首检表
合集下载
首件检查记录表

4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
4、根据同类产品的历史客诉问题持续跟进一个月。
1、产品新开机/线时,由产线最终检查工位准备好5PCS样品置于待检区,并通知IPQC检查,检查判定合格后生产。
填 2、IPQC判定合格后,从样品中随机挑选1PCS进行首件检查标识,并连同巡检记录表一起置于产线最终检查工位。 写 说 明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
首 表
版本
规格/颜色
实测值
1
2
3
4
班组 5
生产日期 检验时间
时 分
判定
备注
尺寸
检 外观 查 记 录
功能
可靠性
客诉跟进
最
终 判
结果
定
□合格 □不合格
检验员: 生产确认:
是否同意量产: □是 □否
工程技术: 品质核准:
1、所有项目均需连续检查最少5PCS。
注 2、首检的可靠性检测项目仅进行短时间能得出结论的试验。(如跌落/滚筒,拉力/吊重等) 意 事 项 3、根据品质周报中统计的Top3不良项目进行持续跟进一周。
4、根据同类产品的历史客诉问题持续跟进一个月。
1、产品新开机/线时,由产线最终检查工位准备好5PCS样品置于待检区,并通知IPQC检查,检查判定合格后生产。
填 2、IPQC判定合格后,从样品中随机挑选1PCS进行首件检查标识,并连同巡检记录表一起置于产线最终检查工位。 写 说 明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
首 表
版本
规格/颜色
实测值
1
2
3
4
班组 5
生产日期 检验时间
时 分
判定
备注
尺寸
检 外观 查 记 录
功能
可靠性
客诉跟进
最
终 判
结果
定
□合格 □不合格
检验员: 生产确认:
是否同意量产: □是 □否
工程技术: 品质核准:
1、所有项目均需连续检查最少5PCS。
注 2、首检的可靠性检测项目仅进行短时间能得出结论的试验。(如跌落/滚筒,拉力/吊重等) 意 事 项 3、根据品质周报中统计的Top3不良项目进行持续跟进一周。
首检记录表 - 包装

客户:
首 件 检 查 记 录
*****电子有限公司
( 包装 )首 件 检 查 记 录 表
机台/拉线
料号:
工序 检查项目
检验标准
1
绕线尺寸 L=
mm
品名规格:
实测值
2
3
4
彩盒外观
印字模糊、错,裂 开,破损,是否用错
条码标签 批号标签
包装
内托 PE袋 合格 保修卡
是否漏贴,标签印字 模糊、错,张开,破 损。 破损,变型。
是否漏装,破损。 是否漏装,漏盖章, 破损。
日期 5 生产自检 QC确认
注 意 事 项
制表
1、所有项目均需连续检查最少5PCS。
2、《生产指令》投产时,由产线自检好5PCS首件,并连同图纸送交IPQC检查,检查合格后方可生产。
3、IPQC判定合格后,从首件中随机取出1PCS进行首件标识,流入产线最终检查工位。
4、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
5、检查结果:合格项目“√”,不合格项目打“×”,不适用项目打“ ━ "。 文件编号:
审核:
核准:
首 件 检 查 记 录
*****电子有限公司
( 包装 )首 件 检 查 记 录 表
机台/拉线
料号:
工序 检查项目
检验标准
1
绕线尺寸 L=
mm
品名规格:
实测值
2
3
4
彩盒外观
印字模糊、错,裂 开,破损,是否用错
条码标签 批号标签
包装
内托 PE袋 合格 保修卡
是否漏贴,标签印字 模糊、错,张开,破 损。 破损,变型。
是否漏装,破损。 是否漏装,漏盖章, 破损。
日期 5 生产自检 QC确认
注 意 事 项
制表
1、所有项目均需连续检查最少5PCS。
2、《生产指令》投产时,由产线自检好5PCS首件,并连同图纸送交IPQC检查,检查合格后方可生产。
3、IPQC判定合格后,从首件中随机取出1PCS进行首件标识,流入产线最终检查工位。
4、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
5、检查结果:合格项目“√”,不合格项目打“×”,不适用项目打“ ━ "。 文件编号:
审核:
核准:
首件检查记录表

3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
首件检查记录表
首件信息
产品
名称
机台号
工序
生产日期
□开机/开线首检□修模首件□转产首件
□生产参数变更□材料变更□其他:
检验时间
时
分
检查记录
检验项目
理论值
公差
实测值
外观检验
判定
备注
持续改善
Top1
Top2
Top3
外观检验项目
1、孔位有无偏心;
2、有无漏加工;
3、有无过大毛刺;
4、表面有无划痕、压痕、变形;
5、加工面是否过深;
6、内外倒角是否过大;不合格
检验员:
生产确认:
工程技术:
品质核准:
填写说明
1、产品新开机/线时,由产线最终检查工位准备好5PCS样品置于待检区,并通知IPQC检查,检查判定合格后生产。
2、IPQC判定合格后,从样品中随机挑选1PCS进行首件检查标识,并连同巡检记录表一起置于产线最终检查工位。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
首件检查记录表
首件信息
产品
名称
机台号
工序
生产日期
□开机/开线首检□修模首件□转产首件
□生产参数变更□材料变更□其他:
检验时间
时
分
检查记录
检验项目
理论值
公差
实测值
外观检验
判定
备注
持续改善
Top1
Top2
Top3
外观检验项目
1、孔位有无偏心;
2、有无漏加工;
3、有无过大毛刺;
4、表面有无划痕、压痕、变形;
5、加工面是否过深;
6、内外倒角是否过大;不合格
检验员:
生产确认:
工程技术:
品质核准:
填写说明
1、产品新开机/线时,由产线最终检查工位准备好5PCS样品置于待检区,并通知IPQC检查,检查判定合格后生产。
2、IPQC判定合格后,从样品中随机挑选1PCS进行首件检查标识,并连同巡检记录表一起置于产线最终检查工位。
首件检验记录表

负责人
完成日期
成效追踪
品质主管:检验员:表
部门:班别;线别:品目:日期/时间:
NO.
检查项目
使用工具/参考依据
检验状况
备注
OK
NG
1
零件位置、规格、极性
BOM、ECN,零件位置图,MI
2
零件外观
产品检验规范
3
零组件外观
产品检验规范
4
零组件焊接品质
产品检验规范
5
玲珑电子电子有限公司
首检检查记录表
部门:班别;线别:品目:日期/时间:
NO.
检查项目
使用工具/参考依据
检验状况
备注
OK
NG
1
零件位置、规格、极性
BOM、ECN,零件位置图,MI
2
零件外观
产品检验规范
3
零组件外观
产品检验规范
4
零组件焊接品质
产品检验规范
5
首件检查结果
口合格口不合格
问题点
原因分析
纠正措施
首件检查结果
口合格口不合格
问题点
原因分析
纠正措施
负责人
完成日期
成效追踪
品质主管:检验员:
保留一年
完成日期
成效追踪
品质主管:检验员:表
部门:班别;线别:品目:日期/时间:
NO.
检查项目
使用工具/参考依据
检验状况
备注
OK
NG
1
零件位置、规格、极性
BOM、ECN,零件位置图,MI
2
零件外观
产品检验规范
3
零组件外观
产品检验规范
4
零组件焊接品质
产品检验规范
5
玲珑电子电子有限公司
首检检查记录表
部门:班别;线别:品目:日期/时间:
NO.
检查项目
使用工具/参考依据
检验状况
备注
OK
NG
1
零件位置、规格、极性
BOM、ECN,零件位置图,MI
2
零件外观
产品检验规范
3
零组件外观
产品检验规范
4
零组件焊接品质
产品检验规范
5
首件检查结果
口合格口不合格
问题点
原因分析
纠正措施
首件检查结果
口合格口不合格
问题点
原因分析
纠正措施
负责人
完成日期
成效追踪
品质主管:检验员:
保留一年
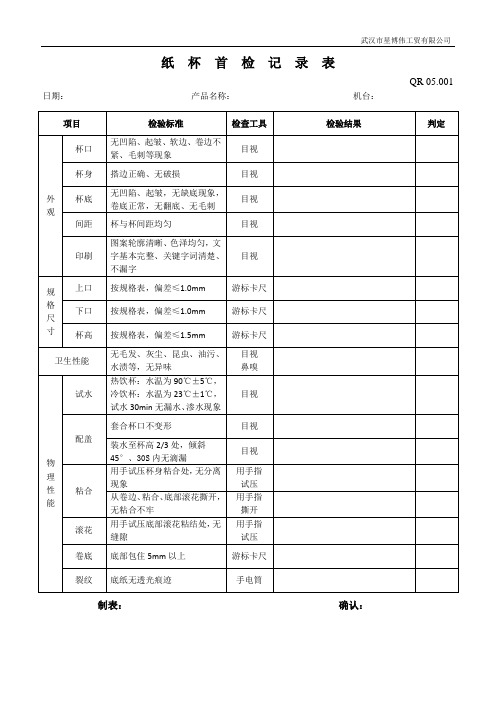
纸杯首检记录表
目视
装水至杯高2/3处,倾斜45°、30S内无滴漏
目视
粘合
用手试压杯身粘合处,无分离现象
用手指
试压
从卷边、粘合、底部滚花撕开,无粘合不牢
用手指
撕开
滚花
用手试压底部滚花粘结处,无缝隙
用手指
试压
卷底
底部包住5mm以上
游标卡尺
裂纹
底纸无透光痕迹
手电筒
制表:确认:
目视
规格尺寸
上口
按规格表,偏差≤1.0mm
游标卡尺
下口
按规格表,偏差≤1.0mm
游标卡尺
杯高
按规格表,偏差≤1.5mm
游标卡尺
卫生性能
无毛发、灰尘、昆虫、油污、水渍等,无异味
目视
鼻嗅
物理性能
试水
热饮杯:水温为90℃±5℃,冷饮杯:水温为23℃±1℃,试水30min无漏水、渗水现象
目视
配盖
套合杯口不变形
纸杯首检记录表
QR 05.001
日期:产品名称:机台:
项目
检验标准
检查工具
检验结果
判定
外观
杯口
无凹陷、起皱、软边、卷边不紧、毛刺等现象
目视
杯身
搭边正确、无破损
目视
杯底
无凹陷、起皱,无缺底现象,卷底正常,无翻底、无毛刺目视Leabharlann 间距杯与杯间距均匀
目视
印刷
图案轮廓清晰、色泽均匀,文字基本完整、关键字词清楚、不漏字
装水至杯高2/3处,倾斜45°、30S内无滴漏
目视
粘合
用手试压杯身粘合处,无分离现象
用手指
试压
从卷边、粘合、底部滚花撕开,无粘合不牢
用手指
撕开
滚花
用手试压底部滚花粘结处,无缝隙
用手指
试压
卷底
底部包住5mm以上
游标卡尺
裂纹
底纸无透光痕迹
手电筒
制表:确认:
目视
规格尺寸
上口
按规格表,偏差≤1.0mm
游标卡尺
下口
按规格表,偏差≤1.0mm
游标卡尺
杯高
按规格表,偏差≤1.5mm
游标卡尺
卫生性能
无毛发、灰尘、昆虫、油污、水渍等,无异味
目视
鼻嗅
物理性能
试水
热饮杯:水温为90℃±5℃,冷饮杯:水温为23℃±1℃,试水30min无漏水、渗水现象
目视
配盖
套合杯口不变形
纸杯首检记录表
QR 05.001
日期:产品名称:机台:
项目
检验标准
检查工具
检验结果
判定
外观
杯口
无凹陷、起皱、软边、卷边不紧、毛刺等现象
目视
杯身
搭边正确、无破损
目视
杯底
无凹陷、起皱,无缺底现象,卷底正常,无翻底、无毛刺目视Leabharlann 间距杯与杯间距均匀
目视
印刷
图案轮廓清晰、色泽均匀,文字基本完整、关键字词清楚、不漏字
首检、巡检记录表记录表
签名
□首检□自检□巡检
□自检 □自检 □自检 □自检 □自检 □自检 □自检 □自检 □自检 □自检 □自检 □自检 □自检 □自检 □自检 □自检
□巡检 □巡检 □巡检 □巡检 □巡检 □巡检 □巡检 □巡检 □巡检 □巡检 □巡检 □巡检 □巡检 □巡检 □巡检 □巡检
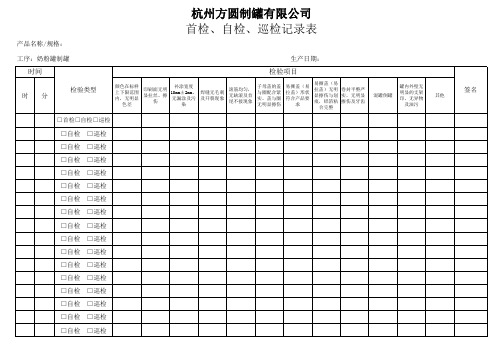
杭州方圆制罐有限公司 首检、自检、巡检记录表
产品名称/规格: 工序:奶粉罐制罐 生产日期:
时间
时 分ห้องสมุดไป่ตู้检验类型
检验项目
易撕盖(易 颜色在标样 补涂宽度 子母盖的盖 易撕盖(易 印刷面无明 滚筋均匀, 拉盖)无明 卷封平整严 上下限范围 10mm±2mm, 焊缝无毛刺 与圈配合紧 拉盖)形状 显拉丝、擦 无缺滚及首 显擦伤与划 实,无明显 内,无明显 无漏涂及污 及开裂现象 实,盖与圈 符合产品要 伤 尾不接现象 痕,铝箔粘 擦伤及牙齿 色差 染 无明显擦伤 求 合完整 混罐倒罐 罐内外壁无 明显的支架 印,无异物 及油污 其他
首件检查记录表
□Y
□N 作业方法确认
□Y
□N 软件版本确认
□Y□N 静电环点检确认□Y□N 变更确认
□Y
□N 功能测试
□Y
□N 安规测试
□Y
□N
□Y
□N
□Y
□N
□Y
□N
□Y
□N
□Y
□N
检验 结果
□ A:合格,继续生产 □ B:不合格,重新确认
□ C:不能生产,立刻停产 □ D:条件认可
1
2
首件
样品
3
4
信息
5
不符
1
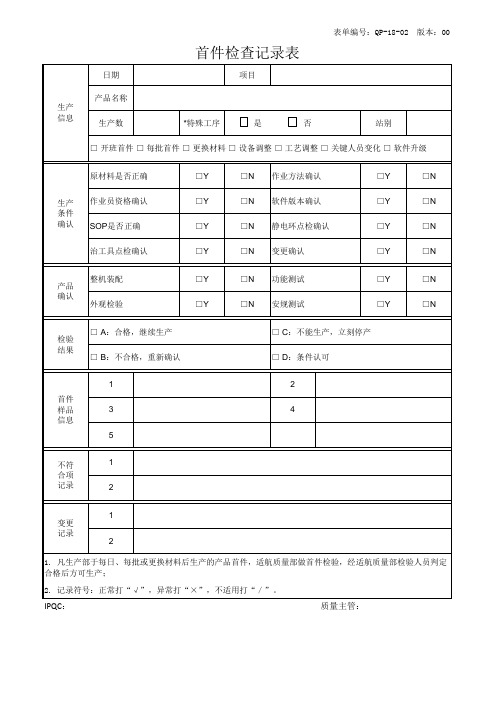
首件检查记录表
表单编号:QP-18-02 版本:00
日期
项目
生产 信息
产品名称 生产数
*特殊工序
是
否
站别
□ 开班首件 □ 每批首件 □ 更换材料 □ 设备调整 □ 工艺调整 □ 关键人员变化 □ 软件升级
原材料是否正确
生产 条件 确认
作业员资格确认 SOP是否正确
治工具点检确认
产品 确认
整机装配 外观检验
合项
记录
2
1 变更
记录 2
1. 凡生产部于每日、每批或更换材料后生产的产品首件,适航质量部做首件检验,经适航质量部检验人员判定 合格后方可生产;
2. 记录符号:正常打“√”,异常打“×”,不适用打“/”。
IPQC:
质量主管:
首检记录表

检 验 单 位
3、耐压测试: 4、外观包装: 其它事项:
检
验
结
果
巡检
□ A:合格,继续生产 □ B:不合格,重新确认 □ C:不能生产,立刻停产
品管主管 □ D: 条件认可
备 注
1、凡生产部于每日、每批或更换材料后生产的产品首件由生产部门送至品管部 检验,经品管部判定合格后方可生产。 2、在清洗机装配、发动机与水泵总装,以及包装必须将首件封样,填写本表单 及样机随同送检,合格的首件放置在首件台,作为参考依据,待当天、当批生产完 成撤销。
宁波必益清洗设备有限公司
首件检验确认记录表
文件编号:
申 请 单 位
生产部门 订样本数 送验时间
□ 每日首件□ 每批首件□ 更换材料 车间主管 生产计划单号: 产品规格:
生产部门 批量:
首 件 检 验 记 录 表:
1、性能测试: 2、整机装配: 开关: 电容: 电源线:
首检检验表格
判定
有无错料、缺料、变形、划伤、披峰、色差等
合盖后型材有无松动、台阶、卡槽紧、松等问题
通电性、电压、电流、可靠性
包装方法、数量、外箱标识是否正确、包装有无破损等
□OK
□NG
检验员:
审核:
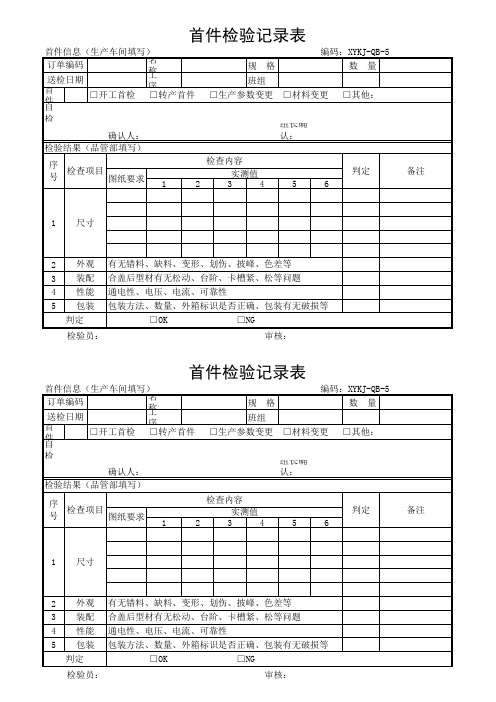
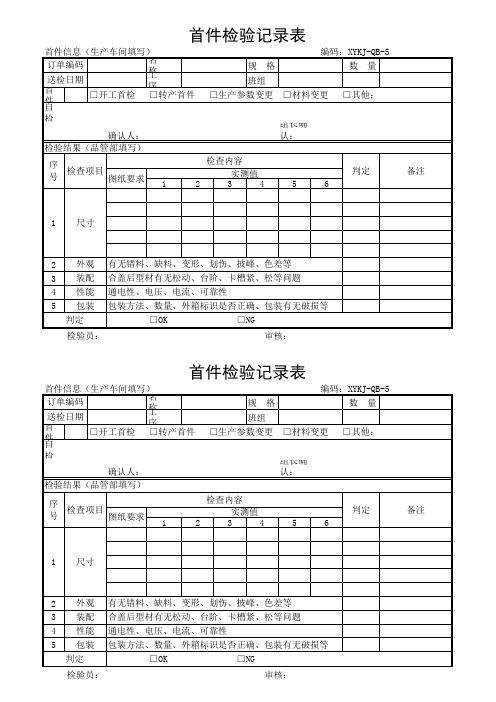
首件检验记录表
首件信息(生产车间填写)
订单编码
送检日期
首 件自
□开工首检
名 称工 序 □转产首件
检
确认人: 检验结果(品管部填写)
编码:XYKJ-QB-5
规格
数量
班组
□生产参数变更 □材料变更 □其他:
组长确 认:
序 号
检查项目 图纸要求
1
检查内容
实测值
判定
2
3
4
5
6
备注
1 尺寸
2 外观 3 装配 4 性能 5 包装
判定
有无错料、缺料、变形、划伤、披峰、色差等
合盖后型材有无松动、台阶、卡槽紧、松等问题
通电性、电压、电流、可靠性
包装方法、数量、外箱标识是否正确、包装有无破损等
□OK
□NG
检验员:
审核:
首件检验记录表
首件信息(生产车间填写)
订单编码
送检日期
首 件自
□开工首检
名 称工 序 □转产首件
检
ห้องสมุดไป่ตู้
确认人:
编码:XYKJ-QB-5
规格
数量
班组
□生产参数变更 □材料变更 □其他:
组长确 认:
检验结果(品管部填写)
序 号
检查项目 图纸要求
1
检查内容
实测值
判定
2
3
4
5
有无错料、缺料、变形、划伤、披峰、色差等
合盖后型材有无松动、台阶、卡槽紧、松等问题
通电性、电压、电流、可靠性
包装方法、数量、外箱标识是否正确、包装有无破损等
□OK
□NG
检验员:
审核:
首件检验记录表
首件信息(生产车间填写)
订单编码
送检日期
首 件自
□开工首检
名 称工 序 □转产首件
检
确认人: 检验结果(品管部填写)
编码:XYKJ-QB-5
规格
数量
班组
□生产参数变更 □材料变更 □其他:
组长确 认:
序 号
检查项目 图纸要求
1
检查内容
实测值
判定
2
3
4
5
6
备注
1 尺寸
2 外观 3 装配 4 性能 5 包装
判定
有无错料、缺料、变形、划伤、披峰、色差等
合盖后型材有无松动、台阶、卡槽紧、松等问题
通电性、电压、电流、可靠性
包装方法、数量、外箱标识是否正确、包装有无破损等
□OK
□NG
检验员:
审核:
首件检验记录表
首件信息(生产车间填写)
订单编码
送检日期
首 件自
□开工首检
名 称工 序 □转产首件
检
ห้องสมุดไป่ตู้
确认人:
编码:XYKJ-QB-5
规格
数量
班组
□生产参数变更 □材料变更 □其他:
组长确 认:
检验结果(品管部填写)
序 号
检查项目 图纸要求
1
检查内容
实测值
判定
2
3
4
5
产品首检、自检、巡检记录表
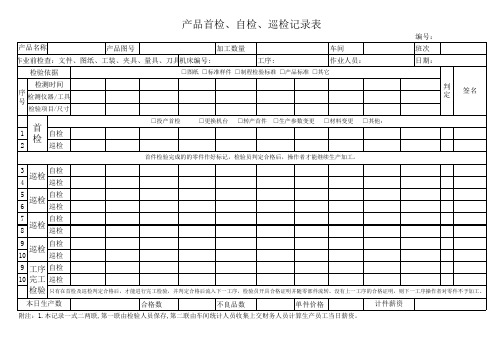
产品首检、自检、巡检记录表
附注:1.本记录一式二两联,第一联由检验人员保存,第二联由车间统计人员收集上交财务人员计算生产员工当日薪资。
2.生产作业人员需按要求做好自检工作,并认真作好记录,检验合格打“√”,不合格打“×”,如未填写,一律不计当天产值。
3.检验员在生产作业期间需在负责工序内不间断进行巡回检验,每隔1~2小时内按作业指导书检验要求记录一次检验结果。
4.对判定不合格的零件,检验员填写《不合格品处理单》和《纠正/预防措施处理单》并交于上级或有关责任部门处理。
首检检验表格
判定 5 6
备注
1
1
尺寸
2 3 4 5
外观 装配 性能 包装 判定 检验员:
有无错料、缺料、变形、划伤、披峰、色差等 合盖后型材有无松动、台阶、卡槽紧、松等问题 通电性、电压、电流、可靠性 包装方法、数量、外箱标识是否正确、包装有无破损等 □OK □NG 审核:
首件检验记录表
首件信息(生产车间填写) 订单编码 名 送检日期 首件类型:□开工首检 自检确认: 确认人: 检验结果(品管部填写) 序号 检查项目 图纸要求 检查内容 实测值 2 3 4 组长确认: 工 称 序 规 格 班组 □生产参数变更 □材料变更 □其他: 编码:XYKJ-QB-5 数 量
□转产首件
判定 5 6
备注
1
Hale Waihona Puke 1尺寸2 3 4 5
外观 装配 性能 包装 判定 检验员:
有无错料、缺料、变形、划伤、披峰、色差等 合盖后型材有无松动、台阶、卡槽紧、松等问题 通电性、电压、电流、可靠性 包装方法、数量、外箱标识是否正确、包装有无破损等 □OK □NG 审核:
首件检验记录表
首件信息(生产车间填写) 订单编码 名 送检日期 首件类型:□开工首检 自检确认: 确认人: 检验结果(品管部填写) 序号 检查项目 图纸要求 检查内容 实测值 2 3 4 组长确认: 工 称 序 规 格 班组 □生产参数变更 □材料变更 □其他: 编码:XYKJ-QB-5 数 量
□转产首件
首件检查记录表

产品名称图号规格/型号班 组生产日期
检验时间 时 分
12345
外观
结构/装配
客诉跟进
最
终判定
结果
□合格
□不合格
□开机/开线首检 □修模首件 □转产首件
□生产参数变更 □材料变更 □其他:
实测值
质量部核准:
日 期:
检验员:
日 期:
1、所有项目均需连续检查最少3PCS。
2、首检的可靠性检测项目仅进行短时间能得出结论的试验。
(如拉力/吊重等)
3、根据同类产品的历史客诉问题持续跟进一个月。
1、产品新开机/线时,由产线最终检查工位准备好3PCS样品置于待检区,并通知IPQC检查,检查判定合格后生产。
2、IPQC判定合格后,从样品中随机挑选1PCS进行首件检查标识,并连同巡检记录表一起置于产线最终检查工位。
是否同意量产:
□是 □否
3、适用范围:新产品投入量产、间隔三个月又恢复生产、设计图纸发生重大变更、工艺流程和模式发生重大变更、其它指定项目等均需要进行首件检查。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”。
首件信息
检
查记录注意事
项填写说明
项目
尺寸
功能
F01/ZB.C-QM48
可靠性
持续改善
检验标准判定
首件检查记录表
备注。
首检、巡检记录表记录表
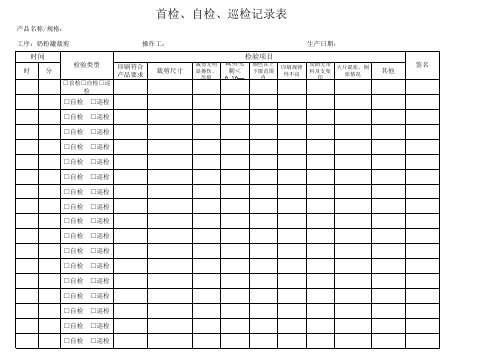
首检、自检、巡检记录表
产品名称/规格:
工序:奶粉罐裁剪
操作工:
时间 时分
检验类型
□首检□自检□巡 检
印刷符合 产品要求
□自检 □巡检
裁剪尺寸
生产日期:
裁剪无明 显擦伤、
压痕
检验项目
裁剪毛 颜色在上
刺< 下限范围
0.10mm
内
印刷规律 性不良
反面无带 料及支架
印
大片混张、倒 张情况
□自检 □巡检
□自检 □巡检
□自检 □巡检
□自检 □巡检
□自检 □巡检
□自检 □巡检
□自检 □巡检
□自检 □巡检
□自检 □巡检
□自检 □巡检
□自检 □巡检
□自检 □巡检
□自检 □巡检
□自检 □巡检
其他
签名
□自检 □巡检 □自检 □巡检 □自检 □巡检 □自检 □巡检 □自检 □巡检 □自检 □巡检 □自检 □巡检
品质首检记录表

3、遇到首检检查发现的不合格,IPQC在表单下方“问题描述”中描述清楚并要求责任部门回复原因及改善对策,同时报告品质主管。
生产签名:品质确认:首检来自录表生产日期:序号
项目名称
检查内容及要求
检查结果
异常记录
产品名称
订单号
1
2
3
4
5
6
7
其它
序号
问题描述
原因及改善对策
生产确认
改善效果
确认签名
1
2
3
说明:
1、“检查结果”栏,如果合格打“√”,不符合的打“×”并记录异常情况;实际不存在的项目可用“/”线划去;
2、实际首样检查中如有需要检查的内容超出表格中明示内容的,请在“其他”栏描述;
生产签名:品质确认:首检来自录表生产日期:序号
项目名称
检查内容及要求
检查结果
异常记录
产品名称
订单号
1
2
3
4
5
6
7
其它
序号
问题描述
原因及改善对策
生产确认
改善效果
确认签名
1
2
3
说明:
1、“检查结果”栏,如果合格打“√”,不符合的打“×”并记录异常情况;实际不存在的项目可用“/”线划去;
2、实际首样检查中如有需要检查的内容超出表格中明示内容的,请在“其他”栏描述;
首检、灌注量检测记录表
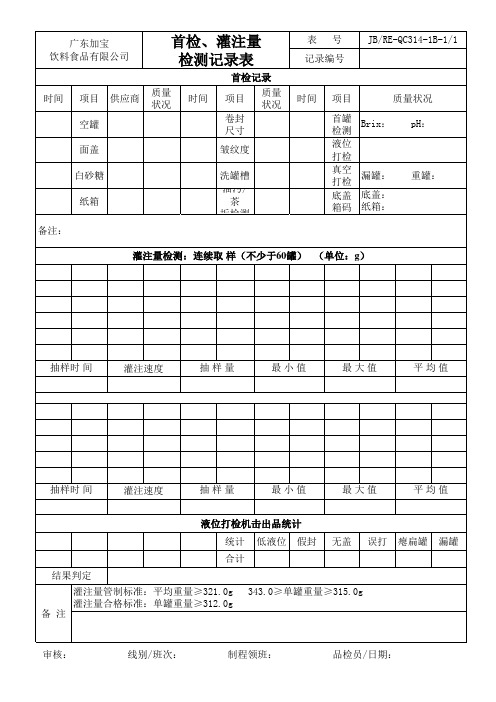
表
号
JB/RE-QC314-1B-1/1
记录编号
时间
项目 空罐 面盖 白砂糖 纸箱
供应商
时间
项目 首罐 检测 液位 打检 真空 打检 底盖 箱码 Brix:
质量状况 pH:
漏罐: 底盖: 纸箱:
重罐:
备注: 灌注量检测:连续取 样(不少于60罐) (单位:g)
抽样时 间灌注速度源自抽样量最小值最大值
平均值
抽样时 间
灌注速度
抽样量
最小值
最大值
平均值
液位打检机击出品统计 统计 合计 结果判定 灌注量管制标准:平均重量≥321.0g 灌注量合格标准:单罐重量≥312.0g 343.0≥单罐重量≥315.0g 低液位 假封 无盖 误打 瘪扁罐 漏罐
备 注
审核:
线别/班次:
制程领班:
品检员/日期:
时间项目供应商质量状况时间项目质量状况时间项目空罐卷封尺寸首罐检测液位打检真空打检底盖箱码面盖皱纹度白砂糖洗罐槽纸箱油污茶统计低液位假封无盖误打瘪扁罐漏罐合计广东加宝饮料食品有限公司jbreqc3141b11首检灌注量检测记录表表号记录编号审核
广东加宝 饮料食品有限公司
首检、灌注量 检测记录表
首检记录 质量 状况 时间 项目 卷封 尺寸 皱纹度 洗罐槽 油污/ 茶 垢检测 质量 状况
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检
巡
检
记
录
表
班组: 班组: 检验者 问 题 描 述
巡 检 记 录 判 2 3 1[首件 首件] 4[末件 末件] 首件 末件 定 实测尺寸 时间 实测尺寸 时间 实测尺寸 时间 实测尺寸 时间
Hale Waihona Puke 常宏建筑装饰工程有限公司上海工厂
首
工程编号: 工程编号: 序 日期 号 1 2 3 4 5 6 7 8 9 # # # # # # # # # # # 注: 1.质检员对所在车间生产的产品每两小时巡检次、每次抽检10个产品,但要求记录巡检时段的产品实测尺寸.2、要求巡检对生产调试件样件做 好首件检验并做好记录。 3、对生产过程中实际采用的产品尺寸进行验证同时在相应的一栏中做好相关记录 质检员: 日期: 部件名称 产品全称: 产品全称: 检验尺寸 数量