AXL-8自动硅片上下料装置技术文档
AXL-8自动硅片上下料装置技术文档详解
无锡市帕普勒自动化科技有限公司报价单致:青海锦国兴新能科技有限公司下列报价为人民币含税价:无锡市帕普勒自动化科技有限公司ASL-5自动硅片下料装置技术协议1. 设备简介1.1 设备名称:自动硅片下料装置1.2 型号: AXL-51.3 设备用途:将5道在线制绒或刻蚀设备中的硅片装入用户指定的篮具中。
整个过程只需定期把篮具放置于自动换篮组件上,大大降低人工强度,降低碎片率,减少手工跟硅片的接触,避免了人为因素对硅片的污染,有效地提高了成品率和转换率,创造可观的经济效益。
2.主要技术参数3.电气控制系统PLC 控制,设备的工艺动作及各项工艺参数,可以通过触摸屏直接设置和操作,人机界面有程序过程控制、故障报警、安全保护等功能。
4.设备结构及原理4.1 下料设备局部示意图及工作流程4.1.1 下料流程示意图(■代表硅片)4.1.2 设备主要工作流程●硅片由在线设备纵向传送皮带传送,纵向传送皮带分为两段,前段为恒速皮带;●纵向传送皮带后段将硅片加速传送至横向传送皮带上方;● 5 组纵向传送皮带在在气缸整体驱动下下降,将硅片平稳过渡到横向传送皮带上;●横向传送皮带为5段,由微电脑智能判断分别向左和右传送,横向传送皮带由外向内依次启动;●正常状况下硅片经过缓存、装片的皮带传送结构直接装入篮具,篮具的升降由伺服电机实现;●空篮具放在左右两侧自动换篮组件上层的入口;●同步带传送机构将篮具传送至篮具传送升降机构,篮具传送机构下降将篮具传送至装片区;●篮具装满后由同步带传送至自动换篮组件下层的出口;●篮具更换时硅片存入缓存结构的暂存盒内;●整个过程只需要把篮具放置于自动换篮组件上,大大降低人工强度,降低碎片率,减少手工跟硅片的接触,避免了人为因素对硅片的污染,有效地提高了成品率和转换率,创造可观的经济效益。
4.1.3 主要结构●纵向传送机构:由两段传送带组成,恒速段传送皮带的带速与在线设备匹配,硅片脱离恒速段后加速,拉开与下一组片之间的间距。
全自动硅片上料机
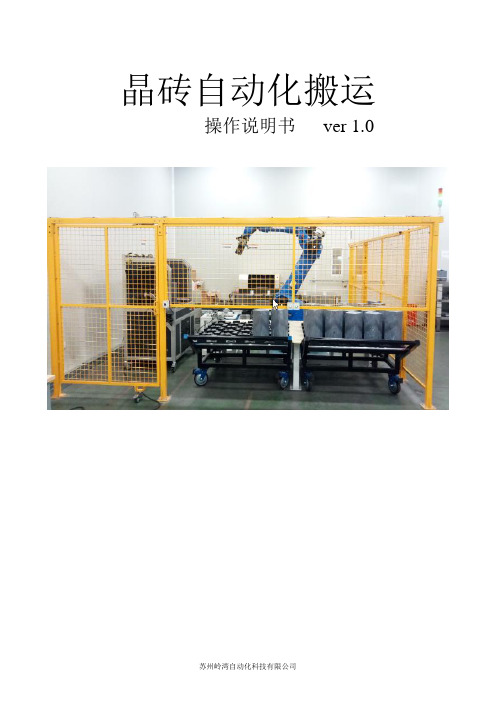
晶砖自动化搬运操作说明书ver 1.01.机器结构图3.机器基本参数1)电源规格: 380V AC/50Hz2)气源要求(kgf/c㎡):4-6 kgf/c㎡二. 安全本机器为自动化生产设备,必须由经过设备厂家培训的专门人员进行操作或维修保养。
所有有资格操作、维护和维修本设备的人员都必须阅读本章。
如有不明请咨询相关设计人员。
1. 人员安全事项1)运转过程中,严禁人员接近或触摸机器运转部位,以免发生危险。
2)运转过程中严禁保养维修。
3)设备启动前确定操作和维护保养人员皆已离开设备。
4)维护保养时,应先确认电源,气压源皆已关闭,方可进行维护保养。
5)未经授权许可,任何人不得拆除设备的安全装置或对设备的安全装置进行改造。
6)人员进入机器内部维护时必须正确佩戴安全帽。
2. 设备安全事项1)启动电源及气源前,请确认机台有可靠接地;请清除机台工作位置物料及杂物并确认各气缸在初始位置,以免发生危险或故障.2)开关机请按正常作业步骤。
3)气缸节流阀已配合各机构调整至最适状态,严禁擅自调整。
4)如设备移动重新联结动力电源时,请确认动力电源规格。
5)每日作业前应对设备进行点检,严禁设备带故障运转。
6)只有经授权的人员才能知道手动操作所需的密码。
3. 急停按钮与警示灯说明。
当发生紧急情况的时候,可以通过快速按下此急停按钮来达到保护的措施。
绿灯----机器自动运转中。
黄灯----表示机台动作暂停中或安全门未关好。
三机器操作流程介绍及注意事项一个大锭共49块晶砖,分别按要求摆放到两辆上料小车上,第一车25块晶砖,第二块24块晶砖。
机器人搬运晶砖依次通过上料小车,电阻率测量,尺寸测量,红外测量,少子检测,划线,最后摆放到下料小车。
1 按顺序摆放晶砖到上料小车上(注意区分上料小车和下料小车)。
第一车晶砖顺序第二车晶砖顺序2 将上下料小车推到固定位置,踩住刹车。
注意上下小车的边缘要紧靠归正(如红色线标识),如果小车与归正之间间隙过大会导致机器人取放晶砖时撞晶砖。
硅片自动上下料设备的研制
方 式 移 动 , 完成 硅 片 的 自动化 上 料 ;下 料 部 分 ,采 用直 流 电
机传送系统将硅片从在线设备中传送至花篮中。 2 设 备 技 术 参 数 及 工 艺流 程 . 2 22 1技 术 参 数 ..
① 装 片 最 大效 率 : 3 0 6 0片 / 时 小 ② 碎 片率 : ≤ 1 1 0 ( / 0 0 不含 本身 缺 陷片 )
[ s r c ]T i ei x o n e en c si f h uo tcla ig& u la ige up n ho g n lzn Ab t a t h st sse p u d dt e e st o ea t mai o dn h h y t no dn q ime t r u ha ay ig t
21 0 2年 第 6期 第3 4卷 总 第 2 6期 1
物 流 工 程 与 管 理
LOGl ENGI STI CS NEER l AND NG MANAGEMENT
设 备设 施
d : 0 3 6 / .i s . 6 4 4 9 . 0 2 0 . 5 oi 1 . 9 9 j n 1 7 — 9 3 2 1 . 6 0 3 s
【 中图分 类号 】G 5 . 369
【 文献标识码 】 A
【 文章编 号】 1 7 — 9 3(0 2 60 2— 2 6 4 4 9 2 1 )0 — 1 3 0
De l pi fSiion W a e ut atcLoa ng Unl a ngE q pm e veo ng O lc f rA om i di & o di ui nt
③工 位 数 :5工位
目前 在 太 阳能 电池 制造 的各 个 工 序 过 程 中 ,需 要 对 硅 片 进 行 不 同方 式 的上 下料 : 线 式 清 洗 制 绒 工 序 和 刻 蚀 工 序 中 , 在 目前 的上 料 方 式是 人 工 将 堆 叠 的 硅 片 分 别 并 排 放 置 在 5 清 道 洗 制 绒 或 刻 蚀 设 备 上 , 下料 方 式 是 人 工 将 制 绒 或 刻 蚀 后 的 硅 片 从 5 清 洗 制 绒 或 刻 蚀 设 备 上 收 回并 装 入 到 花 篮 中 ; 扩 散 道 在
全自动硅片上下料机的称重控制系统开发

电子工艺技术Electronics Process Technology3022020年9月第41卷第5期摘 要:太阳能电池片(硅片)制绒与刻蚀工艺前后,称重计算得出的硅片减膜量可以反映工艺设备中的液体成分是否达标。
作为主要传输设备的全自动硅片上下料机配置了称重系统。
为了解决人工称重带来的误差大、效率低与稳定性差等问题,通过FINS/UDP命令建立了PLC与上位机之间的数据交换,开发了称重数据库。
通过大量生产测试后验证了称重系统的稳定性和可行性,有效地增强了全自动硅片上下料设备的自动化程度。
关键词:太阳能电池片;称重系统;FINS/UDP命令;数据库中图分类号:TM914 文献标识码:A 文章编号:1001-3474(2020)05-0302-03Abstract: Before and after the texturing and etching process of solar cells (silicon wafers), the film reduction amount of silicon wafer calculated by weighing can reflect whether the liquid content in the process equipment is up to the standard. As the main transmission equipment, the automatic wafer loading and unloading machine is equipped with weighing system. In order to solve the problems of large error, low efficiency and poor stability caused by manual weighing, the data exchange between PLC and upper computer is established by FINS/UDP command, and the weighing database is developed. The stability and feasibility of the weighing system are verified after a large number of production tests, which effectively enhances the automation degree of the automatic wafer loading and unloading equipment.Key Words: solar cell; weighing system; FINS/UDP command; database Document Code: A Article ID: 1001-3474 (2020) 05-0302-03全自动硅片上下料机的称重控制系统开发Development of Weighing Database for Automatic Silicon Wafers Loading andUnloading Machine席思南,赵忠志XI Sinan, ZHAO Zhongzhi(中国电子科技集团公司第二研究所,山西 太原 030024)( The 2nd Research Institute of CETC, Taiyuan 030024, China )作者简介:席思南(1990- ),男,硕士,毕业于内蒙古大学,工程师,主要从事太阳能自动化设备研究工作。
一种硅片分选机的自动下料装置[实用新型专利]
![一种硅片分选机的自动下料装置[实用新型专利]](https://img.taocdn.com/s3/m/0c6490ae33687e21ae45a910.png)
专利名称:一种硅片分选机的自动下料装置专利类型:实用新型专利
发明人:杨定勇
申请号:CN201920920989.6
申请日:20190619
公开号:CN210516689U
公开日:
20200512
专利内容由知识产权出版社提供
摘要:本实用新型涉及机械设备技术领域,且公开了一种硅片分选机的自动下料装置,包括分选机本体,所述分选机本体底部的右侧固定连接有第一支撑杆。
该硅片分选机的自动下料装置,通过第一电机的使用,电机带动送料盘在分选机本体的内部转动进行检测,通过第二电机和动力盘的配合使用,第二电机带动动力盘转动,动力盘的转动带动动力杆以动力盘为圆心转动,动力杆带动往复杆在套块的内部上下运动,将旋转运动转换成为直线运动,通过下料盘的使用,下料盘和送料块活动连接,往复杆的上下运动带动推杆上下运动,从而使下料盘被抬起,下料盘内部的硅晶片下落到下料板上,实现了方便下料的目的,提高了工作效率的目的。
申请人:扬州晶樱光电科技有限公司
地址:225600 江苏省扬州市高邮市经济开发区凌波路86号
国籍:CN
代理机构:北京科家知识产权代理事务所(普通合伙)
代理人:艾秀丽
更多信息请下载全文后查看。
一种硅片自动化上料装置[实用新型专利]
![一种硅片自动化上料装置[实用新型专利]](https://img.taocdn.com/s3/m/d6cc2a743d1ec5da50e2524de518964bcf84d2b9.png)
专利名称:一种硅片自动化上料装置专利类型:实用新型专利
发明人:谢立平,林锐,李唐
申请号:CN202122217424.1
申请日:20210914
公开号:CN216104863U
公开日:
20220322
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种硅片自动化上料装置,包括底座,所述底座的顶部通过螺栓固定连接有存料台和支撑柱,所述存料台位于支撑柱的一侧,且存料台的内部通过螺栓固定连接有第一气缸,所述第一气缸的一侧外壁上通过伸缩杆固定连接有升降板,所述存料台的一侧内壁上通过胶水粘黏连接有橡胶垫,所述存料台的一侧外壁上通过螺栓固定连接有第二气缸。
该硅片自动化上料装置,通过推板的水平移动,并在橡胶垫的限位下,可以使得堆叠硅片顶部的硅片错位,避免硅片之间重合吸附在一起,从而便于在后续的负压吸附下使得顶部的硅片与下方的硅片有效的分离,避免下方的硅片在吸附力的作用下被带起来而造成摔落损坏的问题,保证上料的稳定性。
申请人:昆山莱崎龙精密技术有限公司
地址:215300 江苏省苏州市昆山市玉山镇环庆路2980号中节能产业园二期47栋
国籍:CN
更多信息请下载全文后查看。
用于传送硅片的自动上料台 - 实用
说明书用于传送硅片的自动上料台技术领域本实用新型涉及一种自动上料台,尤其涉及一种用于传送硅片的自动上料台。
(若有问题,请直接在修订模式下修改,谢谢)5背景技术自动上料机是工业生产中常用的设备。
图1为现有的自动上料台结构示意图。
请参见图1,现有的用于传送硅片的自动上料台,一般包括上料传输带8,所述上料传输带8上设置有上料舌头7。
硅片5装在花篮4中,花篮4上有花篮固定夹3,10花篮4固定在花篮固定基座6上。
花篮4中的硅片5经由上料舌头7送到上料传输带8上。
现有设备容易导致硅片面的参差不齐,在上料舌头7将硅片5送至上料运输皮带8上时出现定位不准。
特别是在设备全面提速的情况下由于花篮在突然停止时的惯性太大,可能会导致大量碎片且严重影响生产。
15实用新型内容本实用新型所要解决的技术问题是提供一种用于传送硅片的自动上料台,提高硅片送至上料运输皮带时的定位精度,防止产生硅片碎片。
本实用新型为解决上述技术问题而采用的技术方案是提供一种用于传送硅片的自动上料台,包括上料传输带,所述上料传输带上设置有上料舌头,其中,所述20上料舌头上方设置有不锈钢支架,所述不锈钢支架上设置有橡皮条。
上述的用于传送硅片的自动上料台,其中,所述不锈钢支架为薄片状不锈钢支架。
本实用新型对比现有技术有如下的有益效果:本实用新型提供的用于传送硅片的自动上料台,通过不锈钢金属支架加一个橡胶档条组成。
利用金属和橡胶在受力25变形的状态下,当力撤除后可以自动恢复的弹性形变现象,而橡胶档条和硅片接触也能很好的保护硅片,不至于使其突然受力而破碎。
附图说明图1为现有的用于传送硅片自动上料台结构示意图;图2为本实用新型用于传送硅片的自动上料台结构示意图。
图中:1 不锈钢支架2 橡皮条3 花篮固定夹54 花篮5 硅片6 花篮固定基座7 上料舌头8 上料传输带具体实施方式下面结合附图和实施例对本实用新型作进一步的描述。
10图2为本实用新型用于传送硅片的自动上料台结构示意图。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无锡市帕普勒自动化科技有限公司
报价单
致:青海锦国兴新能科技有限公司
下列报价为人民币含税价:
无锡市帕普勒自动化科技有限公司
ASL-5自动硅片下料装置技术协议
1. 设备简介
1.1 设备名称:自动硅片下料装置
1.2 型号: AXL-5
1.3 设备用途:将5道在线制绒或刻蚀设备中的硅片装入用户指定的篮具中。
整个过程只需定期把篮具放置于自动换篮组件上,大
大降低人工强度,降低碎片率,减少手工跟硅片的接触,避免了人
为因素对硅片的污染,有效地提高了成品率和转换率,创造可观的
经济效益。
2.主要技术参数
3.电气控制系统
PLC 控制,设备的工艺动作及各项工艺参数,可以通过触摸屏直接设置和操作,人机界面有程序过程控制、故障报警、安全保护等功
能。
4.设备结构及原理
4.1 下料设备局部示意图及工作流程
4.1.1 下料流程示意图(■代表硅片)
4.1.2 设备主要工作流程
●硅片由在线设备纵向传送皮带传送,纵向传送皮带分为两段,前段为恒速皮带;
●纵向传送皮带后段将硅片加速传送至横向传送皮带上方;
● 5 组纵向传送皮带在在气缸整体驱动下下降,将硅片平稳过渡
到横向传送皮带上;
●横向传送皮带为5段,由微电脑智能判断分别向左和右传送,横向传送皮带由外向内依次启动;
●正常状况下硅片经过缓存、装片的皮带传送结构直接装入篮具,篮具的升降由伺服电机实现;
●空篮具放在左右两侧自动换篮组件上层的入口;
●同步带传送机构将篮具传送至篮具传送升降机构,篮具传送机构下降将篮具传送至装片区;
●篮具装满后由同步带传送至自动换篮组件下层的出口;
●篮具更换时硅片存入缓存结构的暂存盒内;
●整个过程只需要把篮具放置于自动换篮组件上,大大降低人工强度,降低碎片率,减少手工跟硅片的接触,避免了人为因素对硅片的污染,有效地提高了成品率和转换率,创造可
观的经济效益。
4.1.3 主要结构
●纵向传送机构:
由两段传送带组成,恒速段传送皮带的带速与在线设备匹配,硅片脱离恒速段后加速,拉开与下一组片之间的间距。
硅片到达横向传送皮带上方后升降气缸带动皮带向下运动,将硅片平稳过渡到横向传送皮带上。
●装片结构:
装片传送结构的传送带在气缸驱动下可伸入篮具,硅片进入
篮具时有导向进行校正;
篮具提升机构采用伺服电机精确控制运动;
●自动换篮组件:
自动换篮组件分为上下两层,由同步带实现传送。
空篮具放
在上层入口,满篮具由篮传送至下层出口。
4.1.4纵向传输机构
●传送装置: 传送装置选取对硅片无损伤和无污染的进口皮带;
●传送升降结构:采用气缸带动皮带下降,把到位的硅片从纵向传送改为横向传送,平稳的进行过渡。
4.1.5 装片结构与自动换篮组件
●空篮具放在自动换篮组件的放盒位置;
●同步带将空篮具传送至篮具传送升降机构,升降机构下降并将篮具传送至装片位置;
●装片传送结构的传送皮带伸入篮具装片;
●篮具装满后由同步带传送至出盒位置;
5.设备环境要求
5.1 电源: 380V 三相五线10A 50Hz
5.2 压缩空气:(0.5~0.7)MPa 8mm 气管接口
6.附件
6.1 提供使用说明书和产品合格证等资料。
6.2 使用说明书中含操作规程、原理图、接线图和气路图。
7.其它承诺
7.1 安装:我方向现场施工人员提供关于设备安装所需的所有细节,以便用户准备现场,为设备安装做准备。
我方负责设备安装调
试,用户提供协助。
7.2 培训:在安装期间,我方在现场为需方操作人员提供培训。
培
训应包括正常操作、维修保养、操作问题的分析及紧急处理程序。
7.3 保质期:设备验收合格起一年或发货后15 个月(以先到达的
时间为准)。
在质保期内非人为操作造成的零、部件损坏由我方无偿
维修或更换;在质保期过后造成的零部件损坏,我们将收取适当的
配件费和人工费并且我方继续提供终身技术支持。
7.4 在接到用户报修信息后24 小时内反应,如果电话不能解决确
实需要到现场维修的,我方将派人前往维修。
无锡市江松科技有限公司
ASL-5自动硅片上料装置技术协议
1. 设备简介
1.1 设备名称:自动硅片上料装置
1.2 型号: ASL-5
1.3 设备用途:将重叠的硅片装载到5道在线制绒设备中。
整个过程只需定期把专用篮具放置于上料位上,系统会根据在线设备的
速度进行自动匹配,大大降低人工强度,降低碎片率,减少手工跟
硅片的接触,避免了人为因素对硅片的污染,有效地提高了成品率
和转换率,创造可观的经济效益。
2.主要技术参数:
3.电气控制系统
PLC 控制,设备的工艺动作及各项工艺参数,可以通过触摸屏直接设置和操作,人机界面有程序过程控制、故障报警、安全保护等功
能。
4.设备结构及原理
4.1 上料设备局部示意图及工作流程
4.1.1 上料流程示意图(■代表硅片)
4.1.2 上料设备主要工作流程
●将装满硅片的专用篮具放置于设备两侧的上料工位上,伺服电机带动硅片向上移动到指定位置;
●电动执行器带动吸盘组件运动到吸片位置;
●吹气分离装置开始工作;
●两侧吸盘组件分别吸取工位1、2 和3、4 上的硅片,并轮流把硅片放置于缓冲结构上;
●气缸带动缓冲结构向下运动,把硅片平顺的过渡到传送带上;
●电动执行器交替吸取硅片,就是当一个吸盘组件在进行吸片同时,另一个吸盘组件已经把吸取上的硅片放置于皮带上;
●当上料位篮具取空后,设备自动判别并进行提示,人工更换
专用篮具;
●主传送带结构把硅片运送到横向传送皮带上,横向传送皮带分为5 段,由微电脑智能判断向右或向右传送;
●设备会在相应5 个位置通过挡板对每张硅片进行校正,确保硅片进入在线设备时的位置要求,硅片可单独减速,减轻撞
击对硅片的影响;
●这时5 个位置的每张硅片底部升起一皮带传送结构,把硅片从横向传送状态改变为纵向传送状态,自然过渡到在线设备上;
●自动上料装片系统会根据在线设备的速度进行自动匹配;●整个过程只需要把专用篮具放置于上料位上,大大降低人工强度,降低碎片率,减少手工跟硅片的接触,避免了人为因
素对硅片的污染,有效地提高了成品率和转换率,创造可观
的经济效益。
4.1.3 主要结构
●上料位:上料位采用推拉方式放置和更换篮具;
●上料位升降机构:采用伺服电机精确控制升降运动;
●分片结构:气嘴分别位于硅片两侧,分片吹气方向可调;●吸盘组件:电动执行器带动吸盘组件运动;
●传送带:传送带选取对硅片无损伤和无污染的材料制成; ●挡片定位:硅片在传送到位前,相应的位置会升起一挡板,硅片通过挡板的限位保证硅片移动的准确性,定位完成后挡
片整体水平移动与硅片脱离,确保纵向传送时硅片不与挡板
有相对运行;
●传送装置抬升结构:采用气缸整体抬升皮带的高度,把到位的硅片从横向传送改为纵向传送,平稳的进行过渡。
4.1.4 上料位流程示意图
●将装满硅片的专用篮具推入工位 1 和工位 2 的专用篮具托盘内;
●设备启动后电动执行器带动吸盘组件自动交替从工位1 和2 上吸取硅片至上料传送皮带;
●当上料位篮具取空后,设备自动判别并进行提示,人工更换专用篮具,更换一个工位的篮具时不影响另一工位的吸片;
5.设备环境要求
5.1 电源: 380V 三相五线10A 50Hz
5.2 压缩空气:(0.5~0.7)MPa 8mm 气管接口
6.附件
6.1 提供使用说明书和产品合格证等资料。
6.2 使用说明书中含操作规程、原理图、接线图和气路图。
7.其它承诺
7.1 安装:我方向现场施工人员提供关于设备安装所需的所有细节,以便用户准备现场,为设备安装做准备。
我方负责设备安装调
试,用户提供协助。
7.2 培训:在安装期间,我方在现场为需方操作人员提供培训。
培
训应包括正常操作、维修保养、操作问题的分析及紧急处理程序。
7.3 保质期:设备验收合格起一年或发货后15 个月(以先到达的
时间为准)。
在质保期内非人为操作造成的零、部件损坏由我方无偿
维修或更换;在质保期过后造成的零部件损坏,我们将收取适当的
配件费和人工费并且我方继续提供终身技术支持。
7.4 在接到用户报修信息后24 小时内反应,如果电话不能解决确
实需要到现场维修的,我方将派人前往维修。