治具设计规范
治具制作通用规范
7 尺寸要求
1. 图纸上尺寸有标明公差的,公差按标明公差执行。 2. 图纸上尺寸未注明公差的,但同时标明DIN 7168-m的,公差按DIN 7明公差执行标准的,公差按DIN ISO 2768-m执行。
8 品质要求
1.所有新供应商须先提交样品给KSD工程部进行认可,认可后方做批量生产。 2.所有治具材料和表面处理须按本规范执行。 3.所有尺寸须按制作图纸和本规范执行。 4.由多个部件组成的治具,供应商须完成所有部件并装配好。 5.同一批治具返工不允许超过两次。超过两次KSD直接做报废处理后返供应商。 6.对供应商仿制类设备(KSD未提供正式图纸类设备),供应商须在KSD下单前提供解决方 案给KSD IE认可,KSD IE认可后供应商方可生产。
Name姓名: Date日期:
Made by制作者: Approved by批准人:
Leo.wan
Matthias
13.02.2014
13.02.2014
Valid有效期: 2017
Edition版本: 13.02.2014
科世得润(KSD)治具制作 通用规范
3.11.41.52 Page 2 of 2
科世得润(KSD)治具制作 通用规范
3.11.41.52 Page 1 of 2
科世得润(KSD)治具制作通用规范
1 最新修改
新发行
2 目的
明确治具制作相关要求,以保证能从供应商处获得满足品质要求的治具以满足生产需求。
3 适用范围
所有KFB板制作相关治具
4 部门职责
KSD IE(科世得润工程部):提供治具制作图纸,回答供应商工程询问,负责治具来料品质 检验。
KSD PUR(科世得润采购部):将治具制作相关要求通知到供应商。 KSD LOG (科世得润物流部):负责收货清点数量。
治具设计原则
一.覆膜治具治具槽长宽尺寸相对产品尺寸单边扩0.2mm,例如:产品长宽尺寸为:50.98±0.05mm ×84.10±0.05mm,那么治具槽长宽尺寸设计为:51.38mm×84.50mm.因为要贴铁弗龙需要给铁弗龙让位,铁弗龙尺寸为0.1~0.13mm设计原则:1.以材料最大的公差尺寸单边扩(0.05mm~0.06mm+铁弗龙厚度)2.槽的底面应尽量少接触产品防刮伤,支撑宽度为3mm3.以感应治具方式4.治具总宽度受机台限制,厚度统一为10mm,材料用ABS5. 有FLEX时要保证有足够的让位,必须要有手指夹取产品的让位,设计边角让位6.产品放在槽里面,产品的上表面应高出治具上表面0.05~0.2mm,同时注意需要计算铁弗龙的厚度7.成品覆膜时,产品保护膜带耳朵需要让位8.优先考虑正反面共用的设计9.避免直角过尖刮伤产品或作业员手指,尽量在可以做到的地方走圆角和倒圆角10.治具空余处刻上相应符号如:TCP35H2-治具名称-V1.0(Vxx为相对应版本)二.CCD治具(贴合段:CG+sensor,sensor+OCA;bonding段:sensor+FPC)总体设计原则:1.长宽尺寸同覆膜治具设计,槽深度:产品不容易滑出来(注意也要贴铁弗龙)2. 槽的底面应尽量少接触产品防刮伤,支撑宽度为3mm3. 厚度统一为20mm,材料用ABS4. 有FLEX时要保证有足够的让位,必须要有手指夹取产品的让位,设计边角让位5.如果CG比sensor大,sensor+OCA和sensor+FPC CCD可以做成共用;如果sensor比CG大,三款都可以作成共用,这里只要注意FPC让位即可。
6.避免直角过尖刮伤产品或作业员手指,尽量在可以做到的地方走圆角和倒圆角7. 治具空余处刻上相应符号如:TCP35H2-治具名称-V1.0(Vxx为相对应版本)三.CCD导轨治具1.是配合CCD治具来制作的2. CG+sensor:例如治具长宽为64mm×116mm sensor长宽为50.98±0.05mm×84.10±0.05mm,那么导轨治具槽的长宽为:{(治具长宽+1mm)+(sensor长宽+1mm)}sensor+OCA: 例如治具长宽为64mm×116mm OCA长宽为50.98±0.05mm×84.10±0.05mm,那么导轨治具槽的长宽为:{(治具长宽+1mm)+(OCA长宽+1mm)},即:(64+50.98+1)mm ×(116+84.1+1)mm.sensor+FPC: 例如治具长宽为64mm×116mm FPC宽度为35mm,那么导轨治具槽的宽为(治具宽+FPC宽+1mm),槽长为:治具长+20~30mm,整个CCD导轨治具长宽是在槽长宽基础上单边扩8~10mm,厚度统一为10mm,槽深统一为3.5mm,公差为自由公差,0.1~0.2mm。
PCBA波峰焊接DIP治具设计技术规范
技术要求主题PCBA 波峰焊接(DIP )治具设计技术规范 适用范围DIP 托盘、治具设计 有效期 长期分发部门 一、目的:根据我们公司的治具制作特点以及和不同供应商合作沉淀下来的技术,而编写本技术规范。
便于供应商在以后的图纸设计与制作能够规范化。
二、具体设计要求:DIP 托盘的设计要求:1、 DIP 托盘的外形:托盘尺寸按250*250、250*300、300*300、300*350等,超出此几类尺寸的,按PCB 外形加60设计制作,我们公司的波峰焊因设备限制治具宽度最宽不能超过300MM ,所以治具如果超过300MM 的宽度就需要和我们协商后在制作;材料厚度一般选用6mm ,最厚不超过10mm(包括补丁厚度),材料可为FR4。
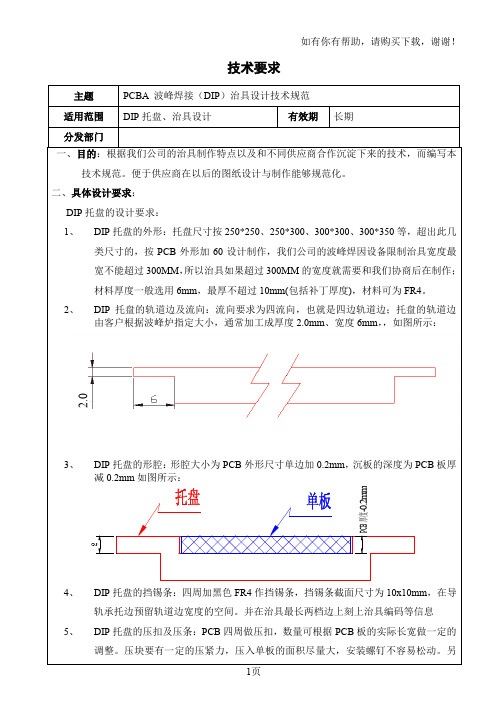
2、 DIP 托盘的轨道边及流向:流向要求为四流向,也就是四边轨道边;托盘的轨道边由客户根据波峰炉指定大小,通常加工成厚度2.0mm 、宽度6mm ,,如图所示:3、 DIP 托盘的形腔:形腔大小为PCB 外形尺寸单边加0.2mm ,沉板的深度为PCB 板厚减0.2mm 如图所示:4、 DIP 托盘的挡锡条:四周加黑色FR4作挡锡条,挡锡条截面尺寸为10x10mm ,在导轨承托边预留轨道边宽度的空间。
并在治具最长两档边上刻上治具编码等信息5、 DIP 托盘的压扣及压条:PCB 四周做压扣,数量可根据PCB 板的实际长宽做一定的调整。
压块要有一定的压紧力,压入单板的面积尽量大,安装螺钉不容易松动。
另2.0P C B 厚度-0.2m m外,如果PCB大小超过一定程度,还需要加压条来压紧PCB,以防止PCB中间部位拱起,导置漏锡,压条的数量根据PCB宽度来决定,压条一般需做成防呆或刻上标记,加以区分,有多根压条的尽量做到一致,可互换,使用更方便快捷。
如图所示:6、DIP托盘的上锡开口:托盘开孔处参照Gerber文件和实际样板。
原则上托盘开孔边到焊盘的距离>=3mm,托盘开孔边的壁厚>=1mm,托盘底部最薄处>=1mm,如下图所示:托盘避让贴片元器件的开槽面积尽量小,保证托盘的整体较厚实;由于托盘较厚,开孔处较窄的地方背面斜坡加长,倒角刀的角度分为135°及90°两种。
模治具设计规范
KEYPAD 模、治具设计规范一、RUBBER 模具1. 模具毛边厚做0.1mm.2. 模具LAYOUT要配合放电, 成品区中心与中心之间要是整数. 每穴的中心到模具的中心也要是整数.3. 试产模缩水率暂定为1.030, 模穴数为1出4穴.4. 量产模缩水率暂定为1.029, 模穴数为1出24穴.5. 自拆柱与自拆孔单边0.02 mm的间隙配合. 自拆孔深度为0.8 mm.6. 溢料槽宽度为6.0 mm, 深度为1.0 mm. 位置距离成品区外围4.0 mm.7. 在模具两边铣出方便撬的槽, 深度为5.0 mm.8. 为了方便成型, 导柱装配在上模, 导套装配在下模.9. 如需装黑粒, 黑粒规格为直径2.5 mm, 黑粒穴深为0.5 mm.( 详细部分参照图面)二、TPU模具1. 模具毛边厚做0.02mm.2. 模具缩水率为1.015.3. PT模穴数为1出4穴. MP模穴数为一出16穴.4. 模具上八个定位孔位置一定要准确, 否则不利于成型.5. 溢料槽宽度为2.5mm, 深度为1.0 mm. 位置距离成品0.05 mm.6. 要有为后制程印刷准备的四个定位孔, 直径为8 mm. 为成型准备的八个定位孔直径为2.5 mm.( 详细部分参照图面)三、塑胶-KEY模具1. 在设计塑胶KEY模具之前, 要检查产品的脱模斜度.无特殊说明, 脱模斜度做2°.裙边脱模斜度做3°.2. 塑胶KEY常采用PC料, 缩水率计算方法如下:(1). 当KEY尺寸长宽小于10mm时, 如喷涂或电镀, 不考虑缩水率, 如不需喷涂或电镀, 做1.005的缩水率.(2). 当KEY尺寸长宽大于10mm时, 如喷涂或电镀, 单边剪去0.02mm喷涂或电镀的厚度, 然后按一定比例做缩水率.3. 塑胶水口外框宽为3mm厚度为2mm, 辅助流道宽为2 mm厚度为1.5mm, 进浇位宽为2 mm厚度做(如有裙边与裙边同厚, 如无做小于0.5 mm大于0.3 mm), 浇口长度做1 mm , 进胶口做距离KEY边上1/3处.4. 水口的主流道和分流道设计为梯形流道4×5mm, 单边斜度为10°.5. 模具为简化型细水口模胚(FCI2530 A40 B80),前模通框.6. 当表面喷涂雷雕时, 即把KEY的胶位设计在前模, 水口及支撑脚设计在后模.7. KEY背面印刷里, 即把胶位设计在后模, 水口及支撑脚设计在前模, 使印刷面为平面.8. 设计水口时, 不能让进、出水口同进胶,以免产生夹水纹.( 详细部分参照图面)四、印刷治具1. 比例为1:1, 尺寸为将模具图除成型收缩率所得的商为准.2. 定位框单边放大0.05mm.3. 印PC KEY时, 把手槽做在上下两边. 印RUBBER时,把手槽做在两边直角上.4. 对于需印刷的PC KEY是靠四条直角边来定位的, 深度要做到刚刚好,托住KEY.5. 印刷塑胶KEY: 打样时做1出2穴.印刷RUBBER: 打样时, 做1出2穴; 量产里做1出6穴.6. 治具四周要倒R10的圆角,方便与底座配合.( 详细部分参照图面)五、雷雕治具1. 比例为1:1, 尺寸为将模具图除成型收缩率所得的商为准.2. 定位框单边放大0.05mm.3. 把手槽做在上下两边.4. 对于需印刷的PC KEY是靠四条直角边来定位的, 深度不做要求, 只要把该避空的部位避空即可.5. 打样时,做1出1穴, 量产时做1出2穴.( 详细部分参照图面)六、贴合治具1. PC KEY用KEYSIZE部分定位, 高度用裙边来定位.2. 类似于钢琴键的的贴合治具用放电的方法将其KEY表面完全放出来, 靠KEY表面来定位.3. RUBBER预压留0.2 mm.4. 水口部位单边避空0.25 mm.5. 侧键的贴合治具只做放KEY的部分, 穴数做1出5穴. 用KEYSIZE部分定位,裙边部分高出治具平面0.2 mm.6. RUBBER定位住突出零平面1.5 mm.7. PUSHER深度做浅0.05 mm, 宽度做大单边0.05 mm. BUMPER与其相同.8. RUBBER外围做大单边1.0 mm.9. SCROLL-KEY中间做随KEY表面的平台或曲面凸台.10. 模具边沿部分要倒角. d1=1.0mm, d2=1.0mm.( 详细部分参照图面)。
工装治具设计规范[模板]
![工装治具设计规范[模板]](https://img.taocdn.com/s3/m/1029749d8e9951e79a892740.png)
工装治具设计规范1. 概述本文描述了各种工装治具设计过程中,设计标准及注意事项。
2. 目的规范治具设计要求,确保工装治具统一化、规范化、防呆化、最优化、环保化,能够与使用设备匹配符合,生产方便快捷,满足品质要求。
3. 术语4. 内容4.1通常治具的主要制作材料是钢材、铝材、青铜、电木、压克力板、环氧树脂板等。
治具按照其动力驱动方式可以分为手动、半自动、全自动。
夹治具设计需要遵循的设计原则:4.1.1要了解整个生产、加工和制造的方法与过程;治具制作完成后,由生技部ME工程师验证OK后,填写《工装治具验证管理清单》,移交至生产部。
4.1.2根据产品结构不同,合理设计定位方式,要统一前后工程标准,不可相互矛盾。
4.1.3定位支撑必须配合加工对象,且要保持充分的可操作性。
4.1.4要尽量简单而单纯,要站在使用者的立场设计,要考虑到作业者浪费动作。
4.1.5治具的设计要体现安全性、防呆性。
4.1.6工装治具零配件标准化设计,尽量避免使用非标零配件造成使用成本浪费。
4.1.7要考虑到精度、安装容易与耐用。
4.1.8为了防止错混料出现,所有的工装夹治具都必须要做到专物专用,在所有的治具上优先考虑治具防呆定位,明确标示区分。
4.1.9治具制作依据公司有害物质管控的要求和标准,所有工装治具在设计用材以及加工制作过程中必须符合有害物质管理的各项要求,工装治具制作供应商在治具交接到我部ME工程师验收时,供应商需要提供有害物质检测报告,对不符合有害物质管理标准要求的治具进行报废并退回供应商,对合格治具的验收由ME工程师与品质工程师共同确认,并填写《工装治具验证管理清单》后,在治具上贴“HSF”标签方可在生产部产线使用。
4.2注塑整形、冲切水口治具:4.2.1治具底座的四角避空位置一定要避开产品TP边。
4.2.2 治具底座要做一个防呆的定位柱,防止产品出现放反。
4.2.3 底壳水口治具,所有骨位、螺丝柱等必须做到避空处理。
喷涂治具制作规范
喷涂治具制作规范喷涂治具(Spray fixture)是用于表面喷涂工艺的一种特种夹具设备,用于固定和定位待喷涂的工件,确保喷涂的准确性和一致性。
以下是喷涂治具制作的规范和要求。
1.设计规范:(1)治具设计需满足工件的尺寸、形状和表面要求,并与喷涂设备相匹配。
(2)设计应充分考虑到工业安全,如避免尖锐边缘和易引起伤害的部件。
(3)治具内部应设计合理的结构,以便于工件的固定和定位,并确保工件的稳定性和准确性。
(4)治具的材质应具有抗腐蚀、耐高温、耐磨损和耐化学物质侵蚀等特性,以确保长时间的使用寿命。
2.制作材料:(1)钢材:选用高强度、高硬度和耐磨的材料,如不锈钢、合金钢等。
(2)塑料:选用耐化学物质侵蚀的高密度聚乙烯(HDPE)、聚丙烯(PP)等材料。
(3)橡胶垫:选用耐磨性好、耐温性好的橡胶材料。
3.制作工艺:(1)根据设计要求对材料进行切削、焊接或冲压等工艺处理,制作出各个部件。
(2)对钢材进行抛光和喷漆处理,以提高外观和防锈性能。
(3)对塑料部件进行CNC或注塑成型等加工,确保尺寸和表面光洁度。
(4)对部件进行组装和焊接,确保治具的各个部位紧固可靠,并进行强度测试,以确保使用安全。
(5)安装橡胶垫,提供稳定的支撑和保护,并避免对工件表面造成划痕和损伤。
(6)对制作的喷涂治具进行测试和调试,确保其功能的正常运行和工件的喷涂质量。
4.使用和维护:(1)使用前应对喷涂治具进行清洁和检查,确保没有损坏或松动的部件。
(2)使用时应正确放置工件,确保正确的喷涂位置和角度。
(3)使用结束后应进行清洁和维护,及时清除残留物和污垢,避免对下次使用造成影响。
(4)定期检查和维护喷涂治具的各个部分,如紧固件、润滑部位等,确保其正常运行和使用寿命。
总结:喷涂治具的制作规范对于确保喷涂工艺的准确性和一致性至关重要。
遵循设计规范,选用合适的材料,采用科学的制作工艺,并正确使用和维护,可保证喷涂治具的质量和使用效果。
制作优质的喷涂治具能提高作业效率、增加产品质量,并降低生产成本。
FCT治具制作规范
FCT治具制作规范FCT(Functional Circuit Test)治具是用于测试PCB(Printed Circuit Board,印刷电路板)的一种测试工具。
在制作FCT治具时,需要遵循一定的规范,以确保其功能和性能的稳定和可靠性。
下面是FCT治具制作规范的详细说明。
1.设计规范-FCT治具的设计应满足PCB的尺寸要求,并且适应不同尺寸的PCB。
-治具的连接接口应与测试设备兼容,并且能够稳定连接。
-治具的连接接口数量和类型应与PCB上的测试点相匹配。
-治具的布线应简洁、清晰,并且避免交叉干扰。
-治具的外观应美观、牢固,且易于操作和维护。
-治具的标识应清晰明了,以便操作人员能够正确操作。
2.材料规范-FCT治具的主体材料应具有良好的绝缘性能,并能承受较高的电压和电流。
-连接线材料应具有良好的导电性能、抗氧化性能和耐久性。
-治具的固定材料应具有良好的机械强度和耐久性。
3.制作规范-治具制作过程中应采用精密的加工设备和工艺,以确保治具的精度和稳定性。
-治具制作过程中应严格按照设计要求进行,避免误差和失配。
-治具的连接接口应与测试设备进行精确匹配。
-治具的连接线应连接稳定,避免接触不良和松动。
-治具的测试点应与PCB的测试点完全对应,并且接触良好。
-治具制作完成后,应进行严格的测试和调试,确保其性能和功能的稳定性。
4.使用规范-使用FCT治具时,应按照操作手册进行正确操作,避免操作失误和错误接触。
-使用FCT治具时,应确保测试环境的稳定和安全。
-定期对FCT治具进行维护和保养,及时更换磨损和损坏的部件。
-使用FCT治具时,应定期进行校准和验证,确保测试结果的准确性。
-当治具使用寿命达到或超过设计寿命时,应及时更换治具,以确保测试结果的准确性和可靠性。
总结:制作FCT治具的规范对于保障其功能和性能的稳定和可靠性至关重要。
通过遵守这些规范,可以确保治具在测试PCB时能够提供准确、可靠的结果,提高产品测试的效率和质量。
FCT治具制作标准规范
F C T 治具制作规格书目录:1.定义 (1)2.范围 (1)3.内容 (1)4.权责 (2)5.制作规范5.1 (3)5.2 (3)5.3 (4)5.4 (5)5.5 (5)5.6 (6)5.7 (7)1、定义:FCT(功能测试)它指的是对测试目标板(UUT:Unit Under Test)提供模拟的运行环境(激励和负载),使其工作于各种设计状态,从而获取到各个状态的参数来验证目标板的功能好坏的测试方法。
简单地说,就是对目标板加载合适的激励,测量输出端响应是否合乎要求。
一般专指PCBA的功能测试。
FCT治具是针对PCBA已经成品进行模拟功能测试的一种治具。
ICT与FCT的不同:ICT只测导通状态,可侦测元件开短路,LCR的数值,二极管的反向,其它半导体的通断等等。
他的原理是将影响该元件的其它元件屏蔽起来单独测试一个或串并联的一组元件。
FCT不一样,即是指功能测试,它是对PCBA通过相关的电压或信号检查其关键元件或输出的波形,真值是否合格。
不针对元件测试。
当然,如果元件失败,功能是一定会有影响的。
ICT有通用测试仪,FCT只能根据具体的测试要求来做。
2、范围:FCT治具有电动/汽缸/手动快速夹、手动曲柄等各式机构。
结构材料可跟据需要采用进口电木、压克力、铝合金、铁质、赛钢或纤维板等。
根据需要可以采用上下植针进行测试,应用于电脑电源主板、LED灯主板、液晶电视主板、通信设备主板等电子产品。
依据控制模式的不同,可以分为手动控制功能测试、半自动控制功能测试、全自动控制功能测试。
快速夹结构压扣结构手动曲柄结构气动结构3、内容:FCT治具制作流程:3.1 FCT治具原材料的选择。
3.2 FCT治具的设计3.3 FCT治具组装调试。
3.4 FCT治具检验标准。
3.5 FCT治具使用注意事项。
3.6 FCT治具的保养。
4、权责:4.1 生产部负责FCT治具的CNC编程设计,CNC加工,机械组装。
4.2 品质部依据《接单表》、《FCT检验标准》进行检验。
工装治具设计规范
1. 概述本文描述了各种工装治具设计过程中,设计标准及注意事项。
2. 目的规范治具设计要求,确保工装治具统一化、规范化、防呆化、最优化、环保化,能够与使用设备匹配符合,生产方便快捷,满足品质要求。
3. 术语4. 内容4.1通常治具的主要制作材料是钢材、铝材、青铜、电木、压克力板、环氧树脂板等。
治具按照其动力驱动方式可以分为手动、半自动、全自动。
夹治具设计需要遵循的设计原则:4.1.1要了解整个生产、加工和制造的方法与过程;治具制作完成后,由生技部ME工程师验证OK后,填写《工装治具验证管理清单》,移交至生产部。
4.1.2根据产品结构不同,合理设计定位方式,要统一前后工程标准,不可相互矛盾。
4.1.3定位支撑必须配合加工对象,且要保持充分的可操作性。
4.1.4要尽量简单而单纯,要站在使用者的立场设计,要考虑到作业者浪费动作。
4.1.5治具的设计要体现安全性、防呆性。
4.1.6工装治具零配件标准化设计,尽量避免使用非标零配件造成使用成本浪费。
4.1.7要考虑到精度、安装容易与耐用。
4.1.8为了防止错混料出现,所有的工装夹治具都必须要做到专物专用,在所有的治具上优先考虑治具防呆定位,明确标示区分。
4.1.9治具制作依据公司有害物质管控的要求和标准,所有工装治具在设计用材以及加工制作过程中必须符合有害物质管理的各项要求,工装治具制作供应商在治具交接到我部ME工程师验收时,供应商需要提供有害物质检测报告,对不符合有害物质管理标准要求的治具进行报废并退回供应商,对合格治具的验收由ME工程师与品质工程师共同确认,并填写《工装治具验证管理清单》后,在治具上贴“HSF”标签方可在生产部产线使用。
4.2注塑整形、冲切水口治具:4.2.1治具底座的四角避空位置一定要避开产品TP边。
4.2.2 治具底座要做一个防呆的定位柱,防止产品出现放反。
4.2.3 底壳水口治具,所有骨位、螺丝柱等必须做到避空处理。
4.2.4 结构相似的产品,必须在定位位置做好不同防呆,以及在治具上做好区分标示。
工装治具设计规范
工装治具设计规范工装治具是一种用于加工生产过程中的辅助装备,它可以提高生产效率、保证产品质量,可以说是生产线上不可或缺的一部分。
为了保证工装治具的设计和制造质量,提高其适用性和可靠性,制定一套科学严谨的工装治具设计规范是非常有必要的。
首先,工装治具的设计应遵循以下原则:1.合理性原则:工装治具的设计应考虑到使用者的操作习惯和使用环境,设计时应尽量降低操作难度和操作错误的可能性,使其使用更加便捷和高效。
2.适应性原则:工装治具的设计应能够适应不同的产品加工需求和工艺要求,在设计时应考虑到产品的形状、尺寸和材料等因素,以保证工装的稳定性和可靠性。
3.安全性原则:工装治具的设计应考虑到使用过程中的安全问题,确保操作人员的人身安全,避免因治具设计不合理而造成的意外事故。
4.经济性原则:工装治具的设计应尽量简化结构,降低制造成本,提高利用率和寿命,以提高整个生产系统的经济效益。
其次,工装治具的设计应具备以下要求:1.结构合理:工装治具的结构应合理布局,各部件之间的连接和配合应稳定可靠,部件之间的变形及操作过程中的振动应控制在允许范围内。
2.制造精度高:工装治具的制造精度应保持在允许范围内,确保产品的加工精度和一致性。
3.操作方便:工装治具的操作应简单、方便。
操作人员在使用过程中应能够快速准确地完成操作,并能够灵活调整和适应不同产品的加工需求。
4.重复性好:工装治具在使用过程中应具备良好的重复性,即在多次使用过程中,能够保持稳定的使用效果和加工精度。
最后,为了确保工装治具的设计和制造质量,可以采取以下措施:1.设立专门的工装治具设计部门,由专业的工艺师、工装师等人员组成,负责制定和实施工装治具设计规范,并负责工装治具的设计、制造和改进工作。
2.制定详细的工装治具设计流程,包括需求分析、结构设计、详图设计、材料选型、制造加工和质量控制等环节,确保从设计到制造的全过程可控。
3.建立完善的工装治具设计标准和检验标准,涵盖结构设计、制造工艺、质量要求等方面,对工装治具的设计和制造进行全面监督和管理。
FCT治具制作要求规范
F C T 治具制作规格书目录:1.定义 (1)2.围 (1)3.容 (1)4.权责 (2)5.制作规5.1 (3)5.2 (3)5.3 (4)5.4 (5)5.5 (5)5.6 (6)5.7 (7)1、定义:FCT(功能测试)它指的是对测试目标板(UUT:Unit Under Test)提供模拟的运行环境(激励和负载),使其工作于各种设计状态,从而获取到各个状态的参数来验证目标板的功能好坏的测试方法。
简单地说,就是对目标板加载合适的激励,测量输出端响应是否合乎要求。
一般专指PCBA的功能测试。
FCT治具是针对PCBA已经成品进行模拟功能测试的一种治具。
ICT与FCT的不同:ICT只测导通状态,可侦测元件开短路,LCR的数值,二极管的反向,其它半导体的通断等等。
他的原理是将影响该元件的其它元件屏蔽起来单独测试一个或串并联的一组元件。
FCT不一样,即是指功能测试,它是对PCBA通过相关的电压或信号检查其关键元件或输出的波形,真值是否合格。
不针对元件测试。
当然,如果元件失败,功能是一定会有影响的。
ICT有通用测试仪,FCT只能根据具体的测试要求来做。
2、围:FCT治具有电动/汽缸/手动快速夹、手动曲柄等各式机构。
结构材料可跟据需要采用进口电木、压克力、铝合金、铁质、赛钢或纤维板等。
根据需要可以采用上下植针进行测试,应用于电脑电源主板、LED灯主板、液晶电视主板、通信设备主板等电子产品。
依据控制模式的不同,可以分为手动控制功能测试、半自动控制功能测试、全自动控制功能测试。
快速夹结构压扣结构手动曲柄结构气动结构3、容:FCT治具制作流程:3.1 FCT治具原材料的选择。
3.2 FCT治具的设计3.3 FCT治具组装调试。
3.4 FCT治具检验标准。
3.5 FCT治具使用注意事项。
3.6 FCT治具的保养。
4、权责:4.1 生产部负责FCT治具的CNC编程设计,CNC加工,机械组装。
4.2 品质部依据《接单表》、《FCT检验标准》进行检验。
ICT测试治具制作规范
ICT测试治具制作规范一、引言二、设计要求1.治具设计应能够满足产品的测试需求,包括测试点的数量和位置等方面的要求。
2.治具设计应考虑产品的结构特点,能够固定住产品并确保测试的准确性和稳定性。
3.治具设计应符合人机工程学原理,方便操作人员使用。
三、加工要求1.治具的材料应符合产品测试的要求,具有足够的强度和耐用性。
2.加工工艺应精确,确保治具的尺寸和形状符合设计要求。
3.治具的制作过程中应采取防尘、防静电等措施,以保护产品的安全性和稳定性。
4.治具的加工过程中应采用精密设备和仪器进行检测和校准,保证治具的质量和性能。
四、使用要求1.治具在使用前应进行检查和试验,确保其功能正常并达到设计要求。
2.操作人员应熟悉治具的使用方法和注意事项,并按照要求进行操作。
3.在使用过程中,应注意保持治具的清洁和整洁,定期检查和维护,以保证其正常使用和延长使用寿命。
4.治具的存放和保管应符合相关规定,避免受到损坏或丢失。
5.治具在长时间不使用时,应妥善保存,并进行必要的维护和保养,以防止老化和损坏。
五、质量控制要求1.治具的设计、加工和使用过程中应建立相应的质量控制体系,确保治具的质量稳定性和可靠性。
2.治具应具有必要的标识和编号,以便于追溯和管理。
3.对治具的质量进行定期检测和评估,及时发现和解决问题,提高治具的可靠性和使用寿命。
六、安全注意事项1.操作人员在使用治具时应注意自身安全,佩戴必要的防护用具。
2.治具使用过程中,应严格按照相关安全规定进行操作,禁止超负荷使用和非法改装。
3.治具在非使用状态下应存放在安全的地方,避免引发意外事故。
4.发现治具存在问题或故障时,应立即停止使用,并进行检修。
七、总结ICT测试治具的制作规范是确保治具质量和性能的关键,本文介绍了设计、加工和使用等方面的要求,并提出了相应的质量控制和安全注意事项。
只有通过严格遵守这些规范,才能制作出符合要求的治具,提高测试效率和产品质量。
FCT治具制作标准规范
F C T 治具制作规格书目录:1.定义 (1)2.范围 (1)3.内容 (1)4.权责 (2)5.制作规范5.1 (3)5.2 (3)5.3 (4)5.4 (5)5.5 (5)5.6 (6)5.7 (7)1、定义:FCT(功能测试)它指的是对测试目标板(UUT:Unit Under Test)提供模拟的运行环境(激励和负载),使其工作于各种设计状态,从而获取到各个状态的参数来验证目标板的功能好坏的测试方法。
简单地说,就是对目标板加载合适的激励,测量输出端响应是否合乎要求。
一般专指PCBA的功能测试。
FCT治具是针对PCBA已经成品进行模拟功能测试的一种治具。
ICT与FCT的不同:ICT只测导通状态,可侦测元件开短路,LCR的数值,二极管的反向,其它半导体的通断等等。
他的原理是将影响该元件的其它元件屏蔽起来单独测试一个或串并联的一组元件。
FCT不一样,即是指功能测试,它是对PCBA通过相关的电压或信号检查其关键元件或输出的波形,真值是否合格。
不针对元件测试。
当然,如果元件失败,功能是一定会有影响的。
ICT有通用测试仪,FCT只能根据具体的测试要求来做。
2、范围:FCT治具有电动/汽缸/手动快速夹、手动曲柄等各式机构。
结构材料可跟据需要采用进口电木、压克力、铝合金、铁质、赛钢或纤维板等。
根据需要可以采用上下植针进行测试,应用于电脑电源主板、LED灯主板、液晶电视主板、通信设备主板等电子产品。
依据控制模式的不同,可以分为手动控制功能测试、半自动控制功能测试、全自动控制功能测试。
快速夹结构压扣结构手动曲柄结构气动结构3、内容:FCT治具制作流程:3.1 FCT治具原材料的选择。
3.2 FCT治具的设计3.3 FCT治具组装调试。
3.4 FCT治具检验标准。
3.5 FCT治具使用注意事项。
3.6 FCT治具的保养。
4、权责:4.1 生产部负责FCT治具的CNC编程设计,CNC加工,机械组装。
4.2 品质部依据《接单表》、《FCT检验标准》进行检验。
波峰焊治具设计规范标准
下载可编辑※※目錄※※章節內容頁次1 目錄 12 修訂履曆 23 目的 34 範圍 35 名詞解釋 36 參考文件 37 職責 38 作業流程與內容4~219 修訂權限211※※修訂履曆※※1. 目的:1.1波峰焊治具的設計原則及治具的命名原則,Layout 的合理性與治具機構設計之標準化,使波峰焊治具設計與製作標準化,提升wave solder 良率,治具管理明確,減少治具反修率.1.2波峰焊治具零配件的設計原則及可互換性.2. 範圍:本規範適用于華東事業處所有試產及量產波峰焊治具設計與製作.3. 名詞解釋:ROHS: Restriction of Hazardous Substances 指的是電子電氣設備中不得含有六種有害物質:鉛Pb,汞Hg鎘Cr,六價鉻Cr6+,多溴聯苯PBB和多溴二苯醚PBDE.ROHS指令正式實施日期為: 2006年7月1日本規範所涉及到的所有治具材料都必須符合ROHS標準要求.4. 參考文件<<波峰焊治具設計規範>>5. 職責ME: 本規範之撰寫及修訂PD: 使用、保養、保存、盤點波峰焊治具6. 作業流程與內容 6.1波峰焊治具分類6.1.1試產波峰焊治具分類為: (1)一般試產波峰焊治具 (2)特殊試產波峰焊治具 6.1.2 一般試產波峰焊治具材質:FR4或電木.治具尺寸:如下圖所示(1).治具結構﹕底框架+托邊框架. (2).治具四周需要加軌道邊.(3).S0階段(sample run)治具不需要製作壓條,S0後之試產時需要都I/O 零件側視圖A俯視圖A:承載邊厚度=2.6±0.1mmB:檔錫牆高度=4±0.2mmC:治具厚度=4±0.2mmD:PCB承載邊深度=PCB厚度*3/4E:軌道邊寬度=9±0.2mmF:PCB板與板之間距離=15±0.2mmG:PCB與治具檔錫牆之間距離=15±0.2mmH:治具檔牆寬度+治具承載邊寬度=7+10=17±0.2mm6.1.3 特殊試產波峰焊(可旋轉角度)主要應用於驗證特殊,異形零件,Pin腳Pitch較小零件,或新性零件沒有把握控制wave solder 良率時, 在試產階段確認產品過爐最佳角度. 確認量產治具的開設.(1).治具結構﹕底框架+托邊框架.(2).治具四周需要加軌道邊.(3).S0階段(sample run 治具不需要製作壓扣,S0後之試產時需要都I/O 零件製作壓扣.(4).外框材質:合成石;套板材質: FR4或電木.可旋轉角度治具組合圖J=17mE=9mmA:承載邊厚度=2.6±0.1mmB.檔錫牆高度=5±0.2mmC:檔錫牆高度=5±0.2mmD:治具厚度=5±0.2mmE:套板支撐臺階=5±0.2mmF:軌道邊寬度-9±0.2mmG: 檔錫牆寬度=7±0.2mmH:套板支撐臺階厚度=2.5±0.2mmI:治具長寬尺寸=318mm.J:尺寸=17mm.6.1.4量產波峰焊治具結構與尺寸定義:6.1.4.1量產波峰焊治具材質:6.1.4.1.1底板、搭載邊條選用合成石.6.1.4.1.2 方向邊框可選用合成石/FR4.6.1.4.2量產波峰焊治具尺寸:如下圖所示治具結構:底框架+托邊框架A: 檔錫牆高度=5±0.2mmB: 軌道邊寬度=9±0.2mmC:治具厚度=5±0.2mmD: PCB與治具檔錫牆之間距離=20±0.2mmE:治具牛角擋錫牆固定於治具的寬度E1為7±0.2mm,E2為12±0.2mmF:擋錫牆到牛角之間距離30±0.2mmG:牛角導圓角半徑R=10±0.2mmH:PCB板與PCB板放置間距15±0.2mmI:PCB 板到擋錫牆之間的距離15±0.2mmJ:治具檔牆寬度+治具承載邊寬度=7+9=16±0.2mm K:牛角墊塊長度20±0.2mm L:牛角墊塊寬度20±0.2mm M:牛角墊塊厚度5±0.2mm N:PCB 放板導角直徑3±0.2mmO:治具邊框寬度:10±0.2mmP:軌道承載邊厚度3±0.2mmQ:牛角內長15±0.2mm R:牛角內寬15±0.2mm注:圖中橢圓形為5*2.5 mm 導圓角,如右圖所示.6.1.5錫波平整度波峰焊治具主要應用于測量錫波峰平整度﹐以檢驗錫槽是否有異常. 6.1.5.1治具材質: 合成石+玻璃6.1.5.2 治具具體尺寸與普通試產波峰焊治具尺寸定義相同. 6.1.5.3 治具結構:底框架+托邊框架+耐溫刻度玻璃.(單位:mm)6.1.6錫槽高度校正波峰焊治具最大特點在於承載邊底部到治具底部距離H 為13mm, 比試產及量產波峰焊治具多3mm, 通過此治具可以調試錫槽高度,保證試產及量產波峰焊治具與錫槽至少3mm 間隙. (具體使用方法參見波峰焊操作規範) 6.1.6.1 治具材質:合成石+ 45鋼+不銹鋼 6.1.6.2 治具結構及具體尺寸如下圖所示.450350(單位:mm) 6.2 波峰焊治具排版所有波峰焊治具排版遵循應遵循以下原則: 6.2.1 PCB 放置于波峰焊治具方向判定依據: 6.2.1.1 淚滴PAD 及盜錫塊考慮:當PCB 中有Ring 與Ring 之間距離小於0.8mm,並且設計淚滴PAD,則PCB 放置于波峰焊治具時﹐須保證淚滴PAD 與波峰焊過錫爐方向相同.如下圖:過錫爐方向a. Connector ,CBL(排線)b. two row pin connector:H3過錫爐方向c. RJ45,RJ11過錫爐方向d. Connector當PCB 中有Ring 與 Ring 之間距離小於0.6mm,並且設計盜錫塊,則PCB 放置于波峰焊治具時﹐須保證盜錫塊最後與錫波接觸.如下圖:6.2.1.2 多Pin 腳Connector Ring 與Ring 之間距離小於1mm,則過錫爐方向須特別定義.如下圖:6.2.1.3 當PCB Layout 中都無以上過波峰焊方向限制,則考慮將Connector 零件放置於治具前端﹐以便於插件.過錫爐方向過錫爐方向6.2.2結合以上PCB放置方向限制﹐PCB排版數量判定依據:一般治具:長度不得大於420mm,寬度分為兩種:330mm、265mm.特殊治具:如果長度大於420mm的,須在治具上加鋁鋅材邊框.6.3波峰焊治具標識標準化6.3.150.00006.3.2 治具編號標準化.6.3.2.1 治具本體編碼型式: W-XXXXX-XXX-X 標記於治具正上方.6.3.2.2 治具本體編碼注釋如圖1所示﹕6.3.2.2.1 功能碼:由ME定義,從A~Z選擇一個作為制程區分代碼6.3.2.2.2 編碼:排序從00001至999996.3.2.2.3 流水碼:從001至999, 作為相同治具的數量區分碼.6.3.2.2.4 版本碼:從A至Z,同一治具升級後,版本需往下修正,例如:A →B ;並且党治具版本升級時,需由相關工程師確認新舊版本治具可否共用. 6.3.2.2.5 廠 商 代 碼 : 便於治具管理和供應商快速查找,要求廠商代碼簡明且易辨別.6.3.2.2.6 治具所附帶的壓條或壓扣(均與治具本體無連接關係)的編碼為治具本體的功能碼+治具編碼,如:W-00122-XXX-A GP RoHS LF,其壓扣的編號為W-001226.3.2.2.7 編碼字體均採用20號新細明體.6.3.3 治具的環保標示要求:為滿足不同客戶稽核要求,治具上所標識的“GP RoHS LF”均表示為環保產品治具.環保標識適用於無鉛機種,有鉛機種只需刻上廠內編碼.6.3.4 治具編碼申請管理:治具製作前需向鋼板治具系統管理員申請編號,製作後由管理員錄入系統,並且治具管理員根據廠內編碼追蹤治具製作進度.6.4 治具壓扣設計標準.6.4.1壓扣分類:普通單邊壓扣(圖A ),普通雙邊壓扣(圖B ), 材質均為賽鋼.圖1W- XXXXX – XXX - X GP RoHS LF 功能碼治具編碼流水號版本號環保標識XX廠商代碼6.4.2普通單邊壓扣,和普通雙邊壓扣工程尺寸圖. 6.4.3 波峰焊壓扣佈局原則:(1) 壓扣一般分佈在PCB 板四個角,並保證壓扣壓住PCB 板邊至少3±0.5mm. (2) 所有壓扣放置位置須保證其周圍3mm 內無SMD 零件.(3) 在空間允許情況下, PCB 板與PCB 板連接處,採用普通雙邊壓扣設計以節省工時.圖A 圖B普通單邊壓扣工程圖普通雙邊壓扣工程圖6.5 壓條設計標準化6.5.1 壓條製作時機: 由波峰焊試產組統計試產過程中易浮高偏位元零件位置及浮高不良率﹐並最終確定開設壓條.6.4.2 壓條壓扣設計原則: (1) 壓條設計功能滿足要求.(2) 壓條材質須滿足防靜電要求,及耐高溫性.(3) 壓條放置方向須有防呆及定位設計.(4) 壓條放置動作最簡化性.6.5.3 現有壓條結構設計類型:6.5.3.1 普通壓浮壓條結構設計(1)壓浮零件在2個以內﹐採用類壓扣設計.須壓浮高PCBA如下圖壓條採用類壓扣設計如下圖所示:(2) 壓浮高零件在2個以上﹐則採用整體式壓條設計. 須製作壓條PCBA 板上零件結構如下:壓條結構設計根據零件結構設計成長條式﹐其結構如下圖所示:壓條與零件壓浮配合為過盈配合﹐其過盈量為0.2mm. 6.5.3.2 特殊壓條結構設計----彈簧壓浮設計.適用條件:零件極易浮高﹐且與PCB 板無卡鉤設計的零件類型. 例如長條彈簧壓條結構就是典型的彈簧壓浮設計﹕1.其結構與普通單邊壓扣類似2.尺寸須保證與零件0.2mm 過盈量易浮高零件定位孔螺絲彈簧6.5.3.3 限位元壓條結構設計適用條件:零件易偏位元﹐且周圍50mm無須壓浮高零件.例如排阻結構易偏位元﹐其本體結構如下:限位壓條設計如下﹕6.5.3.4 治具壓條的材質:電木/FR46.6 治具螺絲標準化.6.6.1固定擋錫條、承載邊採用M3×16的六角螺釘,並且上下鎖緊, 螺帽在上平面固定螺絲;固定牛角的螺絲採用M3×10,且須開槽保證螺絲與治具本體的下表面齊平.6.6.2 M3螺絲的佈置方式參照PCB排版圖.6.6.3壓扣所採用的螺絲按照其工程圖選擇.6.6.4所有的波峰焊治具螺絲均需點螺絲膠,(為便於維修,一般都採用可拆卸試螺勢較)如未點螺絲膠而造成治具易鬆動﹐供應商應無償修復.6.7波峰焊治具局部結構設計要點.6.7.1(1)治具厚度為5mm,PCB承載深度為板厚的3/4.(2)支撐板托臺階寬度至少是1mm以上.針對緊貼板邊DIP件此距離可以考慮再縮小.PCB承載深度=¾*PCB板厚托臺階寬度至少為1mm6.7.2.(1)治具開設保護SMT 零件槽的擋牆至少為1.0mm.(2)Bottom SMT 螺絲孔已上錫﹐須開1mm 保護槽. (3)保護槽底部厚度至少1mm ﹐以增加治具強度及壽命.6.7.3 DIP 零件開孔標準化. (L 為SMD 零件距PTH 孔PAD 距離,h 為SMD 零件高度) 6.7.3.1.當L ≥3.0mm 、h <0.6mm 時,採用如下圖開孔方式.6.7.3.2當L<3.0mm 時,不利於上錫,則更改設計,可採用45 ∘過爐或增加導錫塊1.045度45度1.01.0~位置范圍極限1.0~1.01.0~5.01.0~1.0fixtureDIPSMDSMDPCB\6.7.3.3當4.4mm>L>3.0mm, 2.0mm>h>0.6mm 時,採用下圖開孔方式:6.7.3.4當L ≥4.4mm ,2.5<h<3.0mm 時,PCB 承載深度設計為板厚的4/5. 如圖,設h=2.4mm,當按照45∘倒角,則上錫影響區域將延伸到PAD 上,廠商會在倒角頂部再導微角(黑色表示)以避開影響區域.4.4>>3.0, 2.0開孔安全;, , 治具結構變更6.7.4開設導錫槽時機.(1)當DIP零件與SMD零件距離小於3mm.(2)當DIP 周圍SMD零件高度小於1.5mm.PCB 須開設導錫槽難以開設導錫槽其導錫槽開設如下:PCBfixture導錫槽6.7.5 波峰焊治具開孔大小原則:(1)在空間允許下,DIP零件至波峰焊治具開孔邊緣保持5mm,脫錫空間.(2)如果空間有限制,則治具開孔大小最大限度滿足DIP零件與開孔邊緣5mm的要求.6.7.6 Bottom面SMT零件開槽圖解及要求.6.7.8治具壓條之壓扣須加導10*5*300mm角便操作員作業.FixtureKLH 10*5mm*30°6.7.9治具開設須保護塑膠Pin 條件:(1) PTH 孔與塑膠Pin 距離大於等於3mm﹐則塑膠Pin 須開槽保護住. (2) PTH 孔與塑膠Pin距離小於3mm, 則塑膠Pin 無須開槽保護.6.7.10產品有Flux 污染風險﹐如Bottom 面天線介面,按鍵彈片等Flux 敏感元件,Bottom 須開設防Flux 槽.即在所有插件零件治具開孔的位置周圍開出一道槽, 將治具內外隔開,其設計尺寸為: A(槽的寬度)*B(槽的深度)=2mm*2mm.6.7.11治具結構設計中儘量避免出現以下情況:(1) 沿波峰焊過爐方向﹐出現10mm 以上只有單邊加強肋保護塊.此保護塊只有單邊受力, 且其長度大於10mm,>=3mm要求:保護塊至少在兩個方向有加強肋.(2) 治具加強肋寬度小於3mm,易產生變形而影響治具強度及壽命. 要求:加強肋寬度至少大於3mm.6.7.12對於 QFN 零件及BGA 等熱敏感SMD 零件,波峰焊治具須保護住其Bottom 面,以防止出現過波峰焊二次熔錫等不良現象.6.5.13治具須有取板設計以便操作員取板順利,取板設計一般為板邊長方形槽深2.5mm 設計.7. 修訂許可權本規範由製造工程單位ME 工程師撰寫,經製造單位最高主管同意後實施,修改時亦同.保管單位﹕ME 保存期限: 三個月BGAQFN。
通用治具设计标准规范最新版

通用治具设计标准规范最新版
通用治具设计标准规范是指在工业生产过程中,为了提高生产效率和质量,提供统一的设计要求和规范,确保治具在各种工艺流程和产品规格下的可靠性和稳定性。
通用治具是指可以适用于多种不同产品的治具,具有较高的通用性和灵活性。
通用治具设计标准规范的最新版包括以下几个方面的内容:
1. 总体要求:规定通用治具的使用寿命、可维修性和可调试性等总体要求,确保治具设计符合整体生产需求。
2. 材料要求:规定治具设计所使用的材料的品质和性能要求,要求材料具有足够的强度和耐磨性,同时要求材料不会对产品造成污染。
3. 结构设计:规定通用治具的结构形式和连接方式,确保治具可以准确地定位和固定产品,在生产过程中不会发生松动和位移。
4. 操作要求:规定通用治具的操作要求,包括安装、调试和维护等,确保工作人员能够正确操作治具,避免因操作错误导致的事故和质量问题。
5. 标志和标识:规定通用治具的标志和标识要求,包括规定治具的型号、使用范围和使用注意事项等,以便于工作人员正确使用治具。
6. 测试和检验:规定对通用治具进行测试和检验的要求,包括治具的功能测试、外观检查和尺寸测量等,确保治具的质量和性能符合设计要求。
7. 维护和修理:规定通用治具的维护和修理要求,包括定期保养、更换易损件和修理故障等,确保治具在使用过程中能够保持良好的工作状态。
通用治具设计标准规范的最新版是根据工业生产的最新技术和需求进行更新和完善的,旨在提高治具的精度、稳定性和适用性,减少生产中的问题和故障,提高生产效率和产品质量。
通过合理设计和规范治具的使用,可以降低工业生产中的时间和成本,提高企业的竞争力和市场份额。
通用治具设计标准规范有哪些
通用治具设计标准规范有哪些通用治具设计标准规范作为一项重要的工程设计指导文件,对于治具的设计和制造起着至关重要的作用。
下面将介绍通用治具设计标准规范中的几个重要方面。
首先,通用治具设计标准规范要求治具的设计要符合人体工程学原理。
这意味着治具的设计要考虑到人体的操作习惯和人体的舒适性,让操作者在使用治具时感到方便和舒适,减少操作疲劳和错误操作的可能性。
其次,通用治具设计标准规范要求治具的稳定性和刚度要满足一定的要求。
治具的稳定性和刚度直接影响到工件的加工精度和质量,因此治具的设计要考虑到工件的不同形状和尺寸,使得治具能够稳定地控制工件的位置和姿态,并且能够承受加工过程中产生的切削力和振动。
第三,通用治具设计标准规范要求治具的材料选择和加工工艺要合理。
治具的材料选择要考虑到治具的使用环境和所需要的力学性能,同时要考虑到材料的可加工性和可靠性。
加工工艺要保证治具的精度和表面质量,同时要提高加工效率和降低成本。
第四,通用治具设计标准规范要求治具的定位系统要满足一定的要求。
定位系统是治具的核心部分,它直接影响到工件的定位精度和稳定性。
因此,治具的设计要考虑到定位系统的可靠性和精度,并且要兼顾到定位操作的易用性和便捷性。
最后,通用治具设计标准规范要求治具的安全性和可维护性要得到保证。
治具的设计要考虑到安全操作和预防事故的需求,例如要加装防护装置和安全控制系统。
同时,治具的维护要方便和快捷,以保证治具的长期可靠运行。
总结起来,通用治具设计标准规范在设计、制造和使用过程中都要求高质量和可靠性。
这些规范的严格遵守和执行,能够保证治具的精度、稳定性和安全性,满足各种工件加工的需求。
治具设计规范
治具设计规范机械设备行业而言,广义的夹具可包括机器夹具(Machine Fixture),冲压夹具(press Fixture),热处理夹具(Heat Treatment Fixture),焊接夹具(Welding Fixture),装配夹具(Assembling Fixture)等等。
狭义的夹具,一般即指机器夹具,可简称为夹具,它主要用于机器加工,也是机器与工件、刀具之间的桥梁,目前较统称的定义为“用以装夹工件的装置工具“为夹具。
“用以装夹工件并配合引导刀具的装置工具”称为治具或钻模在这里,这一方面我们不做重点讨论,具体相关设计理论请详见下述网页链接;其中的某些内容也可以作为电子轻工行业治具设计的参考和借鉴!就电子轻工行业而言,治具可以分为工艺装配类治具、项目测试类治具和线路板测试类治具三类。
其中工艺装配类治具包括装配治具、焊接治具、解体治具、点胶治具、照射治具、调整治具和剪切治具;而项目测试类治具则包括寿命测试类治具、包装测试类治具、环境测试类治具、光学测试类治具、屏蔽具、隔音测试类治具等等;线路板测试类治具主要包括ICT测试治具、FCT功能治具、SMT过炉治具、治具和CCD测试治具。
在这里,我们主要重点讨论工艺装配类治具,其它只做简要介绍!通常治具的主要制作材料是钢材、电木、PVC板、压克力板、环氧树脂板和耐高温合成石等。
治具按照其动力驱动方式可以分为手动、气动、液压、气动液压、电动、磁力、真空等;按照其应用特点可以分为通用治具、专用治具、可调治具、组合治具、随机治具和成组治具六个类别就机械设备行业而言,广义的夹具可包括机器夹具(Machine Fixture),冲压夹具(press Fixture),热处理夹具(Heat Treatment Fixture),焊接夹具(Welding Fixture),装配夹具(Assembling Fixture)等等。
狭义的夹具,一般即指机器夹具,可简称为夹具,它主要用于机器加工,也是机器与工件、刀具之间的桥梁,目前较统称的定义为“用以装夹工件的装置工具“为夹具。
治具设计规范
治具设计规范治具设计规范就机械设备行业而言,广义的夹具可包括机器夹具(Machine Fixture),冲压夹具(press Fixture),热处理夹具(Heat Treatment Fixture),焊接夹具(Welding Fixture),装配夹具(A关于机械设计方面的读物和文章,网上或书店流行且比较实用有效的,95%是所谓的《机械设计图册》或者《精巧机构设计实例》之类。
然而,即便是标榜“经验”或分析,个人觉得,还是停留在教材阶段,对初学者或者基础不够扎实的设计者来说,能够应用和受益的范围和层次都比较有限。
相反,倒是论坛有些“菜鸟”(其实大部分都有相当经验了:)提出某某问题,引来多人竞答而带有“专题性”的内容,和实际工作贴合较紧,有用可用也。
有鉴于此,我有意结合自己的工作经验、感受和认识,给想了解或进入机械行业的朋友作一些介绍和分享,可能陆陆续续会有,不求理论如何正确观点如何新颖,但求对大家有启发有帮助。
(注意,绝不是在卖弄哦,纯粹无私分享个人经验、教训和感受罢了,希望大家也都不要太闭塞和吝啬:)由于机械是一个很宽泛的行业,而个人往往只是从事其中一个分支或部分,不可能面面俱到,因此我拣广为人知相对简单的夹治具谈起。
当然,不管分得多细多深,都只是实践性操作和行业特性有些区别,所涉及的机械理论是通用的,都能被大家接受。
关于夹治具的确切定义,没有找到(也没必要追究,知道是什么就足够了),我认为是:为解决实际问题或实现某个功能而针对性制作的辅助性装置。
特点是:结构简单,应用广泛,种类繁多,可以是一块铁片,也可以是一台设备。
比如,磨床用挡块,可以叫它夹治具;比如,Hi-pot测试机,可以叫它治具。
(注:名词来源日本,我们叫工具)电子行业的夹治具,大致有压入、折弯、切断、铆合、熔接、测试、固定等分类,当然,也可以分为普通和特殊两类,看个人喜好或等专业书记去整理规定了。
基本上,除了电测和熔接,一般工厂都有自己的设计部门或干脆自己制作。
模治具设计制作及管理规范
方案二:
方案三:方案四:
上述两中方案中,产品为双面胶,“方案三”就不利于清废,且容易导致不良品产
开槽开孔的刀线应尽量采用整线,线条转弯处应带圆角,防止出现相互垂直的钢刀拼接。
如图2。
两条线的接头处,应防止出现尖角现象。
如图3。
避免多个相邻狭窄废边的联结,应增大其连接部分,使其连成一块,便于清废,如
防止尖角线截止于另一个直线的中间段落,这样会使固刀困难、钢刀易松动,并降低模切适性;应改为圆弧或加大其相遇角,如图6
3.3.4 菲林的排版及输出注意事项:
通常产品尺寸在设备功能尺寸范围内的、字高小于。
成品治具规范(20090427)1.
擋塊
治具本體
側沖
10
基準面 角度固定面
6
折彎面
內折彎面
外折彎面
說明: 1、內外折彎面需和零件的平面偏移0.2。
7
滑塊
滑塊
放大圖
說明: 1、滑塊需和零件的平面偏移0.08。 2、滑塊與基準面的公差為+0.02 。
8
支架
說明: 1、支架固定面需和支架的平面偏移0.15。
9
成品治具配合方式
滑塊 定位沖 說明: 1、定位沖與治具本體Q配緊。 2、側沖與擋塊Q配緊。 3、滑塊與治具本體滑配。 4、側沖與治具本體滑配。 參考(軸孔配合) : Q配緊:單邊+0.004 滑 配:單邊+0.006
成品治具規範
核准:
審核:
1
基準孔
例: 基準孔的孔徑 φ 2.7+0.1-0.1=2.7
基準孔
放大圖
說明: 1、選定2個孔當基準孔。 2、基準孔尺寸為:上限公差-0.1。 3、孔的定位沖要比基準面高2mm。
2
對應孔
對應孔
例: 對應孔的孔徑 φ 2.7-0-0.1=2.6
放大圖
ห้องสมุดไป่ตู้
說明: 1、其餘非基準孔的孔,皆為對應孔。 2、對應孔尺寸為:下限公差-0.1。 3、孔的定位沖要比基準面高2mm。
3
側孔
側孔
說明: 1、依零件擺放的方式,側邊的孔皆為測孔。 2、測孔尺寸為:下限公差-0.2。
例: 側孔的孔徑 φ 2.2-0-0.2=2
4
基準面
說明: 1、基準面需與零件的平面貼齊。 2、基準面的公差為± 0.01。
基準面
5
角度固定面
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
夹具(Heat Treatment Fixture),焊接夹具(Welding Fixture),装配夹具(Assembling Fixture)等等。
狭义的夹具,一般即指机器夹具,可简称为夹具,它主要用于机器加工,也是机器与工件、刀具之间的桥梁,目前较统称的定义为“用以装夹工件的装置工具“为夹具。
“用以装夹工件并配合引导刀具的装置工具”称为治具或钻模在这里,这一方面我们不做重点讨论,具体相关设计理论请详见下述网页链接;其中的某些内容也可以作为电子轻工行业治具设计的参考和借鉴!
就电子轻工行业而言,治具可以分为工艺装配类治具、项目测试类治具和线路板测试类治具三类。
其中
工艺装配类治具包括装配治具、焊接治具、解体治具、点胶治具、照射治具、调整治具和剪切治具;而项目测试类治具则包括寿命测试类治具、包装测试类治具、环境测试类治具、光学测试类治具、屏蔽
具、隔音测试类治具等等;线路板测试类治具主要包括ICT测试治具、FCT功能治具、SMT过炉治具、
治具和CCD测试治具。
在这里,我们主要重点讨论工艺装配类治具,其它只做简要介绍!
通常治具的主要制作材料是钢材、电木、PVC板、压克力板、环氧树脂板和耐高温合成石等。
治具按照其动力驱动方式可以分为手动、气动、液压、气动液压、电动、磁力、真空等;按照其应用特点可以分为通用
治具、专用治具、可调治具、组合治具、随机治具和成组治具六个类别
就机械设备行业而言,广义的夹具可包括机器夹具(Machine Fixture),冲压夹具(press Fixture),热处理夹具(Heat Treatment Fixture),焊接夹具(Welding Fixture),装配夹具(Assembling Fixture)等等。
狭义的夹具,一般即指机器夹具,可简称为夹具,它主要用于机器加工,也是机器与工件、刀具之间的桥梁,目前较统称的定义为“用以装夹工件的装置工具“为夹具。
“用以装夹工件并配合引导刀具的装置工具”称为治具或钻模
在这里,这一方面我们不做重点讨论,具体相关设计理论请详见下述网页链接;其中的某些内容也可以作为电子轻工行业治具设计的参考和借鉴!
就电子轻工行业而言,治具可以分为工艺装配类治具、项目测试类治具和线路板测试类治具三类。
其中
工艺装配类治具包括装配治具、焊接治具、解体治具、点胶治具、照射治具、调整治具和剪切治具;而项目测试类治具则包括寿命测试类治具、包装测试类治具、环境测试类治具、光学测试类治具、屏蔽测试类治具、隔音测试类治具等等;线路板测试类治具主要包括ICT测试治具、FCT功能治具、SMT过炉治具、治具和CCD测试治具。
在这里,我们主要重点讨论工艺装配类治具,其它只做简要介绍!
通常治具的主要制作材料是钢材、电木、PVC板、压克力板、环氧树脂板和耐高温合成石等。
治具按照其动力驱动方式可以分为手动、气动、液压、气动液压、电动、磁力、真空等;按照其应用特点可以分为通用
治具、专用治具、可调治具、组合治具、随机治具和成组治具六个类别
夹治具设计需要遵循的一些设计准则:
1、要了解整个生产、加工和制造的方法与过程;不要仅依靠自己的知识来判断,必须保持有别的看法之柔软性。
2、要注意基准面、基准点的设定,要统一前后工程,不可相互矛盾。
i3、要考虑到定位支承必须配合加工对象且要保持充分的刚性。
4、要尽量简单而单纯;要站在使用者的立场设计;要考虑到作业者浪费动作,要提高手动机构的操作性。
5、要考虑到安全第-,要设计成即使操作错误也是安全的。
6、要考虑充分的调配性(标准品),多使用标准品(市售品、标准规格品等),尽量避免使用特殊品。
7、要从使用频率与磨耗的关系来考虑耐久性(零件的淬火等)。
8、要考虑到价格、精度、安装容易与耐用。
在通常情况下,工艺装配类治具设计主要涉及到定位、夹持和运动件在某个单方向上的前进与后退的伸缩控制与调节。
定位主要需要考虑到定位基准、定位元件、定位方法、定位误差以及前后左右上下6个方向上的自由度如何限定与掌控
夹持主要需要考虑到:
1、夹紧装置在对工件夹紧时,不应破坏工件的定位,为此必须正确选择夹紧力的方向及着力点。
2、夹紧力的大小应该可靠,适当,要保证工件在夹紧后的变形和受压表面的损伤不致超过允许范围。
3、夹紧装置结构简单合理,夹紧动作要迅速,操纵方省力和安全。
4、夹紧力或夹紧行程在一定范围内可进行调整和补偿。
夹持的主要实现方法:1、弹簧夹持
2、铰链夹持
3、定心夹持
4、偏心夹持
5、联动夹持
6、螺旋夹持
7、斜楔夹持
在某个单方向上的前进与后退的伸缩控制与调节的实现方法:手动、气动、液压、气动液压、电动、磁力、真空等。
过锡炉治具:
是一种新型的针对SMT加工的PCB治具,适用于在插件料(DIP)的焊锡面有SMD元件的各种PCB板。
使用的材料:
合成石;
进口玻纤材料;
不锈钢材料;
使用碳纤维板(合成石)制作耐高温350度不变形,热传导低,膨胀度小,吸炉油。
使用效果:
节约人力及提高效率;
简化生产过程,提高产品质量;
减少因过锡炉而造成的变形。
尺寸稳定性好.
用范围广,电子元件自动组装/手工插装/焊膏丝网印刷/SMT表面装贴/红外线回流焊及在线测试.
加工设备:CNC或精雕机
制作过锡炉治具所需资料:
Gerber/CAD File、PCB实板。