轴系理论中心线的确定
船舶轮机设备安装通用检验规程
船舶轮机设备安装通用检验规程1目的为了更好地规范轮机安装作业需求,使现场施工有标准可依,检验有依据可查,特制订本检验规程。
2范围本规程规定了船舶主机、轴系、舵系、辅机、甲板机械、侧推装置等设备的安装和验收要求。
3参考标准相关造船质量标准及规范。
4检验规程4.1轴系4.1.1照光或拉线确定轴系中心线利用给定的船体艏艉基准点,采用轴系照光或拉线的方法来确定轴系中心线。
4.1.1.1轴系照光或拉线的条件(1)要求在不受阳光曝晒及温度急剧变化的情况下进行,一般在晚间或阴天,以避免船体变形影响轴系中心线的准确性。
(2)要求机舱前隔壁以后,上至舵机平台以下的船体分段装配、焊接、火工矫正等船体工事基本结束,主甲板分段就位,机舱前舱壁向船首的一条环形焊缝全部焊接结束。
(3)发电机组及其它主要设备进舱结束或用同等重量的物体压载。
(4)机舱前隔壁以后的船体垫墩、支柱要合理牢固,不许任意移动。
(5)轴系艏、艉基点的设置必须牢固可靠。
基点的支座应使用宽度为320mm的槽钢,侧向及纵向用适当的角钢拉紧。
要求焊接牢固、稳定可靠并确认无误。
同时舵系的上下基点也应确认无误。
(6)停止振动及有严重噪音干扰的工作。
4.1.1.2用照光或拉线的方法确定轴系中心(1)照光确定轴系中心线:将照光仪(准直望远镜)置于船的艏(艉)基点位置上,使照光仪的光束重合于艏艉两基准点的中心。
在艉轴管的前、后端各设一个光靶,调整光靶中心,使其与光束重合。
(2)拉线确定轴系中心线:通过艏、艉基准点拉钢丝线。
4.1.1.3照光或拉线需检查的项目(1)舵系中心线与轴系中心线偏差值,允许偏差按公式(2)计算。
(2)主机基座面板上平面距轴系中心线高度,允许偏差为±10mm。
(3)主机基座面板内边每侧距轴系中心线距离,允许偏差为±5mm。
(4)中间轴承或齿轮箱等基座面板顶面距轴系中心线高度,允许偏差为±10mm。
(5)中间轴承或齿轮箱等基座面板宽度中心与轴系中心线的偏差,允差为±10mm。
船舶轴系校中
轴系校中船舶建造和轴系修理时,均有轴系安装和轴系校中工作,轴系的安装和校中质量直接关系到主机推进系统运转的可靠性和船舶航行的安全性。
轴系的安装与校中都是依轴系理论中心线为依据的。
轴系的理论中心线是船舶设计的确定的轴系中心线。
它是有首、尾两个基准点确定的,首基准点一般在前隔舱壁上或主机某处;尾基准点一般在后隔舱壁或舵系中心线后某处。
理论中心线的高低由基准点的高度确定。
单轴系的船舶的理论中心线位于船体的中纵剖面上;双轴系的中心线按船体纵剖面对称分布。
1、轴系校中的实质轴系校中就是要按一定的要求和方法把轴系安装成一定的状态,在此种状态下轴系的各轴段内的应力和所有轴承上的负荷,都在允许的范围之内或具有合理的数值,从而使轴系能可靠地运转。
轴系校中的实质就是准确地确定船轴机器轴承的位置。
船舶轴系是否能可靠地运转,不仅取决于轴系的结构设计、材料和制造,而且更重要的是取决于轴系的安装质量。
轴系校中、安装质量不佳,会造成轴承发热,尾轴承过度磨损、密封装置损坏和轴系振动等。
因此,轴系校中是按照一定的原理和方法,将轴系布置成某种轴线状态,使各轴承上的负荷,各轴段内的应力、弯矩、转角等尽可能在允许值的范围内或取得合理的数值,从而保证轴系安全、可靠地运转。
2、轴系校中的原理和方法轴系校中可以分为以下3种:1)直线校中根据轴系的理论中心线,将轴系各轴承中心布置成一条直线,这一过程称为直线校中。
仅此原理的校中方法在产生中采用以下方法进行:1)按法兰上严格规定的偏中值校中法。
按直线校中时,各轴的连线应为一条直线,即偏移值δ=0、曲折值ф=0,生产中规定:δ≤、ф≤m。
测量时,直尺—塞尺法或指针法。
(2)光学仪器校中法。
光学准直仪或投射仪校中轴系。
以光学仪器的光轴作为轴系理论中心线来校准人字架、尾轴管、中间轴承等轴系部件的位置,是这些部件的中心线与主光轴重合。
该法校中部件定位精度高、效率高。
多用于成批建造的中、小型船舶。
2)按轴承上允许负荷校中根据轴系的结构特点,确定轴承上允许的负荷的范围,校中时通过调节中间轴承的位置使轴系各轴承上的实际负荷在允许范围之内,这一过程称为按轴系允许负荷校中。
第八章 船舶轴系和螺旋桨

第八章船舶轴系和螺旋桨【学习目标】掌握船舶轴系的功用、基本组成、日常维护管理;掌握螺旋桨的基本组成和各部分名称;了解船舶轴系扭振及危害。
在船舶推进装置中,从齿轮箱(或主机)输出法兰到螺旋桨,其间以传动轴为主体的用于传递扭矩的装置称为轴系,螺旋桨通过轴系与齿轮箱(或主机)连接。
第一节轴系一、轴系的功用轴系的功用是将船舶柴油机输出的功率传递给螺旌桨,使螺旋桨旋转,以推进船舶航行。
轴系是齿轮箱(或主机)和螺旋桨之间的连接和传动机构,将柴油机输出功率传递给螺旌桨,以克服螺旌桨在水中转动的所消耗的功率,同时,又将螺旋桨在水中旋转产生的轴向推力通过推力轴承传递给船体,以克服船舶航行的阻力。
二、轴系的基本组成轴系包括传动轴(推力轴、中间轴、艉轴或螺旋桨轴)、轴承(推力轴承、中间轴承、艉轴承)、轴系附件(润滑、冷却、艉轴密封装置)等,如图8-1所示。
轴系是由多支承的传动轴所构成。
从机舱到船尾往往有一段距离,其传动轴往往较长,传动轴通常分为几段,并用联轴器将各轴段联接组合而成。
每段轴又按其所承担的任务分为推力轴、中间轴、艉轴或螺旋桨轴等,这些轴段依靠相应的轴承支撑。
传动轴的总长度、轴段数目及其附件的配置等,与船的大小、船型、船体线型、机舱位置、动力装置形式等因素有关。
对于轴线不长的小型船舶,为了缩短轴系,也可只用一根螺旋桨轴直接将螺旋桨与齿轮箱的输出法兰相连。
1、传动轴传动轴包括推力轴、中间轴和艉轴。
推力轴前端用法兰与齿轮箱(或主机)的输出法兰相连,后端的法兰则与中间轴法兰相连。
推力轴和推力轴承是一对组合部件。
中间轴用来连接推力轴和艉轴。
2、轴承轴承包括推力轴承、中间轴承和艉轴轴承。
推力轴承用于承受螺旋桨通过推力轴传递的推力,并通过它将推力传给船体。
中间轴承用于承受中间轴的径向负荷和重量。
艉轴轴承用于承受艉轴轴的径向负荷和重量。
3、轴系附件轴系附件包括隔舱填料函、艉管、油封、润滑管路和冷却管路。
隔舱填料函用于保持轴系穿过水密隔舱处的水密。
项目船舶轴系安装理论轴线PPT课件

第6页/共15页
第7页/共15页
第8页/共15页
②光学法
• 利用光在均匀介质中直线传播的原理测定点、线、面的方法。 • 将光学仪器先按两个基准光靶(光靶的十安线中心在基准点位
置上)调好位置,使仪器的主光轴同时通过两基准光靶上的十 安线中心,此时仪器主光轴就代表轴系理论中心线。 • 特点:克服了拉线法精度不高的缺点,应用在精度要求较高的 地方。 • 工具:平行光管、望远镜、准直平行光管以及激光准直仪、经 纬仪、五棱镜等光学工具。
• ③检查轴系与舵系中心线的关系:单轴系一般规定两者垂直并 相交。
• ④画加工圆和检验圆:见镗孔一节
第13页/共15页
课堂小结
• 着重介绍根据实际情况灵活选择恰当的方法;
第14页/共15页
感谢您的观看!
第15页/共15页
第2页/共15页
第3页/共15页
⑵确定轴系理论中心线:①拉线法
• 在规定的位置(一般在舵系中心线之后和主机前) 安装拉线架,并拉一根直径为0.5~1.0mm的钢 丝,依首、尾基准点调整钢丝的位置,使钢丝通 过首尾基准点,这时钢丝线就代表轴系理论中心 线。
• 其中必须考虑钢丝下垂量的修正问题。 • 钢丝下垂量计算公式:y=qx(L-
⒈轴系理论中心线的测定
• 轴系理论中心线 • 它是尾轴管孔、隔舱壁孔以及各轴承孔中心的连线。它与轴系中轴的中心线不同,
两者在各轴承位置处相差轴下轴承间隙的一半。 • 不论用何种方法确定轴系理论中心线,首先要确定基准。基准包括船长方向的肋位、
宽度方向的船舯线以及高度方向的基线。肋位和船舯线很直观,一般不需要另外给 出,基线如有需要,可由轮机施工人员在船体技术人员的协助下给出。
x)/2×0.99T(mm)
第11节 轴系
水润滑式尾轴工作轴颈用热套法包覆铜套,以防 腐蚀,非工作轴颈包玻璃钢或橡胶保护层
图例:水润滑式尾轴
尾轴铜套整体铸造,大型海船由于尾轴长,铜套 也较长;过长制造和安装都困难,一般不超过600~ 1000mm,否则要分段制造
分段套合则要 注意搭口处水密 性,不允许渗漏; 如果海水自接缝 处渗入,将会造 成尾轴锈蚀,引 起断轴的危险
在首、尾基准点和尾轴管首、尾端等处设立基准 靶或拉线架便可以确定轴系理论中心线
(二)确定轴系理论中心线的方法
根据已确定的首、尾基准点确定轴系理论中心线
1.拉线法 在首、尾基准点处安装拉线架以固定钢丝线的两
端。在机舱后隔舱壁、尾隔舱壁面内上相应位置开孔, 以使钢丝线穿过。根据首、尾基准点的三维位置调节 钢丝线的位置,使钢丝线通过基准点,固定后的钢丝 线即代表轴系理论中心线
(2)偏心镗削的方法不奏效时,则需移动主机位置, 改变主机曲轴的中心线,使之与尾轴中心对准
(3)当移动主机位置在高度上变化较大,使主机垫 块厚度增大超过允许值时,就同时移动主机和偏心镗 削,同时改变两端的中心线
若δ总和 总符合规定而中间某处δ和 超 差时,在 不影响正常运转的情况下,继续使用
五、船轴的检修
(1)设置临时支承。一般在距法兰端面(0.18~0.22)L
(L为中间轴长度)处加设临时支承,或依设计图纸加设
临时支承 (2)拆去法兰连接螺栓
图例:临时支撑的位置
(3)测量并计算出各对法兰的偏中值
(4)与标准比较
表9-6
2.轴系两端轴同轴度偏差的检查 主机曲轴和尾轴分别位于轴系的两端,故又将曲
轴和尾轴称为端轴
图例:直尺-塞尺法
辅机安装舵系安装

⒊舵线确定后的检查项目
⑴对于单桨单舵的船舶,两线的距离允许偏差δ≯0.01 L⅓ mm(式中L为船长,单位为米)。对于多舵船舶的各舵系中心 前后位置及相互位置偏差均应不大于5 mm。
⑵舵线与轴线的垂直度偏差应不大于1mm/m。 ⑶另外,还应检查图一53—44中所示的各部位尺寸,包括舵
系中心线与尾管毂后端面的距离,以及到各轴承的距离尺寸。 以供确定舵轴的长度尺寸和计算螺旋桨与舵叶之间的安装间 隙是否满足设计要求。
㈣舵杆与舵叶的安装
舵叶的轴向位置是借助于上轴承下部的调整垫来得到保证。 在舵杆上拧入起吊螺栓,从上、中舵承孔内放下钢丝绳与起
吊螺栓连接后,扶正舵杆,即可将舵杆吊进中、上舵承。要 求将上舵杆尽量往上吊,使其下面让出尽可能高的空间位置 供吊装舵叶用。舵叶销轴能插入下舵承的铜套内,舵叶装到 位,转正舵杆,放下传动键,落下舵杆,使两法兰端面靠住, 打入紧配螺栓与固定螺栓并将其固紧。然后将舵杆连同舵叶 一起吊起一定距离,在下舵承端面垫以一定厚度的垫片。解 除上舵杆上的钢丝绳,将上舵承体、滚动轴承、垫板等整体 套入上舵杆,将舵承体及轴承都安装到泣,然后装两半承压 环、套环等。再装上钢丝绳,将整个舵吊起,取出下舵承的 垫片后,把舵放下,拆除钢丝绳,装上压盖。检查舵叶与下 舵承铜套端面之间隙,应在设计规定的范围之内。 安装完毕,用手推动舵叶,检查其转动是否灵活。对于舵杆 直径小于360mm的舵叶,在2~5人推动下能灵活转动,即 表示安装良好。然后,装中舵承的密封橡胶圈并用压盖压紧。 装上舵柄后,即可。
用平尺和角尺侧量上端面与舵线的垂直度,用内卡测 量其内孔壁与舵线的距离,使其中心线与舵线重合。
测量舵机房甲板至假舵下端面的距离,即可按照图纸 要求,将上舵承座割至应有的高度。再用上述方法将 上舵承座的中心线与舵线重合。然后焊接上舵承座, 将上舵承本体安装在上舵承座上,并装上推力轴承。
【轴系找中的方法】

【轴系找中的⽅法】轴系找中⼼的⽬的,在于使机组运⾏时,使各转⼦的旋转中⼼线在⼀条平滑的轴线上,各轴承的荷重符合设计要求。
轴系找中的作⽤⾮常重要,如果转⼦之间中⼼不正确,则易引起机组振动异常,⽡温超标。
通常在下列情况下需对轴系中⼼状态进⾏测量和找正:1)检修中调整修刮轴承垫块、调整垫⽚后;2)⼤修解体时,测量记录检修前对轮中⼼,了解轴系状态;3)⼤修时本体部件检修复装后,测量调整轴系中⼼;4)运⾏时振动⽡温异常等情况时,也可对轴系中⼼进⾏复测调整。
找中过程下⾯以双轴承⽀撑转⼦为例,对轴系找中的⽅法进⾏说明。
1)配制⼀个盘车杆,其直径应⽐联轴器螺栓孔径⼩ 1~2mm,在盘车杆上缠⽩布后,装⼊螺栓孔内,通过⾏车拉动钢丝绳盘动转⼦,如下图所⽰。
在每次测量前,均应检查盘车杆,应在它不受⼒的情况下测量,以免造成误差。
2)将两联轴器相对位置对正后,在端⾯的圆柱表⾯划出标线,盘动联轴器,从 0°位置依次转到 90°、180°、270°的位置,在每个位置上都要对准划线,以防因联轴器的晃度和瓢偏对找中⼼造成影响。
找中时的测量可采⽤两种⽅法进⾏,⽤百分表或⽤塞尺,分别如下所⽰,在联轴器上配装合适的找中⼼⼯具。
根据现场情况也可直接⽤塞尺测量端⾯间隙。
3)测量a和b按下列规定进⾏:将两转⼦通过联轴器螺孔插⼊的盘车杆同时盘动,每转 90°测量⼀次a和b1、 b2值并做记录,经90°、180°、270°、360°等各位置测量并记录。
调整计算按以下⽅法对测量的数据进⾏计算:1)⾸先计算出b值:(1)2)计算两转⼦中⼼错位:假设是⾼中压转⼦与低压转⼦找中⼼,且找中⼼⼯具固定在低压联轴器上,那么:两转⼦⾼低⽅向的中⼼偏差A=1/2(a3-a1)。
当 a1>a3时,⾼中压转⼦中⼼⾼于低压转⼦中⼼,当 a1a3时,⾼中压转⼦中⼼低于低压转⼦中⼼。
船舶轴系及舵系中心线定位实践
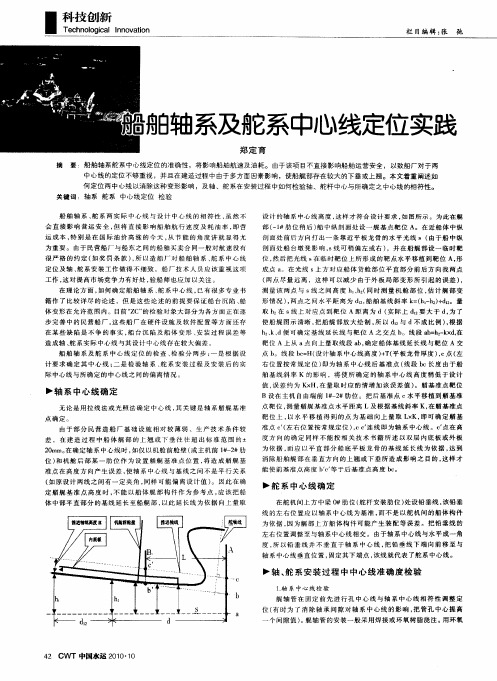
( 原 设 计 两 线 之 问 有 一 定 夹 角 , 样 可 能 偏 离设 计 值 ) 因 此 在 确 如 同 。 定 艏 艉 基 准 点 高 度 时 , 能 以 船 体 艉 部 构 件 作 为 参 考 点 , 该 把 船 不 应 体 中 部 平 直 部 分 的 基 线 延 长 至船 艉 部 , 此 延 长 线 为依 据 向 上 量 取 以
取 h 在 S 上 对 应 点 到 靶 位 A距 离 为 d ( 际 上 d z 线 实 要 大 于 d. 了 为
使 船 艉 图 示 清 晰 , 船 艉 部 放 大绘 制 , 以 d 与 d不 成 比 例 ) 根 据 把 所 . , h、 d便 可 确 定 基 线 延 长 线 与 靶 位 A之 交 点 b 线段 a = :k d在 k、 。 b h一 x , 靶 位 A 上 从 a点 向上 量 取 线 段 a , 定 船 体 基 线 延 长 线 与 靶 位 A交 b确 点 b 线 段 b = 设 计 轴 系 中 心线 高 度 )T( 板 龙 骨 厚 度 )c点 ( 。 c H( + 平 , 左 右 位 置 按 常 规 定 位 ) 为轴 系 中 心 线 后 基 准 点 ( 段 b 即 线 c长 度 由 于 船 舶 基 线 斜 率 K 的 影 响 ,将 使 所 确 定 的 轴 系 中心 线 高 度 稍 低 于 设 计 值 , 差 约 为 K H, 量 取 时应 酌 情 增 加 该 误 差 值 ) 艏 基 准 点 靶 位 误 x 在 。 B设 在 主机 自由端 前 l一 #肋 位 。把 后 基 准点 c水 平 移 植 到 艏 基 准 }2 } 点 靶 位 , 量 艏艉 基 准 点 水平 距 离 L及 根 据 基 线 斜 率 K, 艏 基 准 点 测 在 靶 位 上 , 水 平 移 植 得 到 的 点 为 基 础 向 上 量 取 L K, 可 确 定 艏 基 以 x 即 准 点 c( 右位 置 按 常规 定 位 )cc连线 即 为 轴 系 中 心 线 。c点 在 高 左 , 度 方 向 的 确 定 同样 不 能 按 相 关 技 术 书 籍 所 述 以 双 层 内底 板 或 外 板
机维护与修理第9章-柴油机动力装置主要部件的检修-船舶轴系
柴油机动力装置主要部件的检修
修理方案有三种:
(1)偏心镗削尾轴承或尾轴管,通过改变尾轴中心线的 位置,达到与曲轴同轴。应保证尾轴承或尾轴管最薄处 的壁厚尺寸。
(2)当同轴度误差过大,偏心镗削的方法不能使轴线借 正时,应改变主机的位置,使曲轴中心线与尾轴中心线 对准,从而使δ总、Ψ总符合要求。
改变主机位置的工程量很大,受机舱的限制。 (3)采用偏心镗削尾轴承或尾轴管和改变主机位置的两 个措施,即通过改变两端轴的轴线位置达到同轴。
柴油机动力装置主要部件的检修
六、尾轴管装置的检修
(一)尾轴管装置 1.尾轴管 2.尾轴承
1)水润滑尾轴承 (1)铁梨木尾轴承 (2)层压胶木尾轴承 (3)橡胶尾轴承 (4)合成材料尾轴承
2)油润滑尾轴承 油润滑尾轴承常采用白合金、青铜、铸铁作
为尾轴承材料,其中以白合金应用最广泛。
柴油机动力装置主要部件的检修
柴油机动力装置主要部件的检修
八、推力轴承的检修 推力轴承是船舶轴系中重要的组成部分。推力轴承支承 推力轴和承受螺旋桨产生的推力,并把推力传递给船体 以实现船舶运动。 l.推力轴承的结构 采用单环式滑动轴承,即米歇尔式推力轴承 主要优点:结构紧凑,体积小、重量轻,磨擦系数小,可 承受较高的压力和圆周速度。
当铁梨木尾轴承间隙和铁梨木板条厚度均超过极限值时修理: (l)换新尾轴承; (2)仔细检查后依具体情况采用局部换新的方法; (3)缺少铁梨木材料时,采用上、下瓦对调的方法。
柴油机动力装置主要部件的检修
2)层压胶木尾轴承的检修
层压胶木尾轴承磨损后尾轴承间隙和板条厚度 均应符合规定。安装间隙Δ和极限间隙Δmax。
柴油机动力装置主要部件的检修
四、 轴系状态的检验和调整
轴系、舵系中心线确定及艉管环氧浇注工艺english
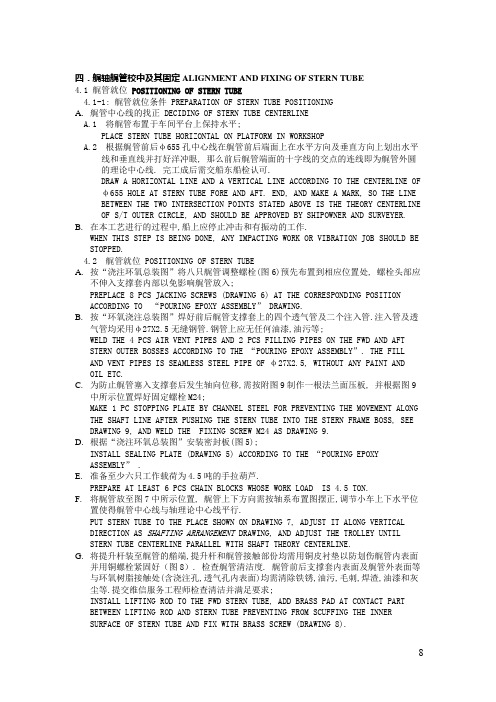
四.艉轴艉管校中及其固定 ALIGNMENT AND FIXING OF STERN TUBE4.1 艉管就位POSITIONING OF STERN TUBE4.1-1: 艉管就位条件 PREPARATION OF STERN TUBE POSITIONINGA.艉管中心线的找正 DECIDING OF STERN TUBE CENTERLINEA.1 将艉管布置于车间平台上保持水平;PLACE STERN TUBE HORIZONTAL ON PLATFORM IN WORKSHOPA.2 根据艉管前后φ655孔中心线在艉管前后端面上在水平方向及垂直方向上划出水平线和垂直线并打好洋冲眼, 那么前后艉管端面的十字线的交点的连线即为艉管外圆的理论中心线. 完工成后需交船东船检认可.DRAW A HORIZONTAL LINE AND A VERTICAL LINE ACCORDING TO THE CENTERLINE OF φ655 HOLE AT STERN TUBE FORE AND AFT. END, AND MAKE A MARK, SO THE LINE BETWEEN THE TWO INTERSECTION POINTS STATED ABOVE IS THE THEORY CENTERLINE OF S/T OUTER CIRCLE, AND SHOULD BE APPROVED BY SHIPOWNER AND SURVEYER.B.在本工艺进行的过程中,船上应停止冲击和有振动的工作.WHEN THIS STEP IS BEING DONE, ANY IMPACTING WORK OR VIBRATION JOB SHOULD BE STOPPED.4.2 艉管就位 POSITIONING OF STERN TUBEA.按“浇注环氧总装图”将八只艉管调整螺栓(图6)预先布置到相应位置处, 螺栓头部应不伸入支撑套内部以免影响艉管放入;PREPLACE 8 PCS JACKING SCREWS (DRAWING 6) AT THE CORRESPONDING POSITIONACCORDING TO “POURING EPOXY ASSEMBLY” DRAWING.B.按“环氧浇注总装图”焊好前后艉管支撑套上的四个透气管及二个注入管.注入管及透气管均采用φ27X2.5无缝钢管.钢管上应无任何油漆,油污等;WELD THE 4 PCS AIR VENT PIPES AND 2 PCS FILLING PIPES ON THE FWD AND AFT STERN OUTER BOSSES ACCORDING TO THE “POURING EPOXY ASSEMBLY”. THE FILL AND VENT PIPES IS SEAMLESS STEEL PIPE OF φ27X2.5, WITHOUT ANY PAINT AND OIL ETC.C.为防止艉管塞入支撑套后发生轴向位移,需按附图9制作一根法兰面压板, 并根据图9中所示位置焊好固定螺栓M24;MAKE 1 PC STOPPING PLATE BY CHANNEL STEEL FOR PREVENTING THE MOVEMENT ALONG THE SHAFT LINE AFTER PUSHING THE STERN TUBE INTO THE STERN FRAME BOSS, SEE DRAWING 9, AND WELD THE FIXING SCREW M24 AS DRAWING 9.D.根据“浇注环氧总装图”安装密封板(图5);INSTALL SEALING PLATE (DRAWING 5) ACCORDING TO THE “POURING EPOXYASSEMBLY” .E.准备至少六只工作载荷为4.5吨的手拉葫芦.PREPARE AT LEAST 6 PCS CHAIN BLOCKS WHOSE WORK LOAD IS 4.5 TON.F.将艉管放至图7中所示位置, 艉管上下方向需按轴系布置图摆正,调节小车上下水平位置使得艉管中心线与轴理论中心线平行.PUT STERN TUBE TO THE PLACE SHOWN ON DRAWING 7, ADJUST IT ALONG VERTICAL DIRECTION AS SHAFTING ARRANGEMENT DRAWING, AND ADJUST THE TROLLEY UNTILSTERN TUBE CENTERLINE PARALLEL WITH SHAFT THEORY CENTERLINE.G.将提升杆装至艉管的艏端,提升杆和艉管接触部份均需用铜皮衬垫以防划伤艉管内表面并用铜螺栓紧固好(图8). 检查艉管清洁度. 艉管前后支撑套内表面及艉管外表面等与环氧树脂接触处(含浇注孔,透气孔内表面)均需清除铁锈,油污,毛刺,焊渣,油漆和灰尘等.提交维信服务工程师检查清洁并满足要求;INSTALL LIFTING ROD TO THE FWD STERN TUBE, ADD BRASS PAD AT CONTACT PART BETWEEN LIFTING ROD AND STERN TUBE PREVENTING FROM SCUFFING THE INNERSURFACE OF STERN TUBE AND FIX WITH BRASS SCREW (DRAWING 8).8CHECK CLEANNESS OF STERN TUBE. CLEAN THE STERN OUTER BOSS AND STERN TUBE SURFACES WHERE IT WOULD BE IN CONTACT WITH EPOCAST 36, REMOVE ALL GREASE, OIL, MILL SCALE, RUST AND PAINT. DELIVER TO WILLTRUST SERVICE ENGINEER.H.将小车向艏移动,当到达图8中所示位置时,利用手拉葫芦将艉管拉起,将小车降低,仔细清洗艉管与垫木接触处, 且重新检查艉管外表面和支撑套内表面清洁度且用丙酮清洗. 并提交维信服务工程师检查清洁并满足要求MOVE TROLLEY TOWARD FWD SIDE TO THE PLACE SHOWN ON DRAWING 8, DRAW BACK THE STERN TUBE BY CHAIN BLOCK, DROP THE TROLLEY, CAREFULLY CLEAN CONTACT PART BETWEEN S/T AND WOOD, AND RECHECK CLEANNESS OF STERN-TUBE OUTER SURFACE AND STERN OUTER BOSS INNER SURFACE AND CLEAN BY ACETONE. DELIVER TO WILLTRUST SERVICE ENGINEER.I.利用艏艉手拉葫芦的配合将艉管移到“轴系布置图”中所示的位置.REMOVE STERN TUBE TO THE PLACE SHOWN ON “SHAFT ARRANGEMENT” BY FWD AND AFT CHAIN BLOCKS.J.拧入艏艉处的调节螺栓将艉管支起, 撤去起吊艉管所有辅助工具.HOLD UP STERN TUBE BY FWD AND AFT ADJUSTING BOLTS, AND REMOVE ALL AUXILIARY TOOLS OF LIFTING STERN-TUBE.4.3 艉管校中 STERN-TUBE ALIGNMENTA.在艉管艏艉φ655圆孔处各装一只光靶,调节光靶使得其中心与艉管φ655圆心重合,那么此时艏艉塞芯中心的连线即代表艉管的中心线.INSTALL SEPARATELY ONE TARGET AT FWD AND AFT φ655 HOLE, ADJUST OPTICAL TARGET TO MAKE THE CENTER COINCIDE WITHφ655 CENTER, THEN THE LINE BETWEEN FWD AND AFT PLUG CENTER IS STERN TUBE CENTERLINE.B.调节艉管调整螺栓,使得艏艉光靶中心与经纬仪光点重合,则表明艉管中心线即为艉轴的轴中心线.完工后需提船东船检认可.ADJUST ADJUSTING BOLTS TO MAKE THE FWD AND AFT OPTICAL TARGET CENTERCOINCIDE WITH THE BEAM PROJECTED BY THEODOLITE. DELIVER TO SHIPOWNER AND SURVEYER AFTER FINISH.C.同时需检查艉管内壁与外支撑套内壁之间的间距,平均值应在20MM-25MM之间,最小不得小于3MM,低于3MM需请示维信公司以索取其它方案.AT THE SAME TIME CHECK THE GAP BETWEEN THE STEAN-TUBE OUTER WALL AND THE STERN OUTER BOSS, THE AVERAGE GAP SHOULD BE 20-25MM AND THE MINIMUN GAP IS AT LEAST 3 mm (BELOW 3mm PLEASE REFER TO WILLTRUST FOR FURTHER ADVISE).五. 艉管环氧树脂的浇注 EPOCAST 36 POURING5.1 准备工作 PREPARATION5.1-1 380/50HZ三相电源,用于驱动浇注泵;380V / 50HZ / 3 PHASE ELECTRICAL POWER SUPPLY FOR EPOCAST 36 FILLINGPUMP.5.1-2 220/50HZ一相电源,用于驱动搅拌电钻;220V / 50HZ / 1 PHASE ELECTRICAL POWER SUPPLY FOR THE ELECTRIC MIXINGDRILL.5.1-3 宽60MM, 壁厚为1.5-1.75MM的白铁皮约10米;WHITE IRON: 60(W)X1.5-1.75(THICKNESS)mm, TOTAL LENGTH: ABOUT 10m.5.1-4 足够的36伏安全照明灯,并预先拉到位;SUFFICIENT 36V WORK-LIGHTS IN FORWARD AND AFT STERN-TUBE AREAS.5.1-5 10-20升丙酮,用于艉管滑油及清洗浇注泵;10-20 LITRE ACETONE FOR S/T L.O. AND CLEANNESS OF FILLING PUMP.5.1-6 6-10名(含电焊工一名)工人进行配合;6-10 MEN (INCLUDING 1 WELDER) FOR THE STERN TUBE CHOCKING WORK.5.1-7 按图8中显示制作30只木塞;30 PCS WOODEN BOLT PLUGS AS SHOWN ON DRAWING 8.5.1-8 气压表一只, 点温计二只,温度计(0-100℃)二只;1 PC BAROMETER,2 PCS DIGITAL TEMPERATURE MEASURING GAUGE, 2 PCSTEMPERATURE GAUGE(0-100℃).5.1-9 按图9所示装上端部压板以防止艉管发生轴向位移.INSTALL STOPPING PLATE ACCORDING DRAWING 9 PREVENTING THE STERN TUBEFROM MOVING ALONG THE SHAFT LINE.5.2 当在冬天和环境温度低于13度时还需准备如下设备:IN WINTER OF AT BELOW AN AMBIENT AND / OR STEEL TEMPERATURE OF13℃,THE ADDITIONAL PREPARATION WORK MUST BE CARRIED OUT IN ADVANCE AS FOLLOWS:5.2-1 电烘箱,用于加热环氧树脂;SUFFICIENT ELECTRIC HEATER FOR PREHEATING THE EPOCAST 36。
2019年全国职业院校技能大赛
2019年全国职业院校技能大赛
赛项规程
一、赛项名称
赛项编号:GZT-2019003
赛项名称:船舶主机和轴系安装
英文名称:Installation of Ships' Main Engine and Shafting
赛项组别:高职
赛项归属:装备制造大类
二、竞赛目的
通过竞赛,检验、展示高职院校本专业教学改革成果以及学生岗位通用技术与职业能力,引领和促进高职院校该专业教学改革,激发和调动行业、企业关注和参与专业教学改革的主动性和积极性,推动
提升高职院校应用专业人才培养水平。
三、竞赛内容
竞赛内容选取船舶轮机设备系统安装调整关键技术,主要包括
“理论知识测试”、“船舶轴系定位”、“工艺参数的测量与调整”、“轴承负荷的测量、计算与调整”、“船舶主机安装垫片的配制”和“小型柴油机拆装与调试”等6个模块。
理论知识测试模块考核选手船舶动力装置相关的专业知识掌握程度,其它5个模块考核船舶主机和轴系安装,及柴油机的装配调试操作技能,参赛队需要完成所有6
个模块的竞赛。
竞赛内容详见表1。
表1竟赛内容及时间
注:1.各模块的报检时间不计入竞赛时间
2.船舶主机安装垫片的配制模块中,垫片配制场地与机械加工场地之间步行来回约需10分钟,此时间含在110分钟的竞赛时间之内。
四、竞赛方式
(一)竞赛以团队方式进行,不计选手个人成绩,统计参赛队的。
大型船舶轴舵系安装检验指南
具的保管,最终交船。 3.12 艉轴管密封装置安装到位后密性检验
安装艉轴管密封装置后,应利用重力油柜中的油的重力对其进行密性试验, 24 小时内应无泄漏。
检验注意事项: 注油时应拆开艉管透系管,直至溢油,并记录油柜注油量应与艉管计算
轴系较长时,一般采用光学仪器法来确定轴系理论中心线。将仪器先按两个 基准光靶(两个光靶的十字线中心在艏艉基准点上)调好位置使仪器的光轴同时 通过两个基准光靶的十字线中心,此时仪器的光轴就代表轴系理论中心线。根据 所使用的光学仪器不同,有望光法和投射法两种,前者使用带准仪或经纬仪的望 远镜,后者用投射仪。
艉轴与螺旋桨车间预装:压装前,测量并确认桨与轴的温度基本相同,确定 轴向位移起始点,将桨毂前端支好的百分表调零,然后按常规分别施加径向和轴 向油压,其油压和压入量参见轴系校中计算书,根据测量温度,用插值法求得准 确压入量;压装到位后,先泄掉径向油压,等待约 0.5 小时后,再泄掉轴向油压。 预装压装到位后,测出从螺旋桨大端至艉轴法兰面的准确长度。
现场可以拍照留证。 3.5 艉轴管装置船上加工(轴系镗孔)
轴系镗孔一般由船厂机加工车间或外包工程队施工,使用专用工装镗具,经 过粗镗和精镗来完成,最后完工报检。
检验注意事项: 施工方应在尽可能短的时间内进行艉轴管的机加工,原则上不超过 48 小
时,否则需重新进行照光,校正加工基准点的正确性; 在轴系镗孔施工阶段,尤其是粗镗阶段,现场监理应加强巡查,查看艉
中需注意事项等,旨在使现场监造检验人员对轴舵系的安装过程及要求有深入及 全面的了解,熟练完成轴舵系的安装监造检验工作,提高工作质量,保证质量安 全。
2. 适用 本指南主要适用如下轴舵系配制船舶: 轴系为单轴系,一台大型低速二冲程柴油机通过中间轴和艉轴驱动一个定距
船舶轴系安装
变化。其轴承座与滑动轴承一样,通常用铸铁或铸钢铸造而成。小型 的轴承也有用钢板焊接的整体式结构,而大中型轴承座则采用剖分式 结构。
上一页 下一页 返回
项目一 初步认识Protel 99 SE
• 任务一:创建设计数据库及设计文件 • 任务二:如何在protel99 se中进行文件
项目三船舶轴系安装
• 任务1船舶轴系认知 • 任务2确定轴系理论中心线 • 任务3削轴系孔 • 任务4尾轴管、轴承及尾轴的安装 • 任务5轴系校中及固定
返回
任务1 船舶轴系认知
• 【背景知识】
• 一、船舶轴系的组成及作用 • 船舶轴系,通常指从主机曲轴末端(或减速齿轮箱末端)法兰开始,到
尾轴(或螺旋桨轴)为止的传动装置。其主要部件有:推力轴及其轴承、 中间轴及其轴承、尾轴(或螺旋桨轴)及尾轴承、人字架轴承、尾轴管 及密封装置、各轴的联轴节。有些船舶还另有短轴,用来调整轴系长 度。此外,还有隔舱壁填料函和带式制动器等。 • 船舶轴系的作用是将主机发出的功率传递给螺旋桨,螺旋桨旋转后产 生的轴向推力通过轴系传给推力轴承,再由推力轴承传给船体,使船 舶前进或后退。
• ③油盘式中间轴承。油盘式中间轴承的基本结构如图3-1 -9所示。它 是克服油环式中间轴承在低速运转时油环跟随性差的缺点而设计的一 种结构形式,这种轴承在轴瓦的左侧装有供轴承润滑用的固定式油盘 2。运行时,油盘随轴一起旋转,将油池中的油带到上面,并靠布置 在上部的刮油器6刮油,使滑油沿轴向分布在需要润滑的轴颈上,因 此,这种轴承在轴低速运转时效果良好。
• ③液体润滑阶段:如图3一1一10 (c)所示,当轴的转速提高,轴颈与轴 承间隙内的油量增加,润滑油膜中的压力逐渐形成,两表面完全被润 滑油隔开,油膜厚度大于两接触表面凸凹不平之和,摩擦因数显著下 降,最终达到与外载和相平衡的位置,这种状态称为液体润滑。
2022全国职业院校技能大赛——船舶主机和轴系安装评分标准

National Vocational Students Skills Competition2022年“船舶主机和轴系安装”技能大赛(高职组)赛项评分标准竞赛成绩按照竞赛任务进行分配,各部分的分值如下表所示。
一级指标分值二级指标分值三级指标分值评分说明考核结果得分船舶动力装置安装工艺分析能力测试12 12(1)40道船舶动力装置安装工艺分析能力测试单选题0.1/题正确0.1不正确0(2)40道船舶动力装置安装工艺分析能力测试多选题0.15/题正确0.15不正确0(3)1道抽签作答分析题 2 根据裁判阅卷判定正确性0-2船舶轴系定位171.轴系理论中心线尾基准点确定2(1)基准点左右位置与光学轴线重合,偏差≤1mm 1合格 1不合格0(2)基准点高度符合轴系布置图要求,偏差≤1mm 1合格 1不合格02.用光学法确定轴系理论中心线4(1)激光经纬仪水平度偏差≤1格 1两个方向都合格 11个或2个方向不合格0(2)光学轴线与赛场的2个标记点重合,偏差≤1mm12个点全部合格 11个点合格0.5都不合格0(3)光学轴线与基准点高低偏差≤1mm 1 合格 1National Vocational Students Skills Competition不合格0(4)激光经纬仪物镜垂直90°00′00″偏差≤5″1合格 1不合格03.尾轴管前后光靶安装2.4(1)清洁安装部位0.42个部位都清洁0.4只清洁1个部位0.2未清洁0 (2)前后光靶安装位置正确,且光靶的中心与尾轴管相应部位的内孔中心同心,偏差≤0.05mm22个光靶安装位置正确且精度合格 21个光靶安装位置正确且精度合格 12个光靶安装位置不正确或精度不合格04.调整尾轴管内孔中心与轴系理论中心线同轴1.6(1)调节螺栓处于顶紧状态0.2合格0.2不合格0 (2)尾轴管定位后,前后光靶的中心与轴系理论中心线同心,偏差≤1mm1.42个合格 1.41个合格0.72个都不合格05.主机基座的定位、调整和安装精度检查3(1)检查测量基座面板内侧面(前、后两端)与轴系理论中心线投影线的左右距离,测量误差应≤3mm1.54个尺寸合格 1.53个尺寸合格 1.22个尺寸合格0.81个尺寸合格0.4都不合格0(2)检查测量基座上平面(前、后两端)与轴系理论中心线的距离,测量误差应≤3mm,且计算活动垫片的厚度正确1.54个尺寸合格,且活动垫片厚度正确 1.53个尺寸合格,且活动垫片厚度正确 1.22个尺寸合格,且活动垫片厚度正确0.81个尺寸合格,且活动垫片厚度正确0.4都不合格或活动垫片厚度不正确06.综合素养 2 (1)工作服、工作帽、工作鞋穿戴规范0.2规范0.2不规范0 (2)工具、量具使用和摆放规范0.5 规范0.5National Vocational Students Skills Competition基本规范0.25不规范0(3)赛后现场清理、清洁0.3 良好0.3 一般0.15 较差0(4)团队协作0.8 良好0.8 一般0.4 较差0(5)任务书填写规范0.2 规范0.2 基本规范0.1 不规范07.技能熟练程度 2 在所有报检项目合格的基础上,按时完成为0分,每提前1分钟增加0.1分,最高2分。
解析船舶轴系定位中心线测定及工装设计

图1 轴系布置图
轴系理论中心线的测量流程如下:
第一,采用标尺调整基准标靶高度,并且锁紧基准标靶;
第二,采用激光经纬仪建立轴系理论中心线,首先将激光经纬仪固定于三脚架上,调整激光经纬仪的水平位置,确保激光经纬仪处于水平;将激光经纬仪的光斑落在基线上,利用光斑测量轴系位置,通过调节确保标靶十字中心位置与光斑
图2 光靶零件及装配示意图
3 船舶主机与轴系安装项目工艺装备设计与应用
为了满足船舶轴系定位测定的需求,按照以下流程进行工艺装备设计和安装:
第一,光靶与调整架的设计,光靶主要包括靶心、靶体构成,将靶心装入靶体内,并且根据光靶的需求设计调整架,调整架应该满足光靶调整的需求,确保光靶靶心的有机玻璃十字。
轴系理论中心线的确定

轴系理论中心线的确定轴系理论中心线是船舶设计时所确定的轴系中心线。
轴系和主机安装时轴系理论中心线是重要安装基准,根据轴系理论申心线确定主机的安装位置和轴系各传动轴和轴承安装位置。
所以,轴系理论中心线十分重要。
新造船舶在船体建造时确定轴系理论中心线的实际位置。
生产中采用拉线法或光学仪器法来确定轴系理论中心线的位置。
拉线法适用于短轴系船舶,钢丝线的直径为0.5-l.0mm。
光学仪器法适用于长轴系船舶。
1.基准点的确定轴系理论中心线是根据其基准点来定位的。
基准点有两个,即首基准点和尾基准点。
基准点的三维位置:纵向(轴向)位置 由机舱设计图纸确定。
首基准点的轴向位置一般取距离主机首端l-2个肋位处或在机舱前隔舱壁上;尾基准点取在船尾零号肋位或其后1-2m处。
如图9-11所示。
左右位置 单轴系的首、尾基准点左右位置位于船中纵剖面线(即轴系理论中心线的投影线)上,一般在船体建造时确定船中纵剖面线的位置;双轴系则以船中纵剖面线为基准,在其左、右按图纸规定的尺寸确定两条轴系的中线。
高度位置 用钢直尺在指定肋位处即首、尾基准点的轴向位置处,从双层底平面上的船中纵剖面线向上接取图纸规定的尺寸确定首、尾基准点高度。
在首、尾基准点和尾轴管首、尾端等处设立基准靶或拉线架便可以确定轴系理论中心线。
2.确定轴系理论中心线的方法依已确定的首、尾基准点确定轴系理论中心线1.拉线法在首、尾基准点处安装拉线架以固定钢丝线的两端。
根据首、尾基准点的三维位置调节钢丝线的位置,使钢丝线通过基准点。
拉线前,应先在机舱后隔壁舱、尾隔舱壁买内上相应位置开孔,以便钢丝线穿过。
固定后的钢丝线既代表轴系理论中心线,如图9-12所示。
由子钢丝线自重产生下垂而不能准确代表轴系理论中心线,轴系越长误差越大。
为此应进行修正;求出钢丝线在各隔舱壁、中间轴承等处的下垂量,使钢丝所定位置升高相应的下垂量即可。
利用所拉出的轴系理论中心线进行以下的检查,(1)检查人字架轴毂孔、尾柱轴毂孔中心线是否在此线上;(2)检查主机底座面板、各中间轴承底座面板相对于钢丝线的高度尺寸和左右位置。
轴系、舵系中心线确定工艺
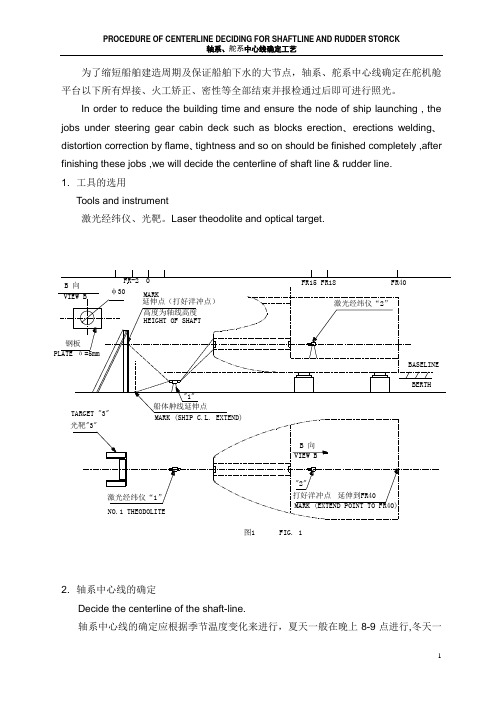
为了缩短船舶建造周期及保证船舶下水的大节点,轴系、舵系中心线确定在舵机舱平台以下所有焊接、火工矫正、密性等全部结束并报检通过后即可进行照光。
In order to reduce the building time and ensure the node of ship launching , the jobs under steering gear cabin deck such as blocks erection、erections welding、distortion correction by flame、tightness and so on should be finished completely ,after finishing these jobs ,we will decide the centerline of shaft line & rudder line.1. 工具的选用Tools and instrument激光经纬仪、光靶。
Laser theodolite and optical target.FR-2图1FIG. 12. 轴系中心线的确定Decide the centerline of the shaft-line.轴系中心线的确定应根据季节温度变化来进行,夏天一般在晚上8-9点进行,冬天一般在下午5点左右进行, 或在阴天进行,在轴系中心线的确定过程中,船上不应有能够导致船体变形的工作在进行。
This step should be done according to temperature change of the season of a year , in the estival season , this work should be done at evening 8-9 clock, and in the winterly season, this work should be done at afternoon 5 clock ,or in the cloudy day, and any work that can bring hull deformation should be stopped.1)船体尾部理论轴中心面的确定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轴系理论中心线的确定
轴系理论中心线是船舶设计时所确定的轴系中心线。
轴系和主机安装时轴系理论中心线是重要安装基准,根据轴系理论申心线确定主机的安装位置和轴系各传动轴和轴承安装位置。
所以,轴系理论中心线十分重要。
新造船舶在船体建造时确定轴系理论中心线的实际位置。
生产中采用拉线法或光学仪器法来确定轴系理论中心线的位置。
拉线法适用于短轴系船舶,钢丝线的直径为0.5-l.0mm。
光学仪器法适用于长轴系船舶。
1.基准点的确定
轴系理论中心线是根据其基准点来定位的。
基准点有两个,即首基准点和尾基准点。
基准点的三维位置:
纵向(轴向)位置 由机舱设计图纸确定。
首基准点的轴向位置一般取距离主机首端l-2个肋位处或在机舱前隔舱壁上;尾基准点取在船尾零号肋位或其后1-2m处。
如图9-11所示。
左右位置 单轴系的首、尾基准点左右位置位于船中纵剖面线(即轴系理论中心线的投影线)上,一般在船体建造时确定船中纵剖面线的位置;双轴系则以船中纵剖面线为基准,在其左、右按图纸规定的尺寸确定两条轴系的中线。
高度位置 用钢直尺在指定肋位处即首、尾基准点的轴向位置处,从双层底平面上的船中纵剖面线向上接取图纸规定的尺寸确定首、尾基准点高度。
在首、尾基准点和尾轴管首、尾端等处设立基准靶或拉线架便可以确定轴系理论中心线。
2.确定轴系理论中心线的方法
依已确定的首、尾基准点确定轴系理论中心线
1.拉线法
在首、尾基准点处安装拉线架以固定钢丝线的两端。
根据首、尾基准点的三维位置调节钢丝线的位置,使钢丝线通过基准点。
拉线前,应先在机舱后隔壁舱、尾隔舱壁买内上相应位置开孔,以便钢丝线穿过。
固定后的钢丝线既代表轴系理论中心线,如图9-12所示。
由子钢丝线自重产生下垂而不能准确代表轴系理论中心线,轴系越长误差越大。
为此应进行修正;求出钢丝线在各隔舱壁、中间轴承等处的下垂量,使钢丝所定位置升高相应的下垂量即可。
利用所拉出的轴系理论中心线进行以下的检查,
(1)检查人字架轴毂孔、尾柱轴毂孔中心线是否在此线上;
(2)检查主机底座面板、各中间轴承底座面板相对于钢丝线的高度尺寸和左右位置。
利用钢丝线确定各加工部位的中心点,即在人字架轴毂前、后端面,尾轴毂后端面,尾隔舱壁加强垫板端面,机舱前、后隔舱壁上,以钢丝线为中心画出十字线、加工圆线和检查圆线。
首先依钢丝线在上述各面上画出十字线并打冲孔,随后拆去钢丝线,依十字线冲孔定出中心并打上冲孔(在各面开孔处嵌上木板),即理论中心。
再依此中心冲孔在各壁面和端面上面出加工圆线、检查圆线,并在其上打冲孔作为加工和永久检查的记号,以备人字架轴数尾轴管等镗孔及日后检查和修船使用。
拉线法所用工具简单、操作方便。
适用于短轴系。
2.光学仪器法
当轴系较长时,可采用光学仪器法确定轴系理论中心线的位置。
先在首、尾基准点处设基准光靶,调节光靶使其十字线中心位于基准点上。
然后调节光学仪器使其光轴线通过基准靶上的十字线中心,则光学仪器的光轴线即是轴系理论中心线。
当然,在光轴线通过的隔舱壁上应预先开孔。
利用光轴线在各壁面和端面上划出加工圆线和检查圆线并打上冲孔。
生产中使用的光学仪器依确定轴系理论中心的方法不同有多种。
例如,望光法可采用准直望远镜或经纬仪望远镜;投射法采用激光导向准直仪或激光衍射准直仪。
3.按照轴系理论中心线镗孔
轴系理论中心线确定后,依此在人字架轴毂和尾柱毂端面、各隔舱壁面划出的加工圆线,以其为基准进行上述部位的镗孔。
采用专用镗削装置(俗称镗排)加工各端面、壁面上的孔达到要求的精度,保证轴系的安装质量。