基于刚粘塑性有限元模拟的汽轮机叶轮模锻的预成形优化
基于专家知识的汽轮机叶片锻模设计系统

开始
|划|◇一』读取文件行
≮兰多 拾取所有曲线。提示曲线数 ●
I按曲线颜色分类Y、按z值分层
获取修型参数、偏置样条延伸参
成。如果手工一个一个将这些圆弧 直线画到计算机里。费时费力还容
内、背弧按偏置数据偏置
易出错。系统采用文件驱动实现。过 程如图4所示。
内背弧出汽边延伸、倒圆
圆弧半径有符号.当截面曲线 以顺时针方向排列串连时.顺时针 的圆弧,半径为正,逆时针的圆弧半 径为负:当截面线以逆时针方向串 连时。逆时针的圆弧半径为正,顺时 针的圆弧半径为负。 3.2截面型线修型
die design requires much higher production.After studying the design process and the specialist's knowledge,a
special knowledge base was built.Based on this data base.a special CAD system was cons仃ucted.Using this system,
中图分类号:TG315.2
文献标识码:A
文章编号:1001.3814(2009)05-0076-04
Design System of Turbine Blade Forging Die Based on
Professional Knowledge
LV Yanmin91,NI Mingmin92,SHAO Ran2,TENG Shuxin2
尺寸类型,调专家修型参数知识并回显,如无需修 选取叶根边界及叶身飞边,系统自动生成叶根余
改,确认后自动修型,结果如图8所示。
块、飞边及拔模面,如图9(a)所示。
探析基于有限元逆向模拟技术的预成形模具设计

探析基于有限元逆向模拟技术的预成形模具设计作者:卢蔚红来源:《中国新通信》 2020年第17期卢蔚红梧州职业学院【摘要】作为一种先进的工艺锻造技术,有限元逆向模拟在大型工业制造找中的运用已经相当广泛,其主要模拟了大型锻件主体的变形过程和其环境。
本文主要讨论了锻件的模具设计、温度及设备等成型影响,着重分析了锻造过程中锻件的金属流动规律、缺陷预防、及应力应变等,从而确定模具设计中下料重量、锻造火次,及模具设计参数是否合理,为实际生产过程提供一些参考。
【关键词】有限元逆向模拟锻造预成形模具设计传统的锻造工艺和模具设计往往是借助工人的经验设计而成,从锻造的精确度和专业性上来说是不够全面的,而且传统的锻造工艺相对来说费时,且质量上很难得到提高。
随着我国工业水平的发展,在锻造工艺中,对计算机性能和产品质量的要求也越来越高,新型的锻造技术开始受到人们的关注,也开始大量运用到金属成型的设计当中,有限元逆向模技术便是其中一种,这种锻造成型的工艺分析能够得到模具成形中的一系列信息,包括应变场的信息、金属流动规律等,并以此来提高模具成形工艺中的效率、精度、质量,减少废品的输出,也因此,这种技术方式成为现在锻造工艺中常见的手段之一。
一、有限元逆向模拟技术概况有限元逆向模拟作为预成形模具设计的新方法,其实早在20世纪80年代就被学者提出,并且经过不断的技术发展,在不同的领域都有着广泛的运用,这种软件技术包含了前后处理单元,其原理是通过从已成形的模具中,沿着反方向进行二次模拟,反向预演出模具的成形情况,从而得到另一种设计方案,并在新的模具成形设计中运用这种方案[1]。
从目前的工艺锻造情况来看,有限元逆向模拟技术已经被运用到多种塑性过程中,如缩口、锻造、冲压等等,也是现目前锻造工艺中实现预成型模具设计的最佳手段。
将有限元逆向模拟运用到锻造模具设计和工艺制定中,也是目前非常广泛的形式,基于这种技术的预成形模具设计,在成形中更能保证其质量。
汽车前轴制坯辊锻工艺分析与三维数值模拟

2有限元模型的建立
辊锻成形技术是轧钢与锻造两种变形 方式交叉融合 而产生
具有鲜 明的特点 , 它将轧钢常用 的定常孔型改变成沿 效、 精密、 清洁成形技术 , 是先进制造技术的重要组成部分 是锻 的新技术 , , 使成形范围大大扩展 , 也使变形 造行业应用最广的回转塑性加工技术 。 但要开发一种复杂零件的 轧辊周 向不断变化的辊锻型槽 , 状 态 复杂 化 。 为 了更好 地 把握 辊 锻 变形 的特 点 和规 律 , 到辊 锻 得 辊锻成形工艺 , 仍需相当长的设计与调试周期 。这是 由于对成形 完成辊锻变形的三维模拟 , 取整个 工件为 规律的认识仍处于经验阶段 , 已有的轧制方面的研究成果只能提 成形过程的真实描述 , 如图 1 所示 , 某型号前轴终成形辊锻件图。 供 方 向性 指导 , 法提 供 较精 确 的计 算 方法 与 计算 结 果 。 复杂 轮 研究对象 , 无
31坯料 的变 形 过程 .
度 场 。从 图 4温 度 场 分带 情况 可 以得 出 以下 结 论 : 轴 在 辊 锻 过 前 利用 D F R 一 D模 拟 软 件 ,对 汽 车 前 轴 精 制 坯 辊 锻 成 形 程 中 , EO M3 工件纵向和横 向的温度分布都是不均匀的 , 辊锻过程中变 过程进行 了三维热力耦合有 限元模拟计算 , 如图 2 示 , 所 坯料第 形 复 杂 的部 位 温度 较 高 , 高达 到 14  ̄ , 原 始 温 度 10  ̄升 最 2 0C 较 20C
截面左右形状对称 , 上下起伏变化较大 , 因此成形工艺模拟
轧 5 流动规律、 成形机理、 内部应力应变场及流动速度场等, 可望得到 必须 按 三维 有 限元 问题进 行 。 件 材料 4 #钢材 料 的 流动应 力 是 应变 和 应变 速率 的函 数 。 即 较满意的解决 。文献口中应用模 拟技术 , , 研究了管材斜轧中前张 轧 制温 度 、
结合数值模拟与物理实验的叶片锻造预成形拓扑优化设计研究_郭平义

, 该方法结合数值模
拟技术,从理想锻件状态出发,逐渐前推其成形过程 各阶段形貌变化,并最终确定较优的预成形形状;而 基于类等势场相似理论,利用静电场内分布的等势线 来设计预成形形状的电场模拟法在近些年来也取得了 一定进展 [3, 4]。然而,此类方法的预成形优化往往仅满 足于成形,在多目标优化层面上则欠缺灵活性。为了 获得更为理想的预成形形式,一些最优化理论及算法 被逐渐引入预成形设计问题中,如:灵敏度分析 遗传算法
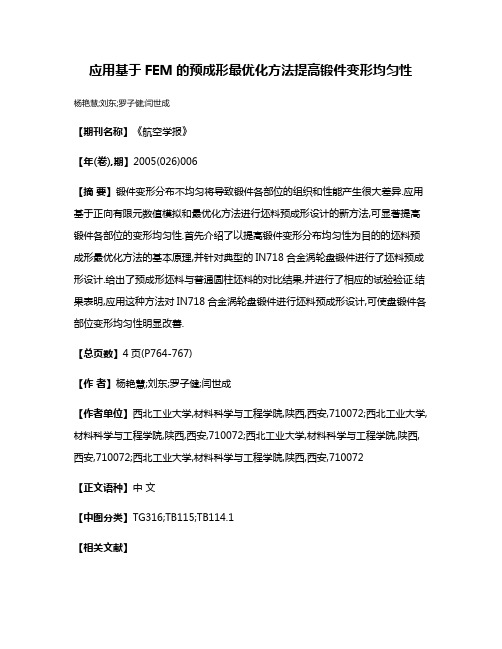
0.62 Mean Square Deviation of Equivalent Strain, εS.D. 0.58 0.54 0.50 0.46 0 94 Material Utilization Ratio, ψ/% 90 2 4 6 8 10
3
叶片锻造实验
为了验证预成形的优化结果,本实验研制了叶片
锻造模具及其配套的工装 (图 6), 以纯铝为材料加工出 了 10 次优化后的预成形制件,用以开展锻造实验。由 于形状较为复杂,预成形件在加工过程中对榫头部位
a b
图3 Fig.3
叶片锻造有限元模型
FE model for blade forging: (a) initial preform model and (b) blade forging model
/kg·m-3
2700
Density,
图4 Fig.4
预成形进化过程及等效应变分布情况
Evolution process of preform profile with corresponding equivalent strain distribution
・464・
稀有金属材料与工程
第 46 卷
i 1
DEFORM概述简介

DEFORM-3D软件的概述简介姓名:汪云班级:09材控二班学号:0910121064摘要DEFORM-3D 是一套基于工艺模拟系统的有限元系统(FEM),专门设计用于分析各种金属成形过程中的三维 (3D) 流动,提供极有价值的工艺分析数据,有关成形过程中的材料和温度流动。
DEFORM-3D是模拟3D材料流动的理想工具。
DEFORM-3D强大的模拟引擎能够分析金属成形过程中多个关联对象耦合作用的大变形和热特性。
系统中集成了在任何必要时能够自行触发自动网格重划生成器,生成优化的网格系统。
在要求精度较高的区域,可以划分较细密的网格,从而降低题目的规模,并显著提高计算效率。
DEFORM-3D 图形界面,既强大又灵活。
为用户准备输入数据和观察结果数据提供了有效工具。
关键词:DEFORM-3D软件有限元分析三维流动网格系统有效工具DEFORM诞生的历史背景:1979 年, 美国Battelle Columbus 实验室在美国空军基金的资助下开发了有限元计算成形ALPID (Analysis of Large Plastic Incremental Deformation)。
该程序为刚塑性及刚粘塑性有限元法通用程序, 采用高阶单元, 模具及边界条件的人工描述, 自动产生初始速度场, 并附有绘图程序FEGRA 来自动显示中间变形过程的图形, 能处理常应力摩擦和Coulomb 摩擦。
但其只能分析平面问题和轴对称问题, 并且没有考虑非等温成形的热传导问题和加工设备形式, 也没有网格重划分功能。
随后几年中,AL P ID 的开发人员针对用户提出的种种要求, 逐渐将程序完善, 并采用Mo t if 界面设计工具, 将计算程序发展为商品化分析软件DEFORM (Design Environment for Forming ) , 由美国SFTC 公司推广应用。
DEFORM 系统简介:DEFORM(Design environment for forming) 是由美国Battelle Columbus 实验室在八十年代早期着手开发的一套有限元分析软件。
基于CAD/CAE技术的汽车曲轴模锻工艺优化

3. 02
件 几 何 形 状 尺 寸 、 料 和 设 备 条 材
件 的 情 况 下 , 用 UG 三 维 造 型 运
软 件 进 行 经 验 性 设 计 , 用 De 利 — fr D 软 件 对 曲 轴 的 成 形 过 程 or 3 n
进 行 数 值 模 拟 , 究 成 形 过 程 中 研
图 3 终 锻 成形 结 束 时 的截 面 罔
看 出 , 在 初 定 的 成 形 : 方 案 中 , r艺 模 具 型 腔 被 材 料 完 全 填 充 ,锻 件 外 形 达 到 了预 期 的 效 果 , 但 是 金 属 流 动 情 况 不 稳 定 , 且 终 锻 后 产 生 的 飞 边 过 大 , 造 成 材 料 浪 费 , 材 料 利 用 率 仅 为
FRI OGபைடு நூலகம் N田
维 造 型 『 这 里 运 用 UG 三 维 造 型 软 件 进 行 经 验 性 设 2 l 。
计 。
W 1平 衡 块 ; 4 为 图
终 锻 成 形 结 束 时 金
属 流 动 速 度 矢 量
图 。
UG 实 体 建 模 提 供 了 一 组 丰 富 的 支 持 各 种 建 模
摘要: 绍 了C 介 AD/ AE 技 术 在 汽 车 曲 轴 模 锻 工 艺 中 的 应 用 , 立 了 曲 轴 模 锻 成 形 工 艺 的 刚 粘 塑 性 有 限 C 建 元 模 型 , 用 三 维 有 限 元 法 对 成 形 工 艺 进 行 了模 拟 分 析 , 于 模 拟 分 析 结 果 , 化 了 曲轴 模 具 结 构 , 定 了 采 基 优 确 合 理 的 工 艺 流 程 。 通 过 生 产 试 制 , 证 了 曲 轴 模 锻 工 艺 优 化 的 合 理 性 与 可 行 性 , 同 类 产 品 的 生 产 提 供 了 理 验 为 论 依 据 和 技 术 支持 。
基于刚塑性有限元的GFM精锻锻透性仿真
摘 要 : 用 商 用 软 件 D F R 用 刚 塑 性 有 限 元 理 论 对 G M 精 锻 锻 透 性 进 行 r仿 真 研 究 , 采 EO M F 确认 r G M 锻 不 透 F
的问题并指 出锻透性最大只能达到约 6 %, 0 且与摩擦 条件的影 响关 系不 大 , 进而得 出了 G M锻透性 F E与压 F P
维普资讯
第2 7卷 第 2期
20 0 6年 4月
河 南 科 技 大 学 学 报 :自 然 科 学 版
J u n f n n U ie s y o ce c n e h oo y: tr l ce c o r a o l He a n v ri f in e a d T c n lg Na a in e t S u S
Ⅱ=J l
d J V+l
d J£ d J S=0 F u V十l V—l 8 d s
() 1
采用 f 表示 第 i 节点 速度 , 变分用 f 示 ; 其 表 表示 第 _ 『 单元 , 由式 ( ) 1 得
a 式() 2 为非 线性方 程 , 线性 化为 其
仿 真研 究得 出 了 G M锻透 性 F E与压下 率 Ah R 的定量关 系。 F P /
1 刚 塑性 有 限元 理 论
文献 [ ,0 采用 拉格 朗 日乘子法 构 造刚 塑性有 限元 新泛 函 , 9 1] 以求解速 度 场 。新泛 函的变分 形式 为
r r r r
( . 南 科 技 大 学 材 料 科 学 与 工 程 学 院 , 南 洛 阳 4 10 ; . 1河 河 703 2 北京 师 范 大 学 信 息 科 技 与 技 术 学 院 , 京 10 8 ; . 南 北 00 3 3 河
汽轮机钛合金叶片锻造过程的三维刚粘塑性有限元数值模拟

部分则消耗在材料微观变化的方面 ,如位错密度 、
晶界及相变等 。
热力耦合的变分原理就是在满足初始温度条
件 、边界条件下对能量平衡方程求极值的问题 :
∫ <
=
1 2
[ kT, i T, i
V
-
2 ( q - ρcT) T ] dV
+
∫ ∫ 1
当上述泛函的变分为零 ,即 :
∫ ∫ ∫ δπ =
σδε· ij
dV
+α
ε· δε· VV
dV
-
Fiδvi dS = 0
V
V
SF
(2) 变形体内的速度场即为真实的速度场 。
1. 2 传热有限元变分原理
塑性变形中的传热问题属于含内热源的瞬态
热传导问题 ,其内热源是由变形过程中变形体的
塑性变形能转变而来的 。假设材料的导热各向同
形过程进行了模拟 ,模拟结果见图 5 ( b) 。这时材 料充满了模具型腔 ,防止了批量生产中叶片锻件 塌角现象的发生 。 3. 5 载荷 2行程模拟结果与分析
叶片锻造时所受的载荷是选择锻造设备和调 节打击能量的关键参数 。叶片锻造时受到的正向 载荷随变形程度的曲线见图 6。从图中可以看 出 ,变形开始阶段坯料的变形抗力随变形量的增 大而缓慢增加 ;变形进一步增加 ,坯料的投影面积 沿四周迅速增大 ;到变形快结束时 ,变形抗力随变 形的增加而急剧增加 ;载荷曲线中的最大载荷发 生在锻造结束时 ,达到 56 100 kN。
图 3 变形结束时典型部位温度场模拟结果
3. 3 典型部位应力模拟结果 图 4为叶片变形结束时图 2 中 A 2A、B 2B 和
锻造成形数值模拟中的关键技术

这 一方程 组也是 非 线 性 方程 组 , 必须 采 用摄 动法
等加以线性化处理 , 然后 通过 N wo R ps et n— aho n迭代 求解。由于其结果为某一时刻的瞬态解 , 为求得整个 成形过程的全解 , 还得采用增量法即在每一增量加载
摘
要: 锻造成形机理非常复杂 , 数值模拟是 目前塑性成形 分析最有效 的方法 。本 文介绍 锻造成形数值模拟
基本理论 , 对几项直接影响计算精度及效率的关键技术进行 了分析 和探 讨 , 包括模具 结构 描述 、 动态摩擦条 件、 动态边界识别以及 网格 的划分与再划分 , 并给 出了利用 D F R E O M软件进行数值模拟 的实例 。 关键词 : 锻造成形 ; 有限元 ; 数值模拟 ; 关键技术
中图分类号 :2 2 T 3 6 0 4 ;G 1 文献标 识码 : A 文章编号 :6 1— 7 5 20 )2— 0 6— 4 17 69 ( 0 8 0 0 4 0
锻 造成形 广泛应 用 于冶 金 、 航空 、 天 、 车等 国 航 汽
方程求 出应 变率 场 , 由本 构 关 系求 出瞬 时 应 力场 , 再 再 通过 积分求 得 应 变 场 , 移 场 等 , 终 获 得 塑 性 成 位 最
述 。有限元数值模拟技术 能够很好地解决非线性 问 题 , 因此 而成为 目前 最有 效 的塑性成 形分析 方法 。 并 金属体积成形数值模拟采用刚( ) 粘 塑性有限元 法, 由于忽略了弹性效应 , 以采用较大的步长; 可 应力 偏量可直接 由本构方程求得 , 无需各步增量 累加, 因 而没有误差 累积; 以节 点速 度为求解 的未知量 , 通过 离散空间对速度 的积分解决 了几何非线性 。刚塑性 有 限元法适 用 于 冷 、 态 成形 , 粘 塑 性 法 适用 于热 温 刚
基于响应面法_RSM_的锻造预成形多目标优化设计_杨艳慧

第 2、第 3 部分的截面面积, y2 、 y3 为第 2、第 3 部
造预成形坯料形状进行多目标优化设计。
关键词:预成形设计;响应面法(RSM);有限元数值模拟(FEM);多目标优化
中图法分类号:TG316
文献标识码:A
文章编号:1002-185X(2009)06-1019-06
不同材料、不同服役环境下,锻件组织和性能的 要求也不尽相同,一般情况下,一个理想的锻件应具 有精确的外形,即材料在锻造过程中充模充分;锻件 具有要求的组织性能,且分布均匀一致;具有最小的 材料消耗即锻件少且无飞边,金属的流线合理、无宏 观缺陷,并且要求锻件变形过程中能量、载荷低以提 高模具的使用寿命。涡轮盘是航空发动机中的关键热 端部件,长期工作于恶劣的服役环境,锻件一般选用 高温合金等难变形材料制造,热加工窗口狭窄,锻件 组织性能对热加工工艺参数及加工历史高度敏感,为 了保证锻件各部位的组织性能均匀,应尽可能提高锻 件内的变形分布均匀性。应用预成形设计,可改变型 腔的填充顺序,提高锻件内变形以及组织性能均匀性, 降低原材料消耗,消除流动缺陷,从而有效控制和优 化锻件质量。
(1)
+ βii xi2 + βij xi x j + ε
i=1
i=1
i< j
(2)
式中,k 为设计变量的个数,xi,xj 为第 i,第 j 个设计 变量,βi、βij 为回归系数,ε为误差项。
关于 RSM 的理论体系和分析过程,文献[12]已有 详述。
2.1 锻件均匀性描述 目前,各文献[16]中衡量锻件整体的变形均匀性
一般采用如下指标:
∑( ) N
ψ=
εi − εavg 2
i =1
ψ = ε max − ε min
基于有限元的汽车发动机连杆锻坯塑性成形新工艺研究

0 引言
发 动 机 连 杆 一般 采 用 钢 锭 通 过 模 具 反 复 锻 造 成 形 , 但 由 于 钢 锭 内 存 在 大 量 铸 造 缺 陷 , 如 偏 析 、 疏松 、 夹 杂 ” , 因此 ,研 究 开 发 钢 坯 成 形 新 工 艺 ,在 兼 顾 生 产 效 率 的 同时 ,保 证 连 杆 锻 造
一
受
设 计 与精 细 化 控 制 提 供 重 要 的指 导 依 据 。发 动 机 连 杆及 锻坯 形状 尺寸 如 图 I 所示。
质量和提高产 品性能具有非常重要 的意义 。利用 锻 坯 代 替 钢 坯 进 行 连 杆 锻 造 ,可 以破 碎 钢 锭 的铸
态 组 织 ,焊 合 钢 锭 内部 的疏 松 、裂 纹 、气 孔机连杆锻坯塑性成形新工艺一锻坯挤压工艺。采用数值模 拟与理 论分析相 结合的研 究方法 ,研 究揭示 了某规格4 0 C r 发 动机连杆锻 坯挤压过程 中挤 压力 随行程 的变化 规律 、应变场和坯 料金属 晶粒尺 寸的分布规 律 ,该结 果将为连 杆塑性 成形 自动
王克武
W ANG K e - wu
( 连云港职业技术 学院 机 电工程 学院,连 云港 2 2 2 0 0 6 ) 搞 要 :锻坯 的成形方 式 、初 始状态等 对于汽 车发动机连 杆的锻造 质量有着 极为重 要的影响 ,因此 , 研究开 发锻坯成 形新 工艺、细化锻 坯 晶粒 、提 高其综合性 能具有重 要使用 价值 。本 文基于型
收稿 日■:2 0 1 3 -0 5 - 2 0
图1 发 动 机 连杆 及其 锻坯 尺 寸 规 格 ( mm)
第五章刚塑性有限元法基本理论与模拟方法

塑性成形过程 计算机数值模拟
第五章 刚塑性有限元法基本理论与模拟方法
❖ 从数学的角度来讲,有限元法是解微分方程的一种数值方法。它的 基本思想是:在整个求解区域内要解某一微分方程很困难(即求出 原函数)时,先用适当的单元将求解区域进行离散化,在单元内假 定一个满足微分方程的简单函数作为解,求出单元内各点的解;然 后,再考虑各单元间的相互影响,最后求出整个区域的场量。
两个或一个事先得到满足,而将其余的一个或两个,通过拉格朗日
乘子引入泛函中,组成新的泛函,真实解使泛函取驻值,这就是不
完全广义变分原理。
❖ 在选择速度场时应变速率与速度的关系(1)式和速度边界条(3)式容 易满足,而体积不可压缩条件(2)式难于满足。因此,可以把体积 不可压缩条件用拉格朗日乘子入引入到泛函中,得到新泛函:
够的工程精度的前提下,可提高计算效率。
塑性成形过程 计算机数值模拟
第五章 刚塑性有限元法基本理论与模拟方法
❖ 由于刚塑性有限元法采用率方程表示,材料变形后的构形可通 过在离散空间对速度的积分而获得,从而避开了应变与位移之 间的几何非线性问题。
❖ 由于忽略了弹性变形,刚塑性有限元法仅适合于塑性变形区的 分析,不能直接分析弹性区的变形和应力状态,也无法处理卸 载和计算残余应力与变形。
在满足: (1) 速度-应变速率关系
ij
1 2
ui, j
u j,i
(2) 体积不可压缩条件 (3) 速度边界条件
V kk 0
ui ui
(在 Su 上)
的一切动可容场
ui*j
,
模具-------英文翻译

引言模具CAD∕CAE∕CAM是改造传统模具生产方式的关键技术,是一项高科技、高效益的系统工程。
它以计算机软件的形式,为企业提供一种有效的辅助工具,使工程技术人员借助于计算机对产品性能、模具结构、成形工艺、数控加工及生产管理进行设计和优化。
模具CAD/CAE/CAM技术能显著缩短模具设计与制造周期、降低生产成本和提高产品质量已成为模具界的共识。
与任何新生事物一样,模具CAD/CAE/CAM在近二十年中经历了从简单到复杂,从试点到普及的过程。
进入本世纪以来,模具CAD/CAE/CAM技术发展速度更快、应用范围更广,为了使广大模具工作者能进一步加深对该技术的认识,更好发挥模具CAD∕CAE∕CAM的作用,本文针对模具中应用最广泛、最具有代表性的铸造模、锻模、级进模、汽车覆盖件模和塑料注射模CAD/CAE/CAM的发展状况和趋势作概括性的介绍和分析。
铸造模CAD/CAE/CAM的发展概况铸造成形过程模拟的探索性工作始于求解铸件的温度场分布。
1962年丹麦的Fursund用有限差分法首次对二维形状的铸件进行了凝固过程的传热计算,1965年美国通用汽车公司Henzel 等对汽轮机铸件成功进行了温度场模拟,从此铸件在模具型腔内的传热过程数值分析技术在全世界范围内迅速开展。
从上世纪70年代到80年代,美国、英国、法国、日本、丹麦等相继在铸件凝固模拟研究和应用上取得了显著成果,并陆续推出一批商品化模拟软件。
进入90年代后,我国的高等院校,如清华大学和华中科技大学在该领域也取得了瞩目的成就。
单纯的传热过程模拟并不能准确计算出铸件的温度变化和预测铸造中可能产生的缺陷,充模过程对铸件初始温度场分布的影响以及凝固过程中液态金属的流动对铸件缺陷形成的影响都是不可忽视的。
铸件充模过程的模拟技术始于上世纪80年代,它以计算流体力学的理论和方法为基础,经历十余载,从二维简单形状开始,逐步深化和扩展,现己成功实现了三维复杂形状铸件的充模过程模拟,并能将流动和传热过程相耦合。
应用基于FEM的预成形最优化方法提高锻件变形均匀性
应用基于FEM的预成形最优化方法提高锻件变形均匀性杨艳慧;刘东;罗子健;闫世成
【期刊名称】《航空学报》
【年(卷),期】2005(026)006
【摘要】锻件变形分布不均匀将导致锻件各部位的组织和性能产生很大差异.应用基于正向有限元数值模拟和最优化方法进行坯料预成形设计的新方法,可显著提高锻件各部位的变形均匀性.首先介绍了以提高锻件变形分布均匀性为目的的坯料预成形最优化方法的基本原理,并针对典型的IN718合金涡轮盘锻件进行了坯料预成形设计.给出了预成形坯料与普通圆柱坯料的对比结果,并进行了相应的试验验证.结果表明,应用这种方法对IN718合金涡轮盘锻件进行坯料预成形设计,可使盘锻件各部位变形均匀性明显改善.
【总页数】4页(P764-767)
【作者】杨艳慧;刘东;罗子健;闫世成
【作者单位】西北工业大学,材料科学与工程学院,陕西,西安,710072;西北工业大学,材料科学与工程学院,陕西,西安,710072;西北工业大学,材料科学与工程学院,陕西,西安,710072;西北工业大学,材料科学与工程学院,陕西,西安,710072
【正文语种】中文
【中图分类】TG316;TB115;TB114.1
【相关文献】
1.控制锻件变形均匀性的预成形优化设计 [J], 赵新海;赵国群;王广春;王同海
2.基于FEM的预成形最优化方法及其应用 [J], 张麦仓;罗子健;曾凡昌
3.基于刚塑性有限元法和最优化方法的锻件预成形设计系统及其应用 [J], 张麦仓;董建新;谢锡善
4.控制锻件变形均匀性和变形力的锻造预成形多目标优化设计 [J], 赵新海;李剑峰;黄晓慧;赵国群;王广春
5.基于UBET和FEM的模锻件预成形设计 [J], 栾贻国
因版权原因,仅展示原文概要,查看原文内容请购买。
TC4钛合金锻件锻造过程数值模拟和工艺优化

TC4钛合金锻件锻造过程数值模拟和工艺优化
牟正君;张立文;吕成
【期刊名称】《航空制造技术》
【年(卷),期】2007(000)0z1
【摘要】利用刚(粘)塑性有限元法对某TC4钛合金锻件的锻造过程进行了数值模拟.分析了变形过程中锻件的变形情况以及应力场和损伤值的分布,进而对变形过程中出现的裂纹、折叠等锻造缺陷的成因进行了数值分析.对修改下模型腔尺寸后锻件的变形过程进行了模拟,得出了最佳工艺尺寸.
【总页数】4页(P538-541)
【作者】牟正君;张立文;吕成
【作者单位】大连理工大学材料科学与工程学院;大连理工大学材料科学与工程学院;大连理工大学材料科学与工程学院
【正文语种】中文
【中图分类】V2
【相关文献】
1.对锻造炉内锻件升温过程的数值模拟 [J], 王增欣;王春阳;杨迎春
2.TC4钛合金叶片锻造过程中晶粒尺寸的数值模拟 [J], 史延沛;李淼泉;罗皎
3.大型圆筒形锻件高温锻造过程数值模拟 [J], 许飞霞;崔振山;陈文;付强
4.TC4钛合金等温锻造过程的数值模拟和实验研究 [J], 吴伏家;尹晓霞;赵长瑞
5.TC4钛合金锻件锻造过程三维热力耦合有限元模拟 [J], 吕成;张立文;牟正君;裴继斌
因版权原因,仅展示原文概要,查看原文内容请购买。
水轮机叶片模拟件的锻造成形工艺研究

水轮机叶片模拟件的锻造成形工艺研究于海艳;杨开黎【摘要】本文对水轮机叶片模拟件的锻造成形工艺进行了研究.利用弹塑性力学理论结合有限元模拟,分析传统锻造工艺中锻件产生缺陷原因.结果表明,榫头和叶身连接处的凸台和叶身前端的缺肉是由于坯料分料不合理和冷却较快等造成的.在改进后的工艺方案中,对模具和坯料的形状尺寸重新设计,改善坯料在成形过程中的应力状态,并对锻件进行了去应力退火,最终得到质量较好的叶片锻件.%The forging technique of simulated turbine blade was investigated. The forging defects of traditional technique were studied by elasticity and plasticity theory and FEM. The results indicated that the protruding between tenon and blade body and misrun at the front end of blade body result from unreasonable billet distribution and rapid cooling. In the advanced techniques, mold and billet are redesigned in order to improve the stress status during the forging. Stress relief annealing was applied after forging so that blade with good quality was obtained.【期刊名称】《大电机技术》【年(卷),期】2012(000)003【总页数】3页(P60-62)【关键词】叶片锻造;应力状态;去应力退火【作者】于海艳;杨开黎【作者单位】哈尔滨电气动力装备有限公司,哈尔滨 150000;哈尔滨电机厂有限责任公司,哈尔滨 150040【正文语种】中文【中图分类】TK730.6引言叶片是水轮机中的关键部件,叶片的质量直接影响到整个水轮机组的运行寿命、效率、空化性能、出力、抗气蚀性能和运行稳定性等。
塑性加工的有限元模拟--工艺过程优化的新工具

等有关,并对该准则进行了试验验证。
另外日本的D.Ban-abic和DSComa等人也提出一种平面应力条件下的正交各向异性屈服准则,其等效应力来自Balar【以及连建设等人.在此基础上加上一个双轴各向异性系数以提高屈服准则的精度。
用该准则所描述的铝和钢合金的屈服表面跟试验数据吻合得相当好,相关的流动法则也能非常精确地预测LaI酬系数以及单向屈服应力的分布o。
(2)用格划分网格划分是有限元分析的前提条件。
目前二维网格划分技术已日趋成熟,而复杂三维模型的网格划分技术由于其内在复杂性尚需进一步完善。
三维分析中的网格自动重划分算法一直是研究的热点,新的算法也层出不穷。
初始网格划分和后续的网格重划分关系到整个数值模拟过程的精度和效率。
在网格划分中,由于四面体单元能够很好地填充三维几何模型,因而获得了广泛应用。
但很多研究者仍然热衷于采用六面体单元,因为六面体单元变形特性好,单元内应力应变张量以线性分布,能以较少的网格重划次数获得较高的求解精度,同时也可以更好地模拟工件的内部组织。
大体上讲.常用的网格划分有四类,第一类是结构化同格生成方法.该方法很难在非结构化复杂几何形体上实现;第二类则是在自动生成的四面体网格基础上,将一个四面体拆分成四个六面体,这种剜格质量和拓扑结构都很差;第三类方法则在整个空间生成规则网格,然后将边界节点位置调整到材料边界上,这种方法适用范围广,但边界网格质量差;第四类侧重于边界生成优质网格,该方{去最适用于塑性成形过程模拟,但目前算法通用性不强。
陈军等人则基于第四类划分方法而提出基于表面偏置的适用于任意几何实体的六面体网格自动生成方法“。
其基本思想是将划分区域的表面按单元边长的距离向内偏置,原外表面成为外边界表面,偏置的表面成为内边界表面.然后在内外边界表面之间所形成的当前划分域中生成(a)划分前畸变网格(b)再划分后的网格扣)划分前网格等值线(d)划分后网格等值线圈l方坯料反向挤压过程的六面体网格再划分六面体网格,当前划分域的网格划分完毕后,用处于内边界表面上的节点组成新的外边界表面,继续偏置和划分,直到整个划分区域划分完毕,应用参见图1。
基于变形均匀的叶片锻造预成形拓扑优化设计
基于变形均匀的叶片锻造预成形拓扑优化设计
邵勇;陆彬;任发才;陈军
【期刊名称】《上海交通大学学报》
【年(卷),期】2014(48)3
【摘要】为了优化预成形设计,提出了针对提高锻件变形均匀性的预成形拓扑优化算法及相关单元增删准则,并开发了优化程序,对叶片锻件翼型截面的预成形结构进行了优化设计.与静水压力的单元增删准则优化的预成形进行比较,结果表明,新模型在模腔充满的基础上可有效改善锻件的成形均匀性.另外,相对简单的外形轮廓也便于预成形的完成,总体优化设计效果比较理想.
【总页数】7页(P399-404)
【关键词】叶片;预成形设计;渐进结构优化;拓扑优化
【作者】邵勇;陆彬;任发才;陈军
【作者单位】上海交通大学模具CAD国家工程研究中心;江苏科技大学先进焊接技术省重点实验室
【正文语种】中文
【中图分类】TG312
【相关文献】
1.应用基于FEM的预成形最优化方法提高锻件变形均匀性 [J], 杨艳慧;刘东;罗子健;闫世成
2.控制锻件变形均匀性的预成形优化设计 [J], 赵新海;赵国群;王广春;王同海
3.基于变形均匀性的锻造预成形优化系统集成 [J], 赵新海;赵国群;王广春;王同海
4.控制变形力的锻造预成形优化设计研究 [J], 赵新海;黄晓慧;吴向红;赵国群
5.控制锻件变形均匀性和变形力的锻造预成形多目标优化设计 [J], 赵新海;李剑峰;黄晓慧;赵国群;王广春
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
成形的闭式模锻过程
。 H. G rass利用 MSC. Super
fo r m 研究了连杆滚压和模锻过程的三维热机耦合模 [ 10] 型 。 D. H. K i m 考虑坯料预热的情况下 , 研究了 通过有 限元模拟 来预测 模具寿 命的方 法
[ 11]
。 Zou
L in 采用刚粘性有限元分析和优化算法 相结合, 对 [ 12 ] 挤压模具型腔轮廓形状进行了多目标优化设计 。 R. L apovok 通过最小化模具累计破坏和预成形优化 设计研究了提高模具寿命的方法
第 4期
483
工艺的优势和潜力得以充分发挥。目前, 刚粘塑性 有限元技术已成为研究锻造成形的 重要数值计算 方法
[ 1~ 6]
2 叶轮模锻过程有限元模拟 2 . 1 材料流动模型 根据某厂 汽轮 机叶轮 模 锻工 况, 坯料 材料 为 35Cr M oA。其流动应力模型可采用 B ackofen 拟粘塑 性模型
Preform Opti m ization of D ie Forging Process of a TurbineW heel Based on R igid V isco plastic FEM Si m ulation
Hu Zi hua , Y ang D uanguang, L iY ifeng, Zhang P ing
[ 14] # n
。
[ 7]
D. J . Jeong 通过表面处理和润滑改善了温锻条 件 , 延长了模具寿命 。 M. Koc 利用有限元分析和 试验设计, 研究了以其延长模具寿命的模具结构改 进方法
[ 8]
= c
( 3)
。 B. I . T om o 利用 FORM 2D 模拟了坯料预
[ 9]
式中: c和 n为经验常数 , 本文根据文献 [ 15 ] , 取 c = 15 , n= 0 . 11 。 2 . 2 有限元模型的建立及单元划分 汽轮机叶轮形状主要包括轮毂、 轮盘和轮缘 3 部分。其具有回转对称轴, 但上下结构并不相同 , 故 本文取 1 /2 结构作为分析对象。该有限元模型采用 四边形四节点单元定义, 其初始网格系统如图 1 所 示, 其中单元总数目为 286 , 节点总数目为 324 。加 载时下模静止 , 上模运动。
-4
( 4)
-5
F v dS ∀ dV - ∀
# S i i
F
( 1)
式中 : u0 为常数, 一般取模具速度的 10 ~ 10 ; u s 为工件与模具接触面上的相对滑动速度; m 为摩擦 因子 , 锻造过程一般取值为 0 . 3~ 0 . 5, 本文取 0 . 5 ; k 为材料剪切流动极限; v 为速度方向的单位矢量。 2 . 4 其它关键技术的处理 为顺利实现模锻过程的数值模拟, 还须注意以 下关键技术的处理 : ( 1) 金属模锻成形属大变形过程 , 网格易发生 畸变 , 导致求解不收敛。为此 , 本文采用自适应网格 重划分技术保证单元畸变后能够自动重新定义网格 系统 , 完成历史场变量等信息的映射传递, 使求解收 敛和迭代继续。 ( 2) 采用刚粘塑性有限元技术 , 其前提是保证
收稿日期 : 2006 03 14 基金项目 : 国家自然科学基金项目 ( 10372087) , 湖南省自然科学基金项目 ( 04JJ3043 ) 和湖南省教育厅科研项目 ( 06B094) 资助 作者简介 : 胡自化 ( 1967- ) , 男 ( 汉 ), 湖南 , 副教授 , 博士研究生 , iam txtu@ 163 . com
2007 年 第 26 卷
4月 第 4期
机械科学与技术 M echan ica l Sc ience and T echno logy
A pr il 2007 V o.l 26 N o . 4
基于刚粘塑性有限元模拟的汽 轮机叶轮模锻的预成形优化
胡自化, 杨端光, 李益锋, 张
胡自化
(湘潭大学 机械工程学院 , 湘潭 411105 )
i i
式中: ∀为惩罚因子;
为等效体积应变速率。
484
机械科学与技术
第 26 卷
体积不可压缩。不同的有限元求解方法处理过程不 尽相同 , 如 Lagrange 乘子法是通过选取体积不可压 缩单元来解决的。 ( 3) 刚粘塑性有限元变分原理适用于理想塑性 材料, 对于大变形模锻问题, 其变形极不均匀 , 变形 体往往是刚性区和塑性区并存。在刚性区域 , 其等 效应变速率近乎为零, 此时若仍将该区域包含在塑 性区中 , 常常给计算带来困难。常引入一个限定值 来界定刚性区和塑性区 , 对稳态成形过程一般取 - 3 - 5 值为 10 ~ 10 ; 对非 稳态 成形 过程 一般取 值为 10
平
摘 要 : 针对汽轮机叶轮模锻的预成形设计, 本文建立了以打击能耗最低和模具作用载荷最小为目 标函数 , 以完全填充为约束条件 , 以坯料初始高径比为优化变量的预成形坯料优化方案。利用刚粘 塑性有限元方法模拟汽轮机叶轮等温模锻成形过程 , 具体分析了不同坯料初始高径比对成形载荷、 塑性应变能以及分流面的影响。 数值模拟结果表明获得的预成形 H /D 最佳尺寸可明显减少模锻 锤击次数和模具磨损 。所提出的有限元模拟预成形优化方法十分有效 , 克服了以往凭经验设计的 弊端。 关 键 词 : 刚粘塑性有限元; 模锻; 塑性应变能; 预成形优化 ; 分流面 文献标识码 : A 文章编号 : 1003 8728( 2007) 04 0482 05 中图分类号 : TG312
- 2 [ 16]
根据生产经验表明, 汽轮机叶轮模锻中, 轮毂金属 成形占主要比例。如果坯料的高度越低即高径比越 小, 坯料轮毂所需打击的次数就越少, 模锻过程的能耗 也就越小; 但如果高径比太小, 一方面可能使得坯料填 充不满造成锻件致命缺陷, 另一方面即使在充满的情 况下, 轮缘金属锻造成形的能耗可能高于轮毂的能耗。 所以坯料 H /D 的值直接影响到成形是否能充满, 能否 充满也就成为坯料 H /D 优化取值的必要条件。以下 根据体积不可压缩原则选取不同高径比的坯料, 逐一 进行数值模拟, 以期寻找 H /D 的最佳值。 本文设计了 8 个不同试样 , 其 H /D 值与模拟填 充结果如表 1 所示。可以看出试样 1 、 2、 3 因 H /D 值过小, 材料均不能完全充满锻模型腔。因此, H /D 值优化区间的下限为 0 . 1505 。
( Schoo l o fM echanical Eng inee ring , X iangtan U n ive rsity , X iang tan 411105)
Abstract : A s for the preform opt i m iza tio n o f die forging process o f a tu rb in e whee,l the paper proposed a pre fo r m ed billet opti m izat io n schem e usin g th e ob je ctive function th at m ini m izes stra in energy consumpt io n and fo r m in g lo ad o f th e die . The schem e takes the constra in t conditio ns o f fu lly filling the die and the b illet s initial ratio o f he ig ht to di am eter(H /D ) as its opti m al variab le s. T he rig id visco plastic FEM w as em ployed to si m ulate the iso th er m a l die forg ing process o f th e tu rb in e w hee, l and effects of the billet s he ig ht to d iam eter ratio on fo r m in g load , plastic stra in energy and neutral face w ere ana ly zed . Num erical si m ulation resu lts show that the opti m a l preform H /D di m ensio n thus ob tained can grea tly reduce hamm er ing ti m es and die w ear . T he proposed prefo r m FE si m u latio n opti m ization schem e is effective and overcom es the draw backs of prev io us em pirical design. K ey w ord s : rig id v isco p lastic FEM; die forg ing; plastic strain energy ; prefo r m opti m izat ion; neutra l face 大型叶轮是中小型汽轮发电机中的重要零件之 一。在高温、 高压蒸汽介质中高速旋转, 承受巨大的 切向应力、 径向应力和振动附加应力。因此, 叶轮整 个截面上要求高强度、 高韧性以及低的残余应力。 在实际大型叶轮生产中, 常采用锻造方法。迄 今为止 , 除了原苏联、 美国等少数几个拥有大型锻压 设备的国家采用模锻工艺生产外, 大部分国家目前 仍然采用传统的自由锻工艺生产。由于自由锻工艺 存在着许多不足之处 , 主要问题有: ( 1) 自由锻叶轮 肥头大 耳 !, 材料消费大, 材
为等效应力;
#
为等效应变速率; F i 为力面
SF 上给定的面力 ; v i 为速度面 Sv 上的速度; V为变形 体的体积。 在式 ( 1) 中引入惩罚因子附加在体积不可压缩 条件, 得该泛函的一阶变分表达式为 ! =