QASB 140-2013热轧酸洗钢带
DB13_T1318-2017热轧酸洗钢板和钢带通用技术要求
ICS77.140.50H 46 DB13 河北省地方标准DB13/T 1318—2017代替DB13/T 1318-2010 热轧酸洗钢板和钢带通用技术要求2017-03-29发布2017-06-01实施前言本标准按照GB/T 1.1-2009给出的规则起草。
本标准代替DB13/T 1318-2010《热轧酸洗钢板和钢带》。
本标准与DB13/T 1318-2010相比,主要技术变化如下:——标准名称更改为《热轧酸洗钢板和钢带通用技术要求》;——取消了330CL、380CL、440CL、490CL、540CL、590CL牌号;——增加了SPHF牌号;——对不切头尾的钢带,修改了检查尺寸时两端不考核的总长度;——修改了表面质量描述;——取消了“对于酸洗处理过程中未经拉矫和平整的钢板和钢带,性能可采用热轧基板的性能”规定。
本标准由邯郸市质量技术监督局提出。
本标准起草单位:邯郸钢铁集团有限责任公司。
本标准主要起草人:李玉谦、郭荣秀、张占杰、许用会。
本标准所代替标准的历次版本发布情况为:——DB13/T 1318-2010。
热轧酸洗钢板和钢带通用技术要求1 范围本标准规定了热轧酸洗钢板和钢带的分类、牌号、尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志和质量证明书等。
本标准适用于经过酸洗处理的热轧钢板和钢带。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 222 钢的成品化学成分允许偏差GB/T 247 钢板和钢带包装、标志及质量证明书的一般规定GB/T 8170 数值修约规则与极限数值的表示和判定GB/T 17505 钢及钢产品的一般交货技术要求JIS G 3101 普通结构用轧制钢材JIS G 3113 汽车结构用热轧钢板和钢带JIS G 3131 热轧低碳钢板和钢带3 分类和牌号3.1 热轧酸洗钢板和钢带的分类和牌号延用基板的分类和牌号。
汽车家电用热轧酸洗钢板及钢带技术条件(2)

≤0.5 0 ≤0.4 5 ≤0.4 0 ≤0.5 0 1.00 ≤ ≤1.2 0 ≤1.2 0 ≤1.6 0 ≤1.6 0 ≤1.6 0 ≤1.7 0 ≤1.7 0 ≤0.5 0 ≤0.7 5 ≤1.2 0 ≤1.5 0 ≤2.0 0 ≤2.0 0 ≤2.0 0 ≤1.3 0 ≤1.5 0 ≤1.6
≤0.03 0 ≤0.03 0 ≤0.02 5 ≤0.02 5 ≤0.02 5 ≤0.02 5 ≤0.02 5 ≤0.02 5 ≤0.02 5 ≤0.02 5 ≤0.02 5 ≤0.02 5 ≤0.03 5 ≤0.03 5 ≤0.03 0 ≤0.03 0 ≤0.05 0 ≤0.05 0 ≤0.04 5 ≤0.02 5 ≤0.02 5 ≤0.02
编制:谷海容 张宜
钢的成品化学成分允许偏差 钢铁及合金化学分析方法 金属拉伸试验方法 金属夏比缺口冲击试验方法 金属弯曲试验方法 热轧钢板和钢带的尺寸、外形、重量及允许偏差 钢材力学及工艺性能试验取样规定 碳素钢和中低合金钢火花源原子发射光谱分析法(常规法) 数值修约规则 汽车大梁用热轧钢板及钢带 钢的显微组织评定方法 金属平均晶粒度测定方法 钢中非金属夹杂物显微评定方法 日本工业标准汽车结构用热轧钢板和钢带 汽车结构用热轧高强度钢板及钢带
≤0.02 5 ≤0.02 5 ≤0.02 0 ≤0.02 0 ≤0.02 0 ≤0.02 0 ≤0.02 0 ≤0.02 0 ≤0.02 0 ≤0.02
SPHD-P
(1)
≤0.0 8
SPHE-P
(1)
≤0.0 6
M330CL-P
(1)
≤0.1 0
M380CL-P
(1)
≤0.1 2
M420CL-P
(1)
6.1 牌号和化学成分 6.1.1 钢的牌号及化学成分(熔炼分析)应符合表 2 的规定。 表2
宝钢酸洗钢板标准
宝钢酸洗钢板及钢带标准1 范围本标准规定了冷成型用热连轧钢板及钢带的尺寸、外形、技术要求、检验和试验、包装、标志及质量证明书等。
本标准适用于宝山钢铁股份有限公司生产的冷成型用热连轧钢带以及由此横切成的钢板及纵切成的纵切钢带,以下简称钢板及钢带。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-1984 钢的化学分析用试样取样法及成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 228-2002 金属材料室温拉伸试验方法GB/T 232-1999 金属材料弯曲试验方法GB/T 2975-1998 钢及钢产品力学性能试验取样位置及试样制备GB/T 8170-1987 数值修约规则Q/BQB 300-2003 热连轧钢板及钢带的包装、标志及质量证明书的一般规定Q/BQB 301-2003 热连轧钢板及钢带的尺寸、外形、重量及允许偏差3 分类和代号3.1 钢板及钢带的牌号、公称厚度、用途如表1所示。
表13.2 按边缘状态分为:切边EC不切边EM3.3 按表面处理方式分为:酸洗表面非酸洗表面3.4 按表面质量级别分为:普通级表面FA较高级表面FB3.5 按产品类别分为:热轧钢带热轧钢板热轧纵切钢带4 订货所需信息4.1 订货时用户需提供下列信息:a) 本企业标准号;b) 产品类别;c) 牌号、表面处理方式及表面质量级别;d) 规格及尺寸(厚度)精度;e) 边缘状态。
如在订货合同中:未说明表面处理方式时,以非酸洗表面交货。
对于热轧非酸洗表面钢板及钢带,未说明尺寸精度时,以普通厚度精度交货;未说明边缘状态时,钢带以不切边状态交货,钢板以切边状态交货。
对于热轧酸洗表面钢板及钢带,未说明尺寸精度、边缘状态、表面质量级别和是否涂油时,以较高厚度精度、切边状态、较高级表面和涂油交货;未说明钢卷内径时,以钢卷内径610mm交货。
热轧酸洗钢板及钢带
结构件、 加强件等
19
SS400
结构件
5 技术要求
5.1 尺寸、 外形及允许偏差 5.1.1 钢板及钢带的不平度、 锁刀弯应符合 GB/T 709—2006的规定。 5.1.2 钢板及钢带的尺寸允许偏差应符合 GB/T 709—2006的规定。 5.2 力学性能
钢板及钢带的力学性能应符合表2、 表3、 表4、 表5、 表6、 表7、 表8的规定。
<3. 2
;,::3_ 2
弯心直径a, C
Oa
la
表3 力学性能
拉 伸 试 验a
180 ° 弯曲试验 b
牌号
下屈服强度 a
抗拉强度
断后伸长率,%
MPa
MPa
瓦 L。=5.65
弯心直径
420L
�305
420~520
;,:33
510L
?:355
510~630
�27
a 拉伸试验规定值适用千横向试样,屈服现象不明显时,采用 R,,2°
12
QStE380TM
结构件、 加强件、 大梁
13
QStE420TM
结构件、 加强件、 大梁
14
QStE460TM
I
结构件、 加强件、 大梁
15
QStE500TM
结构件、 加强件、 大梁
16
BR300/450HE
结构件、 加强件等
17
BR440/580HE
结构件、 加强件等
18
BR600/780HE
�31
�33
�35
;,:37
;,::39
�41
a 表中所列拉伸试验、弯曲试验规定值适用千纵向试样。
宝钢酸洗钢板标准
宝钢酸洗钢板及钢带标准1 范围本标准规定了冷成型用热连轧钢板及钢带的尺寸、外形、技术要求、检验和试验、包装、标志及质量证明书等。
本标准适用于宝山钢铁股份有限公司生产的冷成型用热连轧钢带以及由此横切成的钢板及纵切成的纵切钢带,以下简称钢板及钢带。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-1984 钢的化学分析用试样取样法及成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 228-2002 金属材料室温拉伸试验方法GB/T 232-1999 金属材料弯曲试验方法GB/T 2975-1998 钢及钢产品力学性能试验取样位置及试样制备GB/T 8170-1987 数值修约规则Q/BQB 300-2003 热连轧钢板及钢带的包装、标志及质量证明书的一般规定Q/BQB 301-2003 热连轧钢板及钢带的尺寸、外形、重量及允许偏差3 分类和代号3.1 钢板及钢带的牌号、公称厚度、用途如表1所示。
表13.2 按边缘状态分为:切边EC不切边EM3.3 按表面处理方式分为:酸洗表面非酸洗表面3.4 按表面质量级别分为:普通级表面FA较高级表面FB3.5 按产品类别分为:热轧钢带热轧钢板热轧纵切钢带4 订货所需信息4.1 订货时用户需提供下列信息:a) 本企业标准号;b) 产品类别;c) 牌号、表面处理方式及表面质量级别;d) 规格及尺寸(厚度)精度;e) 边缘状态。
如在订货合同中:未说明表面处理方式时,以非酸洗表面交货。
对于热轧非酸洗表面钢板及钢带,未说明尺寸精度时,以普通厚度精度交货;未说明边缘状态时,钢带以不切边状态交货,钢板以切边状态交货。
对于热轧酸洗表面钢板及钢带,未说明尺寸精度、边缘状态、表面质量级别和是否涂油时,以较高厚度精度、切边状态、较高级表面和涂油交货;未说明钢卷内径时,以钢卷内径610mm交货。
aisi不锈钢标准
aisi不锈钢标准
目前,国内常用的不锈钢标准主要有以下几个:
1. GB/T 20878-2007 不锈钢和特种钢不锈钢材料
这是中国国家标准,规定了一般不锈钢和特种不锈钢材料的化学成分、机械性能、技术要求等。
2. ASTM A240/A240M-20a Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels and for General Applications
这是美国ASTM国际标准,用于指导不锈钢板材、薄板和钢带的制造。
标准规定了不锈钢材料的化学成分、机械性能、技术要求等。
3. JIS G4304-2012 Hot-rolled stainless steel plate, sheet and strip 这是日本工业标准,用于指导热轧不锈钢板材、薄板和钢带的制造。
标准规定了不锈钢材料的化学成分、机械性能、技术要求等。
4. EN 10088-1:2014 Stainless steels - Part 1: List of stainless steels 这是欧洲标准,规定了不锈钢材料的分类、化学成分、机械性能、技术要求等。
以上仅列举了部分常用的不锈钢标准,不同的行业和应用领域可能会有其他不锈钢标准适用。
建议根据具体需求选择相应的标准。
Q-BQB 4301-2009 热连轧不锈钢钢板及钢带的尺寸、外形、重量及允许偏差
宝山钢铁股份有限公司企业标准热连轧不锈钢钢板及钢带的尺寸、外形、重量及允许偏差Q/BQB 4301-2009代替BZJ 301-20071 范围本标准规定了热连轧不锈钢钢板及钢带的尺寸、外形、重量及允许偏差。
本标准适用于宝山钢铁股份公司生产的厚度为2.0mm ~10.0mm ,宽度为730mm ~1600mm 的热连轧不锈钢钢带,以及由钢带横切成的钢板,以下简称钢板及钢带。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 8170-2008 数值修约规则与极限数值的表示和判定 3 分类和代号3.1 按边缘状态分为切边 EC 不切边 EM 3.2 按轧制精度分为普通厚度精度 PT.A 较高厚度精度 PT.B 3.3 按表面加工类型分为热轧后,不热处理、不去氧化皮 No.1U 热轧后,热处理、不去氧化皮 No.1C 热轧后,热处理、酸洗(或机械除鳞加酸洗)处理加工 No.14 尺寸4.1 钢板及钢带的公称尺寸范围应符合表1的规定。
4.2 钢板及钢带推荐的公称尺寸4.2.1 通常情况下,钢板及钢带的公称厚度可在表1所列范围内,按0.1mm 进级。
4.2.2 通常情况下,钢板及钢带的公称宽度可在表1所列范围内,按10mm 进级。
4.2.3 通常情况下,钢板的公称长度可在表1所列范围内,按100mm 进级。
4.3 根据需方要求,经供需双方协商,也可提供推荐公称尺寸外的其它尺寸的钢板及钢带。
表 1表面加工类型 产品类别公称厚度 mm公称宽度 mm公称钢板长度或钢卷内径mmNo.1U No.1C 钢带 不切边(EM )2.0~10.0 750~1600 760(钢卷内径)切边(EC ) 730~1570钢板不切边(EM ) 2.0~10.0750~1600 1000~12000(钢板长度)切边(EC ) 730~1570No.1钢带 不切边(EM ) 2.0~10.0750~1600610(钢卷内径)5 尺寸允许偏差5.1 对不切头尾钢带,检查尺寸时,两端不考核的总长度(L )的计算公式为:L (m)=90/公称厚度(mm)但两端最大总长度应不大于20m 。
QBB131-2014 结构用热连轧钢板和钢带
S
Crb
Nib
Cub
Si
Mn
不大于
08Al ≤0.12
≤0.03 0.25~0.65 0.030 0.030 0.10 0.30 0.25
10 0.07~0.13 0.17~0.37 0.35~0.65 0.030 0.030 15 0.12~0.18 0.17~0.37 0.35~0.65 0.030 0.030 20 0.17~0.23 0.17~0.37 0.35~0.65 0.030 0.030 25 0.22~0.29 0.17~0.37 0.50~0.80 0.030 0.030 30 0.27~0.34 0.17~0.37 0.50~0.80 0.030 0.030 35 0.32~0.39 0.17~0.37 0.50~0.80 0.030 0.030 40 0.37~0.44 0.17~0.37 0.50~0.80 0.030 0.030 45 0.42~0.50 0.17~0.37 0.50~0.80 0.030 0.030 50 0.47~0.55 0.17~0.37 0.50~0.80 0.030 0.030 a 含氮量应不大于 0.008%。供方能保证合格时,可不做分析。 b Cr、Ni、Cu 为残余元素,其含量如供方能保证,可不做分析。
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于 本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 222 钢的成品化学成分允许偏差 GB/T 223 钢铁及合金 化学分析方法 GB/T 228.1 金属材料 拉伸试验 第 1 部分:室温拉伸试验方法 GB/T 229 金属材料夏比摆锤冲击试验方法 GB/T 232 金属材料 弯曲试验方法 GB/T 700-2006 碳素结构钢 GB/T 1591-2008 低合金高强度结构钢 GB/T 2975 钢及钢产品 力学性能试验取样位置及试样制备 GB/T 4336 碳素钢和中低合金钢的火花源原子发射光谱分析方法(常规法) GB/T 20066 钢和铁 化学成分测定用试样的取样和制样方法 GB/T 20123 钢铁 总碳硫含量的测定 高频感应炉燃烧后红外吸收法(常规方法) GB/T 20125 低合金钢 多元素的测定 电感耦合等离子体发射光谱法 Q/BB 108 热轧钢板和钢带的尺寸、外形、重量及允许偏差 Q/BB 116 热轧钢板和钢带的包装、标志和质量证明书
QBQB301-2014-热连轧钢板及钢带的尺寸、外形、重量及允许偏差
±0.32
±0.41 ±0.33 ±0.47 ±0.40
>12.50~15.00 ±0.41 ±0.33 ±0.42
±0.34
±0.44 ±0.36 ±0.51 ±0.43
>15.00~25.40 ±0.44 ±0.35 ±0.46
±0.37
±0.50 ±0.41 ±0.55 ±0.46
5.3 钢板和钢带的宽度允许偏差应符合表 4 的规定,纵切钢带的宽度允许偏差应符合表 5 的规定。
PT.B
≤1.50
±0.15 ±0.10 ±0.17
±0.12
-
-
―
-
>1.50~2.00 ±0.17 ±0.13 ±0.19
±0.14
±0.21 ±0.14
-
-
>2.00~2.50 ±0.18 ±0.14 ±0.21
±0.15
±0.23 ±0.17 ±0.25 ±0.20
>2.50~3.00 ±0.20 ±0.15 ±0.22
表 10 钢卷的塔形允许值
塔形允许值 切边 ≤20 ≤30
单位为毫米
不切边 ≤50 ≤60
公称钢卷内径 760 610
7 尺寸及外形测量
表 11 钢卷内径允许偏差
允许偏差
+20 -70 +20 -50
单位为毫米
7.1 厚度
对切边钢板及钢带,厚度应在距纵边不小于 25mm 处测量。对不切边钢板及钢带,厚度应在距纵边 不小于 40mm 处测量。 7.2 宽度
<600 ≥600
表 9 钢带和纵切钢带的镰刀弯允许值
镰刀弯允许值
切边
不切边
≤15
-
≤15
≤20
单位为毫米 测量长度 任意 5000mm 长度
鞍钢连续热镀锌钢板和钢带尺寸、外形、重量及允许偏差

9 重量 9.1 钢板和钢带按实际重量交货。 9.2 数值修约方法按 YB/T 081 的规定。
6
Q/ASB 392-2006
附录A (规范性附录) 本标准主要指标的适用范围
本标准厚度允许偏差、宽度允许偏差、长度允许偏差、不平度等主要指标适用的订货标
准见表 A.1。
厚度 宽度 长度
切斜
≤1200 ≤2 ≤3
高级精度 PU.B 公称宽度
单位为毫米
>1200 ≤3 ≤3
钢板和钢带的镰刀弯应符合表 7的规定。
品种 钢板 钢带
7.3 不平度
表7
公称长度 ≤2000 >2000
-
7.3.1 钢板的不平度应符合表 8的规定。
镰刀弯
测量长度 钢板全长
2000 2000
单位为毫米
镰刀弯允许值 2 2 2
4
Q/ASB 392-2006
8.2 外形 8.2.1 样板长度
钢板和钢带可按表 10的规定,选取指定长度样板进行测量。
表9 样板长度
品种
公称长度,mm
钢板
≤2000 >2000
钢带 a
-
a 距钢带头部或尾部不小于 5000mm 处。
8.2.2 切斜
测量长度,mm 钢板全长 2000 2000
8.2.2.1
±0.15 ±0.15 ±0.18
6.1.2 按标准 JIS G 3302 及 Q/ASB 387 订货的产品,订货厚度为基板厚度,公称厚度为
订货厚度加上表 3中镀层等效厚度(双面之和)。
表3 镀层等效厚度(双面之和)
锌层代号 等效锌层厚度,mm
Z60 0.008
Z80 0.011
宝钢酸洗钢板标准

宝钢酸洗钢板及钢带标准1 范围本标准规定了冷成型用热连轧钢板及钢带的尺寸、外形、技术要求、检验和试验、包装、标志及质量证明书等。
本标准适用于宝山钢铁股份有限公司生产的冷成型用热连轧钢带以及由此横切成的钢板及纵切成的纵切钢带,以下简称钢板及钢带。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-1984 钢的化学分析用试样取样法及成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 228-2002 金属材料室温拉伸试验方法GB/T 232-1999 金属材料弯曲试验方法GB/T 2975-1998 钢及钢产品力学性能试验取样位置及试样制备GB/T 8170-1987 数值修约规则Q/BQB 300-2003 热连轧钢板及钢带的包装、标志及质量证明书的一般规定Q/BQB 301-2003 热连轧钢板及钢带的尺寸、外形、重量及允许偏差3 分类和代号3.1 钢板及钢带的牌号、公称厚度、用途如表1所示。
表13.2 按边缘状态分为:切边 EC不切边 EM3.3 按表面处理方式分为:酸洗表面非酸洗表面3.4 按表面质量级别分为:普通级表面 FA较高级表面 FB3.5 按产品类别分为:热轧钢带热轧钢板热轧纵切钢带4 订货所需信息4.1 订货时用户需提供下列信息:a) 本企业标准号;b) 产品类别;c) 牌号、表面处理方式及表面质量级别;d) 规格及尺寸(厚度)精度;e) 边缘状态。
如在订货合同中:未说明表面处理方式时,以非酸洗表面交货。
对于热轧非酸洗表面钢板及钢带,未说明尺寸精度时,以普通厚度精度交货;未说明边缘状态时,钢带以不切边状态交货,钢板以切边状态交货。
BQB4300-2009-热连轧不锈钢钢板及钢带的包装、标志及检验文件

宝山钢铁股份有限公司企业标准热连轧不锈钢钢板及钢带的包装、标志及检验文件Q/BQB 4300-2009代替BZJ 300-2007 1 范围本标准规定了热连轧不锈钢钢板及钢带的包装、标志及检验文件的一般要求。
考虑到制造厂和热轧产品用户的使用习惯,钢带以下称为钢卷。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T18253-2000 钢及钢产品检验文件的类型3 一般要求3.1 钢板及钢卷应包装整齐、捆扎结实,标志应粘贴牢固、字迹应清晰。
包装应能保证产品在正常运输和贮存期间不致松散和损坏。
3.2 包装材料应符合有关法律法规的规定。
3.3 对于钢卷包装,在进行拆除包装物作业时,需方应采取适当的保护措施,避免钢带带头弹出伤人。
3.4 相关包装元件的功能描述可参见资料性附录A。
在保证包装质量的前提下,供方可选择合适的包装元件替代本标准规定的包装元件。
4 包装和标志4.1 钢卷的包装和标志应符合表1的规定。
4.2 钢板的包装和标志应符合表2的规定。
4.3 如需方未选定包装方式,则由供方确定合适的包装方式。
4.4 根据需方要求,经供需双方协商同意并在合同中注明,钢板及钢卷的包装和标志可采用不同于表1~表2的规定。
4.5 成品标签内容包括供方名称(或厂标)、供方商标、收货单位、合同号、供货标准号、牌号、尺寸、炉号、钢卷号(或捆包号)、重量、数量等。
5 运输运输过程中,钢板及钢卷应防水、防潮并避免碰撞。
6 贮存6.1 钢板及钢卷应贮放在清洁、干燥、通风的地方。
6.2 钢板及钢卷附近不得有腐蚀性化学物品。
7 检验文件每批交货的钢板及钢卷应开具检验文件,检验文件中按需要应注明:供方名称及商标、订货及收货单位、合同号、产品名称、标准号及牌号、尺寸规格、炉号、钢卷号或捆包号、交货重量、标准中规定的各项试验结果、交货日期、质量管理部门负责人签字等。
材料标准—宝钢企业Q-BQB(pdf 26)
或 X70 6.0~18.0 0.18 0.35 1.00~1.60 0.030 0.030 添
8.
本产品所用钢全部为镇静钢。
加 7.5 试样 某 45 X60RL ≤1.60 一 415 515 5 试样 BZJ371(1999) 6.0~10.0 性管线 管 添 52.5 X70RL ≤1.70 加 480 565 5 试样 它 35 们 Q/BQB372 J55 (1999) 焊石油 6.0~11.0 用于制 造直缝 0.12 0.45 ≤1.50 0.025 0.020 0.005 0.005 0.005 的 380~550 520 (b0=38mm) ≥24 -10 42 7.5 试样 2. 1. 本标准产品适用于制造符合 API 5CT 规定的套管,牌号亦相同。 采用钢为铝硅镇静钢, 产品以热轧 用于制 造高韧 高韧性管线用 热连轧钢带 0.16 0.45 0.025 0.020 0.005 0.005 0.005 或 7.5 试样 详见标准正文 -10 种 30 2. 1. 本暂行供货技术条件所列为宝钢 自行研制的供制造高韧性符合 API 5L 规定的管线管用宽钢带。 拉伸、冲击试样取横向。 经双方商定可进行下列试验: 落锤 试验(DWTT)在-20℃的剪取面积 ≥85%;180℃宽冷弯,宽度 b=35mm,弯心直径=2t。
宝 钢 企 业 Q/BQB
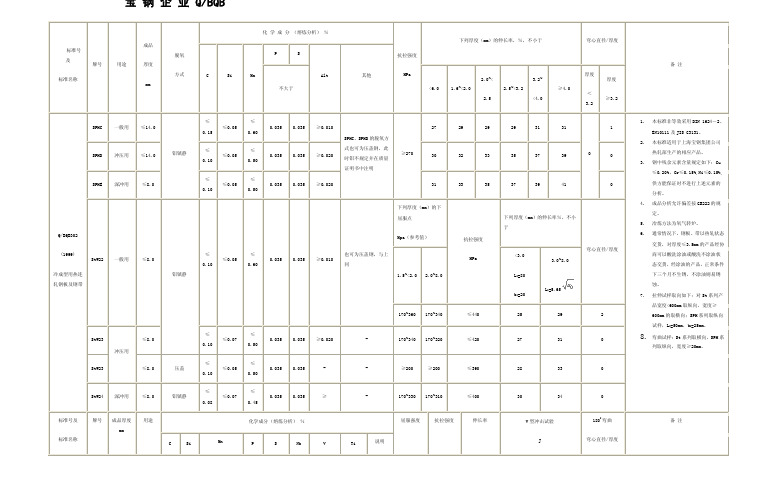
化 学 成 分 (熔炼分析) % 成品 脱氧 及 牌号 用途 厚度 方式 标准名称 mm C Si Mn 不大于 Alt 其他 MPa <6.0 1.6~<2.0 2.5 厚度 2.0~< 2.5~<3.2 <4.0 3.2 3.2~ ≥4.0 < ≥3.2 厚度 P S 抗拉强度 备 注 下列厚度(mm)的伸长率,%,不小于 弯心直径/厚度
qtb_3060-2013_封头用不锈钢热轧钢板(带)
9 其它
本标准不得单独使用,订货时按照牌号对应标准加本标准双标准订货。主标准写在前本标 准写在后面。例如:按GB24511订货时标准号应写为“GB24511-2009,Q/TB3060-2012”。
附加说明: 本标准由品质部归口。 本标准由品质部负责修订。 本标准主要起草人:武强、王培智、杨明永、王传东。 本标准从2013年1月15日起实施。
—
2.50~ 3.50
1.4462
≤0.030 ≤1.00
≤2.00
≤0.035
≤0.015
21.00~ 23.00
4.50~ 6.50
0.10~ 0.22
—
2.50~ 3.50
牌号
化学成分(质量分数)/%
C
Si
Mn
P
S
Cr
Ni
N
Ti
Hale Waihona Puke MoS32205、2205、S22053
≤0.030 ≤1.00
1 范围
本标准规定了不锈钢热轧钢板(带)的尺寸、外形、技术要求、试验方法、检验规则、包 装标志和质量证明书等内容。
本标准适用于宜兴北海封头有限公司制作封头用,厚度为3.0~60.0mm的不锈钢热轧钢板 (带)。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用 于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 222 钢的成品化学成分允许偏差 GB/T 223 钢铁及合金化学分析方法 GB/T 228.1 金属材料 拉伸试验 第一部分:室温试验方法 GB/T 230 金属洛氏硬度试验方法 GB/T 231 金属布氏硬度试验方法 GB 24511 承压设备用不锈钢钢板及钢带 GB/T 2975 钢及钢产品力学性能试验取样位置及试样制备 GB/T 4237 不锈钢热轧钢板 GB/T 4340 金属维氏硬度试验方法 GB/T 4334 不锈钢硫酸-硫酸铜腐蚀试验方法 GB/T 20066 钢和铁 化学成分测定用试样的取样和制样方法 ASME SA240/SA240M 用于制造压力容器和一般用途的铬和铬镍不锈钢钢板、薄板、钢带技 术规范 ASTM A240/A240M 用于制造压力容器和一般用途的铬和铬镍不锈钢钢板、薄板、钢带技术 规范 EN 10028-7 压力容器用钢的扁平产品-第7部分:不锈钢 JIS G 4304 热轧不锈钢钢板及钢带
常用宝钢材料标准(冷轧、镀锌、电镀锌)
1~1.5
0.03
0.025
0.015
0.15
270 270 260 250 250
36 38 40 42 44
38 40 42 44 46
40 42 44 46 48
42 44 46 48 50
- 1.40 1.60 1.80 2.00
- 0.18 0.20 0.21 0.22
BLC BLD BUSD BUFD BDUFD
Q/BQB410-2003
JFS A 2001-1998
JIS G 3135-1986
Q/BQB409-1999 BZJ411-1999
B170P1(超低碳钢) 加磷高强度 冷连轧钢板 及钢带 B210P1(超低碳钢) B250P1(超低碳钢) B180P2(BP340)(低碳钢) B220P2(BP380)(低碳钢
冲压用 一般用 结构用 一般用 结构用
化学成分 % 钢种 牌号
SPCC 冷连轧碳素 钢钣及钢带 SPCD SPCE、SPCEN
机械性能
与其他标准牌号对照 不小于 r值 ≥1.6 38 40 42 不小于 37 39 41 n值 不小于 SPCC SPCD SPCE SPCEN
Q/BQB403-2003 Q/BQB402-2003 JIS G3141-1996 GB/T5213-2001
机械性能
与其他标准牌号对照 不小于 r值 ≥1.6 不小于 n值 不小于 Q/BQB402-2003 JIS G3141-1996 GB/T5213-2001
C
Mn
P
S
Alt
Ti
屈服强度 抗拉强度 Mpa 不 Mpa 不 小于 小于 - 270~501
断后伸长率 <0.60 0.60~<1.0
QBQB310-2014-汽车结构用热连轧钢板及钢带
钢和铁 化学成分测定用试样的取样和制样方法 钢铁 总碳硫含量的测定 高频感应炉燃烧后红外吸收法(常规方法)
热连轧钢板及钢带的包装、标志及检验文件的一般规定 热连轧钢板及钢带的尺寸、外形、重量及允许偏差
钢板及钢带的牌号、公称厚度和用途如表 1 所示。 按表面处理方式分为: 酸洗表面 轧制表面
3.3
按表面质量级别分为: 普通级表面 较高级表面 FA FB
2
Q/BQB 310-2014 4 订货所需信息 4.1 订货时用户需提供下列信息: a) 本企业标准号; b) 产品类别; c) 牌号、表面处理方式及表面质量级别; d) 规格及尺寸(厚度)精度; e) 边缘状态; f)用途; g)检验文件类型。 4.2 4.2.1 4.2.2 4.2.3 在订货合同中的省略事项 未说明表面处理方式时,以轧制表面交货。 对于热轧钢板及钢带,未说明尺寸精度时,除本标准特别规定外,以 Q/BQB 301 中普通厚度精 对于热轧酸洗钢板及钢带,除本标准特别规定外,以 Q/BQB 301 中较高厚度精度交货;未说明
H
钢的成品化学成分允许偏差 金属材料 拉伸试验 第 1 部分:室温试验方法 金属材料 弯曲试验方法 钢及钢产品力学性能试验取样位置及试样制备 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法) 数值修约规则与极限数值的表示和判定
H
钢铁及合金化学分析方法
GB/T 20066-2006 GB/T 20123-2006 Q/BQB 300 Q/BQB 301 3 分类和代号 3.1 3.2
≤0.030
≤0.025 ≤0.025
≤0.025 ≤0.030 ≤0.030
≤0.020 ≤0.025 ≤0.025 ≤0.035 -
为改善钢的性能,根据需要可添加其它合金元素,此时 Alt 的下限不要求。
汽车家电用热轧酸洗钢板及钢带技术条件(2)
钢的成品化学成分允许偏差 钢铁及合金化学分析方法 金属拉伸试验方法 金属夏比缺口冲击试验方法 金属弯曲试验方法 热轧钢板和钢带的尺寸、外形、重量及允许偏差 钢材力学及工艺性能试验取样规定 碳素钢和中低合金钢火花源原子发射光谱分析法(常规法) 数值修约规则 汽车大梁用热轧钢板及钢带 钢的显微组织评定方法 金属平均晶粒度测定方法 钢中非金属夹杂物显微评定方法 日本工业标准汽车结构用热轧钢板和钢带 汽车结构用热轧高强度钢板及钢带
gbt20066钢和铁化学成分测定用试样的取样和制样方法gbt222钢的成品化学成分允许偏差gbt223钢铁及合金化学分析方法gbt228金属拉伸试验方法gbt229金属夏比缺口冲击试验方法gbt232金属弯曲试验方法gbt709热轧钢板和钢带的尺寸外形重量及允许偏差gbt2975钢材力学及工艺性能试验取样规定gbt4336碳素钢和中低合金钢火花源原子发射光谱分析法常规法gbt8170数值修约规则gbt3273汽车大梁用热轧钢板及钢带gbt13299钢的显微组织评定方法gbt6394金属平均晶粒度测定方法gbt10561钢中非金属夹杂物显微评定方法jis3113日本工业标准汽车结构用热轧钢板和钢带jis3134汽车结构用热轧高强度钢板及钢带马鞍山钢铁股份有限公司新产品试制技术条件发布日期
≤0.03 0 ≤0.03 0 ≤0.02 5 ≤0.02 5 ≤0.02 5 ≤0.02 5 ≤0.02 5 ≤0.02 5 ≤0.02 5 ≤0.02 5 ≤0.02 5 ≤0.02 5 ≤0.03 5 ≤0.03 5 ≤0.03 0 ≤0.03 0 ≤0.05 0 ≤0.05 0 ≤0.04 5 ≤0.02 5 ≤0.02 5 ≤0.02
5 ≥0.01 ≤0.09 5 ≥0.01 ≤0.09 5 ≥0.01 5 ≥0.01 ≤0.09 5 ≥0.01 ≤0.09 5 ≥0.01 ≤0.09 5 ≥0.01 ≤0.09 5 ≥0.01 ≤0.09 5 ≥0.01 ≤0.09 5 ≥0.01 ≤0.09 5 ≥0.01 ≤0.09 5 ≥0.01 ≤0.09 5 ≥0.01 ≤0.09 5 ≥0.01 ≤0.09 5 ≥0.01 ≤0.09 5 ≥0.01 ≤0.09 5 ≥0.01 ≤0.09 5 ≤0.09 0 ≤0.2 ≤0.15 0 ≤0.2 ≤0.15 0 ≤0.2 0 ≤0.2 ≤0.20 0 ≤0.2 ≤0.20 0 ≤0.2 ≤0.20 0 ≤0.2 ≤0.15 0 ≤0.2 ≤0.15 0 ≤0.2 ≤0.15 0 ≤0.2 ≤0.15 0 ≤0.2 ≤0.15 0 ≤0.2 ≤0.15 0 ≤0.2 ≤0.15 0 ≤0.2 ≤0.15 0 ≤0.2 ≤0.15 0 ≤0.2 ≤0.15 0 ≤0.2 ≤0.15 0 0 0 ≤0.5 ≤0.5 0 5 0 ≤0.5 5 ≤0.00 0 ≤0.5 5 ≤0.00 ≤0.15 ≤0.5 ≤0.00
Q ASB 314-2015 冷轧钢板和钢带的尺寸、外形、重量及允许偏差

4
Q/ASB 314—2015
表7 不平度
钢板厚度/mm
<0.7 0.7~<1.2
≥1.2
不平度允许值/mm,不大于
≤1200
>1200~1500
>1500
普通精度 PF.A 高级精度 PF.B 普通精度 PF.A 高级精度 PF.B 普通精度 PF.A 高级精度 PF.B
10
5
12
6
14
7
8
4
10
3.3 钢板 指由钢带横切而成。
3.4 不切边 即热轧边,指在冷轧各工序均不进行切边处理的边部状态。
3.5 切边 指在冷轧的适宜工序进行切边处理的边部状态。
1
Q/ASB 314—2015 3.6
轧制边 切边的一种,指冷轧酸洗切边并轧制,其后不再进行切边处理的一种特殊的边部状态。
4 分类、代号
4.1 钢板和钢带按边缘状态分类
不切边……………………………………………EM 切边………………………………………………EC 轧制边……………………………………………ECM
4.2 钢板和钢带按尺寸精度分类
普通厚度精度……………………………………PT.A 高级厚度精度……………………………………PT.B 超高级厚度精度…………………………………PT.C 普通宽度精度……………………………………PW.A 高级宽度精度……………………………………PW.B 普通长度精度……………………………………PL.A 高级长度精度……………………………………PL.B
>2.50~3.00 ±0.14 ±0.14 ±0.15 ±0.090 ±0.090 ±0.100 ±0.070 ±0.070 ±0.075
>3.00~3.50 ±0.14 ±0.15 ±0.15 ±0.100 ±0.100 ±0.110 ±0.070 ±0.075 ±0.075 a 钢带两端 10m 内的厚度允许偏差,当钢带厚度小于 1.5mm 时,允许比表 2 的规定值增加 50%;当钢带厚度不小于
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
特征 表面允许有深度(或高度)不超过钢带厚度公差之半的麻点、凹面、划痕等轻微、局部的缺陷,并 应保证钢带允许的最小厚度。 表面允许有不影响成型性的局部缺陷,如轻微划伤、轻微压痕、轻微麻点、轻微辊印及色差等。
6.5.3 在连续生产钢带的过程中,因局部的表面缺陷没有机会去除,因此钢带允许带缺陷交货,但有 缺陷部分不应大于每卷总长度的 6%。
SPA-H
集装箱用钢。主要用于具有耐候性能要求的集装箱部位。
AS600MC、AS700MC
集装箱用钢。主要用于具有高强度性能要求的集装箱部位。
65Mn、30CrMo、75Cr1
工具钢。农机耙片、刃具、锯片、机械刀片及弹簧等用。
ART 260、ART310、ART310P、ART330S
双面搪瓷用钢。主要用于制造各种环保、化工、仓储、等设 备的双面搪瓷用基板。
5 尺寸、外形、重量及允许偏差
5.1 尺寸
5.1.1 钢板和钢带的公称尺寸范围应符合表 1 的规定。
表1 公称尺寸范围
公称厚度/mm 1.5~6.0
公称宽度/mm 800~1500
钢卷内径(钢板长度)/mm 610 或 760(900~6000)
5.1.2 钢板和钢带的厚度允许偏差应符合表 2 的规定。
3 分类、代号
钢板和钢带的牌号及用途执行相应牌号的标准。可供应的产品标准有:GB/T 710、GB/T 711、GB/T 4171、GB 6653、TB/T 1979、Q/ASB 2、Q/ASB 85、Q/ASB 271、Q/ASB 275、Q/ASB 330等。各标准包含 的牌号和用途参见附录A。
GB/T 710 优质碳素结构钢热轧薄钢板和钢带 GB/T 711 优质碳素结构钢热轧厚钢板和钢带 GB/T 4171 耐候结构钢 GB 6653 焊接气瓶用钢板和钢带 TB/T 1979 铁道车辆用耐大气腐蚀钢订货技术条件 Q/ASB 2 集装箱用热连轧钢板和钢带 Q/ASB 15 冷轧产品包装、标志和质量证明书 Q/ASB 85 工具用热连轧钢带 Q/ASB 269 热连轧钢板和钢带的尺寸、外形、重量及允许偏差 Q/ASB 271 结构用热连轧钢板和钢带 Q/ASB 275 汽车结构用热连轧钢板和钢带 Q/ASB 330 冷轧及冷成型用热连轧钢板和钢带
4 订货内容
订货时用户应在合同或订单中提供以下信息: a) 本标准编号; b) 牌号; c) 规格尺寸及允许偏差(当未规定时,按普通精度供货); d) 带卷尺寸(当未规定时,内径按 610 mm 供货); e) 表面质量级别(当未规定时,按普通级表面供货);
1
Q/ASB 140—2013
f) 边缘状态(当未规定时,钢板和钢带按切边状态供货); g) 涂油状态 (当未规定时,按涂油供货); h) 用途。
按收货单位地区选择
按用户要求选择
Q/ASB 140—2013 BB
附录B (资料性附录) 推荐的涂油量选择
表B.1 推荐的涂油量选择
类别 汽车运输 铁路运输 船舶运输
鞍山钢铁集团公司企业标准
Q/ASB 140—2013
代替 Q/ASB 140-2012
热轧酸洗钢板和钢带
2013 - 04- 20 发布
2013 - 05 - 10 实施
鞍山钢铁集团公司 发 布
前言
Q/ASB 140—2013
本标准按照GB/T 1.1-2009《标准化工作导则 第1部分:标准的结构和编写》给出的规则起草。 本标准代替Q/ASB 140-2012《热轧酸洗钢带》。 与Q/ASB 140-2012相比,除编辑性修改外,本标准主要技术内容变化如下: ——修改了标准名称; ——增加了钢板的供货要求; ——厚度允许偏差和不平度分为两个级别,增加了高级精度; ——增加了GB/T 711《优质碳素结构钢热轧厚钢板和钢带》、GB 6653《焊接气瓶用钢板和钢带》 标准中的牌号和用途; ——增加了对涂油量的推荐值。 本标准由鞍钢股份有限公司科技质量部提出。 本标准由鞍钢股份有限公司科技质量部归口。 本标准起草单位:鞍钢股份有限公司科技质量部。 本标准主要起草人:杨卫、高秀梅、陈玥。 本标准水平等级标记:Q/ASB 140-2013Y。 本标准历次版本发布情况:Q/ASB 140-2012。
焊接性能的结构件。
S20C、S35C、S45C
机械结构用钢。主要用于经切削加工并热处理后使用的机械 结构件。
SPHT1、SPHT2、SPHT3、SPHT4
钢管用钢。主要用于焊接钢管。
A320L、A420L、A510L、A550L、A610L 汽车用钢。主要用于汽车纵梁、横梁及其它结构件。
QStE340TM、QStE380TM、QStE420TM、 汽车用钢。主要用于具有良好的冷成型性及高强度要求的汽
5.2.4 钢带的塔形高度应符合表 6 的规定。
表6 塔形
公称宽度/mm
≤1000 >1000
切边 ≤20 ≤30
塔形高度允许值/mm
不切边 ≤50 ≤60
5.3 尺寸及外形的测量 5.3.1 对切边钢带,厚度应在距边部不小于 25 mm 处测量。对不切边钢带,厚度应在距边部边不小于 40 mm 处测量。 5.3.2 其它尺寸及外形的测量应符合 Q/ASB 269 的规定。 5.4 重量 5.4.1 钢板和钢带按实际重量交货。 5.4.2 钢带的重量应不大于 30t。
45、50
08、08Al、10、15、20、25、30、35、40、 优质碳素结构钢。主要用于汽车、建筑、机械等结构件。
45、50
高耐侯钢。主要用于车辆、集装箱、建筑、塔架或其它结构
Q295GNH、Q355GNH
件等结构用,与焊接耐侯钢相比,具有较好的耐大气腐蚀性
能。
Q235NH、Q295NH、Q355NH、Q415NH、Q460NH、 焊接耐侯钢。主要用于车辆、集装箱、建筑、桥梁或其它结
7 试验方法
各牌号的试验方法应符合相应标准的规定。
8 检验规则
各牌号的检验规则应符合相应标准的规定。
9 包装、标志和质量证明书
钢板和钢带的包装、标志和质量证明书应符合Q/ASB 15中“冷轧钢板和钢带包装方式”的规定。
4
Q/ASB 140—2013 AA
附录A (资料性附录) 适用的标准、牌号和用途
QStE460TM、QStE500TM
车纵梁、横梁等结构件。
汽车用钢。主要用于具有良好的冷成型性及高强度要求的汽 S315MC、S355MC、S420MC、S460MC、S500MC
车结构件。
SAPH310、SAPH370、SAPH400、SAPH440 汽车用钢。用于汽车纵梁、横梁及车轮。
LQ330、LQ380、LQ410、LQ450
Q195、Q235A~Q235D、Q345A~Q345E、 Q390A~Q390E、SS330、SS400、S、船舶及其它结构件。
焊接结构用钢。主要用于建筑、桥梁、船舶、车辆、石油贮 SM400A、SM400B、SM400C SM490A、SM490B、
罐、容器、工程机械、采矿机械等要求优良综合力学性能及 SM490C、SM490YA、SM490YB
I
Q/ASB 140—2013
热轧酸洗钢板和钢带
1 范围
本标准规定了热轧酸洗钢板和钢带的分类、代号、订货内容、尺寸、外形、重量及允许偏差、技术 要求、试验方法、检验规则、包装、标志和质量证明书。
本标准适用于鞍山钢铁集团公司生产的热轧酸洗钢板和钢带。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
高级精度(PT.B)
≤1200
>1200~ 1500
≤1200
>1200~ 1500
≤1200
>1200~ 1500
≤1200
>1200~ 1500
±0.13 ±0.14 ±0.10 ±0.11 ±0.14 ±0.15 ±0.11 ±0.12
±0.14 ±0.15 ±0.11 ±0.12 ±0.15 ±0.16 ±0.12 ±0.13
±0.15 ±0.17 ±0.12 ±0.14 ±0.16 ±0.19 ±0.13 ±0.16
±0.17 ±0.18 ±0.14 ±0.15 ±0.19 ±0.20 ±0.16 ±0.17
±0.19 ±0.21 ±0.16 ±0.18 ±0.21 ±0.23 ±0.18 ±0.20
5.1.3 切边钢板和钢带的宽度允许偏差为 0~3 mm,不切边钢板和钢带的宽度允许偏差为 0~20 mm。 5.1.4 钢板的长度允许偏差应符合表 3 的规定。
≤1200
>1200~ 1500
≤1200
>1200~ 1500
≤1200
>1200~ 1500
18
20
10
12
26
31
18
20
15
18
8
10
22
29
15
18
5.2.3 钢带的内径允许偏差应符合表 5 的规定。 表5 内径允许偏差
公称钢卷内径/mm 760
610
允许偏差/mm +20 -70 +20 -50
Q500NH、Q550NH
构件等结构用,与高耐侯钢相比,具有较好的焊接性能。
HP235、HP265、HP295、HP325、HP345 焊接气瓶用钢。用于焊接气瓶。
05CuPCrNi、09CuPCrNi-A、09CuPCrNi-B、 耐大气腐蚀钢。用于制造铁道车辆。
09CuPTiRE-A、09CuPTiRE-B、08CuPVRE
表3 长度允许偏差
公称长度/mm
≤2000 >2000 注:L为钢板的公称长度。
长度允许偏差/mm,不大于