 (2)1.2.1 工期承诺 (2)1.2.2 质量承诺 (3)1.2.3 安全承诺 (3)1.2.4 文明施工承诺 (3)1.2.5 服务承诺 (3)1.2.6 环境保护承诺 (3)1.3 编制依据 (3)1.3.1 规范依据 (3)1.4 编制原则 (5)1.5 工程概况 (5)1.5.1 工程概况表 (5)1.5.2 建筑概况 (5)1.5.3 结构概况 (6)1.6 ABC类似大型工程业绩 (6)第二章 ABC深化设计能力、技术创新能力介绍 (8)2.1 钢结构设计能力介绍 (8)2.1.1 钢结构深化设计能力 (8)2.1.2 ABC提供以下设计相关的服务 (9)2.1.3 ABC针对钢结构建筑系统的主要产品开发研究工作 (10)2.2 钢结构设计详解 (11)2.2.1 文件依据 (11)2.2.2 规范及标准依据 (11)2.2.3 设计的重点、难点分析及解决方案 (12)2.2.4 设计的部署及思路 (12)2.2.5 深化设计施工详图 (15)2.3 新材料、新技术、新工艺的应用及介绍 (15)2.3.1 ABC新材料、新技术、新工艺的应用 (15)2.3.2 ABC新材料、新技术、新工艺的介绍 (16)2.4 ABC类似大型工程设计业绩 (18)第三章工程重难点分析、解决措施及项目部署概述 (19)3.1 工程实施的重点、难点 (19)3.1.1资源高强度投入的协调与配合的管理 (19)3.1.2焊接变形控制和制作精度的控制 (20)3.1.3 钢梁跨度大,易平面外吊装失稳 (21)3.1.4 加工制作的重难点分析 (21)3.1.5 不利气候与环境条件下的钢结构安装防护 (22)3.1.6 深化设计的重难点分析 (22)3.1.7 现场安装的重难点分析 (22)3.1.8 高空作业安全防护措施 (23)3.1.9 围护安装与采光板的搭接、屋面板及墙面开洞 (24)3.2 项目总体部署及相关计划安排 (24)3.2.1 项目的质量、进度、成本及安全目标 (24)3.2.2 项目管理组织机构 (25)3.2.3 施工进度计划 (28)3.2.4 主要材料供应计划 (28)3.2.5 拟投入的施工机械设备需用计划 (29)3.2.6 拟投入的劳动力计划 (30)3.2.7 施工总平面布置 (31)3.2.8 施工用水及用电计划 (32)3.2.9 现场临时用地 (33)第四章 ABC围护系统特点及节点处理措施介绍 (35)4.1 ABC屋面围护系统介绍 (35)4.1.1 屋面围护系统形式 (35)4.1.2 ABC屋面板型特点 (36)4.2 ABC墙面维护系统介绍 (39)4.2.1 墙面系统的分类: (39)4.2.2 ABC墙面系统常用板型及铺板方向 (39)4.3 ABC针对围护系统节点采取的专项技术措施 (41)4.3.1围护系统固定措施、防风、防雨节点构造措施 (41)第五章 ABC加工、制作及运输方案 (52)5.1 ABC自身加工优势介绍 (52)5.1.1 加工厂实力 (52)5.2 加工设备投入计划 (60)5.2.1 钢板矫正设备 (60)5.2.2 下料设备 (60)5.2.3 H型钢加工设备 (62)5.2.4 焊接设备 (63)5.2.5 抛丸设备 (64)5.2.6 检测设备 (65)5.3 钢结构加工制作工艺方案 (66)5.3.1 钢结构通用制作工艺措施 (66)5.3.2 H型钢加工制作工艺 (71)5.4 围护系统构配件的加工 (75)5.4.1 檩条的加工 (75)5.4.2 压型钢板的生产 (76)5.4.3 压型板在成型后的控制 (77)5.5.1 钢结构涂装工艺 (77)5.5.2 钢构件运输 (80)第六章钢结构安装方案 (84)6.1 钢结构施工准备 (84)6.1.1 钢结构施工前准备事项 (84)6.2 钢结构施工技术分析 (85)6.2.1 钢结构吊装分析 (85)6.3 钢结构安装总体思路及流程 (89)6.3.1 钢结构现场安装总体思路 (89)6.3.2 钢结构安装总体流程 (89)6.4 钢结构现场安装 (91)6.4.1 钢结构安装施工工艺流程 (91)6.4.2 吊机起吊能力分析 (92)6.4.3 钢结构安装措施及方法 (93)6.5 高强螺栓安装 (99)6.5.1 技术要求 (99)6.5.2 高强螺栓进场检验与保管 (99)6.5.3 高强螺栓安装流程 (100)6.5.4 高强螺栓安装工艺 (101)6.5.5 安装时注意事项 (102)6.5.6 高强螺栓安装施工检查 (103)6.5.7 高强螺栓检测 (103)6.6 钢结构现场涂装施工 (103)6.6.1 防腐涂装规划 (103)6.6.2 油漆补涂部位 (103)6.6.3 防腐涂装顺序 (104)6.6.4 施工工艺 (104)6.6.5 涂层检测 (104)6.6.6 注意事项 (104)6.6.7 防腐涂装施工质量保证措施 (105)6.7 主结构施工安全说明 (105)6.8 类似工程实例 (108)第七章围护系统安装方案 (109)7.1 围护系统概述 (109)7.2 屋面系统安装 (109)7.2.1 屋面系统安装工艺流程 (109)7.2.2 各分项工程安装步骤及方法 (110)7.2.3 屋面板安装 (110)7.3 保温棉铺设及固定支座安装 (113)7.3.1屋面保温棉的铺设 (113)7.3.2 固定座安装 (113)7.4.1 墙面系统的安装流程 (114)7.4.2 墙面板的运输及堆放 (114)7.4.3 安装放线 (115)7.4.4 墙面板的吊装 (115)7.4.5 安装方向 (116)7.4.6 墙面泛水板、包边配件的安装 (119)7.5 围护系统施工安全说明 (119)7.6 围护系统关键控制点 (121)7.6.1 屋面防漏水施工措施 (122)7.6.2 采光板施工及防范冷凝水的措施 (122)7.6.3墙面门窗、设备等洞口防渗漏措施 (122)7.6.4防结露措施 (122)7.6.5 屋面孔洞防水处理 (123)7.7 工程实例照片 (123)第八章确保工程质量的技术组织措施 (127)8.1 工程质量目标 (127)8.2 质量控制总体思路 (127)8.2.1 质量保证体系规范管理 (127)8.2.2 中间过程质量控制 (127)8.3 质量管理体系 (128)8.3.1 项目层面管理体系 (128)8.3.2 技术管理体系 (128)8.3.3 工厂加工质量保证体系 (129)8.3.4 项目部层面管理体系 (130)8.3.5 现场施工质量保证体系 (131)8.3.6 质量管理制度 (131)8.4 钢结构生产制作质量控制 (132)8.4.1 原材料供应体系及质量控制 (132)8.4.2 钢构件生产制作及质量控制 (133)8.4.3 运输质量控制 (135)8.5 成品保护措施 (136)8.5.1 成品保护的具体措施 (136)8.6 安装各阶段质量控制 (137)8.6.1 测量质量控制 (137)8.6.2 焊接质量控制 (138)8.6.3 高强螺栓质量控制 (139)8.6.4 安装位置精度控制 (140)8.6.5 压型钢板的质量控制 (141)8.7 工程服务和保修 (143)8.7.1 保修内容 (143)8.7.2 保修的具体事项 (143)8.7.3 工程使用注意事项 (143)8.8 质量检测管理控制 (144)8.8.1 检测标准依据 (144)8.8.2 钢结构质量检测内容 (144)8.8.3 质量检测方法及措施 (147)8.8.4 质量记录管理 (148)8.8.5 检验资料 (148)8.8.6 工程岗位质量职责技术培训 (148)8.9 钢结构各种检测流程 (149)8.9.1 原材料送样检测、见证取样流程 (149)8.9.2 钢结构超声波检测流程 (149)8.10 检测设备 (151)第九章安全文明施工措施,绿色节能措施 (152)9.1 安全生产目标及承诺 (152)9.2 安全教育普及安全施工 (152)9.2.1 签订劳动合同 (152)9.2.2 进行安全培训 (153)9.2.3 开展三级教育 (153)9.2.4 班前安全教育及现场教育 (153)9.2.5 安全标牌的设置 (154)9.2.6 “三宝四口” (154)9.2.7 安全知识的宣传 (155)9.2.8 施工安全性分析 (156)9.2.9 安全施工保证措施 (158)9.3 卫生管理措施 (161)9.4 消防保卫管理 (162)9.4.1 消防保证措施 (162)9.5 安全施工保证体系 (163)9.5.1 组织保证体系 (163)9.5.2 我司的施工安全责任 (164)9.5.3 安全检查制度 (165)9.5.4 施工安全技术保证体系 (165)9.5.5 施工安全资源投入保证体系 (166)9.5.6 施工安全工程信息保证体系 (166)9.6 文明施工及环境保护 (166)9.6.1 文明施工保证措施 (166)9.6.2 施工现场环境保护措施 (168)9.6.3 防扰民措施 (169)9.7紧急应急预案 (169)9.7.1 制定应急方案的意义 (169)9.7.2施工现场风险分析 (169)9.7.3应急救援措施 (170)9.7.4 生产安全事故的应急救援和调查处理 (171)第十章确保工期的技术组织措施 (172)10.1 工期保证措施概述 (172)10.2 前期准备阶段的措施 (172)10.3 施工过程控制 (172)10.3.1 施工现场与我司总部进行计算机同步管理 (172)10.3.2 钢结构设计工期保证措施 (172)10.3.3 钢结构制作工期保证措施 (173)10.3.4 钢结构安装工期保证措施 (173)10.3.5 钢结构设计、制作、安装协调保证措施 (174)10.4 确保总进度目标实现的措施 (174)10.4.1 组织保证措施 (174)10.4.2 管理保证措施 (174)10.4.3 技术保证措施 (175)10.4.4 资金保证措施 (176)10.5 赶工措施 (176)10.5.1 深化设计阶段抢工措施 (177)10.5.2 加工制作阶段抢工措施 (177)10.5.3 现场堆放、拼装阶段抢工措施 (178)10.5.4 现场安装阶段抢工措施 (178)10.6 工期延误回补应急预案 (178)10.6.1 应急预案管理小组及响应机制 (178)10.6.2 关键工期节点回补措施应急预案 (180)第十一章季节性施工的技术组织措施 (181)11.1 本工程季节性施工综述 (181)11.2 冬季施工措施 (181)11.2.1 冬季焊接措施 (181)11.2.2 冬季吊装措施 (184)11.2.3 冬季涂装施工措施 (185)11.2.4 冬季施工用电管理 (185)11.3雨季施工措施 (185)11.3.1 雨季施工预防管理措施 (185)11.3.2 雨季施工设备保护措施 (185)11.3.3 雨季施工措施 (187)11.4 台风(大风)天气施工保证措施 (187)第十二章沟通协调 (189)12.1 配合承诺 (189)12.2 加强配合方面的措施 (189)12.3 建立完善的项目管理机构 (189)12.4 与业主的配合 (190)12.5 与监理单位的配合 (190)12.6 与设计单位的配合 (190)12.7 与总包单位的配合 (191)12.7.1 服从总包的CI及现场管理规定 (191)12.7.2 服从总包的施工管理规定 (192)12.7.3 服从总包的函件处理规定 (192)12.8 与其他承包商的配合 (192)第十三章竣工验收资料的编制管理计划 (194)13.1 文档资料编制计划 (194)13.2 竣工验收准备工作 (194)13.3 文档资料竣工验收前的检查计划 (194)13.4 文档资料竣工验收管理计划 (195)附件一钢结构项目施工进度计划安排表 (196)附件二钢结构施工现场总平面布置图 (197)第一章编制说明及工程概况1.1 引言非常感谢招标方的信任,使我美建建筑系统(中国)有限公司(简称“ABC”)有机会参与山东潍坊百货集团股份有限公司佳乐家农产品物流园项目钢结构工程(以下简称“本工程”)的竞标。
工装常用标准件手册HB1-4

快卸止动销HB1-704-83*长度L由设计确定,方法按L=L1+L2+B(B为夹层厚度),尾数取0、2、4、6、8。
技术条件HB1-708-83。
110扩口式直通管接头HB4-4-2002材料、热处理、表面处理及公称尺寸为10mm时的标记示例见表1。
表1111表1 单位为毫米112扩口式A型直通管接头HB4-5-2002材料、热处理、表面处理及公称尺寸为10mm时的标记示例见表1。
113表2单位为毫米114表2(续)单位为毫米115116扩口式B 型弯管接头 HB 4-10-2002表1 单位为毫米117表1(续)材料、热处理、表面处理及公称尺寸为10mm时的标记示例见表2。
118119扩口式C 型弯管接头 HB4-11-2002表1 单位为毫米120表1(续)单位为毫米材料、热处理、表面处理及公称尺寸为10mm时的标记示例见表2表2121122扩口式直角管接头 HB4-13-2002材料、热处理、表面处理及公称尺寸为10mm 时的标记示例见表1。
表1表2 单位为毫米123124扩口式B 型直角管接头HB 4-14-2002材料、热处理、表面处理及么称尺寸为10mm 时的标记示例见表1。
表1表2 单位为毫米125表2 (续)单位为毫米126127扩口式A 型直角管接头 HB 4-15-2002图1 第1尺寸系列结构图128注:未注尺寸按图1。
图2 第2尺寸系列结构单位为毫米129单位为毫米材料、热处理、表面处理及公称尺寸为10mm时的标记示例见表2。
表2130131扩口式三通管接头 HB4-17-2002材料、热处理、表面处理及公称尺寸为10mm 时的标记示例见表1。
表2 单位为毫米132133扩口式D 型三通管接头 HB4-18-2002D N >D N1时,接头的构型可从下述两种方案中任选材料、热处理、表面处理及公称尺寸为D N (d 0)=6mm 和D N1(d 01)=10mm 时的标记示例见表1表2 第1尺寸系列参数表单位为毫米单位为毫米134135136137138扩口式E 型三通管接头 HB 4-19-2002表1 单位为毫米材料、热处理、表面处理及公称尺寸为10mm时的标记示例见表2。
水利水电单位工程外观质量评定表

水利水电单位工程外观质量评定表水利水电工程外观质量评定办法:单位工程完工后,由建设(监理)单位组织,负责该项工程的质量监督部门主持,由建设(监理)及质量检测等单位参加的工程外观质量评定组进行现场检验评定。
参加工程外观量评定的人员应具有工程师及其以上技术职称。
评定组人数不应少于5人,大型工程不宜少于7人。
各评定项目的质量标准,应根据所评工程特点及使用要求,再评定前由设计、建设监理及施工单位共同研究提出方案,经负责该项工程的质量监督部门确认后执行。
水工建筑工程单元工程质量评定表(共30个表式)本部分系根据水利电力颁发的《水利水电基本建设工程大元工程质量等级评定标准》SDJ249.1-88水利水电行业现行施工规范编制。
适用于大中型水利水电工程,小型工程可参照使用。
单元工程或工序质量检验内容按表中所列内容由施工单位自检,建设监理单位复核。
检测数量及单元工程或工序质量等级评定标准按照SDJ249.1-88执行。
评定表中加“△”的项目为主要检查(检测)项目。
工序名称前加“△”者为主要工序。
“质量标准”栏中凡写有“应符合设计要求”或“设计规定”的项目,应注明设计的具体要求。
水利水电工程表1.1岩石边坡开挖单元工程质量评定表注:“+”为超挖,“-”为欠挖。
水利水电工程表1.2岩石地基开挖单元工程质量评定表注:“+”为超挖,“-”为欠挖。
水利水电工程表1.3岩石洞室开挖单元工程质量评定表注:“+”为超挖,“-”为欠挖。
水利水电工程表1.4软基和岸坡开挖单元工程质量评定表注:“+”为超挖,“-”为欠挖。
水利水电工程表1.5混凝土单元工程质量评定表水利水电工程表1.5-1基础面或混凝土施工缝处理工序质量评定表水利水电工程表1.5-2混凝土模板工序质量评定表水利水电工程表1.5-3混凝土钢筋工序质量评定表续表1.5—3水利水电工程混凝土止水、伸缩缝和排水管安装水利水电工程表1.5-5混凝土浇筑工序质量评定表表1.6 混凝土预制构件安装单元工程质量评定表水利水电工程表1.7 混凝土坝坝体接缝灌浆单元工程质量评定表水利水电工程表1.8 岩石地基帷幕灌浆单元工程质量评定表注:表中第10项,系采用“孔口封闭灌浆法”或“自上而下分段灌浆法”时,应遵循的质量标准。
不同设备制造所用的不锈钢的标准

GB/T 200162005 金 属和其它 无机覆盖 层 不锈 钢部件平 整和钝化 的电抛光 法 193KB GB/T 19228.32003 不 锈钢卡压 式管件用 橡胶O型 密封圈 146KB GB/T 19228.22003 不 锈钢卡压 式管件连 接用 薄 壁不锈钢 管 232KB GB/T 187052002 装 饰用焊接 不锈钢管 268KB GB/T 187042002 不 锈钢复合 管 245KB GB/T 127712000 流 体输送用 不锈钢焊 接钢管 1067KB
名称含有 不锈钢 的标准 GB/T 19542008 铬 镍奥氏体 不锈钢焊 缝铁素体 含量测量 方法 1339KB JB/T 91972008 不 锈钢和耐 热钢热处 理 472KB YY 0605.92007 外 科植入物 金属材料 第9部 分:锻造 高氮不锈 钢 (单行 本完整清 晰扫描 版) 229KB CJ/T 152-2001 不锈钢卡 压式管件 510KB CECS 205:2006 给水内衬 不锈钢复 合钢管管 道工程技 术规程 309KB
CJ/T 151-2001 薄壁不锈 钢水管620KB CJ/T 151-2001 薄壁不锈 钢水管 514KB GB/T 99442002 不 锈钢丝绳 单行本完 整清晰扫 描版 1206KB GB/T 68862001 烧 结不锈钢 过滤元件 单行本完 整清晰扫 描版 315KB GB/T 43562002 不 锈钢盘条 442KB GB/T 42292005不锈 钢、耐热 钢牌号-化学成分 (送审 搞) 354KB
EJ/T 1027.121996 压 水堆核电 厂核岛机 械设备焊 接规范奥 氏体不锈 钢焊接工 艺评定 790KB EJ/T 1022.596压水堆 核电厂阀 门奥氏体 不锈钢锻 件技术条 件 738KB CJ/T 199-2004 燃烧器具 用不锈钢 给排气管 244KB CJ/T 198-2004 燃烧器具 用不锈钢 排气管 268KB CJ/T 197-2004 燃气用不 锈钢波纹 软管 1111KB CJ/T 192-2004 内衬不锈 钢复合钢 管 207KB CJ/T 184-2003 不锈钢塑 料复合管 406KB
铸造行业标准
铸造行业标准1 铸造通用基础及工艺标准规范汇编1.1 GBT 5611-1998 铸造术语1.1.1 基本术语1.1.2 砂型铸造1.1.3 特种铸造1.1.4 造型材料1.1.5 铸件后处理1.1.6 铸件质量1.1.7 铸造工艺设计及工艺装备1.1.8 铸造合金及熔炼、浇注1.2 GBT 5678-1985铸造合金光谱分析取样方法1.3 GBT 60601-1997 表面粗糙度比较样块铸造表面1.4 GBT 6414-1999 铸件尺寸公差与机械加工余量1.5 GBT1 1351-1989 铸件重量公差1.6 GBT 15056-1994 铸造表面粗糙度评定方法1.7 JBT 2435-1978 铸造工艺符号及表示方法1.8 JBT 40221-1999 合金铸造性能测定方法1.9 JBT 40222-1999 合金铸造性能测定方法1.10 JBT 5105-1991 铸件模样起模斜度1.11 JBT5106-1991 铸件模样型芯头基本尺寸1.12 JBT 6983-1993 铸件材料消耗工艺定额计算方法1.13 JBT7528-1994 铸件质量评定方法1.14 JBT 7699-1995 铸造用木制模样和芯盒技术条件2 铸铁标准规范汇编2.1 GBT 1348-1998 球墨铸铁件2.2 GBT 3180-1982 中锰抗磨球墨铸铁件技术条件2.3 GBT 5612-1985 铸铁牌号表示方法2.4 GBT 5614-1985 铸铁件热处理状态的名称、定义和代号2.5 GBT 6296-1986 灰铸铁冲击试验方法2.6 GBT 7216-1987 灰铸铁金相2.7 GBT 8263-1999 抗磨白口铸铁件2.8 GBT 8491-1987 高硅耐蚀铸铁件2.9 GBT 9437-1988 耐热铸铁件2.10 GBT 9439-1988 灰铸铁件2.11 GBT 9440-1988 可锻铸铁件2.12 GBT 9441-1988 球墨铸铁金相检验2.13 GBT 17445-1998 铸造磨球2.14 JBT 2122-1977 铁素体可锻铸铁金相标准2.15 JBT 3829-1999 蠕墨铸铁金相2.16 JBT 4403-1999 蠕墨铸铁件2.17 JBT 5000.4-1998 重型机械通用技术条件铸铁件2.18 JBT 7945-1999 灰铸铁力学性能试验方法2.19 JBT 9219-1999 球墨铸铁超声声速测定方法2.20 JBT 9220.1-1999 铸造化铁炉酸性炉渣化学分析方法总则及—般规定2.21 JBT 9220.2-1999 铸造化铁炉酸性炉渣化学分析方法高氯酸脱水重量法测定二氧化硅量2.22 JBT 9220.3-1999 铸造化铁炉酸性炉渣化学分析方法重铬酸钾容量法测定氧化亚铁量2.23 JBT 9220.4-1999 铸造化铁炉酸性炉渣化学分析方法亚砷酸钠—亚硝酸钠容量法测定—氧化锰量2.24 JBT 9220.5-1999 铸造化铁炉酸性炉渣化学分析方法氟化钠—EDTA容量法测定三氧化二铝量2.25 JBT 9220.6-1999 铸造化铁炉酸性炉渣化学分析方法DDTC分离EGTA 容量法测定氧化钙量2.26 JBT 9220.7-1999 铸造化铁炉酸性炉渣化学分析方法高锰酸钾容量法测定氧化钙2.27 JBT 9220.8-1999 铸造化铁炉酸性炉渣化学分析方法DDTC分离EDTA容量法测定氧化镁2.28 JBT 9220.9-1999 铸造化铁炉酸性炉渣化学分析方法磷矾钼黄—甲基异丁基甲酮萃取光度法测定五氧化二磷量2.29 JBT 9220.10-1999 铸造化铁炉酸性炉渣化学分析方法硫酸钡重量法测定硫量2.30 JBT9220.11-1999 铸造化铁炉酸性炉渣化学分析方法燃烧—碘酸钾容量法测定硫量2.31 JBT 9228-1999球墨铸铁用球化剂3 铸钢标准规范汇编3.1 GBT 2100-2002 —般用途耐蚀钢铸件3.2 GBT 5613-1995 铸钢牌号表示方法3.3 GBT 5615-1985 铸钢件热处理状态的名称、定义及代号3.4 GBT 5677-1985 铸钢件射线照相及底片等级分类方法3.5 GBT 5680-1998 高锰钢铸件3.6 GBT 6967-1986 工程结构用中、高强度不锈钢铸件3.7 GBT 7233-1987 铸钢件超声探伤及质量评级方法3.8 GBT 7659-1987 焊接结构用碳素钢铸件3.9 GBT 8492-2002 —般用途耐热钢和合金铸件3.10 GBT 8493-1987 —般工程用铸造碳钢金相3.11 GBT 9943-1988 铸钢件渗透探伤及缺陷显示迹痕的评级方法3.12 GBT 9444-1988 铸钢件磁粉探伤及质量评级方法3.13 GBT 11352-1989 —般工程用铸造碳钢件3.14 GBT 13925-1992 铸造高锰钢金相3.15 GBT 14408-1993 —般工程与结构用低合金铸钢件3.16 GBT 16253-1996 承压钢铸件3.17 JBT 50006-1998 重型机械通用技术条件铸钢件3.18 JBT 500014-1998 重型机械通用技术条件铸钢件无损探伤3.19 JBT 6402-1992 大型低合金钢铸件3.20 JBT 6403-1992 大型耐热钢铸件3.21 JBT 404-1992 大型高锰钢铸件3.22 JBT 6405-1992 大型不锈钢铸件3.23 IBT 7024-1993 300~600MW 汽轮机缸体铸钢件技术条件3.24 JBT 7349-2002 混流式水轮机焊接转轮不锈钢叶片铸件3.25 JBT 7350-2002 轴流式水轮机不锈钢叶片铸件3.26 JBT 1026-2001 混流式水轮机焊接转轮上冠、下环铸件4 铸造有色合金标准规范汇编4.1 GBT 1173-1995 铸造铝合4.2 GBT 1174-1992 铸造轴承合金4.3 GBT 1175-1997 铸造锌合金4.4 GB 1176-1987 铸造铜合金技术条件4.5 GB 1177-1991 铸造镁合4.6 GBT 6614-1994 钛及钛合金铸件4.7 GBT 8063-1994 铸造4.8 GBT 9438-1999 铝合金铸件4.9 GB 11346-1989 铝合金铸件射线照相检验针孔(圆形)分级4.10 GBT 15073-1994 铸造钛及钛合金牌号和化学成分4.11 GBT 16746-1997 锌合金铸件4.12 GBT 8733-2000 铸造铝合金锭5 压铸合金标准规范汇编5.1 GBT 13818-1992 压铸锌合金5.2 GBT13821-1992 锌合金压铸件5.3 GBT 13822-1992 压铸有色合金试样5.4 GBT 15114-1994 铝合金压铸件5.5 GBT 15115-1994压铸铝合金5.6 GBT 15116-1994 压铸铜合金5.7 GBT 15117-1994 铜合金压铸件5.8 JB 3070-1982 压铸镁合金技术条件6 熔模铸造标准规范汇编6.1 GB 12214-1990 熔模铸造用硅砂、粉6.2 GB 12215-1090 熔模铸造用铝矾土砂、粉6.3 GBT 14235.1-1993 熔模铸造模料熔点测定方法(冷却曲线法) 6.4 GBT 14235.2-1993 熔模铸造模料抗弯强度测定方法6.5 GBT 14235.3-1993 熔模铸造模料灰分测定方法6.6 GBT 14235.4-1993 熔模铸造模料线收缩率测定方法6.7 GBT 14235.5-1993 熔模铸造模料表面硬度测定方法6.8 GBT 14235.6-1993 熔模铸造模料酸值测定方法6.9 GBT 14235.7-1993 熔模铸造模料流动性测定方法6.10 GBT 14235.8-1993 熔模铸造模料粘度测定方法6.11 GBT 14235.9-1993 熔模铸造模料热稳定性测定方法6.12 JBT 2980.1-1999 熔模铸造型壳高温热变形试验方法6.13 JBT 2980.2-1999 熔模铸造型壳高温抗弯强度试验方法6.14 JBT 4007-1999 熔模铸造涂料试验方法6.15 JBT 4153-1999 型壳高温透气性试验方法6.16 JBT 5100-91 熔模铸造碳钢件技术条件7 铸造用生铁及铁合金标准规范汇编7.1 GBT 717-1998炼钢用生铁7.2 GBT 718-2005 铸造用生铁7.3 GBT 1412-2005 球墨铸铁用生铁7.4 GB 2272-1987 硅铁7.5 GB 3282-1987 钛铁7.6 GBT 3648-1996 钨铁7.7 GB 3649-1987 钼铁7.8 GBT 3650-1995 铁合金验收、包装、储运、标志和质量证明书的一般规定7.9 GBT 3795-2006锰铁7.10 GBT 4008-1996 锰硅合金7.11 GB 4009-1989 硅铬合金7.12 GBT 4010-1994 铁合金化学分析用试样的采取和制备7.13 GBT 4137-2004 稀土硅铁合金7.14 GBT 4138-2004 稀土镁硅铁合金7.15 GBT 41390-2004 钒铁7.16 GB 5683-1987 铬铁7.17 GB 5684-1987 真空法微碳铬铁7.18 GB/T 7737-1997铌铁7.19 GB 7738-1987 铁合金产品牌号表示方法7.20 GB 8729-1988 铸造焦炭7.21 GBT 9971-2004 原料纯铁7.22 GBT 13247-1991 铁合金产品粒度的取样和检测方法7.23 GBT 1 4984-1994 铁合金术语7.24 GBT 15710-1995 硅钡合金7.25 YBT 092-1996合金铸铁球7.26 YBT 093-1996 低铬合金铸铁段8 铸造用造型材料标准规范汇编8.1 GBT 2684-1981 铸造用原砂及混合料试验方法8.2 GBT 7143-1986 铸造用硅砂化学分析方法8.3 GBT9442-1998 铸造用硅砂8.4 GBT 12216-1990 铸造用合脂粘结剂8.5 JBT 2755-1980 铸造用亚硫酸盐木浆废液粘结剂8.6 JBT 3828-1999 铸造用热芯盒树脂8.7 JBT 5107-1991 砂型铸造用涂料试验方法8.8 JBT 6984-1993 铸造用铬铁矿砂8.9 JBT 6985-1993 铸造用镁橄榄石砂9 性能试验方法标准规范汇编9.1 GBT 228-2002 金属材料室温拉伸试验方法9.2 GBT 229-1994 金属夏比缺口冲击试验方法9.3 GBT 230.1-2004 金属洛氏硬度试验第1 部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)9.4 GB/T 230.2-2002 金属洛氏硬度试验第2 部分:硬度计(A、B、C、D、E、F、G、H、K、N、T标尺)的检验与校准9.5 GBT 230.3-2002 金属洛氏硬度试验第3 部分:标准硬度块(A、B、C、D、E、F、G、H、K、N、T标尺)的标定9.6 GBT 231.1-2002 金属布氏硬度试验第1 部分1试验方法9.7 GBT 231.2-2002 金属布氏硬度试验第2 部分:硬度计的检验与校准9.8 GBT 231.3-2002 金属布氏硬度试验第3部分:标准硬度块的标定9.9 GBT 232-1999 金属材料弯曲试验方法9.10 GBT 1172-1999 黑色金属硬度及强度换算值9.11 GBT 2039-997 金属拉伸蠕变及持久试验方法9.12 GBT 4337-1984 金属旋转弯曲疲劳试验方法9.13 GBT 4338-1995 金属材料高温拉伸试验9.14 GBT 7314-2005 金属压缩试验方法9.15 GBT 12778-1991 金属夏比冲击断口测定方法9.16 GBT 13239-1991 金属低温拉伸试验方法9.17 GBT 13298-1991 金属显微组织检验方法只是中国的就不只这么多,其余还有还有欧洲标准、日本标准等等。
石油天然气焊接钢管产品-国家检验标准

石油天然气工业用焊接钢管产品生产许可证换(发)证实施细则全国工业产品生产许可证办公室二○○三年二月链接目录1 总则 (2)2 管理机构和检验机构 (2)全国工业产品生产许可证办公室焊接钢管产品生产许可证审查部 (2)石油工业专用管材质量监督检验中心 (3)3 企业取得焊接钢管产品生产许可证的基本条件 (3)4 申请和受理 (3)5 企业生产条件审查 (4)6 产品抽样与检验 (5)7 审定与发证 (5)8 生产许可证的监督管理 (6)9 收费办法 (6)10 附则 (7)附件1焊接钢管产品申证单元 (7)附件2 焊接钢管产品标准及相关标准 (8)附件3焊接钢管产品生产许可证企业应具备的生产设备和检测设备 (11)1、申请GB/T9711.1-1997生产许可证企业应具备的生产设备和检测设备 (11)1.1 适合申请GB/T9711.1-1997螺旋缝埋弧焊接钢管生产许可证的企业 (11)1.2 适合申请GB/T9711.1-1997直缝埋弧焊接钢管生产许可证的企业 (13)1.3 适合申请GB/T9711.1-1997高频直缝焊接钢管生产许可证的企业 (14)2、申请GB/T9711.2-1999生产许可证企业应具备的生产设备和检测设备 (15)2.1 适合申请GB/T9711.2-1999螺旋缝埋弧焊接钢管生产许可证的企业 (15)2.2 适合申请GB/T9711.2-1999直缝埋弧焊接钢管生产许可证的企业 (16)2.3 适合申请GB/T9711.2-1999高频直缝焊接钢管生产许可证的企业 (17)3、申请GB/T9711.3生产许可证企业应具备的生产设备和检测设备 (18)3.1 适合申请GB/T9711.3螺旋缝埋弧焊接钢管生产许可证的企业 (18)3.2 适合申请GB/T9711.3直缝埋弧焊接钢管生产许可证的企业 (19)3.3 适合申请GB/T9711.3高频直缝焊接钢管生产许可证的企业 (20)4、申请SY/T5037-2000生产许可证企业应具备的生产设备和检测设备 (21)5、申请SY/T5040-2000生产许可证企业应具备的生产设备和检测设备 (22)6、申请SY/T5038-92生产许可证企业应具备的生产设备和检验设备 (23)7、申请直缝电阻焊钢管(GB/T14980 、GB/T13793)生产许可证企业应具备的生产设备和检验设备 .. 24 附件4 焊接钢管产品生产许可证企业生产条件考核办法 (24)一、质量管理职责 (25)二、生产资源提供 (26)三、技术文件管理 (27)四、采购质量控制 (28)五、过程质量管理 (29)六、产品质量检验 (30)七、文明安全生产 (31)附件5 焊接钢管产品生产许可证换(发)证检验规则 (32)1、申请GB/T9711.1-1997焊接钢管生产许可证产品质量考核办法 (32)1.1 适合申请GB/T9711.1-1997螺旋缝埋弧焊接钢管生产许可证的企业 (32)1.2适合申请GB/T9711.1-1997直缝埋弧焊接钢管生产许可证的企业 (35)1.3适合申请GB/T9711.1-1997高频直缝焊接钢管生产许可证的企业 (37)2、申请GB/T9711.2-1999焊接钢管生产许可证产品质量考核办法 (40)2.1 适合申请GB/T9711.2-1999螺旋缝埋弧焊接钢管生产许可证的企业 (40)2.2 适合申请GB/T9711.2-1999直缝埋弧焊接钢管生产许可证的企业 (43)2.3 适合申请GB/T9711.2-1999高频直缝焊接钢管生产许可证的企业 (46)3、申请GB/T9711.3焊接钢管生产许可证产品质量考核办法 (49)3.1 适合申请GB/T9711.3螺旋缝埋弧焊接钢管生产许可证的企业 (49)3.2 适合申请GB/T9711.3直缝埋弧焊接钢管生产许可证的企业 (52)3.3 适合申请GB/T9711.3高频直缝焊接钢管生产许可证的企业 (55)4、申请GB/T5037-2000低压流体输送管道用螺旋缝埋弧焊钢管生产许可证产品质量考核办法 (58)5、申请SY/T5040-2000桩用螺旋焊缝钢管生产许可证产品质量考核办法 (60)6、申请SY/T5038-92普通流体输送管道用螺旋缝高频焊钢管生产许可证产品质量考核办法 (62)7、申请低压流体输送用直缝电阻焊钢管生产许可证产品质量考核办法 (64)附件6 焊接钢管产品生产许可证产品检验抽样登记表 (66)附件7 焊接钢管产品生产许可证证书填写内容示范 (67)附件8 经济联合体生产许可证申请书附页 (68)石油天然气工业用焊接钢管产品生产许可证换(发)证实施细则1 总则1.1 为了做好石油天然气工业用焊接钢管产品(以下简称焊接钢管产品)生产许可证换发证工作,根据国务院授权国家质量监督检验检疫总局管理生产许可证工作的职能,依据国务院国发[1984]54号《工业产品生产许可证试行条例》、国家质量监督检验检疫总局令[2002]第19号令《工业产品生产许可证管理办法》等有关规定,特制定本实施细则。
复合模典型组合

典型组合 125×100×160~190 GB 2873.1-81
mm
凹模周界
L
63
B
50
80
100
80
100
63
80
凸凹模长度
34
42
配用模架闭合高度
最小
120
140
H
最大
140
165
S
47
62
82
56
76
孔距尺寸
S1
23
36
50
28
40
S2
34
47
45
56
S3
垫板
数
规
1 GB 2858.3-
23 63×50×4
(280) ×250 ×22
(140) ×80× 100×100×
12
10
(140) ×80× 100×100×
16
14
(140) ×80× 100×100×4
6
M8×55
M8×45
——
125×100× (140) ×100
14
×14
125×100× (140) ×100
25
×25
125×100× (140) ×100
12
×12
214 130
124 60
续表 (280)
63 220 265 244 150
mm
200
250
(280)
315
200
68
240
285
164
214
244
279
90
130
150
175
164
90
钢筋混凝土闸门止水及埋件设计图纸
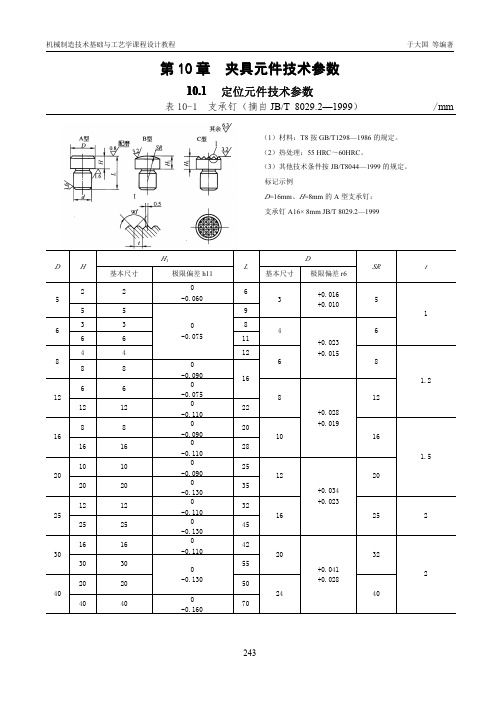
第10章 夹具元件技术参数
70
80
8
10
13
0 -0.220
3.5
4
5
10
12
16
l
14
16
20
18
25
20
25
25
30
30
30
40 35
50
于大国 等编著 16 0 -0.270 — 20
35 45
246
机械制造技术基础与工艺学课程设计教程
表 10-5 调节支承螺钉
于大国 等编著
/mm
(1)材料:45 钢按 GB/T699—1999 的规定。 (2)螺纹按 3 级精度制造。 (3)表面发蓝或其他防锈处理。 (4)热处理:淬火 33 HRC~38HRC
11 18 10
+0.0180 13,5 20 12
0
机械制造技术基础与工艺学课程设计教程
于大国 等编著
表 10-11 活动 V 形块(摘自 JB/T 8018.4—1999)
/mm
(1)材料:20 钢按 GB699—1999 的规定。 (2)热处理:渗碳深度 0.8mm~ 1.2mm,58 HRC~64HRC。 (3)其他技术条件按 JB/T8044—1999 的规定。
+0.012 0
9 6.6 11 6
11
32 >25~35 70 32 25 50 12 15 12 10
6
9 15 8 14
42 >35~45 85
32 64
16
40
16 19
12
8
55 >45~60 100
35 76
20
70 >60~80 125
新版中国铸造标准模板

中国铸造标准一、通用基础及工艺1. GB/T 5611-1998 铸造术语2. GB/T 5678-1985 铸造合金光谱分析取样方法3. GB/T 6060.1-1997 表面粗糙度比较样块铸造表面4. GB/T 6414-1999 铸件尺寸公差与机械加工余量5. GB/T 11351-1989 铸件重量公差6. GB/T 15056-1994 铸造表面粗糙度评定方法7. JB/T 2435-1978 铸造工艺符号及表示方法8. JB/T 4022.1-1999 合金铸造性能测定方法自由线收缩测定方法9. JB/T 4022.2-1999 合金铸造性能测定方法热裂倾向的测定10. JB/T 5105-1991 铸件模样起模斜度11. JB/T 5106-1991 铸件模样型芯头基本尺寸12. JB/T 5992.2-1992 机械制造工艺方法分类与代码铸造13. JB/T 6983-1993 铸件材料消耗工艺定额计算方法14. JB/T 7528-1994 铸件质量评定方法15. JB/T 7699-1995 铸造用木制模样和芯盒技术条件二、铸铁1. GB/T 1348-1988 球墨铸铁件2. GB/T 1504-91 铸铁轧辊3. GB/T 3180-1982 中锰抗磨球墨铸铁件技术条件4. GB/T 5612-1985 铸铁牌号表示方法5. GB/T 5614-1985 铸铁件热处理状态的名称、定义和代号6. GB/T 6296-1986 灰铸铁冲击试验方法7. GB/T 7216-1987 灰铸铁金相8. GB/T 8263-1999 抗磨白口铸铁件9. GB/T 8491-1987 高硅耐蚀铸铁件10. GB/T 9437-1988 耐热铸铁件11. GB/T 9439-1988 灰铸铁件12. GB/T 9440-1988 可锻铸铁件13. GB/T 9441-1988 球墨铸铁金相检验14. GB/T 17445-1998 铸造磨球15. JB/T 2122-1977 铁素体可锻铸铁金相标准16. JB/T 3829-1999 蠕墨铸铁金相17. JB/T 4403-1999 蠕墨铸铁件18. JB/T 5000.4-1998 重型机械通用技术条件铸铁件19. JB/T 7945-1999 灰铸铁力学性能试验方法20. JB/T 9219-1999 球墨铸铁超声声速测定方法21. JB/T 9220.1-1999 铸造化铁炉酸性炉渣化学分析方法总则及一般规定22. JB/T 9220.2-1999 铸造化铁炉酸性炉渣化学分析方法高氯酸脱水重量法测定二氧化硅量23. JB/T 9220.3-1999 铸造化铁炉酸性炉渣化学分析方法重铬酸钾容量法测定氧化亚铁量24. JB/T 9220.4-1999 铸造化铁炉酸性炉渣化学分析方法亚硝酸钠-亚硝酸钠容量法测定一氧化锰量25. JB/T 9220.5-1999 铸造化铁炉酸性炉渣化学分析方法氟化钠-EDTA容量法测定三氧化二铝量26. JB/T 9220.6-1999 铸造化铁炉酸性炉渣化学分析方法DDT C分离EGTA容量法测定氧化钙量27. JB/T 9220.7-1999 铸造化铁炉酸性炉渣化学分析方法高锰酸钾容量法测定氧化钙量28. JB/T 9220.8-1999 铸造化铁炉酸性炉渣化学分析方法DDT C分离EDTA容量法测定氧化镁量29. JB/T 9220.9-1999 铸造化铁炉酸性炉渣化学分析方法磷矾钼黄-甲基异丁基甲酮萃取光度法测定五氧化二磷量30. JB/T 9220.10-1999 铸造化铁炉酸性炉渣化学分析方法硫酸钡重量法测定硫量31. JB/T 9220.11-1999 铸造化铁炉酸性炉渣化学分析方法煅烧-碘酸钾容量法测定硫量32. JB/T 9228-1999 球墨铸铁用球化剂33. YB/T 036.2-92 灰铸铁34. YB/T 036.2-92 球墨铸铁35. YB/T 036.2-92 中锰抗磨球墨铸铁36. YB/T 036.2-92 耐磨铸铁37. YB/T 036.2-92 耐热铸铁38. YB/T 036.2-92 抗磨白口铸铁39. YB/T 036.2-92 铸铁件40. YB/T 036.2-92 通用阀门球墨铸铁件41. YB/T 036.2-92 冶金设备制造通用技术条件铸铁件42. YB/T 092-0996 合金铸铁球三、造型材料1. GB 210-1989 工业碳酸钠2. GB 537-1984 硼砂3. GB 538-1982 硼酸4. GB 1612-1988 工业水合碱式碳酸镁5. GB 1617-1989 工业氯化钡6. GB 1625-1979 氯化锌7. GB 2449-1981 工业硫磺8. GB/T 2684-1981 铸造用原砂及混合料试验方法9. GB 2946-1982 氯化铵10. GB 3072-1982 石墨电极11. GB/T 3518-1995 鳞片石墨12. GB 4119-1983 工业四氯化碳13. GB 4209-1984 硅酸钠14. GB 4291-1984 人造冰晶石15. GB 4293-1984 氟化钠16. GB 4794-1984 沉淀碳酸钙17. GB 4947-1985 工业赤磷18. GB 5138-1985 工业用液氯19. GB 5462-1985 工业盐20. GB 5690-1985 氟石精矿21. GB 7118-1986 氯化钾22. GB/T 7143-1986 铸造用硅砂化学分析方法23. GB 7372-1987 工业用二氟二氯甲烷24. GB 9004-1988 工业氧化镁25. GB 9356-1988 菱镁石26. GB/T 9442-1998 铸造用硅砂27. GB/T 12216-1990 铸造用合脂粘结剂28. JB/T 2755-1980 铸造用亚硫酸盐木浆废液粘结剂29. JB/T 3828-1999 铸造用热芯盒树脂30. JB/T 5107-1991 砂型铸造用涂料试验方法31. JB/T 6984-1993 铸造用铬铁矿砂32. JB/T 6985-1993 铸造用镁橄榄石砂33. JB/T 7526-1994 铸造用自硬呋喃树脂34. JB/T 7527-1994 铸造用自硬呋喃树脂性能测定方法35. JB/T 8583- 铸造用覆膜砂36. JB/T 8834- 铸造用壳型(芯)酚醛树脂37. JB/T 8835-1999 铸造用水玻璃38. JB/T 9221-1999 铸造用湿型砂有效膨润土及有效煤粉试验方法39. JB/T 9222-1999 湿型铸造用煤粉40. JB/T 9223-1999 铸造用锆砂41. JB/T 9224-1999 检定铸造粘结剂用标准砂42. JB/T 9225-1999 铸造用粘土、膨润土化学分析方法43. JB/T 9226-1999 砂型铸造用涂料44. JB/T 9227-1999 铸造用膨润土和粘土45. JB/T 53440-1999 铸造用水洗天然硅砂产品质量分等46. JC 299-1982 涂料用滑石粉四、铸钢1. GB/T 1503-91 铸钢轧辊2. GB/T 2100-1980 不锈耐酸钢铸件技术条件3. GB/T 5613-1995 铸钢牌号表示方法4. GB/T 5615-1985 铸钢件热处理状态的名称、定义及代号5. GB/T 5677-1985 铸钢件射线照相及底片等级分类方法6. GB/T 5680-1998 高锰钢铸件7. GB/T 6967-1986 工程结构用中、高强度不锈钢铸件8. GB/T 7233-1987 铸钢件超声探伤及质量评级方法9. GB/T 7659-1987 焊接结构用碳素钢铸件10. GB/T 8492-1987 耐热钢铸件11. GB/T 8493-1987 一般工程用铸造碳钢金相12. GB/T 9443-1988 铸钢件渗透探伤及缺陷显示迹痕的评级方法13. GB/T 9444-1988 铸钢件磁粉探伤及质量评级方法14. GB/T 11352-1989 一般工程用铸造碳钢件15. GB 12229-89 通用阀门碳素钢铸件16. GB 12230-89 通用阀门奥氏体钢铸件17. GB/T 13925-1992 铸造高锰钢金相18. GB/T 14408-1993 一般工程与结构用低合金铸钢件19. GB/T 14992-1994 铸造高温合金牌号及其化学成分20. GB/T 16253-1996 承压钢铸件21. JB/T 3735-1999 铸钢混流式转轮22. JB/ZQ 4297-1986 合金钢铸件23. JB/ZQ 4299-1986 不锈钢铸件24. JB/ZQ 4300-1986 高锰钢铸件25. JB/T 5000.6-1998 重型机械通用技术条件铸钢件26. JB/T 5000.7-1998 重型机械通用技术条件铸钢件补焊27. JB/T 6402-1992 大型低合金钢铸件28. JB/T 6403-1992 大型耐热钢铸件29. JB/T 6404-1992 大型高锰钢铸件30. JB/T 6405-1992 大型不锈钢铸件31. JB/T 7024-1993 300~600MW汽轮机缸体铸钢件技术条件32. JB/T 7031-1993 大型磨机类端盖铸钢件33. JB/T 7349-1994 混流式水轮机焊接转轮不锈钢叶片铸件34. JB/T 7350-1994 轴流式水轮机不锈钢叶片铸件35. JB/T 8709-1998 大型轧钢机机架铸钢件36. YB/T 036.3-92 铸造碳钢37. YB/T 036.3-92 低合金铸钢38. YB/T 036.3-92 冶金设备制造通用技术条件铸钢件39. YB/T 036.4-92 高锰钢铸件40. YB/T 036.4-92 冶金设备制造通用技术条件高锰钢件41. YB/T 070-1995 钢锭模42. YB/T 139-1998 复合铸钢支承辊43. YB/T 181- 电渣熔铸合金钢轧辊44. YB/T 5248-1993 铸造高温合金的力学性能45. Q/ZB 66-73 合金铸钢46. Q/ZB 67-73 特殊性能高合金铸钢五、铸造有色合金1. GB/T 466-1982 铜锭2. GB 466-82 铜分类3. GB 467-82 电解铜4. GB 469-95 铅锭5. GB 470-83 锌锭6. GB 728-84 锡锭7. GB 914-84 镉锭8. GB 915-84 铋锭9. GB/T 1173-1995 铸造铝合金10. GB/T 1174-1992 铸造轴承合金11. GB/T 1175-1997 铸造锌合金12. GB/T 1176-1987 铸造铜合金技术条件13. GB/T 1177-1991 铸造镁合金14. GB 1196-1983 重熔用铝锭技术条件15. GB 1476-1979 碲16. GB 1599-1979 锑17. GB 2524-1981 海绵钛18. GB 2525-1981 金属铈19. GB 2881-1991 工业硅20. GB 3135-1982 工业纯氧化铍粉末21. GB 3198-1982 工业用纯铝箔22. GB 3459-1982 钨条23. GB 3462-1982 钼条和钼板坯24. GB/T 3499-1995 镁锭25. GB/T 3620.2-1994 钛及钛合金成分、性能及应用26. GB 4135-1994 银27. GB 4369-1984 锂28. GB 4370-1984 高纯锂29. GB 5153-1985 加工镁及镁合金牌号和化学成分30. GB/T 5235-1985 加工镍及镍合金31. GB/T 6517-1986 钴32. GB/T 6614-1994 钛及钛合金铸件33. GB/T 8063-1994 铸造有色金属及其合金牌号表示方法34. GB/T 8179-1988 高纯铝35. GB/T 8644-1988 重熔用精铝锭36. GB/T 8733- 铸造铝合金锭37. GB/T 8734-1988 铸造铝合金锭38. GB/T 8737-1988 铸造黄铜锭39. GB/T 8738-1988 铸造锌合金锭40. GB/T 8739-1988 铸造青铜锭41. GB/T 9438-1999 铝合金铸件42. GB/T 10448-1989 单层和多层滑动轴承用铸造铜合金43. GB/T 10450-1989 单层滑动轴承用铝基合金44. GB/T 11346-1989 铝合金铸件X射线照相检验针孔(圆形)分级45. GB/T 13818-1992 压铸锌合金46. GB/T 13819-1992 铜合金铸件47. GB/T 13820-1992 镁合金铸件48. GB/T 15073-1994 铸造钛及钛合金牌号和化学成分49. GB/T 15116-1994 压铸铜合金50. GB/T 16746-1997 锌合金铸件51. JB/T 8740-1988 铸造轴承合金锭52. JB/T 4394-1999 稀土镁合金稀土总量、硅、镁的化学分析方法53. JB/T 5000.5-1998 重型机械通用技术条件有色金属铸件54. JB/T 5108-1991 铸造黄铜金相55. GB 6896-1986 铌条56. JB/T 7946.1-1999 铸造铝合金金相铸造铝硅合金变质57. JB/T 7946.2-1999 铸造铝合金金相铸造铝硅合金过烧58. JB/T 7946.3-1999 铸造铝合金金相铸造铝合金针孔59. JB/T 7946.4-1999 铸造铝合金金相铸造铝铜合金晶粒度60. YB/T 036.5-1992 冶金设备制造通用技术条件铜合金铸件61. YB/T 036.6-1992 冶金设备制造通用技术条件铝合金铸件62. YB 142-75 铸造铝硅合金锭63. YB 200-1975 电工用纯铁64. YB 652-1970 海绵锆65. YB 738-82 粗铅技术条件66. YB 740-82 粗铜技术条件67. YB 786-75 铜中间合金锭68. YS/T 72-1994 镉69. HB/Z 5123-1979 熔剂的化学成分70. HB 962-1986 铝铜系合金力学性能71. HB 963-1982 铸件分类及切取性能标准72. HB 965-1982 ZMS合金铸件上切取试样的力学性能73. HB 5012-1986 Al-Si系压铸合金力学性能74. HB/Z 5124-1979 ZM5合金的第一种热处理规范75. HB 5155-1988 高温合金牌号成分性能标准K40376. HB 5157-1988 高温合金牌号成分性能标准K40677. HB 5158-1988 高温合金牌号成分性能标准K21178. HB 5160-1988 高温合金牌号成分性能标准K21479. HB 5161-1988 高温合金牌号成分性能标准K41780. HB 5162-1988 高温合金牌号成分性能标准K41881. HB 5371-1987 铝基中间合金的化学成分82. HB 5372-1987 铝合金预制锭的化学成分83. HB 5531-1988 高温合金牌号成分性能标准K417G84. Q/6S 93-1980 镁合金用中间合金的化学成分六、压铸合金1. GB/T 13818-1992 压铸锌合金2. GB/T 13821-1992 锌合金压铸件3. GB/T 13822-1992 压铸有色合金试样4. GB/T 15114-1994 铝合金压铸件5. GB/T 15115-1994 压铸铝合金6. GB/T 15116-1994 压铸铜合金7. GB/T 15117-1994 铜合金压铸件8. JB/T 3070-1982 压铸镁合金七、熔模铸造1. GB/T 12214-1990 熔模铸造用硅砂、粉2. GB/T 12215-1990 熔模铸造用铝矾土砂、粉3. GB/T 14235.1-1993 熔模铸造模料熔点测定方法(冷却曲线法)4. GB/T 14235.2-1993 熔模铸造模料抗弯强度测定方法5. GB/T 14235.3-1993 熔模铸造模料灰分测定方法6. GB/T 14235.4-1993 熔模铸造模料线收缩率测定方法7. GB/T 14235.5-1993 熔模铸造械料表面硬度测定方法8. GB/T 14235.6-1993 熔模铸造模料酸值测定方法9. GB/T 14235.7-1993 熔模铸造模料流动性测定方法10. GB/T 14235.8-1993 熔模铸造模料粘度测定方法11. GB/T 14235.9-1993 熔模铸造模料热稳定性测定方法12. JB/T 2980.1-1999 熔模铸造型壳高温热变形试验方法13. JB/T 2980.2-1999 熔模铸造型壳高温抗弯强度试验方法14. JB/T 4007-1999 熔模铸造涂料试验方法15. JB/T 4153-1999 型壳高温透气性试验方法16. JB/T 5100-1991 熔模铸造碳钢件技术条件八、铸造用生铁及铁合金1. GB/T 717-1998 炼钢用生铁2. GB/T 718-1982 铸造用生铁3. GB 719-65 生铁的化学分析用试样采取法4. GB/T 1412-1985 球墨铸铁用生铁5. GB/T 2272-1987 硅铁6. GB 2774-91 金属锰7. GB 2881-81 工业硅技术条件8. GB 3210-82 磷铁9. GB 3211-87 金属铬10. GB/T 3282-1987 钛铁11. GB 3283-82 五氧化二钒12. GB 3418-82 电解金属锰13. GB 3620-83 钛及钛合金牌号和化学成分14. GB/T 3648-1996 钨铁15. GB/T 3649-1987 钼铁16. GB 3650-83 铁合金验收、包装、储运、标志和质量证明书的一般规定17. GB/T 3795-1996 锰铁18. GB 4007-83 高炉锰铁19. GB/T 4008-1996 锰硅合金20. GB/T 4009-1989 硅铬合金21. GB 4010-83 铁合金化学分析用试样采取法22. GB/T 4137-1993 稀土硅铁合金23. GB/T 4138-1993 稀土镁硅铁合金24. GB/T 4139-1987 钒铁25. GB 4153-84 混合稀土金属26. GB 4223-84 回炉碳素废钢分类及技术条件27. GB 4224-84 回炉废铁分类及技术条件28. GB 4225-84 回炉合金废钢分类及技术条件29. GB/T 4700.4-1998 硅钙合金化学分析方法磷钼蓝分光光度法测定磷量30. GB/T 4700.5-1998 硅钙合金化学分析方法红外线吸收法测定碳量31. GB/T 4700.7-1998 硅钙合金化学分析方法红外线吸收法和燃烧碘酸钾滴定法测定硫量32. GB 4864-85 金属钙33. GB 5062-85 钒渣34. GB/T 5063-1985 钒铝合金35. GB/T 5682-1995 硼铁36. GB/T 5683-1987 铬铁37. GB 5684-87 真空法微碳铬铁38. GB 6516-86 电解镍39. GB/T 7737-1997 铌铁40. GB/T 7738-1987 铁合金产品牌号表示方法41. GB 8549-87 铁、铬、硼、硅系自熔合金粉42. GB/T 8729-1988 铸造焦炭43. GB/T 10131-1988 铌锰铁合金44. GB/T 14984-94 铁合金术语45. GB/T 15710-1995 硅钡合金46. YB/T 008-1997 钒渣47. YB/T 14-91 铸造用生铁48. YB/T 034-1992 铁合金用焦炭49. YB/T 035-1992 焦炭电阻率的测定方法50. YB/T 051-1993 电解金属锰51. YB/T 053- 包芯线52. YB/T 065-1995 硅铝合金53. YB/T 066-1995 硅钡铝合金54. YB/T 067-1995 硅钙钡铝合金55. YB/T 068-1995 脱碳低磷粒铁56. YB/T 077-1995 焦炭光学组织的测定方法57. YB 518-64 回炉碳素废钢分类及技术条件58. YB 519-64 回炉废铁分类及技术条件59. YB 4025-91 铌磷半钢60. YB/T 5036-1993 磷铁61. YB/T 5051-1997 硅钙合金62. YB/T 5125-1993 含钒生铁63. YB/T 5129-1993 氧化钼块64. YB/T 5140-1993 氮化铬铁(GB 5685-85调整)65. YB/T 5210-1993 铸造用磷铜钛低合金耐磨生铁66. YB/T 5216-1993 铌锰铁合金67. YB/Z4-75 炼钢脱氧, 部分铁合金用铝锭九、化验分析1. JB/T 2122-1977 铁素体可锻铸铁金相2. JB/T 2980.1-1999 熔模铸造型壳高温热变形试验方法3. JB/T 2980.2-1999 熔模铸造型壳高温抗弯强度试验方法4. JB/T 4007-1999 熔模铸造涂料试验方法5. JB/T 4022.1-1999 合金铸造性能测定方法自由线收缩测定方法6. JB/T 4022.2-1999 合金铸造性能测定方法热裂倾向的测定7. JB/T 4153-1999 型壳高温透气性试验方法8. JB/T 4394-1999 稀土镁合金稀土总量、硅、镁的化学分析方法9. JB/T 5107-1991 砂型铸造用涂料试验方法10. JB/T 6794-1933 型砂试验用模具11. JB/T 9156-1999 铸造用试验筛12. YB/T 045-1993 鳞片石墨厚度测定方法13. YB/T 105-1997 冶金石灰物理检验方法14. YB/T 109.1-1997 硅钡合金化学分析方法高氯酸脱水重量法测定钡量15. YB/T 109.2-1997 硅钡合金化学分析方法硫酸钡重量法测定钡量16. YB/T 109.3-1997 硅钡合金化学分析方法EDTA 容量法测定铝量17. YB/T 109.4-1997 硅钡合金化学分析方法高碘酸钾光度法测定锰量18. YB/T 109.5-1997 硅钡合金化学分析方法钼蓝光度法测定磷量19. YB/T 109.6-1997 硅钡合金化学分析方法红外线吸收法测定碳量20. YB/T 109.7-1997 硅钡合金化学分析方法红外线吸收法测定硫量21. YB/T 178.1- 硅铝合金、硅钡铝合金化学分析方法高氯酸脱水重量法测定硅含量22. YB/T 178.2- 硅铝合金、硅钡铝合金化学分析方法硫酸钡重量法测定钡含量23. YB/T 178.3- 硅铝合金、硅钡铝合金化学分析方法EDTA 滴定法测定铝含量24. YB/T 178.4- 硅铝合金、硅钡铝合金化学分析方法高碘酸钠分光光度法测定锰含量25. YB/T 178.5- 硅铝合金、硅钡铝合金化学分析方法磷钼蓝分光光度法测定磷含量26. YB/T 178.6- 硅铝合金、硅钡铝合金化学分析方法红外线吸收法测定碳含量27. YB/T 327-1963 耐火材料用铝土矿石分类及技术条件28. YB/T 547.1-1995 钒渣化学分析方法硫酸亚铁铵滴定法测定五氧化二钒量29. YB/T 547.2-1995 钒渣化学分析方法高氯酸脱水重量法测定二氧化硅量30. YB/T 547.3-1995 钒渣化学分析方法火焰原子吸收光谱法和高锰酸钾容量法测定氧化钙量31. YB/T 547.4-1995 钒渣化学分析方法酸碱容量法和铋磷钼蓝光度法测定磷量32. YB/T 576-1965 磷铁化学分析方法33. YB/T 585-1965 钒铁化学分析方法34. YB/T 949-1979 化学分析允许差制定方法( 试行)35. YB/T 2429-1983 耐火材料用结合粘土可塑性检验方法36. YB/T 2503-1977 稀土硅铁、稀土硅铁镁合金化学分析方法37. YB/T 4004-1991 优质镁砂化学分析方法二安替比林甲烷光度法测定二氧化钛量38. YB/T 4005-1991 优质镁砂化学分析方法EDAT容量法测定氧化钙量39. YB/T 4006-1991 优质镁砂化学分析方法重量法测定灼烧减量40. YB/T 4007-1991 优质镁砂化学分析方法铬天青S光度法测定氧化铝量41. YB/T 4008-1991 优质镁砂化学分析方法乙二醇盐酸容量法测定游离氧化钙量42. YB/T 4009-1991 优质镁砂化学分析方法钼蓝光度法测定二氧化硅量43. YB/T 4010-1991 优质镁砂化学分析方法差减法测定氧化镁量44. YB/T 4011-1991 优质镁砂化学分析方法钼蓝光度法测定五氧化二磷量45. YB/T 4012-1991 优质镁砂化学分析方法高碘酸钾光度法测定氧化锰量46. YB/T 4013-1991 优质镁砂化学分析方法邻二氮杂菲光度法测定三氧化二铁量47. YB/T 5038-1993 氧化钼块化学分析方法重量法测定湿存水48. YB/T 5039-1993 氧化钼块化学分析方法钼酸铅重量法测定钼49. YB/T 5040-1993 氧化钼块化学分析方法硫酸钡重量法测定硫50. YB/T 5041-1993 氧化钼块化学分析方法燃烧-碘酸钾容量法测定硫51. YB/T 5042-1993 氧化钼块化学分析方法库仑法测定碳52. YB/T 5043-1993 氧化钼块化学分析方法正丁醇-三氯甲烷萃取光度法测定磷53. YB/T 5044-1993 氧化钼块化学分析方法苯基荧火酮试剂光度法测定铜54. YB/T 5045-1993 氧化钼块化学分析方法新铜试剂光度法测定铜55. YB/T 5046-1993 氧化钼块化学分析方法孔雀绿光度法测定锑十、辅助材料1. JB/T 2755-1980 铸造用亚硫酸盐木浆废液粘结剂2. YB/T 042-1993 冶金石灰3. YB/T 044-1993 炼钢用石墨4. YB/T 192- 炼钢用增碳剂5. YB/T 5149-1993 铸钢丸(GB 6484-86 调整)6. YB/T 5150-1993 铸钢砂(GB 6485-86 调整)7. YB/T 5151-1993 铸铁丸(GB 6486-86 调整)8. YB/T 5152-1993 铸铁砂(GB 6487-86 调整)9. YB/T 5217-1997 萤石10. YB/T 5279-1999 石灰石十一、稀土金属及其合金1.YB/T 010-1992 混合稀土金属丝棒2.YB/T 048-1993 钢锭模中稀土棒吊挂方法3.YB/T 049-1993 连续结晶中稀土丝喂入法4.YB/T 4040-1991 氧化镝5.YB/T 4041-1991 氧化铒6.YB/T 4045-1991 金属钇7.YB/T 4046-1991 高钇混合稀土氧化物8.YB/T 4047-1991 高铕混合稀土氧化物十二、耐火材料1. GB/T 2273-1998 烧结镁砂2. GB/T 2275-1987 镁砖及镁硅砖3. GB/T 2988-1987 高铝砖4. GB/T 2992-1998 通用耐火砖形状尺寸5. GB/T 2994-1994 高铝质耐火泥浆6. GB/T 2997-1982 致密定形耐火制品显气孔率、吸水率、体积密度和真气孔率试验方法7. GB/T 3003-1982 普通硅酸铝耐火纤维毡8. GB/T 3043-1989 棕刚玉化学分析方法9. GB/T 3521-1995 石墨化学分析方法10. GB/T 3286.1-1998 石灰石、白云石化学分析方法氧化钙量和氧化镁量的测定11. GB/T 3286.2-1998 石灰石、白云石化学分析方法二氧化硅量的测定12. GB/T 3286.3-1998 石灰石、白云石化学分析方法氧化铝量的测定13. GB/T 3286.4-1998 石灰石、白云石化学分析方法氧化铁量的测定14. GB/T 3286.5-1998 石灰石、白云石化学分析方法氧化锰量的测定15. GB/T 3286.6-1998 石灰石、白云石化学分析方法磷量的测定16. GB/T 3286.7-1998 石灰石、白云石化学分析方法硫量的测定17. GB/T 3286.8-1998 石灰石、白云石化学分析方法灼烧减量的测定18. GB/T 3286.9-1998 石灰石、白云石化学分析方法二氧化碳量的测定19. GB/T 5069.1-1985 镁质耐火材料化学分析方法重量法测定灼烧失量法测定二氧化硅量21. GB/T 5069.3-1985 镁质耐火材料化学分析方法重量-钼蓝光度法测定二氧化硅量22. GB/T 5069.4-1985 镁质耐火材料化学分析方法邻二氮杂菲光度法测定三氧化二铁量23. GB/T 5069.5-1985 镁质耐火材料化学分析方法铬天青S 光度法测定氧化铝量24. GB/T 5069.6-1985 镁质耐火材料化学分析方法EDTA容量法测定氧化铝量25. GB/T 5069.7-1985 镁质耐火材料化学分析方法二安替比林甲烷光度法测定二氧化钛量26. GB/T 5069.8-1985 镁质耐火材料化学分析方法EGTA容量法测定氧化钙量27. GB/T 5069.9-1985 镁质耐火材料化学分析方法CyDTA容量法测定氧化镁良28. GB/T 5069.10-1985 镁质耐火材料化学分析方法原子吸收分光光度法测定氧化锰量分光光度法测定氧化钾、氧化钠量30. GB/T 5989-1998 耐火制品荷重软化温度试验方法示差-升温法31. GB/T 6900.1-1986 粘土、高铝质耐火材料化学分析方法重量法测定灼烧减量32. GB/T 6900.2-1986 粘土、高铝质耐火材料化学分析方法重量-钼蓝光度法测定二氧化硅量33. GB/T 6900.3-1986 粘土、高铝质耐火材料化学分析方法邻二氮杂菲光度法测定三氧化二铁量34. GB/T 6900.4-1986 粘土、高铝质耐火材料化学分析方法EDTA容量法测定氧化铝量35. GB/T 6900.5-1986 粘土、高铝质耐火材料化学分析方法过氧化氢光度法测定二氧化钛量36. GB/T 6900.6-1986 粘土、高铝质耐火材料化学分析方法EDTA容量法测定氧化钙量37. GB/T 6900.7-1986 粘土、高铝质耐火材料化学分析方法二甲苯胺蓝Ⅰ-溴化十六烷基三甲铵光度法测定氧化镁量38. GB/T 6900.8-1986 粘土、高铝质耐火材料化学分析方法原子吸收分光光度法测定氧化钙、氧化镁量39. GB/T 6900.9-1986 粘土、高铝质耐火材料化学分析方法原子吸收分光光度法测定氧化钾、氧化钠量40. GB/T 6900.10-1986 粘土、高铝质耐火材料化学分析方法过硫酸铵光度法测定氧化锰量41. GB/T 6900.11-1986 粘土、高铝质耐火材料化学分析方法钼蓝光度法测定五氧化二磷量42. GB/T 7322-1997 耐火材料耐火度试验方法43. GB/T 8931-1988 耐火材料抗渣性试验方法44. GB/T 14982-1994 粘土质耐火泥浆45. JB/T 7995-1995 黑刚玉化学分析方法46. YB/T 099-1997 石墨电极焙烧品47. YB/T 101-1997 炼钢电炉炉底用MgO-CaO-Fe2O3系合成料48. YB/T 114-1997 硅酸铝质隔热耐火泥浆49. YB/T 134-1998 高温红外辐射涂料50. YB/T 142-1998 浸渍石墨电极51. YB/T 118-1997 耐火材料气孔孔径分布试验方法52. YB/T 370-1995 耐火制品荷重软化温度试验方法(非示差-升温法)53. YB/T 376.1-1995 耐火制品抗热震性试验方法(水急冷法)54. YB/T 376.2-1995 耐火制品抗热震性试验方法(空气急冷法)55. YB/T 416-1980 镁质及镁硅质铸口砖56. YB/T 819-1978 炭电极57. YB/T 894-1994 平炉用镁铝砖形状及尺寸58. YB/T 2217-1999 电炉用球顶砖形状及尺寸59. YB/T 4004-1991 优质镁砂化学分析方法二安替比林甲烷光度法测定二氧化钛量60. YB/T 4005-1991 优质镁砂化学分析方法EDTA容量法测定氧化钙量61. YB/T 4006-1991 优质镁砂化学分析方法重量法测定灼烧减量62. YB/T 4007-1991 优质镁砂化学分析方法铬天青S光度法测定氧化铝量63. YB/T 4008-1991 优质镁砂化学分析方法乙二醇盐酸容量法测定游离氧化钙量64. YB/T 4009-1991 优质镁砂化学分析方法钼蓝光度法测定二氧化硅量65. YB/T 40010-1991 优质镁砂化学分析方法差减法测定氧化镁量66. YB/T 4011-1991 优质镁砂化学分析方法钼蓝光度法测定五氧化二磷量67. YB/T 4012-1991 优质镁砂化学分析方法高碘酸钾光度法测定氧化锰量68. YB/T 4013-1991 优质镁砂化学分析方法邻二氮杂菲光度法测定三氧化二铁量69. YB/T 4018-1991 耐火制品抗热震性试验方法70. YB/T 4074-1991 镁碳砖71. YB/T 4075-1991 锆质定径水口砖72. YB/T 4076-1991 连铸用熔融石英质耐火制品73. YB/T 4077-1991 铝碳质耐火材料化学分析方法EDTA容量法测定氧化铝量74. YB/T 4078-1991 锆质定径水口砖化学分析方法苦杏仁酸重量法测定二氧化锆(铪)量75. YB/T 4088- 石墨电极76. YB/T 4089- 高功率石墨电极77. YB/T 4090- 超高功率石墨电极78. YB/T 5009-1993 镁质耐火泥79. YB/T 5010-1993 平炉用镁铝砖80. YB/T 5011-1997 镁铬砖81. YB/T 5017- 炼钢电炉顶用高铝砖82. YB/T 5018-1993 炼钢电炉顶用砖形状尺寸83. YB/T 5020-1993 盛钢桶用高铝质衬砖84. YB/T 5021-1993 盛钢桶内铸钢用高铝质耐火砖85. YB/T 5049-1993 盛钢桶用滑动铸口砖86. YB/T 5083-1997 粘土质和高铝质致密耐火浇注料87. YB/T 5106-1993 粘土质耐火砖88. YB/T 5109-1993 浇铸用粘土质耐火砖89. YB/T 5110-1993 浇铸用耐火砖形状尺寸90. YB/T 5111-1993 盛钢桶用粘土质衬砖91. YB/T 5112-1993 盛钢桶内铸钢用粘土质耐火砖92. YB/T 5113-1993 盛钢桶内铸钢用耐火砖形状尺寸93. YB/T 5115-1993 粘土质和高铝质耐火可塑料94. YB/T 5116-1993 粘土质和高铝质耐火可塑料试样制备方法95. YB/T 5117-1993 粘土质和高铝质耐火可塑料线变化率试验方法96. YB/T 5118-1993 粘土质和高铝质耐火可塑料强度试验方法97. YB/T 5119-1993 粘土质和高铝质耐火可塑料可塑性指数试验方法98. YB/T 5120-1993 粘土质和高铝质耐火可塑料含水率试验方法99. YB/T 5266-1999 电熔镁砂100. YB/T 5267-1999 全天然料烧结莫来石101. YB/T 5268-1999 硅石102. YB/T 5270-1999 铝镁耐火浇注料103. YB/T 5278-1999 白云石十三、其它1. GB 1996-80 冶金焦炭2. GB 3070-82 沥青焦。
石化工程质量检查大纲第4册静设备安装工程
静设备检查项目表(储罐)分项工程名称:1、专业管理行为共8页第1页分项工程名称:1、专业管理行为第2页分项工程名称:2、储罐组装第3页检查项目表(储罐)分项工程名称:2、储罐组装第4页检查项目表(储罐)分项工程名称:3、储罐焊接第5页分项工程名称:3、储罐焊接第6页分项工程名称:3、储罐焊接第7页分项工程名称:4、储罐附件安装第8页换热器分项工程名称:1.专业管理行为共6页第1页检查项目表(换热器)分项工程名称: 2.换热设备安装第2页分项工程名称:2.换热设备安装第3页分项工程名称:2.换热设备安装第4页分项工程名称:2.换热设备安装第5页分项工程名称:2.换热设备安装第6页平台、梯子预制安装分项工程名称:分项工程名称:1、专业管理行为2、平台、梯子预制安装共1页料仓分项工程名称:1、专业管理行为共7页第1页检查项目表(料仓)分项工程名称:2、料仓组装第2页分项工程名称:2、料仓组装第3页分项工程名称:2、料仓组装第4页分项工程名称:2、料仓组装第5页分项工程名称:3、料仓焊接第6页分项工程名称:4、料仓附件安装第7页塔类设备分项工程名称 1、专业管理行为共10页第1页分项工程名称 1、专业管理行为第2页分项工程名称 2、塔安装第3页分项工程名称 2、塔安装第4页分项工程名称 3、塔设备本体现场组装第5页分项工程名称:3、塔设备本体现场组装第6页分项工程名称:4、塔设备现场焊接第7页分项工程名称 4、塔设备现场焊接第8页分项工程名称 5、塔内件安装第9页分项工程名称 5、塔内件安装第10页球罐分项工程名称:1、专业管理行为共11页第1页检查项目表(球罐)分项工程名称:2、球罐支柱安装第2页检查项目表(球罐)分项工程名称:2、球罐支柱安装第3页检查项目表(球罐)分项工程名称:3、球罐组装第4页分项工程名称:3、球罐组装第5页分项工程名称:4、球罐焊接第6页分项工程名称:4、球罐焊接第7页分项工程名称:4、球罐焊接第8页分项工程名称:4、球罐焊接第9页分项工程名称:4、球罐焊接第10页分项工程名称:5、球罐附件安装第11页容器类分项工程名称 1、专业管理行为共8页第1页分项工程名称 1、专业管理行为第2页分项工程名称 2、容器类设备安装第3页分项工程名称 2、设备安装第4页分项工程名称 2、设备安装第5页分项工程名称 2、设备安装第6页。