标准工艺卡片
工艺参数卡片(样条)
锁模压力
模具温度 静模 设定 实际 ℃ ℃ 动模
KN
关模1 关模2 低压 高压 压力(p) 速度(v) 位置(mm)
开模4 开模3 开模2 开模1
托退2 托退1 托进1 托进2
保压3 保压2 保压1 压力(p) 速度(v) 时间(s) 速度(v) 位置(mm)
射胶6 射胶5 射胶4 射胶3 射胶2 射胶1
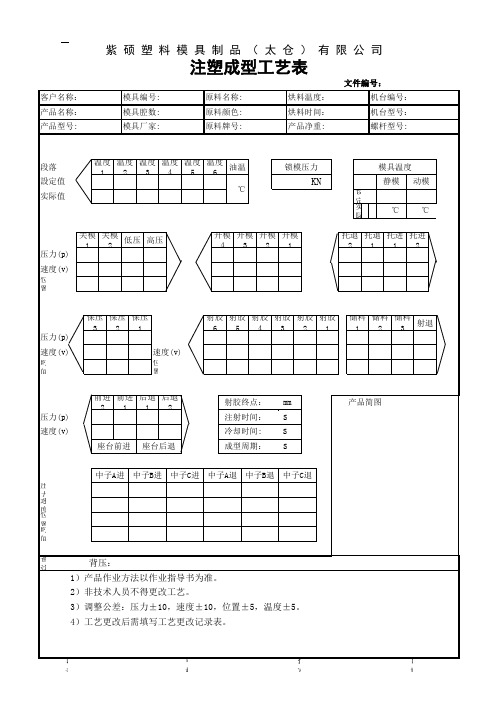
紫 硕 塑 料 模 具 制 品 ( 太 仓 ) 有 限 公 司
注塑成型工艺表
文件編号: 客户名称: 产品名称: 产品型号: 模具编号: 模具腔数: 模具厂家: 原料名称: 原料颜色: 原料牌号: 烘料温度: 烘料时间: 产品净重: 机台编号: 机台型号: 螺杆型号:
段落 設定值 实际值
温度1 温度2 温度3 温度4 温度5 温度6 油温 ℃
储料1 储料2 储料3 射退
前进2 前进1 后退1 后退2 压力(p) 速度(v) 座台前进 座台后退
射胶终点: 注射时间: 冷却时间: 成型周期:
mm 进 中子C进 中子A退 中子B退 中子C退 压力(p) 速度(v) 位置(mm) 时间(s)
备注:
背压: 1)产品作业方法以作业指导书为准。 2)非技术人员不得更改工艺。 3)调整公差:压力±10,速度±10,位置±5,温度±5。 4)工艺更改后需填写工艺更改记录表。
记录 :
审核:
批准:
日期:
(完整版)工艺过程卡和工序卡卡片
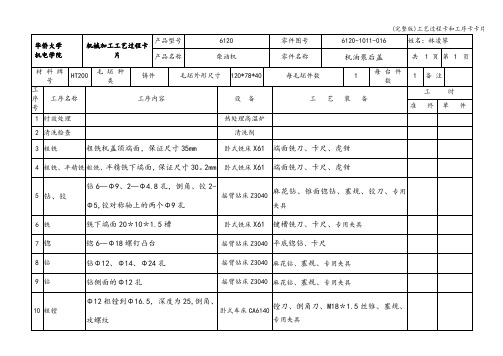
华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120-1011—016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第1页车间工序号工序名称材料牌号粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*4011设备名称设备型号设备编号同时加工件数卧式铣床X611夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1粗铣机盖顶端面,保证尺寸35mm硬质合金端面铣刀、卡尺16011。
65132。
82华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120—1011—016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第2页车间工序号工序名称材料牌号粗铣、半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*351设备名称设备型号设备编号同时加工件数卧式铣床X611夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1粗铣下端面,保证尺寸31mm硬质合金端面铣刀、卡尺1601 1.64132。
82华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120-1011-016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第3页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30。
21设备名称设备型号设备编号同时加工件数摇臂钻床Z30401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1钻6-Φ9mm孔Φ9高速钢麻花钻、塞规6300.290。
11种机械加工工艺卡片(模板)

标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
砂型铸造工艺卡片
产品型号
零件图号
产品名称
零件名称
第页
第页
材料编号
毛重
浇冒口重
收得率
每箱总重
每台件数
模样
砂箱
砂型与涂料
芯
撑
编号
砂芯
材料
名称
规格
砂型名称
面砂编号
背砂编号
涂料编号
数量
芯盒编号
芯盒编号
芯盒编号
强度等级
每毛坯可制件数
备
注
工时定额(单件)
牌号
规格尺寸
工序
牌号
规格尺寸
工序
工序号
工序
名称
工序内容
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
重量
序号
工序
名称
工序内容与要求
设备与工具
材料
施工条件
工时
颜色
代号
型号与名称
定额
粘度
厚度
干燥
时间
单件
准终
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
标准的工艺过程卡及工序卡片
产品型号
拨叉831007
零件图号
产品名称
拨叉
零件名称
拨叉
材料牌号
HT200
毛坯种类
铸件
毛坯尺寸
每坯件数
2
每台件数
1
工
序
号
工序内容
加工
车间
设备
夹具
刀具
量具
单件工进
(min)
名称
型号
名称
规格
名称
规格
名称
规格
10
粗铣小头孔的上端面
机
铣床
X5140
专用夹具
高速钢盘铣刀
高度尺
20
粗铣中间孔的上端面
主轴转速
(r/min)
切削速度
(m/min)
基本时间
(min)
1
扩两小端头孔
高速钢直柄麻花钻
高度尺
2
1
1
2
0.9
200
100
0.098
设计者
指导教师
共 7 页
第7页
………………………… ……………………………………… ………………………………………… ………………………………
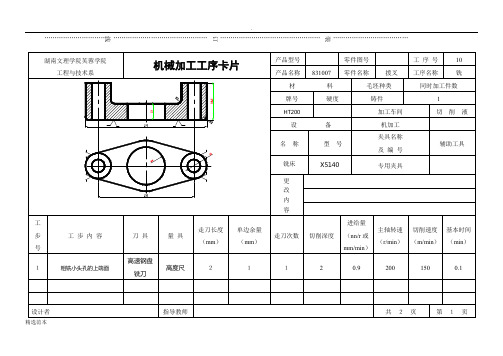
湖南文理学院芙蓉学院
工程与技术系
工序名称
铣
材 料
毛坯种类
同时加工件数
牌号
硬度
铸件
1
HT200
加工车间
切削液
设备
机加工
名称
型号
夹具名称
及编号
辅助工具
铣床
X5140
专用夹具
更
改
内
容
工
步
号
生产工艺卡片
生产工艺卡片生产工艺卡片是一种用来记录和交流产品生产过程的工具。
它通常包括产品的名称、规格、工艺流程、原材料、环境要求以及注意事项等信息。
下面是一份示例的生产工艺卡片:产品名称:纯棉T恤规格:尺码:S/M/L/XL/XXL颜色:白色/黑色/蓝色/红色工艺流程:1. 制版:根据设计要求制作T恤的版型2. 选料:选择适合制作T恤的面料,并根据规格切割成坯布3. 准备工作:整理并清洁工作区域,确保卫生和安全4. 缝纫:将坯布按照版型缝合成T恤的基本形状5. 整烫:使用烫斗将T恤整理成平整的样子,并使缝合线更加牢固6. 质量检验:检查T恤的质量,包括缝合线是否整齐、颜色是否均匀等7. 包装:将T恤折叠并装入透明塑料袋中,再放入纸箱内8. 运输:使用适当的运输工具将产品运送到指定的地点原材料:1. 面料:纯棉布料,应具有良好的透气性和舒适性2. 缝纫线:耐用且不易断裂的缝纫线3. 纸箱和塑料袋:用于产品的包装和运输环境要求:1. 温度:工作区域应保持适宜的温度,以确保操作人员的舒适度和工作效率2. 通风:工作区域应具有良好的通风设施,以确保空气流通和操作人员的健康3. 光照:工作区域应有足够的自然光或人工照明,以确保操作人员能清晰地看到操作细节注意事项:1. 操作人员应穿着适当的工作服和防护用具,以保护个人安全2. 在操作过程中要注意用力均匀,避免拉扯面料造成缝合线不均匀或面料变形3. 定期清洁和维护缝纫机,保证其正常运行和稳定性能通过生产工艺卡片,工厂可以将产品的生产过程清晰地记录下来,以便操作人员进行制作,同时也方便质检人员对产品的质量进行检验。
此外,生产工艺卡片还可以用于培训新员工,让他们了解整个生产过程和注意事项,提高工作效率和质量。
在实际生产中,工厂可以根据产品的不同特性和工艺要求制定自己的生产工艺卡片,以适应特定的生产环境和市场需求。
使用生产工艺卡片可以规范生产过程,提高产品的一致性和质量稳定性,同时也有助于管理和绩效评估。
零件加工工艺过程卡片
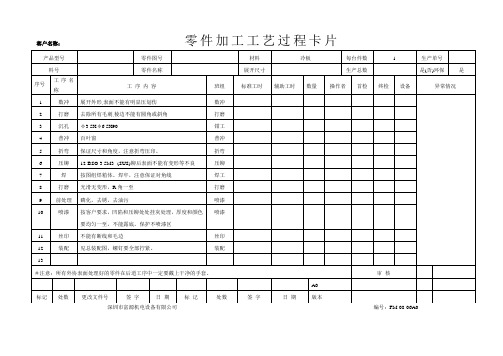
11
丝印
不能有断线和毛边
丝印
12
装配
见总装配图,螺钉要全部拧紧。
装配
13
#注意:所有外协表面处理好的零件在后道工序中一定要戴上干净的手套。
审核
A0
标记
处数
更改文件号
签字
日期
标记
处数
签字
日期
版本
深圳市富源机电设备有限公司编号:FM-08-06A0
钳工
4
普冲
百叶窗
普冲
5
折弯
保证尺寸和角度,注意折弯压印。
折弯
6
压铆
12-BSO-3.5M3- (SUS)铆后表面不能有变形等不良
压铆
7
焊
按图组焊箱体。焊牢,注意保证对角线
焊工
8
打磨
光滑无变形,R角一至
打磨
9
前处理
磷化,去锈,去油污
喷漆
10
喷漆
按客户要求,凹陷和压铆处处挂灰处理,厚度和颜色要均匀一至,不能露底。保护不喷漆区.
客户名称:零件加工工艺过程卡片
产品型号
零件图号
材料
冷板
每台件数
1
生产单号
料号
零件名称
展开尺寸
生产总数
是(否)环保
是
序号
工序名称
工序内容
班组
标准工时
辅助工时
数量
操作者
首检
终检
设备
异常情况
1
数冲
展开外形,表面Байду номын сангаас能有明显压划伤
数冲
2
打磨
去除所有毛刺,棱边不能有圆角或斜角.
打磨
3
沉孔
φ3.5Xφ6.5X90
工艺卡片模板
工艺卡片模板工艺卡片是一种用于记录工艺流程、操作规范、质量要求等信息的文档,它在生产制造过程中起着非常重要的作用。
为了更好地规范和管理工艺流程,提高产品质量,我们设计了以下工艺卡片模板,希望能够为大家的工艺管理工作提供帮助。
一、工艺卡片基本信息。
1. 产品名称,(填写产品名称)。
2. 编号,(填写产品编号)。
3. 制定日期,(填写制定工艺卡片的日期)。
4. 版本号,(填写工艺卡片的版本号)。
二、工艺流程。
1. 工艺流程图。
(在此处插入工艺流程图,清晰展示产品的生产流程)。
2. 工序要求。
(列出产品的各个工序,包括工序名称、操作要点、注意事项等内容)。
三、工艺参数。
1. 工艺参数表。
(列出产品的各项工艺参数,包括温度、压力、速度、时间等信息)。
2. 工艺参数调整。
(描述工艺参数调整的方法和步骤,以及调整后的效果)。
四、质量要求。
1. 检验标准。
(列出产品的各项质量指标,包括外观质量、尺寸精度、表面光洁度等要求)。
2. 质量控制点。
(描述在生产过程中需要注意的质量控制点,以及如何进行质量检查)。
五、安全注意事项。
1. 作业环境要求。
(描述生产作业的环境要求,包括通风、防火、防爆等安全要求)。
2. 个人防护。
(列出生产作业时需要佩戴的个人防护用品,如安全帽、防护眼镜、手套等)。
六、工艺改进记录。
1. 改进内容。
(记录工艺改进的具体内容,包括改进的原因、方法和效果)。
2. 改进责任人。
(记录工艺改进的责任人,以便跟踪和评估改进效果)。
七、其他事项。
1. 其他相关信息。
(在此处记录其他与工艺管理相关的内容,如工艺设备的维护保养、异常处理等)。
以上就是工艺卡片模板的内容,希望能够对大家的工艺管理工作有所帮助。
在使用模板的过程中,可以根据实际情况进行适当的调整和完善,以确保工艺卡片能够真正发挥作用,提高生产效率和产品质量。
祝大家工作顺利!。
工艺卡片样本(DOC 28页)

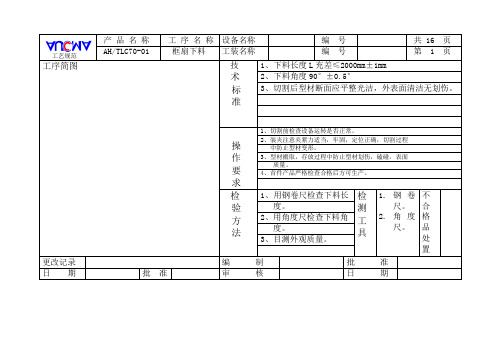
工艺卡片样本(DOC 28页)工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 框扇下料工装名称编号第 1 页工序简图技术标准1、下料长度L充差≤2000mm±1mm2、下料角度90°±0.5°3、切割后型材断面应平整光洁,外表面清洁无划伤。
操作要求1、切割前检查设备运转是否正常。
2、装夹注意夹紧力适当,牢固,定位正确,切割过程中防止型材变形。
3、型材搬取,存放过程中防止型材划伤,磕碰,表面质量。
4、首件产品严格检查合格后方可生产。
检验方法1、用钢卷尺检查下料长检测工具1.钢卷尺。
2.角度尺。
不合格品处置度。
2、用角度尺检查下料角度。
3、目测外观质量。
更改记录编制批准日期批准审核日期工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 铣排水孔工装名称编号第 2 页工序简图技术标准1、排水孔为Φ5×30槽孔,每根料数量2个。
2、纵向位置允差别±3mm,排列均匀。
3、排水孔表面光洁,无毛刺、铣刀不得损坏型材腹板4、排水孔设在外轨道左侧。
操作要求1、铣料前检查设备运转是否正常。
2、注意排水孔的位置均匀和数量。
3、铣孔时避免划伤型材表面质量。
4、首件产品严格检查,合格后方可生产。
检验方法1、用卡尺测量排水孔尺检测工具1、卡尺。
2、卷尺。
不合格品处置寸。
2、用卷尺测量排水孔位置。
更改记录编制批准日期批准审核日期工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 铣边框料工装名称编号第 3 页工序简图技术标准1、边框上方仿型铣深度距离为40mm。
2、边框下方仿型铣深度距离为50mm。
3、仿型铣后,光滑无毛刺,深度距离偏差L±1mm。
4、边框左右铣切距离为68mm,距离偏差L±0.5mm。
操作要求1、工作前检查仿型铣床运转是否正常。
2、检查铣刀型号是否正确。
3、工作时型材轻取轻放,避免划伤型材表面质量。
机械加工工艺标准规范标准过程及其工序卡片
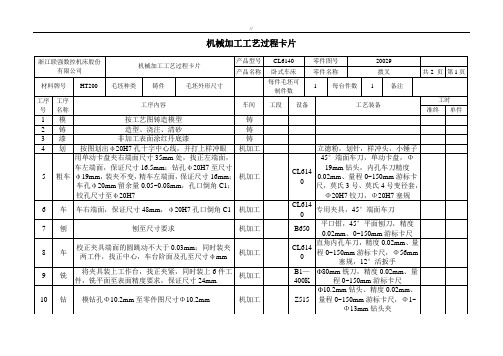
Z32K
Φ9.9mm钻头,Φ10H7铰刀,Φ1~Φ13mm钻头夹,精度0.02mm、量程0~150mm游标卡尺,Φ10H7塞规
12
漆
按油漆工艺涂上油漆
13
检
综合检查,Φ4mm锥销孔装配时做出
14
入库
清洗干净,在无油漆面上涂上防锈油,入库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CL6140
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
切削深度/mm
进给
次数
工步工时
机动
辅助
1
车右端面,保证车床48mm,Φ20H7孔口倒角C1
机加工
CL6140
45°端面车刀,单动卡盘,Φ19mm钻头,内孔车刀精度0.02mm、量程0~150mm游标卡尺,莫氏3号、莫氏4号变径套,Φ20H7铰刀,Φ20H7塞规
6
车
车右端面,保证尺寸48mm,φ20H7孔口倒角C1
机加工
CL6140
专用夹具,45°端面车刀
7
刨
刨至尺寸要求
机加工
B650
平口钳,45°平面刨刀,精度0.02mm、0~150mm游标卡尺
造型、浇注、清砂
铸
3
漆
非加工表面涂红丹底漆
铸
工艺卡片模板
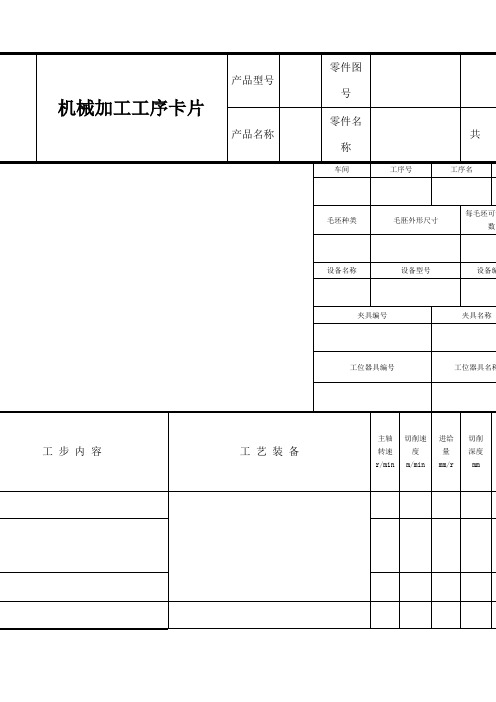
产品型号 产品名称
零件图 号
零件名 称
车间
工序号
共
工序名
毛坯种类
毛胚外形尺寸
每毛坯可制 数
设备名称
设备型号
设备编
夹具编号
夹具名称
工位器具编号
工位器具名称
工步内容
工艺装备
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
切削 深度
mm
设计(日期) 审核(日期) 标准化(日期) 会签(日
更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
机械加工工序卡片
产品型号 产品名称
零件图 号
零件名 称
车间
工序号
共
工序名
毛坯种类
毛胚外形尺寸
每毛坯可制 数
设备名称
设备型号
设备编
夹具编号
夹具名称
工位器具编号
工位器具名称
工步内容
工艺装备
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
零件图 号
零件名 称
车间
工序号
共
工序名
工步内容
毛坯种类
毛胚外形尺寸
每毛坯可制 数
设备名称
设备型号
设备编
夹具编号
夹具名称
工位器具编号
工位器具名称
工艺装备
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
切削 深度
mm
设计(日期) 审核(日期) 标准化(日期) 会签(日
更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
工艺技术卡片

工艺技术卡片工艺技术卡片一、产品介绍名称:XXXXXXXXX型号:XXXXXXXXX用途:XXXXXXXXX二、工艺概述1. 工艺流程:XXXXXXXXX2. 原材料:XXXXXXXXXa. 主要原材料:XXXXXXXXXb. 辅助原材料:XXXXXXXXX3. 设备清单:XXXXXXXXXa. 主要设备:XXXXXXXXXb. 辅助设备:XXXXXXXXX三、工艺步骤与操作说明1. 工艺步骤:a. 步骤 1:XXXXXXXXXb. 步骤 2:XXXXXXXXXc. 步骤 3:XXXXXXXXXd. 步骤 4:XXXXXXXXXe. 步骤 5:XXXXXXXXXf. 步骤 6:XXXXXXXXX2. 操作说明:a. 操作人员应具备相关技能和知识,熟悉操作流程和危险警示。
b. 操作步骤应按照工艺流程进行,不得随意省略或更改。
c. 操作人员需穿戴相关防护用品,如手套、护目镜、口罩等。
d. 操作结束后,及时清理、维护设备,确保设备正常运行。
四、质量控制要点1. 质量标准:XXXXXXXXXa. 外观要求:XXXXXXXXXb. 物理性能要求:XXXXXXXXXc. 化学性能要求:XXXXXXXXX2. 检测方法:a. 外观检测:XXXXXXXXXb. 物理性能检测:XXXXXXXXXc. 化学性能检测:XXXXXXXXX3. 质量控制措施:a. 现场检验:在生产过程中定期进行抽样检验,确保产品符合质量标准。
b. 机器自检:设备应配备自动检测装置,能够实时监测关键质量指标。
c. 生产工艺监控:对关键工艺参数进行监控和调整,确保产品一致性和稳定性。
五、安全注意事项1. 操作人员需穿戴相关防护用品,避免接触有害物质。
2. 熟悉紧急疏散路线和应急预案,确保在事故发生时能够正确应对。
3. 严格按照操作规程进行操作,不得搞乱或私自调整设备参数。
4. 定期对设备进行维修和保养,确保设备安全可靠。
六、常见问题与解决方法1. 问题 1:XXXXXXXXX 解决方法:XXXXXXXXX2. 问题 2:XXXXXXXXX 解决方法:XXXXXXXXX3. 问题 3:XXXXXXXXX 解决方法:XXXXXXXXX七、工艺技术指标1. 生产效率:XXXXXXXXX2. 产品质量合格率:XXXXXXXXX3. 环境排放标准:XXXXXXXXX以上是对XXXXXXXXX工艺技术的概述和详细说明,该工艺技术卡片将帮助操作人员正确进行工艺流程,确保产品质量和安全生产。
工艺卡片模板

执行日期:年
产品质量指标 项目 产品纯度 项目 ××含量 ××含量 项目 原料 T101顶 T101底 < < ≥ 单位 %(质量分数) ※ 指标 0.5 500 频次 1次/8h 1次/4h 1次/4h 塔底温度 进料温度 塔顶温度 V103液位 塔底液位 塔顶压力 塔底温度 塔底液位 ××出装置温度 V104液位 ××出装置温度 塔底液位 塔顶温度 塔顶压力 回流流量 ※ ※ ※ ※ ※ ※ ℃ ℃ ℃ % % MPa ℃ % ℃ ××塔B % ℃ % ℃ MPa t/h (45~55)±15 (40-50)±20 (45~55)±15 (40~45)±5 (1.6~1.8)±0.2 (40~80)±10 LICA108 TI133 LIC107 TR129 PRCA104 FRC114 单位 液化石油气 %(质量分数) mg/L 内容 组成 组成 组成 原料质量指标 ※ 指标 99.5 V101液位 进料温度 塔顶温度 V102液位 回流流量 塔顶压力 塔底温度 塔底液位 ※ ※ ※ % ℃ ℃ % t/h MPa ℃ % 项目 单位 ××塔 (40~60)±10 (67~72)±3 (45~50)±3 (45~55)±15 (8~10)±3 (1.75~1.85)±0.1 (100~104)±5 (45~55)±15 ××塔 (50~56)±5 (38~54)±5 (40~50)±5 (45~55)±15 (45~55)±15 (1.95~2.15)±0.2 ××精馏塔A (55~60)±5 (45~55)±15 ≤60 TIC123 LICA106 TI136 电机温度 轴承温度(滚动) 轴承温度(滑动) 项目 < < < TR115 TRC113 TR118 LICA105 LICA114 PRC102 污水含油量 污水PH值 排污合格率 ≥ % ※ 指标 65 70 65 1/2—2/3 单位 ℃ ℃ ℃ 机泵运转指标 项目 < LICA111 TRC101 TR119 LICA113 FRC115 PIC102 TR116 LICA112 热水压力 净化风压力 氮气压力 热水温度 工业循环水压力 工业循环水温度 ※ ※ ※ ※ 项目 操作指标 指标 仪表位号 电 循环水 低压蒸汽 净化风 总能耗 项目
注塑工艺卡片

审核:
批准:
托模退
后模中子进
座台
前模中子退
调模
后模中子退
温度
储料/射退
段数
一段
二段
三段
四段
五段
六段
七段
八段
九段
压力
速度
时间
位置
设定℃
储料一
储料二
射胶
储料三
射退一
段数
射出一
射出二
射出三
射出四
射出五
保压
压力
段数
保压一
保压二
保压三
保压四
速度
压力
位置
速度
时间
时间
储料前冷却
冷却时间
前模运水
后模运水
注意事项:
注:射出、保压时间允许在+2范围内,冷却时间允许在+5范围内,压力、速度、位置允许在+10范围内.
注塑工艺卡片
日期:年月日
机台
产品名称
材料温度
标准产能
模腔数
单重
周期
锁模
开模
快速
低压
高压
低压保护
时间□
一慢
快速
二慢
压力
压力
速度
速度
位置
位置
顶针
中子/纹牙
压力
速度
时间
位置
托模方式□
压力
速度
时间
位置
托模进
0停留1定次2震动
托模次数□
中子/纹牙□
0不用1中子2纹牙
控制方式□
0行程1时间
前模中子进
(工艺技术)工艺卡片样本
工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 框扇下料工装名称编号第 1 页工序简图技术标准1、下料长度L充差≤2000mm±1mm2、下料角度90°±0.5°3、切割后型材断面应平整光洁,外表面清洁无划伤。
操作要求1、切割前检查设备运转是否正常。
2、装夹注意夹紧力适当,牢固,定位正确,切割过程中防止型材变形。
3、型材搬取,存放过程中防止型材划伤,磕碰,表面质量。
4、首件产品严格检查合格后方可生产。
检验方法1、用钢卷尺检查下料长检测工具1.钢卷尺。
2.角度尺。
不合格品处置度。
2、用角度尺检查下料角度。
3、目测外观质量。
更改记录编制批准日期批准审核日期工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 铣排水孔工装名称编号第 2 页工序简图技术标准1、排水孔为Φ5×30槽孔,每根料数量2个。
2、纵向位置允差别±3mm,排列均匀。
3、排水孔表面光洁,无毛刺、铣刀不得损坏型材腹板4、排水孔设在外轨道左侧。
操作要求1、铣料前检查设备运转是否正常。
2、注意排水孔的位置均匀和数量。
3、铣孔时避免划伤型材表面质量。
4、首件产品严格检查,合格后方可生产。
检验方法1、用卡尺测量排水孔尺检测工具1、卡尺。
2、卷尺。
不合格品处置寸。
2、用卷尺测量排水孔位置。
更改记录编制批准日期批准审核日期工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 铣边框料工装名称编号第 3 页工序简图技术标准1、边框上方仿型铣深度距离为40mm。
2、边框下方仿型铣深度距离为50mm。
3、仿型铣后,光滑无毛刺,深度距离偏差L±1mm。
4、边框左右铣切距离为68mm,距离偏差L±0.5mm。
操作要求1、工作前检查仿型铣床运转是否正常。
2、检查铣刀型号是否正确。
3、工作时型材轻取轻放,避免划伤型材表面质量。
卡片式工艺标准(电气)
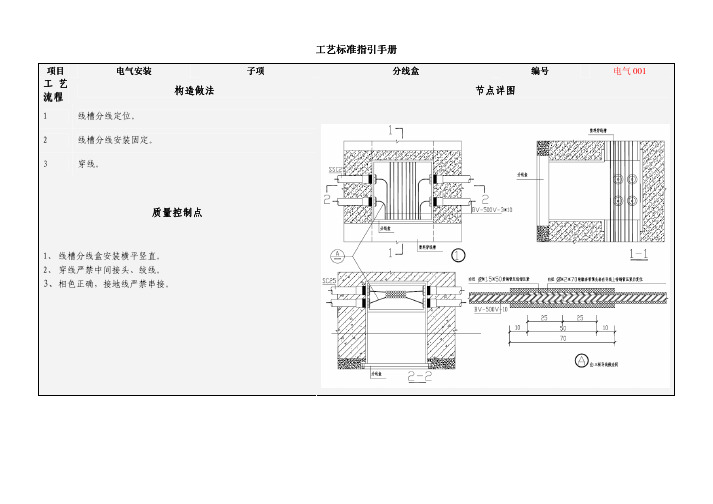
项目
工艺 流程
电气安装
构造做法
子项
总等电位连接 1
1
按设计图纸防雷接地主干线焊接联通,预留焊接联结点。
2
各子系统防雷接地焊接联通,与主干线焊接联通。
3
整个系统测试,接地电阻符合设计要求。
编号
节点详图
质量控制点
1、各焊接点长度符合规范要求。 2、干线与支线并联焊接,严禁接地线串接焊接。
电气 016
工艺标准指引手册
电气 010
项目
工艺 流程
电气安装
构造做法
1
电缆套管加工,安装。
2
电缆敷设。
3
防火封堵。
工艺标准指引手册
子项
井内桥架垂直安装节点
编号
节点详图
质量控制点
1、 套管止水环、喇叭口。
2、电缆保护管固定点间距为 1.5m,固定点与墙板面的距离为 250mm。 3、套管防火封堵密实。
电气 011
项目
工艺 流程
电气安装
构造做法
2
电缆敷设。
3
密封。
子项
低压母线及母线槽节点
编号
节点详图
质量控制点
1、 应采用防火隔离措施,防止火灾沿线路延燃。
2、过梁前后电缆直接穿越防火框,框内布满泡沫石棉毡或其它防火
材料填充。
3、填充完成後必须有相应密闭措施,比如加盖板封盖。
电气 006
项目
工艺 流程
1
桥架定位,放线。
电气安装
做法说明
为了解决砼墙体(剪力墙)内电线盒预埋时标高不一致、盒子陷入墙体太深 等质量通病,标高的控制:
结构钢筋绑扎好后,用水准仪在墙面钢筋上标注出水平基准点,每道墙不少 于两点,将两水平基准点之间用细线连接,形成一道水平基准线,由此水平基准 线标注出电盒安装标高尺寸。电盒采用 7cm 深度的穿筋专用盒,把封堵好的穿 筋盒用Φ8 的圆钢焊接固定在上述标高尺寸上。 电盒口与墙面平齐的控制:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
处数
更改文件号
签 字
日 期
职大
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材 料 牌 号
毛 坯 种 类
毛坯外形尺寸
编号
夹具
切削工具
量具、辅具
准终
基本工时
设 计(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
职大
工 艺 卡 片
产品型号
N6135
零件图号
N761-05-002
产品名称
柴油机
零件名称
连杆体
共
5
页
第
5
页
材 料 牌 号
毛 坯 种 类
毛坯外形尺寸
每毛坯件数
零件毛重(Kg)
零件净重(Kg)
材料消耗定额
N6135
零件图号
N761-05-002
产品名称
柴油机
零件名称
连杆体
共
5
页
第
4
页
材 料 牌 号
毛 坯 种 类
毛坯外形尺寸
每毛坯件数
零件毛重(Kg)
零件净重(Kg)
材料消耗定额
每台产品零件数
每批数量
40Gr
锻件
70X132X370
1
6
工
序
安
装
工
步
工 序 容
设 备
工艺装备名称及编号
工 时(分)
名称及型号
工艺装备名称及编号
工 时(分)
名称及型号
编号
夹具
切削工具
量具、辅具
准终
基本工时
设 计(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
职大
工 艺 卡 片
产品型号
N6135
零件图号
N761-05-002
产品名称
柴油机
零件名称
连杆体
共
5
页
第
4
页
材 料 牌 号
毛 坯 种 类
毛坯外形尺寸
每毛坯件数
编号
夹具
切削工具
量具、辅具
准终
基本工时
锉刀
游标卡尺
0-125/0.02
50
粗精2连杆体另一端平面,去毛刺
立柱圆盘铣床
连杆体两端面铣
密尺刀盘
游标卡尺
X5216
夹具T-C-J41-038
ø440
0-125/0.02
垫块N761
锉刀
60
磨削
粗磨连杆体两X127
外径千分尺
M7132H
50-75/0.01
退磁机
TC-360A
70
钻削
钻连杆体小头基准孔,去毛刺
立式钻床
连杆小头孔钻夹
Z5163A
具
设 计(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
职大
工 艺 卡 片
产品型号
N6135
零件图号
N761-05-002
产品名称
柴油机
零件名称
连杆体
共
5
页
第
3
页
材 料 牌 号
职大
工 艺 卡 片
产品型号
N6135
零件图号
N761-05-002
产品名称
柴油机
零件名称
连杆体
共
5
页
第
1
页
材 料 牌 号
毛 坯 种 类
毛坯外形尺寸
每毛坯件数
零件毛重(Kg)
零件净重(Kg)
材料消耗定额
每台产品零件数
每批数量
40Gr
锻件
70X132X370
1
6
工
序
安
装
工
步
工 序 容
设 备
工艺装备名称及编号
毛 坯 种 类
毛坯外形尺寸
每毛坯件数
零件毛重(Kg)
零件净重(Kg)
材料消耗定额
每台产品零件数
每批数量
40Gr
锻件
70X132X370
1
6
工
序
安
装
工
步
工 序 容
设 备
工艺装备名称及编号
工 时(分)
名称及型号
编号
夹具
切削工具
量具、辅具
准终
基本工时
设 计(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
职大
工 艺 卡 片
产品型号
N6135
零件图号
N761-05-002
产品名称
柴油机
零件名称
连杆体
共
5
页
第
4
页
材 料 牌 号
毛 坯 种 类
毛坯外形尺寸
每毛坯件数
零件毛重(Kg)
零件净重(Kg)
材料消耗定额
每台产品零件数
每批数量
40Gr
锻件
70X132X370
1
6
工
序
安
装
工
步
工 序 容
设 备
零件毛重(Kg)
零件净重(Kg)
材料消耗定额
每台产品零件数
每批数量
40Gr
锻件
70X132X370
1
6
工
序
安
装
工
步
工 序 容
设 备
工艺装备名称及编号
工 时(分)
名称及型号
编号
夹具
切削工具
量具、辅具
准终
基本工时
设 计(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
职大
工 艺 卡 片
产品型号
产品型号
N6135
零件图号
N761-05-002
产品名称
柴油机
零件名称
连杆体
共
5
页
第
2
页
材 料 牌 号
毛 坯 种 类
毛坯外形尺寸
每毛坯件数
零件毛重(Kg)
零件净重(Kg)
材料消耗定额
每台产品零件数
每批数量
40Gr
锻件
70X132X370
1
6
工
序
安
装
工
步
工 序 容
设 备
工艺装备名称及编号
工 时(分)
名称及型号
每台产品零件数
每批数量
40Gr
锻件
70X132X370
1
6
工
序
安
装
工
步
工 序 容
设 备
工艺装备名称及编号
工 时(分)
名称及型号
编号
夹具
切削工具
量具、辅具
准终
基本工时
设 计(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
职大
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
工步号
工 步 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
设 计(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
标记
处数
更改文件号
签 字
日 期
探伤
按Q/TC220技术条件验收
30
分组写标号(无工序卡片)
厚度>70为一组
厚度<=70为一组
40
粗精2连杆体一端平面,去毛刺
立柱圆盘铣
连杆体两端面铣
床X5216
夹具T-C-J41-038
垫块N761
密尺刀盘ø440
设 计(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
职大
工 艺 卡 片
工 时(分)
名称及型号
编号
夹具
切削工具
量具、辅具
准终
基本工时
10
抽检锻件(复检),写毛坯进厂年月号
锻件按Q/TC203技术条件第I类验收
调制HB223-280热处理后的机械性能按
Q/TC208技术条件验收,毛坯颜色桔黄在杆身
凹陷处,毛坯进厂年月号(用年代末尾数0-9
示年号,用A-l十二字母示月号
20
辅助
设 计(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
更改文件号
签 字
日 期
职大
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材 料 牌 号
毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数