汽缸盖裂纹修理
气缸盖裂纹的检修措施

气缸盖裂纹的检修措施
气缸盖裂纹的检修措施主要包括以下几个步骤:
1. 确认裂纹位置和情况:首先需要检查气缸盖的哪个位置发生了裂纹,裂纹的情况是长裂纹、分岔裂纹还是多个小裂纹。
这个确定后才能决定后续的检修措施。
2. 清洗并检查裂纹:在确认裂纹的位置和情况后,需要先用清洗剂将气缸盖表面彻底清洗干净,并使用放大镜或显微镜仔细检查裂纹的深度和长度,以便进一步判断裂纹的情况和决定检修措施。
3. 焊接修补:对于较小的裂纹,可以使用适应的焊接方法对裂纹进行修复。
常用的焊接方法包括氩弧焊、电弧焊和激光焊。
修补时需要注意保证焊接强度和完整性,避免产生二次裂纹。
4. 更换气缸盖:对于比较严重的裂纹或者裂纹处的变形较大,不适合修补的情况,需要更换整个气缸盖。
更换前需要先检查替换气缸盖的尺寸精度和材料质量,确保替换后的气缸盖能够完全适应原有发动机工作条件。
5. 检测和保养:更换或修复气缸盖后,需要进行相关检测和保养,包括润滑系统、散热系统、气门系统和点火系统等。
要定期清洗和更换零部件,并进行适当的保养和维护,以确保发动机正常工作。
汽缸体和汽缸盖裂纹的修复

汽缸体和汽缸盖裂纹的修复柴油机运转过程中,汽缸体与汽缸盖容易产生裂纹,造成漏气、漏水、烧坏汽缸垫,甚至发生机械事故。
汽缸体与汽缸盖出现裂纹应及时进行修复,方法主要有以下4种。
1.补板法补板法主要用于修补裂纹较多且相对集中或有部分破洞的机体平整的外表面。
具体步骤是:①清除裂纹附近准备补板部位的油污、漆皮等物;②用直径3~5?mm 的钻头在各裂纹的端点钻出止裂孔,防止裂纹延伸;③把厚度为2.5~3?mm的低碳钢板切成补板,补板要比裂纹周围宽出20~30?mm;④沿补板周围钻孔,孔距为15~20?mm,孔径为3~5?mm;⑤将补板覆盖在裂纹上,使其与汽缸体或汽缸盖贴合紧密,随后以补板为样板在汽缸体或汽缸盖上钻孔并攻丝;⑥用螺钉把补板固定。
固定前应在补板与汽缸体或汽缸盖之间垫上一层石棉垫,若在2个贴面上涂上红丹油,效果会更好。
2.栽丝法栽丝法常用于修复单裂纹,如附图所示,其方法:①用直径3~5?mm的钻头先在裂纹的两端钻出止裂孔1和2,然后每隔2~4?mm钻出孔3、孔4;②在钻好的孔眼中攻丝;③将紫铜棒螺钉旋入孔中,旋入的长度与汽缸壁厚度相同,再将紫铜棒截断,其断面高出缸体2?mm;④用同样的方法,按附图中钻孔的先后顺序钻出一系列的孔眼,攻丝并旋入紫铜棒螺钉,在整个裂缝上形成一条螺钉链;⑤用手锤轻轻敲铆紫铜螺钉的露出部分,将其铆平;⑥用水压法检查裂纹处是否漏水,如有轻微漏水,可继续用手锤轻铆渗漏处的紫铜螺钉。
3.电焊法电焊法的步骤是:先用直径4mm的钻头在裂纹两端钻止裂孔,同时沿裂纹开v 形坡口槽,槽的深度以不超过机体壁厚2/3为宜;再用直径4?mm的双金属焊条(或在加热的情况下用铸铁焊条)焊补即可。
为防止电焊部位焊后产生内应力或翘曲现象,应趁焊道红热时,用凿口锤敲打焊道,以消除焊渣。
如果裂纹过长,须分段隔开焊补,一般以20~30?mm长度为宜,待距离焊道70?mm处冷却到能用手触摸时,再焊下一段。
若裂纹过深,可采用多层堆焊的方法,切不可一次焊成。
知识点1气缸盖裂纹的检修.

任务一 气Leabharlann 盖的检修(三)气缸盖产生裂纹 的原因
气缸盖产生裂纹的根本原因是热应力和机械应力周期作用引起的热疲劳、机械疲劳或高温疲劳,或者是综合 的疲劳破坏。在柴油机运转中气缸盖产生裂纹的直接原因是轮机员的操作不当、维护保养不良所致.
(四)气缸盖裂纹的修理
为了延长气缸盖的使用寿命,需对缸盖上的裂纹进行修理。 (1)裂纹微小时采用锉刀、油石和风砂轮等工具打磨裂纹处予以消除,羟无损水压试验检验合 格后继续使用;否则继续打磨、检验。若裂纹较深达壁厚的3%以上时,停止打磨改用其他方 法修理或报废换新。 (2)金属扣合法。气缸盖底面和其他部位的裂纹采用金属扣合法修理,不仅保证零件的强度要 求,还可以满足密封性要求。 (3)焊补。当裂纹较小的先铲去裂纹再焊补。为了获得良好的焊补质量,应制定严格的焊补工 艺和选用合适的焊补方法。 (4)镶套修理。对于孔壁上的裂纹,如气缸盖上的进、排气阀孔壁和喷油器孔壁的裂纹采用镶 套修理, (5)胶黏剂修理。对气缸盖、气缸套上的裂纹或铸造缺陷(砂眼),依其部位或工作条件选用 有机或无机胶黏剂进行修理。 (6)覆板修理。气缸盖外表面裂纹可采用覆板修理。修理时先在裂纹两端钻止裂孔,涂胶黏剂 (如环氧树脂)后将钢板覆盖其上,用螺钉将钢板固定在气缸盖上。 以上修理气缸盖裂纹的方法亦可修理其他有裂纹的零件,应依零件的具体情况选用。修理后, 对有密封要求的零件进行液压试验以检验修理质量。例如对气缸盖进行0.7 MPa压力的水压试 验。
项目二 柴油机主要零部件的检修 任务一 气缸盖(cylinder cover)的检
修
1 气缸盖裂纹的检修 2 气缸盖气阀座面的检修
项目二 柴油机主要零部件的检修 任务一 气缸盖的检修
气缸盖裂纹的维修方法

气缸盖裂纹的维修方法
1. 哎呀,你知道吗,要是气缸盖出现裂纹,咱可以先清理干净裂缝周围呀!就像我们打扫房间一样,把那些脏东西都弄掉。
比如说,有台发动机的气缸盖有了裂纹,咱就得把那周围清理得干干净净的。
2. 然后呢,咱可以用焊接的办法呀!这就好比给它打个补丁,把裂纹给补上。
你想想,要是有个裂缝一直不管,那可不行啊!就像衣服破了个洞你不补一样。
3. 嘿,还可以用金属填补剂呢!这东西就像神奇的胶水一样,能把裂纹填上。
比如说一辆车的气缸盖裂了,用金属填补剂就能很好地解决问题。
4. 采用机械加工的方法也不错呀!把有裂纹的地方重新修整一下,简直就像是给它做个美容呢。
就好像脸上有个小瑕疵,经过精心处理就变得光滑啦。
5. 哎呀,别忘了加强气缸盖的冷却呀!这就像人热了要吹吹凉风一样。
要是冷却不好,那可不利于气缸盖的修复啊。
6. 还有呢,定期检查也很重要啊!你不看着点它,怎么能知道修复得好不好呢。
就像你要时不时看看自己的宝贝有没有损坏呀。
7. 对啦,如果条件允许,换个新的气缸盖也是个办法呀!总比一直用着有裂纹的好吧。
这就像穿了双破鞋,还不如直接买双新的呢。
8. 注意使用合适的材料呀!可不能随便找个东西就往上弄。
就好比你不能穿双不合脚的鞋走路呀。
9. 总之,遇到气缸盖裂纹不要慌,办法多得是呢!咱得根据具体情况选择合适的方法,这样才能让发动机重新焕发活力呀!。
柴油发电机汽缸体裂纹修补--补板法
柴油发电机汽缸体裂纹修补--补板法
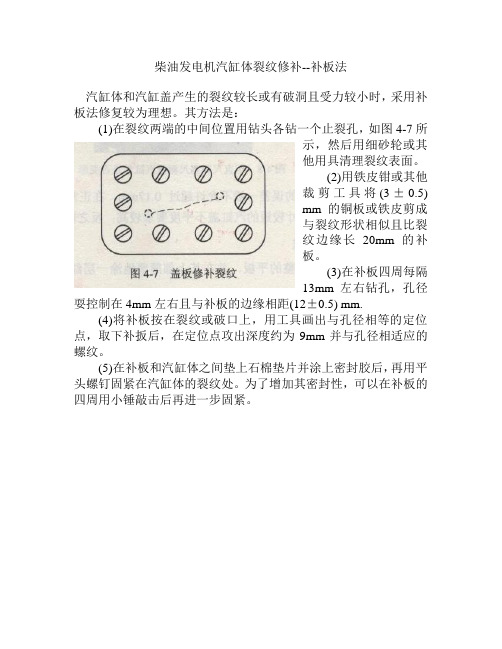
汽缸体和汽缸盖产生的裂纹较长或有破洞且受力较小时,采用补板法修复较为理想。
其方法是:
(1)在裂纹两端的中间位置用钻头各钻一个止裂孔,如图4-7所
示,然后用细砂轮或其
他用具清理裂纹表面。
(2)用铁皮钳或其他
裁剪工具将(3±0.5)
mm的铜板或铁皮剪成
与裂纹形状相似且比裂
纹边缘长20mm的补
板。
(3)在补板四周每隔
13mm左右钻孔,孔径耍控制在4mm左右且与补板的边缘相距(12±0.5) mm.
(4)将补板按在裂纹或破口上,用工具画出与孔径相等的定位点,取下补扳后,在定位点攻出深度约为9mm并与孔径相适应的螺纹。
(5)在补板和汽缸体之间垫上石棉垫片并涂上密封胶后,再用平头螺钉固紧在汽缸体的裂纹处。
为了增加其密封性,可以在补板的四周用小锤敲击后再进一步固紧。
汽缸盖或汽缸体出现裂纹的修理

汽缸盖或汽缸体出现裂纹的修理汽缸盖或汽缸体出现裂纹时,应根据其位置、损坏程度及设备情况而采用不同的修理方法。
目前常用的修理方法有环氧树脂黏结修复法、焊补修复法、螺钉填补修复法和补板法等。
1.环氧树脂黏结修复法环氧树脂黏结修复法适合于汽缸体、汽缸盖受力较小的部位,如汽缸体内部裂纹、外部裂纹和汽缸盖外部裂纹等。
柴油机燃烧室附近的裂纹不适用此方法。
2.焊补修复法焊补修复法适用于汽缸体、汽缸盖受力较大或用其他方法不易操作的部位,冷焊时一般不预热或预热到400℃左右,使用有色金属焊条,按照标准的焊接工艺进行焊补,防止焊接部位出现变形等。
3.螺钉填补修复法螺钉填补钻孔顺序如图4-6所示。
这种方法适用于裂纹位置受力较小和裂纹较短的平面位置。
其操作方法如下:(1)在裂纹的两端各钻一个止裂孔,如图4-6所示中的l和2,目的是防止裂纹进一步扩大。
(2)在整个裂纹上每隔6mm左右用钪具铳出定位点,然后在定位点上钻孔,孔的直径一般为4mm左右,如图4-6所示中的3、4、5。
一步扩大。
(2)在整个裂纹上每隔6mm左右用钪具铳出定位点,然后在定位点上钻孔,孔的直径一般为4mm左右,如图4-6所示中的3、4、5。
(3)用丝锥在1、2、3、4、5孔中攻出螺纹。
(4)将钣好螺纹的紫铜杆涂以密封胶后拧入螺孔中。
拧紧后切断紫铜杆并使切断处高出裂纹表面1.5mm左右。
(5)在已切断的紫铜杆之间钻出4mm左右的孔并攻出螺纹拧入紫铜杆后并使其填满裂纹,如图4-6所示中的6、7、8、9。
(6)用小锤轻轻敲击紫铜杆的末端,使其互相压紧并用锉刀修平。
如有必要,也可用锡焊,防止出现渗漏现象。
柴油机汽缸盖组件常见故障分析与排除
柴油机汽缸盖组件常见故障分析与排除
柴油机汽缸盖组件是指汽缸盖、气门、气门弹簧、气门导管、摇臂、凸轮轴、摇臂轴等构成的整体,是发动机燃烧室的重要组成部分。
柴油机汽缸盖组件的故障直接影响着发动机的性能和寿命,因此分析和排除其故障至关重要。
本文将针对柴油机汽缸盖组件常见故障进行分析和排除。
一、汽缸盖裂纹
柴油机汽缸盖裂纹是一种常见的故障,可能是由于过度加热或过度压力造成的。
裂纹通常是不可见的,但可能导致冷却液泄漏或发动机压力不足。
排除这种故障的方法是使用合适的设备对汽缸盖进行检测,如果检测到存在裂纹,则需要更换汽缸盖。
二、气门失效
气门故障可以由于多种原因引起,如部件磨损、弹簧松动或断裂、气门导管密封损坏等。
如果发现发动机在启动时或加速时存在噪音,或者发动机在行驶中出现间歇性失效,可能是由于气门损坏造成的。
排除这种故障的方法是使用适当的工具检查气门弹簧的紧固程度和导管的密封性,如有必要,则需要更换气门、弹簧或导管。
三、摇臂失效
四、凸轮轴故障
凸轮轴故障可以表现为噪音、不均匀的空转或加速困难等。
凸轮轴故障可能是由于部件磨损、冲击或接触不良等原因导致的。
排除这种故障的方法是使用适当的工具检查凸轮轴、摇臂轴和其他摆臂部件的状态,如有必要,则需要更换故障的部件。
总之,柴油机汽缸盖组件是发动机重要的组成部分,其故障直接影响着发动机性能和寿命,因此我们需要认真分析和排除其故障。
要预防这些故障的发生,我们应该根据要求进行定期维护汽缸盖组件,以确保其功能正常。
如果出现异常情况,及时诊断和修复是非常重要的。
发动机气缸盖修复

1、转动轴镶在缸体上的螺丝断裂了,导致缸体出现裂缝;
2、铸造工艺上出现问题,导致裂缝出现;
3、裂纹穿过缸套的沉孔及缸体上的缸盖固定螺纹孔,使缸体内外通裂,冷却液外渗。
发动机缸盖裂缝可以修补的:
1、拆卸,卸掉高压油管、细滤器到第一缸的回油管、进气支管及2根双头螺栓;
2、处理裂纹,用电动钢丝刷刷去裂纹处的铁锈,宽度约15mm,长度超出裂纹两端约30mm。
再用角磨砂轮随裂纹打磨出2—3mm、长度超出两端约30mm的V型槽;
3、钻孔攻丝,首先,在裂纹两端用5mm的钻头钻止裂孔,直达主水道,深度10—15mm,再等距离地上下各钻5mm的孔,用M6的丝锥在各孔内攻丝。
缸盖裂纹经常出现在气门座或气门座圈及火花塞螺孔之间。
如果裂纹宽度最大不超过0.5m或火花塞螺孔虽有裂纹但不超过头圈范围,则缸盖可继续使用。
汽车发动机缸盖维修手册

汽车发动机缸盖维修手册第一章:发动机缸盖概述汽车发动机缸盖是发动机的重要部件之一,负责盖住发动机的气缸头部分,同时承载气缸垫片,防止气缸内的压力泄漏。
本章将对发动机缸盖的结构和功能进行详细介绍,以便更好地理解其维修原理。
1.1 发动机缸盖的结构发动机缸盖通常由铝合金或铸铁材料制成,具有高强度和耐热性能。
它包含凸轮轴、进气门、排气门、气缸垫片等相关部件,通过螺栓和发动机缸体密封连接。
1.2 发动机缸盖的功能发动机缸盖作为发动机气缸的上部封闭部件,主要具有以下功能:- 保护发动机气缸和凸轮轴等关键部件不受外界污染和损坏;- 安装进气门和排气门,实现气缸内气体的进出;- 承载气缸垫片,保证气缸内压力不泄漏。
第二章:发动机缸盖常见故障与维修发动机缸盖在汽车使用过程中可能出现各种故障,需要及时进行维修。
本章将介绍一些常见的发动机缸盖故障,并提供相应的维修方法。
2.1 气缸盖压力泄漏气缸盖压力泄漏是发动机缸盖最常见的故障之一,可能由气缸盖本身的损坏或气缸垫片的老化破裂引起。
对于此类故障,可以采取以下维修方法:- 检查气缸盖表面是否有裂纹或变形,如有需要更换气缸盖;- 检查气缸垫片是否老化破裂,如有需要更换气缸垫片。
2.2 气缸盖漏油气缸盖漏油是发动机缸盖另一个常见的故障,通常由气缸盖密封不良或气缸垫片老化破裂引起。
解决此类故障的方法包括:- 检查气缸盖与发动机缸体之间的密封,如有需要更换密封垫片;- 检查气缸垫片是否老化破裂,如有需要更换气缸垫片。
2.3 气缸盖崩裂气缸盖崩裂通常发生在高温、高脉冲负载的情况下,由于发动机过热或设计不合理引起。
对于气缸盖崩裂的维修,可以考虑以下方法:- 检查是否存在过热问题,如有需要检修发动机冷却系统;- 检查气缸盖是否适合车辆使用状况,如有需要更换高强度的气缸盖。
第三章:发动机缸盖的维修保养为了延长发动机缸盖的使用寿命,减少故障发生的可能性,合理的维修保养是必不可少的。
本章将介绍一些发动机缸盖的维修保养方法。
柴油机气缸盖的维修
柴油机气缸盖的维修气缸盖是柴油机中结构最复杂的铸件,它与活塞和气缸套构成燃烧室。
对于中小功率的柴油机来讲,多缸机的缸盖是将所有气缸的缸盖都铸在一起成为一个统一的多缸机缸盖,这样结构紧凑,体积小。
使用中气缸盖的损伤主要包括裂纹、磨损和变形。
一、气缸盖裂纹气缸盖裂纹一般出现在气门座圈周围。
如裂纹宽度不超过0 5 mm,仍可继续使用。
1. 裂纹产生的原因发生原因大多由于气缸盖处于高温有关,具体原因如下。
(1)气缸垫没有很好地安装在气缸盖与气缸体之间。
其间的孔位没有很好地对准,降低了冷却水的流量,从而影响冷却效果,使冷却水温度很高,导致机体温度升高。
(2)使用中当机器温度较高的情况下,更换冷却水,由于剧冷、剧热,最易引起气缸盖裂纹的发生。
因此必须注意在机温很高时不许向发动机内加入冷水。
严禁先启动发动机,再加入冷却水。
(3)产生裂纹部位的壁厚单薄,设计强度不足。
(4)经常性供油时间太迟或过早,易使发动机产生早燃和爆燃,从而导致气缸盖底面温度升高。
(5)产生裂纹的部位水道过窄或拐角过小,冷却水循环缓慢,散热不良,在冷热不均时,膨胀不一致引起气缸盖裂纹。
(6)冷却水内含碱性较大,水套内易产生水垢而又没有及时按规定保养。
由于水垢等原因,更加降低了冷却系统的效能,从而容易引起气缸盖裂纹。
如气缸盖内积1 mm厚的水垢,气缸盖底面的温度约升高170 ℃。
这样就会引起局部更大的热应力集中,加速气缸盖裂纹的产生。
(7)气缸盖或气缸体在铸造制成后,由于没能很好地进行时效处理,消除内应力,致使缸盖和缸体内部存在着很大的内应力,使气门座之间部位产生裂纹。
2.气缸盖裂纹的检查方法用金属物件轻轻敲击,如发出的声音不清脆而沙哑,则有裂纹。
然后进行仔细察看,找到裂纹的范围。
如还找不到可利用专门的设备进行水压试验,加压后渗水的部位即为裂纹所在位置。
如果没有专门设备,可将75%的机油和25%的煤油混合液涂抹在待检查的部位,然后用干棉絮将混合液擦掉,并立即涂上一层氧化锌甲醇溶液,溶液改变颜色的地方即为裂纹所在地。
气缸盖裂纹发生原因与检查修理方法

气 缸 盖 裂纹 发 生 原 因 与检 查修 理 方 法
吉林 省 梨树 县农机技 术推 广 总站 高学海
气缸 盖 的工作 条 件 极 其 恶 劣 。气 缸 盖底 面 直 接 部位和 气缸盖 的材料 而定 。通 过各 种 检验 , 一 旦 发现 与 高温 、 高压 燃 气接 触 , 承受 较 高 的周 期 变化 的 机械 气 缸盖 底面 和其他部 位有 裂纹 时 , 不 管是 多 么细 小 的 负 荷与热 负荷 、 燃气腐蚀与冲刷, 产 生 很 大 的 机 械应 裂纹 , 都 要用钳 工锉 、 风砂 轮 、 电动 砂 轮或 油石 等 工具 力 与热应 力 。缸盖裂 纹是 气缸盖 常见 的损坏形 式 。 进行彻 底清 除 , 否 则 这些 小 裂 纹 就会 很 快 扩 展 , 以致 1 . 故 障现 象 裂穿 。对于气 缸 盖 上 的 细小 裂 纹 , 经 过彻 底 消 除 , 可 高压气体向水箱 窜气 , 冷却 水 冒泡; 冷却水渗入 以继续 使用 。如果裂 纹 比较严 重 , 则 只能 更换 新 的气 缸盖 。但是为 了应 急或延 长 修理期 , 可采 取 以下 几种 气缸, 排气冒白烟, 不易启动, 工作不稳 , 功率下降。 2 . 发 生 的原 因 方法进 行修理 : ( 1 ) 使用管理不当, 在柴油机缺水 、 温度较高 的情 ( 1 ) 金属扣合法 : 这种修理方法能保证强度和恢 况 下骤加 冷水 , 或 在 冷 态下 急 剧 加 热 ( 柴 油 机 启 动 后 复一定 的 刚度 , 同时具有 承 受高 载荷 的能力 。 由于 修 不 暖机 又 急 剧 增 加 负 荷 ) 等, 致 使 热 胀 冷 缩 而 产 生 理操作 是一 个 冷作 业 过 程 , 所 以又 可 避 免 表 面 变形 。 裂纹。 这种方 法可靠 、 应 用广泛 。 ( 2 ) 缸 盖水 道 积有 水 垢 或堵 塞 , 风冷 柴 油 机 缸 盖 ( 2 ) 焊补 : 采用 焊补法修 理 时 , 对 于铸铁 气 缸盖应 散 热片堵 塞 , 造 成 局 部过 热 , 尤 其 是 进 排 气 道 间 的水 采用低 温焊 补方法 , 温度 不 应超 过 3 0 0— 4 0 0 o C, 焊 补 腔部位 。 前应 先预热 , 这样 可 以避 免产 生 内应 力 而形 成新 的裂 ( 3 ) 柴油机经常超负荷或在过热情况下工作或勤 纹 。一般说 来 , 焊 补工艺 严格 , 修 理 费用 高 , 更 重要 的 是焊 补修 理后 , 使 用 较 短 的 时 间又 会 产 生 新 的 裂 纹 , 轰猛轰 “ 油 门” 。 ( 4 ) 供油 时 问不 对 , 产 生早燃 或爆 燃 , 造成 缸 盖温 故往 往不 被采用 。 ( 3 ) 用 无机 粘结 剂 修 补 : 对 于气 缸 盖底 面裂 纹 可 度过 高 。 ( 5 ) 冬天 停 机时 间 长未 放 冷 却 水 而冻 裂 , 或 停 机 采用 正磷 酸 一 氧化 铜 无 机粘 结 剂 进 行 胶 补 。此 种 粘 后立 即放冷 却水而 过热产 生裂 纹 。 结剂能在 5 0 0℃高温下长期使用不变。具体工艺 : ① ( 6 ) 未按 规定 力 矩 拧 紧缸 盖 螺母 , 缸 盖变 形 产 生 用 1 号粗砂纸清除气缸体裂缝周 围的银粉和铁锈 , 打 磨 宽度 为 3 0 m m, 长度 超过裂 缝两端 点 3 0 mm; ② 用錾 裂纹 。 ( 7 ) 由于气缸盖 材料 的铸造 应力 和缺 陷( 缩孔 、 夹 子 沿裂缝 线錾切 宽为 3 m m, 深为 2 m m的 “ V” 形槽 , 渣等 ) 以 及结构 上 的 不合 理 , 会 出现 应 力 集 中 的尖 角 并 在裂缝 两端钻 止裂孔 ; ③ 先用 金 属清 洗剂 清 洗 裂缝 ( 过 渡圆角 半径不 够大 ) 等, 也 会使其 产生裂 纹 。 周围, 待 干后再 用酒 精 擦 洗 一遍 ; 将 调好 的胶 液 先 填 3 . 检 查方法 充 止裂孔 和 “ V” 形槽。 ( 1 ) 平 时主要 检查水 箱 的水位及 水 质情 况和 油底 ( 4 ) 镶 套法 : 主要 是在气 缸盖上 的进 、 排 气 门座孔 或喷油器 孔 因裂 纹 而渗 漏 的情 况 下 采用 。镶 套 的材 壳中的机油油面及油质 的情况。还可 以从排气 的烟 料一般 为青铜 或不锈 钢 。具体 工艺 : ① 先 在裂 纹 两 端 色进 行观 察 和分 析 , 若 气 缸 盖 内部 裂 纹 漏 水 , 排 烟会 钻止裂 孔 , 孔 径 为 5~ 6 m m, 防 止 裂 纹 扩 大 。若 裂 纹 因漏 进 的水蒸气 而呈 乳 白色 。 端处位 置不 明显 , 可在裂纹 端前方 约 1 O一1 5 m m 处 钻 ( 2 ) 裂 纹 明显可凭 肉眼或借助 放大镜 观察 到 。 ( 3 ) 着 色法 检验裂 纹 。把 缸盖 浸入 煤油 或煤 油 的 止裂孔 ; ② 将一 块 厚 3~5 mm, 并 大于裂 纹 范 围 l 5~ 着 色溶 液 , 或浸 入 乙醚 5 0 %、 煤油 5 0 % 混合 液 中 , 2 h 5 0 m m 的纯铜 板 覆 盖 于 裂 纹处 , 用 小锤 敲 打 , 使 之 贴 后取 出 , 擦 干表面油迹 , 涂 以薄 层 浆 状 白粉 , 然 后 烘 合 ; ③ 在裂 纹处涂 以环 氧 树 脂或 铅 油 , 补板 下 面 均 匀 干, 如有裂 纹会 显示 黑色 ( 或 颜色 ) 线条 。 地敷上 一层用 石棉 粉和锌 白漆捣 成 的石 棉 泥 , 然 后 盖 ④用螺钉 紧固补板。螺钉取适当间隔, 在补 ( 4 ) 通 过水 压试验 来检验 裂纹 。先 根据 气缸 盖 底 上补板 ; 面 形状 , 做 一 专 用 压板 , 压板 与气 缸 盖 底 平 面 之 间 加 板 和机件 上共 同钻 孔 并 在机 件 上 攻 螺 纹 。然 后在 补 并按照 沉头 螺钉 的 大小 钻 出沉 头孔 。螺 钉 块厚度为 2~ 3 m m 的橡胶垫 。然后将气缸盖 紧固 板上 扩孔 , 般 采用 M6螺纹 , 旋 入 螺 钉前 螺 纹 上需 要 涂上 锌 白 在 专用 压板上 , 并在 气缸 盖 出水 口处 接 上水 管 或水 压 最后 均匀地 紧 固所有螺 钉 。 试 验 机 进 行 水 压 试 验 。试 验 压 力 一 般 为 0 . 3~ 漆 或厌氧 胶 , ( 5 ) 应 急修理 : 在气 缸盖底 面裂 纹严 重 , 造 成 内侧 0 . 5 M P a 。 在此 范 围 内停 止加 压后 , 观察 5 r n i n , 看 压力 表的读数是 否下 降和气缸盖有无渗水 的地方。若压 漏 水时 , 但 又 无 备件 更 换 , 此 时 可 采 取 应 急 修理 的措 力表的读数下降和气缸盖有渗水的地方 , 则说明此处 施 。即沿裂纹 铲 一 条 沟 , 镶 人铅 皮 或铜 片 , 或者 旋 人 涂 有 白铅油 的 螺栓 , 将 露 出部 分 切 平 , 平 直 地 敲 打 端 有裂 纹存在 。 面 以阻止漏水 。 4 . 修 理方 法 ( 0 2) 气缸 盖裂纹 的修 理 , 要根 据 裂 纹 的大 小 、 产 生 的
气缸盖裂纹的鉴定与修理技术
1 气 缸 盖 裂 纹 的 检 查
() 1观察 法 : 明显 的裂 纹可 用 眼 睛 或放 大 镜 观察
发现。
() 2荧光 探 伤 法 : 光溶 液 是 用 02 L的 变压 器 荧 . 5
( ) 学除 油 常用碱 性 混合 液, 底 清洗 。 目前 1化 彻 可采用 金 属清洗 剂 清洗 除 油,但 清 洗剂 洗后 要 再用 清水彻 底 清洗 , 掉残 留的碱 性 溶 液 , 用 弱 酸 中 去 也可
的砂粒 冲击工 件 表面 时 , 但可 以除锈 , 不 还可 使工件 表 面具 有一 定 的粗 糙度 。无条 件 时, 采用 钢 丝轮 、 可 钢 丝刷 、 铜丝 刷 、 刀 、 锉 刮刀 、 布等 工具 除锈 。 砂 () 4 化学 除锈 对 于 形状 复 杂 , 蚀严 重 的 , 锈 应
粒状 。
没有磁 力 探伤 机 , 很简 单 地 用 两个 永 久磁 铁 作 磁 可 极 , 成磁 场 , 粉用 聚 乙烯 瓶 喷 洒 到零 件 上 , 验 构 铁 检
操作非常方便 。此法不适合于铝合金缸盖和缸体。
( )配 制 :0 m 磷 酸 +g氢 氧 化 铝 _ 倒 入 杯 2 10 l 6 + 中 搅拌 加热 ,使 氢 氧化铝 全部 溶 解在磷 酸 中_ 继 + 续 加热 至 2 0 20C +自然冷 却 至 室温 ,磷 酸 铝溶 4 — 5  ̄_
和碱性 。
油 和 05 的 煤 油 ,.5 . L 02L的 汽 油 混 合 剂 ,再 加 入
02 g金黄 色 的染 料 制成 的 。 . 5
对待鉴定部位进行仔细清洗 , 彻底祛除油污、 锈 斑; 用毛 刷涂 敷荧 光溶 液于 待检 部位 , 待荧 光渗 透液
流 尽后 , 3 — 5【 用 5 4 。 的清 水 彻底 冲 洗 , = 再用 紫 外线 烤
发动机缸体裂纹的原因分析及修补工艺
发动机缸体裂纹的原因分析及修补工艺发动机缸体是发动机的重要组成部分之一,它主要承受着高压燃气的冲击和工作周期的循环压力。
由于负责若承受着巨大的力量,加上高温和高压的环境,导致发动机缸体容易发生缸体裂纹问题。
本文将对引起发动机缸体裂纹的原因进行分析,并介绍一些常用的修补工艺。
1.工艺问题:制造过程中,发动机缸体的冷却加热控制不当,会引起缸体的变形,导致应力集中,从而引起裂纹。
2.温度影响:发动机长期工作在高温环境下,不同材质的发动机缸体对热膨胀系数不同,温度差异会导致缸体的应力变化,进而引起裂纹。
3.水冷系统问题:如果水冷系统故障导致冷却不良,发动机缸体会因过热而发生热应力过大,从而导致裂纹出现。
4.动力强化问题:如果发动机的功率升级,引擎受到的压力和应力将会增加,超出缸体原本的承受能力,导致缸体裂纹的产生。
5.质量问题:发动机缸体在制造过程中,如出现原材料质量不合格、焊接过程有缺陷等问题,也会导致缸体的裂纹。
1.纯化裂纹:使用砂轮或磁粉探伤等工具,将裂纹处纯化清理,去除裂纹的杂质,为后续修补做准备。
2.填充材料填补:使用特殊的填充材料,如高温环氧树脂胶进行填补,填补至裂纹处及周围一定深度,填补后进行固化,在填补完成后要进行打磨以保证表面光滑。
3.焊接修复:如果裂纹较大且需要较高强度修复时,可以采用TIG焊接或等离子焊接等方法。
在焊接过程中,需要将裂纹两侧加热并进行预热,然后使用适当的焊条进行焊接,最后进行后续的热处理。
4.淬火热处理:在修复裂纹后,需要进行淬火热处理以提高缸体的硬度和强度。
通过加热到适当的温度,然后迅速冷却,使缸体经历一定的相变过程,增加其硬度。
5.冷却系统维护:检查并维护发动机冷却系统,确保冷却液正常循环,防止过热引起裂纹。
总之,发动机缸体裂纹的原因多种多样,修补工艺也因情况而异,需要根据实际情况选择适当的修补方法。
在修复过程中,需要注意控制好修补过程中的温度和压力,以确保修复后的缸体可以正常工作,并且要做好后续的维护工作,延长发动机的使用寿命。
气缸盖的修理

3.堆焊:焊后保温、缓冷,机加 工、互研。
4.热喷熔:对裂纹、凹痕较深, 磨损较严重的,喷熔一层耐磨耐热 合金。
5.镶套修理(换套):对凹痕已 2020/5超/2 过2mm以上,或有裂纹的情况
2020/5/2
2
2) 主要原因: 热负荷过高,形成过大的残余 拉应力。∵气缸盖底面受热膨胀、 内腔为冷面,不让其膨胀;底面 受压应力,当温度达到300400℃左右时,底面膨胀变形受 到限制,产生强烈的压应力。
而当温度超过350℃时,铸铁抗 蠕变性能下降,发生蠕变,产生 塑性变形。压应力下降,当停车 时,底面温度降低,不到室温时, 压应力消失,温度下降到室温时, 产生拉应力。拉应力大到一定值 时产生裂纹。
图 绞阀座示意图 1-绞刀;2-阀座;3-气缸盖;
4-心杆;5-垫块;
11
的不是分几次拧紧,使缸盖产生变形,增加附加应力。 5) 操作管理方面: 启动后冷车急剧加速,高速急剧停车,长期超负荷运转,
水垢及传热不良。
2020/5/2
7
3 裂纹的修理
1.波浪键扣合法: 要求密封时涂粘结剂。
2.螺钉密封法: 用M6-M8的紫铜螺钉,加 粘结剂。
3.无机粘结剂或金ห้องสมุดไป่ตู้补漏剂粘结。
4.焊补法:
(3) 腐蚀磨损:燃料中的钒、硫等,在高温时引起钒腐蚀;低温时引
起硫腐蚀;形成腐蚀磨损。
(4) 磨料磨损:燃烧产物,吸气灰尘等形成磨料,产生磨料磨损。
2020/5/2
10
2 气门座损伤的修理 (Repairing of Valve Seat Damage)
简述气缸体气缸盖的损坏形式
简述气缸体气缸盖的损坏形式气缸体和气缸盖是发动机中最重要的部件之一,它们承受着极高的压力和温度,常常会出现各种损坏形式。
在本文中,我将简要描述气缸体和气缸盖的常见损坏形式,以及其对发动机的影响和如何进行修复。
首先,气缸体的损坏形式,最常见的是磨损和烧蚀。
这是由于活塞与气缸体之间的摩擦引起的,它会导致气缸壁的直径减小,进而降低发动机的排量和动力。
另一种常见的气缸体损坏形式是过度加热,这是由于冷却系统出现故障或发动机超负载工作导致的,它可能导致气缸体开裂或变形,进而降低发动机性能。
对于气缸盖,常见的损坏形式包括变形、裂纹和烧蚀等。
变形通常是由于过度加热或发动机超负载长时间工作,在高温和高压力的情况下导致气缸盖变形。
裂纹通常是由于气缸盖产生热应力而引起的。
在温度快速变化的情况下,如果气缸盖上的应力超过了材料强度的极限,就会产生裂纹。
烧蚀通常是由于高温导致气缸盖上的阀座和导管烧蚀而引起的。
这些损坏形式都会对发动机性能产生严重的影响。
对于这些损坏形式,可以根据具体情况采取不同的修复方法。
例如,如果气缸体烧蚀,可以采用镶铜、研磨和平面修整等方法进行修复。
如果气缸壁损坏比较严重,则需要进行磨孔、镶套、车孔等更复杂的修复工作。
对于气缸盖的裂纹,可以采用电渗流、热压焊等方法进行修补。
如果气缸盖变形,可以进行退火、冷却后压缩等方法进行修复。
在对发动机进行修复时,需要综合考虑多种因素,例如修复成本、修复效果和使用寿命等。
总之,气缸体和气缸盖是发动机中重要的部件,经常会出现各种损坏形式。
了解和诊断这些损坏形式,并采取适当的修复方法,不仅可以延长发动机的使用寿命,还可以提高发动机的性能和可靠性。
汽缸盖裂纹维修工艺流程

汽缸盖裂纹维修工艺流程
汽缸盖裂纹维修工艺流程:用直径为3~5毫米的钻头,先在裂纹的两端钻出止裂孔,然后每隔2~4毫米钻出孔眼;在钻好的孔眼中攻丝;将紫铜棒螺钉旋入孔中,旋入的长度与气缸壁厚度相同,然后将紫铜棒截断,其断面高出气缸体2毫米;用同样的方法,按钻孔的先后顺序钻出一系列的孔眼,攻丝并旋入紫铜棒螺钉,在整个裂缝上形成一条螺钉链;用小手锤轻轻敲铆紫铜螺钉的留出部分,使其铆平并相互咬紧;最后用水压法检查裂纹处是否漏水,如有轻微漏水,可继续用手锤轻铆渗漏处的紫铜螺钉。
如果裂纹处于温度不高、受力不大部位时,均可采用环氧树脂胶粘结修复。
对于受力不大的部位,如果有很多细小裂纹集中在一起,或出现了小漏洞,可采用补板法修复。
汽缸盖裂纹维修工艺流程

汽缸盖裂纹维修工艺流程英文回答:The repair process for a cracked cylinder head involves several steps to ensure a proper fix. First, the damaged area needs to be identified and assessed. This can be done through visual inspection or by using non-destructivetesting methods such as dye penetrant or magnetic particle inspection. Once the crack is located, it needs to be cleaned and prepared for repair.Cleaning the crack is essential to remove any dirt, oil, or debris that may be present. This can be done using a solvent or degreaser and a wire brush. After cleaning, the crack needs to be opened up to create a V-groove. This is done by using a die grinder or a similar tool to grind away the edges of the crack, creating a wider groove for the repair material to be applied.Once the crack is cleaned and opened up, it is readyfor repair. There are several methods that can be used to repair a cracked cylinder head, including welding, brazing, and epoxy. The choice of repair method depends on the severity and location of the crack, as well as the material of the cylinder head.Welding is a common method used for repairing cracks in cylinder heads. It involves melting a filler material into the crack using a welding torch. This creates a strong bond between the filler material and the cylinder head,effectively sealing the crack. Brazing is a similar process, but it uses a lower temperature and a different filler material.Epoxy is another option for repairing cracked cylinder heads. It involves applying a special epoxy resin to the crack and allowing it to cure. Once cured, the epoxy formsa strong bond with the cylinder head, sealing the crack and preventing further damage.After the crack is repaired, the cylinder head needs to be machined to ensure a proper fit and seal. This involvesmilling or grinding the surface of the cylinder head to remove any imperfections and create a flat, smooth surface. The mating surface of the engine block may also need to be machined to ensure a proper seal.Once the cylinder head is machined, it can bereinstalled on the engine. This involves replacing any gaskets or seals that may have been damaged during therepair process. The cylinder head bolts are then tightenedto the manufacturer's specifications to ensure a proper seal.中文回答:汽缸盖裂纹的维修工艺流程涉及多个步骤,以确保修复的效果。
知识点2气缸盖气阀座面的检修

知识点2气缸盖气阀座面的检修气缸盖气阀座面是发动机中重要的零部件之一,它与气缸盖的气门座面配合,起到密封气门的作用。
由于发动机长时间的运行和高温高压的工作环境,气缸盖气阀座面容易出现磨损、裂纹等问题,从而导致发动机运行不稳定、机油消耗增加、动力下降等故障。
因此,对气缸盖气阀座面进行定期检修和维护是保证发动机正常运行的重要措施之一下面,我将详细介绍气缸盖气阀座面的检修方法及注意事项:1.准备工作:在进行气缸盖气阀座面的检修前,需要做好以下准备工作:-确保发动机处于停止状态,并且已经冷却至室温;-做好相应的工具准备,如气缸盖卸下工具、阀座研磨工具、研磨石、刮片等。
2.拆卸气缸盖:首先,将气缸盖从发动机上拆卸下来。
拆卸时要小心,避免损坏气缸盖及其他零部件。
拆卸后,清理气缸盖上的附着物,保持其干净。
3.检查气缸盖气阀座面:使用裸眼或放大镜等工具,仔细检查气缸盖气阀座面的情况。
主要包括以下方面:-检查气阀座面是否有明显磨损和凹坑;-检查气阀座面是否有裂纹;-检查气阀座面的平整度。
4.修复磨损和凹坑:如果发现气阀座面有磨损和凹坑,可以使用阀座研磨工具进行修复。
具体步骤如下:-使用合适粗细的研磨工具,将研磨石安装到阀座研磨工具上;-逐渐将研磨石放置在气阀座面上,用手轻轻旋转阀座研磨工具,来回研磨气阀座面,直到表面光滑;-检查研磨后的气阀座面,确保其与气门座面配合紧密,无明显间隙。
5.修复裂纹:如果发现气阀座面有裂纹,可以使用透明胶水进行修复。
具体步骤如下:-在气阀座面上涂抹一层透明胶水,确保裂纹处完全覆盖;-等待胶水完全干燥,通常需要几小时至一天的时间;-使用手指轻轻抚摸修复后的气阀座面,确保其平整度。
6.检查阀座面的平整度:使用塞尺或直尺等工具,对阀座面的平整度进行检查。
如果平整度超过规定范围,需要进行刮削处理,以保证气门座面与气阀座面的配合紧密。
7.清洁和安装:在对气阀座面进行修复后,需要对气缸盖进行清洁,确保其无尘、无油渍等杂质。
气缸盖变形维修工艺流程

气缸盖变形维修工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!气缸盖变形维修工艺流程。
1. 检查变形量。
使用千分尺或百分表测量气缸盖变形量。