NAS928培训
928常用方法

CU928以及类似PDA类产品不能够完全关闭电源,只有关闭屏幕保持待
机状态。
开启\关闭屏幕:轻轻按一下CU928右上角电源键。
关闭\打开背光:长按CU928右上角电源键。
2、开启、关闭无线部分:
关闭无线部分:触笔轻轻点击屏幕上方信号强度标志,系统会显示“开启飞行模式”,点击即可关闭无线部分,此时CU928仍然可以作为一台普通PDA使用,但是电话和无线数据功能被禁止使用。
24、查看电源状态
点击“开始”-“设置”-“系统”-“电源”;
25、更改CU928屏幕背光
点击“开始”-“设置”-“系统”-“背光”-“亮度”;
26、为CU928安装软件
1,在笔记本或台式机中安装“Activesync”软件,此时“笔记本或台式机(我的电脑)选项中出现(移动设备)
这是928演示动画网址 /china/windowsmobile/devices/pocketpc/phone/device/demo/CU928/
这是928之家网址,/ 有什么不懂不能解决的问题都可向专家请教
13.CU928如何断开网络连接
答:长按红色挂机键,听到嘀声后几秒即可断开网络连接,信号指示符变成正常手机信号.
14.CU928能访问WAP网站吗
答:可以,CU928通过内置Pocket IE来浏览WAP和WEB网站.
15.CU928能扩展存储卡吗
答:可以,CU928可以使用SD和MMC格式的外置存储卡,扩展最大容量达4G
28、使用接听电话免提功能
来电长按电话接听键自动切换至免提功能
注意: 1、触笔使用说明:
触笔轻轻点击屏幕相当于单击鼠标左键单击;
斯沃 GSK928TA 数控仿真软件 操作和编程说明书

3.3.8 打开程序区(5-打开程序区)...........................................................41 3.3.9 删除加工程序(6-删除程序)...........................................................41 3.3.10 初始化加工程序区(7-初始化程序区).........................................42 3.4 G 代码解释...................................................................................................42
南京斯沃
斯沃数控仿真软件
GSK928TA 操作和编程说明书
南京斯沃软件技术有限公司 2007/07 版本
前言
南京斯沃软件技术有限公司是一支专业从事可视化软件开发的 队伍。主要提供 CAD/CAM、数控仿真、UG 关键技术的示范、推广和应 用。面向企业的新产品开发和创新设计,提供贴近用户个性化需求的 产品整体设计、技术咨询、二次开发服务。根据客户要求 进行专业 CAD\CAM 的软件开发,以及数控系统、面板仿真的开发,提供基于 UG 软件的二次开发服务,指导客户利用 UG 软件建立企业标准化的设计 流程,缩短新产品研发周期,降低改型设计开发成本,提高产品设计 质量。
斯沃数控仿真软件包括八大类,28 个系统,62 个控制面板。具有 FANUC、 SIEMENS(SINUMERIK)、MITSUBISHI、广州数控 GSK、华中世纪星 HNC、 北京凯恩帝 KND 系统、 大连大森 DASEN、南京华兴 WA 编程和加工功能,学生通过在 PC 机上操作该软件,能在很短 时间内 掌握各系统数控车、数控铣及加工中心的操作,可手动编程或读入 CAM 数控程序加 工,教师通过网络教学,可随时获得学生 当前操作信息。
广州数控-用户手册-GSK928TEa车床数控系统使用手册2.

在本使用手册中,我们将尽力叙述各种与该系统操作相关的事项。
限于篇幅限制及产品具体使用等原因,不可能对系统中所有不必做或不能做的操作进行详细的叙述。
因此,本使用手册中没有特别指明的事项均视为“不可能”或“不允许”进行的操作。
本使用手册的版权,归广州数控设备有限公司所有,任何单位与个人进行出版或复印均属于非法行为,广州数控设备有限公司将保留追究其法律责任的权利。
GSK928TEa 车床数控系统 使用手册II 前 言尊敬的客户:对您选用广州数控设备有限公司的产品,本公司深感荣幸并表示感谢! 本使用手册详细介绍了GSK928TEa 车床数控系统的编程、操作及安装连接事项。
为了保证产品安全、正常与有效地运行工作,请您务必在安装、使用产品前仔细阅读本使用手册。
在系统开始使用之前,请注意以下事项:● 连接好系统的急停按钮。
由于本系统的急停输入采用常闭触点,如不接好急停按钮或错接为常开触点,系统通电后会产生急停报警而不能正常工作(这不属于系统故障)。
● 根据刀具的实际安装位置设置好程序参考点,如不设置好参考点就使用回程序参考点功能,将可能发生意外!安 全 警 告操作不当将引起意外事故,必须要具有相应资格的人员才能操作本系统。
特别提示: 安装在机箱上(内)的系统电源,是仅为本公司制造的数控系统提供的专用电源。
禁止用户将这个电源作其他用途使用。
否则,将产生极大的危险!安全注意事项本手册内容如有变动,恕不另行通知。
IIIGSK928TEa 车床数控系统 使用手册IV安 全 事 项在本系统连接、使用之前,请务必仔细阅读安全说明。
用户必须遵守安全操作规程,以确保人身及设备安全。
用户操作时还必须遵守由本公司提供的使用手册中指明的相关安全规程,在完全熟悉本使用手册内容后,方可操作本系统。
用户还必须遵守由机床厂商随行提供的机床使用说明书中指明的与机床有关的安全操作规程。
用户必须在完全熟悉本使用手册以及由机床制造厂随行提供的机床使用说明书的内容后,才能操作机床或编制程序来控制机床。
GSK928TC数控系统用户手册(1)

X 轰手轮选择 当配置有电子手轮时,选择 X 轰的秱动由电子手轮控制。
Z
Z 轰手轮选择 当配置有电子手轮时,选择 Z 轰的秱动由电子手轮控制。
单步 Step
单步/点动方式 手动单步不点动方式切换。
3.8 手动换刀及辅助功能键
直接选择下一个刀位及控制机床完成各类辅助功能。含义如下:
6
广州数控设备厂
GSK928TC 数控系统用户手册
广州数控设备厂
4.2 数控系统工作方式的选择
图 1 系统初始显示
GSK928TC 数控系统采用工作方式键直接选择系统各种工作方式,各种工作方式之间可以直接转换,
操作简单,方便,直观。
GSK928TC 数控系统上电时动态显示图 1 所示画面,若无按键操作系统将一直循环显示,直到按
以外的仸一键,系统迕入上一次关电前所处的工作方式,如按住退Es出c 键开机或同时按下
刀补 OFT
选择刀偏工作方式
诊断 DGN
选择诊断工作方式
3.5 编辑键/状态选择键
改写 Rew
编辑工作方式中输入方式—- 揑入/改写 之间相互切换。
删除 Del
编辑工作方式中删除数字,字母,程序段或整个程序。
退出 Esc
叏消当前输入的各类数据或从工作状态退出。
输入 Input
输入各类数据或选择需要编辑或运行的程序及建立新的用户程序。
编辑工作方式中显示数控系统零件程序存储区所存的全部零件程序的程序名清单,所存零件程序个数
编辑
以及零件存储区剩余字节数E。DIT
退出
输入
Esc
Input
按编辑工作方式中按
键或在编辑程序内容时按
或
键,显示如图 3:
928tc数控编程课件

常见问题及故障排除
常见问题
在使用928TC系统过程中,可能会遇到一些问题,如程序错误、加工精度不稳定、机床故障等。这些问题可能由 多种原因引起,需要根据实际情况进行分析和处理。
故障排除
对于出现的问题,可以采取相应的故障排除方法进行处理。一般可以通过检查程序、调整参数、更换部件等方式 进行故障排除。在排除过程中,需要注意安全问题和机床保养问题,避免造成不必要的损失和风险。
01
数控机床的机械结构组成
02
数控机床的电气控制系统
数控机床的工作原理及运动轨迹
03
数控编程语言及规范
01
02
03
数控编程语言的种类和 特点
数控编程的基本语法和 规则
数控编程中的常用指令 和代码
加工工艺与刀具选择
数控加工工艺的设计 原则
刀具的类型、选择和 使用注意事项
常见材料的切削性能 和加工方法
03
编程指令详解
Chapter
准备功能指令(G代码)
直线插补,使刀具以指定进给速 度沿直线移动到目标位置。
暂停指令,使刀具在当前位置暂 停一定时间。
G00 G01
G02/G03 G04
快速定位,使刀具以最快速度移 动到指定位置。
圆弧插补,使刀具沿圆弧路径移 动到目标位置(G02为顺时针, G03为逆时针)。
感谢观看
操作面板功能介绍
操作面板概述
928TC系统的操作面板采用了人性化 的设计,具有简单易用的特点。面板 上配备了各种功能按键和指示灯,方 便用户进行操作和监控。
主要功能
操作面板的主要功能包括程序编辑、 参数设置、手动操作、自动加工等。 用户可以通过面板上的按键和旋钮实 现各种功能的切换和调整。
友信达 UNISTAR U928 说明书

UNIS 1
R 1.11 拍照键........................................................................................................................................................16
2、待机界面.................................................................................................................................................................. 16
4、呼叫功能.................................................................................................................................................................. 18
U R 1.4 SIM 卡 1 拨号键........................................................................................................................................15
GSK928TC(TE)编程教材

G00 X50 Z152;(快速定位到起点)
G01 Z150 F50;
G03 X150 Z100 R50 F30;
(X150、Z150为园弧的终点坐标,R50为园弧的半径)
注意:
G02用于顺时针园弧,G03用于逆时针.本例中园弧从右面小头向左切削,为逆时针,用G03指令。如从大端处向右面小端加工园弧,则应使用G02。
▲ G04 暂停
用法举例:G04 D2.5;(暂停2.5秒)
可用于切槽、台阶端面等需要刀具在加工表面作短暂停留的埸合。
▲ G93 系统偏置
用法举例:G93 X1 Z0.5(X方向留1mm余量,Z方向留0.5mm余量。
为了简化编程,如果粗车各加工面所留的加工余量相同,则可用G93作系统偏置后,粗加工指令也可按图纸尺寸编写,粗车结束后用G93 X0 Z0消除偏置,即可精车。
(二) 程序段:相当于一句程序语句,由若干个字段组成,最后以回车结尾。整个程序由若干个程序段构成,一个程序段用来完成刀具的一个或一组动作,或实现机床的一些功能。
(三) 字段(或称为字):由称为“地址”的单个英语字母加若干位数字组成。根据其功能可分成以下几种类型的字段:
N40 G01 Z260(描述精车轨迹的第一个程序段,不得有X向坐标)
N50 Z210 X195
N60 Z200;
N120 G00 X200 Z302;(精车结束,退出)
▲ 上述G71指令的粗车是以多次Z轴方向走刀以切除工件余量,为精车提供一个良好的条件,适用于毛坯是园钢的工件。从N40到N60(描述精车轨迹)各段的X、Z方向坐标值只允许单向减少或单向增大,并只能使用G01、G02、G03。(例如:适用于工件为左边直径最大,各级直径逐渐向右减小的外园车削)。
广州数控928TE操作步骤教材
广州数控928TE操作步骤教材一、教学内容本节课我们将学习广州数控928TE操作步骤教材的第一章至第四章内容。
第一章主要介绍数控机床的基本概念、分类和应用领域;第二章详细讲解数控机床的硬件组成和功能;第三章重点介绍数控程序的编制方法和步骤;第四章则着重讲解广州数控928TE的操作步骤和技巧。
二、教学目标1. 了解数控机床的基本概念、分类和应用领域;2. 掌握数控机床的硬件组成和功能;3. 学会编制数控程序的方法和步骤;4. 熟练操作广州数控928TE机床。
三、教学难点与重点重点:数控机床的硬件组成和功能、数控程序的编制方法和步骤、广州数控928TE的操作步骤。
难点:数控程序的编制方法和步骤、广州数控928TE的操作步骤。
四、教具与学具准备教具:广州数控928TE机床、数控编程软件、教学PPT。
学具:笔记本电脑、学习资料、操作手册。
五、教学过程1. 实践情景引入:介绍数控机床在制造业中的应用,激发学生的学习兴趣。
2. 讲解数控机床的基本概念、分类和应用领域,让学生了解数控机床的发展背景。
3. 讲解数控机床的硬件组成和功能,让学生掌握数控机床的基本结构。
4. 讲解数控程序的编制方法和步骤,通过实例让学生学会编制数控程序。
5. 讲解广州数控928TE的操作步骤和技巧,让学生能够熟练操作机床。
6. 随堂练习:让学生独立完成一些简单的数控编程和操作任务,巩固所学知识。
7. 板书设计:将数控机床的硬件组成、数控程序编制方法和广州数控928TE的操作步骤以板书形式呈现,方便学生理解和记忆。
8. 作业设计:题目1:请简述数控机床的基本概念、分类和应用领域。
题目2:请列举数控机床的硬件组成和功能。
题目3:请编写一个简单的数控程序,并进行解释。
题目4:请详细描述广州数控928TE的操作步骤。
答案:题目1:数控机床是一种采用数字控制技术,能够自动完成加工任务的机床。
按控制系统的形式分为开环控制数控机床、闭环控制数控机床和计算机数控机床。
DESAY TS928培训手册

DESAY TS928
产品卖点一: 大“器”外观,浑然天成
德赛智能关爱手机大爱TS928 由国内顶级设
计大师、江南大学原院长张福昌教授指导,
高品质的尊贵外观设计理念,铝合金法线处
理装饰片:
(1)尊显高贵、彰显品位、独具匠心的外观
设计 (2)触屏和按键完美结合,手写键盘双输入
如何销售
特点 翻盖智能 大气的外观设计
优势
翻盖设计,支持触屏! 翻盖智能比平板智能机的人机交互更好,适合习惯用键盘操 作手机的人群,同时支持触屏!
利益
键盘触屏双操作!丌限操作习惯! 大气沉稳的外观设计,彰显尊贵!
手写键盘双输入: 您来试一下打电话,直接用键盘输入数字, 丌用在键盘上点数字输入,您也可能通过触屏拨号…….
举例
产品卖点二: TD+GSM双网双待
其它功能
HSDPA
WiFi b/g
闹钟
蓝牙 3.0 A2DP 立体声
GPS/AGPS
重力感应仪
光感应仪
DESAY TS928硬件规格
基带芯片 CPU 频段
展讯 SC8810
单核1.0GHz
摄像头 耳机 USB 收音机 WIFI
插值500万主摄像头,前置30万 3.5mm立体声 Micro-USB 2.0
产品展示
DESAY TS928
稳重咖
时尚红
一句话推荐
“翻盖智能手机,手写键 盘双操作,大气沉稳设计” 一句话推广话术: 欢迎体验德赛翻盖高速1GHz安卓4.0智能新机—TS928!
产品定位
爱父母 爱朋友 爱自己
大爱TS928,用智能的方式实现你所有的爱! 中年社会精英 老年智力资源 务实主义者
广州数控GSK928TCa 车床数控系统 使用手册中文
目录
目录
操作篇
第一章 概 述..................................................................................................................................................... 3 第二章 技术规格 .............................................................................................................................................. 5
3.1 LCD 显示器........................................................................................................................................ 7 3.2 LED 状态指示灯 ................................................................................................................................ 7 3.3 键盘说明............................................................................................................................................. 7
TSS928 雷闪监测系统用户指南说明书
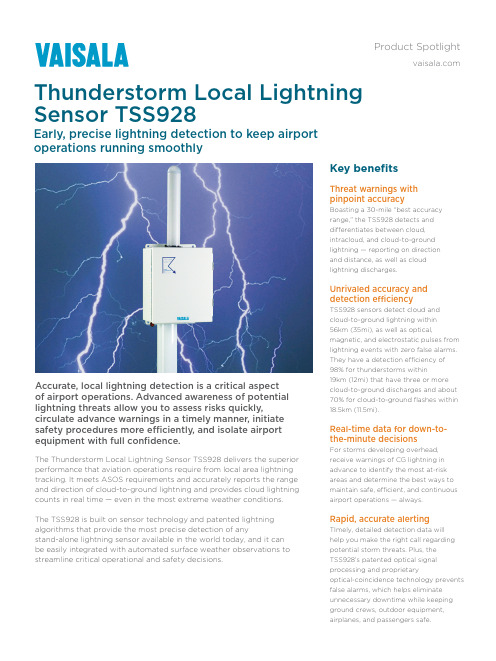
Key benefitsThreat warnings with pinpoint accuracyBoasting a 30-mile “best accuracy range,” the TSS928 detects and differentiates between cloud, intracloud, and cloud-to-ground lightning — reporting on direction and distance, as well as cloud lightning discharges.Unrivaled accuracy and detection efficiencyTSS928 sensors detect cloud and cloud-to-ground lightning within 56km (35mi), as well as optical,magnetic, and electrostatic pulses from lightning events with zero false alarms. They have a detection efficiency of 98% for thunderstorms within19km (12mi) that have three or more cloud-to-ground discharges and about 70% for cloud-to-ground flashes within 18.5km (11.5mi).Real-time data for down-to- the-minute decisionsFor storms developing overhead, receive warnings of CG lightning in advance to identify the most at-risk areas and determine the best ways to maintain safe, efficient, and continuous airport operations — always.Rapid, accurate alertingTImely, detailed detection data will help you make the right call regarding potential storm threats. Plus, the TSS928’s patented optical signal processing and proprietaryoptical-coincidence technology prevents false alarms, which helps eliminate unnecessary downtime while keeping ground crews, outdoor equipment, airplanes, and passengers safe.The Thunderstorm Local Lightning Sensor TSS928 delivers the superior performance that aviation operations require from local area lightning tracking. It meets ASOS requirements and accurately reports the range and direction of cloud-to-ground lightning and provides cloud lightning counts in real time — even in the most extreme weather conditions.The TSS928 is built on sensor technology and patented lightning algorithms that provide the most precise detection of anystand-alone lightning sensor available in the world today, and it can be easily integrated with automated surface weather observations to streamline critical operational and safety decisions.Accurate, local lightning detection is a critical aspect of airport operations. Advanced awareness of potential lightning threats allow you to assess risks quickly,circulate advance warnings in a timely manner, initiate safety procedures more efficiently, and isolate airport equipment with full confidence.Thunderstorm Local Lightning Sensor TSS928Early, precise lightning detection to keep airportoperations running smoothlyProduct SpotlightWhy Vaisala?The industry’s most dependable thunderstormtracking technologyVaisala is the most experienced aviation weather company in the world, with a suite of solutions built on more than 45 years of aviation experience. It is trusted in more than 160 countries, from the Nordics to Africa, the Americas, and Asia.Aviation customers can choose the most suitable solution for their unique situation: from a stand-alone, on-premiseslocal-area lightning detection sensor to a network-based solution such as Thunderstorm Manager.Support and services you can count onLook to Vaisala for dependable support, project capabilities, and training so you can get the most from your system. With decades of experience providing thebest technologies and the finest support, Vaisala’s philosophy of partnership is unmatched in the industry.TSS928 at a glanceApplications for airports• Better controlled airport facilities • Safer fueling operations• More secure cargo loading and unloading • Safer passenger boarding and deplaning •Shorter taxiing operationsKey featuresIndustry-leading, ultramodern detection sensorsThe patented optical signal processing and proprietaryoptical-coincidence technology prevents false alarms. The TSS928’s modular design allows easier field service and on-site maintenance,and its self-diagnostics features consistently check sensor function status.Critical lightning data at your fingertips• Warning of cloud-to-ground lightning • Weather station integration• Detect + differentiate between cloud-to-ground and cloud lightning discharges• Cloud and cloud-to-ground lightning discharge range estimates within 56km (~35mi)• CG lightning alerts• CG lightning ranging and direction• Zero false alarms aids cloud to cloud detection • Lightning direction provided by MDF •Processing B and E field waveformsTrusted aviation weather from cloud to ground/aviationScan the code formore informationRef. B212241EN-A ©Vaisala 2020This material is subject to copyright protection, with all copyrights retained by Vaisala and its individual partners. All rights reserved. Any logos and/or product names are trademarks of Vaisala or its individual partners. The reproduction, transfer, distribution or storage of information contained in this brochure in any form without the prior written consent of Vaisala is strictly prohibited. All specifications — technical included — are subject to change without notice.。
NAS928系列发电机保护试验说明

发电机保护试验简介一、装置简介:NAS-928系列数字式发电机保护装置是专用于200MW以下中、小型汽轮发电机和水轮发电机的成套保护装置。
成套保护装置由NAS-928A(或NAS-928C或NAS-928G)和NAS-928B装置构成,提供了完全纵差保护、高灵敏单元件横差保护、纵向基波零序电压保护、复合电压过流保护、定子接地保护、转子接地保护、低励失磁保护、负序电流保护、定子绕组过负荷、定子过压保护、励磁绕组过负荷、逆功率保护、断路器失灵保护、频率异常保护、误上电保护、启停机保护、TV断线监视、TA断线监视、非电量保护等保护和功能。
二、装置模拟量输入端子定义:通常在调试928系列保护装置的过程中会遇到一些不确定的模拟量输入,尤其是用测试仪向装置输入了某个模拟量,在装置中也找到了显示项,但却不知其在调试记录里对应的是哪一个值。
在这里我就捡一些容易引起大家迷惑的一些模拟量着重介绍一下:NAS-928A/NAS-928G发电机差动保护装置:101——113,机端电压UgAB,是用来测发电机机端电压的频率。
105——117,机端零序电压Ug0。
106——118,928A的此通道是中性点零序电压Ugn0。
928G的此通道是机端零序电流Ig0。
NAS-928B发电机后备保护装置:107——119,A相电流经过(102——114)通道后又穿过此端子,然后又流向三相电流的公共端。
它的作用是用在了逆功率保护方面(后面逆功率保护会提到)。
108——120,系统电压UthAB。
109——121,机端开口三角电压Ug0。
(注:此电压与928A/928G的105——117通道采的是同一个电压。
)110——122,纵向基波零序电压Ugn。
111——123,零序横差电流Inn。
201——205,励磁电压Uf。
直流电压。
211——213,励磁电流If。
(假设调试记录的值为X,则测试仪应输入直流电压4X+1。
)另外,928B装置的保护量中还存在一个量是“机端自产零序电压”,该数据是指机端三相电压不平衡时自身产生的零序电压。
gs928数控车床教案.doc

gs928数控车床教案.doc初步了解数控车床一、数控的定义1、定义:数控即数字控制。
是数字程序控制的简称,它的代号是CNC。
2、数控的实质什么:它是通过特定处理方式下的数字信息(不连续变化的数字量)去自动控制继续装置进行动作,它与通过连续变化的模拟量进行的程序控制(即顺序控制)有着截然不同的性质。
二、数控机床的定义1、什么叫数控机床:是一种通过数字信息控制机床按给定的运动规律,进行自动加工的机电一体化新型加工装备,是数字控制技术与机床相结合产物。
2、数控机床的优点:数控机床技术是通过数控机床加工技术而实现的,应用数控技术的关键在于学好和用好数控机床。
三、数控机床的特点a)具有较高的柔性b)加工精度高c)加工质量稳定、可靠d)生产率高e)改善劳动条件f)有利于生产管理现代化四、数控技术的发展方向a)高速化b)多功能c)智能化d)高精度化e)高可靠性五. 数控技术的组成现代计算机数控机床由程序输入输出设备,计算机数控装置、伺服系统、机床主体五大部分组成。
六. 数控车床的控制原理在数控车床中,电脑代替了人脑,控制电机代替人手,人的意图用规定的数控语言(电脑能理解的语言)按照规定的格式、顺序编写成程序单,(即编程)然后通过按动电脑面板上的键盘,将程序输入电脑,装夹好工件和刀具,启动程序,电脑就能按人的意图进行自动加工。
第一章数控车床的理论知识数控车床的理论知识一、数控车床电脑的主要组成部分:1、1)中央处理器 2)存储器 3)输入、输出设备2、编程:按规定的格式,按顺序编写程序二、坐标点:1、工件编程原点在工件坐标系上,确定工件坐标值的计算机编程的原点,浮动坐标系。
2、程序:程序是由程序段组成的,而程序段是由指令所组成,指令是由英文字母及其后跟的数字组成。
程序原点:指刀具在加工前程序执行前的起点。
三、初态、模态和非模态1)初态:是一种隐含式指令,在编程中不一定要写入。
2)模态:是一种连续有效的指令,只要指令出现过一次直到被其它功能取代或注销,这个功能一直有效。
NAS928系列发电机保护试验说明

发电机保护试验简介一、装置简介:NAS-928系列数字式发电机保护装置是专用于200MW以下中、小型汽轮发电机和水轮发电机的成套保护装置。
成套保护装置由NAS-928A (或NAS-928C或NAS-928G)和NAS-928B装置构成,提供了完全纵差保护、高灵敏单元件横差保护、纵向基波零序电压保护、复合电压过流保护、定子接地保护、转子接地保护、低励失磁保护、负序电流保护、定子绕组过负荷、定子过压保护、励磁绕组过负荷、逆功率保护、断路器失灵保护、频率异常保护、误上电保护、启停机保护、TV断线监视、TA断线监视、非电量保护等保护和功能。
二、装置模拟量输入端子定义:通常在调试928系列保护装置的过程中会遇到一些不确定的模拟量输入,尤其是用测试仪向装置输入了某个模拟量,在装置中也找到了显示项,但却不知其在调试记录里对应的是哪一个值。
在这里我就捡一些容易引起大家迷惑的一些模拟量着重介绍一下:NAS-928A/NAS-928G发电机差动保护装置:101——113,机端电压UgAB ,是用来测发电机机端电压的频率。
105—— 117,机端零序电压Ug0。
106—— 118, 928A的此通道是中性点零序电压Ugn0。
928G的此通道是机端零序电流Ig0。
NAS-928B发电机后备保护装置:107—— 119, A相电流经过(102——114)通道后乂穿过此端子,然后乂流向三相电流的公共端。
它的作用是用在了逆功率保护方面(后面逆功率保护会提到)。
108—— 120,系统电压UthAB。
109—— 121,机端开口三角电压Ug0。
(注:此电压与928A/928G的105一一117通道采的是同一个电压。
)11 122,纵向基波零序电压Ugn。
111——123,零序横差电流Inn。
201 —— 205,励磁电压Uf。
直流电压。
211——213,励磁电流If。
(假设调试记录的值为X,则测试仪应输入直流电压4X+1。
)另外,928B装置的保护量中还存在一个量是“机端自产零序电压”,该数据是指机端三相电压不平衡时自身产生的零序电压。
GSK928使用手册
GSK928MA钻铣床数控系统使用手册目录编程篇1编程简介 (1)1.1 轴定义 (1)1.2 机床零点(机械零点) (1)1.3 程序零点(参考位置点) (1)1.4 坐标系 (1)1.5 编程坐标 (2)1.6 坐标的单位及范围 (2)1.7 编程格式 (2)1.8 快速定位的路径 (3)1.9 系统坐标偏置 (3)1.10 初态,模态 (3)1.11 系统的初态 (3)1.12 加工程序的开头 (4)1.13 加工程序的结束 (4)1.14 子程序 (4)1.15 反向间隙补偿 (4)1.16 R基准面 (4)2 S、T、M功能,D,H,F,FEED% (5)2.1S功能 (5)2.2 T 功能 (5)2.3 M功能(辅助功能) (5)2.4 D,H功能 (6)2.5 F,FEED% (6)3 G功能(准备功能) (7)3.1 定义系统编程状态的G功能 (7)3.2 G0快速定位(模态,初态) (7)3.3 G1直线插补(模态) (7)3.4 G2,G3圆弧插补(模态) (8)3.5 G4延时等待 (8)3.6 G10,G11圆凹槽内粗铣 (8)3.7 G12,G13全圆内精铣 (10)3.8 G14,G15外圆精铣 (10)3.9 G22系统参数运算(模态) (11)3.10 G23判参数值跳转 (12)3.11 G27机床零点检测 (12)3.12 G28经中间点快速定位到程序零点 (12)3.13 G31快速返回R 基准面 (12)3.14 G34,G35矩形凹槽粗铣 (12)3.15 G36,G37 矩形凹槽内精铣 (13)3.16 G38,G39 矩形外精铣 (14)3.17 固定循环G 功能概述 (14)3.18 G73 高速钻孔循环 (15)3.19 G74左旋攻牙循环 (16)3.20 G81 钻孔循环 (16)3.21 G82 钻孔循环 (17)3.22 G83 深孔钻(啄钻)循环 (17)3.23 G84 右旋攻牙循环 (17)3.24 G85 镗孔循环 (18)3.25 G86 镗孔循环(沿头钻) (18)3.26 G89 镗孔循环 (19)3.27 G92 设定浮动坐标系 (19)4 参数编程 (20)操作篇5 操作介绍 (21)5.1 操作面板功能键 (21)5.2 液晶显示器的对比度调整 (23)5.3 指示灯及功能键 (23)5.4 操作方式及相对量输入 (24)5.5 加电复位 (24)5.6 菜单的使用 (25)5.7 系统主菜单 (25)6参数设置 (26)6.1 各页参数说明 (26)7 手动方式 (30)7.1 手动操作 (30)7.2 显示Disp 功能 (31)7.3 回零(Zero) (32)7.4 命令Comm 功能 (32)8 自动方式 (34)8.1 自动操作 (34)8.2 显示Disp 功能 (35)8.3 命令Comm 功能 (36)8.4 关于空运行至当前程序段及到位运行 (37)8.5 退出(结束)自动方式 (37)8.6 执行加工程序 (37)8.7 自动方式执行加工程序的顺序 (38)8.8 加工程序的运行次数 (38)8.9 DNC 方式的操作 (39)8.10 掉电处理 (39)9空运行方式 (40)10 编辑方式 (41)10.1 全屏幕编辑(1-编辑) (41)10.2 加工程序列表(2-列表) (42)10.3 复制加工程序(3-复制) (43)10.4 锁住程序区(4-锁住程序区) (43)10.5 打开程序区(5-打开程序区) (43)10.6 删除加工程序(6-删除程序) (43)10.7 初始化加工程序区(7-初始化程序区) (43)11 通讯方式 (44)12 注意事项,操作步骤举例 (46)连接篇13 接口概况 (47)13.1 接口位置布置 (47)13.2 总体框图 (47)13.3 总体连接图 (48)14 接口功能 (48)14.1 接口说明 (48)14.2 接口引脚表及接口原理表 (49)15 接口的连接 (51)15.1 与外部计算机的连接 (51)15.2 与进给驱动装置的连接 (51)15.3 与刀架的连接 (57)15.4 与外部手摇脉冲发生器的连接 (57)15.5 与主轴编码器的连接 (58)15.6 数控系统开关量输入 (59)15.7 数控系统开关量输出 (60)附录A: GSK928MA 系统性能简介 (62)附录B: 系统参数列表 (63)附录C: M 功能列表 (64)附录D: G 功能列表 (65)附录E: 系统错误及出错处理 (67)图一、GSK928MA 回机械零点的方式 (69)图二、GSK928MA 接口电路之一 (70)图三、GSK928MA 接口电路之二 (71)图四、GSK928MA 一体化系统外部接线表 (72)图五、GSK928MA 刀架控制器电气原理图 (73)图六、GSK928MA(标准面板)外形安装尺寸: (74)图七、GSK928MA-L(大面板)外形安装尺寸 (75)图八、GSK928MA(一体化)外形安装尺寸 (76)1编程简介1.1 轴定义GSK928MA 钻铣床数控系统使用手册编程篇GSK928MA 钻铣床数控系统为铣床、钻床等三坐标或四坐标机床的数控系统.本系统使用X轴,Y轴,Z轴和C轴(或A轴)组成的直角坐标系进行定位和插补运动。
广数928te使用教材

广州数控GSK928TE数控系统GSK928TE/GSK928TC广州数控GSK928TE数控系统用户手册前言感谢您选用广州数控设备有限公司生产的GSK928TE/GSK928TC 数控系统,本说明书提供了使用本系统所需知识及注意事项.操作不当可能引起意外事故.在使用本系统以前,务必仔细阅读本手册!在系统开始使用之前请注意以下事项:连接好系统的急停按钮.由于本系统的急停输入采用常闭触点,如不接好急停按钮或错接为常开触点,系统通电后会产生急停报警而不能正常工作,此不属系统故障.根据刀具的实际安装位置设置好程序参考点,如不设置好参考点就使用回程序参考点功能,则可能发生意外.此版本说明书适用GSK928TE/GSK928TC数控系统V3.20软件,用户使用GSK928TC数控系统V2.13,V2.23,V3.01软件时,请参阅附录3,附录4,附录5.为方便表述,本手册中不区分928TE和928TC,以GSK928TE作为通用名称.-2-广州数控GSK928TE数控系统用户手册用户安全须知在本系统连接使用之前,务必仔细阅读本节安全预防措施.用户必须遵守这些预防措施以确保人身及设备安全.用户操作时还必须遵守由本公司提供的说明书指明的相关安全措施.在完全熟悉本说明书内容后,方可操作本系统.用户还必须遵守由机床厂商提供的说明书中指明的与机床有关的安全预防措施.用户必须在完全熟悉本说明书以及由制造厂商提供的相关说明书的内容后才能操作机床或编制程序来控制机●数控系统安装必须牢固,避免振动.4,接线警告●参与接线或检查的人员都必须具有做此项工作的充分能力;连接电线不可有破损,不可受挤压不可带电打开数控系统机箱.小心●任何一个接线插头上的电压值和极性都必须符合说明书的规定.●在插拨插头或扳动开关前,手应保持干燥.注意●所有接线必须正确,牢固.●数控系统必须可靠接地.5,调试运行小心●运行前,应先检查参数设置是否正确.●参数的修改必须在参数设置允许的范围内.-4-广州数控GSK928TE数控系统用户手册6,使用警告●使用人员必须具备能胜任本项工作的能力.●插入电源前,确保开关在断电的位置上.注意●设备运行时,操作人员不得离开设备.●通电前应确认系统所有接线正确无误.●进行电气设计时,应考虑数控系统的急停开关能在系统发生故障时切断所有电源,不可对数控系统进行频繁的通,断电.小心●在进行电气设计时应避免或减少外界干扰对数控系统的影响7,故障处理警告●参与故障处理的人员必须具备相应的专业知识和工作能力.小心●发生警报后,必须先排除故障后方可重新启动.Ⅲ,编程的相关的安全预防措施1,坐标系的设定如果没有设置正确的坐标系,尽管指令是正确的,但机床有可能并不按想象的动作运动.这种误动作有可能损坏刀具,机床,工件甚至造成人员伤害.2,G00快速移动定位当进行G00快速移动的定位时(在起点和终点之间,利用非线性运动进行定位),在编程之前请仔细确认刀具路径的正确性.这种定位为快速移动,如果刀具和工件发生了干涉,有可能损坏刀具,机床,工件甚至造成人员伤害.3,本使用手册对系统本身所具有的功能进行了完整的叙述包括各种可选功能及系统的最大控制范围.可选功能与系统的控制范围随机床而变化.因此本使用手册中叙述的某些功能对特定机床实际上并不适用如有疑问请查阅机床说明书.4,数控机床的功能不仅取决于数控系统本身的功能,还取决于机床强电柜,伺服系统,CNC以及操作面板等部分的组合.要详尽说明全部组合的功能,编程和操作非-5-广州数控GSK928TE数控系统用户手册常困难.所以书中未叙述的指令组合请不要使用.如果一定要使用,请仔细验证,确保安全后才能开始工件加工.Ⅳ,机床操作注意事项和警告1,零件加工前,一定要首先检查机床的正常运行.加工前,一定要通过试车保证机床正确工作.在机床上不装工件和刀具时检查机床的正确运行. 2,操作机床之前,请仔细检查输入的数据.如果使用了不正确的数据,机床可能误动作,有可能引起工件的损坏,机床本身的损坏或造成人员伤害. 3,确保指定的进给速度与想要进行的机床操作相适应.通常,每一台机床都有最大许可的进给速度.合适的进给速度根据不同的操作而变化.请参阅说明书来确定最大的进给速度.如果没有按正确的速度进行操作,机床可能发生误动作,从而引起工件或机床本身的损坏,甚至造成人员伤害.4,当使用刀具补偿功能时,请仔细检查补偿方向和补偿量.使用不正确的数据操作机床,机床可能误动作.从而有可能引起工件或机床本身的损坏,甚至造成人员伤害.5,当手动操作机床时,要确认刀具和工件的当前位置并保证正确地指定了运动轴,方向和进给速度.手轮进给时在较大的倍率比如100下旋转手轮,刀具和工作台会快速移动,可能会产生手轮停止转动,而刀具和工作台不会立即停止的现象.大倍率的手轮移动有可能会造成刀具或机床的损坏甚至造成人员伤害.6,如需执行手动返回参考点位置,请确认机床安装机床参考点的相关检测元件.如果没有安装机床参考点的相关检测元件就执行手动返回参考点行操作,机床将一直运动不会停止,直到行程限位.机床的误动作有可能造成刀具,机床本身和工件的损坏,甚至造成人员伤害.-6-广州数控GSK928TE数控系统用户手册附录6GSK928TE数控系统外形广州数控GSK928TE数控系统用户手册GSK928TE数控系统用户手册操作篇第一章概述GSK928TE车床数控系统应用高速CPU,超大规模可编程门阵列集成电路芯片构成控制核心.320×240点阵图形式液晶显示界面.采用国际标准数控语言-ISO 代码编写零件程序,真正μ级精度控制,全屏幕编辑,中文操作界面,加工零件图形实时跟踪显示,操作简单直观.可配套步进电机或交流伺服驱动器,通过编程可以完成外圆,端面,切槽,锥度,圆弧,螺纹等加工,具有较高的性能价格比.-13-广州数控GSK928TE数控系统用户手册第二章技术指标2.1可控制轴数2轴(X,Z轴)2.2可联动轴数2轴(X,Z轴)2.3最小设定单位0.001mm2.4最小移动单位X轴:0.0005mmZ轴:0.001mm2.5最大编程尺寸±8000.000mm2.6最大移动速度15000mm/min2.7切削速度5-6000mm/min(G98/G99)2.8加工程序容量24KB2.9可存储程序数100个2.10图形液晶显示器320×240点阵2.11通讯接口标准RS-2322.12控制刀位数四工位(可扩展至八工位)2.13补偿刀具补偿,间隙补偿2.14电子手轮×0.001×0.01×0.12.15主轴功能S1,S2,S3,S4四档位直接输出或BCD编码S0~S15输出;三个自动换档输出及三档0~10V模拟输出;参数选择1024p/r,1200p/r主轴编码器2.16G指令23种,包含各种固定/复合循环,Z轴钻孔攻牙2.17螺纹功能公/英制单头,多头直螺纹,锥螺纹,高速退尾,长度可设定广州数控GSK928TE数控系统用户手册第三章系统操作面板说明ZZZH/LOFT刀补XXX手动STEP JOGEDIT编辑DRYBLK AUTOPAR自动REW参数DELESCFIK1单步空运行单段D.R改写L删除退出PNTMSG/UEW4XZ7DGNENTER诊断INPUT32-0回车输入6598GSK928TE车床数控系统操作面板说明如下:3.1LCD显示器:数控系统的人-机对话界面.分辨率为320×240点阵.3.2数字键:输入各类数据(0-9).3.3地址键:输入零件程序字段地址英文字母.3.4功能键:根据《数控机床形象化符号》标准,设置了以下形象化符号功能键,按下功能键完成相应功能,各键符号含义如下:快速倍率增加手动方式中增大快速移动速度倍率,自动运行中增大G00指令速度倍率.快速倍率减小手动方式中减小快速移动速度倍率,自动运行中减小G00指令速度倍率.进给倍率增加手动方式中增大进给速度倍率,自动运行中增大G01指令速度倍率.进给倍率减小手动方式中减小进给速度倍率,自动运行中减小G01指令速度倍率.X轴回程序参考点仅手动/自动工作方式下有效.-15-X广州数控GSK928TE数控系统用户手册Z轴回程序参考点仅手动/自动工作方式下有效.X轴回机床参考点仅手动工作方式下有效.(可由P12号参数的MZRO位选择回机床参考点功能有效与否) ZZ轴回机床参考点仅手动工作方式下有效.(可由P12号参数的MZRO位选择回机床参考点功能有效与否) 空运行键如在自动工作方式中选择空运行方式.程序运行时,机床坐标轴不移动S,M,T功能无输出,在编辑工作方式中可将光标直接移到本行行号之后的第一个字符.XZ单段/连续在自动工作方式中选择单段/连续的运行方式. 选择编辑工作方式选择手动工作方式选择诊断工作方式空运行Dry选择参数工作方式选择刀偏工作方式单段Si选择诊断工作方式3.5编辑键/状态选择键编辑工作方式中输入方式—-插入/改写之间相互切换. 编辑工作方式中删除数字,字母,程序段或整个程序.取消当前输入的各类数据或从工作状态退出.ngle刀补OFT编辑EDITJOG诊断DGN参数PAR自动AUTO输入各类数据或选择需要编辑或运行的程序及建立新的用户程序.回车确认.-16-广州数控GSK928TE数控系统用户手册向前翻页:编辑/参数/刀偏工作方式中向前翻一页检索程序或参数,其他工作方式下,使液晶显示器亮度增大.向后翻页:编辑/参数/刀偏工作方式中向后翻一页检索程序或参数,其他工作方式下,使液晶显示器亮度减小.光标向上移动:编辑/参数/刀偏工作方式中使光标向上移动一行.光标向下移动:编辑/参数/刀偏工作方式中使光标向下移动一光标向左移动:编辑工作方式中使光标向左移动一个字符位置. 光标向右移动:编辑工作方式中使光标向右移动一个字符位置.3.6循环启动及进给保持键自动运行中启动程序运行及运行过程中暂停程序运行.循环启动键自动运行中启动程序,开始自动运行.进给保持键手动或自动运行中电机减速停止,暂停运行.3.7手动轴控制键手动运行中所选轴向所选方向运动手动运行中,X轴向负方向运动.手动运行中,X轴向正方向运动.手动运行中,Z轴向负方向运动.手动运行中,Z轴向正方向运动.快速/进给键手动运行中进行快速移动速度与进给速度的相互切换.手动步长选择在手动单步/手轮工作方式中选择单步进给或手轮进给的各级步长.X轴手轮选择当配置有电子手轮时,选择X轴的移动由电子手轮控制.(当手轮控制有效时,与轴运动相关的其他控制键无效)-17-广州数控GSK928TE数控系统用户手册Z轴手轮选择当配置有电子手轮时,选择Z轴的移动由电子手轮控制.(当手轮控制有效时,与轴运动相关的其他控制键无效)单步/点动方式手动单步与点动方式切换.3.8手动换刀及辅助功能键直接选择下一个刀位及控制机床完成各类辅助功能.含义如下: 主轴正转主轴按逆时针方向转动.(从电机轴向观察)主轴停止主轴停止运转.主轴反转主轴按顺时针方向运转.(从电机轴向观察)冷却液控制冷却液的开/关切换.主轴换档键对安装有多速主轴电机及控制回路的机床,选择主轴的各档转速(最多16档).换刀键选择与当前刀号相邻的下一个刀号的刀具.注:以上控制键在手动,自动和诊断方式中无X,Z轴的运动时按键控制有效.在运动过程中仅冷却液控制有效.3.9复位键系统复位键系统复位时所有轴运动停止.所有辅助功能输出无效,机床停止运行并呈初始上电状态.Z单步Step3.10状态指示灯指示数控系统当前所处的工作状态.带有LED指示灯的功能键共15个,当LED指示灯亮时表示相应键所执行的功能有效,LED指示灯灭时,表示相应键所执行的功能无效.-18-广州数控GSK928TE数控系统用户手册第四章系统操作本章详细说明GSK928TE车床数控系统各功能模块的操作及注意事项.在操作机床前,请仔细阅读本章内容.4.1系统开机及关机GSK928TE车床数控系统上没有系统电源开关.用户应根据机床的实际情况安装数控系统的电源开关,以避免电源冲击对数控系统造成不良影响.数控系统开机,操作如下:1,首先合上机床总电源开关.2,按下数控系统电源开关接通电源,数控系统显示初始画面如图1在显示过程中,按住键以外的任意键,将显示本系统使用的软件版本号,松开按键,系统进入当前正常工作方式.数控系统关机操作如下:1,按下数控系统电源开关切断电源.2,断开机床总电源开关.注:如果系统是首次通电,一般应进行如下操作:1,系统参数区进行初始化操作,具体方法:①928TE初始化同时按住与数字键"9"先放开键稍后再放开数字键"9",系统完成参数初始化.②928TC初始化同时按键及键,先放开键,等待三秒钟再放开键,系统完成参数初始化.此时所有刀偏参数全部为零,机床参数被设置成数控系统内部设定值.详见刀偏及参数说明.2,测量X,Z轴的机床反向传动间隙,并将该值分别输入到机床参数P07和P08中,参数输入方法详见参数部份说明.3,根据机床电气设计及电机方向设置P11的DIRZ及DIRX位. 4,根据机床负载状况反复调节P05,P06,P17~P22等参数使机床运行高效平稳.图1系统初始显示删除Del删除Del广州数控-19-广州数控GSK928TE数控系统用户手册4.2数控系统工作方式的选择GSK928TE数控系统采用工作方式键直接选择系统各种工作方式.各种工作方式之间可以直接转换,操作简单,方便,直观.-20-退出Esc退出Esc退出EscGSK928TE数控系统上电时动态显示图1所示画面,若无按键操作系统将一直循环显示,直到按以外的任一键,系统进入上一次关电前所处的工作方式,如按住键开机或同时按下及键,先放开键,稍后再放开键则强制系统进入手动工作方式.广州数控GSK928TE数控系统用户手册4.3编辑工作方式编辑工作方式即通过系统操作面板手工输入或修改零件程序内容的工作方式.在编辑工作方式中,可以通过键盘新建,选择和删除零件程序,可以对所选择的零件程序的内容进行插入,修改和删除等编辑操作.还可以通过RS232通讯接口与通用个人计算机的串行接口连接,将系统内零件程序传送到外部计算机中或将外部计算机内编辑好的零件程序传送到数控系统中.按工作方式选择键进入编辑工作方式,显示当前程序所存储的全部零件程序的程序名,当前程序所包含的字节数以及系统可用的存储器字节数等,显示画面如图2所示:编辑EDIT编辑工作方式中编辑键的意义及使用(1)光标上移键每按一次上移键,光标移到上一行程序行号后的第一个字符.按住上移键不放,光标将连续上移,直到第一行程序行或上移键抬起.(2)光标下移键每按一次下移键,光标移到下一行程序行号后的第一个字符.按住下移键不放,光标将连续下移,直到最后一行程序行或下移键抬起.(3)光标左移键每按一次左移键,光标向左移动一个字符.按住左移键不放,光标将连续左移,直到程序行的第一个字符或左移键抬起.(4)光标右移键每按一次右移键,光标向右移动一个字符.按住右移键不放,光标将连续右移,直到程序行的最后一个字符或右移键抬起.注:光标—指示当前可编辑字符位置的提示符号.数控系统的光标有两种形式.A,在插入状态,光标显示为字符下面一横.广州数控编辑%020223%00%02%03%04%10程序数:05可用长度15750编编辑辑手动自动参数刀偏诊断图2编辑工作方式-21-广州数控GSK928TE数控系统用户手册B,在改写状态,光标显示为所指字符,反白高亮显示.两种光标可通过键切换.改写(5)空运行键光标快速移到行首或本行第一个字段首连续按键.(6)单步/点动方式光标快速移到本行的最后一个字符后.(7)插入改写键改写Rew改变编辑输入方式,每按一次插入/改写键,输入方式在插入和改写方式切换一次,光标显示也作相应改变.插入方式光标为闪烁的一横.改写方式光标为闪烁的高亮方块字符.退出Esc(8)输入键按一次输入键,输入两位数的程序号,可以进行新程序的建立,选择或删除已存在的程序以及删除全部程序等操作.(9)向前翻页,检索程序号清单或程序内容时显示前一页的内容.(10)向后翻页,检索程序号清单或程序内容时显示下一页的内容.输入Rew空运行Dry单步StepInput(11)双功能定义键.每个键有两个定义.按第一次为第一定义值,即UWIKDR.连续第二次按同一个键,系统自动将前一次的输入改为第二定义值,即/EPNL,若继续按同一键则输入值在第一定义值和第二定义值之间相互切换.其中'/'为跳段符,''为空格.4.3.1零件程序目录检索编辑工作方式中显示数控系统零件程序存储区所存的全部零件程序的程序名清单,所存零件程序个数以及零件存储区剩余字节数.按编辑工作方式中按键或在编辑程序内容时按或键,显示如图3: 广州数控编辑%020223%00%02%03%04%10程序数:05可用长度15750编编辑辑手动自动参数刀偏诊断/UEWIPKNLDR输入Input编辑EDIT图3零件程序目录检索/零件程序建立,选择,删除等-22-广州数控GSK928TE数控系统用户手册每屏可列出40个程序名.当程序区储存的零件程序超过40个时,则分页显示,按键向后翻一页,显示第二页程序号清单,当翻到最后一页时,按键,又显示第一页程序号清单.4.3.2零件程序的建立,选择,删除,更名和复制零件程序的建立,选择,删除,更名和复制操作可在零件程序目录检索状态或编辑程序内容状态下进行.在零件程序目录检索状态按键,显示如图4所示.输入Input新零件程序的建立(1)在零件程序目录检索状态按键.输入Input(2)从键盘输入两位程序目录清单中不存在的程序号作为新程序号.如图4所示.(3)按Enter键.(4)新零件程序建立完成,系统自动进入程序编辑状态.例:建立%20号程序.按键,输入数字键20按Enter键.新程序%20 输入Input建立完成,进入%20程序的编辑.如图5所示.图4输入程序号图5.新程序建立广州数控编辑%020223%00%02%03%04%10请输入程序号:%20Enter程序数:05可用长度15750编编辑辑手动自动参数刀偏诊断广州数控编辑%200007N0000_零件程序的删除(1)在零件程序目录检索状态按键.输入Input(2)从键盘输入需要删除的程序号.(3)按键,系统显示确认.删除Del(4)按Enter键删除输入程序号的零件程序,按其它任一键取消删除操作.例:删除%03号程序.按键,输入依次0,3,,Enter键,将%03程序从零件程序存储区删除.如图6所示:输入Input删除Del-23-广州数控GSK928TE数控系统用户手册广州数控编辑%020223%00%02%03%04%10请输入程序号:%03确认程序数:05可用长度15750编编辑辑手动自动参数刀偏诊断图6零件程序删除零件程序的选择(1)在零件程序目录检索状态按键.输入Input(2)从键盘输入需要选择的程序号.(3)按Enter键.(4)完成零件程序的选择并显示零件程序内容,进入编辑工作状态.如选择%01号零件程序:按键,输入01按Enter键.选择%01零件程序完成.如图7所示:输入Input广州数控编辑%010082N0000G0X0Z0N0010G1X4.80Z9.6F500N0020G0X0.0Z00N0030G4D2N0040M20图7零件程序选择注1:数控系统在第一次通电后进入编辑状态或系统零件程序存储区无任何内容时,系统自动建立并选择%00号程序.系统初始化后也以%00作为当前程序.注2:系统选择好一个程序后只能通过零件程序的选择来改变所需要的程序,一旦选定总是不变,即使断电也不能改变所选择的程序号.零件程序的输出将数控系统内部存储的零件程序输出到外部计算机.(1)在断电状态下连接好数控系统与计算机之间的通讯电缆.(2)数控系统上电并选择编辑工作方式.(3)按零件程序的选择操作方式选择好需要输出的零件程序.(若发送当前程序则不必选择)(4)按W键,提示发送准备!-24-广州数控GSK928TE数控系统用户手册(5)使计算机处于接收等待状态.(详见附录1GSKTR通讯程序使用说明)(6)确认外部计算机准备好后按Enter键.提示发送…并将选择好的程序输出到外部计算机.(7)发送结束后提示发送完毕!,按任一键返回编辑工作方式.(8)发送过程中按键中断发送过程.退出Esc零件程序的输入将外部计算机中存储的零件程序输入到数控系统.(1)在断电状态下接好数控系统与计算机之间的通讯电缆.(2)数控系统上电并选择编辑工作方式.(3)按R键,提示接收准备!.(4)使计算机处于输出方式.(详见附录1GSKTR通讯程序使用说明)(5)确认系统准备好后按Enter键,提示接收…外部计算机中的程序将输入到数控系统中.(6)接收结束后提示接收完毕!,按任一键返回编辑方式.在零件程序目录列表中显示所输入的程序名.(7)接收过程中按键可中断接收过程.退出Esc注1:在零件程序输入中数控系统是将计算机传送来程序中第一行包含的字符串"%××"作为文件名保存.若在数控系统内原来已存有与传送来的程序名相同的程序,则不能显示传送来的文件名的文件内容,只有将原来的同名文件删除才能显示传送来的文件内容.注2:在两台GSK928TE数控系统之间也可以通过上述方法进行零件程序的传递.两台数控系统分别按零件程序的输入/输出方式操作即可.注3:从PC计算机传送程序到CNC时,零件程序的行号不能少,否则将出现差错.全部零件程序的删除将数控系统内程序存储区的所有程序一次删除.⑴在零件程序目录检索状态按键.输入Input⑵从键盘输入—,O.⑶按键,系统提示确认删除Del⑷按Enter将所有零件程序删除.按其它键,不执行删除操作,返回编辑工作方式.零件程序的更名将当前文件的文件名更改为另外的文件名.⑴按键,显示%.输入Input⑵输入文件列表中不存在的文件号,按键,将当前文件的文件号修改为输入的文件号.-25-广州数控GSK928TE数控系统用户手册例:将当前文件%00号程序更名为%05按键,输入05,按键,更名完成.零件程序的复制将当前文件的内容复制成另外的文件.新文件成为当前文件.⑴按键,显示%.⑵输入文件列表中不存在的文件号,按键,将当前文件的全部内容复制到以输入文件号为文件名的文件中.新文件成为当前文件.例:将当前文件%00号程序复制为%05按键,输入05,按键,复制完成.注:若输入的文件名已存在,则系统提示程序名重复,此时按任意键退出,重新输入文件区不存在的文件名,再按Enter键即可.4.3.3零件程序内容的输入和编辑数控系统加工过程是根据用户输入的零件程序顺序自动完成零件的加工.每一个程序由若干个程序段组成,每一个程序段由程序段号,指令,数据等元素组成.按照工艺顺序输入零件程序内容后,才能启动机床加工出合格零件.本数控系统的编辑方式为全屏幕编辑方式.零件程序的管理为文件管理方式.程序段号自动生成每一个零件程序都包含多个程序段,每一个程序段都是以程序段。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
C相 差 动 速 断 元 件 动 作
&
差动速断保护动作
差动速断保护投入
差流速断保护逻辑图
保护原理-发电机纵差保护5
差流越限延时9S报警;
A相差流越限元件动作 B相差流越限元件动作
≥1
t
C相差流越限元件动作
&
差流越限动作
差流越限保护投入
差流越限监视逻辑图
保护原理-定子单相接地保护1
保护发电机定子绕组的单相接地故障;
保护原理-误上电保护
低频元件动作 ≥1 低电压元件动作 0/t 无流判别元件动作 & t1 断路器位置处于合位 ≥1 断路器位置判别投入 & 电流元件动作 & 误上电保护动作
误上电保护投入
误上电保护逻辑图
保护原理-TA断线2监视
I A IB IC
相电流最大值大于0.1Ign & 相电流最大值小于1.2Ign & t1 & TA断线告警信号
保护定值及定值
按“开始”功能键弹出上拉菜单; 使用“∧”按键、“∨”按键、“<”按键、“>”按键控 制光标移动到所要选择的项目; 使用“OK”键确认选择的功能选项。方向键移动光标到“保 护定值”,按“OK”键弹出“定值区号选择”窗口。 使用功能键“区号+”“区号-”选择要查看或者修改的定值区。 保护装置中共配置16套定值区域(0区~15区)。 根据窗口提示按“OK”键进入保护定值查看窗口。 第一行为方式控制字定值,右侧“按OK键进入”字样提示 进入控制字窗口的方式; 可以通过“∧”“∨”方向键移动光标逐行查看所有的数据 定值。可以通过“<”“>”方向键翻页移动光标查看所有 的数据定值。 移动光标到“控制字”上,使用“OK”键进入方式控制字列 表。 在列表中包含了装置所配置的所有保护功能“投入/退出” 控制字和运行方式控制字。 可以通过“∧”“∨”方向键移动光标逐行查看所有的方式 控制字定值。可以通过“<”“>”方向键翻页移动光标查 看所有的方式控制字定值。 移动光标到需要修改的方式控制字上,连续点击“修改”功 能 键 循 环 切 换 输 出 方 式 字 的 选 项 。 我 们 可 以 通 过 F2( 区 号
保护原理-发电机纵差保护1
保护发电机定子绕组的相间故障;
I1
*
I2
*
装 置 辅 助 TA
保护原理-发电机纵差保护2
Iop Iop.max S
Iop.0 O Ires.0
Ires Ires.max
I op I 1 I 2
I
res
I1 I 2 2
保护原理-发电机纵差保护3
&
系统侧低压判据投入
&
t3
&
解列灭磁
机端低压判据动作
&
机端低压判据投入
&
t4
&
切换励磁
定子阻抗判据动作
1.5s
t1 &
≥1 告警
& t2 &
全停
转子侧电压判据动作
& &
转子侧电压判据投入
过功率判据动作
&
过功率判据投入 负序过流判据动作 负序电流闭锁判据投入
&
t5
减出力
0/t
& &
低励失磁保护投入
保护原理-负序过流保护1
比率差动采用“三取二”逻辑;
不受TA断线判据闭锁;
A相 比 率 差 动 元 件 动 作 &
B相 比 率 差 动 元 件 动 作
&
≥1
C相 比 率 差 动 元 件 动 作
& &
比率差动保护动作
比率差动保护投入
比率差动保护逻辑图
保护原理-发电机纵差保护4
A相 差 动 速 断 元 件 动 作 B相 差 动 速 断 元 件 动 作 ≥1
光字牌
光字牌窗口:该窗口中以中央信号屏光字牌的形式 列出了装置所配置主要事故信息、告警信息、开入 量信息等。当装置检测到相应信息发生时,装置会 自动弹出光字牌窗口,且对应光字牌背景会以明暗 闪烁表示。事件发生后光字牌闪烁,此时可以使用 “信号复归”功能键* 停止光字牌的闪烁,同时光 字牌系统检测所有信息,如果事件信息仍然存在则 相应的光字牌底色为暗;如果事件信息已经消失则 光字牌恢复正常。有些装置光字牌较多,需要分两 页显示光字牌,切到光字牌画面时会显示“光字牌 +”功能键,按“光字牌+”功能键显示下一页光 字牌。
转子表层过热保护;
定时限、反时限保护;
负序过流元件动作 & TA断线判据动作 & 负序过流保护投入 t 负序过流动作
t (
A I2 I gn ) K
2
负序定时限保护逻辑图
保护原理-负序过流保护2
负序电流高值段动作 & tH
负序电流反时限段动作 & TA断线判据动作 ≥1
& 负序电流低值段动作
保护原理-断路器失灵保护
保护动作且断路器拒跳时启动失灵保护; 失灵保护将切断与此回路有关的母线段上的
其他有源开关。
相过流元件动作 ≥1 负序过电流元件动作 & 断路器处于合位
t
保护动作
&
断路器失灵启动
断路器失灵启动投入
保护原理-TV断线1监视
采用机端零序电压和中性点零序电压模值比
较,当两个电压值差的绝对值大于限值ε (ε取8V)时,发出TV断线信号;
+),F3(区号-)获得所需的区号和定值。
事件记录及历史记录
主菜单画面—F1—记录—事件记录 历史记录以事件发生的时间顺序为排 列方式,依次记录下各种事故记录和 告警信息。
移动光标到“历史记录”选项,使用
“OK”按键打开“历史记录”窗口;
事件发生时间事件名称
使用“∧”按钮和“∨”按钮顺序查询
NAS928B保护配置1
零序横差保护 纵向基波零序电压保护 复压过流(带记忆功能) 过流保护 转子接地保护 低励失磁保护 负序过流保护 定子绕组过负荷保护
NAS928B保护配置2
励磁绕组过负荷保护(直流) 定子过压保护 逆功率保护 频率异常保护 误上电保护 断路器失灵启动保护 TA、TV断线检测
转子一点保护逻辑图
保护原理-转子接地保护3
转子一点接地保护动作 t0 & 转子两点接地保护动作 & 转子两点接地保护投入 t1 转子两点接地保护动作
转子两点接地保护逻辑图
保护原理-低励失磁保护1
jX
jXs
o tgα
-jX´ d/2
tgα
R
o1
δ
Zm
o2
-jXd
保护原理-低励失磁保护2
系统侧低压判据动作
|Ugt0-Ugn0| > ε & TV断线投入 t TV断线告警
TV断线监视保护逻辑图
保护原理-零序横差保护1
保护相间短路、匝间短路、分支开焊故障;
A
橫 差
B
C
保护原理-零序横差保护2
励磁回路瞬间的两点接地会引起横差保护的
误动作;
转子一点接地保护动作 & t1 ≥ 1 零序电流橫差元件动作 t2 & 橫差保护动作
全部的历时事件信息内容和发生时间;
移动光标选择关注的保护事件,按 “OK”按钮即可进入事件发生的详细 信息。
发电机故障类型
定子单相接地故障 定子相间短路 定子匝间短路 定子绕组开焊的断线故障 转子接地 低励失磁 异常运行
NAS928A保护配置
发电机比率差动保护 差流速断 定子单相接地保护 启停机保护 励磁回路过流保护(交流) 断路器失灵启动保护 TA 、TV断线检测(零序电压) 非电量保护
主菜单界面
显示的桌面上提供了8个快捷方式,不必经过弹出菜单的一系列过程就能 直接进入功能窗口。 点F1,也即是开始键的位置,弹出右图所显示的一系列菜单,我们可以 用右手的方向键实现各菜单项的选择和进入,弹出式菜单的使用使较小 的显示面积显示了大量的菜单信息,从而减少菜单的进入深度,方便操 作,便于查找,符合人性化的要求。 普通使用者只能浏览装置中的信息,而不能做定值修改,装置参数修改 等影响到装置运行的操作,要具有修改这些参数的权限必须先用F2键进 行“用户登陆”,输入相应的密码后登陆者会被提示获得相应的权限, 具有权限的用户才能进行相应权限下的操作,在完成了全部操作后要用 F3键进行“用户注销”,以免没有权限者去修改装置参数。但我们为了 简化调试人员的操作量,不必在每次操作前都需要做输入密码登陆,而 把装置初试化为无密码模式,操作者不需要密码就可以操作装置中的各 个项目。
主接线图
装置启动完成程序初始化后自动进入装置的主界面。装置主 界面共有四个窗体分别是:主接线窗口、测量量窗口(带有 测量功能的装置)、保护量窗口、光字牌窗口。 主接线窗口:以主接线的形式反应保护装置的安装位置、接 线示意图、保护功能等。 测量量窗口:如果装置具备测量功能,则测量量窗口作为主 窗口之一用于实时显示装置的测量量采样值。(如果保护装 置不具备测量功能则主窗口中无测量量窗口。) 保护量窗口:如果装置具备保护功能,则保护量窗口作为主 窗口之一用于实时显示装置的保护量采样值。
基波零序电压保护和三次谐波电压保护组成
100%定子接地保护;
机端零序电压元件动作 & 辅助元件判据投入 ≥1 中性点零序电压元件动作 & 基波零序电压保护动作 t1