电厂磨煤机ATOS液压油站交流资料讲解
电厂磨煤机液压油站交流资料分解38页PPT

26、机遇对核心。
28、目标的坚定是性格中最必要的力 量泉源 之一, 也是成 功的利 器之一 。没有 它,天 才也会 在矛盾 无定的 迷径中 ,徒劳 无功。- -查士 德斐尔 爵士。 29、困难就是机遇。--温斯顿.丘吉 尔。 30、我奋斗,所以我快乐。--格林斯 潘。
6、最大的骄傲于最大的自卑都表示心灵的最软弱无力。——斯宾诺莎 7、自知之明是最难得的知识。——西班牙 8、勇气通往天堂,怯懦通往地狱。——塞内加 9、有时候读书是一种巧妙地避开思考的方法。——赫尔普斯 10、阅读一切好书如同和过去最杰出的人谈话。——笛卡儿
Thank you
磨煤机液压系统热控回路讲课

磨煤机液压系统讲课一、磨煤机液压系统在单元机组中的地位变加载液压系统是磨煤机的重要组成部分,变加载液压系统是指磨煤机磨辊的加载力可以按照要求实现变化的液压系统。
当发电的负荷发生变化时,由负荷指令直接形成锅炉主控和汽机主控,其中锅炉主控决定了给煤机给煤量的大小,给煤量的大小决定了加载力的大小。
依据预先设定好的压力和煤量之间的线性关系,磨煤机的液压加载系统就是依据煤量进行调节的。
不同的给煤量需要不同的加载力而设计的液压系统。
磨煤机液压油系统系统控制是机组控制的一个子回路,锅炉主控统一协调运行制粉系统的台数,进行煤量分配的。
除此之外,磨煤机液压系统要能够正常、可靠地运行,对液压油泵的运行状态、油箱液位、油箱温度、油泵滤网等辅助参数的监控也尤为重要。
二、变加载系统的优点有哪些?由于变加载系统的加载力和给煤量相匹配,所以有以下的优点:1、节省能量。
由于加载力变化,所以和定加载相比较能耗会降低。
特别是不在满负荷运转的时候能耗降低的更多。
举个例子:由于定加载的加载力始终不变,并且为磨煤机最大出力时所需要的最大压力值。
假如平时工作时的出力为最大处理的68%,那么定加载的加载力不变,而变加载的加载力就会自动的变小,从而使此时变加载的力要小于定加载的力,减速机等的设备能耗就会相应的降低。
2、降低磨辊和磨盘的磨损,提高磨辊和磨盘的使用寿命,减少日常的检修和维护工作。
由于变加载的加载力会随着给煤量的变化而变化,不像定加载那样始终为最大,所以磨辊和磨盘之间的压力不像定加载那样始终为最大,磨辊和磨盘之间的压力会减小,摩擦力也会相对的减小,磨辊和磨辊的磨损会相对的减小。
特别是磨辊磨损的减小回减小磨辊的维护和检修工作。
3、减少磨盘的震动,提高磨盘的寿命。
当给煤量较小的时候,定加载的状态磨盘的震动会很大,而变加载磨盘的震动会很小,主要是因为给煤量较小的时候,变加载的力要比定加载的力小的多。
磨盘的震动减小,寿命也会相对的提高。
4、磨煤机出煤的颗粒均匀,更利于燃烧。
磨煤机液压油系统.

谢谢观看!
双筒进油过滤器
磨 煤 机 液 压 油 系 统 图
蓄 能 器
比 例 溢 流 电 磁 阀
定 变 加 载 换 向 电 磁 阀
升 降 磨 辊 电 磁 换 向 阀
磨煤机液压油就地实物图
/
/
关 开 电 磁 换 向 阀
/
双 筒 进 油 滤 油 器
液 压 油 泵
液 压 油 缸 蓄 能 器
液 压 油 缸
液 动 换 向 阀
磨煤机液压油就地实物图
工作模式流程:
一、变加载流程
液压油箱 液压油泵 进油过滤器
液压油缸上油管 比例溢油阀 液动换向阀(关)
升/降磨辊电磁阀(开) 冷油器 回油过滤器
液压油箱
变 加 载 工 作 流 程
二、定加载流程
液压油箱 液压油泵 进油过滤器 升/降磨辊电磁阀(开) 液压油缸上油管 液压油箱 液动换向阀
磨煤机液压油系统工作原理示意简图
系统组成及系统图
ZGM113G磨煤机液压油系统主要由电动机、 齿轮泵、比例溢流阀、溢流阀、换向阀、 流量控制阀、单向阀、冷却器、过滤器、 压力变送器等及油缸蓄能器组等组成。
比例溢流电磁阀
液 压 油 缸 定/变加载电磁换向阀
液 动 换 向 阀 升/降磨辊电磁换向阀
关/开液动换向电磁阀
升降磨辊电磁阀(开)
液压油缸上油管 流量控制阀
升降磨辊电磁阀(开) 回油过滤器 冷油器
降 磨 辊 工 作 流 程
1、液压油系统定变加载工作状态的区别为:工作压力的溢流模式不 同。变加载工作状态下,系统的压力溢流主要是通过来自DCS的电流信号的 输入改变比例溢流阀的开度来进行调节,系统的加载压力随磨煤机负荷的 不同而改变,变加载的主要优点是节能。而定加载的溢流是通过已经整定 好的固定的溢流阀来实现的,整定压力为14.5MPa,定加载工作模式下系统 的压力会维持在14.5MPa不变,这种工作模式下会加剧磨辊的磨损,在磨煤 量较低的情况下有发生磨振动的危险。因此,正常运行时采用变加载的工 作模式。 2、升降磨辊的区别为:磨辊液压油缸进、回油方向不同。两种模式 下,液动换向阀打开,隔绝液压油缸回油直接回液压油箱的管路,然后通 过升降磨辊电磁阀来控制。升磨辊时,液压油从液压油缸下部进入,利用 液压油压力,将磨辊顶升上去,而降磨辊则刚好相反,液压油从油缸上部 进入,利用液压油压力降磨辊压降下来。
磨煤机液压油系统演示幻灯片
15
液 压 油 缸
液 动 换 向 阀
磨 煤 机 液 压 油 系 统 图
4
定升
蓄 能 器
比 例 溢 流 电 磁 阀
/ / /
变降关 加磨开 载辊电 换电磁 向磁换 电换向 磁向阀
双 筒 进 油 滤 油
阀阀
器
液 压 油 泵
磨煤机液压油就地实物图5ຫໍສະໝຸດ 液动液换
液 压 油
压 油 缸
向 阀
缸
蓄
能
器
磨煤机液压油就地实物图
系统不起压的原因及处理方法
#4机最近发生了几次F磨液压油系统不起压的事故,由上面的流程图中我 们可以判断有以下几种可能:
1、液动换向电磁阀误动作或故障 2、变加载工况下比例溢流电磁阀故障 3、定加载情况下溢流阀失灵 4、流量控制阀故障 5、液压油系统管路漏油 6、液压油泵出力不正常
16
1、及时关闭液动换向电磁阀,若不能关闭。倒磨并通知热工更换电磁阀。 事故处理方法:
磨煤机液压油系统工作原理示意简图
2
系统组成及系统图
ZGM113G磨煤机液压油系统主要由电 动机、齿轮泵、比例溢流阀、溢流阀、换 向阀、流量控制阀、单向阀、冷却器、过 滤器、压力变送器等及油缸蓄能器组等组 成。
3
比例溢流电磁阀 定/变加载电磁换向阀
升/降磨辊电磁换向阀 关/开液动换向电磁阀
双筒进油过滤器
电厂磨煤机阿托斯(atos)高压加载油站常见故障现象及处理、判断比例压力阀故障简单方法

电厂磨煤机高压油站常见故障现象及处理通过多年来对电厂的调试和故障处理,对相关的故障现象及如何及时处理总结如下,对以后电厂进行故障咨询时应该能起到相关帮助作用.M1:液动阀开关压力 M2:泵出口压力 M3:升磨辊压力M4:比例溢流阀压力 M5:定加载压力起动油泵后发现压力表上都无压力(原来正常)1.请确认手动阀的手动把柄在工作位置(即在我们面向的左位),手柄在右位此时系统处于自循环状态,压力表无压力显示;一.发现压力表M2,M4和M5都有压力只需要重新发定加载或者变加载指令确定定变方式即可.同时指令延时不一致造成运行人员操作时会出现这种故障(定加载、变加载指令需要脉冲信号30秒以上,其它指令5秒即可).二.发现变加载M4无压力,但切换到定加载后M5压力显示正常1.请确认变加载比例阀的电源24V和加载力信号4mA-20mA是否正常存在,可以通过万用表测量油站上旁边的端子箱测量,端子箱内部编号4和5为电源24V,4为正5为负;2和3为信号线2为负3为正(有的电厂可能掉线不一定,以白线为负,棕线为正);2.比例阀可能阀芯卡死,需要清洗,可以将比例阀整体拆出后逐步将拆开,主要清洗主阀芯位置(有一阀套和弹簧),清洗后再安装进行运行.(具体有不明的地方可向我们公司技术部询问);3.假如前两项处理后还是无加载压力,建议更换新的比例阀,同时需说明一点的是新的比例阀是需要调节的,没有调节的也无法工作,具体调节方法在调试时都已进行了技术培训,假如还有要求可以向我们公司相关人员咨询.三.在定加载的情况下压力也不正常(变小或者无压力),且上面几种情况都正常1.油泵磨损造成,需更换新泵,原因是由于长时间运行及油站中有杂质颗粒在高速运行过程中对油泵造成了磨损;2.泵出口的过滤器滤芯长时间没有进行更换,滤芯已经严重堵塞,造成压力不足;3.泵出口的软管管路磨损有泄漏(有两个电厂出现过这种故障),造成压力有部分损失,可以将油泵拆出后检查泵出口的管路是否正常.四.定变,升辊等电磁阀无法切换1.请确认指令已经到达油站端子箱,即测量在发指令时是否有220V交流电压在对应的端子上,电磁阀插头发光二极管是否会发光,因为很多不能动作的原因就是接线端子松动造成的,这其中包括DCS到中控控制柜部分,中控控制柜到就地磨煤机控制柜,就地控制柜到油站端子箱,需要逐步检查确认;2.请测量电磁阀的线圈是否烧坏,可以将插头取出后用万用表测量对称的两脚,阻值大概为170-180欧姆左右;3.电磁阀内部卡死,此故障可通过手动切换电磁阀两头的应急按钮来判断,如图,电磁阀两头都有小推杆,取掉塑料冒,一头推入代表此侧电磁阀带电,(一定要用力推,不要怕推坏),假如两头都无法推动,可以确认此电磁阀内部阀芯卡死,有杂质在里面,需要清洗或者更换.五.高压油站油温高,冷却水没起作用,长期运行会造成磨损加快1.可以将冷却水投入的温度(一般为60度)设低点,由于是高压运行,油站温度会很高;2.请确认冷却水电磁阀是否安装在回水管路上,有可能电建在安装时会忽略这个问题;3.冷却水的压力和流量不够,造成冷却效果不是很好;4.冷却水电磁阀有杂质卡死,可以将电磁阀拆开进行清洗;5.假如冷却效果还不是很好,可以建议将冷却水电磁阀更换成直通球阀.六.油缸顶部拉杆处渗油这种故障的原因是由于运行时掉下的煤粉及杂质跟着拉杆的长时间动作从而对油缸上部的密封件造成磨损,建议联系我们公司购买防尘罩做预先防护.油缸密封件更换方法:所需工具:油缸密封备件;内六角扳手一套(注意需要大号的);扳手两把;葫芦及吊绳;干净的布条若干.1.将油站停止运行,油站内部管路的压力全部泄掉,侧面回油管路的阀门关死;2.将油缸上的三根油管拆掉,同时需用干净的布条将油管堵好,保证管路的干净程度;3.将油缸侧面的蓄能器及管路拆掉,需注意拆装的顺序及安全性(先将管路拆掉后再拆卸蓄能器);4.将油缸与磨煤机连接处拆掉(见图片所指),此时需用葫芦及吊绳将油缸顶部吊住,防止出现意外,慢慢将油缸往侧面方向放倒,在放倒约45度时可以用内六角扳手拆掉上部连接处的内六角螺栓;5.在油缸放倒的过程中,在油缸中心位置下方放一大块木块(防止油缸上部接触地面而影响油缸上部的拆卸),然后放倒油缸即可,注意保证油缸摆放的稳定安全;6.此时将油缸上面一部分取出后仔细检查上面及内部的密封圈磨损部位,同时将准备好的密封件更换后即可.7.回装的过程就是按拆装的顺序颠倒后即可,这个过程中一定要保证油缸内部的干净程度以及管路的干净,不能用手套进行工作.8.整个过程完成后可以将油站运行进行升降棍的操作试验一下.判断比例压力阀故障简单方法一、把比例阀断电,安全阀稍为扭紧。
Atox 立磨液压油站操作维护手册

ATOX立磨47.5型70001799-1液压设备341714*32L蓄能器解释、操作、维修1.总则1.1范围1.2定义和缩写1.3图例2.设计和工作原理原料磨液压设备用于调节原料磨在运转过程中因磨辊与磨盘挤压而外漏的压力。
这些液压设备也可以被用于在开磨前提升磨辊,在原料磨停车期间或者原料磨运转期间,如果有需要的话,也可以使用液压设备提升磨辊。
2.1施工液压设备由一个液压泵站、三个液压缸(每个液压缸配备2*2个蓄能器以及一套连接液压泵站及液压缸的液压设备)。
附件1,2,3是液压系统的管路图,2.1.1液压泵站泵站由一系列部件构成,部件的数量及型号见单独的部件清单。
某些部件在章节7中给出了解释。
泵站的主要特征如下:邮箱(01)能够存储张紧系统所需要的足够的油量。
油箱随设备一起供货,可以监控油位及油温。
主泵(08)是压力补偿轴向柱塞泵,主泵输油至液压缸及蓄能器。
一个流量计(14)安装在泵的排水管道(drain line)上面。
当泵变旧或者磨损时,排水管道里面的流量会增加。
因此,排水管道内的流量提供了一个关于泵的使用情况的重要的有用的信息。
循环泵(22)是齿轮泵。
循环泵使油通过一个单独分开的回路(这个回路包含油过滤器(33)和油冷却器(37))进行循环。
冷却通过冷却水管上的开关阀(35)控制。
循环泵也可以用来清空或者往邮箱里边注满油。
仪表板(40)上面包含了能显示油压力及温度的仪表。
仪表板上还包括一个压力变送器。
阀组(50)包含一个控制油流进或者流出蓄能器的阀门。
它也包括系统的限压阀(56/57/58)。
阀组(90),每个包含一个插装阀和两个孔口(94和96).见章节72.1.2 液压缸的布置参考附件3和附件5三个托辊通过一个关节头和张紧杆分别独自与一个液压缸连接。
每个液压缸的上半部分(活塞以上)连接至4个液压蓄能器(100)。
蓄能器的作用类似于一个气动弹簧。
它能够使磨辊在运行期间的上下窜动,使油压控制在一个较小的范围内变化。
电厂磨煤机液压油站交流资料

保护和报警:对液压系统中的压力、温度等参数进行监测和报警,及时发现并处理异常情 况,确保设备安全。
液压油站组成
液压油箱 液压泵 过滤器 冷却器 蓄能器
液压油站工作原理
液压油循环原理
添加标题
液压油循环过程:液压油在液压油站中循环流动,通过吸 油、压油和回油等环节实现能量传递和转换。
添加标题
添加标题
过滤器的种类:纸质过滤器、金属 过滤器、烧结过滤器等
过滤器的维护:定期更换滤芯,保 持过滤器的清洁和畅通,防止堵塞 和磨损
液压油冷却原理
液压油冷却方 式:自然冷却、
强制冷却
自然冷却方式: 利用空气自然
对流散热
强制冷却方式: 利用冷却器进 行强制对流散
热
冷却器类型: 风冷式在液压系统中起着传递能量、 润滑和冷却等作用,保证液压系统的正常运行。
添加标题
液压油循环原理:液压油在循环过程中,通过吸油口吸入 液压油箱,经过滤器过滤后进入液压泵,经液压泵加压后 通过管道输送到执行元件,完成能量传递和转换后,再通 过回油管路返回液压油箱,完成一个循环。
液压油冷却器维护保养
定期检查冷却器表面清洁度 定期清理冷却器内部沉积物 定期检查冷却器密封件是否完好 定期检查冷却器连接管道是否畅通
液压油站常见故障 及处理方法
液压油温度过高故障及处理方法
故障现象:液压油温度过高,达到或超过正常范围
原因分析:液压系统设计不合理、冷却器故障、液压油质量差、液压油箱内油位过低
更换液压油过滤器的注意事项:确保液压油箱的清洁,避免杂质进入液压 系统;更换时需按照厂家推荐的型号和规格进行选购
液压油过滤器更换周期的调整:根据实际情况进行调整,如发现液压系统 出现异常或液压油清洁度不够,需及时更换液压油过滤器
磨煤机液压油站 演示文稿

• 流量控制阀
流量控制阀为板式阀,最高使用压
力25MPa,最大调整流量16L /min。 通过调整每个加载油缸回油管路上的流 量控制阀(1,2,3)达到加载油缸提 升同步;通过调整每个加载油缸回油管 路上的流量控制阀(4,5,6)达到加 载油缸下降同步。进行流量调整时,顺 时针转动手轮调节螺钉,流量减小,反 之增大。
• 油泵组
油泵组油马达、齿轮泵、联轴器和 支架组成,油泵通过联轴器与电机连接, 保证齿轮泵与电机间的同轴度,该泵为 定量外啮合齿轮泵,压力等级为21MPa, 功率7.5KW,电压380V,频率50HZ, 转速720r/min,最大流量15L /min, 泵最大工作压力15MPa,从泵轴端看为 逆时针旋转,安装在油箱上盖上,为加 载系统提供动力油源。
GYZ3-25型磨煤机 液压变加载油泵站
目录
•一、概述 •二、高压油系统元件说明 •三、高压油系统的运行 •四、高压油系统的维护
一、概述
•
磨煤机加载系统是磨煤机的重要组成
部分,由高压油泵站、油管路、液动换向
阀、加载油缸、蓄能器等部件组成。其功
能如下:为磨辊施加合适的碾磨压力,加
载压力由电磁溢流阀控制。磨辊所需的碾
换向阀控制油腔,操纵阀芯处于最低位置,
三个加载油缸的回油腔相互隔开,加载油 缸的回油通过流量控制阀和电磁换向阀回 油箱,通过调整流量控制阀,使三个加载 油缸的升降达到同。液动换向阀上装有两 个行程开关,用以发出液动换向阀的位置 信号。
三、高压油系统的运行
• 启动油泵组。
• 液动换向阀驱动电磁阀左位得电,阀换向,阀在 左位。确认液动换向阀阀芯处于最低位。
• 溢流阀
溢流阀的压力调整范围为 7~21MPa.溢流阀1用于设定供油母 管压力,压力设定值为14MPa;溢 流阀2用于设定控制油系统压力,压 力设定值为8MPa;溢流阀3用于设
磨煤机液压油系统

THANKS
感谢观看
02
清洁液压油系统,确保 油箱、管路、阀件等内 部无杂质、水分和空气 。
03
注入规定牌号的液压油 ,并达到规定的油位高 度。
04
检查电气控制系统是否 正常,各传感器、执行 器是否连接可靠。
调试过程记录
按照调试方案逐步进行调试, 记录每一步的调试结果,包括 压力、温度、流量等参数。
对于调试过程中出现的问题, 及时记录并采取相应的处理措 施。
用于控制液压系统中的油液流动方向 ,以实现执行元件的正反转或停止。
流量控制阀
用于调节液压系统中的油液流量,以 改变执行元件的运动速度。
压力控制阀
用于控制液压系统中的油液压力,保 持系统的压力稳定或限制系统的最高 压力。
辅助元件功能介绍
油箱
储存液压油,并起到散 热、沉淀杂质和分离空
气的作用。
滤油器
过滤液压油中的杂质和 颗粒物,保证油液的清
通过液压油的压力实现往 复运动,驱动磨煤机的相 关部件。
控制液压油的流向、压力 和流量,实现磨煤机的各 项操作。
保证液压油的清洁度、温 度和流量等参数在正常工 作范围内。
工作原理及流程
工作原理
液压油系统通过液压泵将液压油加压后,经过控制阀的调节,进入液压马达或液压缸等执行元件,从 而驱动磨煤机运行。在运行过程中,液压油不断循环流动,带走热量和杂质,保持系统的稳定性和可 靠性。
清洗散热器、检查冷却水流量及更换合 适粘度的液压油,以降低油温。
加强设备维护和保养,定期检查液压油 系统各部件的工作状态,及时发现并处 理潜在故障隐患。
更换老化密封件、紧固松动管路及更换 磨损严重的液压元件等,消除系统泄漏 。
检修油泵、清理油路及更换失灵的溢流 阀等,以恢复油压正常。
磨煤机高压油站讲义

磨煤机高压油系统讲义讲课人:郭俊林第一部分﹑高压油系统及各部件简介一﹑高压油系统概述磨煤机加载系统是磨煤机的重要组成部分,由高压油泵站﹑油管路﹑液动换向阀﹑加载油缸﹑蓄能器等部件组成。
其功能如下:为磨辊施加合适的碾磨压力,加载压力由比例溢流阀根据指令信号来控制:同步升起和落下磨辊。
二﹑系统各部件简介(比例溢流阀、节流阀)1﹑油泵油泵型号PFG-327/D,压力等级21MPa,功率11KW,转速970r/min,为加载系统提供动力油源。
2﹑双筒滤油器①油泵出口油滤油器:过滤精度10μm,在用滤芯与备用滤芯可切换使用,压差达0.35MPa报警。
②回油滤油器: 过滤精度5μm, 在用滤芯与备用滤芯可切换使用,压差达0.35MPa报警,压差达0.4MPa开启旁通阀。
保护滤油器滤芯不被压裂。
3﹑三通选择球阀压力等级31.5MPa,正常运行时,压力油直通系统.调试时,通过切换三通选择球阀手柄,使油液经回油过滤器,直接回油箱起旁路滤油的作用。
4﹑出口单向阀开启压力0.04MPa,作用防止油泵停止时油液倒流回油泵,提高泵的稳定性。
5﹑电磁换向阀①加载系统换向阀:两位四通换向阀,弹簧偏置,最高使用压力31.5MPa,该阀在提升磨辊和提升磨辊后至下降前两种工况下电磁铁带电,其他工况下电磁铁不带电。
②控制系统换向阀:两位四通换向阀,弹簧偏置,最高使用压力31.5MPa,该阀在准备提升磨辊﹑提升磨辊﹑磨辊在提升状态﹑下降磨辊工况下电磁铁带电,控制油进入液动换向阀控制油腔,液动换向阀隔断三个加载油缸的回油腔,使三个加载油缸同步升降。
在其他工况下电磁铁不带电。
6﹑溢流阀①加载系统溢流阀:最高使用压力25MPa,压力调整范围0.6-25MPa,用于设定加载系统的安全压力,压力设定值14MPa。
②提升系统溢流阀:最高使用压力25MPa,压力调整范围0.6-25MPa,用于设定提升磨辊的压力,压力设定值8MPa。
③控制油系统溢流阀:最高使用压力25MPa,压力调整范围0.6-25MPa,用于设定控制油系统的压力,压力设定值8MPa。
磨煤机液压系统分析
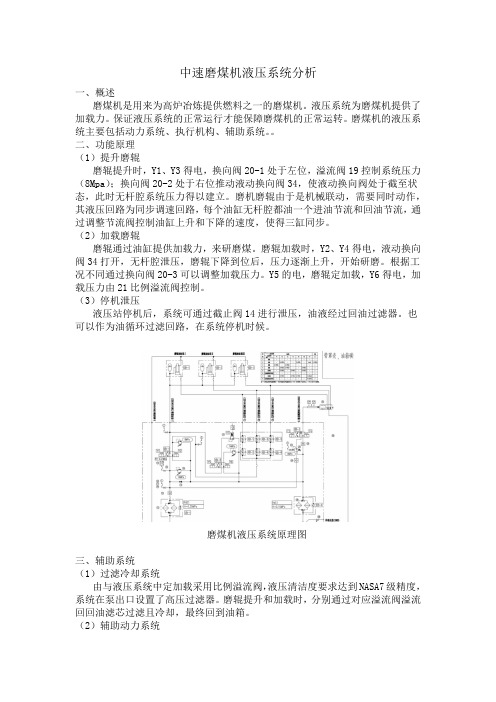
中速磨煤机液压系统分析一、概述磨煤机是用来为高炉冶炼提供燃料之一的磨煤机。
液压系统为磨煤机提供了加载力。
保证液压系统的正常运行才能保障磨煤机的正常运转。
磨煤机的液压系统主要包括动力系统、执行机构、辅助系统。
二、功能原理(1)提升磨辊磨辊提升时,Y1、Y3得电,换向阀20-1处于左位,溢流阀19控制系统压力(8Mpa);换向阀20-2处于右位推动液动换向阀34,使液动换向阀处于截至状态,此时无杆腔系统压力得以建立。
磨机磨辊由于是机械联动,需要同时动作,其液压回路为同步调速回路,每个油缸无杆腔都油一个进油节流和回油节流,通过调整节流阀控制油缸上升和下降的速度,使得三缸同步。
(2)加载磨辊磨辊通过油缸提供加载力,来研磨煤。
磨辊加载时,Y2、Y4得电,液动换向阀34打开,无杆腔泄压,磨辊下降到位后,压力逐渐上升,开始研磨。
根据工况不同通过换向阀20-3可以调整加载压力。
Y5的电,磨辊定加载,Y6得电,加载压力由21比例溢流阀控制。
(3)停机泄压液压站停机后,系统可通过截止阀14进行泄压,油液经过回油过滤器。
也可以作为油循环过滤回路,在系统停机时候。
磨煤机液压系统原理图三、辅助系统(1)过滤冷却系统由与液压系统中定加载采用比例溢流阀,液压清洁度要求达到NASA7级精度,系统在泵出口设置了高压过滤器。
磨辊提升和加载时,分别通过对应溢流阀溢流回回油滤芯过滤且冷却,最终回到油箱。
(2)辅助动力系统系统中在加载油缸的无杆腔设置了蓄能器,这是由于加载过程中,由于负载的变化造成油缸出现振动时,蓄能器能够吸收振动,还可以补充由于液压内泄漏造成压力损失。
四、常见故障分析(1)系统无法建立压力一是停机时磨机的应该处于下降到位,通常此时磨机应该处于加载的状态,然后关闭液动换向阀34,之后再提升磨辊。
若是一开始就是处于提升信号,系统压力通过液控换向阀34流回油箱。
二是系统泄压截止阀没有处于关位置状态导致系统压力无法建立。
(2)系统压力异常在同不同工况下的压力由20-1、20-2、20-3三个溢流阀、比例溢流阀21和减压阀25控制,值得一提是比例溢流阀21上自带安全阀,当安全阀调整螺杆跑位时候会限制系统压力。
磨煤机液压油站使用说明书.
意大利Atos/Scoda公司为北京电力设备厂制造目录液压系统元件清单 (1)油缸组件元件清单 (4)总装图 (5)液压系统原理图 (8)电气接线图 (9)变加载系统说明书 (10)装配、调试和维护指南 (22)元件技术资料 (50)液压系统元件清单用户:北京电力设备总厂设计号:JURONG -ZGM133G-35MG00.21原理图号:1B0091 ASM-600日期:2011/11/23序号数量型号元件1 1 7A0836-01 油箱(920升)2 1 1B0858-01 油箱盖3 1 8A0806-03 液压系统上盖4 1 6A0850-04 人孔盖5 1 8A0806-05 前面板6 1 8A0806-06 顶板7 1 8A0806-07 侧板8 1 06C401 联接板10 1 Y-LVT-127 液位计11 1 Y-FAC-90C 加油口油塞12 1 Y-SAC-050/003 空气滤清器13 1 Y-EH-1/650 加热器14 1 Y-AQO-25 球阀15 1 X-RE-301 冷却器16 1 Y-WSV-12/220AC 10 电磁球阀17 2 Y-9-TR6-B-4-B-C-A-I-J-2-000X00300xx 温度开关18 1 Y-9-3051TG4A2B21AQ4M5 压力变送器20 2 Y-FPF-102/25/S 回油过滤器21 1 Y-AQOT-20 球阀22 1 Y-9-6RN-K2-N4-F1A 回油压差开关23 1 Y-9-14RB-K5-N4-F1A 出口压差开关24 2 Y-T2E 过滤器29 2 DB-15/G 20 单向阀30 2 Y-MELF-7.5KW-4P-B5/132 电动机31 1 Y-LMC6G2 壳罩32 2 Y-GA-122 联轴器33 2 PFG-214/RO 齿轮泵34 1 Y-9-GE3K-12 球阀35 2 Y-FMP-065/1/B/10/VE 高压滤油器36 2 ADR-15 30 单向阀37 1 Y-STDFL-R02-GDID-1-0800 软管38 1 Y-STDFL-RO2-GDID-1-0950 软管39 1 04C107 BLOCCHETTO 油路块40 1 Y-MELF-1.1KW-4P-B5/90 电机41 1 Y-LMC2G1 钟罩42 1 Y-GA-41 联轴器43 1 PFG-128 泵44 1 ADR-10 30 单向阀45 1 6A0501 M5/250 油路块46 2 DHE-0714/WP-X230/50/60AC 电磁阀47 1 Y-STDFL-R01-ICIC-1-0920 软管50 1 6A0502-01 油路块51 1 HR-011 10 单向阀52 1 HMP-011/350/R 20 溢流阀53 3 HMP-014/350/R 20 溢流阀54 3 DHE-0751/2/WP-X 230/50/60AC 24 电磁换向阀55 1 DH-0151 50 手动换向阀56 6 QV-06/11 60 调速阀57 1 AGMZO-TERS-PS-10/210/I 50 比例溢流阀58 1 X-OQ-50 球阀60 1 Y-9-QEL-SER-11C827 电气端子箱61 11 SP-667-220 10 插头63 1 SP-ZM-7P 金属插头65 6 Y-9-113-53-100-250-POST-FLANGIA 测压软管、压力表66 7 Y-AK-04-GOR/M 测压接头70 1 Y-STDFL-R01-IDMP-1-1300 软管71 2 Y-STDFL-R02-IDMP-1-0460 软管74 2 Y-STDFL-R01-GBMM-1-0320 软管75 2 Y-STDFL-R01-GBMM-1-0850 软管80 1 Y-STDFL-MIN-ZBTB-1-0850 软管81 6 Y-STDFL-MIN-ZBXD-1-2650 软管90 1 Y-SI-400G 人孔盖91 1 1B0091-20 支架92 1 10C437 支架94 1 Y-LEF-150-10-SC-2 20 低位液位计95 1 Y-9-NT63-KN-MS-M3-670 电流输出液位计96 1 Y-LEF-650-10-SC-2 20 高位液位计97 1 Y-9-FT-267/2-38 流量稳定器98 1 4A0518-01 盖板99 1 1B0091-00 附件油缸系统元件清单用户:北京电力设备总厂设计号:JURONG- ZGM133-21MG60.11.14原理图号:0B0872日期:2011/11/25A型序号数量型号元件1 1 Y-AS-15-P-360-CG8P4 蓄能器2 1 0B0872-01 支撑3 1 Y-AK-04-GOR/M 测压接头4 1 10K0363CC-9-250/160*0400-S001**AL-B1X1油缸99 1 0A0872-00 附件随机配件清单序号数量型号元件1 2 Y-9-PC-250B11 充氮工具3 12 W-9-OR108 O型密封4 4 W-OR-123 O型密封5 2 W-OR-109 O型密封10 12 W-OR-117 O型密封20 4 W-9-ORM0090-15 O型密封21 4 W-9-0RM0120-20 O型密封60 16 SP-PP-102/A25 滤芯61 16 SP-HP-65/A10 10 滤芯80 1 Y-9-TR-B-4B-CA-I-J-2-000X00300XX 温度开关81 1 Y-9-3051TG-4A2B21AQ4M5 压力变送器82 1 Y-9-14RB-K5-N4-F1A 差压开关83 1 Y-9-6RN-K2-N4-F1L 差压开关90 4 PFG-214/RO 泵91 8 Y-GA-122 联轴器95 2 SP-G1-10K0363-CC-9-250/160 油缸密封磨煤机变加载系统说明书一、工作原理及操作须知磨煤机液压变加载系统是磨煤机的重要组成部分,由液压泵站、管路、加载油缸、蓄能器等部件组成。
电厂磨煤机ATOS液压油站交流资料.
三、如何实现变加载
磨煤机液压变加载系统由高压油泵 站、油管路、加载油缸、蓄能器等部件 组成。大家先参考以下的原理图:
1、变加载原理图
2、原理分析-1
液压系统为磨辊提供随负荷变化而变化的碾磨压力,其 大小由比例溢流阀根据负荷变化的指令信号来控制液压系统的 压力来实现。指令信号一般情况下是由给煤机取出的。高压油 泵站安装在靠近磨煤机的基础上,加载油缸和蓄能器安装在磨 煤机上,三个带蓄能器的油缸由高压油泵站提供动力。高压油 泵站用管道连接到加载油缸上,连接管道采用20号冷拨无缝钢 管,管道需经酸洗钝化处理,管路连接用焊接式管接头。油箱 容积920L,第一次加油量约820L。采用YB-N46抗磨液压油,油 液从空气滤清器加入,并需经过过滤精度≤10μ m的过滤机过滤。 在高压油系统设备和管路全部安装完后,高压油系统必须打油 循环,当高压油系统油液清洁度达到NAS1638标准八级时,高 压油系统方可投入运行。
6、磨煤机液压系统主要元件说明-4
2-8、序号29,电磁换向阀 电磁换向阀为二位四通换向阀,带钢球定位,因而电磁铁不必 常带电。最高使用压力35MPA,交流电源220V、50Hz,最大流 量60L/ min。电磁铁得到变加载运行信号后,换向阀在左位,系 统为变加载运行;电磁铁得到定加载运行信号后,换向阀在右 位,系统为定加载运行。在比例溢流阀 31 发生故障的情况下, 系统切换到定加载方式下运行,此时可以更换比例溢流阀。定 加载运行作为系统的一种备用状态,建议在比例溢流阀发生故 障情况下临时备用,必须尽快更换比例溢流阀,定加载运行时 间越短越好。 2-9、序号23,调速阀 该阀为叠加式单向节流阀,最高使用压力35MPA,最大调整 流量30L/ min。该阀用于降磨辊时控制其磨辊的下降速度,以防 止磨辊快速下降,而对磨辊的上升速度却无影响。但切不可关 闭节流阀,否则磨辊无法下降。
磨煤机-液压站-操作培训.教学内容

磨煤机主要组成部分及作用
主电机、减速机、下架体、石子煤箱、下架体密封环、磨盘座和刮板机构、 喷嘴环、中架体、磨辊、加压装置、拉杆机构、分离器、密封风管路(密封 风分四路到达磨辊密封、拉杆密封、分离器密封和下架体密封部位)、 防爆蒸汽管道、液压系统、润滑油系统、盘车装置
加载系统原理图
磨煤机碾磨干燥区工作示意图
3)高速磨煤机(n=400-1500r/min) 风扇磨煤机,如S 、N等。
MPS160辊盘式磨煤机
我厂选用MPS160辊盘式磨煤机,MPS型中速磨煤机是由德国 Babcock公司设计制造的一种辊盘式中速磨煤机。
M 表示磨煤机,德文中muhle的第一个字母 P 表示磨辊为钟摆式结构,德文Pendeln的第一个字母 S 表示磨盘为碗式结构,德文Schussel的第一个字母 160表示磨盘节圆直径1600mm
投煤前准备工作
• 1、投入油枪,使炉膛温度达到投煤要求; • 2、提前运行磨煤机润滑油站(确保各部分已送电),确保减速机高速轴润滑
油管路畅通; • 3、检查石子煤箱上闸门开,下闸门关,活动石子煤箱就位; • 4、启动磨煤机液压泵,提升磨辊到位; • 5、铺煤启动盘车电机暖磨(首次投煤或磨煤机检修后);
至最小设定值时,停止给煤,磨煤机空转30秒左右,物料大致排空后,抬辊
停磨。
•
磨机物料排空具体时间可以从操作实践逐渐得出。为保证安全,在执行
磨机停机程序后,应立即降低磨机出口温度,以免磨内残存的物料散热而使
温度升高。
紧急停磨
• 下列情况需紧急停磨:
•
紧急停磨条件满足;手动紧急停磨;
• 具体操作:
•
紧急关断磨煤机入口一次风隔绝门。
磨煤机液压站操作培训
ATOX磨主减油站工作原理及巡检注意事项讲义
立磨主减油站工作原理及注意事项讲义本次课程要紧以立磨稀油站工作原理及巡检注意事项为目的,是培训稀油站工作原理及巡检注意事和应付技术的一门课程。
增强平安教育,旨在树立员工平安意识,培育员工在现场巡检情形下的技术和处置问题能力。
课程的大体内容由以下几部份组成:第一,咱们简述稀油站工作原理和结构;在主机启动前,先启动低压泵,当低压供油压力正常后,启动吸口联于低压管道上的高压油泵,高压油经高压单向阀送往静压轴承,当高压达必然值时,主机就可启动、低速运行或停止,主机正常后,就能够够停止高压泵(低速运行除外)但低压油泵必需正常供油,低压泵从油箱吸油后经单向阀、双筒网式过滤器、冷却器后亦送往静压轴承,保护主机正常运行;假设主机停机后,尚要按时由高压泵和低压泵供油,那么由时刻继电器进行操纵其向润滑点断续供油。
高、低压力的具体数值别离由系统中高低压平安阀操纵。
主机正常运行时,低压泵一台工作,一台备用,若系统压力下降到某值时,备用泵启动投入运行,达到正常压力时备用泵停止。
若备用泵启动手压力仍下降到某一更低值时,就应发出报警讯号,考虑主机停车。
高压柱塞泵有故障时,可由备用手动油泵供油。
MLS3626稀油站要紧由油箱(其内装有磁网过滤器)、低压装置、高压油泵装置、双筒网片式过滤器、冷却器、手动高压油泵、管道、阀门、仪表盘及电控柜等组成。
工作时,油液由齿轮泵从油箱吸出,经、双筒网式油滤器、列管式,被直接送到设备的润滑点。
油站的最高供油压力为,最低供油压力为,依照润滑点的要求,通过调剂平安阀确信利用压力,当油站的工作压力超过平安阀的调定压力时,平安阀将自动打开,多余的油液即流回油箱。
正常工作时,油泵一台工作、一台备用。
有时设备耗油量由于某种缘故需要增加时,那么系统压力下降,当降到调定值时,通过调剂,备用泵自动开启,与工作泵一路工作,直到压力正常时,备用泵自动停止。
假设油压继续下降到另一调定值时,那么通过另一压力操纵器调剂,发出事故警报。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6、磨煤机液压系统主要元件说明-4
2-8、序号29,电磁换向阀 电磁换向阀为二位四通换向阀,带钢球定位,因而电磁铁不必 常带电。最高使用压力35MPA,交流电源220V、50Hz,最大流 量60L/ min。电磁铁得到变加载运行信号后,换向阀在左位,系 统为变加载运行;电磁铁得到定加载运行信号后,换向阀在右 位,系统为定加载运行。在比例溢流阀 31 发生故障的情况下, 系统切换到定加载方式下运行,此时可以更换比例溢流阀。定 加载运行作为系统的一种备用状态,建议在比例溢流阀发生故 障情况下临时备用,必须尽快更换比例溢流阀,定加载运行时 间越短越好。 2-9、序号23,调速阀 该阀为叠加式单向节流阀,最高使用压力35MPA,最大调整 流量30L/ min。该阀用于降磨辊时控制其磨辊的下降速度,以防 止磨辊快速下降,而对磨辊的上升速度却无影响。但切不可关 闭节流阀,否则磨辊无法下降。
磨煤机液压油站交流资料
目
录
一、何为变加载液压系统? 二、变加载液压系统的优点有哪些? 三、如何实现变加载? 四、变加载油站的使用和维护 。 五、常见问题及注意事项 。
一、何为变加载液压系统?
变加载液压系统是磨煤机的重要组成部 分,变加载液压系统是指磨煤机磨辊的加载 力可以按照要求实现变化的液压系统。通常 磨煤机的加载力是和给煤机的信号相连的。 发电的负荷决定了给煤量的大小,给煤量的 大小决定了加载力的大小。变加载液压系统 就是为了满足不同的给煤量需要不同的加载 力而设计的液压系统。为了实现更好的可靠 性,变加载液压系统也可以实现定加载,但 定加载只是在变价载出现故障时的一种备用 状态。
2、原理分析-5
该磨煤机在正常启动和运行情况下不需升降磨辊。当检修或 其他特殊情况下需要升降磨辊时,关闭回油截止阀43,通过切 换手动换向阀21来实现。升磨辊时:手动换向阀21在右位!油 泵15从油箱中吸油,油液经切换阀16,滤油器17,单向阀18, 手动换向阀21,升降磨辊调速阀23,进入加载油缸无杆腔。升 磨辊压力由升磨辊压力溢流阀22.2调整,压力表M2显示该压力。 加载油缸有杆腔的油液经冷油器,最后回到油箱。降磨辊时: 手动换向阀21在左位!油泵15从油箱中吸油,油液经切换阀16, 滤油器17,单向阀18,手动换向阀21,进入加载油缸有杆腔。 降磨辊压力由溢流阀20调整,压力表M1显示该压力。加载油缸 无杆腔的油液经升降磨辊调速阀23,手动换向阀21,冷油器44, 最后回到油箱。降磨辊的速度由升降磨辊调速阀23调整。加载 系统工作时回油截止阀43必须全部打开,便于油缸无杆腔从油 箱补油,防止形成真空;在高压油泵站停止运行需要进行检修 或升降磨辊时关闭该阀。
6、磨煤机液压系统主要元件说明-3
2-6、序号20、22,溢流阀 溢流阀为叠加式阀,最高使用压力 35MPA ,压力调整范围 1.5-35MPA,最大流量35L/ min。20溢流阀用于设定加载系统的 总压力,压力设定值17MPA。22.1溢流阀用于设定定加载的压力, 压力设定值14MPA; 22.2用于设定升磨辊的压力,压力设定值 8MPA。 2-7、序号31,比例溢流阀 比 例 溢 流 阀 板 式 连 接 , 公 称 通 径 10mm , 最 大 调 节 压 力 21MPA,最低调节压力0.7MPA,最大流量200 L/ min,直流电 源24V ,输入信号为 4-20MA ,控制油内控内泄。该阀是先导控 制的锥阀式溢流阀,用于控制加载压力,压力的大小与输入电 流 信 号 成 比 例 , 4MA 对 应 压 力 为 5MPA , 20mA 对 应 压 力 为 15MPA,手动螺钉调节压力为15.5MPA。
2、原理分析-3
指令信号为4-20MA的电流信号,4MA对应的加载压力为最低 加载压力,一般情况下我们设置为 5MPA ,具体数值由现场确 定,确定依据为北京电力设计数据和现场电厂的要求;20MA对 应的最大加载压力一般为15MPA,具体数值由现场确定,确定 依据为北京电力设计数据和现场电厂的要求。(备注:其实变 加载情况下,加在油缸上的加载力是 M1 和M3 中间的一个数值, 因为经过手动阀和定位换向阀后会产生一定的压降,现场产生 的压降总和大约为 1.5MPA 。现场调试时我以 M1定5-15MPA,因 为这样能够使系统最高的压力低一点,这样实际加载在油缸上 的压力会小一点,不过现场验证完全能满足要求。) 在比例溢流阀 31 发生故障,变加载功能无法实现的情况下, 系统发出定加载运行指令信号。
3、减少磨盘的震动
当给煤机给煤量较小的时候,定加 载运行的状态下,磨盘的震动会很大; 而如果是在变加载状态下运行,磨盘的 震动会很小,主要是因为给煤量较小的 时候,变加载的力要比定加载的力小的 多。所以变加载磨盘的震动会比定加载 磨盘的震动要小,磨盘的寿命也会相对 的提高。
4、两套系统保证运行更稳定ቤተ መጻሕፍቲ ባይዱ
三、如何实现变加载
磨煤机液压变加载系统由高压油泵 站、油管路、加载油缸、蓄能器等部件 组成。大家先参考以下的原理图:
1、变加载原理图
2、原理分析-1
液压系统为磨辊提供随负荷变化而变化的碾磨压力,其 大小由比例溢流阀根据负荷变化的指令信号来控制液压系统的 压力来实现。指令信号一般情况下是由给煤机取出的。高压油 泵站安装在靠近磨煤机的基础上,加载油缸和蓄能器安装在磨 煤机上,三个带蓄能器的油缸由高压油泵站提供动力。高压油 泵站用管道连接到加载油缸上,连接管道采用20号冷拨无缝钢 管,管道需经酸洗钝化处理,管路连接用焊接式管接头。油箱 容积920L,第一次加油量约820L。采用YB-N46抗磨液压油,油 液从空气滤清器加入,并需经过过滤精度≤10μ m的过滤机过滤。 在高压油系统设备和管路全部安装完后,高压油系统必须打油 循环,当高压油系统油液清洁度达到NAS1638标准八级时,高 压油系统方可投入运行。
2、减少日常的检修工作
由于变加载的加载力会随着给煤量 的变化而变化,不像定加载那样始终为 最大,所以磨辊和磨盘之间的压力不像 定加载那样始终为最大,当投煤量不是 最大时,磨辊和磨盘之间的压力会减小, 摩擦力也会相对的减小,磨辊和磨盘的 磨损会相对的减小。特别是磨辊磨损的 减小会延长磨辊的使用寿命,减小磨辊 日常的维护和检修工作。
2、原理分析-2
在原始状态:手动换向阀21在中位!油泵15从油箱中吸油,油 液经切换阀 16 ,滤油器 17 ,单向阀 18 ,手动换向阀 21 ,最后回 到油箱。此时,系统处于自循环滤油状态。滤油压力由压力表 M1显示。 系统发出变加载运行指令信号,磨煤机变加载运行时:手动 换向阀21在左位,电磁换向阀29在左位!油泵15从油箱中吸油, 油液经切换阀16,滤油器17,单向阀18,手动换向阀21,主油 路进入加载油缸有杆腔为磨辊施加碾磨压力。比例溢流阀29, 回油过滤器44,最后回到油箱。加载油缸无杆腔经回油截止阀 直接与油箱相通。此时,系统处于变加载运行状态。系统总压 力由溢流阀20调整,压力表M1显示该压力;加载压力由比例溢 流阀31调整,压力表M3显示该压力,加载压力与指令信号成正 比例关系,即加载压力随给煤量的变化而改变,这是磨煤机的 正常工作状态。
2、原理分析-4
磨煤机定加载运行时:手动换向阀21在左位,电磁换向阀 29在右位!油泵15从油箱中吸油,油液经切换阀16,滤油器17, 单向阀18,手动换向阀21,主油路进入加载油缸有杆腔为磨辊 施加碾磨压力。电磁换向阀29将旁路与比例溢流阀31切断,因 此,比例溢流阀31不起作用。系统经过泄油溢流阀22.1,冷油 器44,最后回到油箱。加载油缸无杆腔经回油截止阀43直接与 油箱相通。此时,系统加载压力由溢流阀22.1调整,压力表M4 显示该压力,加载压力恒定,系统处于定加载运行状态。加载 压力与指令信号无关,即加载压力不随给煤量的变化而改变, 而是一个定值,这是在比例溢流阀31发生故障的情况下的一种 备用工作状态。定加载的压力,一般情况下我们设置为14MPA, 具体数值由现场确定,确定依据为北京电力设计数据和现场电 厂的要求。(备注:定加载压力设定时我们以M4为准,实际加 载在油缸上的压力要比14MPA大一点, 现场验证M4设定为14MPA 完全能满足要求。)
由于变加载液压系统也可以实现定 加载的功能,两套加载方式可以互相快 速、方便地转换,从而使运行更有保障, 使磨煤机能够更长时间的运行,减少或 避免停磨煤机的时间。通俗地说也就是 变加载运行,定加载备用。
5、使磨煤机出煤的颗粒更均匀
由于变加载的加载力始终和给煤机 的给煤量相适应,所以磨煤机在变加载 状态下出煤的颗粒要比定加载状态下出 煤颗粒均匀,更利于燃烧。
二、变加载液压系统的优点有哪些?
由于变加载系统的加载力是和磨 煤机的给煤量相匹配,是会随着给煤 量的变化而变化的,所以有以下的优点:
1、节省能量
由于磨辊的加载力随给煤量的变化而变 化,所以在低负荷的时候会比定加载的能耗 降低。举个例子:由于定加载的加载力始终 不变,并且为磨煤机最大出力时所需要的最 大压力值。假如平时工作时的出力为最大处 力的70%,那么定加载的加载力仍为最大, 而变加载的加载力就会自动变小到70%,从 而使此时变加载的力要小于定加载的力,减 速机等的设备能耗就会相应的降低。
6、磨煤机液压系统主要元件说明-2
2-4、序号18,单向阀 单向阀管式连接,公称通径 3/4〃,压力等级 35MPA ,开启压 力0.5MPA,额定流量300L/min。该阀的作用是在更换滤芯时防 止工作滤筒的油液倒流。 2-5、序号21,手动换向阀 手动换向阀为三位四通换向阀,钢球定位,最高使用压力 35MPA,允许背压16MPA。最大流量50L/min。该阀为控制磨辊 升降的换向阀。在中位时,阀的P口和T口通,系统在滤油状态。 在左位时,阀的P口和B口通,A口和T口通,系统在正常加载或 降磨辊状态。在右位时,阀的P口和A口通,B口和T口通,系统 在升磨辊状态。正常运行时该阀保持在左位!只有在检修的情 况下需要升降磨辊时手动阀才打在右位。此时必须要关闭回油 截止阀43,才能通过操纵该阀升降磨辊!