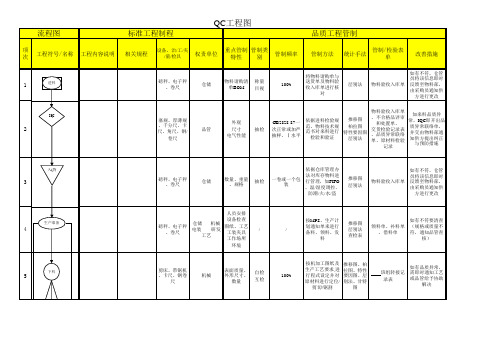
QC工程图
QC工程图
12
表面 处理
IPQC( 4)
13
电镀
14
IPQC( 5)
15
装配
16
拉丝机、喷砂
机、校平机、 塞规、厚薄规 、千分尺、量
尺、角尺
自检 互检
100%
按机加工图纸及 推移图、柏
生产工艺要求,进 拉图、特性
行程式设定并对 要因图、层
原材料进行定位/ 别法、甘特
校平/拉丝/喷砂
图
屑
班组转接记 录表
如有品质异常, 需即时通知工艺 或品管给予协助
解决
塞规、厚薄规 、千分尺、卡 尺、角尺、卷
尺
品管
表面质量、 形位尺寸
首检 巡检 定位检
首检:1Pcs/次; 巡检:5Pcs/2Hs, 附带6S检查; 定 位检:50%以上
依据机加工图纸 、生产工艺要求 及制程检验规范 (机加工)进行检验
别法
首件检验单、机 加工零部件巡回 检验记录、返工 返修单、品质异 常联络单、不合 格品评审和处置
单
如有不符,通知 机械部校机或修 模;如严重不合 格或已通知未改 善者,则开具品 质异常联络单或 组织MRB会议
钻床
卡
尺
风枪
刮刀
机械
表面质量、 形位尺寸、
数量
自检 互检
100%
按机加工图纸及 推移图、柏
料
推移图 层别法 查检表
领料单、补料单 、借料单
如有不符要清查 (规格或质量不 符,通知品管查
核)
100%
按机加工图纸及 推移图、柏
生产工艺要求,进 拉图、特性
行程式设定并对 要因图、层
原材料进行定位/ 别法、甘特
剪切/锯割
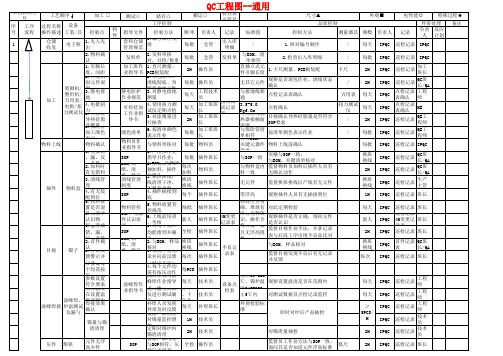
QC 工程图(模版)
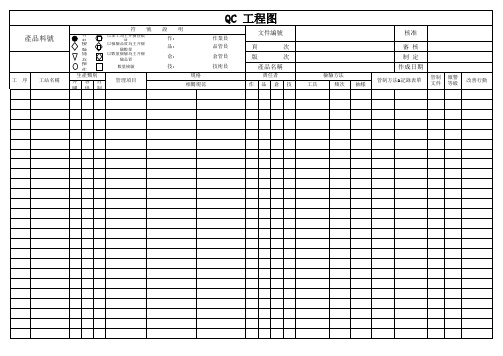
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
QC工程图
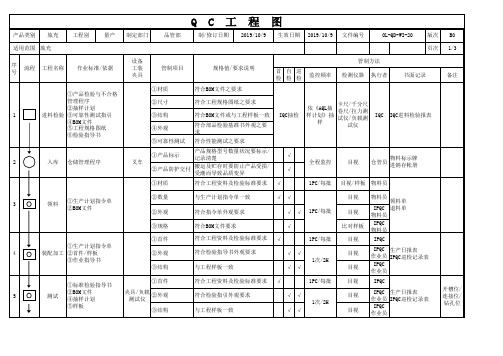
规格值/要求说明
符合工程资料及检验标准要求 符合检验指引外观之要求 与工程样板一致 符合检验标准之要求 符合检验指引外观之要求 符合BOM文件之要求 符合附着力测试指引之要求
首自巡 检检检 √
√√
√√
√ √√ √√ √
管制方法
监控频率 检测仪器 执行者
书面记录
1PC/每批 1次/2H 1PC/每批 1次/2H
手啤机 铝纸
冲压模
②外观 ③结构 ④颜色
符合检验指引外观之要求 与样板一致 符合BOM文件之要求
√√
√√ √√
1次/2H
目视 目视 目视
PQC 作业员
PQC 生产日报表 作业员 IPQC巡检记录表
PQC 作业员
⑤尺寸
与首件样板一致
√
卡尺
PQC
①喷涂作业指导书
①首件
②IPQC检验指引
②外观
10
外观检验 ③附着力测试指引
喷枪
④抽样计划 ⑤BOM文件
③颜色
符合检验标准之要求 符合检验指引外观之要求 符合BOM文件之要求
√ √√ √√
1PC/每批 1次/2H
目视/3M胶纸 PQC
目视 目视
PQC 作业员 生产日报表
PQC IPQC巡检记录表
作业员
喷胶水
④附着力测试 符合附着力测试指引之要求
√
3M胶纸 PQC
①首件
符合工程资料及检验标准要求 √
备注
3
领料
①生产计划指令单 ②BOM文件
①生产计划指令单
4
装配加工 ②首件/样板
③作业指导书
②数量 ②外观 ③规格 ①首件 ②外观 ③结构
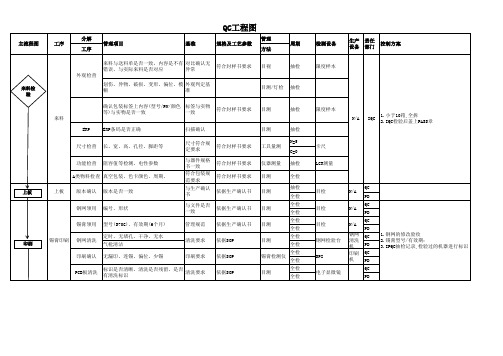
QC工程图

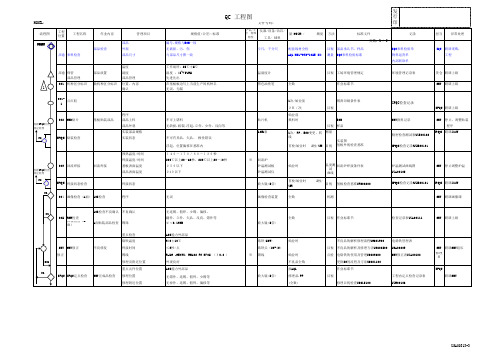
浇注温度
保持温度 1030~1150 每炉 保温时间 1~2小时 每炉 冷却 水冷 每炉 每次
硬度
抛丸 酸洗 检验 检验
抛丸机
不绣钢丸
残砂 颜色 外观 尺寸
无砂 无花斑 碰伤
目视 全数 △ 目视 全数 △ 目视 全数 ▲ ▲ ▲ 记录
图纸尺寸 卡尺
机加工
钻床 数车 加工检测
钻床
数控床
钻模
41.3±0.2 图纸尺寸 卡尺 全数 △ 87±0.03 图纸尺寸 卡尺 全数 △
记录
关联 标准
记录
射蜡机 射蜡温度
50~60℃ 每班 表面外观 表面质量 目视 全数 △ 抽检 表面外观
无气泡留纹
目视 全数 △ △ 记录
温24±2℃ 定时
1100~1150
模壳破损 无裂壳线 目视 全数 △ 每炉 △ 记录 40~50分 1590℃ 每炉 材质CF8M ASTM A351 光谱 每次 ▲ 碰伤 目视 全数 △ HB≦181 硬度机抽2个 △ 记录 生产 作业 标准 书 浇口残留 ≦0.3mm 目视 全数 △
QC工程图 名称 客户 工程 工程图 工序 模具 铸造 射蜡 蜡检 制壳 脱蜡 焙烧 熔炼 震壳 切割 热处理
烧结炉
型号 图号 材质 条件管理 设备 管理项目 工艺参数 TK4H8364 CF8M
简图
重要项目
XH710166 富士电机
品质管理 检验 检测 检查 重点部位 工程标准 部门 频率 手段 频率 模具尺寸 图纸尺寸 卡尺 制作时 ▲
7/16-20UNF
图纸尺寸 螺纹规 全数 △ 毛刺 目视 点检 ▲ 图纸尺寸 卡尺 点检 ▲ 外观表面 目视 全数 △ △ 全数 ▲
外观 尺寸 油渍
QC工程图
正常使用;
2.
PD 刷胶后检查胶水必须在芯中间位置;3.
使用H开头芯片时需通知技术更找加厚钢
网刷胶
插散热片
插散热片
插散热片
散热片型号是否与要求一致(高/ 矮)
文件要求
依据SOP
目视
PD全检 夹具套板
夹具 套板
PD
1.使用圆柱电容需使用矮散热片; 2.使用固态电容配高散热片; 3.技术员每天检查夹具是否有松动
2.老化测试
N/A
PD/OQ C
WI-QC-018 Rev:00
清洗要求
依据SOP
目测
抽检
目测 工具量测 仪器测量
抽检 N=5 C=0 抽检
目测
全检
目测
抽检 全检
目测
全检 全检
目测
全检 全检
目测
全检 全检
锡膏检测仪 全检 全检
目测
全检 全检
检测设备
生产 设备
责任 部门
控制方案
限度样本
限度样本
N/A
IQC
1.小于10箱,全拆 2.IQC检验后盖上PASS章
卡尺 LCR测量
等)与实物是否一致
一致
符合封样书要求
ERP
ERP条码是否正确
扫描确认
尺寸检查 长、宽、高、孔径、脚距等 功能检查 阻容值等检测,电性参数 A类物料检查 真空包装、色卡颜色、周期、 上板 版本确认 版本是否一致 钢网领用 编号、形状
尺寸符合规 定要求
符合封样书要求
与器件规格 书一致
符合包装规 范要求
与生产确认 书
软件检测 QC抽检 X-RAY
PD QC
1.首件或换线确认物料时,记录厂商, 周期以及确认人 2.IPQC全检项次需填写记录、抽检项次 以每两小时抽检4PCS并作好相关记录
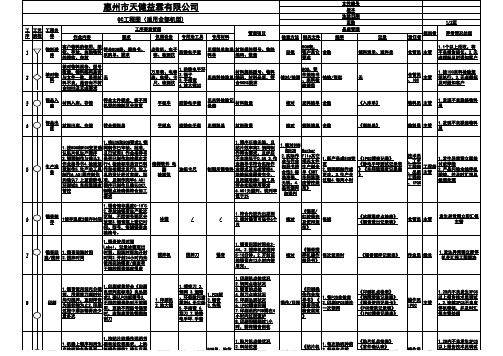
QC工程图-通用
与BOM、清 2.检查出入库明细 单相符 直插立式元 2H 操作员 1.卡尺测量、PCB板装配 件引脚长度 观察是否混包作业,清线状态 每批 操作员 无其它元件 确认 工程技术 与接地线相 每天 点检记录表确认 员 通 加工班班 扭力测 3.5-5.0 每天 点检确认 试记录 Kgf.Cm 长 可控硅与散 目视确认导热硅脂量是否符合 加工班班 表 2H 热器接触面 SOP要求 长 涂满 加工班班 与保险管清 每批 按清单颜色表示作业 长 单相符 符合BOM、 每批 物料员 物料上线前确认 关键元器件 清单 实操与SOP一致; 每批 插件班长 与SOP一致 与BOM、关键清单核对 每次 与物料盒内 监督物料员加料后插件人员有 物料员 加料 料一致 无确认动作 换班 插件班长 无元件 监督换班换线后产线有无元件 换线 每个 每批 新人 全检 换班 换线 每次 插件班长 插件班长 零浮高 观察插件人员有无插接到位 对此定期检验 观察插件是否正确,询问元件 是否认识 监督目视作业手法,并拿记录 表与后段工序出现不良品比对 与BOM、样品核对 监督目视发现不良后有无记录 并反馈
SOP SOP SOP SOP SOP SOP SOP SOP SOP 日期码编 码规则 SOP SOP SOP SOP
与样板一致 监督目视作业手法,并拿记录 插件班长 不良记 且无浮高现 表与后段工序出现不良品比 录表 象 对,观察电解电容需有标记, 监督目视发现不良后有无记录 插件班长 并反馈 不良记 班长 抽检,作业手法监督 录表 外观检验标 准 班长 询问、不良警惕验证 班长 班长 班长 点检表 55±15度、 ≥1min 漆:溶剂 =9:1 ≥1mm 插件面元件 防止浸漆 烘烤温度点检、线体速度监控 漆调配比例监控 漆的厚度测试 摆放方式确认; 未干前禁止下道工序使用 点检确认,点检记录表稽查 抽检,作业手法监督 出口机测试 电压一览表 出口机测试电压一览表核对 询问、不良警惕验证 符合编码规 则且易扫描 一块板子上 3码均为一 个IC号 与样品一致 超出板面 3.5-5.0mm 解读编码,及对其进行扫描辨 认 观察操作方法是否按SOP进行作 业 抽检,作业手法监督
QC工程图(全)
要正确维持设定溫度
Check 检查(肉眼)
1回/天
选别及修理移管
SMT工作 人员
制造装备日常 生产主管 检验CheckSheet 作业日报
MAGZINE
● ●
* 注意PCB板堵塞
中检放板时确认好板的距离
Check 检查(肉眼)
随时
SMT工作人 员
VISION 工程检查
作业指导书 作业指导书
放大镜 VISION检测机 放大镜
●
型号、数量、规格
符合订单、符合Part List要求
数量全数确认
每次
与供应商确认后向品质 资材担当 经营室汇报
资材主管
资材管理台帐
受入检查
●
* PCB检查 1.外观 2. 値數 单 品 长 单 品 宽 单 品 厚
按照对应的来料检查基准 进行 GB2828单次抽样Cri=0, Maj=0.40,Min=0.65或是 25.76±0.10 mm 全数检查 18.25±0.10 mm 0.13±0.03 mm
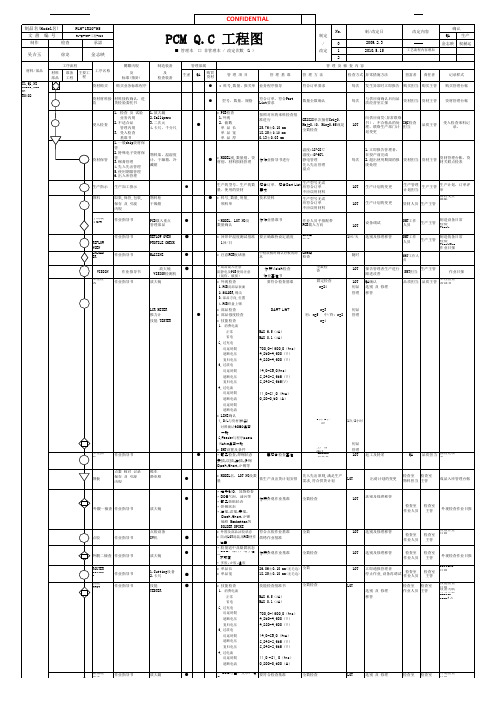
CONFIDENTIAL CONFIDENTIAL
制品名(Model名) 文 書
制作
PLH-1R20-H5
No. 制/改定日 2009.2.3 2010.5.15
工艺流程内容增加
确认 改定內容 QA 0 1 2 金志映 生产 权赫运 制定
编 号
检查 徐龙
PL-QP-09-工程-010
承認
Q. PCM Q.C 工程图
MAX 6.5(µA) MAX 0.1(µA) 700.0-1300.0(ms) 4.250-4.300(V) 4.220-4.300(V) 14.0-26.0(ms) 2.242-2.358(V) 2.242-2.358(V) 11.0 -21. 0(ms) 0.200-0.500(A)
QC工程图
QC工程图
(一)、
管制计画(QC工程图)
定义:是一个控制产品及其制程的系统的书面陈述。
目的:将产品和制程的变异降到最低。
*相同製程、相同上游流程的同類產品,可通用一个管制计画。
*描述收料、制程中、出货、等各阶段过程中及周期性。
*能直接反应制程中的持续改善行动。
*组成跨部门小组来制作。
应用资料:
1.制造流程图。
2.系统/设计/制程FMEA。
3.特殊特性(CC/SC)。
4.从类似的产品中得到教训。
5.团队对制程的知识。
6.设计审查。
7.最佳化方法(QFD、DOE)。
(二)、
执行管制计画(QC工程图)的好处:
1 品质:能在设计、制造、装配等各阶段减少废料并改善产品品质,能鉴别出制程特性并帮助找到因制程变异而影响到产品变异的根源。
2. 顾客满意:集中在顾客的重要度特性相关的制程和产品上,将资源运用在紧要处在不牺牲品质之下降低成本。
3. 沟通:是活的文件,能揭示并传达有关产品制程特性、控制方法、特性度量方面的变更状况。
(三)、
管制计画(QC工程图)内容:
管制对象:产品、制程编号(利用制程流程图上的编号)、制程名称、作业描述、生产设备、模具、治具。
(四)、
特性:
产品特性:规格容许差、量测技术、抽样数/频率、控制方法、反应计画。
制程特性:参数设定值、制程条件监测技术、监测频率、控制方法、反应计画。
进行制程分析:
1.必先了解变异的来源。
2.适当的管制方法。
3.分析工具有:DOE、要因分析法、因果图。
QC工程图(SMT生产流程)
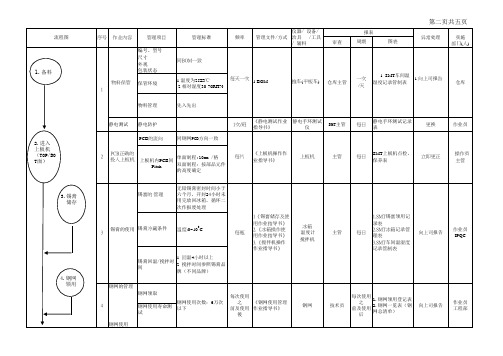
每批次
1.向上司报告 作业员
17
IPQC检 查
巡检
预防生产中造成的不良
换线/新 机种
1.《SMT首件检查
作业指导书》 2.《IPQC巡查作
5倍放大镜
业指导书》
品质主管 1H/次 1.IPQC巡线记录表 1.向上司报告
IPQC
核对零件规格、
位置、极性、偏
1.《PCBA外观检
移
基板外观检查标准
验标准》 2.抽样方案(正
物料品名、规格 、版本、位置、 极性
1.用LCR表及外观图逐 一核对是否缺件 , 极反 ,错件,偏移,側立等不良
每次上线 之第一片 PCBA
问题并签名确认
1.BOM 2.位置图 3.SMT首件检查 作业指导书
1.LCR 2.镊子
QC主管
每日
1.SMT首件检查记 录表
反馈组长 技术人员
工程人员 操作员 IPQC
锡膏回温/搅拌时 间
1. 回温4小时以上 2. 搅拌时间参照锡膏品 牌(不同品牌)
每瓶
1《锡膏储存及使 用作业指导书》 2.《冰箱操作使 用作业指导书》 3.《搅伴机操作 作业指导书》
冰箱 温度计 搅拌机
钢网的管理 钢网领取
4
钢网使用次数:6万次 钢网使用寿命测 以下
试
钢网使用
每次使用 之 《钢网使用管理
18 OQC抽检
外观检验
每批次
常/加严) 3.《OQC出货检查
5倍放大镜
作业指导书》
4.《抽样检查作
包装数量/机型
不可少装、多装、混装 挤压
业指导书》
组长 技术员
每日
1.SMT OQC抽检记 1.向上司报告
QC工程图(模板)

系统名称: 制程控制标准程序主题:铝壳电芯通用工程图-制片文件编号:版面共3页版本 A0说明:检验工序 工序物 料流 程 图控 制 点首件 控制 抽检频率 检验方法/工 具记录形式 责任部门异常处理方式 过程特性 产品特性 控制标准 抽样数量 生产 品质转料检验产品标识与生产计划相符 全检 目视 产品转交单√ √ 反馈QE 、PE正极片 辊压 ★千分尺 使用前归零使用前 目视√ √反馈计量 车间湿度晴天:25-40RH% 雨天:25-50RH%1次/h湿度计《温湿度记录表》√反馈技术部 对辊速度辊压机:30HZ√1次/h查看显示值 《首件产品确认表》《制片IPQC 巡检记录 表》√生产调机压片厚度参照工艺标准 √ 5pcs/20min千分尺 《首件产品确认表》 《极片辊压厚度记录 表》√ √ 反馈上级/PE 处理负极片 辊压 ★千分尺 使用前归零 使用前 目视√ √反馈计量 车间湿度 晴天:25-40RH% 雨天:25-50RH%1次/h湿度计《温湿度记录表》√反馈技术部 对辊速度30Hz/s√1次/h 查看显示值 《首件产品确认表》《制片IPQC 巡检记录 表》√ 生产调机压片厚度参照工艺标准√ 5pcs/20min 千分尺 《首件产品确认表》《极片辊压厚度记录 表》√ √反馈上级/PE 处理正极 裁大片极片毛刺 裁切铝箔,铝箔毛刺长度≤ 该产品所用隔膜厚度的1/2√目视、手感 《首件产品确认表》反馈技术部 极片长度参照工艺标准 √ 5pcs/h 钢尺 《首件产品确认表》 《制片IPQC 巡检记录表》√ √ 反馈上级/PE 处理 极片间隙尺寸参照工艺标准 √ 5pcs/h 钢尺 √ √ 反馈上级/PE 处理 外观 极片外观检验标准 √ 5pcs/h目视√ √反馈上级/PE 处理极片毛刺裁切铜箔,铜箔毛刺长度≤ 该产品所用隔膜厚度的1/2√目视、手感 《首件产品确认表》反馈工程部4 3 2 1 ★ 重点工序 物料导入负极 裁大片极片长度 参照工艺标准 √ 5pcs/h 钢尺 《首件产品确认表》 《制片IPQC 巡检记录 表》 √ √ 反馈上级/PE 处理 极片间隙尺寸参照工艺标准 √ 3pcs/h 钢尺 √ √反馈上级/PE 处理外观极片外观检验标准 √5pcs/h目视 √反馈上级/PE 处理铝带/高温胶纸正极分切小片分切刀规格 参照工艺标准《首件产品确认表》《制片IPQC 巡检记录表》 《极片横切工序厚度抽检表》 √ √ 反馈技术/PE 处理极片毛刺 毛刺长度≤8um √目视、手感极片宽度 参照工艺标准 √-钢尺√ √ 反馈技术/PE 处理 极片厚度 参照工艺标准5pcs/h 千分尺 √ √ 反馈技术/PE 处理外观极片外观检验标准 √5pcs/h目视√ √反馈上级/PE 处理负极分切小片 分切刀规格 参照工艺标准《首件产品确认表》《制片IPQC 巡检记录表》《极片横切工序厚度抽检表》√ √反馈技术/PE 处理极片毛刺 毛刺长度≤8um √目视、手感极片宽度 参照工艺标准 √- 钢尺√ √ 反馈技术/PE 处理 极片厚度 参照工艺标准5pcs/h 千分尺 √ √ 反馈技术/PE 处理外观极片外观检验标准 √5pcs/h目视 √ √反馈上级/PE 处理 正极片分档电子称极片重量 参照工艺标准,超出工艺标准档次范围的比例>3%,则该批次极片全检√每批次抽检 10% 电子称《极片称重记录表》√极片称重全检/反馈PE、QE 负极片 分档 电子称 极片重量 参照工艺标准,超出工艺标 准档次范围的比例>3%,则 该批次极片全检√每批次抽检 10% 电子称《极片称重记录表》√极片称重全检/反馈PE、QE正极耳 焊接 极耳尺寸 参照SOP 标准 √ 《首件产品确认表》 √ √ 反馈PE 处理 胶纸尺寸 参照SOP 标准 √《首件产品确认表》√ √ 反馈PE 处理 焊接位置 参照工艺标准 √ 3pcs/h/台钢尺《首件产品确认表》 《制片IPQC 巡检记录 表》 √返工/反馈PE 处理 焊接牢固度 无虚焊√ 3pcs/h/台 手拉、 目视 √ √生产调机/返工 极耳外露尺寸参照工艺标准 √ 3pcs/0.5h/ 台钢尺 反馈上级/PE 处理焊接有效长度根据模具长度调整 √ 3pcs/h/台 目视√生产返工镍带/高温胶纸负极耳 焊接极耳尺寸参照SOP 标准 √ 《首件产品确认表》 √ √ 反馈PE 处理 胶纸尺寸 参照SOP 标准 √《首件产品确认表》√ √ 反馈PE 处理 焊接位置参照工艺标准√ 3pcs/h/台钢尺√返工/反馈PE 处理10 8 69 75 111 2514负极耳焊接焊接牢固度 手工检测是否虚焊 √ 3pcs/h/台 目视《制片IPQC 巡检记录 表》√ √ 生产调机/返工 极耳外露尺寸 参照工艺标准 √ 3pcs/h/台反馈PE 处理 焊接有效点数≤35mm 的7个有效点 >35mm 的7-9个有效点√ 3pcs/h/台 手拉、 目视 √生产返工正极片 烘烤烘烤温度 80±5℃ 1次/0.5h 温度计《烘烤记录表》√ 反馈技术部 烘烤时间8h1次/0.5h 起止时间记 录 √重新加烘 真空度 -0.08mpa ±0.005mpa1次/0.5h真空表 √反馈技术部换气频率 1次/1h查看真空表标识参照此工序SOP全检 查看标识√ 生产返工冷却温度≤45℃ 1次/层反馈PE 处理负极片 烘烤烘烤温度 40±5℃ 1次/0.5h 温度计《烘烤记录表》√ 反馈技术部 烘烤时间不烘烤,真空箱结存 1次/0.5h 起止时间记 录 √重新加烘 真空度 -0.08mpa ±0.005mpa1次/0.5h真空表 √反馈技术部换气频率 1次/1h 查看真空表标识参照此工序SOP全检 查看标识√ 生产返工冷却温度≤45℃1次/层批准:审核:制定:制定日期:1。
QC工程图(质量控制计划)
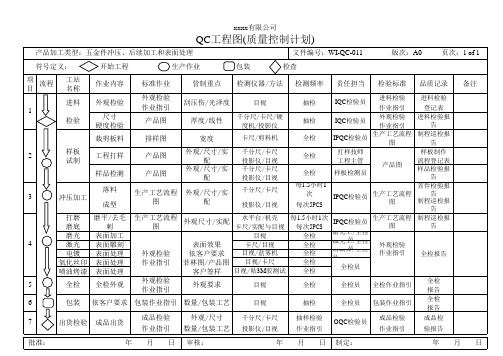
QC工程图(质量控制计划)
产品加工类型:五金件冲压、后续加工和表面处理
文件编号:WI-QC-011
版次:A0
页次:1 of 1
符号定义:
开始工程
生产作业
包装
检查
项 目
流程
工站 名称
作业内容
标准作业
管制重点 检测仪器/方法 检测频率 责任担当 检验标准 品质记录
1
进料 外观检验
外观检验 刮压伤/光泽度 作业指引
目视
抽检
IQC检验员
进料检验 作业指引
进料检验 登记表
检验
尺寸 硬度检验
产品图
厚度/线性
千分尺/卡尺/硬 度机/投影仪
抽检
IQC检验员
外观检验 作业指引
进料检验报 告
裁剪板料
排样图
宽度
卡尺/剪料机
全检
IPQC检验员
生产工艺流程 图
制程巡检报 告
2
样板 试制
工程打样 样品检测
产品图 产品图
外观/尺寸/实 配
成品检验
外观/尺寸
千分尺/卡尺
抽样检验
成品检验
OQC检验员
成品检
作业指引 数量/包装工艺 投影仪/目视
作业指引
作业指引
验报告
备注
批准:
年 月 日 审核:
年 月 日 制定:
年月日
IPQC检验员
生产工艺流程 图
磨光工/全检
激光工员/全检 测试员员/全检 员
外观检验 作业指引
全检员
制程巡检报 告
全检报告
5
全检 全检外观
外观检验 作业指引
外观要求
QC工程图
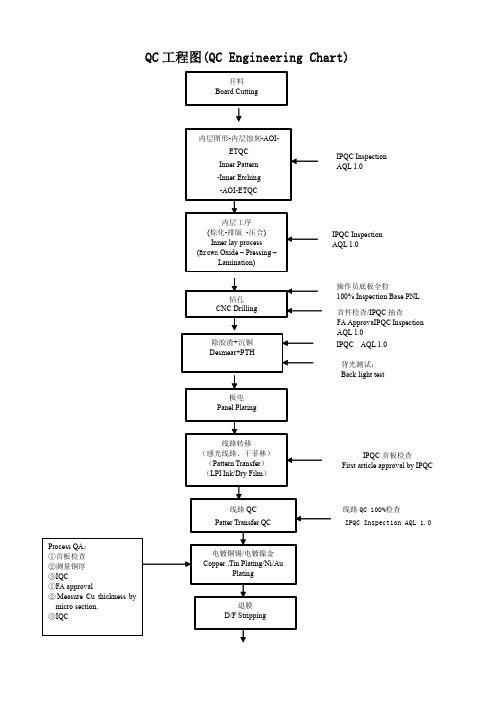
除胶渣+沉铜 Desmear+PTH
板电 Panel Plating
线路转移 (感光线路、干菲林) (Pattern Transfer) (LPI Ink/Dry Film)
IPQC 首板检查 First article approval by IPQC
线路 QC Patter Transfer QC Process QA: ①首板检查 ②测量铜厚 ③IQC ①FA approval ② Measure Cu thickness by micro section. ③IQC
蚀刻 QC
QC 100%全检 IPQC AQL 1.0
湿绿油 (印油 – 曝光 – 显影)
Solder Resist(Printing –Imaging – Developing)
IPQC 确认首板 First article approval by IPQC绿油 QC Solder Res Nhomakorabeast QC
线路 QC 100%检查 IPQC Inspection AQL 1.0
电镀铜锡/电镀镍金 Copper ,Tin Plating/Ni/Au Plating
退膜 D/F Stripping
蚀 刻 Etching
IPQC 检查首板 FA Approval By IPQC
退锡
Tin Stripping
QC 工程图(QC Engineering Chart)
开料 Board Cutting
内层图形-内层蚀刻-AOIETQC mw Gr Inner Pattern -Inner Etching -AOI-ETQC IPQC Inspection AQL 1.0
内层工序 (棕化-排版 -压合) Inner lay process (Brown Oxide – Pressing – Lamination)
QC工程图
页数: 2 / 5 .工具/ 辅料部品编号,规格与BOM一致部品检查外观无破损、污、伤卡尺, 千分尺配套线材全检目视部品承认书,样品 IQC来料检验单IQC 联络采购,共通来料检查部品尺寸与部品尺寸图一致AQL(MIL-STD-105E II)测量IQC来料检验标准物料退货单工程内部联络单温度工作场所:25℃±5℃共通保管部品放置湿度湿度 :45~75%RH温湿度计目视工场环境管理规定环境管理记录表货仓联络上级部品管理部品管理先进先出001机种区分标识做机种区分标识位置、内容在基板板边写上当前生产的机种名黑色油性笔全数作业标准书SMT 联络上级确认无误、无漏001-1点红胶1次/始业前锡膏印刷条件表IPQC检查记录2H/次目视IPQC 联络上级程序始业前002SMD贴片基板贴装部品部品上料不可上错料贴片机换料时BOM SMT换料记录SMT 停止,调整贴装部品外观无缺损,破裂,浮起,立件,少件,反向等目视样品程序实装部品规格LCR 表测量IPQC 联络SMTIPQC 贴装检查实装状态不可有异品、欠品、 极性错误浮起、位置偏移在基准内首枚/始业时 5枚/ 2H 目视IPQC 检查记录UZB00101预热温度/时间140-170/60-120秒焊接温度/时间200℃以上20-60秒,220℃以上20-40秒※回流炉003回流焊接回流焊接基板表面温度250以下炉温测试板始业时回流炉焊接条件表炉温测试曲线图SMT 停止调整炉温部品表面温度240以下炉温测试仪UZA00105IPQC 焊接状态检查焊接状态放大镜(5倍)首枚/始业时 5枚/2H 目视基板检查基准UPD00200IPQC 检查记录UZB00101IPQC 联络SMT004画像检查 (A面)AOI检查程序无误画像检查装置全数机测SMT 联络画像课AOI检查不良确认不良确认无连锡、假焊、少锡、偏移、005RSB检查翻件、立件、欠品、反向、错件等全数目视作业标准书检查记录表UZA00111SMT 联络上级目视检查(A面)A面贴装部品检查锡珠¢<0.13MM 放大镜(5倍)重点检查AOI能力外部品烙铁温度340±10℃烙铁(50W)始业时不良品的解析修理流程USG01900电烙铁管理表SMT SMT修正不良修复焊接时间≤3秒/点烙铁头(2C-4C)目视不良品的解析及修理方法USG08500USA00809SMT 联络SMT组长修正锡线RoHS :SENJU:RMA02 P3 M705 (∮0.8 )※锡线始业时点检电烙铁的使用及管理USG03600SMT修正表UZA00108修理员修理及附近位置外观良好不良品全数更换IC的流程及方法USG01100重点元件位置AOI能力外部品按AQL 作业标准书IPQCIPQC IPQC定点检查SMT完成品检查修理位置无错件、连锡、假焊、少锡等放大镜(5倍)修理品,PP 目视工程内定点检查记录表联络SMT修理附近位置无掉件、连锡、假焊、偏移等(全数)修理目视检查USG15100UZB001061次/ PP、ECO变更、转线精密检查测试表UZB00102实装图基板外观检查基准特性温度测试曲线STARTNGOKNGNGNG根据IPQC 检查规定处理NG根据IPQC 检查规定处理1特性工具/ 辅料页数: 3 / 5 .页数: 4 / 5 .工具/ 辅料特性103-A 插元件<1>103-B 插元件<2>手插件外观名称、规 格、编号无误,引脚无氧化,外观无破损103-C 插元件<3>手插元件全数目视作业标准书无FAT 联络上级103-D 插元件<4>部品插入状态不可有异品、欠品、极性错误基板固定104炉前目视装机板目视部品实装状态无反向、欠品、错料等过炉治具电解电容打点目视电解电容方向正确后打点在顶部负极处打红点红色油性笔全数目视作业标准书生产品质记录表UPA00116FAT 联络上级105炉前压件手插件按压,压件状态平贴基板;插到位扶正治具(共3种)全数扶正作业标准书放扶正治具FAT 联络上级助焊剂TAMURA EC-19S-8助焊剂设备(治具)日常点检表B面松香喷洒喷洒条件涂布量:80±10% ;VC速度:1.0M/min 助焊剂喷洒机始业前调试设备(治具)始业点检保养基准USA01019喷洒状态粒径:φ0.2-0.8MM 120*180内23个以内松香喷洒效果记录表ZG015(100CM 2内10个以下)设定条件标准波峰炉焊接锡条确认千住:M705E&M708(RoHS)波峰炉始业前调试设备(治具)始业点检保养基准设备(治具)日常点检表FAT 联络上级106波峰焊接预热速度50℃~100℃/0.9-3.0℃/sec 锡条USA01019预热温度120℃±15℃设定条件标准焊接温度250℃±5℃助焊剂喷洒机、波峰炉最高温度,250℃±5℃ 运作记录表 USA01018最高温度-预热温度(△T )150℃以内焊接时间 2.5-6sec 炉温曲线图降温速度5℃以上 /sec 107炉后接板接拆放过炉治具取机板、取治具、撕胶纸撕胶纸接板方法撕掉B面胶纸手持基板板边胶镊子全数作业标准书FAT 联络上级手插件不可欠品108炉后目视波峰焊接后PCB 浮高标准排插浮起不可超过0.3mm;T1排插浮起不可超过0.5MM 全数目视作业标准书生产品质记录表FAT 联络上级ASSY外观检查焊锡状态无盲点、连锡、锡尖、少锡、假焊等UPA00116更换部品规格、型号参照BOM不良品的解析修理流程USG01900电烙铁管理表烙铁温度CHIP部品:(340±10℃);手插部品:(380±10℃); 跳线、TB1:(410±10℃)(90W)烙铁(50W)(90W)、 烙铁头(2C-4C)不良品全数修理不良品的解析及修理方法USG08500USA00809FAT 解析修理不良修理焊接时间≤3秒电烙铁的使用及管理USG03600修理作业日报UZA00134FAT修理锡线规格RoHS :SENJU:RMA02 P3 M705 (∮1.0)锡线更换IC的流程及方法USG01100修理联络上级锡炉温度240℃镊子始业时点检助焊剂TAMURA EC-19S-8助焊剂锡条千住:M705E&M708(RoHS)锡条IPQC IPQC 定点检查修理位置及其周边元件、焊接外观放大镜(5倍)修理品(全数)修理目视检查USG15100工程内定点检查记录表UZB00106IPQC 联络上级OQC OQC 修理品检查修理品检查修理位置及周边 元件、焊接外观放大镜(5倍)修理品 (全数)目视FAT 修理品检查基准书UPD05200OQC 修理品检查结果记录表UPA00510OQC 联络上级锡线SENJU:RMA02 P3 M705 (φ0.8 ) RoHS 锡线始业前烙铁温度(340±10℃)CHIP部品烙铁(50W)始业前点检作业标准书电烙铁管理表FAT 报告上级烙铁温度(380±10℃)手插部品烙铁头(2C-4C)烙铁温度(410±10℃)跳线、TB1烙铁(90W)焊接时间3秒内/点USA00809109锡点修正锡点检查、修正元件长度3MM以下量脚治具:J09090171全数测量板面外观锡珠:φ<0.3MM;无异物附着修正治具:J09090146全数目视手焊人员标准达B级剪钳排线T1部品上的黑色线进行整理排线不可将其他部品向两侧挤歪斜和遮挡排插塞规(0.3mm,0.5mm)、分度治具、直尺※※NGOKNG※OKNG修理品返回发生工程NG页数: 5 / 5 .工具/ 辅料特性点胶部品实装及作业标准书报告上级,联络110画像检查(B面)焊接检查,打点打点位置无误,无漏打画像检查装置、介刀全数目视生产品质记录表FAT 画像检查课贴C/N贴纸贴C/N贴纸贴纸状态无偏移、翘角、倾斜、折皱蓝色油性笔,胶镊子UPA00116DIP部品实装检查画像检查装置111画像检查(A面)打点打点位置无误,无漏打蓝色油性笔全数目视作业标准书生产品质记录表FAT 联络画像检查课贴L/N贴纸贴L/N贴纸贴纸状态无偏移、翘角、倾斜、折皱胶镊子、介刀UPA00116程序当前生产的机种名ICT测试仪目视不良信息小票112ICT测试开路、短路测试样板点检OK品点检显示“PASS” NG品点检“FAIL”ICT治具:J09060251黑色油性笔始业时点检作业标准书生产品质记录表UPA00116FAT停止,报告上级联络画像检查课程序名ETP712190电脑,FT治具:J09100108始业前目视设备(治具)始业点检保养基准设备(治具)日常点检表113FT测试功能测试FT治具点检按照设备(治具)始业点检保养基准捺印治具,印台始业时点检USA01019捺印印章、印油(STSM-1)作业标准书生产品质记录表UPA00116FAT停止,报告上级程序路径见作标分割机、除尘机114分割基板分割机板单板尺寸分割治具:J09090140首枚/始业时测量作业标准书 分割机使用机种一览表FAT 停止 联络上级批锋尺寸突出部分在0.5MM以下铣刀(2.0MM).卡尺.刷子首枚/换刀时A面外观检查浮高标准排插浮起不可超过0.3mm;T1排插浮起不可超过0.5MM 全数目视作业标准书生产品质记录表FAT 联络上级115外观检查目视位置及标准锡珠:¢<0.3MM;无异物附着,无撞掉件UPA00116B面外观检查ICT、画像检查B面良品标识、FT测试合格印章无漏分度治具,直尺印油(STSM-1)包装管理台帐116包 装PCB组立品包装数量不可少装、多装、混装封箱胶纸,印章全数目视作业标准书 FAT 报告上级完成品外观组件外观参照OQC检查标准按检验程序目视OQC检查基准书出货成绩书UPA00501OQC 联络上级OQC OQC检查组件包装修理品(全数)机型名称货仓出货从UMC → 客户出货数量按出货指令书按包装单位目视出货指示书出货明细表货仓联络上级出货品封装出货地放大镜(5倍)、塞规(0.3mm,0.5mm)ENDNG 选别或返工ONGNGNGNGNGNG。
QC工程图(完整版)
目视
维修管控 指导书
《维修日报表》
作业员
有异常要及时报告主 管
15
外观包 装
将目检完后的制品进
行外观检查,打标 识,按规定方向放入
按包装作业指导书要求
包装箱
防静电手环、 手套
1.包装托盘 2.周转箱
1.标示卡 2.泡沫袋 3.包装箱
1.外观品质状态及标 识 2.生产包装数量 3.型号、日期
目视
《贴装目 视检查规 全检 范》
《手贴元件记录表》
作业员 主管
11.2H内不良发生 3PCS以上报告技术员 调试。2.连续3PCS不 良应停机稽核,并及 时汇报主管处理
1.2H内不良发生3PCS
11
回流
将中检完的PCB流入 回流炉
按炉温管理 操作说明书 要求
炉温测试仪 1.炉温测试仪
1.回流炉点检状况 2.炉温设定 3.炉温曲线
仓管员 主管
发生异常需立即汇报 主管
锡膏
1.锡膏回温时间在24H。2.搅拌机应搅拌 5-10分钟。2.开封后 的锡膏在12小时内使 用完。
核对
《锡膏搅 拌机操作 每次使用时 指导书》
《锡膏搅拌记录表》
作业员 线长
1.发生异常需立即停 机并汇报工程解决
1.印刷机点检状况
8
印刷
1.锡膏使用前充分搅 拌,用搅拌刀顺时针 均匀搅拌,直到焊膏 为流状物为止2.印刷 过程中添加锡膏应少 量多次
1.显微镜15X 2.放大镜5X
防静电手环、 手指套
不良标签
1.外观品质状态及标 识 2.生产包装数量
目视
范、
IQC/QA抽 样计划标
每班
准和作业
《成品检验报告》
QC工程图

Proces Equipm s ent/Too Name l
DATE:06/04/2005 Rev. 00
Step No.
Flow Chart
Control
製程 序 HIPOT
流程圖
pass
製程名 機台/ 產品特性 不良項目 稱 設備 7440/9 測試 安規測 p 試站 032M PASS
生產前管理
生產前管理
生產前管理
生產前管理
生產前管理
產品規格
製程特 性
製程規格 半年
製程參數 電流和電壓的 檢查
安規測試 25A / 2S < 0.1 安規儀 Ω;2121Vdc / 的有效 不良 1S <5mA; 期 127Vac/60Hz< 0.3mA
Out of Contr Sample Test Test ol Size/ Control Method Method Personnel Action Frequency Spons or 異常 製程參數規格 抽樣方法 管制方法 檢出方法 執行人員 負責 人 电压 1.5Kvac± 班/次 <<安規測試站校驗記 用校驗盒 作業員 TE工 3%(1.455~1.545K 錄(二)>> 測試,紀錄 程師 vac) 3.0Kvac± 儀器上的 3%(2.91~3.09Kva 實際讀值 c);电流 10mA± 5% (9.5mA~10.5mA) 150KΩ± 班/次 5%(142.5KΩ ~157.5KΩ) 300K Ω± 5%(285~315K Ω 25A / 2S < 0.1 班/次 Ω;2121Vdc / 1S <5mA; 127Vac/60Hz<0.3 mA 天/次 <<安規測試站校驗記 用校驗盒 作業員 錄(二)>> 測試,紀錄 儀器上的 實際讀值 每日样品及测试仪器. 對比 作業員 治具保养檢查记录 Sample的 (二) 儀器讀值 輿實際值
QC工程图PMP教材

❖ [14]其它核准/日期
❖
◎取得任何需要其同意之单位或人员的认可(必要时)
❖ [15]零件/制程
❖ ◎此一编号通常会参照制造流程图的编号。如果是组件(多个零 件)则将所编号有的个别零件号码及其对照的制程均列明。
❖ [16]制程名称/从流程图说明作业
❖
◎在制造流程图上叙述有关制造系统、次系统、组件的所有
❖ ◎在要使用该套量测系统前或进行改善后,应先就量测 系统的线性、再线性、再生性、稳定性、精确性先进行分析。
❖ [24]抽样数/频率 ❖ ◎当需要抽样时将样本大小及其频率列出。
三. QC工程图的制作流程 25
❖ [25]管制方法
❖ ◎填入如何去管制该项作业。所使用的管制方法必需要 以对制程进行有效的分析作为基础。
❖ 在所有可能发生的情况里,如果对产品确定有不合格或 怀疑时,都应该加以明确的辨识或隔离,并交由在本栏中所 指的负责人员来处理。本栏也可以用来标示特定的矫正计划 之编号(另行参阅该矫正计划)及该负责此一矫正计。
四. QC工程图
Cus tom e r 昆山因特
Par t Nam e
LENS COV ER
依《成形条件表》 依《成形条件表》 依成形品判定标准
确认《成形条件日别 点检表》QP 702-04
依SOP 作业
全检
1.PC/A BS LB1015 K2995
依客户要求 依成形品判定标准
确认包装标示 确认SIP 游標卡尺 目视
FAI:
5P CS/T P QC: 尺寸:2P CS/H 外观:5P CS/H
三. QC工程图的制作流程 21
❖ [21]特定特性值 ❖ ◎由OEM厂商将特性值作适当的分类事有其必要性的,
QC工程图
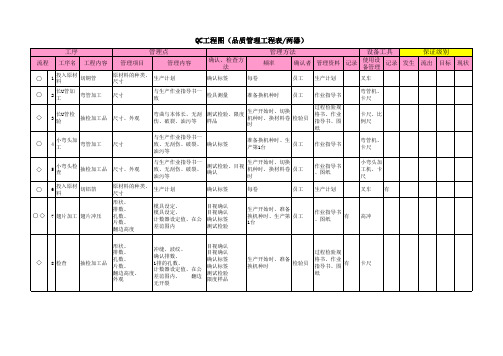
工序
流程 工序名
1 2
管理点
工程内容 管理项目 管理内容 确认、检查方 法
确认标签 每卷 原材料的种类、 生产计划 尺寸 尺寸
管理方法
频率 确认者 管理资料 记录
员工 员工 生产计划 作业指导书 过程检验规 格书、作业 指导书、图 纸 作业指导书
设备工具
使用设 记录 发生 备管理
作业指导书
生产开始时、准 备换机种时、生 产第1台
员工
作业指导书 有
胀管机
◇ 11 检验
参考图纸、 测试检验、 测试检验、 测试检验、 限度样品、 测试检验、 目視検査、 限度样品、 测试检验、 目視 密度计、 仪表检测、 仪表检测、 仪表检测、 目视 仪表检测、 仪表检测 仪表检测
换机种时、 换胀头时、 生产开始时、 换机种时
员工
作业指导书 、图纸 生产计划
6
原材料的种类、 生产计划 尺寸 形状、 排数、 孔数、 片数、 翻边高度 模具设定、 模具设定、 计数器设定值、在公 差范围内 冲缝、波纹、 确认排数、 1排的孔数、 计数器设定值、在公 差范围内、 翻边 无开裂
员工
○◇ 7 翅片加工 翅片冲压
生产开始时、准 备换机种时、生 产第1台
○ 10 胀管
胀头、 底座、 翅片与长U管 2次3次胀管工装 的紧密性加 、 工 边板间的尺寸、 边板规格 长U管、 胀头 边板间距、 翅片节距、 铜管喇叭形状、 抽检加工品 2次3次胀管尺寸 、 翅片翻片部状态 长U管部外观、 翅片部弯曲、 叠加高度 清洗液体、 清洗液温度、 干燥炉温度、 流水线速度、 洗净后状态
N2充气时间、 N2压力、 丙烷压力、 N2(助焊剂)压 力、 N2(消化)压力 、 焊接状态
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2pcs首件检查表 巡线日报表
3
A
焊锡
首件检查表 温度计录表 巡线日报表 首件检查表 巡线日报表 样品校对记录表 首件检查表 P管制图 巡线日报表
4
组合
助焊剂比重 胶.CORE.TAPE料号 铁夹.刀片 胶的有效期 测试频率.范围 测试脚位 样品校对 不良品区分 胶的料号.有效期 胶的位置.胶量 烤箱温度 烘烤温度 印章方向 印章不良 胶袋
目视
5Leabharlann A测试(一)6
点胶 烘烤
量温器
7
喷印 烘烤
烤箱 喷印机
温度记录表 首件检查表 巡线日报表 烘烤时间记录
文件类别 支援文件
工序 特性 等级 流程 管制项目
QC工程表
文件编号 YJ309-0001
查检频率
版本版次 A1
抽样数/Min 20-50pcs/次 检测依据 卡尺 绕线检查表
页次 1/2
管制记录
QC工程表(变压器)
主要治工具.设备管制仪器及量具 管制方法 巡检 卡尺 自主检查 全检 巡检 目视 自主检查 巡检 量温器 自主检查 巡检 自主检查 巡检 测试架 3250系列仪器 自主检查 胶袋 烤箱 巡检 自主检查 巡检 量温器 自主检查 全检 20-30pcs/次 全检 20-30pcs/次 全检 2-3次/天 20-50pcs/次 全检 全检 30-50pcs/次 20-30pcs/次 全检 20-50pcs/次 测试范围卡 生 产 规 格 及 作 业 指 导 书 生 产 规 格 及 作 业 指 导 书 设定机器圈数.线径 电控二轴机 BOBBIN破损.掉脚 1 A 绕线 线架 TAPE宽度.切口位置 胶布台 入槽位置,线包胖 斜口钳 (排線不良) 线头高.线头长、线 平口钳 2 A 理线 头松理错脚位 理线圈数 镀锡深度 沾锡珠.漏焊 锡炉温度 剪刀 锡炉.拔锡刀 焊锡治具 焊油槽