铣刀的常见种类-铣刀常见分类有哪些
铣刀的分类与选择

铣刀的分类与选择作为一种工业用品,铣刀有着广泛的应用范围。
从金属加工到木材切割,从精密零件加工到大件车床加工,铣刀几乎是必不可少的工具之一。
当然,并非所有铣刀都适合所有领域的加工,这就需要我们对铣刀的分类进行了解,从而选择适合自己的产品。
基本的分类方法铣刀的分类方法是多样的,大体上可以分为以下几类:1.按材料分类铣刀可以按照不同的材质来分类,常见的材料包括钢、硬质合金、陶瓷、PCBN等。
2.按形状分类按照铣刀的形状可以将其分为直柄铣刀、锥柄铣刀、拉刀等不同类型。
3.按齿片排列方式分类铣刀按照不同的齿片排列方式,可以分为等距齿排列和非等距齿排列两种。
不同分类方法的适用领域不同分类方法适用于不同的加工领域,例如:1.按材料分类钢铣刀适用于铸铁、钢、铜、铝等软质金属的加工;硬质合金铣刀适用于钢、不锈钢、合金钢、耐热合金等硬质材料的加工;陶瓷铣刀适用于陶瓷、复合材料等材料的加工;PCBN铣刀适用于铸钢、钼、镍、钨等质量高、硬度大的材料的加工。
2.按形状分类直柄铣刀适用于小直径工件的铣削;锥柄铣刀适用于斜面、倒角和拉槽等加工;拉刀适用于平面、凹形、球形和槽形等加工。
3.按齿片排列方式分类等距齿排列铣刀适用于单刀铣(轻负荷铣削);非等距齿排列铣刀适用于高速铣削和重负荷铣削。
从实用的角度出发,推荐选择如下铣刀:1.可旋式硬质合金铣刀硬质合金铣刀适用于加工硬质材料,如何提高铣刀的使用寿命是我们所关心的。
利用可旋式硬质合金铣刀,可以提高铣刀的使用寿命,降低人工成本。
2.超微晶钢铣刀钢铣刀的使用范围非常广,超微晶钢铣刀在这方面也有着绝对的优势。
超微晶钢的硬度接近高速钢刀,同时有着更好的耐磨性和刚性。
3.普通钢铣刀普通钢铣刀适用于加工一些基础的材料,如铸铁、碳钢等。
相对硬质合金、PCBN等高档铣刀,价格也相对较低,是许多厂家的首选。
总之,铣刀的种类繁多,适用範圍广泛。
在选择铣刀时,需要结合自己的加工需求、加工材料以及加工环境等因素,选择适合自己的铣刀。
铣刀的种类和用途

铣刀的种类和用途
1、夹头铣刀:主要用于铣削螺纹,比如M2.5螺纹,M4螺纹;
2、切槽铣刀:主要用于铣削、加工复杂的切槽;
3、齿轮铣刀:主要用于加工齿轮和其他带有啮合性的部件;
4、螺旋铣刀:主要用于铣切螺旋状轮廓的零件;
5、端面铣刀:主要用于加工工件的表面,以及不同角度护眼的螺纹;
6、凸形铣刀:主要用于加工凸形;
7、圆弧铣刀:主要用于铣切矩形或圆弧形表面;
8、凹形铣刀:主要用于加工凹形;
9、锥形铣刀:主要用于加工弯曲复杂的锥形表面;
10、细刃铣刀:主要用于加工薄板,细节加工等。
铣刀的种类及应用如何选择
铣刀的种类及应用如何选择铣刀是金属加工中常用的一种刀具,广泛应用于各种铣削加工中。
根据不同的材料、工件以及所需加工效果,选择适合的铣刀种类和参数非常重要。
下面将从铣刀的分类、材料选择、工艺参数等方面详细介绍如何选择适合的铣刀。
一、铣刀的分类铣刀根据结构和形状可分为以下几种类型:1. 面铣刀:特点是刀齿分布在刀具的表面上,通过旋转运动实现铣削。
适用于精密铣削,如平面、沟槽、浅切槽等加工。
2. 端铣刀:用于铣削工件的侧面,在金属切削中常用的端铣刀有立铣刀(刀齿布置在刀体端面上)和侧铣刀(刀齿布置在刀体的侧面上)。
3. T形槽铣刀:适用于加工T形槽的铣削,常用于机械加工中的固定螺栓以及V 形和H形槽的加工。
4. 腰铣刀:刀片横截面呈腰形,常用于倒角、凹槽、V形槽等加工。
5. 弯刀:较适合于曲面铣削,可分为球头铣刀和细长弯刀两种。
二、材料选择铣刀的材料主要由刀片和刀体两部分组成,两者要整体匹配,以确保切削性能和寿命。
常用的刀片材料有硬质合金、高速钢、陶瓷和蓝宝石等。
硬质合金刀片具有硬度高、耐磨性好等特点,适合于高速切削和加工难加工材料。
高速钢刀片强度高、耐冲击能力好,适用于一般切削条件。
陶瓷刀片具有耐磨性好、热稳定性好等特点,适用于高温加工。
蓝宝石刀片硬度高、寿命长,适用于高精密度、高表面质量的加工。
刀体的材料一般为优质的纯净钢材,如优质合金结构钢或工具钢。
刀体的材料选择要考虑到刚性、刚性和刚性,以保证刀具的刚性和稳定性。
三、工艺参数选择选择合适的工艺参数是铣刀应用的关键。
主要包括切削速度、进给量、切削深度和切削力等参数。
1. 切削速度:是指铣刀在加工过程中刀齿与工件相对运动的速度。
切削速度的选择要根据刀具材料、工件材料以及加工质量要求等因素综合考虑。
在保证工件表面质量的前提下,应尽可能提高切削速度以提高生产效率。
2. 进给量:是指铣刀每转一圈沿工件轴向移动的距离。
进给量的选择与加工效果和材料性质密切相关。
铣刀的种类及选择

/ / 铣刀的种类及选择铣刀为多齿回转刀具,其每一个刀齿都相当于一把车刀固定在铣刀的回转面上。
铣削时同时参加切削的切削刃较长,且无空行程,Vc也较高,所以生产率较高。
铣刀种类很多,结构不一,应用范围很广,按其用途可分为加工平面用铣刀、加工沟槽用铣刀、加工成形面用铣刀等三大类。
通用规格的铣刀已标准化,一般均由专业工具厂生产。
现介绍几种常用铣刀的特点及其适用范围。
1.圆柱铣刀圆柱铣刀如如下。
它一般都是用高速钢制成整体的,螺旋形切削刃分布在圆柱表面上,没有副切削刃,螺旋形的刀齿切削时是逐渐切人和脱离工件的,所以切削过程较平稳。
主要用于卧式铣床上加工宽度小于铣刀长度的狭长平面。
根据加工要求不同,圆柱铣刀有粗齿、细齿之分,粗齿的容屑槽大,用于粗加工,细齿用于精加工。
铣刀外径较大时,常制成镶齿的。
2.面铣刀面铣刀,主切削刃分布在圆柱或圆锥表面上,端面切削刃为副切削刃,铣刀的轴线垂直于被加工表面。
按刀齿材料可分为高速钢和硬质合金两大类,多制成套式镶齿结构,刀体材料为40Cr。
高速钢面铣刀按国家标准规定,直径d=80~250mm,螺旋角β=10°,刀齿数Z=10~26。
硬质合金面铣刀与高速钢铣刀相比,铣削速度较高、加工表面质量也较好,并可加工带有硬皮和淬硬层的工件,故得到广泛应用。
硬质合金面铣刀按刀片和刀齿的安装方式不同,可分为整体式、机夹一焊接式和可转位式三种。
面铣刀主要用在立式铣床或卧式铣床上加工台阶面和平面,特别适合较大平面的加工,主偏角为90°的面铣刀可铣底部较宽的台阶面。
用面铣刀加工平面,同时参加切削的刀齿较多,又有副切削刃的修光作用,使加工表面粗糙度值小,因此可以用较大的切削用量,生产率较高,应用广泛。
3.立铣刀立铣刀是数控铣削中最常用的一种铣刀,其结构,圆柱面上的切削刃是主切削刃,端面上分布着副切削刃,主切削刃一般为螺旋齿,这样可以增加切削平稳性,提高加工精度。
由于普通立铣刀端面中心处无切削刃,所以立铣刀工作时不能作轴向进给,端面刃主要用来加工与侧面相垂直的底平面。
铣刀有哪些种类?数控铣刀有哪些类型?【全】
铣刀有哪些种类?数控铣刀有哪些类型?铣刀是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
主要用于金属模具、机床零部件、各种电子机器零部件等精密加工的消耗性切削工具(主要用于仿形铣削、靠模铣、端面铣削等)。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
铣刀常见有两种材料:高速钢,硬质合金。
后者相对前者硬度高,切削力强,可提高转速和进给率,提高生产率,让刀不明显,并加工不锈钢/钛合金等难加工材料,但是成本更高,而且在切削力快速交变的情况下容易断刀。
铣刀有哪些种类?铣刀有哪些规格?你知道铣刀有哪些?你知道铣刀有哪些类型吗? 铣刀有哪些种类?1. 平铣刀:平铣刀为卧式铣床上加工平面最常用之刀具,平铣刀为圆盘型或圆柱型,外圆周上有刀齿,用于铣削与刀轴平行之平面,平铣刀的刀刃有直刃形,与螺旋刃形,一般以螺旋刃形较常用。
直齿刀刃宽度在20mm以下,因其刀刃多,切屑槽小,仅适于轻铣削及硬质材料的铣削。
而刀宽超过20mm以上时通常制成螺旋齿,以降低剪切力,防止铣削时产生的震动,其刀刃数少,有较大之切屑槽,适于重铣削及软质材料之铣削。
2. 侧铣刀:侧铣刀的外形与直刃形平面铣刀类似,除具备平铣刀的形状和功用外,侧面亦有刀刃,可同时铣削工作物的平面与侧面。
依刀刃形状可分为直齿、螺旋齿及交错齿三种形式,交错齿侧铣刀铣切时应力可相互抵销,减少震动,铣削效率较好,适合重铣削。
3. 锯割铣刀:此种铣刀类似平铣刀或侧铣刀,但其厚度甚薄(6mm以下),且没有侧刀齿,其两边均准确磨光并向中心逐渐磨薄,使其铣切时有适当的间隙,而不会产生摩擦,用于铣切窄槽及锯割材料。
4. 面铣刀:面铣刀系一圆盘状台形本体的周围及侧面具有刀刃的铣刀,此种铣刀主要铣削较大的平面,铣刀刀面宽大,铣刀本体一般以工具钢制成,在嵌入高速钢或碳化物刀刃。
5. 端铣刀:此类铣刀在圆周面及端面均有刀刃,用以铣削平面、端面、肩角及沟槽。
常用铣刀的种类及加工特点

常用铣刀的种类及加工特点
常用的铣刀种类有以下几种:
1. 高速钢(HSS)铣刀:常规的金属铣削加工使用的铣刀,适用于加工碳钢、合金钢、铸铁等材料。
2. 硬质合金铣刀:由硬质合金(通常是碳化钨或碳化钴)制成,具有耐磨、高硬度和抗断裂的特点,适用于加工不锈钢、钛合金等难加工材料。
3. 多齿铣刀:具有多个切削刃的铣刀,适用于高效率、大量切削的加工,常用于铣削平面、开槽等加工操作。
4. 镗刀:一种特殊的铣刀,用于加工圆孔,具有刚性好、精度高的特点。
5. 螺旋铣刀:刀具刃部具有螺旋形状的铣刀,适用于高速铣削和重切削任务,具有良好的切屑排出性能。
关于加工特点,不同的铣刀有不同的特点,以下是一些常见的加工特点:
1. 高速钢铣刀具有良好的刚性和韧性,适合一般金属加工,但在高温和高压下容易磨损。
2. 硬质合金铣刀具有高硬度和耐磨性,适合加工难切削材料,但在切削力大的情况下容易断裂。
3. 多齿铣刀具有高效率的切削性能,能快速去除大量金属,但在切削深度大时容易产生振动。
4. 镗刀具有高精度和良好的刚性,适用于加工精密孔。
5. 螺旋铣刀具有良好的切屑排出性,适用于高速和重切削。
根据具体的加工需求和工件材料,选择合适的铣刀种类和加工特点可以提高加工质量和效率。
一、各种铣刀

一、各种铣刀二、铣刀基本参数图3、以“圆柱直齿平面铣刀”(参图3)为例,说明铣刀的几个基本概念:1、前刀面:进行铣削加工时,切屑流出的通道。
2、后刀面:减小刀具与已加工平面的摩擦。
注:前角决定切削的难易程度和切屑在刀具前面上的摩擦情况。
前角大时,可使切屑变形小,流出顺利,减少了切屑和刀具前刀面之间的摩擦,使切削力降低,切削起来轻快;但是前角太大,会使刀刃变得非常薄弱,粗加工时可能引起崩刃。
4、楔角:前刀面与后刀面的夹角,用来反映铣刀刃的厚度/强度。
注:后角作用是减小刀具后面和工件已加工表面之间的摩擦,大小直接影响到刀具强度。
后角加大了,后面与已加工平面之间的摩擦会减小,切削起来轻快点,刀齿的磨损会慢些;但是后角太大,会降低刀齿强度,刀刃散热情况变差,反而会加剧刀齿的磨损。
6、基面:用来定义前角的基准面,且回转动(如铣刀一个刀刃由位置Ⅰ转到位置II)。
7、铣刀的切削平面:用来定义后角的基准面,且会转动(因为基面转动,他又始终垂直与基面)。
补:“圆柱螺旋齿平面铣刀”还需知道以下几个角度:8、螺旋角:切削刃与铣刀轴线间夹角。
其作用能使刀具在切削时受力均衡,工作较为稳定,切削流动顺利。
三、铣刀参数选择:1、前角的选择:①主要根据工件材料来决定。
a、在加工塑性材料(如钢料)时:塑性材料切屑呈带状且变形大,应选用较大前角,以减小切屑的变形,改善切削情况;b、在加工脆性材料(如铸铁)时:脆性材料切屑呈碎状小块,在刀刃附近有冲击力,并且脆性材料表面硬度高,通常含沙眼、杂质等,对切削不利,为保护刀尖,前角一般比加工塑性材料要小些。
c、在加工轻金属(如铝及铝合金)时:前角可取比塑性材料更大些,因为金属强度和硬度都比钢料低,在铣切中对刀齿的强度要求可以比铣钢料时低,同时加大前角更有利于切屑的排除。
②还要考虑工件材料的软硬程度。
a、工件材料较软时:选较大的前角;b、工件材料较硬时:选较小的前角。
③还要考虑加工的性质。
a、粗加工时:应取较小的前角;b、精加工时:应取较大的前角。
铣刀种类及规格(含图)甄选

铣刀种类及规格(含图)(优.选)铣刀种类及其规格铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
种类铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直柄立铣刀规格表直柄立铣刀规格刃部长度全长规格刃部长度全长2 7 40 1/8 3/8 2—5/163 8 40 3/16 1/2 2—5/164 11 43 1/4 5/8 2—7/165 12 47 5/16 3/4 2—1/26 13 57 3/8 3/4 2—1/28 19 63 7/16 1 2—11/1610 22 72 1/2 1—1/4 3—1/412 26 82 9/16 1—3/8 3—3/814 26 82 5/8 1—5/8 3—3/416 32 90 11/16 1—5/8 3—3/418 32 90 7/8 1—7/8 4—1/820 38 100 1 2 4—1/2产品名称产品规格产品材料锯片铣刀Ф60—Ф200 高速工具钢切口铣刀Ф40—Ф80 高速工具钢直齿三面刃铣刀Ф50—Ф130 高速工具钢齿轮滚刀 M1—M10高速工具钢高速工具钢直柄键槽铣刀规格Ф2—Ф20 锥柄立铣刀规格Ф14—Ф50 椎柄键槽铣刀规格Ф14—Ф50规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号2 4 35 14 26 111 2 14 24 110 23 5 35 16 32 117 2 16 28 115 24 7 35 18 32 117 2 18 32 120 25 8 40 20 38 123 2 20 36 125 26 10 45 22 38 140 3 22 36 125 28 14 50 25 45 147 3 24 40 145 310 18 60 28 45 147 3 25 40 145 312 22 65 30 45 147 3 28 45 150 314 24 70 32 53 178 4 32 50 155 316 28 75 35 53 178 4 36 55 185 418 32 80 36 53 178 4 40 60 190 420 36 85 40 63 188 4 45 65 195 445 63 188 4 50 65 195 450 75 200 4感谢您使用本店文档您的满意是我们永恒的追求!(本句可删)------------------------------------------------------------------------------------------------------------。
加工中心所用铣刀的种类
加工中心所用铣刀的种类铣刀主要用于卧式铣床加工平面。
圆柱铣刀一般为整体式。
铣刀的材料为高速钢,主切削刃分布在圆柱表面上,无副切削刃。
铣刀有粗齿和铣刀的种类很多,这里只介绍几种在数控铣床上常用的铣刀。
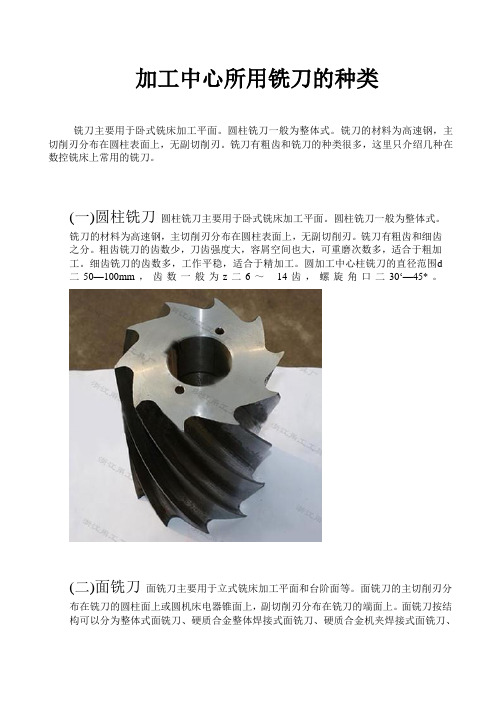
(一)圆柱铣刀圆柱铣刀主要用于卧式铣床加工平面。
圆柱铣刀一般为整体式。
铣刀的材料为高速钢,主切削刃分布在圆柱表面上,无副切削刃。
铣刀有粗齿和细齿之分。
粗齿铣刀的齿数少,刀齿强度大,容屑空间也大,可重磨次数多,适合于粗加工。
细齿铣刀的齿数多,工作平稳,适合于精加工。
圆加工中心柱铣刀的直径范围d 二50—100mm,齿数一般为z二6~14齿,螺旋角口二30‘—45*。
(二)面铣刀面铣刀主要用于立式铣床加工平面和台阶面等。
面铣刀的主切削刃分布在铣刀的圆柱面上或圆机床电器锥面上,副切削刃分布在铣刀的端面上。
面铣刀按结构可以分为整体式面铣刀、硬质合金整体焊接式面铣刀、硬质合金机夹焊接式面铣刀、硬质合金可转位式面铣刀等形式。
(1)整体式面铣刀。
由于这种面铣刀的材料为高速钢,所以其切削速度和进给量都受定的限制,生产率较低,并且由于该铣刀的刀齿损坏后很难修复,所以整体加工中心式面铣刀的应用较少。
(2)硬质合金整体焊接式面铣刀。
这种面铣刀由硬质合金刀片与合金钢刀体焊接而成,结构紧凑,切削效率高。
由于它的刀齿损坏后很也难修复,所机床电器以这种铣刀的应用也不多。
(3)硬质合金可转位式面铣刀。
这种面铣刀是将硬质合金可转位刀片直接装夹在刀体槽中,切削刃磨钝后,只需将刀片转位或更换新的刀片即可继续使用。
硬质合金可转位式面铣刀具有加工质量稳定、切削效率高、刀具寿命长、刀片的调整和更换方便以及刀片重复定位精度高特点,所以该铣刀是生产上应用最广的刀具之一。
(三)立铣刀立铣刀是数控铣削加工中应用最广的一种铣加工中心刀。
它主要用于立式铣床上凹槽、台阶面和成型面等。
立铣刀的主切削刃分布在铣刀的圆柱表面上,切削刃分布在铣刀的端面上,并且端面中心有中心孔,因此铣削时一般不能沿铣刀轴向作进给运动,而只能沿铣刀径向作进给运动。
铣刀种类

铣刀的种类按铣刀结构和安装方法可分为带柄铣刀和带孔铣刀。
(1)带柄铣刀带柄铣刀有直柄和锥柄之分。
一般直径小于20mm的较小铣刀做成直柄。
直径较大的铣刀多做成锥柄。
这种铣刀多用于立铣加工如图1所示。
1)端铣刀由于其刀齿分布在铣刀的端面和圆柱面上,固多用于立式升降台铣床上加工平面,也可用于卧式升降台铣床上加工平面。
2)立铣刀它是一种带柄铣刀,有直柄和锥柄两种,适于铣削端面、斜面、沟槽和台阶面等。
3)键槽铣刀和T形槽铣刀它们是专门加工键槽和T形槽的。
4)燕尾槽铣刀专门用于铣燕尾槽。
图1 带柄铣刀(2)带孔铣刀带孔铣刀适用于卧式铣床加工,能加工各种表面,应用范围较广。
参见图2。
图2 带孔铣刀1)圆柱铣刀由于它仅在圆柱表面上有切削刃,固用于卧式升降台铣床上加工平面。
2)三面刃铣刀和锯片铣刀三面刃铣刀一般用于卧式升降台铣床上加工直角槽,也可以加工台阶面和较窄的侧面等。
锯片铣刀主要用于切断工件或铣削窄槽。
3)模数铣刀用来加工齿轮等。
数控纵切自动车床的故障分析7.2.1数控纵切自动车床主型号表示方法及基本适用的其它型号1、主型号(按GB/T 15375—94标准)C K A 1 1 12最大棒料直径系列代号组代号结构特性代号数控车床配本山肯交流变频器。
2、基本适用的其它型号国内产品:CKE1112、CKD11127、2、2 数控纵切自动车床故障条目1、主轴弹簧夹头打不开。
2、接料器不动作或动作不正确。
3、中心架夹头与棒料咬死。
4、主轴报警指示灯亮。
5、主轴转动CRT上无主轴转速显示或机床每转进给时,主轴转动,进给轴不移动。
6、冷却液漏或冷却液流量不够。
7、液压压力不够。
8、机床加工零件时,噪声大。
9、回零重复性差或参考点位置偏差。
10、接通总电源开关后,电源指示灯(HL1)不亮。
11、控制电源故障(无控制电压等)。
12、伺服电源故障(无输入电压等)。
13、冷却系统不工作。
14、液压系统不工作。
15、变频器故障报警。
铣刀的种类及应用

成型铣刀在加工模具中的应用
总结词
模具精加工
详细描述
成型铣刀主要用于模具的精加工,如铣削模具的型腔、型面 和各种复杂轮廓。由于其切削精度高,能够满足模具加工的 高标准要求。
雕刻铣刀在加工精细零件中ቤተ መጻሕፍቲ ባይዱ应用
总结词:精细加工
详细描述:雕刻铣刀主要用于加工精细零件和复杂图案,如雕刻文字、图案和标志等。由于其切削精 度高,能够实现精细的切削效果,满足高标准的加工要求。
制品等。
用于加工飞机零部件和 火箭发动机零件等高精
度、高强度材料。
02
铣刀的种类
圆柱铣刀
总结词
圆柱铣刀是一种常见的铣刀类型,主要用于平面和斜面的铣削加工。
详细描述
圆柱铣刀的切削刃是围绕圆柱形刀体展开的,具有较大的切削面积和较高的切削 效率。它适用于粗加工和半精加工,能够高效地去除大量材料。圆柱铣刀的刀体 一般采用整体硬质合金或高速钢材料制成,具有较高的硬度和耐磨性。
雕刻铣刀
总结词
雕刻铣刀是一种多功能的铣刀,主要用于精 细加工和雕刻复杂图案和文字。
详细描述
雕刻铣刀的切削刃经过精细研磨和抛光处理, 具有较高的切削精度和表面质量。这种铣刀 适用于精细加工和雕刻复杂图案、文字或标 志等。雕刻铣刀的切削刃一般采用高硬度、 高耐磨材料制成,如金刚石或立方氮化硼 (CBN),以提高切削效率和加工精度。
圆角铣刀
总结词
圆角铣刀是一种特殊设计的铣刀,主要用于铣削具有圆角或弧形的零件。
详细描述
圆角铣刀的切削刃在圆角区域内展开,能够精确地加工出圆角或弧形。这种铣刀适用于加工具有复杂曲面的零件, 如涡轮叶片、模具型腔等。圆角铣刀的切削刃一般采用高精度磨削和研磨工艺制造,以确保加工精度和表面质量。
铣刀种类及规格含图)
铣刀种类及规格含图)————————————————————————————————作者:————————————————————————————————日期:铣刀种类及其规格铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
种类铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直柄立铣刀规格表直柄立铣刀规格刃部长度全长规格刃部长度全长2 7 40 1/8 3/8 2—5/163 8 40 3/16 1/2 2—5/164 11 43 1/4 5/8 2—7/165 12 47 5/16 3/4 2—1/26 13 57 3/8 3/4 2—1/28 19 63 7/16 1 2—11/1610 22 72 1/2 1—1/4 3—1/412 26 82 9/16 1—3/8 3—3/814 26 82 5/8 1—5/8 3—3/416 32 90 11/16 1—5/8 3—3/418 32 90 7/8 1—7/8 4—1/820 38 100 1 2 4—1/2产品名称产品规格产品材料锯片铣刀Ф60—Ф200 高速工具钢切口铣刀Ф40—Ф80 高速工具钢直齿三面刃铣刀Ф50—Ф130 高速工具钢齿轮滚刀M1—M10高速工具钢高速工具钢直柄键槽铣刀规格Ф2—Ф20 锥柄立铣刀规格Ф14—Ф50 椎柄键槽铣刀规格Ф14—Ф50规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号2 4 35 14 26 111 2 14 24 110 23 5 35 16 32 117 2 16 28 115 24 7 35 18 32 117 2 18 32 120 25 8 40 20 38 123 2 20 36 125 26 10 45 22 38 140 3 22 36 125 28 14 50 25 45 147 3 24 40 145 310 18 60 28 45 147 3 25 40 145 312 22 65 30 45 147 3 28 45 150 314 24 70 32 53 178 4 32 50 155 316 28 75 35 53 178 4 36 55 185 418 32 80 36 53 178 4 40 60 190 420 36 85 40 63 188 4 45 65 195 445 63 188 4 50 65 195 450 75 200 4。
铣刀的种类及应用
铣刀的种类及应用一、铣刀的来历铣刀即为具有圆柱体外形,并在圆周及底部带有切削刃,使其进行旋转运动来切削加工工件的切削刀具。
铣刀来源于刨刀。
刨刀上只有一面有刀刃,刨刀在来回走动时,也只有一面有切削作用,那么刨刀回来的时间就完全浪费掉了。
刨刀的刀刃很窄,因此其加工的效率很低。
人们为了克服这一缺点,就将其进行改进,办法就是将刨刀装在一根轴上,使其快速旋转,让工件慢慢从下面走过,这样就节省了时间,这就是原始的铣刀,也叫做单刃铣刀。
经过长期的发展,才有了现在各式各样的铣刀。
二、铣刀的分类1、圆柱形铣刀用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
2、面铣刀用于立式铣床、端面铣床或龙门铣床上加工平面,端面和圆周上均有刀齿,也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式 3种。
3、立铣刀用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时,可轴向进给。
4、三面刃铣刀用于加工各种沟槽和台阶面,其两侧面和圆周上均有刀齿。
5、角度铣刀用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
6、锯片铣刀用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦,刀齿两侧有15′~1°的副偏角。
此外,还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
7、T形铣刀用来铣T形槽。
三、各种铣刀简介1、圆柱形铣刀(1)生产率高铣削时铣刀连续转动,并且允许较高的铣削速度,因此具有较高的生产率。
(2)连续切削铣削时每个刀齿都在连续切削,尤其是端铣,铣削力波动大,故振动是不可避免的。
当振动的频率与机床的固有频率相同或成倍数时,振动最为严重。
另外,当高速铣削时刀齿还要经过周期性的冷热冲击,容易出现裂纹和崩刃,使刀具耐用度下降。
(3)多刀多刃切削铣刀的刀齿多,切削刃的总长度大,有利于提高刀具的耐用度和生产率,优点不少。
铣刀分类

铣刀分类铣刀种类繁多,依其工作性质、装置方式、刀齿形状、构造、材质、轮磨方式可归类如下:一、依工作性质分1.平铣刀:平铣刀为卧式铣床上加工平面最常用之刀具,平铣刀为圆盘型或圆柱型,外圆周上有刀齿,用于铣削与刀轴平行之平面,平铣刀的刀刃有直刃形,与螺旋刃形,一般以螺旋刃形较常用。
直齿刀刃宽度在20mm以下,因其刀刃多,切屑槽小,仅适于轻铣削及硬质材料的铣削。
而刀宽超过20mm以上时通常制成螺旋齿,以降低剪切力,防止铣削时产生的震动,其刀刃数少,有较大之切屑槽,适于重铣削及软质材料之铣削。
2.侧铣刀:侧铣刀的外形与直刃形平面铣刀类似,除具备平铣刀的形状和功用外,侧面亦有刀刃,可同时铣削工作物的平面与侧面。
依刀刃形状可分为直齿、螺旋齿及交错齿三种形式,交错齿侧铣刀铣切时应力可相互抵销,减少震动,铣削效率较好,适合重铣削。
3.锯割铣刀:此种铣刀类似平铣刀或侧铣刀,但其厚度甚薄(6mm以下),且没有侧刀齿,其两边均准确磨光并向中心逐渐磨薄,使其铣切时有适当的间隙,而不会产生摩擦,用于铣切窄槽及锯割材料。
4.面铣刀:面铣刀系一圆盘状台形本体的周围及侧面具有刀刃的铣刀,此种铣刀主要铣削较大的平面,铣刀刀面宽大,铣刀本体一般以工具钢制成,在嵌入高速钢或碳化物刀刃。
5.端铣刀:此类铣刀在圆周面及端面均有刀刃,用以铣削平面、端面、肩角及沟槽。
端铣刀具有直柄、斜柄、直刃、螺旋刃、双刃、多刃等不同形式。
6.角铣刀:角铣刀之刀刃既不平行亦不垂直于铣刀轴,专门用于铣削与回转轴成一定角度之面的铣刀,如V型槽、棘齿轮、鸠尾槽、铰刀刃及铣刀等之加工。
依角度不同又可分为单侧角铣刀与双侧角铣刀两种。
单侧角铣刀倾斜角度有45°、60°、70°、80°等,双侧角铣刀成45°、60°、90°等。
7.成型铣刀:此类铣刀通常是为特定形状的铣削工作而设计,专门铣削规则或不规则外形及大量生产小零件之用,常用的有圆角铣刀、切齿铣刀、凸圆铣刀、凹圆铣刀等。
铣刀分类

铣刀分类铣刀种类繁多,依其工作性质、装置方式、刀齿形状、构造、材质、轮磨方式可归类如下:一、依工作性质分1.平铣刀:平铣刀为卧式铣床上加工平面最常用之刀具,平铣刀为圆盘型或圆柱型,外圆周上有刀齿,用于铣削与刀轴平行之平面,平铣刀的刀刃有直刃形,与螺旋刃形,一般以螺旋刃形较常用。
直齿刀刃宽度在20mm以下,因其刀刃多,切屑槽小,仅适于轻铣削及硬质材料的铣削。
而刀宽超过20mm以上时通常制成螺旋齿,以降低剪切力,防止铣削时产生的震动,其刀刃数少,有较大之切屑槽,适于重铣削及软质材料之铣削。
2.侧铣刀:侧铣刀的外形与直刃形平面铣刀类似,除具备平铣刀的形状和功用外,侧面亦有刀刃,可同时铣削工作物的平面与侧面。
依刀刃形状可分为直齿、螺旋齿及交错齿三种形式,交错齿侧铣刀铣切时应力可相互抵销,减少震动,铣削效率较好,适合重铣削。
3.锯割铣刀:此种铣刀类似平铣刀或侧铣刀,但其厚度甚薄(6mm以下),且没有侧刀齿,其两边均准确磨光并向中心逐渐磨薄,使其铣切时有适当的间隙,而不会产生摩擦,用于铣切窄槽及锯割材料。
4.面铣刀:面铣刀系一圆盘状台形本体的周围及侧面具有刀刃的铣刀,此种铣刀主要铣削较大的平面,铣刀刀面宽大,铣刀本体一般以工具钢制成,在嵌入高速钢或碳化物刀刃。
5.端铣刀:此类铣刀在圆周面及端面均有刀刃,用以铣削平面、端面、肩角及沟槽。
端铣刀具有直柄、斜柄、直刃、螺旋刃、双刃、多刃等不同形式。
6.角铣刀:角铣刀之刀刃既不平行亦不垂直于铣刀轴,专门用于铣削与回转轴成一定角度之面的铣刀,如V型槽、棘齿轮、鸠尾槽、铰刀刃及铣刀等之加工。
依角度不同又可分为单侧角铣刀与双侧角铣刀两种。
单侧角铣刀倾斜角度有45°、60°、70°、80°等,双侧角铣刀成45°、60°、90°等。
7.成型铣刀:此类铣刀通常是为特定形状的铣削工作而设计,专门铣削规则或不规则外形及大量生产小零件之用,常用的有圆角铣刀、切齿铣刀、凸圆铣刀、凹圆铣刀等。
铣刀的分类和用途

端铣刀的切削刃分布在其端面上。切削时,端铣刀轴线垂直于被加 工表面。它常用来在立式铣床上加工平面。端铣刀多采用硬质合金刀齿, 故生产效率较高。
3)盘形铣刀 盘形铣刀包括槽铣刀、两面刃铣刀和三面刃铣刀,如图所示。
6)键槽铣刀
键糟铣刀是铣制键槽的专用刀具。它仅有两个刃瓣,其圆周和端面上的切削 刃都可作为主切削刃,使用时先沿键槽铣刀轴向进给切入工件,然后沿键槽方 向进给铣出全槽。为保证被加工键槽的尺寸,键槽铣刀只重磨端面刃,常用它 来加工圆头封闭键槽。
7)角度铣刀
角度铣刀可分单角度铣刀和双角度铣刀。角度铣刀可用于铣削沟糟和斜面。
盘形铣刀的种类
4)锯片铣刀
锯片铣刀实际上就是薄片槽铣刀,其作用与切断车刀类似,用于切断材料或 铣削狭槽。
5)立铣刀
立铣刀的圆柱面上的螺旋切削刃为主切削刃,端面上的切削刃为副切削刃。 立铣刀可加工平面、台阶面和沟槽等,一般不能作轴向进给运动。用于加工三 维成形表面的立铣刀,端部做成球形,称为球头立铣刀。其球面切削刃从轴心 开始,也是主切削刃,可作多向进给运动。
铣刀的分类和用途
铣刀的种类繁多,其分类方法也较多。一般可按用途和结 构形式分类,也可按齿背形式分类。 1.按用途和结构形式分类
铣刀按其用途和结构形式可分为圆柱形铣刀、端铣刀、盘 形铣刀、锯片铣刀、立铣刀、键槽铣刀、角度铣刀和成形铣刀, 如图所示。
按用途和结构形式分类的铣刀
1)圆柱形铣刀 圆柱形铣刀的切削刃呈螺旋状分布在圆柱表面上,其两端面无切削
8)成形铣刀
成形铣刀用于加工成形表面。
2.按齿背铣刀,如图所示。
按齿背形式分类的铣刀
铣刀直径、铣刀分类及结构

铣刀直径、几种常见类型、结构、分类、主要用途等内容内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.详述铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具,工作时各刀齿依次间歇地切去工件的余量,铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
那么对于铣刀你想要有深一步的了解吗?接下来为大家介绍一下铣刀直径、几种常见类型、结构、分类、主要用途、使用方法、切削参数的选用、切削部分材料的基本要求及维护。
铣刀直径铣刀直径的选用视产品及生产批量的不同差异较大,刀具直径的选用主要取决于设备的规格和工件的加工尺寸。
①平面铣刀选择平面铣刀直径时主要需考虑刀具所需功率应在机床功率范围之内,也可将机床主轴直径作为选取的依据,平面铣刀直径可按D=1.5d(d为主轴直径)选取,在批量生产时,也可按工件切削宽度的1.6倍选择刀具直径;②立铣刀立铣刀直径的选择主要应考虑工件加工尺寸的要求,并保证刀具所需功率在机床额定功率范围以内,如系小直径立铣刀,则应主要考虑机床的最高转数能否达到刀具的最低切削速度(60m/min);③槽铣刀槽铣刀的直径和宽度应根据加工工件尺寸选择,并保证其切削功率在机床允许的功率范围之内。
铣刀的几种常见类型铣刀是一种主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要有圆柱形铣刀、面铣刀、立铣刀、三面刃铣刀、角度铣刀、锯片铣刀、T形铣刀等几种常见类型:1、圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种,按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工;2、面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面,端面和圆周上均有刀齿,也有粗齿和细齿之分,其结构有整体式、镶齿式和可转位式 3种;3、立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给,当立铣刀上有通过中心的端齿时,可轴向进给;4、三面刃铣刀:用于加工各种沟槽和台阶面,其两侧面和圆周上均有刀齿;5、角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种;6、锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿,为了减少铣切时的摩擦,刀齿两侧有15′~1°的副偏角,此外,还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等;7、T形铣刀:用来铣T形槽。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铣刀的常见种类,铣刀常见分类有哪些
现在数控铣床的技术在不断发展,功能更加完善。
因此,大家对于铣床上铣刀的要求也更高。
铣刀按用途区分有多种常用的型式。
铣刀是一种主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要有圆柱形铣刀、面铣刀、立铣刀、三面刃铣刀、角度铣刀、锯片铣刀、T形铣刀等几种常见类型:
铣刀的常见种类,铣刀常见分类有哪些
圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面,端面和圆周上均有刀齿,也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式 3种。
立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时,可轴向进给。
三面刃铣刀:用于加工各种沟槽和台阶面,其两侧面和圆周上均有刀齿。
角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦,刀齿两侧有15′~1°的副偏角。
此外,还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
T形铣刀:用来铣T形槽。
铣刀加工的应用
切入或刀具拔出工件时刀具折断:可减小进给量、切削深度,把切削刃长缩短到必要长度的最小限度。
正常加工时刀具折断:
▪减小进给量、切削深度
▪对刀具进行钝化处理
▪更换夹具或弹簧夹头
▪高刃数刀具变更低刃数,改善排屑防止堵屑
▪将干式铣削换成湿式(使用切削液),搭配涡流管枪使用,降低刀具温度避免刀具过热。
▪若湿式铣削供液方向从前方供给时,改成从斜后方或横向上方供液,冷却液流量应足够进给方向变更时刀具折断:
▪利用圆弧插补(NC机床)、或暂时停止(暂时)进给
▪降低(减少)方向转换前后的进给量
▪更换夹具或弹簧夹头
刀尖部分崩刃:
▪用手动修磨在转角部倒角
▪将顺铣改为逆铣
切深界面部分崩损:
▪将顺铣改为逆铣
▪降低切削速度
崩刃分布在中央部分或者遍布整个切削刃(小崩刃):
▪进行钝化倒棱。
或者加大倒棱
▪改变主轴转数(机床有振动时)
▪提高切削速度
▪更换夹具或弹簧夹头
▪铣削中有摩擦声时,加大进给量
▪如果釆用的是干式铣削,改成湿式或用空气冷却
▪更换夹具或弹簧夹头
▪降低切削速度
切削刃大崩刃:
▪减小进给量
▪高刃数刀具变更低刃数,改善排屑防止堵屑
▪进行钝化倒棱或者加大倒棱
▪将干式铣削换成湿式(使用切削液),搭配涡流管枪使用,降低刀具温度避免刀具过热。
▪若湿式铣削供液方向从前方供给时,改成从斜后方或横向上方供液,冷却液流量应足够
▪在钢材铣槽中,以标准切削条件为目标值选择适当的铣削速度(在低铣削速度侧,产生低速性破损,压着物分离损伤)(在高铣削速度侧,铣深槽中会产生堵屑、热龟裂)
▪如果采用的是湿式铣削,改成干式,使用压缩空气,当供气是从前方供给时,改成从横上方或者横上方供给,其流量应充足。
刀具早期磨损:
▪降低切削速度
▪如果是逆铣,则改成顺铣
▪增大进给量
▪将干式铣削换成湿式(使用切削液),搭配涡流管枪使用,降低刀具温度避免刀具过热。
▪如果使用的是再研磨立铣刀,应提高铲背面的粗糙度
刀具早期磨损:
▪降低切削速度
▪如果是逆铣,则改成顺铣
▪增大进给量
▪将干式铣削换成湿式(使用切削液),搭配涡流管枪使用,降低刀具温度避免刀具过热。
▪如果使用的是再研磨立铣刀,应提高铲背面的粗糙度
内容来源网络,由深圳机械展收集整理!
更多数控刀具技术产品展示,就在深圳机械展!
山特维克、霍夫曼、瓦尔特、号恩、日立、京瓷、黛杰硬质合金(零部件、刀具):春保森拉天时、株硬、南硬、正德、博云东方、大地合金非标刀具:希普思、耀欣、锐锋、特萨等
(注:可编辑下载,若有不当之处,请指正,谢谢!)。