2011 QPA CHECK SHEET
2011年三方测试新指标统计指导书

2011年三方测试新指标体系统计指导书华为技术有限公司版权所有侵权必究目录一、新指标系统映射表................................................................................. 错误!未定义书签。
二、工具获取................................................................................................. 错误!未定义书签。
三、数据栅格化处理..................................................................................... 错误!未定义书签。
四、单项指标处理说明................................................................................. 错误!未定义书签。
2011年三方测试新指标体系统计指导书文档密级:一、新指标系统映射表二、工具获取三、数据栅格化处理1、鼎利栅格化处理鼎利软件格栅化操作流程2、Actix栅格化处理如何用Analyzer分析海量数据Actix在创建数据仓库模板时要选择bin的方式,在此可实现数据栅格化处理。
四、单项指标处理说明1、HSPA吞吐率差栅格比例(速率栅格化比例)方法一(推荐):使用鼎利栅格化处理生成excel文件手动统计:HSDPA (HSUPA)吞吐率低于1M(512K)的栅格点数/吞吐率栅格总点数方法二(备选):使用Actix数据仓库处理测试数据后,在需要统计的指标上点右键选择“Display on Workbook”生成excel文件手动统计2011年三方测试新指标体系统计指导书 文档密级:2019-3-30华为机密,未经许可不得扩散 第5页, 共9页Actix 数据仓库模板参数设置:说明:① Combine or Separate Data :选择测试LOG 中的终端数据是合并统计还是分开统计 ② Binning Settings :选择数据平均方式是栅格平均还是时间平均 ③ Sclect Attribules :选择系统自带指标项 ④ Select Queries :选择用户自定义指标项2、 HSPA 业务掉线① 步骤一:在鼎利后台中查看数据吞吐率测试LOG →UMTS 终端→Parameters →DATA →FTP_Download(FTP_Upload) →表窗口②步骤二:导出吞吐率数据③步骤三:根据掉线定义手工统计HSPA掉线次数3、上下行平衡2011年三方测试新指标体系统计指导书 文档密级:2019-3-30华为机密,未经许可不得扩散 第7页, 共9页使用Actix 数据仓库处理测试数据后,将TotalRSCP 和Tx_Power 指标显示在同一workbook (excel )中,手动统计:RSCP ≥-85dBm&Tx_Power ≤-15dBm 的采样点/ RSCP ≥-85dBm 采样点&Tx_Power 不为空的采样点Actix 数据仓库模板参数设置:4、 导频污染栅格比例① 步骤一:在Actix 中导入导频污染处理插件(每次打开软件需重新导入)菜单Tools —>Analysis Manager 下点击“import ”导入,在Existing Analyses 下的Binned Queries 中确认插件已正常导入。
QPA现场审查Check List-1

综合得分小于70,评价等级为‘不通过’;达到70~79分,‘有条件通过’;大于80,‘通过’。
评审改进意见
TONLY评 估符合率
0.00%
备注
0.00% 0.00%
分数 <70分 70-79分 >80分
0 不通过
评价等级
不通过 有条: 优 ①各 势 生产 : 线体 排布 合 理, 检验 及生 产作 业环 境宽 敞明 亮 ②工 厂现 场管 理人 员为 原厂 直接 调 谴, 具备 生产 管理 能力 及生 产技 术支 持;
OQC /首 件作 业指 导规 划文 件及 检验 标准 建 立, 后续 直接 对接 品质 人员 建 其他 需要 协助 完成 项件 附件 问题 点清 单详 解!
最终 三 评判 、结
果:
①供 应商 最终 综合 评判 得分
<70 分, 初步 评价 为不 合 格; ②鉴 于供 应商 生产 能力 及独 立研 发和 管理 经 验, 前期 可分 期考 核认 可, 后期 资源 合作 时同 步协 助提 升 ③; 核 实供 应商 对审 核不 合格 项问 题点 改善 进度 与完 善 性, 结合 改善 完成 时间 及完 成标 准, 最终 整体 对供 应商 进行 评分 。
序号 1 2 3 4 5 6
项目内容 IQC检验及供应商管理 组装&测试&包装 维修&返工 品质检验 出货及仓储管理 变更管理
标准分 自评得 TONLY评估
权重(%) 分
得分
10%
NA
0
30%
NA
40
10%
NA
12
30%
NA
14
10%
NA
0
10%
NA
QPA_审核表 1.0

Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA"(RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA" (RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA" (RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA" (RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA" (RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA" (RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA" (RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA" (RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA" (RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA" (RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA" (RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA" (RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA" (RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA" (RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA" (RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA" (RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA"(RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA" (RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA" (RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA" (RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA" (RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA" (RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Control)정전기 관리Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA" (RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA" (RIVISION : SQCI-DA-41-00)Quality Process Audit Check Sheet [PCB Ass'y]Each item should be evaluated by《pass / failure》, Pass → "Y", Failure → "N", Not available → "NA" (RIVISION : SQCI-DA-41-00)。
工厂英语缩写

制造业中常用的英文缩写QSA:Quality System Audit 品质系统稽核SQE(供应商管理)用的比较多QPA:Quality Process Audit 品质制程稽核GR&R:Gauge repeatability &Reproducibility评价重复性和再现性,是MSA的一种常用方法MSA(MeasurementSystemAnalysis)使用数理统计和图表的方法对测量系统的分辨率和误差进行分析,以评估测量系统的分辨率和误差对于被测量的参数来说是否合适,并确定测量系统误差的主要成分。
品质人员名称类QC quality control 品质管理人员FQC final quality control 终点质量管理人员IPQC in process quality control 制程中的质量管理人员OQC output quality control 最终出货质量管理人员IQC incoming quality control 进料质量管理人员TQC total quality control 全面质量管理PQC passage quality control 段检人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 品质工程人员品质保证类FAI first article inspection 新品首件检查FAA first article assurance 首件确认CP capability index 能力指数CPK capability process index 模具制程能力参数SSQA standardized supplier quality audit 合格供货商品质评估FMEA failure model effectiveness analysis 失效模式分析FQC运作类AQL Acceptable Quality Level 运作类允收品质水准S/S Sample size 抽样检验样本大小ACC Accept 允收REE Reject 拒收CR Critical 极严重的MAJ Major 主要的MIN Minor 轻微的Q/R/S Quality/Reliability/Service 品质/可靠度/服务P/N Part Number 料号L/N Lot Number 批号AOD Accept On Deviation 特采UAI Use As It 特采FPIR First Piece Inspection Report 首件检查报告PPM Percent Per Million 百万分之一制程统计品管专类SPC Statistical Process Control 统计制程管制SQC Statistical Quality Control 统计质量管理GRR Gauge Reproductiveness & Repeatability 量具之再制性及重测性判断量可靠与否DIM Dimension 尺寸DIA Diameter 直径N Number 样品数其它品质术语类QIT Quality Improvement Team 品质改善小组ZD Zero Defect 零缺点QI Quality Improvement 品质改善QP Quality Policy 目标方针TQM Total Quality Management 全面品质管理RMA Return Material Audit 退料认可7QCTools 7 Quality Control Tools 品管七大手法通用之件类ECN Engineering *****ge Notice 工程变更通知(供货商)ECO Engineering *****ge Order 工程改动要求(客户)PCN Process *****ge Notice 工序改动通知PMP Product Management Plan 生产管制计划SIP Standard Inspection Procedure 制程检验标准程序-SOP Standard Operation Procedure 制造作业规范IS Inspection Specification 成品检验规范BOM Bill Of Material 物料清单S Package Specification 包装规范SPEC Specification 规格DWG Drawing 图面系统文件类ES Engineering Standard 工程标准IWS International Workman Standard 工艺标准ISO International Standard Organization 国际标准化组织GS General Specification 一般规格部类PMC Production & Material Control 生产和物料控制PCC Product control center 生产管制中心PPC Production Plan Control 生产计划控制MC Material Control 物料控制DC Document Center 资料中心QE Quality Engineering 品质工程(部)QA Quality Assurance 品质保证(处)QC Quality Control 质量管理(课)PD Product Department 生产部LAB Laboratory 实验室IE Industrial Engineering 工业工程R&D Research & Design 设计开发部生产类PCs Pieces 个(根,块等)PRS Pairs 双(对等)CTN Carton 卡通箱PAL Pallet/skid 栈板PO Purchasing Order 采购订单MO Manufacture Order 生产单D/C Date Code 生产日期码ID/C Identification Code (供货商)识别码SWR Special Work Request 特殊工作需求L/N Lot Number 批号P/N Part Number 料号OEM Original Equipment Manufacture 原设备制造PC Personal Computer 个人计算机CPU Central Processing Unit 中央处理器A.S.A.P As Soon As Possible 尽可能快的E-MAIL Electrical-Mail 电子邮件N/A Not Applicable 不适用QTY Quantity 数量I/O input/output 输入/输出NG Not Good 不行,不合格C=0 Critical=0 极严重不允许APP Approve 核准,认可,承认CHK Check 确认ASS'Y Assembly 装配,组装T/P True Position 真位度5WIH When, Where, Who, What, Why, How to6M Man, Machine, Material, Method, Measurement, Message4M1H Man, Material, Money, Method, Time, How 人力,物力,财务,技术,时间(资源) SQA Strategy Quality Assurance 策略品质保证DQA Design Quality Assurance 设计品质保证QA Manufacture Quality Assurance 制造品质保证SSQA Sales and service Quality Assurance 销售及服务品质保证LRR Lot Reject Rate 批退率DVD Digital Video DiskVCD Video Compact DiskLCD Liquid Crystal DisplayCAD Computer Aided DesignCAM Computer Aided ManufacturingCAE Computer Aided EngineeringPCB Printed Circuit Board 印刷电路板CAR Correction Action Report 改善报告NG Not Good 不良WDR Weekly Delivery Requirement 周出货要求PPM Percent Per Million 百万分之一TPM Total Production Maintenance 全面生产保养MRP Material Requirement Planning 物料需计划OS Operation System 操作系统TBA To Be Assured 待定,定缺D/C Drawing *****geP/P Plans & ProcedureEMI Electrical-Music Industry 电子音乐工业Electrical Magnetic Interference 电子干扰RFI Read Frequency Input 读频输入MMC Maximum Material ConditionMMS Maximum Material Size XsLMC Least Material ConditionLMS Least Material Size UmLED lighting-emitting diode 发光二极管QBR Quarter Business RecordCIP Continuous improvement processFGI Forecasted Goal InventoryCNC Computerized numeral controllerB2C Business to customerB2B Business to businessAVL Approved vendor listOP Procedure of packagingEOL End of lifeVDCS Vender defect correcting sheetPDCS Process defect correcting sheetGRN Goods receiving noteA/R Accounting receivableA/P Accounting payable部门名称的专有名词QS :Quality system品质系统CS: Coutomer Sevice 客户服务QC: Quality control品质管理IQC: Incoming quality control 进料检验LQC: Line Quality Control 生产线品质控制IPQC: In process quality control 制程检验FQC: Final quality control 最终检验OQC: Outgoing quality control 出货检验QA: Quality assurance 品质保证SQA: Source(supplier) Quality Assurance 供应商品质保证(VQA)CQA:Customer Quality Assurance客户质量保证PQA: Process Quality Assurance 制程品质保证QE: Quality engineer 品质工程CE: component engineering零件工程EE: equipment engineering设备工程ME: manufacturing engineering制造工程TE: testing engineering测试工程PPE: Product Engineer 产品工程IE: Industrial engineer 工业工程ADM:Administration Department行政部RMA:客户退回维修CSDI:检修PC: producing control生管MC: mater control物管GAD:General Affairs Dept总务部A/D:Accountant /Finance Dept会计LAB:Laboratory实验室DOE:实验设计HR:人资PMC:企划RD:研发W/H:仓库SI:客验PD:Product Department生产部PA:采购(PUR:Purchasing Dept)SMT:Surface mount technology 表面粘着技术MFG:Manufacturing 制造MIS:Management information system 资迅管理系统DCC:document control center 文件管制中心厂内作业中的专有名词QT:Quality target品质目标QP:Quality policy目标方针QI:Quality improvement品质改善CRITICAL DEFECT:严重缺点(CR)MAJOR DEFECT:主要缺点(MA)MINOR DEFECT:次要缺点(MI)MAX: Maximum最大值MIN: Minimum最小值DIA: Diameter直径DIM: Dimension尺寸LCL: Lower control limit管制下限UCL: Upper control limit管制上限EMI:电磁干扰ESD:静电防护EPA:静电保护区域ECN:工程变更ECO: Engineering change order工程改动要求(客户)ECR:工程变更需求单CPI: Continuous Process Improvement 连续工序改善DWG: Drawing图面ZD: Zero defect零缺点BOM:Bill of material物料清单CPU: central processing unit(中央处理器)IC: Integrated circuit(集成电路)Memory IC: Memory Integrated circuit(记忆集成电路)RAM: Random Access Memory(随机存取存储器)DRAM: Dynamic Random Access Memory(动态随机存取存储器)SRAM: Staic Random Access Memory(静态随机存储器)ROM: Read-only Memory(只读存储器)EPROM:Electrical Programmable Read-only Memory(电可抹只读存诸器)EEPROM: Electrical Erasbale Programmable Read-only Memory(电可抹可编程只读存储器)CMOS: Complementary Metal-Oxide-Semiconductor(互补金属氧化物半导体)BIOS: Basic Input Output System(基本输入输出系统)LED:发光二极体ID:identification识别,鉴别,证明PILOT RUN: (试投产)FAI:首件检查FPIR:First Piece Inspection Report首件检查报告FAA:首件确认SPC:统计制程管制CP:capability index(准确度)CPK:capability index of process(制程能力)PMP:制程管理计划(生产管制计划)MPI:制程分析DAS: Defects Analysis System 缺陷分析系统PPB:十亿分之一Flux:助焊剂P/N:料号L/N:Lot Number批号Version:版本Quantity:数量Valid date:有效日期MIL-STD:Military-Standard军用标准ICT: In Circuit Test (线路测试)ATE:Automatic Test Equipment自动测试设备MO:Manafacture Order生产单T/U: Touch Up (锡面修补)I/N:手插件P/T:初测F/T: Function Test (功能测试-终测)ASY:组立P/K:包装TQM:Total quality control全面品质管理MDA:manufacturing defect analysis制程不良分析(ICT)RUN-IN:老化实验HI-pot:高压测试FMI:Frequency Modulation Inspect高频测试DPPM: Defect Part Per Million(不良率的一种表达方式:百万分之一) 1000PPM即为0.1%Corrective Action: (CAR改善对策)ACC:允收REJ:拒收S/S:Sample size抽样检验样本大小SI-SIV:Special I-Special IV特殊抽样水平等级CON:Concession / Waive特采ISO:国际标准化组织ISA:Industry Standard Architecture工业标准体制结构OBA:开箱稽核FIFO:先进先出PDCA:管理循环Plan do check action计划,执行,检查,总结WIP:在制品(半成品)S/O: Sales Order (业务订单)P/O: Purchase Order (采购订单)P/R: Purchase Request (请购单)AQL:acceptable quality level允收品质水准LQL;Limiting quality level最低品质水准QVL:qualified vendor list合格供应商名册AVL :认可的供货商清单(Approved Vendor List)QCD: Quality cost delivery(品质,交期,成本)MPM:Manufacturing project management制造专案管理KPI:Key performance indicate重要绩效指标MVT:Manufacturing Verification Test制造验证试产Q/R/S:Quality/Reliability/Service质量/可靠度/服务STL:ship to line(料到上线)NTF:No trouble found误判CIP:capacity improvement plan(产能改善计划)MRB:material review board(物料审核小组)MRB:Material reject bill退货单JIT:just in time(即时管理)5S:seiri seiton seiso seiketsu shitsuke(整理,整顿,清扫,清洁,修养)SOP:standard operation process(标准作业程序)SIP:Specification inspection process制程检验规格TOP: Test Operation Process (测试作业流程)WI: working instruction(作业指导书)SMD:surface mounting device(表面粘着原件)FAR:failure aualysis report故障分析报告CAR:Corrective action report改善报告BPR:企业流程再造 (Business Process Reengineering)ISAR :首批样品认可(Initial Sample Approval Request)-JIT:实时管理 (Just In Time)QCC :品管圈 (Quality Control Circle)Engineering Department (工程部)TQEM: Total Quality Environment Management(全面品质环境管理)PD: Production Department (制造)LOG: Logistics (后勤支持)Shipping: (进出口)AOQ:Average Output Quality平均出货质量AOQL:Average Output Quality Level平均出货质量水平FMEA:failure model effectiveness analysis失效模式分析CRB: Change Review Board (工程变更会议)CSA:Customer Simulate Analysis客户模拟分析SQMS:Supplier Quality Management System供应商品质管理系统QIT: Quality Improvement Team 品质改善小组QIP:Quality Improvement Plan品质改善计划CIP:Continual Improvement Plan持续改善计划M.Q.F.S: Material Quality Feedback Sheet (来料品质回馈单) SCAR: Supplier Corrective Action Report (供货商改善对策报告) 8D Sheet: 8 Disciplines sheet ( 8D单)PDCA:PDCA (Plan-Do-Check-Action) (管理循环)MPQ: Material Packing Quantity (物料最小包装量)DSCN: Delivery Schedule Change Notice (交期变更通知) QAPS: Quality Assurance Process Sheet (品质工程表)DRP :运销资源计划 (Distribution Resource Planning)DSS:决策支持系统 (Decision Support System)EC :电子商务 (Electronic Commerce)EDI :电子资料交换 (Electronic Data Interchange)EIS :主管决策系统 (Excutive Information System)ERP:企业资源规划 (Enterprise Resource Planning)FMS :弹性制造系统 (Flexible Manufacture System)KM :知识管理 (Knowledge Management)4L :逐批订购法 (Lot-for-Lot)LTC :最小总成本法 (Least Total Cost)LUC :最小单位成本 (Least Unit Cost)MES :制造执行系统 (Manufacturing Execution System)MPS :主生产排程 (Master Production Schedule)MRP :物料需求规划 (Material Requirement Planning)MRPⅡ:制造资源计划 (Manufacturing Resource Planning)OEM :委托代工 (Original Equipment Manufacture)ODM :委托设计与制造 (Original Design & Manufacture)OLAP:线上分析处理 (On-Line Analytical Processing)OLTP:线上交易处理 (On-Line Transaction Processing)OPT :最佳生产技术 (Optimized Production Technology)PDCA:PDCA管理循环 (Plan-Do-Check-Action)PDM:产品数据管理系统 (Product Data Management))RCCP:粗略产能规划 (Rough Cut Capacity Planning)SCM :供应链管理 (Supply Chain Management)SFC :现场控制 (Shop Floor Control)TOC:限制理论 (Theory of Constraints)TQC :全面品质管制 (Total Quality Control)FYI/R:for your information/reference仅供参考ASAP:尽快S/T:Standard time标准时间TPM:total production maintenance:全面生产保养IT:information technology信息技术,资讯科学CEO:Chief Executive Officer执行总裁COO:Chief Operaring Officer首席业务总裁SWOT:Strength,Weakness,Opportunity,Threat优势﹐弱点﹐机会﹐威胁IDP:Individual Development Plan个人发展计划MRP:Material Requirement Planning物料需求计划MAT'S:Material材料LRR:Lot Rejeet Rate批退率ATIN:Attention知会3C:Computer ,Communication , Consumer electronic消费性电子5W1H:When , Where , Who , What , Why , Ho5M:Man , Machine , Material , Method , Measurement人,机器,材料,方法,测量4MIE:Man,Material,Machine,Method,Environment人力,物力,财务,技术,时间(资源)7M1I:Manpower , Machine , Material , Method,Market , Management , Money , Information人力,机器,材料,方法, 市场,管理,资金,资讯FA: Failure Analysis 失效分析5S5S整理,整顿,清扫,清洁,教养6Sigma6Sigma六标准差A/IAutoInsertion自动插件AQLAcceptQualityLevel允收水平B/IBurn-In高温热机(老化)过程BOMBillOfMaterial材料明细表BTOBuildToOrder接单生产CAD/CAMComputerAidedDesign/Manufacturing计算机辅助设计/制造CALCalibration仪器校验(仪校)CARCorrectiveActionResponse改善对策报告CCRCustomerComplainRequirement客户抱怨/要求ChargeCharge索取费用CNDCannotDuplicate无法复制,异常现象消失CRCritical严重(CR>MA>MI)CSCustomerService客户服务CTOConfigureToOrder接单组装DebitNoteDebitNote(会计)帐目通知DELL'sSurveyFormDELL'sSurveyFormDELL公司稽核供货商的文件ECNEngineeringChangeNotice工程变更通知ECREngineeringChangeRequest工程变更要求EMIElectroMagneticInterference电磁干扰ENGEngineering工程(部)ESDElectrostaticDischarge静电放电FAEFieldApplicationEngineering客诉前置处理单位FAIFirstArticleInspection首件检查FNFactoryNotice工厂通知FRRFieldReturnRate市场退修率FRUFieldReplacementUnit市场不良回修更换套件Hi-PotHi-Pot耐电压测试HoldHold(shipping,production…)停止(出货,生产…)ICTIn-CircuitTest(PC板)电路测试IEIndustrialEngineering工业工程IPQCIn-ProcessQualityControl制程质量管理IQCIncomingQualityControl进料质量管理ISOInternationalOrganizationforStandardization国际标准组织JITJustInTime实时(行动,入料…)MAMajor主要MEMechanicalEngineering机械工程MFGManufacturing制造部(业)MIMinor次要MISManagementInformationSystem信息管理系统MPMassProduction量产(亦指制造部) MRBMaterialReviewBoardVQA材料异常会阅MTBFMeanTimeBetweenFailure平均失效时间O/IOperationalInstruction作业指导书ODMOriginalDevelopingManufacturer原始设计生产OEMOriginalEquipmentManufacturer原始配备生产ORTOn-goingReliablityTest在制品可靠度测试P/NPartNumber品名P/OPurchaseOrder采购下订单(P/O->S/O->W/O)P/RPilot-Run试作验证PDCAPlanDoCheckAction戴明循环PEProductionEngineering制造工程(部)PPMPartPerMillion百万分之一(质量计算单位)PreformingPreforming预加工QAQualityAssurance品质保证QCCAQualityControlCircleActivities品管圈活动QCQualityControl质量管理QISQualityInformationSystem质量信息系统R/IRun-In常温热机(老化)过程REVRevision版本RMAReturnMerchandiseApproval(orAuthorization)退货品认可RTVReturnToVendor退回厂商S/NSerialNumber序号S/OSalesOrder业务下订单SafetySafety安全规格(安规)SMTSurfaceMountingTechnology表面黏着技术SPCStatisticsProcessControl统计制程管制SPECSpecification规格SWOTStrengthWeaknessesOpportunitiesThreats强势弱势潜在机会威胁TETestEngineering测试工程TPMTotalProductiveMaintenance全面性生产维护TQMTotalQualityManagement全面质量管理TUVTUV德国莱茵技术监护顾问公司(安规单位)ULUnderwritersLaboratories美国保险协会实验室(安规单位)VQA VenderQualityApproval供货商质量保证(雷同进料检验)W/OWorkOrder生产工单WIPWorkInProcess尚未完成的在制品P/N ------ Part Number 料号P/R ------ Purchase Request (物控release给采购的)请购单P/O ------ Purchase Order (采购release给厂商的)订单PMC ------ Production & Material Control 生管&物控管理PM ------ Production Management 整个生产管理(包括生管物控产销)MC ------ Material Control (企划)物控PC ------ Production Control (企划)生管PL------ Project Leader 项目管理(针对大客户大订单的专门全面管理主要是Pilot Run 阶段及其前期工作)OM ------ Order Management 订单管理(量产之后的订单答交﹑生产进度跟踪﹑工令管理﹑ECN变更﹑出货排程等)PMP ------ Project Management Plan 项目(订单)管理计划书PIC ------ Person In Charge (项目)负责人COPP ------ORT ------ Ongoing Reliability Test生产过程中的可靠度测试UCL ------ Up Control Line 上管制线LCL ------ Low Control Line 下管制线FAI ------PVT ------ Process Verification Test Pilot Run试生产第一阶段先作PVT再作MVB.MVB ------ Mass Verification Board Pilot Run试生产之第二阶段M/P ------ Mass Production量产/大批量生产BTF ------ Build To Forecast 依据销售预测进行生产BTO ------ Build To Order 依据订单生产CTO ------ Configuration To Order客制化生产PTD ------ Production To DepartureCRM ------ Customer Relationship Management 客户关系管理CRP ------ Capacity Requirements Planning 产能需求规划ERP ------ Enterprise Resource Planning 企业资源规划FMS ------ Flexible Manufacture System 弹性制造系统BOM ------ Bill Of Material 物料清单MPS ------ Master Production Scheduling 主生产排程指根据业务接单或销售预测所排定一段期间之产品生产计划须指定何种产品应于何时制造完成多少数量.MRP ------ Material Requirement Planning 物料需求规划MRP之计算依照MPS之产品独立需求透过BOM展开之零组件相依需求配合当时存货状况以求得某段期间内应投入生产或执行采购之计划方针.WIP ------ Work In Process 在制品FG ------ Finished Goods制成品/产成品E&O ------ Excess & Order/Backlog 呆滞在途(订单)EOL ------ End Of Line产品寿命中止(停止生产)MES------Manufacturing Execution System制造执行系统辅助生管人员收集现场数据及控制现场制造流程提供企业改善制程、提高生产效益的工具.大部分的MES系统模块皆会包括订单管理系统(Customer Order Management COM)﹑物料管理系统(Material Management System MMS)﹑制程控管系统(Work In Process Tracking WIP)﹑生产排程系统(Production Scheduling System PSS)﹑质量控管系统(Statistical Process Control SPC)﹑设备控管系统(Equipment Management System EMS)及对外部系统的PDM整合接口(PDM Integration Interface)与ERP 整合接口(ERP Integration Interface)等模块.OEM ------ Original Equipment Manufacture委托代工ODM ------ Original Design & Manufacture 委托设计与制造A VL ------ Approved Vendor List 具备资格/被认可的厂商名册SCM ------ Supply Chain Management供应链管理SLM ------ Supply Line Management 供应链管理产品由起始原料转换成完成品至最终到达顾客手上之流动过程中影响其执行绩效的个体组合而成之网络称为供应链供应链的组成个体可能包括:供货商→制造→工厂→配销点→零售商→最终顾客;而供应链管理之定义简单而言就是需求与供应适当的结合以达到资源﹝人﹑设备﹑物﹑资金﹞运用与分配之有效性与及时性.EC ------ Engineer Change设计变更/工程变更EC ------ Electronic Commerce 电子商务ECN ------ Engineer Change Notice工程变更通知书S/O ------ Shipping Order 装货通知单S/A ------ Shipping Advice出货通知比“SI”先行S/I ------ Shipping Invoice 正式的出货文件/发货单P/L ------ Packing List (出货)装箱单B/L ------ Bill of Leading 提货单/提单N/W ------ Net Weight 净重ETD/E.T.D/e.t.d ------ Expected Time of Departure (货船)预定开航时间ETA/E.T.A/e.t.a ------ Expected Time of Auuival预定到达时间CAT ------ Component Approval Team零件承认组KPI ------ Key Part Index 关键指标二.财务会计专有名词A/R ------ Account Receivable应收帐款A/P ------ Account Payment应付帐款Deduct AP ------ 扣除应付帐款/不良扣款T/T ------ Telegraph Transfer汇转帐(付款)OA 30天------ 货到30天后付款(如11/5到货则12/5付款)月结30天------ 货送到后下月底付款(如11/5到货则12/30付款)ID ------ Input Duty 关税V AT ------ Value Add Tax 增值税三. 品管专有名词IQC ------ Incoming Quality Control 进料质量控制IPQC------ In-Process Quality Control 制程质量管理:产品未完成前尚在制程中的品管工作FQC ------ Finish or Final Quality Control 成品质量管理:成品未装箱前的品管工作.QE ------ Quality Engineering 质量工程FAE ------ Final Application Engineer终端应用工程部门(属R&D范畴) 又称为AED --- Application Engineer Department.FAE ------ Finished Application Engineer 成品应用工程CPSR ------ Customer Product Standard Request客户产品规格标准要求QA ------ Quality Assure 品质保证OQA ------ Out-going Quality Assure 出货品质保证对厂内生产线的产品进行检验及测试范围包括: 产品外观ECN是否最新版产品结构是否符合ECN附属配件是否齐全(CD-PROMENU)包装方法是否符合客户要求产品性能检验测试(能否正常运行与其它产品的兼容性等).DIST机种用3种固定规格的CPUHDD进行测试项目机种按客户提供的固定程序测试项目相对较少时间较短.OQA 0.0 ------ 出货failure rate(不良率)为0.0%之品质保证OOB ------ Out Of Box 开箱检查包括产品功能及兼容性测试除需进行与OQA相同的检验及测试之外还要设法取得客户信息仿真客户端系统使用状况进行产品兼容性测试对客户可能采用的各种规格型号之HDDCPUFLOPPY等均需进行测试测试项目较多时间较长所需的测试程序和测试治具比OQA要多OQC ------ Out-going Quality Control 出货质量管理TQM ------ Total Quality Management 全面质量管理TQC ------ Total Quality Control全面质量管理QIT ------ Quality Improvement Team质量改善小组QIP ------ Quality Improvement Plan质量改善计划CAR ------ Correction Action Require质量异常修正联络单工厂内部各制造及技朮部门互相可发出此联络单内容广泛包括制程﹑材料﹑人为因素等造成的质量异常要求相关责任单位改善.如: OQA发出的CAR为“OQA退货修正联络单”交由PE分析并提出改进措施. SCAR ------ Supplier Correction Action Require 供货商质量改善联络单IQC发给厂商的联络单PUSH厂商针对我们提出的质量问题研究并实行改善措施厂商接到此单后即会回复改善措施.CLCA ------ Close Loop Correction Action循环改善措施其循环流程为: 制造将质量异常反应给IQCIQC发出SCAR 厂商回馈改善措施SQE对厂商的改善措施是否能有效解决质量异常作进一步确认LTQ ------ Lead ship Through Quality质量领导机制AQL ------ Acceptable Quality Level 消费者可接受之最高不良率KM ------ Knowledge Management 知识管理SFC ------ Shop Floor Control(生产)现场控制Batch Reject Rate / Lot Reject Rate批通率Defect Rate 不良率ISO ------International Organization for Standardization国际标准组织PDM ------ Product Data Management 产品数据管理系统协助工程师进行数据管理让企业透过标准程序管制提高整体效率并使作业程序电子化及标准化.用来管理特定产品从研发到量产之生命周期里全程/各点产生的一切信息例如CAD图面﹑3D模型数据﹑NC程序﹑CAE 分析结果测试数据﹑设计历史和相关制程文件.OPT ------ Optimized Production Technology 最佳生产技术任何企业的真正目标是现在和未来都赚钱;要实现这个目标必须在增加产销率的同时减少库存和营运费用.PDCA ------ 品管之“PDCA”管理模式: Plan→Do→Check→ActionPDSA ------ 品管之“PDSA”管理模式: Plan→Do→Study→ActionCLCA ------5S ------ 5S是由企业研究出来的一种环境塑造方案其目的在藉由整理(SEIRI)﹑整/顿(SEITON)﹑清扫(SEISO)﹑清洁(SEIKETSU)及身美(SHITSUKE)五种行为来创造清洁﹑明朗﹑活泼化之环境以提高效率﹑质量及顾客满意度.5S活动的对象/是现场的环境它对生产现场环境全局进行综合考虑并制订切实可行的计划与措施从而达到规范化管理.四. 计算机软硬件专有名词PCB ------ Printed Circuit Board 印刷电路板PCA ------ Printed Circuit Assembly印制电路插件M/B ------ Mother Board / Main Board 主机板/主板/母板B/B ------ BareBone 系统半成品又称“准系统”或称“裸机”由OEM客户指定其配备通常由下列部分组成:Case+power supply+M/B+CD ROM+HDD+FDD 由OEM客户自行增添:CPU+RAM等即成为完整的系统system.HD ------ Hard Disk 硬盘HDD ------ Hard Disk Drive 硬盘驱动器Floppy Disk软盘/软磁盘FDD ------ Floppy Disk Drive 软盘驱动器/软磁盘机CD/CDPRO ------ Compact Disc 激光唱盘/光盘CD-ROM/ CD-ROM drive 光盘驱动器CDROM 只读光盘品质人员名称类QC quality control 品质管理人员FQC final quality control 终点质量管理人员IPQC in process quality control 制程中的质量管理人员OQC output quality control 最终出货质量管理人员IQC incoming quality control 进料质量管理人员TQC total quality control 全面质量管理POC passage quality control 段检人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 品质工程人员品质保证类FAI first article inspection 新品首件检查FAA first article assurance 首件确认TVR tool verification report 模具确认报告3B 3B 模具正式投产前确认CP capability index 能力指数CPK capability index of process 模具制程能力参数SSQA standardized supplier quality 合格供货商品质评估OOBA out of box audit 开箱检查QFD quality function deployment 品质机能展开FMEA failure model effectiveness analysis 失效模式分析8 disciplines 8项回复内容FA final audit 最后一次稽核CAR corrective action request 改正行动要求corrective action report 改正行动报告FQC运作类AQL Acceptable Quality Level 运作类允收品质水准S/S Sample size 抽样检验样本大小ACC Accept 允收REE Reject 拒收CR Critical 极严重的MAJ Major 主要的MIN Minor 轻微的AOQ Average Output Quality 平均出厂品质AOQL Average Output Quality Level 平均出厂品质Q/R/S Quality/Reliability/Service 品质/可靠度服务MIL-STD Military-Standard 军用标准S I-S IV Special I-Special IV 特殊抽样水准等级P/N Part Number 料号L/N Lot Number 特采AOD Accept On Deviation 特采UAI Use As It 首件检查报告FPIR First Piece Inspection Report 百万分之一PPM Percent Per Million 批号制程统计品管专类SPC Statistical Process Control 统计制程管制SQC Statistical Quality Control 统计质量管理R Range 全距AR Averary Range 全距平均值UCL Upper Central Limit 管制上限LCL Lower Central Limit 管制下限MAX Maximum 最大值MIN Minimum 最小值GRR Gauge Reproducibility&Repeatability 量具之再制性及重测性判断量可靠与否DIM Dimension 尺寸DIA Diameter 直径FREQ Frequency 频率N Number 样品数其它品质术语类QCC Quality Control Circle 品质圈QIT Quality Improvement Team 品质改善小组PDCA Plan Do Check Action 计划执行检查总结ZD Zero Defect 零缺点QI Quality Improvement 品质改善QP Quality Policy 目标方针TQM Total Quality Management 全面品质管理MRB Material Reject Bill 退货单LQL Limiting Quality Level 最低品质水准RMA Return Material Audit 退料认可QAN Quality Amelionrate Notice 品质改善活动ADM Absolute Dimension Measuremat 全尺寸测量QT Quality Target 品质目标7QCTools 7 Quality Controll Tools 品管七大手法通用之件类ECN Engineering Change Notes 工程变更通知(供货商)ECO Engineering Change Order 工程改动要求(客户)PCN Process Change Notice 工序改动通知PMP Product Management Plan 生产管制计划SIP Specification In Process 制程检验规格SOP Standard Operation Procedure 制造作业规范IS Inspection Specification 成品检验规范BOM Bill Of Material 物料清单PS Package Specification 包装规范SPEC Specification 规格DWG Drawing 图面系统文件类QC Quality System 品质系统ES Engineering Standarization 工程标准CGOO China General PCE龙华厂文件H Huston (美国)休斯敦C Compaq (美国)康伯公司C China 中国大陆A Assembly 组装(厂)S Stamping 冲压(厂)P Painting 烤漆(厂)I Intel 英特尔公司T TAIWAN 台湾IWS International Workman Standard 工艺标准ISO International Standard Organization 国际标准化组织GS General Specification 一般规格CMCS C-China M-Manufact C-Compaq S-Stamping Compaq产品在龙华冲压厂制造作业规范CQCA Q-Quality A-Assembly Compaq产品在龙华组装厂品管作业规范CQCP P-Painting Compaq产品在龙华烤漆厂品管作业规范部类PMC Production & Material Control 生产和物料控制PPC Production Plan Control 生产计划控制MC Material Control 物料控制ME Manafacture Engineering 制造工程部PE Project Engineering 产品工程部A/C Accountant Dept 会计部P/A Personal & Administration 人事行政部DC Document Center 资料中心QE Quality Engineering 品质工程(部)QA Quality Assurance 品质保证(处)QC Quality Control 质量管理(课)PD Product Department 生产部LAB Labratry 实验室IE Industrial Engineering 工业工程R&D Research & Design 设计开发部P Painting 烤漆(厂)A Asssembly 组装(厂)S Stamping 冲压(厂)生产类PCS Pieces 个(根,块等)PRS Pairs 双(对等)CTN Carton 卡通箱PAL Pallet/skid 栈板PO Purchasing Order 采购订单MO Manufacture Order 生产单D/C Date Code 生产日期码ID/C Identification Code (供货商)识别码SWR Special Work Request 特殊工作需求L/N Lot Number 批号P/N Part Number 料号其它OEM Original Equipment Manufacture 原设备制造PCE Personal Computer Enclosure 个人计算机外设PC Personal Computer 个人计算机CPU Central Processing Unit 中央处理器SECC SECC` 电解片SGCC SGCC 热浸镀锌材料NHK North of Hongkong 中国大陆PRC People's Republic of China 中国大陆U.S.A the United States of America 美国A.S.A.P As Soon As Possible 尽可能快的E-MAIL Electrical-Mail 电子邮件N/A Not Applicable 不适用QTY Quantity 数量VS 以及REV Revision 版本JIT Just In Time 零库存I/O Input/Output 输入/输出OK Ok 好NG Not Good 不行,不合格C=0 Critical=0 极严重不允许ESD Electry-static Discharge 静电排放5S 希腊语整理,整顿,清扫,清洁,教养ATIN Attention 知会CC Carbon Copy 副本复印相关人员APP Approve 核准,认可,承认CHK Check 确认AM Ante Meridian 上午PM Post Meridian 下午CD Compact Disk 光盘CD-ROM Compact Disk Read-Only Memory 只读光盘FDD Floppy Disk Drive 软盘机HDD Hard Disk Drive 碟碟机REF Reference 仅供参考CONN Connector 连接器CA V Cavity 模穴CAD Computer Aid Design 计算器辅助设计ASS'Y Assembly 装配,组装MAT'S Material 材料IC Integrated Circuit 集成电路T/P True Position 真位度TYP Type 类型WDR Weekly Delivery Requitement 周出货需求C?T Cycle Time 制程周期L/T Lead Time 前置时间(生产前准备时间)S/T Standard Time 标准时间P/M Product Market 产品市场3C Computer,Commumcation,Consumer electronic's 消费性电子5WIH When,Where,Who,What,Why,How to5M Man,Machine,Material,Method,Measurement4MIH Man,Materia,Money,Method,Time 人力,物力,财务,技术,时间(资源) SQA Strategy Quality Assurance 策略品质保证DQA Desigh Quality Assurance 设计品质保证MQA Manufacture Quality Assurance 制造品质保证SSQA Sales and service Quality Assurance 销售及服务品质保证LRR Lot Rejeet Rate 批退率BS Brain storming 脑力激荡EMI Electronic Magnetion Inspect 高磁测试FMI Frequency Modulatim Inspect 高频测试B/M Boar/Molding(flat cable)C/P Connector of PCA/P AssemblySPS Switching power supply 电源箱DT Desk Top 卧式(机箱)MT Mini-Tower 立式(机箱)DVD Digital Vedio DiskVCD Vdeio Compact DiskLCD Liquid Crystal DisplayCAD Computer AID DesignCAM Computer AID ManufacturingCAE Computer AID EngineeringABIOS Achanced Basic in put/output system 先进的基本输入/输出系统CMOS Complemeruary Metoll Oxide Semiconductor 互补金属氧化物半导体PDA Personal Digital Assistant 个人数字助理IC Integrated Circuit 集成电路ISA Industry Standard Architecture 工业标准体制结构MCA Micro Channel Architecture 微信道结构EISA Extended Industry Standard Architecture 扩充的工业标准结构SIMM Single in-line memory module 单项导通汇流组件DIMM Dual in-line Memory Module 双项导通汇流组件LED Light-Emitting Diode 发光二级管FMEA Failure Mode Effectivenes 失效模式分析W/H Wire Harness 金属线绪束集组件F/C Flat Calle 排线PCB Printed Circuit Board 印刷电路板CAR Correction Action Report 改善报告NG Not Good 不良WPR Weekly Delivery Requirement 周出货要求PPM Parts Per Million 百万分之一TPM Total Production Maintenance 全面生产保养MRP Material Requiremcnt Planning 物料需计划OC Operation System 操作系统TBA To Be Design 待定,定缺D/C Drawing ChangeP/P Plans & ProceduneEMI Electrical-Music Industry 电子音乐工业RFI Read Frequency Input 读频输入品质人员名称类QC quality control 品质管理人员FQC final quality control 终点质量管理人员IPQC in process quality control 制程中的质量管理人员OQC output quality control 最终出货质量管理人员IQC incoming quality control 进料质量管理人员TQC total quality control 全面质量管理POC passage quality control 段检人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 品质工程人员品质保证类FAI first article inspection 新品首件检查FAA first article assurance 首件确认TVR tool verification report 模具确认报告3B 3B 模具正式投产前确认CP capability index 能力指数CPK capability index of process 模具制程能力参数SSQA standardized supplier quality 合格供货商品质评估OOBA out of box audit 开箱检查QFD quality function deployment 品质机能展开FMEA failure model effectiveness analysis 失效模式分析8 disciplines 8项回复内容FA final audit 最后一次稽核CAR corrective action request 改正行动要求corrective action report 改正行动报告FQC运作类AQL Acceptable Quality Level 运作类允收品质水准S/S Sample size 抽样检验样本大小ACC Accept 允收REE Reject 拒收CR Critical 极严重的。
塑胶制程稽核表QPA
程
19 机台生产产品,是否有检验与修理下限样品,作业员是否按其操作检验
20 作业员是否及时记录不良品及良品数据(生产日报)
S
Q
21 机台上堆放的成品,是否有保护措施,不得裸叠
A
22 机台的报废品、料把需与料块分开存放
23 机台处,不同于现场生产的物料是否清离出现场(如原料、标签、产品、样品等) 24 机台作业员是否戴手套作业(高亮面产品必须戴防静电帽、防静电手套及手指套) 25 工作台是否有铺垫、海棉块之保护垫 ,且整洁无料渣、无私人物品等杂物 26 工具是否有工具架且固定放置(如电吹风、烙铁等) 27 机台上及周围地面无料把、料粒等杂物,保持干净整洁 28 机台的边角料是否有收集器,且收集器内不得有其它杂物
7
每日是否有对印刷状况作技术统计分析(如不同印刷手之间的印刷品质状况),不良信息是否有定期收集,并能反馈相关 部门分析,以推动改善
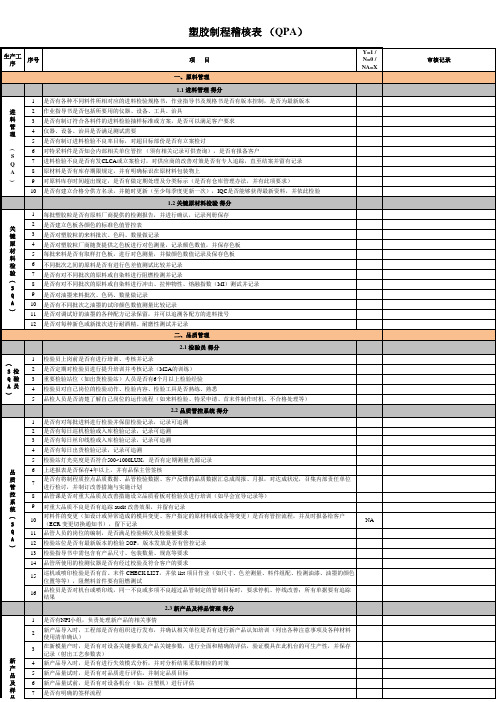
Y=1 / N=0 / NA=X
NA NA NA
审核记录
塑胶制程稽核表 (QPA)
生产工 序
序号
项目
(
)
8 印刷网板是否有专人保管,并立清册管理(如借用登记记录等)
印
9 过期网板,是否及时作废,有无记录
管
理
4 仪器、设备、治具是否满足测试需要
5 是否有制订进料检验不良率目标,对超目标部份是否有立案检讨
6 对特采料件是否知会内部相关单位管控 (须有相关记录可供查询),是否有报备客户
S Q
7 进料检验不良是否有发CLCA或立案检讨,对供应商的改善对策是否有专人追踪,直至结案并留有记录
A
8 原材料是否有库存期限规定,并有明确标识在原材料包装物上
二、品质管理
QPA检查表
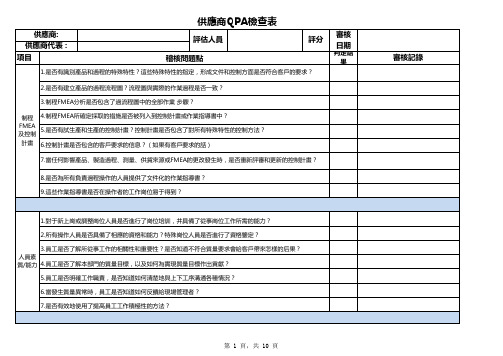
供應商QPA檢查表
評估人員
評分
稽核問題點
1.是否有識別產品和過程的特殊特性?這些特殊特性的指定,形成文件和控制方面是否符合客戶的要求?
審核 日期
判定結 果
2.是否有建立產品的過程流程圖?流程圖與實際的作業過程是否一致?
3.制程FMEA分析是否包含了過流程圖中的全部作業 步驟?
8.是否為所有負責過程操作的人員提供了文件化的作業指導書? 9.這些作業指導書是否在操作者的工作崗位易于得到?
1.對于新上崗或調整崗位人員是否進行了崗位培訓,并具備了從事崗位工作所需的能力?
2.所有操作人員是否具備了相應的資格和能力?特殊崗位人員是否進行了資格鑒定?
3.員工是否了解所從事工作的相關性和重要性?是否知道不符合質量要求會給客戶帶來怎樣的后果? 人員素 質/能力 4.員工是否了解本部門的質量目標,以及如何為實現質量目標作出貢獻?
溯
第 3 頁,共 10 頁
可 追 溯 5.是否有一個即時的資訊控制系統(ERP或其它)? 性
第 4 頁,共 10 頁
追 溯 性
6.當客戶要求時,是否記錄和保持了可追溯性? 7.是否標識在庫和在制原材料,以便按先進先出的次序使用物料?
1.每臺機臺是否有受控的作業文件(如作業指導書,制程管理計畫等)指導操作人員? 2.這些文件是否內容齊全,有圖片標識,簡單易懂,且有工藝權威人簽署? 3.每套模具是否都有一份受控的標準架模參數表? 實際機台的設定值與標準是否相符? 4.生產部門是否點檢並記錄了實際架模參數? 如實際參數不在標準範圍內,是否有記錄原因? 5.生產現場是否有首件或標準樣品或限度樣品作為參考,指導作業員正確地執行自檢? 若生產條件變異,作 業員發現會如何處理? 6.不良品返工或報廢是否有相應記錄?返工是否有相應的流程? 返工後的產品是否被再次檢驗? 生 產 7.生產員工是否按作業指導生產/加工/自檢/包裝產品?是否將不良品現象/數量記錄入生產日報,並將不良品 技 放入標識清晰的指定的不良品箱/盒/袋/筐裡? 術 8.調機品是如何管控的? 過程中再次調機,如何管理? 和 工 9.是否有用一些工裝夾具輔助生產,為防止產品變形,漏加工,少或多數等? 藝 10.生產工藝中是否標明了關鍵工位,對過程中的每個工序或關鍵工序是否有進行監控? 11.生產不良資料是否定期匯總並進行統計與分析,分析出的根本原因有沒有採取有效的改善措施? 12.生產中如有機加工工序(如鑽孔,攻牙,車紋,或用到銑刀的),是否對所用的刀具的使用進行有效管控 (如刀具壽命),以確保產品品質? 13.生產過程中出現批量性的品質不良時,生產是否對不良批進行原因分析,並採取有效的糾正和預防措施? 14.對於每一款產品,是否都有最新版本的圖紙,檢驗指導書? 15.是否對糾正和預防措施的有效性進行確認與驗證? 如確實有效,是否加入作業指導書形成標準化?
QSA Audit Check List_Rev4.1_中文
Quality System Audit Check Sheet註. 各 项目 评价是 《 Yes, No 》 2阶段 评价, Yes → Y, No → N, 适当事项没有 → N/A来输入. 但, 必须项目的 N/A处理是 不可(Revision No: 4.1, Date: 2008.05.26)Quality System Audit Check Sheet註. 各 项目 评价是 《 Yes, No 》 2阶段 评价, Yes → Y, No → N, 适当事项没有 → N/A来输入. 但, 必须项目的 N/A处理是 不可(Revision No: 4.1, Date: 2008.05.26)Quality System Audit Check Sheet註. 各 项目 评价是 《 Yes, No 》 2阶段 评价, Yes → Y, No → N, 适当事项没有 → N/A来输入. 但, 必须项目的 N/A处理是 不可(Revision No: 4.1, Date: 2008.05.26)Quality System Audit Check Sheet註. 各 项目 评价是 《 Yes, No 》 2阶段 评价, Yes → Y, No → N, 适当事项没有 → N/A来输入. 但, 必须项目的 N/A处理是 不可(Revision No: 4.1, Date: 2008.05.26)Quality System Audit Check Sheet註. 各 项目 评价是 《 Yes, No 》 2阶段 评价, Yes → Y, No → N, 适当事项没有 → N/A来输入. 但, 必须项目的 N/A处理是 不可(Revision No: 4.1, Date: 2008.05.26)Quality System Audit Check Sheet註. 各 项目 评价是 《 Yes, No 》 2阶段 评价, Yes → Y, No → N, 适当事项没有 → N/A来输入. 但, 必须项目的 N/A处理是 不可(Revision No: 4.1, Date: 2008.05.26)。
QUAL2K模型简介

5Leabharlann 二、模型的原理 1.河段的划分
右图为河段编号方法。 模型在模拟时在将模拟河道划分 为一系列恒定非均匀流河段 (Reach)基础上,再将每个河段 划分为若干等长的计算单元 (Elements)。 河段划分的依据:水文水力条件、 水质监测位置、污染源位置。 同一河段具有相同的水力、水质 特性和参数。 QUAL2K要求:大坝要单独划为 一个河段,且仅含一个计算单元。
22
2.5点源输入
Point Source工作表 主要输入河流系统中点源信息。包括点源 的位置、出流或入流的流量以及水质浓度等等,如下图。
23
2.6面源输入
Diffuse Sources 工作表主要输入河流系统中面源的相关信息。包 括面源污染上下游的位置、出流或入流的流量以及水质浓度等等,如下图。
A
s1 B0 s2 Z0
图4 概化河道断面示意图
断面概化的方法可参考胡鹏[32]等人提出 的方法,通过对实测断面的水深~过水 面积关系进行回归分析,得到概化梯形 断面的下底宽和边坡系数两个重要参数, 使得概化后的断面与实测断面保持一致 的水位~流量关系。
11
三、模型对河流的概化
2、排污口概化
参考《全国水环境容量核定技术指 南》提供的方法,将相邻的排污口 简化成集中的排污口。 合并后的排污口距下游断面的距离 可由下式计算:
9
3.水质平衡方程
QUAL2K 模型的水质基本方程是一维平流 - 扩散物质输送和反 应方程,该方程考虑了平流扩散、稀释、水质组分自身反应、水 质组分间的相互作用以及组分的外部源和汇对组分浓度的影响。 其基本方程为: C [ Ax E ] C x ( Ax uC ) dC s t dt V Ax x Ax x
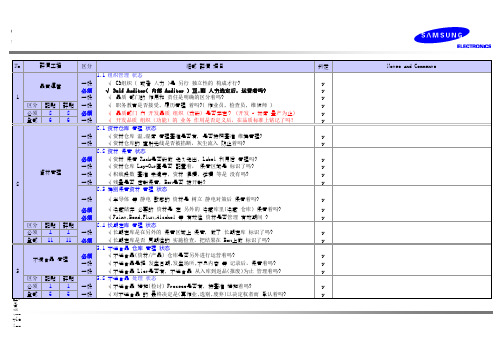
SQCI管理

(Process owner: 部品品质科职员) I. Definition☐对供应商品质的持续控制,以改进品质及预防品质事故。
II. Purpose☐及时的改善品质及预防品质事故☐以事先的部品品质活动来确保无缺陷品质III. Policy☐定义- SQCI(Supplier Quality Control Innovation) 认证•作为供应商管理的一种工具,根据对供应商的QSA,QPA以及品质实绩的评价,以保证供应商品质体系,预防品质事故的发生。
- SQMP(Supplier Quality Management Plan)•为确保供应商的原材料品质,从开发阶段到量产、发货,文件化规定厂家•需要做的必需事项以及通过相互协议达成的三星电子的品质要求事项。
•- QSA(Quality System Audit)•作为对供应商品质体系的评价书,按ISO9000 以及三星电子要求供应商•必需具备的事项而制定的Check-list (三星电子供应商QSA 评价书均相同)。
•- QPA(Quality Process Audit)•作为对供应商工程的评价书,以品质管理工程图为基准制定的Check-list ,•对供应商生产的有关Item 的全部工程(包括2nd Vendor)进行评价。
•由三星电子部品品质担当根据三星电子“QPA GUIDE”而制定。
- Quality Result(品质实绩)•品质实绩由USER 工程品质目标达成率,厂家自身工程品质目标达成率,•核心工程Cpk 的评价来组成。
-达成率=(质目标/品质实绩)*100%- SJQE(SAMSUNG Joint Quality Engineer)•三星电子为供应商的SQCI专门担当培训SQCI相关内容,让其熟知•品质管理和品质改善☐责任与权限-部品品质科科长•向供应商通报SQCI认证计划•接收对供应商的SQCI认证评价结果•向SEC通报SQCI认证结果-部品品质担当•向自己所负责的相关厂家通报SQCI日程•向其他相关部门(采购,技术部门)通报SQCI认证评价结果•确定SQCI认证评价结果:合格/不合格•将SQCI认证评价结果报告给部品品质科科长-供应商•将SQCI认证评价日程通报给各相关部门•准备有关Audit 文件和流程•接收Audit时指出的问题点后制定对应的改善对策•准备对SQCI认证问题点的改善对策报告• SQCI认证后持续管理所有文件和Process☐选定SQCI认证对象的供应商-对供应商的SQCI认证根据以下规则来进行•重点部品的供应商•供应商的工程品质不稳定•部品发生重大品质事故•供应商不良率在入库检查/工程/顾客中很高且固执性不良•临时供应商,特殊供应商等贸易额少的供应商不作为SQCI对象☐供应商SQCI推进担当(SJQE:SAMSUNG Joint Quality Engineer) -供应商SQCI推进担当应具备如下资格•理解Audit和品质体系,且具备1年以上从事品质工作经历•理解产品制造过程- SQCI推进担当的作用•定期准备SQMP及QMP•控制供应商品质及1次/月进行内部Audit- SQCI推进担当的主要任务•先行品质管理:诚实度、信赖度提高,对原料的先行管理•周别Data先行管理:工程、发货品质现况、核心工程Cpk管理现况、•提交月别成绩书:发货检查成绩书、分解检查成绩书、可靠性测试Data结果•内部Audit:通过内审员强化自身品质保证活动•每半年1次的内部审查整理和维持品质体系•建立Audit结果的改善对策,验证改善对策,进行事后管理•(使用和三星电子同样的QSA/QPA Check List)••变更点管理:建立变更点申请Process以及防止遗漏•变更点履历管理•鉴定新部品、发生变更点的部品的检查结果• (强化管理除设计变更以外的其他4M变更点管理)•品质问题Follow-up:通过一元化窗口迅速采取措施及根本改善•迅速掌握品质问题的根本原因及建立改善对策后适用和通报•对品质问题进行履历管理及对改善对策实施有效性鉴定•☐编写Supplier Quality Management Plan(SQMP)-供应商自己编写SQMP-编写SQMP目的•构筑供应商自主品质体系的手段•构筑供应商自己负责自己生产的部品品质的体系- SQMP(Supplier Quality Management Plan):•供应商为了确保品质将自己必须做的事项和必需条件规则化- SQMP 主要领域(21种项目)•版本管理• SQCI相关人员的联络表(包括SST/供应商)• SQMP Manual•品质经营体系•品质目标(User工程不良率,供应商自身工程不良率)•品质改善活动•入库检查•工程品质管理方案•发货检查•可靠性试验•品质Audit•供应商变更点(ECN)管理•顾客不满处理•模具寿命管理•测量仪器/设备管理• SPC管理•品质报告书•新产品业务• 2nd Vendor 管理•标准运营管理•部品List☐SQCI 认证评价方法-认证项目及区分-•再评价时最终评分计算基准:(品质指标+QSA+QPA)* 上次评价改善指数•-品质指标详细评价基准•以尺寸、特性值项目(CTF)的分散来评价CTQ工程的Cpk水准,但工程变数项目除外•在SQMP中选定的CTQ工程的Cpk值中取最小值来评价CTQ工程评价•(评价前3个月实绩为基准)•-认证基准•并将Audit结果通报给SST(QSA:每半年,QPA:每季度)•供应商新登记时认证基准:SQCI评价“B”等级以上(共用部品)- Penalty 基准•不能适用P/O Block时采取剥夺新部品开发权或转移模具、开发替代供应商等• Penalty措施•-取消认证基准• A,B,C等级供应商中导致品质事故时:事故性市场不良,PL/Recall性不良• User工程不良超出目标3倍时(月别实绩基准)•发现供应商未遵守自身QSA/QPA主要项目事例时:未实施发货检查,工程中•遗漏CTQ检查项目,CTQ工程管理差,混入异品种等•未实行变更点、可靠性、品质指标等与SST约束事项时:未实施变更点申请,•未通报可靠性不合格,虚伪编制品质实绩,未实施每半年内部审查时等•量产可靠性试验不合格时:•周期:根据SST年可靠性计划进行•试验项目:与最初承认时的实验项目和条件相同IV. Procedure --☐Step 1 : 选定SQCI认证对象-Who : 部品品质科职员-When : 根据年度SQCI 推进计划-Ref : 年度SQCI 推进计划(P2071)-Ref Sap : N/A-年初部品品质科职员制定年度SQCI 推进计划。
项目工程QPA检查表

日期:
整改日期 备注
19 临时增加工序是否合理 20 生产线排布是否合理,地面是否清洁 21 是否有点检表 22 模具工的首检样件进行检验确认
是否按照作业指导书(检验指导书)内容对车间
23 是否在规定时间段内对零件巡回检,首件检验 24 按程序规定作好相关质量记录
25 是否有巡检记录
26 是否有物料标识 27 电气设备是否安全,是否及时保养 28 不合格品是否放在指定区域 29 劳保用品是否配带齐全 30 看板管理是否及时更新
冲压车间QPA检查表 冲压车间QPA检查表 QPA
姓名:
序号 检查项目 问题描述 整改措施 1 每道工序是否有作业指导书,悬挂位置是否正确 2 工艺文件是否受控,有无损坏 3 是否起到指导作用,和实际操作是否相符 4 所用设备是否符合作业指导书 5 工序尺寸是否清晰表达 6 操作定位是否明确 7 检测方式和量具是否合理 8 工艺文件是否有明确的版本号 9 工装编号是否吻合 10 参数是否同作业指导书相符 11 加工工序是否符合工艺流程 12 操作是否安全 13 零件放置是否合理 14 装夹或拆卸模具是否合理 15 模具是否需开备模或立即保养维修 16 是否有首件检验 17 是否有加工记录单,添写是否正确 18 现场是否有其它工装
化工厂常用PSSR检查表国外

PSSR Checklist Example A-1 PSSR清单示例A-1PSSR Checklist Example A-2PSSR Checklist Example A-3ATTACHMENT A - PROCESS PRE-STARTUP SAFETY REVIEW CHECKLISTAREA OR PLANT UNDER REVIEW:DATE:LIST OF PSSR TEAM MEMBERS:Instructions for using this form:1. Review the entire checklist and mark a check in column A to indicate an item or area to be included in the review.2. If there are issues to be resolved after the initial review, complete Attachment B - PSSR Potential Issue – Finding Form3. For each item or area with a check in column A, place a check in column B when the item or area has been satisfactorily reviewed or a potential problem has been resolved.Column A Include Column BCompletedCategory/PSSR Item to EvaluateLocation and layoutSite ConditionsDrainageFlood control/protectionPrevailing windAir or water pollution exposuresOther site conditions requiring attentionSoil protection in storage, materials handling &process areasNearby operationsHazards fromHazards toTrafficVehicular/railroad/pedestrianClearances, hazardsAdequacy of traffic signsSecuritySpecial requirements imposed by new facilityStorage and handling of chemicalsBuried pipes, tanks or chemical sewerLeak detection and containmentAbove ground storage tanksAdequate secondary containment providedOperating and maintenance access adequate andsafeAdequate and accessible manwaysUnobstructed pressure/vacuum relief ventsManifolding of vents reviewedDocumented vent sizing basis (process safetymanuals)Include CompletedWinterization (including instrument connections)Adequate lightingLabeling, placarding of hazardsOther installation detailsFlammable and combustible liquidsTank placement and spacing adequateSteel supports requiring fireproofingFlammable liquid breather vents provided withflame arrestors or conservation ventsNo flame arrestors on emergency relief ventsSafe vent discharge locationsVapor-space ignitions hazardsCorporate recommended/approved fire protectionsystems in placeFlammable gases or liquefied flammable gassesCorporate recommended/approved fire protectionsystems in placeBulk dry chemicalsDust explosion potential addressedTanks truck and railcar unloading and loading stationsSpill containment and safe impoundingAccess platform safetyLighting adequateGrounding cablesFixed unloading pump and backflow preventerEmergency stop button locationConnections lockable and closedPlacarding of hazardsRemotely operated emergency stop valve forvehicles carrying hazardous materialsFusible-link fire valve on vehicles with bottomunloading of flammablePortable fire extinguisher at ground level orflammableSafety shower and eyewash unitsRecommended fire protection systems in placeElectricalProcessGeneral workplaceSafe operator accessBuilding exits markedLighting adequateSafety shower and eyewash unitsAccessibleLocated on each deckLocated in control roomPortable fire extinguishersInclude CompletedAccessibleLocated on each deckLocated in control roomHuman FactorsLabeling of equipment, piping, critical valves, fieldinstruments, switchesLocation of field instrumentsSampling pointsOperator task safetyOperator task ergonomicsOpportunities for operator errorNon-routine tasksChemical Exposure HazardsPotential exposuresEngineering controls adequateBuilding ventilation/fresh air intakesToxic gas monitors, alarmsProtective equipment locationPlacardingProcess PipingConstruction appropriate for dutyMaterials quality assurance (including flange bolts),if critical, during constructionWorkmanship (for example, no short flange bolts)Routing satisfactoryAdequately supported and guidedAllowance for thermal expansion/no referencesNo small diameter connections vulnerable tobreakage/failureExpansion bellows properly installed/piping notable to move sideways/bellowedUndamaged during installationFlexible piping connectors correctlyinstalled/undamaged (for example, kinked) duringinstallationNecessary drains providedHazardous outlets plugged closedThermal (hydrostatic) pressure relief (includingheat-traced sections)Sight glasses and gauge glassesExternal corrosion protectionFreeze protectionInsulation adequate for personal protectionProtective flange coversApproved hoses and hose and connectors (noimprovisations)Process VentsInclude CompletedFlammable liquid breather vents provided withflame arrestors or conservation ventsTelltale pressure gauge or other indicator providedbetween rupture disc and relief valve where a discis installed below a relief valveDischarge piping from emergency pressure reliefdevices unrestricted by 90 degree ells,Excessive length or flame arrestorsProvisions such as drain holes to preventaccumulation of rainwater in discharge pipingDischarge piping adequately supported towithstand reactive forces of pressure ventingSafe vent discharge locationsManifolding of vents reviewedVent sizing basis; documentationDuctworkCleanoutsHeat Exchangers, JacketsVent, drainsThermal (hydrostatic) pressure reliefMaintenance access (tube bundle)MachineryGuardingLocal emergency stop buttonEmergency lubrication of critical machineryMaintenance provisionsLocal exhaust ventilation required for shaft sealsPumpsBackflow preventionConnecting piping adequately supported to limitforces on casingsSeal spray protectionIsolation for maintenancePreparation for maintenance (drain and ventprovided)ContainmentSpill containmentFire water runoffProcess Controls/Control RoomControl room inherent safety (vs. process hazards)VentilationEmergency lightingFire protectionField wiring securitySystem cable securityPower supplyOperator interface(s)Alarm systemsInclude CompletedEmergency shutdownCommunications - normal and emergencySoftware access/securitySoftware back-upUtilities Water SupplyNo municipal /potable water connections to theprocessSteam Boilers and DistributionFeedwater treatment chemicals handlingGas piping routingCombustion controlsHigh and low drum water level alarms providedBypass around Feedwater regulator accessiblefrom operating level and located whereDrum level gauge glass can be seenTwo independent low water level trips provided forunattended boilersDual safety relief valves in serviceRelief discharge piping adequately supported anddrainedNon-return valve on steam outletDistribution piping – see Process pipingCondensate drainage adequateCompressed Air SystemsNon-lubricated construction or non-flammablesynthetic lubricants used for compressorDischarge pressures above 100 psigElectricalTransformer locationMotor control center(s)Standby Emergency Utility SystemsReview provisions to satisfy proceeds safetyrequirementsWaste Handling/TreatmentInspect new facilities in the same manner asprocess facilitiesWarehouseFlammable and combustible liquidsForklifts and Motorized Hand TrucksTraffic safetyNon combustible fuelRecommended Fire-Protection Systems in PlaceMaintenance Area and ShopGeneralLocal exhaust ventilation provided for weldingLocker Room and Lunch RoomAdequate spaceInclude CompletedProvisions to protect contamination of food bychemicalsProcess Safety GeneralEmployee Participation StatementProcess Safety InformationReview of highly hazardous chemicals (HHC) andMSDSsBlock flow diagramMaximum inventoriesOperating limitsEquipment InformationP&IDsProcess Hazard Analysis (PHA) report(s)All PHA action items completedTraining planContractor work rulesPre-Startup Safety Review planMechanical Integrity planList of critical equipmentTesting program with scheduleHot Work Permit SystemSite Management of Change ProcedureIncident Investigation PlanEmergency Action Plan (EAP)Facility EAP writtenAre new chemical or process hazards or risks suchthat changes to existing EAP are required?Do new facilities create any new transportationemergency response needs and are such needs inplace? (Chemtrec update)Audit ScheduleOperating InstructionsOperating instructions clear and easily understoodInstructions adequate (complete)Material hazards adequately covered for rawmaterials, catalysts, intermediates,Products and by-productsHealth hazards and permissible exposure levels(PELs)Physical hazardsHandling precautions and safe handlingprocedures including PersonalProtective equipment (PPE) requirementsCorrective respiratory protection specifiedProcess hazards adequately describedThermal hazardsAny other hazardsInclude CompletedTabulation of process alarms, interlocks (bothsafety & non-safety) and trips includedAlarm and trip settings givenSpecific instruction included, or reference made toseparate instructions, forUnloading and loading of bulk materialsStep-by-step process proceduresprovided for each operating phaseincluding:Initial start-upNormal start-upNormal operationNormal shutdownEmergency operations includingemergency shutdownStart-up following emergency shutdownStart-up following a turnaroundNon-routine procedures (for example.equipment clean-out, equipmentpreparation for maintenance)Auxiliary equipment operationOperating limits clearly defined in step-by-stepproceduresControl ranges/limits specifiedConsequences of deviations givenResponses to deviations/abnormal conditionsspecifiedSafe hold points specifiedPPE caution statements incorporated in step-bystep proceduresUse of checklists as appropriateUp-to-dateAll pages show revision number and dateReviewed for correctnessApproved / signed by Department ManagerResponsible CareCommunity Awareness and Emergency ResponseCommunications training for keyemployeesEducation of employees on EAP, safety,health, and environmentalEducation of community on new processor changeOutreach to educate responders,government officials, EAPAssessment of potential risks toemployees from accidentsCommunication of emergency planninginformation to LEPCFacility tours for emergency respondersInclude CompletedProcess SafetyCurrent, complete documentation ofprocess design and operatingparametersCurrent, complete documentation ofhazards of materials and processUse of site management of changeprocedureUse of site incident investigationprocedureDocumented sound engineeringpractices consistent with recognizedcodes and standardsMechanical integrity programimplemented for new unit or processchangeEmployee Health and SafetyMedical surveillance program tailored tomeet needs of new process or changePersonnel change to Central SafetyCommittee neededPollution PreventionA quantitative inventory of wastesgenerated and releases to air, water andlandEducation of employees and public aboutthe inventory and impact evaluationDocumentation that waste generation isnot increased by, or is minimized in, thechange or new processDocumentation that waste and releaseprevention objectives were included thedesign of the new modified process &productsDistributionReview and training of distributionhazards with distributorsReview of transportation routing tominimized potential risksReview with corporate transportationdepartmentIndustrial HygieneNew substancesHealth careToxicity data availableAccident treatment planNeed for change in periodic medical examOccupational hygieneInventory of possible sources of exposureInventory means to restrict exposureMethods available to monitor exposureSuitable personal protection equipment availableInclude CompletedHearing ConservationNoise level monitoring needed/arranged for newoperationsEngineering and administrative controls adequatePermissible exposure limits for chemicalsubstancesAppropriate exposure monitoring and evaluationarranged to determine compliance with applicablePELsPELs for mixtures applied when two or morehazardous substances presentEngineering and administrative controls adequateLocal exhaust ventilation systemsPerformance of local exhaust ventilation systemsLocal exhaust ventilation systems placed oninspection and maintenance programControl of chemical substances posing a potentialoccupational mutagenic or carcinogenic riskAre materials used having control levels A, B, C, orD?In the plantIn the laboratoryHazard Communication ProgramLocation inventory of chemicals updatedHazardous materials identified in accordance withdefinitionsMSDSs on file and available to all employeesChemical containers labeled (or alternate means oflabel information provided)Piping labeledTrainingRespiratory protectionReview/confirm conformance with CorporateIndustrial Hygiene ProgramRespirator selection in accordance with selectioncharts and specified in writingPressure-demand SCBAsEmergency “escape only” respiratorsUser medical clearanceFacial hair policyInitial issues verified by supervisionFit testingReplacement of cartridges and canistersInspection and maintenanceBreathing air tested/taggedTrainingSmoking policy establishedLaboratory ControlProcess Laboratory Support Plan communicatedInclude CompletedStaffing adequateLaboratory facilities adequateGeneralEmergency exits markedEmergency lightingSafety shower & eyewashFire protectionLaboratory equipmentSuitable and adequateMaintenance provisions neededStorage and handling of chemicalsReagent storageSegregation adequate (oxidizers, acids)Flammable liquid storageRefrigerator for flammables explosion-proofSample storageSample and waste disposalCompressed gasesCylinder location safe (for example, awayfrom heat sources)Quantities limited to immediaterequirementsSeparation of flammable and oxidizersToxic gas use limited to small cylindersLocal exhaust ventilation for toxic gasesSCBAs available for toxic gasesPersonnel trained in SCBA use asneededLaboratory proceduresAnalytical procedures written and verifiedSampling procedures includedPPE requirements specifiedTraining completedIndustrial hygieneMaintenanceNecessary maintenance information in placeDesign drawings: for example as-built P&IDs,electrical schematics, isometric piping drawingPiping specificationsEquipment purchase ordersEquipment manualsVendor printsInitial inspection and test resultsResources adequateNeeds communicatedPlant personnelInclude CompletedContract maintenance (arrangements completed)Shop facilitiesSpecialized requirementsRequirements definedSkills availableEquipment availableProcedures developedTraining completedCertificate obtained and documentedMaintenance managementService contracts arrangedMaintenance management system in placeSpare partsRequirements defined by maintenance departmentProcurement completeStart-up needs on handStorage securityQuality assurance program in place for criticalequipmentMaterials of construction/quality of maintenancematerials and partsWorkmanshipPreventive maintenance/mechanical integrityprogram developedMachineryBoilers and pressure vesselsCritical equipment, vessels, piping, checkvalves, expansion bellows, flexible pipingconnectors, hoses definedCritical equipment inspection and testmethods and frequencies definedConservation vents, flame arrestors,PSEs, PSVs inspection and test methodsand frequenciesCritical instruments definedProof-testing frequencyProof-testing procedures, validityMaintenance of combustion safetycontrols on direct-fired equipmentInspection and testing acceptancecriteria developed and documentedTrainingOperations and MaintenanceInitial qualifications of personnel (knowledge andskills)Training program content vs. needsSafety orientation for new employeesGeneral safety trainingJob-specific trainingInclude CompletedBasic knowledge and skillsSpecialized knowledge and skillsGeneral process knowledgeMaterial hazards, MSDSsProcess hazardsProcess proceduresOperating limitsConsequences of deviationsResponses to deviations/abnormal conditionsEmergency proceduresField trainingLocation of:Emergency equipment, showers, alarmsFire-fighting equipmentLeak/spill preventionReporting, mitigationEmergency drillsCompliance with OSHA 1910.120 for hazardouswaste operationsNew emergency response training requirementsMeasurement of trainingEffectiveness/certification (when applicable)Formal documentation of trainingTeam assessment of training effectivenessCommissioningCommissioning plan and scheduleDetailed, step-by-step plan writtenPlan adequately reviewedResponsibilities clearly defined and understoodPlant verification of any equipment and systemscheck-out done by contractorConstruction inspection by plantConfirm line-by-line conformity to P&IDs verified byplant, including:Materials of constructionLocation of instrument elements/connectionsOrifice plate specifications and orientationRanges of local PIs and TIsAll local TIs have thermowellsIdentifies and relief pressure of PSEs & PSVsActuated valve failure modesEquipment internalsVessels and pipingStress relieving done and documented as requiredField radiography done and documented asrequiredPressure/Leak testing done and documentedInclude CompletedCleaned and flushed (instruments, control valves,check valves protected)Special commissioning requirements (such aschemical cleaning, passivating, or testing)Vents and pressure relief valvesShipping supports removed from conservationventsRelief pressure of PSVs verified by testFire protection systemsFire water systems inspection and commissionedFire water pump acceptance test(s) completed andwitnessedOther non-water fire protection system acceptancetest(s) completed and witnessed (for example, CO2or dry chemicalNew fire protection signaling systems and alarmscommissionedCopies of completed test forms forwarded toinsurance carrier and Corporate Risk DepartmentNew fire protection equipment, signaling systemsand alarms placed on regular inspection andtesting programsElectrical groundingResistance of building and equipment andgrounding systems measured <5 ohmsResistance to ground of all piping sections carryingflammable liquids and combustible powdersmeasured <5 ohmsVentilation systemsVentilation systems balancedPerformance of local exhaust ventilation systemschecked for conformanceMachineryAlignment checkedAbsence of excessive forces on pump casings andother equipment from connected pipingPre-startup screens installed in pump suctionsAgitator impeller securityLubrication systems functionalCooling systems functionalSeal flush systems functionalRotation checkedVibration measurementsPerformance testsOther baseline data collectionInstruments and control systemsProgram software checkedInstrument loop sheet index availablePneumatic lines blown cleanLoop checking done and documentedInclude CompletedInstrument calibrations done and documentedreview methodsAlarm and trip points set and documentedInterlocks (both safety & non-safety) testedDigital control system review and testsCombustion safety controls on direct-firedequipmentEquipment inspection, adjustment and testingdocumentedPunch listReview statusDaily updatePriorities with respect to start-up acceptableWater batchingPlan developedStart-upStart-up plan and scheduleWritten and reviewedProcedures for initial start-up specifically covered inthe operatingInstruction manual or under separate coverReviewed and approved if separateRaw materials supplyTechnical supportAdequateLines and limits of authority clearMaintenance supportIndustrial hygiene monitoringEquipment monitoringPerformance measurements and testsRegulatory ComplianceNew SubstancesReview of toxicity to environmentPersistency in the environmentPrevention of exposure to environmentDestruction of substance whennecessaryToxic Substances Control Act (TSCA)Project reviewed for any newrequirements which might be imposed onthe plant location under TSCATransportationNew transport operations adequatelyreviewed for compliance with allapplicable DOT (or equivalent)regulationsEmissionsInclude CompletedOperating permits obtained as directedby the site or corporate environmentaldepartmentsEffluentsNew operations covered within thepresent NPDES permit or a new permithas been obtainedHazardous wastesDetermined whether particular wastesqualify as hazardous wastes underfederal, state and/or local laws andregulationsOn-site storage, treatment and/ordisposal of hazardous wastesReviewed for compliance with applicablelaws and regulations, documentation?Off-site transportation and disposal ofhazardous wastes reviewed with wastecoordinator, documentation?PCBsReview equipment for PCB hazardouspropertiesSupplementary Checklist for New Plant SitesPlant SecurityAccessFencingVisitor controlsVehicle controlsRestrictions postedCommunicationsNormalEmergency back-upSafety programAccountabilityProgram conformance with CorporateSafety StandardsConformance with group safetystandardsFirst aid and emergency medicalresponseLocation procedures writtenTraining conductedIndustrial hygiene programAccountabilityProgram conformance with CorporateIndustrial Hygiene StandardsFire protection organizationLocation organizationLevel of protection established inaccordance with insurance requirementand Corporate Risk DepartmentInclude CompletedTraining conducted in accordance withstandardEquipment provided in accordance withstandardMunicipal fire department (or equivalent)Response time and capabilitiesconsistent with location needs and fireprotection organizationLiaison establishedFamiliarizationDrillsProcess Safety ManagementLocation coordinator appointedProgramTraining conductedATTACHMENT B - PSSR Potential Issue - Finding FormArea under review:Date of Review:List of Sub-Team Members:Instructions for using this form: For each issue, complete the information below. Electronically copy the blank fields as needed for each issue identified in Attachment A - Process PSSR checklist.Description of potential issue or area of concernAdditional information (for example, the issue’s criticality or a recommended solution)PSSR Checklist Example A-4DESIGN SAFETYREVIEW CHECKLISTDept.:MOC ID#:DATE:Project ID:INSTRUCTIONS: Check each question on the Yes or No line, or mark it N/A if not applicable. If an entire section of the checklist is not applicable, mark that section as N/A and no questions in that section need to be answered. No answers are considered deficiencies, and must be reported in writing to the Department Manager or designee and the change originator. This checklist is a guide to help identify possible deficiencies. All questions refer to the results, design and impact of the change, not broadly or in general to the system unaffected by the change. The reviewer is encouraged to look beyond the checklist for concerns which may be unique to the change and which may not be addressed here.YES NO N/A DSR CATEGORY SECTION/ITEMA. ADMINISTRATION1. Based on the current design, is the proposed change consistentwith the original Process Hazard Analysis (PHA) assessment?2. Does the design comply with corporate standards?3. Has the impact of the change on existing buildings beenconsidered? (That is, the design and location of new or modifiedequipment near occupied buildings, occupying a previouslyunoccupied building, and others.)4. Has any impact, beyond unit boundaries, associated with thischange been properly dealt with and/or communicated?5. Have exposures to existing buildings (including pipe racks andcable trays) been considered when siting new vessels, utilities,temporary/permanent buildings or sheds, and others?6. Have noncombustible materials or construction been used?B. MATERIAL SAFETY/REGULATORY STATUSHave the following change scenarios been considered for possibleToxic Substance Control Act (TSCA) applicability?a. Previously non-isolated intermediates being temporarily isolatedand/or held even for a short time, in non-hard-piped processequipment or in storage vessels (for example, drums).b. Previously non-isolated intermediates being held for anextensive period (for example, 24 hours or longer) in hard pipedprocess equipment.c. Material previously burned or disposed of as a waste isreprocessed or sold.d. Different reactants or catalysts or different feed ratios are beingused, thus producing different reaction products for TSCApurposes.e. Change in the components or reactants in a polymer from < 2 %to > 2 % of the dry weight of the polymer produced.f. The TSCA Inventory status of different catalysts or reactants isunknown. If any of the above change scenarios are about tohappen, contact the plant TSCA Coordinator immediately for an in-depth station of TSCA issues. Provide documentation of anyconcerns and their resolution.2. Have Material Safety Data Sheets (MSDS) or PreliminaryProduct Safety Data Sheets (PPSDS) been obtained for allchemicals to be handled, including isolated intermediates?(Consider changes in minor components of products and by-products)3. Has the potential for a hazardous chemical reaction in sumps and sewers been considered?4. Have all other potential product regulatory issues been addressed, for example, Department of Transportation (DOT), Federal Insecticide, Fungicide, and Rodenticide Act (FIFRA), Bureau of Alcohol, Tobacco, and Firearms (BATF), Food and Drug Administration (FDA) and ISO 9001?C. PRESSURE/VACUUM RELIEF(No relief devices in this project)1. Have new or modified safety relief device(s) or vent system(s) been designed in accordance with Plant Engineering and Site requirements?2. Has potential for external pressure (vacuum) from sudden cooling, condensing, pump-out, during clean-up or preparation of equipment for maintenance, or potentially submerged overflow line been addressed?3. Have only full-port valves been specified for use at the inlet and outlet of pressure/vacuum relief devices?4. Have any changes to safety relief device inlet or outlet piping been properly reviewed?5. Will adequate facilities (alarms, detectors, redundancy, and others.) be provided to minimize the risk of a relief device actuating due to equipment, instrumentation, or utility failure?6. Have the discharges of safety relief devices been located so as to avoid potential personnel injury and damage to associated equipment?7. Has the design included installation of the safety relief valve vertically?D. TEMPERATURE/REACTION1. Has potential for formation of unwanted by-products been adequately addressed?2. Has potential for loss of flow or reverse flow been adequately addressed?3. Have adequate provisions been made so that normally dilute but reactive materials CANNOT be concentrated or accumulated in unexpected areas (stagnant pipe/valves; utility systems; feed or reaction vessels, sewers, and others)?4. Is adequate freeze protection provided?E. VALVES AND PIPING1. Have the proper valve and piping specifications been used?2. Have cross-tied lines (pump headers, utility lines, betweenhigh/low pressures, and others.) been reviewed to minimize contamination potential and eliminate mixing of reactive chemicals?3. Have test methods and documentation requirements been specified to ensure the integrity of new and revised piping systems?4. Will sample points be properly configured for safe sampling of hazardous chemicals?5. Have all open ended valves and hand-operated ball valves been designed in accordance with environmental requirements (that is, NESHAPS covered materials such as benzene and formaldehyde) or plant standards?6. Have hot-taps been reviewed and eliminated where possible?7. Will necessary excess flow and back-flow prevention measures be provided?。
铁塔QPA--check_list_080212

Quality Process Audit Check Sheet [TOWER]No区分Check-Point分值评分Notes and Comments1.1 原材料管理一般 1、原材料是否在单独的区域进行保管?保管区域(Address)是否作标识?0.5一般 2、原材料是否区分规格进行保管?规格别是否粘贴现品表进行管理?0.5必须 3、原材料保管场所的温/湿度管理状态是否良好 ?是否有防止原材料腐蚀的措11一般4、剩余量是否使用原来规格进行标记管理?0.50.5必须 5、原材料的 Lot No是否进行管理(追踪性)?1一般 6、原材料是否强制性先入先出?0.5一般 7、原材料是否有长期库存?是否按流程处理?0.5必须 8、是否接受原材料的材质证明书?保管是否易于查找?1必须 9、原材料的检测设备是否齐全?1必须 10、是否对原材料的材质、规格、和批号进行检查并保存文件记录?11必须11、是否对原材料的机械性能、化学成分进行试验及分析并保存文件记录?22区分分值评分一般 12、是否对不合格产品进行标识、隔离?0.5必须84一般 13、对不合格产品是否发送不合格通知书并回收对策?0.5整体11.54.5必须 14、降级使用是否按流程进行?是否形成文件记录?12.1 设备管理必须 1、是否有设备管理基准,设备管理员是否熟知?11一般 2、设备的定期检查结果是否记录并保存?0.5一般 3、是否建立设备维护计划?是否按计划日程管理各项目的实绩?0.5必须 4、重要/易损耗/精密设备是否履历化管理?1一般5、设备发生异常时是否采取合适的措施并形成记录?0.5一般6、是否有设备易耗损、易损坏部件的备用件?是否LIST化?0.5必须7、List化的备用件是否有合理/安全库存标准?11一般8、LIST中的数量与实际是否一致?0.52.2 工具管理必须 1、是否有工具管理基准,工具管理员是否熟知?1一般 2、工具类保管是否区分种类别/规格别?管理是否LIST化?0.50.5一般 3、LIST化的工具是否有合理/安全库存?0.50.5一般4、LIST中的数量与实际是否一致?0.5区分分值评分必须5、重要/精密工具是否履历化管理?11必须63一般 6、已损坏/不可使用工具是否区分并标识化管理?0.5整体10.54必须7、现场使用的重要工具是否经过日别点检等有效性验证后使用?1Check-Item设备与工具管理原料管理(钢材、紧固件)12Quality Process Audit Check Sheet [TOWER]No区分Check-Point总分评分Notes and Comments3.1 板钢、角钢加工工程一般 1、进料时是否确认材料规格、材质、数量符合性?0.5必须 2、是否有角钢加工工艺标准?1必须 3、是否有板钢加工工艺标准?1一般 4、是否按照加工图册、加工卡及加工样板进行下料?0.5一般 5、下料精度是否满足标准要求?0.5一般 6、作业现场是否有我司钢印编码标准?作业者是否熟知?0.5必须 7、是否有编码记录表?是否进行准确、及时的记录?1必须 8、是否按照加工图册、加工卡及加工样板进行冲孔或钻孔?1一般 9、制孔设备的选择是否合适?是否能够满足精度要求?0.5必须 10、螺栓孔(除平台、爬梯)是否全部采用钻孔?1一般 11、螺杆与主材、斜材上螺孔的间隙标准是否明确并区分?0.5必须 12、首件是否进行相关尺寸的检查?是否保存数据记录?1必须 13、是否对火曲件加热的温度、颜色进行管理?2必须14、是否对火曲的角度、位置进行管理?1必须 15、是否进行首件试弯?是否进行测量并保存数据记录?1必须 16、切角、铲背及清跟是否按照标准操作?首件是否测量并保存数据记录?1一般 17、不合格品/报废品是否明确标识、隔离存放?0.5一般 18、现场是否满足3定6S要求?0.53.2 焊接工程一般 1、是否有焊接人员资格认证标准?是否按照标准严格执行?0.5必须 2、现场焊接人员是否持有焊接资格证?11一般 3、焊接设备是否完好?是否有设备点检确认记录?0.5必须 4、烘干等辅助设备是否齐全?1必须 5、是否有焊接材料的管理标准?是否按照标准执行?1必须 6、现场使用的焊接材料规格是否符合要求?11一般 7、是否有焊接工艺标准和焊接作业指导书?0.5必须 8、是否按照焊接工艺标准和焊接作业指导书进行操作?1必须 9、是否配备必要的检测设备(探伤仪、焊缝检验尺等)?1必须 10、是否按照要求进行检测?是否保存测量数据?22必须11、焊接作业是否具有可追溯性?1评价工程作业工程3Quality Process Audit Check Sheet [TOWER]No区分Check-Point总分评分Notes and Comments3.3 镀锌工程必须 1、是否有镀锌工艺基准?1一般 2、黑件进料时是否对悬挂点、泻锌合理性、焊接外观等进行检查?0.5一般 3、挂料是否有作业标准?吊挂方式是否符合标准要求?0.5必须 4、是否有脱脂液工作温度、浓度标准?是否有脱脂时间和漂洗水PH值标准?11必须5、是否进行周期性检测?检测结果是否符合标准要求?11必须6、是否有酸洗液工作温度、浓度及酸洗时间标准?11必须7、是否进行周期性检测?检测结果是否符合标准要求?11必须8、是否有助镀剂工作温度、浓度、酸碱度、助镀时间标准?11必须9、是否进行周期性检测?检测结果是否符合标准要求?11一般 10、镀件积聚溶液的处理是否符合标准要求?是否对干燥空气的温度进行管理0.50.5必须 11、是否保管锌锭的质量证明书?是否取样化验?1必须 12、是否对锌锅底部铅层、锌液深度进行管理?是否保存测量记录?1必须13、是否有锌液温度及镀锌时间标准?是否进行测量并记录?1区分分值评分必须 14、是否有钝化时间标准?是否按照标准操作并记录数据?1必须3312一般 15、是否管理镀件/钝件的升降速度?0.5整体40.512.5必须16、是否对外观、锌层厚度、附着性、均匀性进行检查?是否保存数据记录?226.3 包装工程一般 1、是否有单独的存放区域?是否标识?0.5必须2、是否单基别存放?是否标识?11一般 3、存放场地是否平整坚实,无积水?防腐蚀措施是否合理?0.5必须 4、堆放方式是否合理?是否可以防止变形和锌层破损?11一般 5、是否根据包装规范制定包装明细表?是否按照明细表要求包装?0.50.5一般6、包装数量是否正确?包装是否牢固?防冲击/磨损材料是否包装到位?0.50.5区分分值评分一般7、钢印编码是否清晰、正确?0.50.5必须33一般 8、是否有齐套性检查标准?是否按标准进行检查并形成文件记录?0.50.5整体65必须9、是否按照不合格流程进行处理?整改措施是否有效?11作业工程3包装评价工程4Quality Process Audit Check Sheet [TOWER]No区分Check-Point总分评分Notes and Comments4.1 检查,测定和顾客 Feed-Back 问题点改善活动必须1、是否有巡回检查基准(主体/周期/检查项目)?11一般2、是否在规定的时间内进行巡回检查?11一般 3、巡回检查结果发生问题的项目是否追加管理?0.5必须 4、巡回检查结果是否管理重点管理尺寸?22一般 5、结果脱离时是否采取有效措施?0.50.5区分分值评分一般 6、是否接受从顾客 Feed-Back的问题点并进行管理(台帐)?0.50.5必须44一般 7、是否对问题点树立对策?对策内容是否在期限内适用于作业现场?0.50.5整体6.55.5一般 8、是否进行对策的有效性评价(确认一下发货 Lot 等)?0.55.1 可靠性管理一般 1、是否有可靠性试验的 Process??1一般 2、是否有对试验对象的 List?0.5一般3、是否建立试验计划, 是否管理计划日程到达的品目?1一般4、是否保有试验用设备?0.5一般 5、依靠外部时是否有明确的试验流程 ?0.5一般 6、是否有对试验结果的判定标准?0.5一般 7、实施试验后,试验结果是否记录并保存?0.55.2 变更点管理一般1、 是否有变更点管理的 Process?11区分分值评分一般 2、是否申报自身变更点并管理申报台帐?0.5必须21一般 3、 向顾客申报的变更点是否得到客户同意后再变更?11整体3.52一般 4、 顾客发送的变更点是否能够及时准确的执行?16.1 技术评审一般 1、图纸及放样图是否按特性(Model别/Item别)管理?是否易于查找?0.50.5一般2、是否有图纸审核、放样及零部件图、样板审核流程?是否按流程进行?0.50.5一般 3、是否有图纸审核标准?是否按标准进行审核?0.50.5一般 4、是否有图纸放样计算及杆图、样板制作标准?是否按标准进行?0.50.5必须 5、是否管理图纸审核及放样中的问题点?是否通过有效途径反馈客户并得到11必须 6、重要问题是否形成文件记录?是否可追溯且易于查找?11一般7、试组装是否充分满足客户要求?0.5区分分值评分一般 8、试组装问题点是否记录及回溯?是否制定有效对策?11必须22一般 9、试组装结果是否得到客户及内部认可并签字确认?0.5整体6.55一般10、是否在样塔验收通过且相关问题改善后进行批量生产?0.5可靠性变更点管理检查,测定和改善活动567图纸评审、放样及样塔试装评价工程。
持续改进工具之一记录表Checksheet的使用

4)再将第二项的数值与第一项相加,从第一 500 项柱子的右上角画到相加所得的数值位置,
水平方向等于延伸的宽度应等于第二项的宽 度。
400
5)重复上述步骤直至画到图的右上角。最终 300
的高度应等于所有项之和的数值并画到100%
的地方。
200
第七步 加上图例
100
日期、资料来源、责任人以及图名等均应标
设计资料收集所用的表格: —决定哪一种记录表最适用。 —标注记录表(日期、人员、研究项
目、时间等)。 —验证记录表能否回答小组欲知问题。
第六步
确定怎样收集资料才能最小限度地影 响日常工作。确认收集资料的小组成 员。
第七步
决定小组如何能保证收集到合适的资 料。如: —用审计资料吗? —成员需要特殊训练吗? —表格本身是否表述清楚? —收集资料质量很差是怎么办?
枪打出头鸟 服务=低贱
没有客户满意度评估
缺乏激励
没有投诉资料
评估
缺少训练
人
信息
没有用户资料库
市场部与作业部 沟通不顺
对客户要求 的不理解
部门之间的协调 没有投诉分析 没有用户档案
方法
制作因果图的步骤
第一步 在图的右侧将结果或问题画在框中。
第二步
定义原因的分类,即“鱼骨”。
1)决定要画出哪些分类。常用的分类有:
• Don’t get hung up on which categories to use. Try the ones that seem to make sense.
什么是记录表(Checksheet) ?
记录表是一种从观察、经验或现有的公司文档和记录来收集和记录数据的 表格。工作小组或团队经常在他们的工作中使用记录表收集资料。经过仔 细设计的记录表,可以使记录的数据方便地使用 Pareto (帕瑞托)图、 Histogram(直方图)、Run Chart(折线图)、Scatter Diagrams(散点图) 和Control Chart(控制图)。记录表的资料可以为推进持续改进和消除猜 测性工作提供关键性信息。
QPA check list for supplier qualification
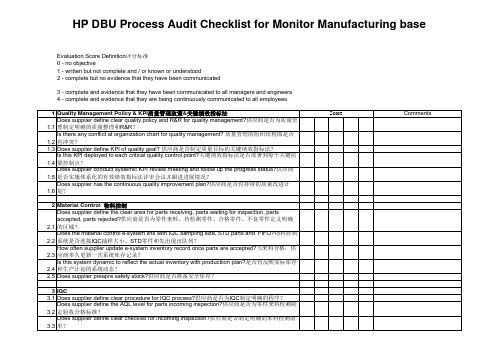
HP DBU Process Audit Checklist for Monitor Manufacturing base Evaluation Score Definition评分标准0 - no objective1 - written but not complete and / or known or understood2 - complete but no evidence that they have been communicated3 - complete and evidence that they have been communicated to all managers and engineers4 - complete and evidence that they are being continuously communicated to all employees7.21Does supplier define the specified wave soldering profile for different PCBA?供应商是否定义不同的PCBA有指定的波峰焊温度曲线?7.22How often does supplier measure wave soldering profile? 供应商多久测量一次波峰焊温度曲线?7.23How often does supplier perform metallurgy analysis for solder in wave sodering tank?供应商多久在波峰焊槽对焊料进行冶金分析?7.24Does operator snip the lead of componets overlength after wave soldering?操作员是否剪断波峰焊后过长元件?7.25Are ESD activities deployed correctly in PCBA process ?ESD活动在PCBA加工是否正确部署?7.26Has operator been trained and qualified for IPC 610 for solder joints inspection?操作员是否经过培训且有资格对IPC 610进行焊点检测?7.27Does supplier use fixture for depanel?供应商是否使用治具除料?7.28How does supplier manage ICT process (components cover rate, golden samples,spare ICT fixture)供应商如何管理在线测试过程(元件覆盖率、金样、部件在线测试治具)?7.29How does supplier manage FCT process ?供应商如何管理功能测试过程?7.30Does supplier perform daily/shift check with ESD strip, power driver torque, iron temperature, facilities condition?供应商是否对ESD带、功率驱动扭矩、铁温度、设施条件进行日常/更换检查?7.31Does supplier perform FAI for PCBA process per shift and model change?供应商是否对PCBA 加工中每个零件、模型的更换进行首件检查?7.32Does IPQC and OQC procedure existed in PCBA process?在PCBA加工中存在IPQC和OQC程序吗?8Monitor assembly & alignment process显示器组装&校准过程8.1Does supplier define process management plan or quality control plan for assembly & alignmentprocess?供应商对组装&校准过程是否定义过程管理计划或质量控制计划?48.2Does supplier conduct FAI per shift and model change?供应商是否对每个零件、模型的更换进行首件检查?48.3Does supplier perform daily/shift check with Magnetic field condition, ESD strip, screwdrivertorque, iron temperature & grounding, facilities condition?供应商是否对磁场条件、ESD带、螺丝刀扭矩、铁温度、接地、设施条件进行日常/更换检查?48.4Does supplier define clear WI/SOP on each station for each model?供应商是否对每个机种每个工位定义清晰的WI/SOP?48.5Does supplier perform aging test for power boards or inverter boards?供应商是否对电源板或逆变板进行老化测试?4N/A8.6Does supplier apply 2 hours burn-in time for both CRT and LCD monitor?供应商是否用2个小时来老化CRT和LCD显示器?4老化控制系统8.7Does supplier control the temperature range in burn-in room (35 ~40 degree C)?供应商是否将老化房的温度范围控制在25~40度?4感应温度系统8.8Does supplier switch the input voltage with specified region? (115+/10% for NA, 230+/-10% for non-NA)供应商是否根据指定区域来转换输入电压(115+/10% for NA, 230+/-10% for non-NA)?8.9Are there operators to check the abnormal display during burn-in, and record, follow up thosedefects?是否有操作员对老化中的异常显示进行检查、记录并跟进这些不良情况?4R/I过程记录表8.10Does operator measure the DY temperature after burn-in room?操作员是否测量出老化室后的DY温度?3N/A8.11Does supplier have traceability system for CRT/LCD panel or chassis?供应商是否有CRT/LCD屏或配件的可追溯系统?4MES系统8.12Does supplier perform 9-points BU measurement (9 points location should comply with HP QPdefinition)?供应商是否进行9点BU测量(9点位置应符合HP QP定义)?N/A8.13Does supplier perform 100% Hi-Pot test on production line?供应商是否对产线进行100%耐压测试?48.14Does supplier use bar code scanning system for Doc kit & accessories assembly as fool-proofing ?供应商是否使用条码扫描系统于文件包&配件组装作为预防试验?4MES系统8.15Does supplier confirm the serial number among EDID, the rating label and carton label?供应商是否确认EDID、等级标签、纸箱标签上的序列号?48.16Is there a procedure for repair process?维修过程是否有程序?4维修过程管理程序文件8.17Do the tools repair station and operators comply with ESD requirements?工具维修工位和操作员是否符合ESD要求?48.18Are the repaired units re-input the production line from burn-in stage?维修机台是否重新从老化阶段放进产线?38.19Does supplier collect the defective units informations for failure classification and analysis &corrective actions? How often?供应商是否收集不良机台信息进行不良分类、分析和纠正措施?多久一次?4程序管理文件9OQC9.1What's the AQL level defined at OQC procedure? OQC程序中的验收合格标准是什么?9.2Is there WI/SOP defined for each product ? (including FOS, function,cosmetic,safety,power consumption,EDID, accessories, carton, etc) 每种产品是否有定义的WI/SOP?(包括FOS、功能、外观、安全、耗电、EDID、配件、纸箱等)9.3Does supplier conduct the out-going quality control at off-line area?供应商是否在产线外实施出厂质量控制?9.4Does supplier control the burn-in time before FOS inspection?供应商在FOS检测前是否控制老化时间?9.5Does supplier check OQC facilities conditions as daily/shift basis?供应商是否对OQC设施条件进行日常/更换检查?9.6Does supplier control the ambient luminance for FOS & cosmetic inspection?供应商是否对FOS&外观检测的环境亮度进行控制?9.7Does supplier define the area for the failure analysis with rejected units?供应商是否定义对不良品进行不良分析的区域?9.8Does supplier has chassis inspection for components check?供应商是否对配件、元件进行检测?9.9Does supplier implement SPC for critical parameters?供应商是否有关键参数的实施规范?9.10Are all measurement record and inspection report documented?所有的测量记录和检测报告是否以文件的形式存在?9.11Is there action log to record the each rejected lot and corrective actions?是否有操作日志来记录每个不良品和纠正措施?9.12Are there CAR of all issues from each rejected lot?从每台不良机台中所有的问题是否CAR?。
QPA_Check Sheet
[ Item : Wire-Harness]
SQIS-PDP-010-00품질보증부
작성자:작성부서:작성일자: 보안등급:
□ 평가 기본사항
□ 평가 결과 요약
□ 평가 점수
※ 배점 기준 9점(10개,12%):PDP 성능품질,안전성 품질에 직접적으로 영향을 주는 항목
(86개 항목) 3점(45개,52%):PDP 공정에 이상발생의 소지가 있거나 업체 공정 품질 사고에 영향을 주는 항목 1점(31개,37%):업체의 공정관리상 필요한 기본항목
※ 判断基准 A(×1.0) : 按照标准遵守管理好的时候
B(×0.8) : 按照标准遵守但管理未进行好的时候(问题发生时措施未实施 等等) C(×0.4) : 有标准未遵守的时候(按不良变更条件标准未变更时)
D(×0.0) : 没有标准管理的时候(按不管理看做)
※ 判断基准 A(×1.0) : 按照标准遵守管理好的时候
B(×0.8) : 按照标准遵守但管理未进行好的时候(问题发生时措施未实施 等等) C(×0.4) : 有标准未遵守的时候(按不良变更条件标准未变更时)
D(×0.0) : 没有标准管理的时候(按不管理看做)
※ 判断基准 A(×1.0) : 按照标准遵守管理好的时候
B(×0.8) : 按照标准遵守但管理未进行好的时候(问题发生时措施未实施 等等) C(×0.4) : 有标准未遵守的时候(按不良变更条件标准未变更时)
D(×0.0) : 没有标准管理的时候(按不管理看做)。
2015 QPE Tax Computation Worksheet说明书

QPE Table of ContentsTab 12015 Tax Table2015 Tax Table2015 Tax Computation Worksheet2015 EIC TableTab 22015 States Quick Reference State Individual Income Tax Quick Reference Chart (2015)GeneralAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingTab 3Quick Facts, Worksheets, Where to File Quick Facts Data SheetBusiness Use of Home WorksheetCapital Loss Carryover Worksheet (2015)Child Tax Credit Worksheet (2015)Donations—NoncashDonated Goods Valuation GuideDonations Substantiation GuideEarned Income Credit (EIC) Worksheet (2015)Net Operating Loss Worksheet #1Net Operating Loss Worksheet #2—Computation of NOLNet Operating Loss Worksheet #3—NOL CarryoverSocial Security Benefits Worksheet (2015)Form 8949, Sales and Other Dispositions of Capital Assets—Gain/Loss Adjustment Codes Deduction for Exemptions Worksheet (2015)Itemized Deductions Worksheet2015 State and Local Sales Tax DeductionHealth Coverage ExemptionsWhere to File 2015 Form 1040, 1040A, 1040EZWhere to File Form 1040-ES for 2016Where to File Form 4868 for 2015 ReturnTab 42015 Form 1040—Line-By-LineLine-By-Line Quick Reference to 2015 Form 1040Taxable and Nontaxable IncomeDetermining Filing StatusForm W-2, Box 12 CodesFiling StatusExemptionsDependentsQualifying Child (QC) Tie-Breaker Rules—ExamplesChildren of Divorced orSeparated ParentsMedical Benefits forDependentsIncomeAdjustments to IncomeTaxes and CreditsOther TaxesPaymentsRefund/Amount OwedSignatures and DesigneesAssembling the ReturnTab 5Schedule A—Itemized Deductions Phase-Out of Itemized DeductionsMedical DeductionsTaxesInterest TracingInvestment Interest ExpenseInterest—MortgagesPoints—MortgagesOther Mortgage Interest Deduction RulesCharitable ContributionsCasualty and Theft LossesMiscellaneous Itemized DeductionsMiscellaneous Job CostsWork-Related Education CostsInvestment ExpensesLegal FeesInterest IncomeDividendsForeign Accounts and TrustsImputed Interest on Below Market LoansU.S. Government BondsBond Discount and PremiumTab 6Schedules C, F and SEQuick Guide to Business EntitiesSchedule C—Principal Business or Professional Activity CodesSchedule C—Profit/Loss From BusinessBusiness Use of HomeDaycare ProvidersBusiness vs. Hobby LossesIndependent ContractorsStarting a BusinessNet Operating Loss (NOL)Schedule SE—Self-Employment TaxSchedule F—Profit/Loss From FarmingDomestic Producer Deduction (DPD)Tab 7Schedule D; Form 4797; Sales and Exchanges Real Estate Comparison ChartSchedule D/Form 8949—General RulesStocks and Other SecuritiesMutual FundsEmployee Stock OptionsBad DebtsSales of Business PropertyInstallment SalesInvoluntary ConversionsHome OwnershipSale of ResidenceResidence Gain ExclusionBusiness or Rental Use of HomeForeclosuresLike-Kind ExchangesTab 8Schedule E, Passive Activities, At-Risk Rents and RoyaltiesRenting Out a HomePartners and S Corporation ShareholdersPassive ActivitiesSpecial Passive Loss Rules for Rental ActivitiesAt-Risk RulesPartner Codes for Schedule K-1 (Form 1065)Shareholder Codes For Schedule K-1 (Form 1120S)Tab 9Form 2106, Travel, Meals and Entertainment Employee Business ExpensesMeals and EntertainmentBusiness GiftsTravelSubstantiation RequirementsAbove-the-Line Deduction for Certain EmployeesPer Diem RatesHigh-Cost Localities for the High-Low Method—Effective October 1, 2014Meals and Incidental Expenses Per Diem RatesTab 10DepreciationPartial Table of Class Lives and Recovery Periods—IRS Publication 946, Appendix BMACRS Tables (Various)Depreciation RulesSpecial Depreciation AllowanceAlternative Minimum Tax AdjustmentsAlternative Depreciation SystemSection 179 DeductionSection 179 RecaptureShort Tax Year—MACRSAllowed or Allowable DepreciationDepreciation RecaptureGeneral Asset Account (GAA) DepreciationCapitalization RulesChange of Use of MACRS PropertyDispositions of MACRS PropertyLike-Kind Exchanges—Depreciation RulesComputer SoftwareLeasehold ImprovementsQualified Real PropertyCorrecting Depreciation ErrorsProperty Contributed to a Partnership or CorporationAmortizationDepletionTab 11Autos and Listed PropertyBusiness Vehicles—Quick FactsDeducting Vehicle ExpensesDepreciating VehiclesMaximizing Vehicle Section 179 ExpenseDepreciation After Recovery Period EndsDepreciation RecaptureBasis—AutosAuto Trade-In RulesSelling a Business AutoAlternative Motor Vehicle Tax CreditCredits for Plug-In VehiclesCommuting ExpensesAutos—Documenting Business UseEmployer-Provided VehiclesListed PropertyLeased VehiclesTab 12Credits, AMT, NII Tax and Special Taxpayers Tax Credits Summary (2015)Adoption Credit or Benefit ExclusionChild and Dependent Care CreditChild Tax CreditEarned Income CreditEducation Tax CreditsFirst-Time Homebuyer CreditForeign Tax CreditPremium Tax CreditResidential Energy Tax CreditsRetirement Saver’s CreditSmall Employer Health Insurance CreditAlternative Minimum Tax (AMT)3.8% Net Investment Income TaxHousehold EmployersMinisters/ClergyMilitary PersonnelCommunity PropertyU.S. Taxpayers Working AbroadNon-U.S. CitizensOil and Gas InvestorsTab 13Children, Education and Divorce Kiddie TaxFoster ParentsQualified ABLE ProgramsFamily LoansCustodial AccountsSavings Bonds Interest ExclusionStudent Loan Interest DeductionTuition and Fees DeductionEducation Tax Incentives Comparison Chart (2015)Qualified Tuition ProgramsEducation Savings AccountsScholarships and FellowshipsDivorceTab 14Retirement2015 IRA Chart2015 Employer and Self-Employed Retirement Plan ChartExceptions to 10% Withdrawal Penalty Before Age 591/2Traditional IRAsDeducting Traditional IRA ContributionsRoth IRAsRoth IRA ConversionsRollovers and TransfersWithdrawals and DistributionsRequired Minimum DistributionsReporting Penalty TaxesIRAs at DeathSimplified Employee Pensions (SEPs)Contribution Limits for the Self-EmployedSIMPLE IRA PlansQualified Retirement PlansOne-Person 401(k) PlansLosses From IRAs and PensionsAnnuity DistributionsRailroad RetirementContacting the Social Security Administration (SSA)Social Security BenefitsSocial Security Quick Chart—Retirement Benefits (2016)Social Security Quick Chart—Family, Survivor and Disability Benefits (2016)Retirement BenefitsFamily and Survivor BenefitsDisability BenefitsMedicareMedigap InsuranceMedicaidSupplemental Security IncomeTab 15Reference Materials and Worksheets Where to File: Business Returns Filing Addresses—2015 ReturnsPrincipal Business Activity Codes—Forms 1065, 1120 and 1120SBusiness Quick Facts Data SheetTypes of Payments—Where to ReportGuide to Information ReturnsTax Info Sheet for Gift Tax ReturnsTypes of Foreign Assets and Whether They are ReportableTab 16PartnershipsBasics of PartnershipsPartnership Income and Expense Chart (Form 1065)Partnership Income and ExpensesBasisBuilt-In Gain or LossPartnership DistributionsNonrecourse LoansPartnership ExamplePartner Codes for Schedule K-1, Form 1065Tab 17CorporationsBasics of CorporationsCapital ContributionsStockSection 1244 Stock LossesSmall Business StockDistributionsEarnings and Profits (E&P)Accumulated Earnings TaxCorporate Income and ExpensesCorporate AMTLosses and Miscellaneous ItemsCorporation ExampleTab 18S CorporationsBasics of S CorporationsS Corporation TaxesReasonable WagesShareholder’s BasisDistributionsS Corporation ExampleS Corporation Shareholder Codes for Schedule K-1, Form 1120STab 19Tax-Exempt Organizations Basics of Tax-Exempt OrganizationsPrivate FoundationsBecoming an Exempt OrganizationForm 990, 990-EZ or 990-NCompleting Form 990-EZContributions to Tax-Exempt OrganizationsUnrelated Business Income Tax (Form 990-T)Comprehensive ExampleTab 20Other Business Entities Limited Liability Company (LLC)LLCs and Entity ClassificationLLC Creation and ConversionsLLCs—Other ConsiderationsLimited Liability Partnership (LLP)Limited PartnershipPersonal Service Corporation (PSC)Homeowners’ AssociationsPersonal Holding Company (PHC)Tab 21Fiduciary Tax Returns (Form 1041) Fiduciary Return FactsTrust and Estate TerminologyOverview of Income Taxation of Trusts and EstatesGrantor Trusts—Tax Returns and Reporting RequirementsGrantor TrustsSimple Trust—Detailed ExampleComplex Trust—Detailed ExampleForm 1041, Schedule K-1 CodesTab22Estate and Gift Tax Returns Death of a TaxpayerTaxable Income in the Year of DeathFinal Form 1040Gift Tax Return (Form 709)Gift Tax ExampleEstate Tax Return (Form 706)Generation-Skipping Transfer (GST) TaxBasis in PropertyValuing PropertyTaxable Estate ExampleComprehensive Example—Portability ElectionTab 23Payroll Tax ReturnsPayroll Tax Deposit RequirementsPayroll Tax PaymentsWithholding Federal Income TaxWithholding Methods and ExamplesFICA and FUTA Wage BaseNew Hire ReportingPayroll Tax ReportingSpecial CompensationGross-Up ComputationDisregarded Entity Employment TaxesTrust Fund Recovery PenaltyOther Payroll Tax IssuesTab 24Deductions, Credits and Books vs. Tax Business Tax DeductionsU.S. Production DeductionTax CreditsSelected Energy Tax Incentives for BusinessesNet Income per Books vs. Taxable IncomeTab 25What’s NewInflation-Adjusted AmountsExpired Tax ProvisionsTax LegislationAffordable Care Act—New for 2015April 15, 2016 Deadline ExtendedSame-Sex MarriagesAffordable Care Act (ACA) GlossaryTax Provisions That Expired on December 31, 2014Achieving a Better Life Experience (ABLE) Act of 2014Surface Transportation and Veterans Health Care Choice Improvement Act of 2015 Trade Acts of 2015Tab 26Tax Practice Survey Quickfinder 2015 National Tax Practice Survey (9/15)Type of OrganizationAnnual Gross Billings—National and RegionsJob Function—National and RegionsCredentialsAnnual Compensation Packages—National and RegionsRetirement Plan—National and RegionsFees Charged for Tax Work—National and RegionsAverage Fee ChargedAverage Hourly Billing Rates—National and RegionsHandling Delinquent AccountsLocal EconomyNational Economy in Next 12 Months—National and RegionsPercentage of Permanent Employees—National and RegionsStaffing Plans for the Next 12 Months—National and RegionsCost of Office Rent per Sq. Ft. of Space per Year—National and Regions Feedback for the 2016 SurveyTab 27IRS Circular 230 Treasury Department Circular No. 230 (Rev. 6-2014)IndexTopical Index。
公司QPA稽核清单

均分 总分
[ #### ] [ 0 ] 条目 [ 0 ]
是=1
得分
否=0 不适用=X
Remarks
7.2 作业区域划分、作业方式的区别是否可防止产品上线、流动、包装时混料? 7.3 检验工序设置是否合理,是否可使现场每一个作业动作对产品的影响得到确认? 7.4 线体是否平衡,瓶颈工序得到有效处理,无堆板现象?
Rev 2.0.xls
Remarks
Remarks
Remarks
Premier Confidential
7
QUALITY PROCESS AUDIT CHECKLIST
Rev 2.0.xls
Remarks
Premier Confidential
8
均分 总分
[ #### ] [ 0 ] 条目 [ 0 ]
是=1
得分
否=0 不适用=X或空白
备注
1.5 作业指导书是否注明了本工序所用物料的编码\名称\型号\版本,是否与BOM相符? 1.6 作业指导书是否注明工序名称、本工序所用设备的名称\型号、程序名称\版本、工装治具夹具名称\编码\版本? 1.7 作业指导书是否注明了本工序的作业方法? 1.8 作业指导书是否注明了本工序操作合格、不合格的判定标准? 1.9 作业指导书是否注明该工序应注意事项?
11: 包装运输
填写黄色部分 11.1 产品的包装方式是否有明确规定? 11.2 现场产品的包装和运输是否与规定相符?
均分 总分
[ #### ] [ 0 ] 条目 [ 0 ]
是=1
得分
否=0 不适用=X
Remarks
Premier Confidential
SQCI管理
(Process owner: 部品品质科职员) I. Definition☐对供应商品质的持续控制,以改进品质及预防品质事故。
II. Purpose☐及时的改善品质及预防品质事故☐以事先的部品品质活动来确保无缺陷品质III. Policy☐定义- SQCI(Supplier Quality Control Innovation) 认证•作为供应商管理的一种工具,根据对供应商的QSA,QPA以及品质实绩的评价,以保证供应商品质体系,预防品质事故的发生。
- SQMP(Supplier Quality Management Plan)•为确保供应商的原材料品质,从开发阶段到量产、发货,文件化规定厂家•需要做的必需事项以及通过相互协议达成的三星电子的品质要求事项。
•- QSA(Quality System Audit)•作为对供应商品质体系的评价书,按ISO9000 以及三星电子要求供应商•必需具备的事项而制定的Check-list (三星电子供应商QSA 评价书均相同)。
•- QPA(Quality Process Audit)•作为对供应商工程的评价书,以品质管理工程图为基准制定的Check-list ,•对供应商生产的有关Item 的全部工程(包括2nd Vendor)进行评价。
•由三星电子部品品质担当根据三星电子“QPA GUIDE”而制定。
- Quality Result(品质实绩)•品质实绩由USER 工程品质目标达成率,厂家自身工程品质目标达成率,•核心工程Cpk 的评价来组成。
-达成率=(质目标/品质实绩)*100%- SJQE(SAMSUNG Joint Quality Engineer)•三星电子为供应商的SQCI专门担当培训SQCI相关内容,让其熟知•品质管理和品质改善☐责任与权限-部品品质科科长•向供应商通报SQCI认证计划•接收对供应商的SQCI认证评价结果•向SEC通报SQCI认证结果-部品品质担当•向自己所负责的相关厂家通报SQCI日程•向其他相关部门(采购,技术部门)通报SQCI认证评价结果•确定SQCI认证评价结果:合格/不合格•将SQCI认证评价结果报告给部品品质科科长-供应商•将SQCI认证评价日程通报给各相关部门•准备有关Audit 文件和流程•接收Audit时指出的问题点后制定对应的改善对策•准备对SQCI认证问题点的改善对策报告• SQCI认证后持续管理所有文件和Process☐选定SQCI认证对象的供应商-对供应商的SQCI认证根据以下规则来进行•重点部品的供应商•供应商的工程品质不稳定•部品发生重大品质事故•供应商不良率在入库检查/工程/顾客中很高且固执性不良•临时供应商,特殊供应商等贸易额少的供应商不作为SQCI对象☐供应商SQCI推进担当(SJQE:SAMSUNG Joint Quality Engineer) -供应商SQCI推进担当应具备如下资格•理解Audit和品质体系,且具备1年以上从事品质工作经历•理解产品制造过程- SQCI推进担当的作用•定期准备SQMP及QMP•控制供应商品质及1次/月进行内部Audit- SQCI推进担当的主要任务•先行品质管理:诚实度、信赖度提高,对原料的先行管理•周别Data先行管理:工程、发货品质现况、核心工程Cpk管理现况、•提交月别成绩书:发货检查成绩书、分解检查成绩书、可靠性测试Data结果•内部Audit:通过内审员强化自身品质保证活动•每半年1次的内部审查整理和维持品质体系•建立Audit结果的改善对策,验证改善对策,进行事后管理•(使用和三星电子同样的QSA/QPA Check List)••变更点管理:建立变更点申请Process以及防止遗漏•变更点履历管理•鉴定新部品、发生变更点的部品的检查结果• (强化管理除设计变更以外的其他4M变更点管理)•品质问题Follow-up:通过一元化窗口迅速采取措施及根本改善•迅速掌握品质问题的根本原因及建立改善对策后适用和通报•对品质问题进行履历管理及对改善对策实施有效性鉴定•☐编写Supplier Quality Management Plan(SQMP)-供应商自己编写SQMP-编写SQMP目的•构筑供应商自主品质体系的手段•构筑供应商自己负责自己生产的部品品质的体系- SQMP(Supplier Quality Management Plan):•供应商为了确保品质将自己必须做的事项和必需条件规则化- SQMP 主要领域(21种项目)•版本管理• SQCI相关人员的联络表(包括SST/供应商)• SQMP Manual•品质经营体系•品质目标(User工程不良率,供应商自身工程不良率)•品质改善活动•入库检查•工程品质管理方案•发货检查•可靠性试验•品质Audit•供应商变更点(ECN)管理•顾客不满处理•模具寿命管理•测量仪器/设备管理• SPC管理•品质报告书•新产品业务• 2nd Vendor 管理•标准运营管理•部品List☐SQCI 认证评价方法-认证项目及区分-•再评价时最终评分计算基准:(品质指标+QSA+QPA)* 上次评价改善指数•-品质指标详细评价基准•以尺寸、特性值项目(CTF)的分散来评价CTQ工程的Cpk水准,但工程变数项目除外•在SQMP中选定的CTQ工程的Cpk值中取最小值来评价CTQ工程评价•(评价前3个月实绩为基准)•-认证基准•并将Audit结果通报给SST(QSA:每半年,QPA:每季度)•供应商新登记时认证基准:SQCI评价“B”等级以上(共用部品)- Penalty 基准•不能适用P/O Block时采取剥夺新部品开发权或转移模具、开发替代供应商等• Penalty措施•-取消认证基准• A,B,C等级供应商中导致品质事故时:事故性市场不良,PL/Recall性不良• User工程不良超出目标3倍时(月别实绩基准)•发现供应商未遵守自身QSA/QPA主要项目事例时:未实施发货检查,工程中•遗漏CTQ检查项目,CTQ工程管理差,混入异品种等•未实行变更点、可靠性、品质指标等与SST约束事项时:未实施变更点申请,•未通报可靠性不合格,虚伪编制品质实绩,未实施每半年内部审查时等•量产可靠性试验不合格时:•周期:根据SST年可靠性计划进行•试验项目:与最初承认时的实验项目和条件相同IV. Procedure --☐Step 1 : 选定SQCI认证对象-Who : 部品品质科职员-When : 根据年度SQCI 推进计划-Ref : 年度SQCI 推进计划(P2071)-Ref Sap : N/A-年初部品品质科职员制定年度SQCI 推进计划。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Hole Plugging
项目
PCB 厚度(Max) Max Hole size Min Silk W idth 方式 Min Silk Clearance 加工公差 Array 最小间隙 加工公差 Hole 加工公差 PCB 厚度(Min~Max) PCB 厚度(Min~Max) PCB Size(Min~Max)
DAEDUCK
Kingwong社
2.0T 0.6mm 100㎛ IR 100㎛(Pad To Silk) ±0.2(Special±0.1) 1.2mm ± 100㎛ ± 100㎛ 0.4t ~ 1.6t 0.8-2.4T 60~450
웨이신社
9
10
Silk
11
Router
12
Punch
13
V-cut
1. 방문업체 개요
区分
所在地/成立年度
신규 업체 Kinwong 社
广东省龙川县大坪山宝通工业园 /2007年 旺电子科技(龙川)有限公司
웨이신 社
Product & 가동현황 멀티PCB、알루미늄기판
总产能./ GDS用
7 万㎡/월제조능력 (대덕향 2만매정도 )
4Mil /2-----layer 1.520인
웨이신 社
板材
Line/Space Solder dam 强项、优势项目
생익、ITEQ、난야 、KB
1/2OZ :0.1mm/ 0.1mm、1oz: 0.125/0.125mm 2oz: 0.185 / 0.185 mm Min 0.075 mm 특종메탈기판 및 임피던스관리 4-8층
缺点 GDS订单 备注
공정 사진 및 그림 내용
现场管理
管理模式
10
4
4. 신규업체 공정AUDIT 자료[Kinwong社]
工序 图片及照片 内容 结果
原材料仓 库
裁板& 磨边
IDF
4. 신규업체 공정AUDIT 자료[Kinwong社]
工序 图片及写真 内容 结果
AOI
压合
CNC
4. 신규업체 공정AUDIT 자료[Kinwong社]
공정 사진 및 그림 내용 결과
6
Cu Plating
7
பைடு நூலகம்Out Layer
线路 Copper Thickness Method/Thickness
8
Solder Resist
S/R Clearance S/R Dam
3
3. 업체별 주요 공정 능력
Process Capability Survey Sheet
新供应商
No
Process
可以生产的产品
2010年营业额/员工数
USD 60,000,000 /
회사
전경
1
2. 방문업체 개요
업 항 목 主要客户 主打产品 产能 厚度 work size 电镀方式 油墨 使用原材料 체 . 新供应商
Kinwong 社
AOC、SANYO、Honey Well、HITACHI 멀티및 、알루미늄기판 7 万㎡/月产能 0.8-3.2mm 622mm×546mm 패턴도금공법 (2차동) TAMURA 、绿固、联致互应、PhotoChem
웨이신社
3
Inner Layer
Copper Thickness Core Thickness Imped. Control (%) 可制造层数
4
Lamination (Press)
压合后厚度公差 Layer Reg. 最终偏差(%) Min Hole / Cu Land
5
CNC,Laser
Hole 位置公差 Hole加工公差 Min Plating Thickness Max Plating Thickness 电镀方式 Aspect Radio Line / Space
电镀
D/F & AOI
绿油
4. 신규업체 공정AUDIT 자료[Kinwong社]
공정 사진 및 그림 내 용 결과
R/T
BBT
OSP
4. 신규업체 공정AUDIT 자료[Kinwong社]
공정 사진 및 그림 내용 결과
Repair
FQC
OQC
4. 주요 공정 AUDIT 자료[Kinwong社]
현재 멀티기판중 12층이상 기판은 대량양산이 불가 능 ,2011년 중점과제로 기술력 향상。
2
3. 업체별 주요 공정 능력
No
1 2
Process
Material W orking Pnl
项目
可生产材质 Panel size(Max) Line / Space 线路
DAEDUCK
新供应商 Kingwong社